Сварка ленточных пил – подробное описание технологии
Сварка ленточных пил – аппараты, технология
Ленточные пилы широко применяются во всей деревообрабатывающей промышленности, для столярных работ, в мебельной промышленности и т.д. Они используются в различных пилорамах, ленточнопильных и ленточно — делительных станках.
Особенностью ленточных пил является непрерывная режущая поверхность, представляющая собой кольцо из металлической ленты с зубьями. Для изготовления ленточных пил заранее подготовленную ленту сваривают в кольцо. Также сварка используется для ремонта порванных пил. О технологии сварки ленточных пил и будет рассказано в статье.
Технология сварки ленточных пил
Она делится на несколько этапов – подготовка, заточка, сварка и разводка зубьев полученной пилы. На всех этапах необходимо соблюдать должную тщательность. Рассмотрим технологию подробней.
Ремонт ленточных пил, имеет свои особенности
Аппараты для сварки ленточных пил
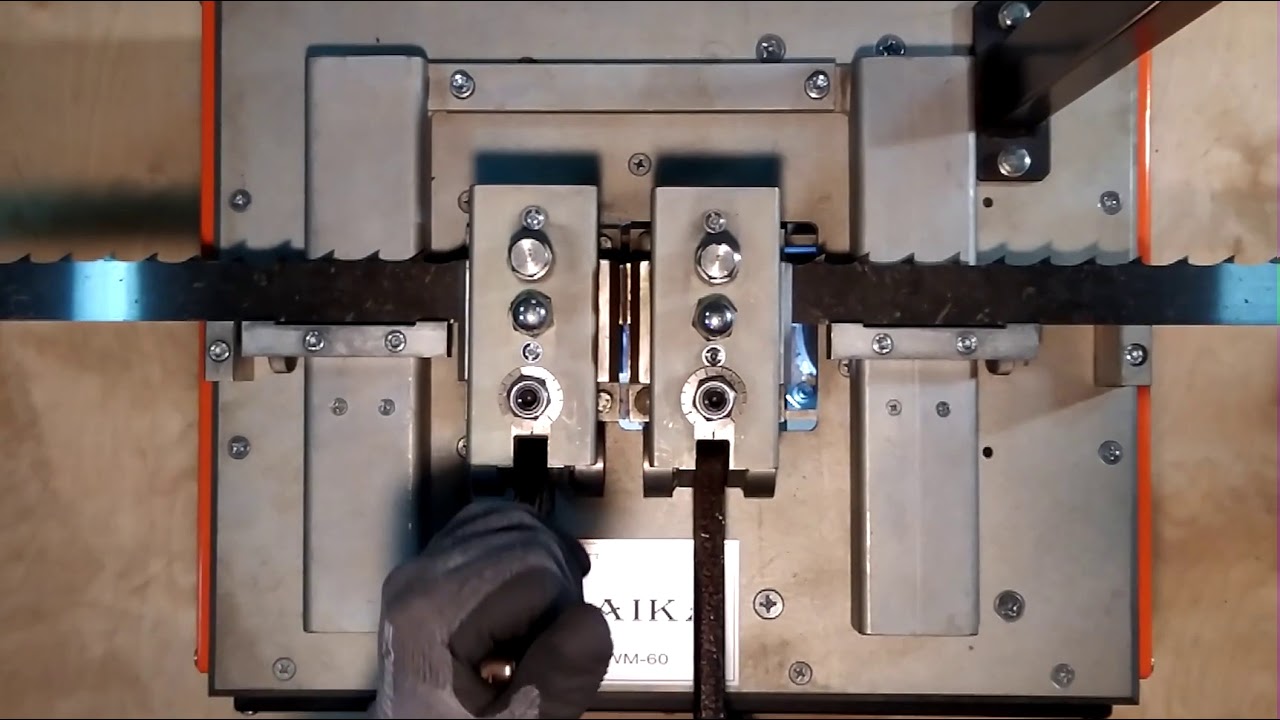
Как правило, аппарат для сварки ленточных пил работает так: концы пилы зажимаются в зажимах, стыкуются, а затем через них пропускается ток, который оплавляет и сваривает кромки торцов.
Существуют разные виды таких аппаратов. Далее мы рассмотрим, чем они отличаются. Условно их можно классифицировать на три группы.
Аппараты сварки сопротивлением
Эти аппараты дешевы, компактны, отличаются не очень большой производительностью и предназначаются для небольших объемов работ – например, для ремонта пил на производственных лесопильных участках.
Особенности технологии требуют высокого качества подготовки шва, высокого качества электродов, хорошей регулировки фиксаторов и правильной настройки режима.
Аппараты сварки оплавлением
Производительность существенно выше, такие аппараты можно причислить к среднему классу. Они работают на принципе непрерывного оплавления и предназначаются для сварки всех видов полотен, в том числе и биметаллических.
Особенности технологии – высокие требования к поверхности полотен и электродов, необходимость соблюдения правильного шага зубьев с учетом потерь металла.
Автоматизированные аппараты сварки оплавлением
Процесс сварки автоматизирован, от оператора требуется лишь устанавливать пилы в аппарат и снимать сваренные полотна. Такие аппараты отличаются хорошей производительностью и применяются, как правило, в сервисных центрах.
Помимо аппаратов для сварки, при сварке ленточных пил требуются некоторые вспомогательные аппараты – гильотины для полотен, станки для зачистки, пирометры и так далее.
Процесс сварки ленточных пил
Рассмотрим технологию сварки. Как говорилось выше, она делится на несколько этапов, которые будут рассматриваться по порядку.
Подготовка полотна
Перед тем, как сваривать полотно, его необходимо подготовить. Подготовка пилы состоит из нескольких шагов.
Резка полотна
Полотно отрезается посредством специальных гильотинных ножниц. Если таковых не имеется, можно отрезать полотно с помощью зубила либо отрезного станка. Если сварку предполагается проводить по участку, который сваривался раньше, то с каждой стороны от прошлого шва нужно отрезать по 5 миллиметров.
Если таковых не имеется, можно отрезать полотно с помощью зубила либо отрезного станка. Если сварку предполагается проводить по участку, который сваривался раньше, то с каждой стороны от прошлого шва нужно отрезать по 5 миллиметров.
Полотно отрезается между вершинами зубьев. С каждой стороны оставляют припуск около полутора миллиметров. Линия реза должна проходить строго перпендикулярно к спинке пилы.
Ленточная пила, очень гибкий, но хрупкий инструмент
Зачистка концов
Подготовленное полотно необходимо зачистить. Для этого их очищают от загрязнений, при необходимости чистят ацетоном или спиртом. Кромки обрабатывают абразивным материалом, удаляя заусенцы и неровности – это удобно делать на заточном станке.
За тем идет сварка полотна. Подготовленное полотно закрепляется в станке и сваривается.
Установка пилы в аппарат
Подготовленное полотно монтируют в зажимной механизм аппарат для сварки ленточных пил так, чтобы кромки полотна полностью совпадали и находились посередине пространства между фиксаторами. Усилие, режим осадки и ход осадки выбирают в зависимости от полотна – документация на аппараты содержит таблицы с информацией режимах для различных полотен. Выбранный режим задается поворотами управляющих рукояток.
Усилие, режим осадки и ход осадки выбирают в зависимости от полотна – документация на аппараты содержит таблицы с информацией режимах для различных полотен. Выбранный режим задается поворотами управляющих рукояток.
Сварка полотна
Станок запускается поворотом рубильника или нажатием кнопки. При этом ток начинает подаваться на электроды и расплавляет металл в месте стыка. Подвижный зажим идет к неподвижному и образует на месте шва сварной валик.
Важный параметр – время подачи тока. Как правило, при автоматической сварке оно составляет одну-две секунды, при ручной – контролируется оператором.
Если сварка прошла неудовлетворительно – подбираются подходящие настройки и записываются; в дальнейшем они используются для сварки аналогичных полотен.
Электроды должны быть чистыми. Плохой контакт между электродами и полотном повышает сопротивление и нарушает процесс сварки.
Для соединения пил требуется, специальная установка
Обработка пилы после сварки
Сразу после сварки пила не пригодна к использованию. Для того, чтобы привести ее в должное состояние, проводятся несколько операций.
Для того, чтобы привести ее в должное состояние, проводятся несколько операций.
Отжиг шва
При сварке материал полотна твердеет и становится хрупким. Отжиг позволяет ему вернуть пластичность и вязкость. Пилу не вынимают из станка, осадка выставляется нулевой, выбирается другой режим тока. Нажатием кнопки подачи тока на отжиг разогревают шов, а затем медленно охлаждают. Если нет пирометра – температуру контролируют визуально. Оптимальный цвет каления металла – вишнево-красный. Оранжевый или желтый цвет сигнализирует о перегреве.
Охлаждение длится три-пять минут. Для некоторых полотен нужно проводить два цикла.
Зачистка полотна
При зачистке полотна со сварного участка удаляют наплыв металла, а также выводят правильную форму впадины между зубьями полотна. Для зачистки подходит любой абразив, лучше всего – заточный станок.
Технологические особенности
Стоит учитывать, что:
- Сплавы, из которых изготавливают полотно пил, являются трудносвариваемыми;
- При работе на сварочный шов приходятся предельные нагрузки;
- Геометрия зубьев на участке шва влияет на нагрузки при работе.


Заключение
Из прочитанного выше вы узнали, как проводится сварка ленточных пил, какие существуют аппараты для сварки ленточных пил и какие у этого процесса особенности. Надеемся, что приведенная информация будет полезной для вас.
Сварка ленточных пил | Сварка своими руками
Спец.аппарат для сварки ленточных пил
Когда может потребоваться сварка ленточных пил?
- В процессе эксплуатации ленточной пилы она может порваться. В таком случае требуется ремонт;
- Пилы поставляются в бухтах, для подготовки к работе также требуется их сварка.
Процесс сварки может выполняться на специальных аппаратах, которые по сути являются аппаратами контактной сварки стыковой. Такие аппараты также способны производить локальный отпуск, или отжиг зоны шва без необходимости вынимать пилу из аппарата после сварки. Отжиг, как известно, применяют обычно для того, чтобы повысить пластичность металла, а отпуск — для снятия внутренних напряжений, образовавшихся в структуре шва.
Безусловно, использование специализированных аппаратов для сварки ленточных пил дает наилучшее качество: ее ресурс будет выше, чем при использовании других способов. Однако, стоимость таких аппаратов может доходить до тысяч долларов для пил по дереву и еще выше для пил по металлу. Понятно, что не целесообразно использовать такое оборудование в домашних условиях, если только вы не занимаетесь ремонтом и вводом в эксплуатацию пил в промышленном масштабе. Возможно, что остались еще советские бывшего использования аппараты для сварки пил небольших толщин, которые можно приобрести по доступной цене для своей мастерской. В принципе, до сих пор некоторые предприятия используют оборудование для контактной сварки чуть ли не полувековой давности и все нормально работает. Выбор, как говорится, за вами.
Для единичного ремонта приемлемо использовать также аргонодуговую сварку ленточных пил, а также пайку. Гарантию, правда, что после такого ремонта пила прослужит вам долго никто не даст, однако, это лучше, чем просто выбросить ее в мусор.

Технологичные сложности сварки:
- Ленточные пилы изготавливаются из сталей, сплавов, биметаллов, которые относятся к трудносвариваемым (по этой причине при профессиональном ремонте не применяется аргонодуговая, полуавтоматическая сварка и тем более пайка, которая по прочности сильно уступает любой сварке по понятной причине). Кроме того, производители держат в секрете информацию, из чего изготовлена пила. Поэтому сварочные режимы, как правило, приходится устанавливать опытным путем.
- Форма зуба в околошовной зоне оказывает влияние на величину нагрузки при работе.
Технология сварки ленточной пилы на спец.аппарате стыковой сварки
В первую очередь, после того, как вы приобрели пилу, вам необходимо нарезать полотно в размер. Для этого применяют гильотину и разделочный стол. Отмечаете длину, сколько вам нужно отрезать и режете пилу с припуском для того, чтобы соблюдать шаг.
 Свариваемые кромки после порезки должны быть ровными, без заусенец, под прямым углом к спинке полотна. Их нужно подготовить идеально, иначе проведение дальнейшей работы просто не будет иметь смысла. За неимением гильотинных ножниц можно использовать банальное зубило и молоток. В подготовку также входит обезжиривание в любом доступном растворителе: ацетон, бензин, нефрас, или уайт-спирит. Заусенцы и неровности доводят с помощью абразива.
Свариваемые кромки после порезки должны быть ровными, без заусенец, под прямым углом к спинке полотна. Их нужно подготовить идеально, иначе проведение дальнейшей работы просто не будет иметь смысла. За неимением гильотинных ножниц можно использовать банальное зубило и молоток. В подготовку также входит обезжиривание в любом доступном растворителе: ацетон, бензин, нефрас, или уайт-спирит. Заусенцы и неровности доводят с помощью абразива.В зависимости от толщины и ширины свариваемого полотна на аппарате контактной стыковой сварки устанавливаются режимы: усилие сжатия, начальное расстояние, конечный выключатель тока и сила тока. В зависимости от марки материала при отпуске выставляется температура и время. Для низколегированного металла температура отпуска 400 — 450 °С, для высоколегированного биметалла 600-650°С.Чем выше температура отпуска, тем меньше время выдержки. Однако, если никто вас не подгоняет, предпочтительнее делать отпуск при более низкой температуре с увеличением времени выдержки.

После сварки полотна нужно произвести его зачистку с помощью болгарки, или любым другим удобным способом.Пила в результате должна выглядеть вот так:
Заканчивается технологический процесс контролем качества сварных швов.
Для удобства транспортировки ленточных пил их можно складывать двумя способами:
-кольцом;
-сворачиванием в петлю.
Дальнейшая обработка для пил по дереву.
Если пила у вас не подготовлена к работе, необходимо произвести ее разводку и заточку. Разводка делается в половину толщины тела, т.е если у вас пила 1 см, соответственно, разводка делается 0.5 см на сторону. Разводка идет: один зуб вправо, второй — влево, третий зуб прямой — выкидывающий стружку. На твердую породу и на зимний лес желательно делать разводку на десятку поменьше. Когда вы производите заточку, камень должен проходить весь профиль, поджоги не допускаются.
Аргонодуговая сварка пил на примере ремонта ленточного полотна для резки цветных металлов
Для удобства работы и обеспечения точной стыковки полотен изготавливают простейшее приспособление, состоящее из основания, фрезерованного таким образом, чтобы можно было упереться спинкой полотна в бортик, и двух прижимных планок. Приспособление можно сделать из обычной черной стали.
Пила сваренная на таком приспособлении может выдержать более тридцати резов по кругляку (алюминий) диаметром 30 мм. Пила варится на минимальном токе, который только возможно выставить на вашем инверторе с образованием небольшого обратного валика. В качестве присадки используется омедненный пруток СВ-08Г2С. После сварки пила должна остынуть в оснастке. Шов зачищается механически до плоскости пилы.
Пайка ленточных пил
Приспособление для пайки ленточных пил можно использовать аналогичное тому, что мы использовали для сварки TIG. Однако, если при сварке свариваемые кромки контактировали с металлом оснастки и обеспечивали минимальный теплоотвод, то для пайки приспособление в месте стыковки кромок полотнищ нужно выфрезеровать «сквозняком». Концы пилы соединяются встык по скошенным граням, которые можно получить обработкой на абразивном круге. Переменная (в) зависит от толщины и может быть до 12мм. Скошенные кромки должны быть точно и плотно подогнаны друг к другу, заусенцы, неплоскостность скошенных поверхностей не допускается.
Концы пилы соединяются встык по скошенным граням, которые можно получить обработкой на абразивном круге. Переменная (в) зависит от толщины и может быть до 12мм. Скошенные кромки должны быть точно и плотно подогнаны друг к другу, заусенцы, неплоскостность скошенных поверхностей не допускается.
Пайка высокотемпературная, ее технология ничем не отличается от технологии пайки твердыми припоями любых других изделий. В качестве припоев рационально применять серебряные припои с высоким содержанием серебра ПСр 40; ПСр45, еще лучше Пср65 (приобрести импортный аналог Castolin EcoBraz 38240 вы можете в интернет-магазине Сварпортал в разделе «Расходные материалы — Припои»). Припои с малым содержанием серебра, например, Пср25 для пайки не годится. В качестве флюса используют пасты, или сухой порошкообразный флюс ПВ209 (как приготовить самостоятельно читайте здесь) Пасту также можно приготовить самостоятельно, взяв десять частей буры и смешав ее с одной частью хлористого амония. К полученной смеси добавляют воду, чтобы получить пасту. При использовании припоя самофлюсующегося Castolin EcoBraz 38240 в использовании вышеописанных флюсов нет необходимости.
При использовании припоя самофлюсующегося Castolin EcoBraz 38240 в использовании вышеописанных флюсов нет необходимости.
Пайку осуществляют горелкой в ацетилено-кислородном пламени, которое имеет достаточную интенсивность нагрева и высокую температуру сгорания. Припой должен плавиться не от пламени горелки, а от теплоты нагретого металла. Расплавленный припой самопроизвольно затянется в плотно подогнанный стык пилы благодаря действию капиллярных сил.
Пила остывает до комнатной температуры. Наплывы металла подлежат зачистке.
Как сваривают ленточные пилы
Сварка ленточных пил является довольно распространенной операцией, которая необходима для подготовки ленточных пил. Сварка для ленточных пил используется, чтобы восстановить сломанные и порванные пилы, а также для изготовления новых изделий данного образца.
Аппарат для сварки ленточных пил является устройством, пропускающим через зажимы пилы электроток, который и сваривает, а также расплавляет торцы полотна. Ток подводится при помощи электродов, которые соединяются и фиксируются специализированными зажимами.
Ток подводится при помощи электродов, которые соединяются и фиксируются специализированными зажимами.
Станок для сварки ленточных пил
Сварка ленточных пил работает по принципу контактно-стыкового метода при сопротивлении и оплавлении. Данное оборудование предназначается для самых разнообразных объемов работ по свариванию, а также различных видов деятельности.
Аппарат для сварки пил подразделяется на несколько групп:
- Сваривание при помощи сопротивления является приемлемым по стоимости сварочным оборудованием, которое предназначается для пил по дереву и их ремонта, к примеру, на производстве при распиловке древесины. Конструкция данного оборудования проста в использовании, однако у нее небольшая производительность, всего около сотни свариваний за целую смену.
- Сварка при помощи оплавления производится при использовании среднего варианта оборудования, которое предназначается для сваривания ножей и пил любых разновидностей, нагрузка здесь довольно большая, в сравнении с вышеописанным оборудованием.
- Сварка при помощи оплавление автоматизированные со сварочным циклом позволяют быстро сваривать различные пилы и ножи, причем данное оборудование обладает высокой производительностью, что позволяет за одну смену производить до тысяч сварок. Обычно таким способом пользуются в центрах и сервисах, а также на производствах.
Также имеется и другое оборудование, которое является вспомогательным для того, чтобы подготавливать и контролировать процесс сваривания:
- станок для сварки пил;
- устройство для зачистки;
- пирометр.
Технология сварки ленточных пил по дереву
Разрезание пилы подразумевает, что полотно должно разрезаться при помощи специализированных гильотинных ножниц. Если нет данного инструмента в наличии, то вполне возможно воспользоваться зубилом или отрезным станком. Если полотно сваривается на месте, в котором раньше происходило сваривание, то с каждой стороны старого шва необходимо немного отрезать. Полотно разрезается между вершинами зуба. Необходимо только оставить небольшой припуск, ну а линия разрезания после использования ножниц должна быть идеально ровной, причем находиться под прямым углом от спинки пилы.
Необходимо только оставить небольшой припуск, ну а линия разрезания после использования ножниц должна быть идеально ровной, причем находиться под прямым углом от спинки пилы.
Свариваемые концы и их зачистка
Окончания пилы тщательно очищаются от разных видов загрязнений, возможно их обеззаразить при помощи спирта или ацетона. Кромки также обрабатываются, чтобы они стали ровными и в них отсутствовали заусенцы. Для этого часто применяется специализированный зачистной станок с абразивом.
Как установить пилу в аппарат для сваривания и выбрать правильный режим?
Полотно необходимо установить в специальные зажимы оборудования таким образом, чтобы кромки в точности совпадали между зажимным механизмом. Необходимо при выборе усиления, режима и хода учитывать размер пилы. В инструкции к сварочному оборудованию имеются различные таблицы, в которых подробно прописаны режимы для определенных размеров пил. В итоге следует установить определенные положения для рукояток пил, что и считается выбором сварочного режима.
Сваривание
Сварка начинается после того, как нажимается кнопка пуск или поворачивается рукоятка. Ток проходит до концов пилы, и металл начинает расплавляться. Подвижные зажимы образуют валик в месте шва.
Также стоит особое внимание уделять токовой подачи и времени, когда это происходит. При автоматическом режиме сваривания импульс проходит за 1 — 2 секунды, ну а ручное управление подразумевает постоянный контроль специалиста. Если результат сваривания получился неудачным, то необходимо еще раз подобрать настройки сваривания, записать их, а потом использовать для таких же разновидностей пил.
Электроды должны быть идеально чистыми. При нарушении контакта между электродом и заготовкой значительно увеличивается сопротивление, а режим сваривания нарушается.
Сварной шов и отжиг
Отжиг предназначается специально для того, чтобы полотно, которое становится при сваривании хрупким и твердым, стал вновь пластичным и вязким. Данная процедура происходит в том же положении, в котором происходило сваривание, только токовый режим необходимо выбирать другой.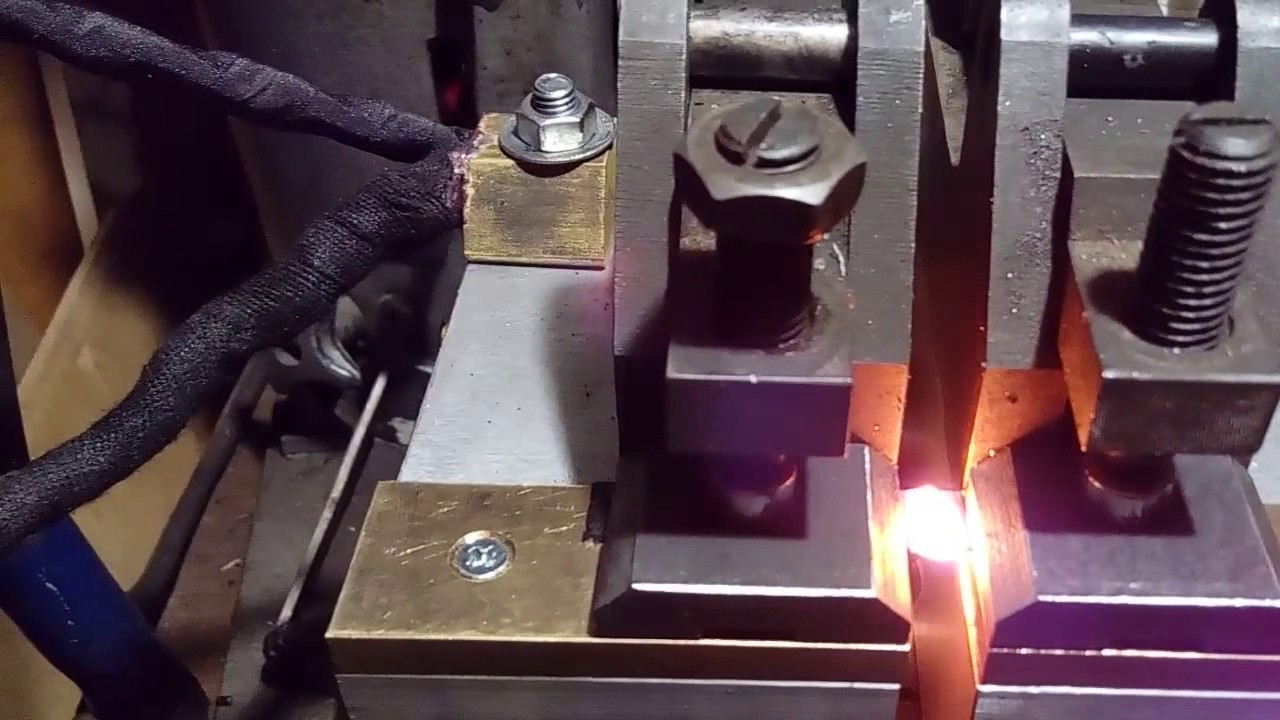 Разогрев до необходимой температуры, а затем охлаждение должно регулироваться кнопкой токовой подачи. Если в комплектации оборудования отсутствует пирометр, то температуру необходимо контролировать в зависимости от цвета заготовки. Чтобы добиться оптимального температурного режима, металл должен приобрести вишнево-красный оттенок. Металл не должен разогреваться до приобретения оранжевого оттенка, ведь это будет означать перегрев. Охлаждается металл постепенно, происходит это около 4 минут. Некоторые изделия нуждаются в двух циклах отжига.
Разогрев до необходимой температуры, а затем охлаждение должно регулироваться кнопкой токовой подачи. Если в комплектации оборудования отсутствует пирометр, то температуру необходимо контролировать в зависимости от цвета заготовки. Чтобы добиться оптимального температурного режима, металл должен приобрести вишнево-красный оттенок. Металл не должен разогреваться до приобретения оранжевого оттенка, ведь это будет означать перегрев. Охлаждается металл постепенно, происходит это около 4 минут. Некоторые изделия нуждаются в двух циклах отжига.
Полотно и его зачистка
Наплывший металл должен удаляться при помощи зачистки. Необходимо вывести правильную форму впадины между зубцами изделия на месте шва. Зачистка производится абразивом, к примеру заточным станком. Необходимо продвигаться вдоль шва сваривания.
Факторы, которые следует учитывать при сваривании пил ленточного типа:
- Сплавы для ленточных пил считаются трудно свариваемыми материалами.
- Сварочные швы при использовании пилы постоянно подвергнуты большим нагрузкам.
- Зубья пил на месте свариваемого шва оказывают влияние на нагрузку при применении изделий.

Сварка ленточных пил
Всего есть два типа сваривания, при помощи сопротивления и оплавления.
1. Сваривание сопротивлением осуществляется сварочным оборудованием, которое довольно просто и экономично использовать, однако у него есть определенные ограничения в применении.
Технология имеет свои особенности:
- Подготовительные операции самого хорошего качества, ведь при обрезании полотен должны отсутствовать заусенцы и кромки, чего в большинстве случаев довольно тяжело достигнуть. Обычно ножи пилы бывают сильно изношенными, поэтому и кромка остается неровной.
- Хорошее качество поверхности для контакта со сварочными электродами, прижимными сегментами и их регулирования.
- Правильный режим сваривания стыкового типа. Полотно обычно требует самостоятельного выбора сварочного режима.

2. Сваривание оплавлением
Технология и ее особенности:
- Качество подготовки изделий и электродов.
- Правильный шаг полотна при учете потерь материалов при сваривании.
Правильный подбор режима сваривания определяется по некоторым факторам:
- ровный процесс оплавления непрерывного типа от самого начала сваривания до полной осадки;
- визуальный осмотр швов прекрасно показывает деформацию и выдавленный расплав на поверхности.
Аппараты сварки ленточных пил и материал электродов
Материал для электродов обязательно должен быть твердого типа, а также хорошо проводить электричество. Медь мягкая, поэтому ее использовать не рекомендуется. В большинстве случаев для этого используется бронза, однако она при высоких температурных режимах начинает двигаться на поверхности электрода, при этом его свойства и проводимость претерпевают изменения. При проведении больше 25 свариваний он становится непригодным для работы.
Автоматная латунь нередко применяется в электродах, однако цинк и свинец часто меняют сопротивление. Поэтому электрод очень быстро становится непригодным для дальнейшего использования.
Бронза с содержанием хрома делают дрейф металла на поверхности и их схватывание более медленным. Они могут выдержать больше полутысяч свариваний.
Отжиг сварных швов
Низколегированные полотна должны отжигаться при температуре от 420 до 450 градусов, ну а легированные при 630 и выше.
Обычно производитель указывает рекомендуемую температуру для отжига, для этого имеется несколько причин:
- отжиг не является самостоятельным процессом, а включается в сварочный режим;
- временной промежуток изменения металла и его структуры находится в прямой зависимости от температурного режима, чтобы сечение прогревалось равномерно, рекомендуется использовать низкие температуры при более длительном процессе;
- самым оптимальным считается отжиг ступенчатого типа, то есть первый прогрев выдерживается и выравнивает температуру по всему сечению, а затем происходит быстрое нагревание и охлаждение;
- режим термообработки настраивается после отладки режима для сваривания;
- не стоит спешить и освобождать зажимы сразу после сваривания, необходимо полное остывание материала на электродах;
- не стоит сразу вытаскивать пилу после сваривания для зачистки, ведь данная часть довольно хрупкая, поэтому это может стать причиной образования трещин;
- после того, как обдув сжатым воздухом был проведен, нужно вытащить изделие, еще раз обдуть все необходимые места и потом зафиксировать изделие для отжига.

Имеется такое мнение, что при обдуве электродов быстрее изнашиваются линейные направляющие. Однако качественные аппараты предусматривают закрытие подшипников сальниками, поэтому это не влияет на последующее использование изделий.
Инструмент для ленточнопильных станков постоянно работает при воздействии растягивающих напряжений, отчего пилы часто разрываются. Несмотря на то, что инструментальные стали не очень охотно свариваются, единственным способом восстановления работоспособности лезвий считается всё же сварка пильного полотна. Для чего, естественно, потребуется аппарат для сварки ленточных пил.
Особенности сварки
При обрыве части ленточной пилы, необходимо подготовить лезвие к сварке. Оксидную плёнку тщательно удаляют с обеих поверхностей, поскольку такая плёнка мешает надёжной сварке, а иногда совсем прерывает процесс. После обезжиривания участок протирают влажной ветошью.
Следующей подготовительной стадией является шлифование торцов свариваемого пильного полотна. В домашних условиях для этих целей используют фрезер, а при надёжном закреплении кромок полотна на слесарном верстаке сгодится и обычная «болгарка» с мелкозернистым абразивным диском. Кромки затачивают под углом 45 º , а затем прикладывают друг к другу, проверяя, чтобы между ними не было видимого зазора.
В домашних условиях для этих целей используют фрезер, а при надёжном закреплении кромок полотна на слесарном верстаке сгодится и обычная «болгарка» с мелкозернистым абразивным диском. Кромки затачивают под углом 45 º , а затем прикладывают друг к другу, проверяя, чтобы между ними не было видимого зазора.
Бывает, что разорванное пильное полотно деформировано. Сварка ленточных пил по металлу со скрученным лезвием невозможна, поэтому придётся предварительно провести отпуск, режим которого подбирается соответственно марке стали. Для ленточных пил, которые изготовлены из быстрорежущих сталей, режим отпуска заключается в их нагреве до 300…400 º С, выдержке при этой температуре в течение 2…3 минут и последующем медленном охлаждении на спокойном воздухе. Ленточные пилы из углеродистых легированных сталей отпускают при более низкой температуре – 180…250 º С.
Сварка кромок может быть только стыковой.
Оборудование
Станки для сварки ленточных пил подразделяются на стационарные и мобильные. Последние представляют собой импульсные агрегаты использующие принцип сварочного инвертора. Стационарные станки для сварки ленточных пил работают от трёхфазной сети 380 В, и обладают повышенными технологическими возможностями.
Последние представляют собой импульсные агрегаты использующие принцип сварочного инвертора. Стационарные станки для сварки ленточных пил работают от трёхфазной сети 380 В, и обладают повышенными технологическими возможностями.
Последовательность действия аппарата для стыковой сварки ленточных пил такова. Фиксация заготовки происходит в зажимном устройстве, которое имеет две стороны. Левая, неподвижная часть электрически изолирована. Правая – подвижная – соединяется с заземлителем. После зажима краёв разорванного пильного полотна обе части сближаются, и к ним прикладывается давление прижима. Источником давления могут быть:
- Механические передачи типа «винт-гайка» (для портативных аппаратов).
- Пружина (используется также в самодельных устройствах).
- Энергия сжатого воздуха.
- Гидравлика.
В большинстве конструкций используется пневматический прижим, что удобно, поскольку для охлаждения сварочного аппарата всё равно потребуется достаточно мощный вентилятор.
В процессе разогрева сжимаемые кромки лезвия плавятся. После этого давление должно поддерживаться ещё некоторое время, для того, чтобы удалить легкоплавкие примеси из сварного шва. При этом расход электроэнергии практически не снижается. Такой недостаток отсутствует в аппаратах для сварки ленточных пил, которые реализуют контактный флеш-метод сварки. При этом давление к заготовке прикладывается не всё время, а лишь в конечный момент процесса, когда ток (из-за больших зазоров) уже разогрел кромку лезвия до достаточно высокой температуры.
Модели и принципы их выбора
Машины для электросварки ленточных пил контактным способом подбирают по таким параметрам:
- Мощности (в том числе, и автоматического выключателя тока).
- Наличию предохранителя от перегрузки.
- Диапазону изменения усилия прижима и возможность его автоматического регулирования.
- Способу изменения RC-сопротивления: при малых диапазонах необходимо более тщательно следить за состоянием поверхности зажимных губок.
- Материалу зажимных губок (его твёрдости в горячем состоянии и наличию антикоррозионного покрытия).
- Присутствию встроенного пирометра, по которому оператор может судить о температуре нагрева торцов ленточной пилы.

Из мощных станков для контактной сварки стоит выделить машину модели ESAB ZFR 10 BT шведского производства. Она работает от источника постоянного тока и может сваривать пильные полотна шириной до 160 мм, при наибольшем усилии прижима 1200 кН, причём для сжатия используется гидравлический узел. Привод станка – автоматический, включая устройство для последующей шлифовки грата. Отжиг готового участка производится по программе, в зависимости от назначения ленточной пилы и марки стали, из которой она произведена.
Подобным оборудованием отечественного производства является станок модели АСП-1600. Его технические характеристики:
- Ширина свариваемого лезвия, мм – до 90.
- Мощность, кВА — 4…9.
- Питающее напряжение, В – 380.
- Производительность, циклов в час – до 10.

Из мобильных агрегатов аналогичного назначения отметим G10-60 от итальянской компании Griggio. Станок компактен, оснащён устройством автоматического регулирования усилия прижима, обладает следующими эксплуатационными параметрами:
- Ширина свариваемого лезвия, мм – до 60.
- Мощность, кВА — до 4,5.
- Питающее напряжение, В – 220.
- Производительность, циклов в час – до 15.
В комплект поставки входят ножницы для предварительной обрезки дефектных концов пил.
Автоматизированные аппараты сварки оплавлением
Процесс сварки автоматизирован, от оператора требуется лишь устанавливать пилы в аппарат и снимать сваренные полотна. Такие аппараты отличаются хорошей производительностью и применяются, как правило, в сервисных центрах.
Помимо аппаратов для сварки, при сварке ленточных пил требуются некоторые вспомогательные аппараты – гильотины для полотен, станки для зачистки, пирометры и так далее.
Процесс сварки ленточных пил
Рассмотрим технологию сварки. Как говорилось выше, она делится на несколько этапов, которые будут рассматриваться по порядку.
Подготовка полотна
Перед тем, как сваривать полотно, его необходимо подготовить. Подготовка пилы состоит из нескольких шагов.
Резка полотна
Полотно отрезается посредством специальных гильотинных ножниц. Если таковых не имеется, можно отрезать полотно с помощью зубила либо отрезного станка. Если сварку предполагается проводить по участку, который сваривался раньше, то с каждой стороны от прошлого шва нужно отрезать по 5 миллиметров.
Полотно отрезается между вершинами зубьев. С каждой стороны оставляют припуск около полутора миллиметров. Линия реза должна проходить строго перпендикулярно к спинке пилы.
Ленточная пила, очень гибкий, но хрупкий инструмент
Зачистка концов
Подготовленное полотно необходимо зачистить. Для этого их очищают от загрязнений, при необходимости чистят ацетоном или спиртом. Кромки обрабатывают абразивным материалом, удаляя заусенцы и неровности – это удобно делать на заточном станке.
За тем идет сварка полотна. Подготовленное полотно закрепляется в станке и сваривается.
Установка пилы в аппарат
Подготовленное полотно монтируют в зажимной механизм аппарат для сварки ленточных пил так, чтобы кромки полотна полностью совпадали и находились посередине пространства между фиксаторами. Усилие, режим осадки и ход осадки выбирают в зависимости от полотна – документация на аппараты содержит таблицы с информацией режимах для различных полотен. Выбранный режим задается поворотами управляющих рукояток.
Сварка полотна
Станок запускается поворотом рубильника или нажатием кнопки. При этом ток начинает подаваться на электроды и расплавляет металл в месте стыка. Подвижный зажим идет к неподвижному и образует на месте шва сварной валик.
Важный параметр – время подачи тока. Как правило, при автоматической сварке оно составляет одну-две секунды, при ручной – контролируется оператором.
Если сварка прошла неудовлетворительно – подбираются подходящие настройки и записываются; в дальнейшем они используются для сварки аналогичных полотен.
Электроды должны быть чистыми. Плохой контакт между электродами и полотном повышает сопротивление и нарушает процесс сварки.
Для соединения пил требуется, специальная установка
Обработка пилы после сварки
Сразу после сварки пила не пригодна к использованию. Для того, чтобы привести ее в должное состояние, проводятся несколько операций.
Отжиг шва
При сварке материал полотна твердеет и становится хрупким. Отжиг позволяет ему вернуть пластичность и вязкость. Пилу не вынимают из станка, осадка выставляется нулевой, выбирается другой режим тока. Нажатием кнопки подачи тока на отжиг разогревают шов, а затем медленно охлаждают. Если нет пирометра – температуру контролируют визуально. Оптимальный цвет каления металла – вишнево-красный. Оранжевый или желтый цвет сигнализирует о перегреве.
Отжиг позволяет ему вернуть пластичность и вязкость. Пилу не вынимают из станка, осадка выставляется нулевой, выбирается другой режим тока. Нажатием кнопки подачи тока на отжиг разогревают шов, а затем медленно охлаждают. Если нет пирометра – температуру контролируют визуально. Оптимальный цвет каления металла – вишнево-красный. Оранжевый или желтый цвет сигнализирует о перегреве.
Охлаждение длится три-пять минут. Для некоторых полотен нужно проводить два цикла.
Зачистка полотна
При зачистке полотна со сварного участка удаляют наплыв металла, а также выводят правильную форму впадины между зубьями полотна. Для зачистки подходит любой абразив, лучше всего – заточный станок.
Технологические особенности
Стоит учитывать, что:
- Сплавы, из которых изготавливают полотно пил, являются трудносвариваемыми;
- При работе на сварочный шов приходятся предельные нагрузки;
- Геометрия зубьев на участке шва влияет на нагрузки при работе.
Заключение
Из прочитанного выше вы узнали, как проводится сварка ленточных пил, какие существуют аппараты для сварки ленточных пил и какие у этого процесса особенности. Надеемся, что приведенная информация будет полезной для вас.
Надеемся, что приведенная информация будет полезной для вас.
“>
Сварка ленточных пил на станке в Челябинске
Полотно ленточной пилы в месте состыковки в результате серьёзных растягивающих нагрузок может разорваться.
Способы соединения зоны разрыва ленточных пил:
- контактная стыковая сварка;
- пайка.
Сварка полотна ленточной пилы происходит путём соединения с усилием разошедшихся концов полосы. К месту разрыва через электроды подаётся электрический ток, который разогревает, оплавляет и сваривает разорвавшуюся ленту в единое целое.
Конструкция аппарата для сварки
- корпус;
- сварочный трансформатор;
- устройство фиксации с электродами и зажимами;
- пульт управления.
Существуют простые станки и с полностью автоматизированным циклом. Последние исключают участие оператора в подаче и времени действия электрического импульса.
Сварка ленточных пил по металлу, дереву состоит из нескольких этапов:
- режут полотно гильотинными ножницами или отрезным кругом по ровной линии, перпендикулярной спинке пилы; дают припуск на осадку;
- обезжиренные концы пилы зачищают абразивом;
- устанавливает полотно в зажимы станка с полным совмещением кромок;
- выставляют рабочий режим: степень необходимого усилие, ход осадки, параметры сварки;
- включается подача тока, под действием которого начинается процесс сварки; время действия токового импульса контролируется оператором либо автоматически;
- для возвращения металлу пластичности и вязкости на станке задают другие параметры токового режима, отключают осадку и происходит отжиг;
- зачисткой абразивным инструментом удаляют наплыв в месте сварочного шва и придают правильную геометрию межзубовой впадине;
- проверяют качество проведённой работы визуально и путем сгибания полотна по окружности; если полотно не плавно, а резко перегибается или возникли трещины – сварка проведена с огрехами.

Визуальные дефекты, возникающие при некачественной сварке
- смещение кромок относительно друг друга;
- выброс расплава;
- неровный шов с непроварами.
Фирма «Профкомплект» осуществляет сварку ленточных пил на автоматизированном станке и их дефектовку. Свариваются все виды полотен, в том числе биметаллические. Стоимость услуг представлена на нашем сайте в соответствующем разделе.
Стоимость сварки ленточных пил
| Услуги по ленточным пилам | Цена | |
|---|---|---|
| Ремонт (сварка) лент.пил 21-40 мм | 100,00р. | шт. |
| Дефектовка пилы | 20,00р. | шт. |
| Сварка ленточных пил шириной 21-40 мм | 90,00р. | шт. |
| Сварка ленточных пил шириной 41-60 мм | 110,00р. |
шт. |
Оборудование IDEAL-BAS (Германия) для сварки ленточных пил
Основной показатель качества ленточной пилы – точность сварки её концов. Высокотехнологичное оборудование IDEAL-BAS обеспечивает идеальное круговое соединение полотна за короткое время.
Немецкая компания выпускает несколько видов машин для сварки ленточных пил. Это 4 стыкосварочных аппарата семейства BAS. Они работают по принципу контактной сварки непрерывным оплавлением и отличаются друг от друга такими характеристиками, как:
мощность трансформаторов;
максимальное усилие осадки;
тип привода устройства зажима пилы.
Область применения каждого из этих аппаратов также различна.
Станок IDEAL ВAS 051 сваривает:
полотна по дереву;
лобзиковые полотна;
ножи;
любые биметаллические пилы шириной до 34 мм;
пилы некоторых производителей полотна – до 41 мм.

Станок IDEAL ВAS 052, помимо всего вышеперечисленного, надёжно и точно варит все биметаллические пилы шириной до 41 мм и в зависимости от производителя полотна пилы до 54 мм.
Станок IDEAL ВAS 100 способен сварить:
полотна по дереву шириной от 20 до 100 мм;
биметаллические пилы по металлу шириной до 81 мм в зависимости от производителя.
Этот аппарат, как и следующий, не подходит для сварки лобзиковых полотен.
Ширина полотен, которые сваривает станок IDEAL ВAS 120, – от 25 до 120 мм и биметаллических пил по металлу до 105 мм с учётом опять же производителя полотна.
Весь процесс сварки и термообработки на этих аппаратах автоматизирован. У немецкой компании есть и оборудование для сварки ленточных пил сопротивлением. Такие станки не автоматизированы и подходят для сваривания единичных пил в районах, где установка машин-автоматов нецелесообразна.
Нужна ленточная пила за час? На высокотехнологичном оборудовании IDEAL-BAS её легко изготовить. При этом гарантируется главное – высокое качество сварного шва.
При этом гарантируется главное – высокое качество сварного шва.
Технология сварки ленточных пил | Technoweld
Соединение ленточных пил в кольцо для работы на ленточнопильном станке или пилораме возможно:
- Пайкой.
Метод применялся ранее для не широких пил по древесине, до распространения аппаратов контактной стыковой сварки ленточных пил методами сопротивления и оплавления. Требует трудоемкой подготовки, в серийном производстве слабо применим, однако может быть использован для ремонта. - Сваркой полуавтоматом на формирующей подкладке.
В данном случае применяется легированная сварочная проволока и подогрев полотна перед и в процессе сварки.
Станки такие есть, часть оснащена встроенным нагревателем подкладки. Метод соединения не трудоемкий но длительный. Применяется для широких полотне по древесине. Имеет частичную замену в виде аппаратов для сварки ленточных пил оплавлением с возможностями сварки полотен до 210 мм, однако в России всего несколько таких машин. - Стыковой контактной сваркой сопротивлением.
Метод применим для сварки пил в небольших объемах так как по физике процесса чувствителен к дефектам обрезки торца полотна. Последнее трудно выполнить при резке больших объемов полотна, особенно биметаллического по металлу. Износ и местные небольшие повреждения ножей быстро дают о себе знать, а при резке жестких полотен он быстро достигает такой степени что появляются дефекты сварки. В связи с этим область применения метода ограничена. - Стыковой контактной сваркой оплавлением.
На сегодняшний день это основной метод сварки полотен от столярки до широких биметаллических пил по металлу и по древесине.
О двух последних методах и пойдет речь ниже.
Сварка ленточных пил сопротивлением
Суть метода в процессе разогрева материала пилы под воздействием проходящего через контакт торцев тока и усилия осадки. Происходит разупрочнение полотна в основном в зоне стыка, так как именно там локализуется основное выделение тепла. Под действием усилия осадки разупрочнённый материал начинает выдавливаться в грат, а расстояние между губками аппарата для сварки ленточных пил сокращается.
Под действием усилия осадки разупрочнённый материал начинает выдавливаться в грат, а расстояние между губками аппарата для сварки ленточных пил сокращается.
При достижении регулируемой потери длины происходит отключение тока и полотно остывает под действием усилия осадки, затем давление осадки снимается, полотно зажимается снова в разведённые губки машины в положение отжига для проведения термообработки с нагревом так же за счёт проходящего через полотно тока.
Параметрами режима являются:
- Начальное расстояние между губками (электродами) аппарата.
Это расстояние в основном зависит от толщины и жесткости материала полотна. При превышении этого расстояния полотно может терять устойчивость под действием усилия осадки, при малом расстоянии недостаточно материала выдавливается в грат и в шве вероятны непровары, свищи и посторонние включения. - Усилие осадки – чем больше сечение полотна и чем более вязкий металл тем больше необходимо усилие.
- Момент отключения тока при осадке – этот параметр регулирует степень осадки полотна и предупреждает опасное сближение электродов сварочного аппарата и их повреждение
Специфика состоит в том что распределение тока по ширине полотна будет неравномерно и зависеть от равномерности прижима полотна к электродам по ширине, и от состояния торцевых поверхностей.
Если первое достигается регулировками прижима и состоянием поверхности электродов (шлифованная или чисто фрезерованная плоская поверхность свободная от загрязнений) то второе только чистотой обрезки и выдерживанием строго перпендикулярного реза. Это необходимо для того чтобы нагрев происходил равномерно по всей ширине полотна на примерно одинаковую глубину.
Заусенцы, не перпендикулярность реза оси ленточного полотна , попадание загрязнений в зону зажима пилы, дефекты поверхности пилы в виде потертостей, отклонения толщины ленты будут вызвать неравномерный нагрев и либо получение шва с выраженной неравномерностью свойств либо визуальный брак.
С визуальными дефектами всё ясно – они очевидны. Однако, при нарушениях технологии, шов ленточной пилы может и не иметь визуальных дефектов. грат есть но он не равномерный по ширине полотна и разный по толщине. Такой дефект, в зависимости от чувствительности материала пилы к отжигу, может как критически сказаться на работе ленточной пилы, так и оказаться допустимым. Скорость охлаждения металла после сварки пилы в той зоне, где зона вблизи шва была более нагрета, будет меньше чем скорость охлаждения там где в контакт вступили относительно более холодные участки. Закалка структуры пилы произойдёт по разному, а кроме того,- в зоне замедленного остывания может не хватить давления осадки и появиться крупное зерно.
Скорость охлаждения металла после сварки пилы в той зоне, где зона вблизи шва была более нагрета, будет меньше чем скорость охлаждения там где в контакт вступили относительно более холодные участки. Закалка структуры пилы произойдёт по разному, а кроме того,- в зоне замедленного остывания может не хватить давления осадки и появиться крупное зерно.
Если полотно жесткое, то оно скорее всего окажется требовательным к соблюдению параметров термообработки с целью получения приближенных к упругим свойствам основного материал пилы свойств шва и околошовной зоны.
Увы, так как изначальное состояние полотна после сварки оказалось разным по степени закалке и структуре выровнять свойства термообработкой не получится, и, если полотно к таким отклонением чувствительно то работоспособность такого шва в пиле окажется под большим вопросом…
В случае если полотно относительно мягкое и податливое, если при нормальной сварке допускает значительные отклонения температуры и времени термообработки при этом резко не меняя свойств,- скорее всего такой дефект окажется допустимым и, если и повлияет на работоспособность пилы,- то только в долговременной перспективе.
При простоте оборудования и относительной дешевизне аппаратов для сварки пил методом сварки сопротивлением именно эта “капризность” технологии к равномерному подводу тока при сварке и сдерживает применение при поточной сварке, сварке полотен с дефектами. Сферой применения метода сварки пил по технологии сварки сопротивлением оказывается сварка не широких полотен по древесине в небольших объемах, сварка части ленточных ножей, эпизодическая сварка биметаллических пил, сварка лент при производстве других видов продукции таких как бронирование кабелей, производство порошковой сварочной проволоки, шовных труб малого диаметра.
Сварка ленточных пил контактной сваркой оплавлением.
При этом методе сварки процесс после зажима концов полотна в губки аппарата сварки пил происходит по другой технологической последовательности:
- Губки аппарата для сварки пил разводятся приводом на небольшое расстояние составляющее около 0.2 мм и включается подача напряжения на сварочный трансформатор и к губкам;
- Начинается сближение губок с нарастающей скоростью. По мере сближения микро неровности торцов полотна вступают в контакт и проходящий через это локальное соединение ток расплавляет участки поверхности, а , также частично испаряет вступивший в контакт ( короткое замыкание) мостик их жидкого металла пилы.
По мере сближения в контакт вступают соседние участки полотна, количество микродуг от разрыва мостиков увеличивается, дуги перемешаются по всему сечению полотна равномерно прогревая торец.
Испарение части металла и выбрасываемые брызги выжигают кислород воздуха из зоны сварки и служат защитой нагретого металла торцов от окисления. - При достижении некоторого пути оплавления и желаемого прогрева концов пилы происходит резкое закрытие зазора с приложением к полотну усилия осадки. Сварочный ток при этом остается включенным до сближения губок аппарата до регулируемого расстояния между ними или отключается с настраиваемой задержкой времени (в зависимости от технологии заложенной в аппарат для сварки пил).
- Остывание полотна происходит при приложенном усилии осадки, в дальнейшем так же выполняется перезахват в положение отжига (либо вручную, либо автоматически) и дальнейшая термообработка с освобождением полотна от осевого давления при нагреве и остывании.
Подвижная губка при включенном отжиге должна свободно перемещаться хотя бы на небольшое расстояние. Будет это 0.3 или 1.0 мм с точки зрения технологии для освобождения пилы при термообработке после сварки разницы не играет – но эта свобода должна быть!
То же относится и сварке сопротивлением, однако далеко не все сварщики пил после зажима пилы в положение для отжига дополнительно ещё немного дожимают пружину осадки с этой же целью.
 По мере сближения микро неровности торцов полотна вступают в контакт и проходящий через это локальное соединение ток расплавляет участки поверхности, а , также частично испаряет вступивший в контакт ( короткое замыкание) мостик их жидкого металла пилы.
По мере сближения микро неровности торцов полотна вступают в контакт и проходящий через это локальное соединение ток расплавляет участки поверхности, а , также частично испаряет вступивший в контакт ( короткое замыкание) мостик их жидкого металла пилы.
Равномерность прижима и электрического контакта пила – электрод
При этом методе должна быть достигнута как можно лучше, однако небольшие отклонения не приводят ни к каким последствиям при сварке и могут сказаться лишь на неравномерности отжига. Возможное явление – при точно настроенных прижимах отжиг всё равно начинается не равномерно именно на сваренном полотне. Это обусловлено усадкой шва и короблением полотна в сочетании с недостаточным усилием прижима пилы к электродам аппарата.
В таком случае уместно вспомнить что отжиг (отпуск) полотна процесс зависящий от температуры и времени. Снижение температуры и увеличение времени отжига в большинстве случаев позволяет подавить отрицательные проявления. Исключением являются те полотна которые очень резко меняют механические свойства при небольших отклонениях отжига по температуре и по длительности.. Увы, такие полотна так же не выносят различия свойств по ширине полотна в месте сварки а в данном случае они будут.
Снижение температуры и увеличение времени отжига в большинстве случаев позволяет подавить отрицательные проявления. Исключением являются те полотна которые очень резко меняют механические свойства при небольших отклонениях отжига по температуре и по длительности.. Увы, такие полотна так же не выносят различия свойств по ширине полотна в месте сварки а в данном случае они будут.
Начальное расстояние между губками и путь оплавления полотна.
На большинстве аппаратов кроме последних серий автоматов с сервоприводом путь оплавления задаётся механически формой кулачка аппарата для сварки пил. Он не изменяем и фиксирован и обычно составляет величину 2.5…3.0 мм. В таком случае начальное расстояние между губками рассчитывается исходя из толщины полотна но ” с конца”.
Расстояние между губками после сварки должно составлять не менее 2 толщин полотна,- в противном случае выдавливание расплава и разупрочнённого слоя в грат окажется затруднено и в шве могут быть дефекты; кроме того, скорость остывания будет высокой из за близкого расположения зоны шва к электродам и уровень закалки может быть такой сто полотно получит микротрещины ещё до того как будет произведён отжиг.
С точки зрения срока службы электродов до очередной перешлифовки рабочей поверхности это расстояние желательно увеличить. В большинстве случае его можно принять равным 2.5 толщинам полотна.
В грат должно выйти не менее чем 1 толщина полотна с каждой стороны – то есть минимальная потеря при осадке 2 толщины полотна пилы.
Искровой зазор не должен быть более чем 2 толщины полотна – это приведёт к дефектам.
Имеем для полотна толщиной 0.9 мм 0.9*2.5 +0.9*2+0.9*2+2.5 мм = 8.35 мм – начальное расстояние не должно быть меньше этого – то есть подбор режима начинать надо примерно с 8.5 мм.
Превышение оптимального начального расстояния может повлечь за собой как потерю устойчивости при осадке, так и неравномерность прогрева. Дело в том что при приближении зоны разогрева к охлаждаемым губкам аппарата для сварки ленточных пил возникает эффект выравнивания температуры по ширине полотна.
Слишком малое расстояние чревато повреждением электродов и прижимов или недостаточно глубокой осадкой полотна с дефектами в сварном соединении.
В случае если ваш аппарат имеет другой или регулируемый путь оплавления эту величину и требуется подставить в расчёт ориентировочной величины начального расстояния.
Скорость оплавления.
Она не постоянна при сближении полотна, однако для аппаратов где нарастание скорости задаётся кулачком она может быть изменена путём изменения постоянной частоты вращения двигателя. На аппаратах с сервоприводом подвижной губки это делается программно и позволяет менять и кривую нарастания линейной скорости сближения губок.
Скорость должна находится в балансе с током и напряжением на губках. Если ток и напряжение велико а скорость мала то в конце оплавление при разогреве полотна может увеличиваться искровой зазор. Это слышно и не слух, и видно как крупная и редкая искра, можно и пронаблюдать – попытаться сквозь искры, стоя чуть сбоку и, как минимум надев очки, разглядеть в процессе оплавления грани торца полотна. Если удалось – скорость и ток выбраны НЕ верно!
В случае малой мощности трансформатора и высокой скорости чаще не хватает нормально начать оплавление. Начало запаздывает и выглядит как закрытая расплавом часть шва из которой вылетают редкие искры, которая затем проваливается и начинается подобие нормального оплавления. Подобие – потому как цель достигнуть равномерного подогрева торца перед осадкой уже провалена! Провалена потом что через эту долго существовавшую зону короткого замыкания проходил большой ток и он разогрел только часть сечения полотна.
Начало запаздывает и выглядит как закрытая расплавом часть шва из которой вылетают редкие искры, которая затем проваливается и начинается подобие нормального оплавления. Подобие – потому как цель достигнуть равномерного подогрева торца перед осадкой уже провалена! Провалена потом что через эту долго существовавшую зону короткого замыкания проходил большой ток и он разогрел только часть сечения полотна.
Это тоже потенциальный дефект.
Давление (усилие) осадки и момент отключения тока
Так как трансформаторы на аппаратах для сварки пил питаются через тиристорные контакторы переменным током 50 гц то момент физического отключения тока всегда может запаздывать на разное время в пределах до 10 микросекунд от времени подачи команды на отключение тока. Этот эффект вызывает некоторый разброс конечного расстояния между губками даже при неизменности остальных параметров протекания процесса сварки. И , этот эффект и можно использовать для подбора соотношения указанных параметров с оглядкой на оптимальные величины и разброс.
Оптимальная величина 2.5 * толщина полотна, меньше чем 2* толщина полотна вероятен брак, и как правило при неглубокой осадке менее 3* толщина полотна тоже вероятны включения в шве со снижением прочностных свойств.
Для полотна с толщиной 0.9 получаем диапазон значений от 1.8 до 2.7 мм, но при настройке стараемся ориентироваться на среднюю часть диапазона – то есть 2.0..2.5 мм.
После того как удалось при некотором соотношении получить несколько сварок в указанном диапазоне можно посмотреть что произойдёт если чуть задержать момент выключения тока. При нормальном усилии осадки это вызовет не резкое и предсказуемое сокращение усреднённой по сварке нескольких стыков дистанции между губками аппарата после сварки.
Если давление ( сила) осадки велико – произойдёт резкое сокращение, мало – практически никакой реакции.
Так же существует способ оценки соответствия по галтели в зоне выхода грата со стороны спинки пилы. Если усилие велико а ток отключен очень рано возникает низкий прочно сцепленный с пилой гребень и выраженная галтель с радиусным переходом в него. При обратной ситуации грат выходит как будто резко под углом 90 град и слабо сцеплен с пилой.
При обратной ситуации грат выходит как будто резко под углом 90 град и слабо сцеплен с пилой.
И та и другая ситуация не является оптимальной – при большом давлении осадки будет разброс параметров, а при малом недостаточная прочность шва.
По отжигу
К отработке режима отжига не стоит приступать ранее того как будут получены более менее стабильные результаты сварки- это пустая трата времени. Состояние пилы после сварки может быть различным и режим отжига зависеть будет от него. Изменяя параметры режима сварки вы изменяете и это состояние.
Затруднения при подборе режимов
- Разброс конечного расстояния при любых параметрах сварки выше разумного, хотя внешне всё выглядит нормально. Тут стоит проверить:
– Нет ли проскальзывания пилы в губках при осадке,
– Проведя ряд отжигов на не сваренном полотне,- оценить насколько повторяемо и однозначно полотно зажимается в губки и нет ли у полотна отклонений по толщине в сечении или дефектов покрытия с разной электропроводностью
– Поменять ступень трансформатора и попробовать подобрать режим при другом токе, на аппаратах для сварки пил с регулировкой скорости оплавления можно и попробовать менять скорость оплавления.
– Посмотреть не отклоняется ли в больших пределах уровень напряжения в сети
– Проверить нет ли в присоединении машины к электросети проводов заниженного сечения и некачественных контактных соединений - Полотно нарушено по геометрии – видно при зачистке зоны шва.
– состояние и настройка взаимного положения электродов и прижимов
– неправильный боковой зазор на гильотине или износ ножей вызывает деформацию полотна при резке в размер
– увеличена сверх необходимого установочная длина (начальное расстояние) между электродами аппарата для сварки пил
– слишком большое давление осадки при раннем отключении тока
– люфты в следствии износов в направляющих аппарата или деталях прижимной системы - Полотно имеет прогиб “саблю” по спинке, как его сваривать?
Ответ
– если полотно будучи размотанным и свободно лежащим некоторое время на столе выпрямляется – сваривать после того как полежит
– если такого не происходит устанавливать упоры аппарата по полотну ( по спинке) и при сварке пытаться точно повторить форму полотна и в зоне стыка тоже - Как лучше ставить полотно по зубу или по спинке?
– столярку, узкие биметаллические полотна, полотна по древесине если они не имеют прогибов – по зубу
– биметаллические по металлу, полотна с саблей – по спинке
Это связано с особенностями приработки пил в начальный период эксплуатации, так как в зоне сварки небольшие отклонения геометрии более чем вероятны

В старой версии сайта существовала не только подобное описание технологии, но со временем набралось немало комментариев с вопросами и ответами по различным вопросам технологии и реальным ситуациям с браком при сварке ленточных пил, а так же вопросами по обслуживанию оборудования накопленным за много лет. Восстановить всё это увы возможности нет.
Восстановить всё это увы возможности нет.
Если у вас возникают технологические затруднения, вопросы по диагностике аппаратов для сварки пил, или проблемы с браком при сварке пил – обращайтесь, чем сможем поможем.
Сварка ленточных пил в Москве
Для сварки ленточных пил используются станки электроконтактной сварки. Принцип их действия сложен, справиться с ними могут только высококвалифицированные специалисты. Принцип действия станков основан на быстром нагреве электрической дугой, расплаве и высокоточном совмещении двух концов ленточного полотна с последующими несколькими циклами высокотемпературного отжига. Все действия четко контролируются современной, надежной электронной системой. после сварки из зоны шва удаляются окислы и напайки, после чего изделия полностью готовы и могут использоваться для самых различных работ, как с деревом, так и с металлом. Производство ленточных пил происходит на высокоточном оборудовании.
У нас производится сварка ленточных пил любых типоразмеров. Производится сварка ленточных пил для предприятий, фирм, компаний, крупных и мелких производств, которые работают с металлом. Зубья всех наших пил защищены от сколов, которые могут возникнуть в ходе транспортировки, пластиковым кожухом. Все пилы упакованы в картонные коробки с этикетками, содержащими наименование и количество. Покупая у нас ленточные пилы, вы получаете гарантию, что они изготовлены на высокоточном и надежном оборудовании, с применением и соблюдением современных технологий!
Производится сварка ленточных пил для предприятий, фирм, компаний, крупных и мелких производств, которые работают с металлом. Зубья всех наших пил защищены от сколов, которые могут возникнуть в ходе транспортировки, пластиковым кожухом. Все пилы упакованы в картонные коробки с этикетками, содержащими наименование и количество. Покупая у нас ленточные пилы, вы получаете гарантию, что они изготовлены на высокоточном и надежном оборудовании, с применением и соблюдением современных технологий!
Для уточнения всех деталей и получения дополнительной информации, интересующей вас, свяжитесь с нашими менеджерами по указанным на сайте контактам.
Наша компания предлагает такую востребованную услугу, как сварка ленточных пил. Для подобных действий необходимо специальное высокоточное оборудование и станки, которые имеется у нас. Сварка производится с помощью высокоточного оборудования, при этом действия контролируются современной, надежной электронной системой. Сварка ленточных пил на нашем предприятии осуществляется из полотна от 13 до 80 мм.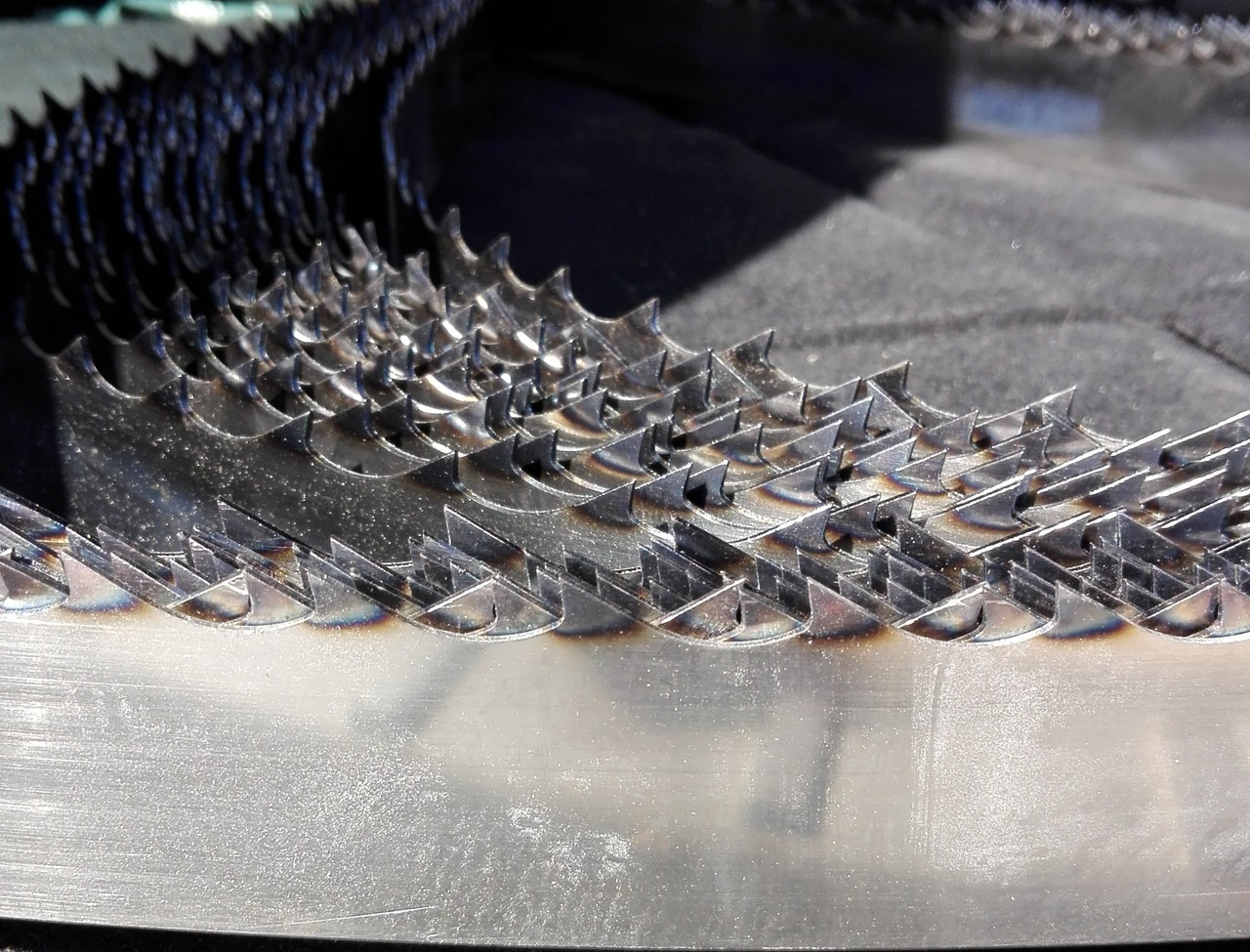
Нужно помнить, что после сварки необходимо произвести ряд дополнительных действий (удалить из зоны шва окислы град и проверить качество шва), с которыми могут справиться только высококвалифицированные сотрудники.
Сварка ленточных пил – подробное описание технологии
Сварка ленточных пил – аппараты, технология
Ленточные пилы широко применяются во всей деревообрабатывающей промышленности, для столярных работ, мебельной промышленности и т.д. Они используются в различных пилорамах, ленточнопильных и ленточно – делительных станках.
Особенность ленточных непрерывных режущих поверхностей, представляющая собой кольцо из металлической ленты с зубьями.Для изготовления ленточных пил заранее подготовленную ленту сваривают в кольцо. Также сварка используется для ремонта порванных пил. О технологии сварки ленточных пил и будет рассказано в статье.
Технология сварки ленточных пил
Она делится на несколько этапов – подготовка, заточка, сварка и разводка зубьев полученной пилы. На всех этапах необходимо соблюдать должную тщательность. Рассмотрим способ подробней.
На всех этапах необходимо соблюдать должную тщательность. Рассмотрим способ подробней.
Ремонт ленточных пил, имеет свои особенности
Аппараты для сварки ленточных пил
Как правило, аппарат для сварки ленточных пил работает так: концы пилы зажимаются в зажимах, стыкуются, а через них пропускается ток, который оплавляет и сваривает кромки торцов.Ток подводится через электроды, которые соединяются с фиксаторами-зажимами.
Существуют разные виды таких аппаратов. Далее мы рассмотрим, чем они отличаются. Условно их можно классифицировать на три группы.
Аппараты сварки сопротивлением
Эти аппараты дешевы, компактны, отличаются не очень большой производительностью и предназначаются для небольших пространственных работ – например, для ремонта производственных лесопильных участках.
Особенности технологии требуют высокого качества подготовки шва, высокого качества электродов, хорошей регулировки фиксаторов и правильной настройки режима.
Аппараты сварки оплавлением
Производительность выше, такие аппараты можно причислить к среднему классу. Они работают на принципах непрерывного оплавления и предназначаются для сварки всех видов полотен, в том числе и биметаллических.
Особенности технологии – высокие требования к поверхности полотен и электродов, соблюдение требований шага зуба с учетом потерь металла. Правильно подобранный режим характеризуется хорошим, ровным процессом оплавления на всем протяжении сварки.
Автоматизированные аппараты сварки оплавлением
Процесс сварки автоматизирован, от оператора требуется лишь установить пилы в аппарат и снимать сваренные полотна. Такие аппараты отличаются хорошей производительностью и применением, как правило, в сервисных центрах.
Помимо аппаратов для сварки, при сварке ленточных пил требуются некоторые вспомогательные аппараты – гильотины для полотен, станки для зачистки, пирометры и так далее.
Процесс сварки ленточных пил
Рассмотрим технологию сварки. Как говорилось выше, она делится на несколько этапов, которые будут рассматриваться по порядку.
Подготовка полотна
Перед тем, как сваривать полотно, необходимо его подготовить. Подготовка пилы состоит из нескольких шагов.
Резка полотна
Полотно отрезается посредством специальных гильотинных ножниц. Если таковых не имеется, можно отрезать полотно с помощью зубила либо отрезного станка.После того, как сварку разрешено проводить по участку, который сваривался раньше, с каждой стороны от прошлого нужно отрезать по 5 миллиметров.
Полотно отрезается между вершинами зубьев. С каждой стороны оставляют припуск около полутора миллиметров. Линия реза должна проходить строго перпендикулярно к спинке пилы.
Ленточная пила, очень гибкий, но хрупкий инструмент
Зачистка концов
Подготовленное полотно необходимо зачистить. Для этого их очищают от загрязнений, при необходимости чистить ацетоном или спиртом. Кромки обрабатывают абразивным инструментом, удаляя заусенцы и неровности – это удобно делать на заточном станке.
Кромки обрабатывают абразивным инструментом, удаляя заусенцы и неровности – это удобно делать на заточном станке.
За тем идет сварка полотна. Подготовленное полотно закрепляется в станке и сваривается.
Установка пилы в аппарат
Подготовленное полотно монтируют в зажимной механизм для сварки ленточных пил так, чтобы кромки полотна полностью совпадали и находились посередине пространства между фиксаторами. Усилие, режим осадки и ход осадки выбирают в зависимости от полотна – документация на аппараты содержит таблицу с информацией режимах для различных полотен.Выбранный режим задается поворотами управляющих рукояток.
Сварка полотна
Станок запускается поворотом рубильника или нажатием кнопки. При этом ток начинает подаваться на электроды и расплавляет металл в месте стыка. Подвижный зажим идет к неподвижному и образует на месте шва сварной валик.
Важный параметр – время подачи тока. Как правило, при автоматической сварке оно составляет одну-две секунды, при ручной – контролируется оператором.
Если сварка прошла неудовлетворительно – подбираются подходящие настройки и записываются; в дальнейших использовании для сварки аналогичных полотен.
Электроды должны быть чистыми. Плохой контакт между электродами и полотном повышает сопротивление и нарушает процесс сварки.
Для соединения пил требуется, специальная установка
Обработка пилы после сварки
Сразу после сварки пила не пригодна к использованию. Для того, чтобы привести ее в надлежащее состояние, идет несколько операций.
Отжиг шва
При сварке материал полотна твердеет и становится хрупким. Отжиг позволяет ему вернуть пластичность и вязкость.Пилу не вынимают из станка, осадка выставляется нулевой, выбирается другой режим тока. Нажатием кнопки подачи тока на отжиг разогревают шов, а затем медленно охлаждают. Если нет пирометра – температуру контролируют визуально. Оптимальный цвет каления металла – вишнево-красный. Оранжевый или желтый цвет сигнализирует о перегреве.
Охлаждение длится три-пять минут. Для некоторых полотен нужно проводить два цикла.
Зачистка полотна
При зачистке полотна со сварного участка удаляют наплыв металла, а также выводят правильную форму впадины между зубьями полотна.Для зачистки подходит любой абразив, лучше всего – заточный станок.
Технологические особенности
Стоит учитывать, что:
- Сплавы, из которых изготавливают полотно пил, являются трудносвариваемыми;
- При работе на сварочный шов приходятся предельные нагрузки;
- Геометрия зубьев на участке шва влияет на нагрузку при работе.
Заключение
Из прочитанного выше вы узнали, как проводится сварка ленточных пил, какие существуют аппараты для сварки ленточных пил и какие у процесса этого процесса.Надеемся, что приведенная информация будет полезной для вас.
Как сваривают ленточные пилы
Сварка ленточных пил является распространенной операцией, которая необходима для подготовки ленточных пил.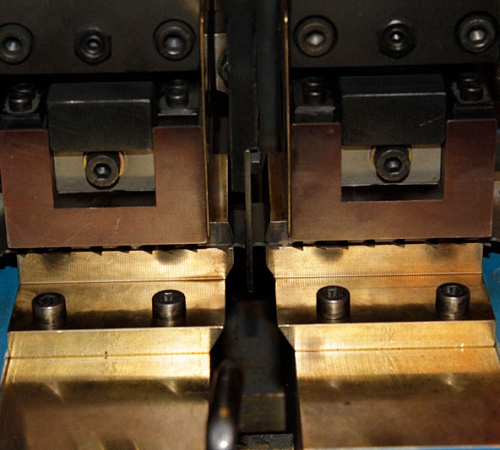 Сварка для ленточных пил используется, чтобы восстановить сломанные и порванные пилы, а также для изготовления новых изделий данного образца.
Сварка для ленточных пил используется, чтобы восстановить сломанные и порванные пилы, а также для изготовления новых изделий данного образца.
Аппарат для сварки ленточных пил позволяет пропускать через зажимы пилы электроток, который и сваривает, а также расплавляет торцы полотна.Ток подводится при помощи электродов, которые соединяются и фиксируются специализированными зажимами.
Станок для сварки ленточных пил
Сварка ленточных пил работает по принципу контактно-стыкового метода при сопротивлении и оплав. Это оборудование предназначается для самых разнообразных видов деятельности по свариванию, а также различным видам деятельности.
Аппарат для сварки пил подразделяется на несколько групп :
- Сваривание при помощи сопротивления является приемлемым по производительности сварочного оборудования, предназначается для пил по дереву и их ремонта, к примеру, на производстве при распиловке древесины.Конструкция данного оборудования проста в использовании, однако у нее небольшая производительность, всего около сотни свариваний за целую смену.
- Сварка при помощи оплавления используется при использовании среднего варианта оборудования, предназначается для сваривания ножей и пил любых разновидностей, нагрузка здесь довольно большая, в сравнении с вышеописанным оборудованием.
- Сварка при помощи оплавление автоматизированными со сварочным циклом позволяет быстро сваривать различные пилы и ножи, данное оборудование обладает высокой производительностью, что позволяет за одну исполнять до тысяч сварок.Обычно таким способом пользоваться в центрах и сервисах, а также на производстве.

Также имеется и другое оборудование, которое является вспомогательным для того, чтобы подготавливать и контролировать процесс сваривания:
- станок для сварки пил;
- устройство для зачистки;
- пирометр.
Технология сварки ленточных пил по дереву
Разрезание пилы подразумевает, что полотно разрезаться при помощи гильотинных ножниц.Если нет данного инструмента в наличии, то вполне возможно использовать зубилом или отрезным станком. Если полотно сваривается на месте, в котором раньше происходило сваривание, то с каждой стороны старого шва необходимо немного отрезать. Полотно разрезается между вершинами зуба. Необходимо только оставить припуск, ну а линия разрезания после использования ножниц быть идеально ровной, причем находиться под прямым углом от спинки пилы.
Если полотно сваривается на месте, в котором раньше происходило сваривание, то с каждой стороны старого шва необходимо немного отрезать. Полотно разрезается между вершинами зуба. Необходимо только оставить припуск, ну а линия разрезания после использования ножниц быть идеально ровной, причем находиться под прямым углом от спинки пилы.
Свариваемые концы и их зачистка
Окончания пилы тщательно очищаются от разных видов загрязнений, возможно их обеззаразить при помощи спирта или ацетона.Кромки также обрабатываются. Для этого часто применяемый зачистный станок с абразивом.
Как установить пилу в аппарат для сваривания и выбрать правильный режим?
Полотно установить в специальные зажимы оборудования таким образом, чтобы кромки в точностиадали между зажимным механизмом. Необходимо при выборе усиления, режима и хода учитывать размер пилы. В инструкции к сварочному оборудованию имеются различные таблицы.В системе устанавливается положение для рукояток режима.
Сваривание
Сварка начинается после того, как нажимается кнопка пуск или поворачивается рукоятка. Проходит до концов пилы, и металл начинает расплавляться. Подвижные зажимы образуют валик в месте шва.
Также стоит особое внимание уделять токовой подаче и времени, когда это происходит. При автоматическом режиме сваривания проходит импульс за 1-2 секунды, ну а ручное управление подразумевает постоянный контроль специалиста.Если результат сваривания получился неудачным, необходимо еще раз подобрать настройки сваривания, записать их, а затем использовать для таких же разновидностей пил.
Электроды должны быть идеально чистыми. При нарушении контакта между электродом и заготовкой увеличивается сопротивление.
Сварной шов и отжиг
Отжиг предназначается специально для того, чтобы полотно, которое становится вновь пластичным и вязким, становится при сваривании хрупким и твердым.Данная процедура происходит в том же положении, в котором происходит сваривание, только токовый режим следует выбирать другой. Разогрев до необходимой регулировки температуры, а затем охлаждение кнопкой токовой подачи. Если в комплектации оборудования отсутствует пирометр, то температуру необходимо контролировать в зависимости от цвета заготовки. Чтобы добиться оптимального температурного режима, металл должен приобрести вишнево-красный оттенок. Металл не должен разогреваться до приобретения оранжевого оттенка, ведь это будет означать перегрев.Охлаждается постепенно, происходит это около 4 минут. Некоторые изделия нуждаются в двух циклах отжига.
Разогрев до необходимой регулировки температуры, а затем охлаждение кнопкой токовой подачи. Если в комплектации оборудования отсутствует пирометр, то температуру необходимо контролировать в зависимости от цвета заготовки. Чтобы добиться оптимального температурного режима, металл должен приобрести вишнево-красный оттенок. Металл не должен разогреваться до приобретения оранжевого оттенка, ведь это будет означать перегрев.Охлаждается постепенно, происходит это около 4 минут. Некоторые изделия нуждаются в двух циклах отжига.
Полотно и его зачистка
Наплывший металл должен удаляться при помощи зачистки. Необходимо вывести правильную форму впадины между зубцами изделия на месте шва. Зачистка производится абразивом, к примеру заточным станком. Необходимо продвигаться вдоль шва сваривания.
Факторы, которые следует учитывать при сваривании пил ленточного типа :
- Сплавы для ленточных пил считаются трудно свариваемыми материалами.
- Сварочные швы при использовании пилы подвергнуты большим нагрузкам постоянно.
- Зубья пил на месте свариваемого шва оказывает влияние на нагрузку при применении изделий.

Сварка ленточных пил
Всего есть два типа сваривания, при помощи сопротивления и оплавления.
1. Сваривание сопротивлением осуществляется сварочным оборудованием, которое довольно просто экономично использовать, однако у него есть применение в применении.
Технология имеет свои особенности :
- Подготовительные операции самого хорошего качества. Обычно ножи пилы бывают сильно изношенными, поэтому и кромка остается неровной.
- Хорошее качество поверхности для контакта со сварочными электродами, прижимными сегментами и их регулирования.
- Правильный режим сваривания стыкового типа.Полотно обычно требует самостоятельного выбора сварочного режима.
2. Сваривание оплавлением
Технология и ее особенности :
- Качество подготовки изделий и электродов.
- Правильный шагна при учете потерь материалов при сваривании.

Правильный режим сваривания определяется по некоторым режимам :
- ровный процесс оплавления непрерывного типа от самого начала сваривания до полной осадки;
- Визуальный осмотр швов прекрасно показывает деформацию и выдавленный расплав на поверхности.
Аппараты сварки ленточных пил и материал электродов
Материал для электродов обязательно должен быть твердого типа, а также проводить электричество. Медь мягкая, поэтому ее использовать не рекомендуется. В большинстве случаев используется бронза, однако она при высоких температурных режимах начинает двигаться на поверхности электрода, при этом его свойства и проводимость претерпевают изменения. При проведении больше 25 свариваний он становится непригодным для работы.
Автоматная латунь нередко используемый в электродах, однако цинк и свинец часто меняют сопротивление. Поэтому электрод очень быстро становится непригодным для дальнейшего использования.
Бронза с содержанием хрома делают дрейф металла на поверхности и их схватывание более медленным. Они могут выдержать больше полутысяч свариваний.
Отжиг сварных швов
Низколегированные полотна должны отжигаться при температуре от 420 до 450 градусов, ну а легированные при 630 и выше.
Обычно производитель рекомендует рекомендуемую температуру для отжига, для этого имеется несколько причин:
- отжиг не является самостоятельным процессом, а включается в сварочный режим;
- временного промежутка металла и его структуры находится в прямой зависимости от температурного режима, чтобы сечение прогревалось равномерно, рекомендуется использовать низкие температуры при длительном процессе;
- самым оптимальным считается отжиг ступенчатого типа, то есть первый прогрев выдерживается и выравнивает температуру по всему сечению, происходит быстрое нагревание и охлаждение;
- режим термообработки настраивается после отладки режима для сваривания;
- не стоит спешить и освобождать зажимы сразу после сваривания, необходимо полное остывание материала на электродах;
- не стоит сразу вытаскивать пилу после сваривания для зачистки, ведь эта часть довольно хрупкая, поэтому это может стать причиной образования трещин;
- после того, как обдувовать сжатым воздухом был проведен, нужно вытащить изделие, еще раз обдуть все необходимые места и затем сделать это изделие для отжига.
/0908bbb41002d9a.ru.s.siteapi.org/img/d492b9bc2c3c2a2ef68cf2d99552d63ef9d7543c.jpg)
Имеется такое мнение, что при обдуве электродов быстрее изнашиваются линейные направляющие. Однако качественные аппараты обеспечивают закрытие подшипников сальниками, поэтому это не влияет на последующее использование изделий.
Инструмент для ленточнопильных станков работает при воздействии постоянно растягивающих напряжений, отчего пилы часто разрываются. Несмотря на то, что инструментальные стали не очень охотно свариваются, легким способом восстановления работоспособности лезвий считается всё же сварка пильного полотна.Для чего, естественно, потребуется аппарат для сварки ленточных пил.
Особенности сварки
При обрыве части ленточной пилы, необходимо подготовить лезвие к сварке. Оксидную плёнку удаляют с обеих поверхностей, поскольку такая плёнка мешает надёжной сварке, а иногда совсем прерывает процесс. После обезжиривания участок протирают влажной ветошью.
Следующей подготовительной стадией является шлифование торцов свариваемого пильного полотна. В домашних условиях использовать фрезер, а при надёжном закреплении кромки полотна на слесарном верстаке сгодится и обычная «болгарка» с мелкозернистым абразивным диском.Кромки затачивают под углом 45 градусов, а затем прикладывают друг к другу, проверяя, чтобы между ними не было видимого зазора.
В домашних условиях использовать фрезер, а при надёжном закреплении кромки полотна на слесарном верстаке сгодится и обычная «болгарка» с мелкозернистым абразивным диском.Кромки затачивают под углом 45 градусов, а затем прикладывают друг к другу, проверяя, чтобы между ними не было видимого зазора.
Бывает, что разорванное пильное полотно деформировано. Сварка ленточных пил по металлу со скрученным лезвием невозможна, поэтому придётся провести отпуск, режим которого подбирается соответственно марке стали. Для ленточных пил, которые изготовлены из быстрорежущих сталей, режим отпуска заключается в их нагреве до 300… 400 º С, выдержке при этой температуре в течение 2… 3 минут и последующем медленном охлаждении на спокойном воздухе.Ленточные пилы из углеродных легированных сталей отпускают при более низкой температуре – 180… 250 º С.
Сварка кромок может быть только стыковой.
Оборудование
Станки для сварки ленточных пил подразделяются на стационарные и мобильные. Последние представляют собой импульсные агрегаты использующие принцип сварочного инвертора. Стационарные станки для сварки ленточных пил работают от трёхфазной сети 380 В, и обладают повышенными технологическими возможностями.
Последние представляют собой импульсные агрегаты использующие принцип сварочного инвертора. Стационарные станки для сварки ленточных пил работают от трёхфазной сети 380 В, и обладают повышенными технологическими возможностями.
Последовательность действия аппарата для стыковой сварки ленточных пил такова. Фиксация заготовки происходит в зажимном устройстве, которое имеет две стороны. Левая, неподвижная часть электрически изолирована. Правая – подвижная – соединяется с заземлителем. После зажима краёв разорванного пильного полотна обе части сближаются, и к ним прикладывается давление прижима. Источником давления могут быть:
- Механические передачи типа «винт-гайка» (для портативных аппаратов).
- Пружина (используется также в самодельных устройствах).
- Энергия сжатого воздуха.
- Гидравлика.
В большинстве конструкций используется пневматический прижим.
В процессе разогрева сжимаемые кромки лезвия плавятся. Чтобы удалить легкоплавкие примеси из сварного шва, должно поддерживаться это давление.При этом расход электроэнергии практически не снижается. Такой недостаток отсутствует в аппаратах для сварки ленточных пил, которые реализуют контактный флеш-метод сварки. При этом давление к заготовке прикладывается не всё время, а лишь в конечный момент процесса, когда ток (из-за больших зазоров) уже разогрел кромку лезвия до достаточно высокой температуры.
Чтобы удалить легкоплавкие примеси из сварного шва, должно поддерживаться это давление.При этом расход электроэнергии практически не снижается. Такой недостаток отсутствует в аппаратах для сварки ленточных пил, которые реализуют контактный флеш-метод сварки. При этом давление к заготовке прикладывается не всё время, а лишь в конечный момент процесса, когда ток (из-за больших зазоров) уже разогрел кромку лезвия до достаточно высокой температуры.
Модели и принципы их выбора
Машины для электросварки ленточных пил контактным способом подбирают по таким параметрам:
- Мощности (в том числе, и автоматического выключателя тока).
- Наличию предохранителя от перегрузки.
- Диапазону изменения усилия прижима и возможность его автоматического регулирования.
- Способу изменения RC-сопротивления: при малых диапазонах необходимо тщательно контролировать за состоянием поверхности зажимных губок.
- Материалу зажимных губок (его твёрдости в горячем состоянии и наличию антикоррозионного покрытия).
- Присутствие встроенного пирометра, по которому оператор может судить о системе торцов ленточной пилы.

Из мощных станков для контактной сварки стоит машину модели ESAB ZFR 10 BT шведского производства. Она работает от источника постоянного тока и может сваривать полотно шириной до 160 мм, при наибольшем усилии прижима 1200 кН, причём для сжатия используется гидравлический узел. Привод станка – автоматический, включая устройство для первой шлифовки грата. Отжиг готового участка производится по программе, в зависимости от назначения ленточной пилы и марки стали, из которой она произведена.
Подобным оборудованием отечественного производства является станок модели АСП-1600. Его технические характеристики:
.- Ширина свариваемого лезвия, мм – до 90.
- Мощность, кВА – 4… 9.
- Питающее напряжение, В – 380.
- Производительность, циклов в час – до 10.
Из мобильных агрегатов аналогичного назначения отметим G10-60 от итальянской компании Griggio. Станок компактен, оснащён автоматическим регулированием усилий прижима, обладает этими эксплуатационными функциями:
Станок компактен, оснащён автоматическим регулированием усилий прижима, обладает этими эксплуатационными функциями:
- Ширина свариваемого лезвия, мм – до 60.
- Мощность, кВА – до 4,5.
- Питающее напряжение, В – 220.
- Производительность, циклов в час – до 15.
В комплект поставки входят ножницы для предварительной обрезки концов пил.
Автоматизированные аппараты сварки оплавлением
Процесс сварки автоматизирован, от оператора требуется лишь установить пилы в аппарат и снимать сваренные полотна.Такие аппараты отличаются хорошей производительностью и применением, как правило, в сервисных центрах.
Помимо аппаратов для сварки, при сварке ленточных пил требуются некоторые вспомогательные аппараты – гильотины для полотен, станки для зачистки, пирометры и так далее.
Процесс сварки ленточных пил
Рассмотрим технологию сварки. Как говорилось выше, она делится на несколько этапов, которые будут рассматриваться по порядку.
Подготовка полотна
Перед тем, как сваривать полотно, необходимо его подготовить.Подготовка пилы состоит из нескольких шагов.
Резка полотна
Полотно отрезается посредством специальных гильотинных ножниц. Если таковых не имеется, можно отрезать полотно с помощью зубила либо отрезного станка. После того, как сварку разрешено проводить по участку, который сваривался раньше, с каждой стороны от прошлого нужно отрезать по 5 миллиметров.
Полотно отрезается между вершинами зубьев. С каждой стороны оставляют припуск около полутора миллиметров.Линия реза должна проходить строго перпендикулярно к спинке пилы.
Ленточная пила, очень гибкий, но хрупкий инструмент
Зачистка концов
Подготовленное полотно необходимо зачистить. Для этого их очищают от загрязнений, при необходимости чистить ацетоном или спиртом. Кромки обрабатывают абразивным инструментом, удаляя заусенцы и неровности – это удобно делать на заточном станке.
За тем идет сварка полотна. Подготовленное полотно закрепляется в станке и сваривается.
Установка пилы в аппарат
Подготовленное полотно монтируют в зажимной механизм для сварки ленточных пил так, чтобы кромки полотна полностью совпадали и находились посередине пространства между фиксаторами. Усилие, режим осадки и ход осадки выбирают в зависимости от полотна – документация на аппараты содержит таблицу с информацией режимах для различных полотен. Выбранный режим задается поворотами управляющих рукояток.
Сварка полотна
Станок запускается поворотом рубильника или нажатием кнопки.При этом ток начинает подаваться на электроды и расплавляет металл в месте стыка. Подвижный зажим идет к неподвижному и образует на месте шва сварной валик.
Подвижный зажим идет к неподвижному и образует на месте шва сварной валик.
Важный параметр – время подачи тока. Как правило, при автоматической сварке оно составляет одну-две секунды, при ручной – контролируется оператором.
Если сварка прошла неудовлетворительно – подбираются подходящие настройки и записываются; в дальнейших использовании для сварки аналогичных полотен.
Электроды должны быть чистыми.Плохой контакт между электродами и полотном повышает сопротивление и нарушает процесс сварки.
Для соединения пил требуется, специальная установка
Обработка пилы после сварки
Сразу после сварки пила не пригодна к использованию. Для того, чтобы привести ее в надлежащее состояние, идет несколько операций.
Отжиг шва
При сварке материал полотна твердеет и становится хрупким. Отжиг позволяет ему вернуть пластичность и вязкость.Пилу не вынимают из станка, осадка выставляется нулевой, выбирается другой режим тока. Нажатием кнопки подачи тока на отжиг разогревают шов, а затем медленно охлаждают. Если нет пирометра – температуру контролируют визуально. Оптимальный цвет каления металла – вишнево-красный. Оранжевый или желтый цвет сигнализирует о перегреве.
Нажатием кнопки подачи тока на отжиг разогревают шов, а затем медленно охлаждают. Если нет пирометра – температуру контролируют визуально. Оптимальный цвет каления металла – вишнево-красный. Оранжевый или желтый цвет сигнализирует о перегреве.
Охлаждение длится три-пять минут. Для некоторых полотен нужно проводить два цикла.
Зачистка полотна
При зачистке полотна со сварного участка удаляют наплыв металла, а также выводят правильную форму впадины между зубьями полотна.Для зачистки подходит любой абразив, лучше всего – заточный станок.
Технологические особенности
Стоит учитывать, что:
- Сплавы, из которых изготавливают полотно пил, являются трудносвариваемыми;
- При работе на сварочный шов приходятся предельные нагрузки;
- Геометрия зубьев на участке шва влияет на нагрузку при работе.
Заключение
Из прочитанного выше вы узнали, как проводится сварка ленточных пил, какие существуют аппараты для сварки ленточных пил и какие у процесса этого процесса. Надеемся, что приведенная информация будет полезной для вас.
Надеемся, что приведенная информация будет полезной для вас.
“>
Сварка ленточных пил в Украине
Ленточные пилы широко используются на производстве – для металло- и деревообработки. Изначально они представляют собой (ленточную пилу сваренную в кольцо). Но в результате сбоя, несоблюдения технологии, неправильной натяжки нередко случаются его разрывы. Поэтому сварка ленточных пил в Украине пользуется высоким спросом, и мы предоставляем услугу по доступной цене.
| Услуга | Инструмент | Цена ( € ) * |
| Зварювання стрічкового инструмента | Ленточная пила | 1,50 |
| Ленточный нож | 1,50 | |
| Биметаллическая пила <41 мм | 2,00 | |
| Биметаллическая пила ≥ 41 мм | 3,00 | |
| Ремонт сварного шва | 2,00 | |
Процесс включает:
- подготовка;
- подбор шага и очередности зубьев;
- сваривание;
- отжиг места стыка;
- зачистку.

Подготовка включает резку с помощью гильотинных ножниц или отрезного станка. Это обеспечивает их прямолинейность, облегчает стыковку. Если разрыв произошел в том же месте второй раз, с каждой стороны отрезают по 5 мм.
Концы зачищают от загрязнений, обезжиривают ацетоном или спиртом. Чтобы на кромках не оставалось заусенец, их обрабатывают абразивным кругом.
Рез осуществляется между вершинами зубьев, перпендикулярно спинке, припуск производится порядка 1,5 мм.
Полотно фиксируют в зажимах, при этом концы точно стыкуются между собой. Усилие, режим и ход осадки выбирают на основании типа режущего элемента. По краям пропускают ток, что приводит к оплавлению и соединению краев. В процессе соблюдается технология, мы используем современное проверенное оборудование IDEAL WERK (Германия). Шов получается прочным, срок службы значительно увеличивается.
Отжиг используется для улучшения кристаллической структуры, достижения однородности, устранения внутренних напряжений. В процессе температурного воздействия происходит повышение твердости и хрупкости, термообработка способна устранить этот недостаток, сделать металл более пластичным и вязким. Работы осуществляются на том же станке, при этом меняют параметры. Нагревается только шов, охлаждается в течение 3-5 минут. В зависимости от материала может потребоваться двойной отжиг.
В процессе температурного воздействия происходит повышение твердости и хрупкости, термообработка способна устранить этот недостаток, сделать металл более пластичным и вязким. Работы осуществляются на том же станке, при этом меняют параметры. Нагревается только шов, охлаждается в течение 3-5 минут. В зависимости от материала может потребоваться двойной отжиг.
С помощью зачистки равномерность толщины полотна, в том числе стыка. Устраняются наплывы, между зубьями убирается впадина, ей придают правильную форму.Поверхность полируется, становится блестящей, глянцевой.
Обратите внимание на отсутствие дефектов:
- ровная состыковка торцов;
- размерная толщина в стыке;
- прочность.
В случае низкого или высокого тока, сильного прижима зажимов обязательно появятся характерные дефекты. У нас такое не случается, т.к. мы соблюдаем технику, имеем большой опыт и никогда не экспериментируем с пилами заказчиков. У нас есть наработанная база данных, по которой мы проводим все работы – выставляем ток, продолжительность и пр. Заказать сварку ленточных пил у нас можно по телефону 056-372-35-70 или оставив заявку на сайте.
Заказать сварку ленточных пил у нас можно по телефону 056-372-35-70 или оставив заявку на сайте.
Технология сварки ленточных пил | Техновельд
Соединение ленточных пил в кольцо для работы на ленточнопильном станке или пилораме возможно:
- Пайкой.
Метод применялся ранее для не широких пил по древесине, до распространения аппаратов контактной стыковой сварки ленточных пил методов сопротивления и оплавления. Требует трудоемкой подготовки, в серийном производстве слабо применимо, однако может быть использован для ремонта. - Сваркой полуавтоматом на формирующей подкладке.
В данном случае применяется легированная сварочная проволока и подогрев полотна перед и в процессе сварки.
Станки такие есть, часть оснащена встроенным нагревателем подкладки. Метод соединения не трудоемкий но длительный. Применяется для широких полотне по древесине. Имеет частичную замену в виде аппаратов для сварки ленточных пил оплавлением с помощью сварки полотен до 210 мм, однако в России всего таких машин. - Стыковой контактной сваркой сопротивлением.
Метод применим для сварки в небольших объемах так как по физике процесса чувствителен к дефектам обрезки торца полотна. Последнее трудно выполнить при резке больших объемов полотна, особенно биметаллического по металлу. Износ и местные небольшие повреждения ножей быстро дают о себе знать. В связи с этой областью применения метода ограничена. - Стыковой контактной сваркой оплавлением.
На сегодняшний день это основной метод сварки полотен от столярки до широких биметаллических пил по металлу и по древесине.

О двух последних методах и пойдет речь ниже.
Сварка ленточных пил сопротивлением
Суть метода в процессе разогрева материала пилы под воздействием проходящего через контакт торца тока и усилия осадки. Происходит разупрочнение полотна в основном в зоне стыка, так как именно там локализуется основное выделение тепла.Под действием осадки разупрочнённый материал начинает выдавливаться в грат, а расстояние между губками аппарата для сварки ленточных пил сокращается.
При достижении регулируемой длины нагрузки отключение тока и полотно остывает под воздействием губ осадки, затем наступает воздействие на разводящее положение, полотно зажимается снова в разведённые машины в положении отжига для проведения термообработки с нагревом так же за счёт проходящего через полотно тока.
Параметрами режима:
- расстояние Начальное между губками (электродами) аппарата.
Это расстояние в основном зависит от толщины и жесткости полотна. При превышении этого расстоянияно может терять устойчивость под действием усилия осадки, при малом расстоянии материала выдавливается в грат и в шве вероятны непровары, свищи и посторонние включения. - Усилие осадки – чем больше сечение полотна и чем более вязкий металл тем больше необходимо усилие.
- Момент отключения тока при осадке – этот параметр регулирует степень осадки полотна и предупреждает сближение электродов сварочного аппарата и их повреждение
Спецификация состоит в том, что распределение тока по ширине полотна будет неравно и зависеть от равномерности прижима полотна к электродам по ширине, и от состояния торцевых поверхностей.
Если первые регулировки прижима и состоянием поверхности электродов (шлифованная или чисто фрезерованная плоская поверхность свободная от загрязнений), то вторая только чистота обрезки и выдерживанием строго перпендикулярного реза. Это необходимо для того, чтобы нагревание происходило равномерно по ширине полотна на одинаковую глубину.
Заусенцы, не перпендикулярность реза оси ленточного полотна, попадание загрязнений в зоне зажима пилы, дефекты поверхности пилы в виде потертостей, отклонения толщины ленты будут вызывать неравномерный нагрев и либо получение с выраженной неравномерностью свойств либо визуальный.
С визуальными дефектами всё ясно – они очевидны. Однако, при нарушении технологии, шов ленточной пилы может и не иметь визуальных дефектов. грат есть но он не равномерный по ширине полотна и разный по толщине. Такой дефект, в зависимости от чувствительности материала к отжигу, может как критически сказаться на работе ленточной пилы, так и быть допустимым. Скорость охлаждения металла после сварки пилы в той зоне, где зона вблизи шва была более нагрета, будет меньше, чем скорость охлаждения там, где в контакт вступили относительно более холодные участки. Закалка структуры произойдёт по разному, а кроме того, в условиях замедленного остывания может не хватить давления осадки и появиться крупное зерно.
Закалка структуры произойдёт по разному, а кроме того, в условиях замедленного остывания может не хватить давления осадки и появиться крупное зерно.
. Если нечеткое жесткое, то оно скорее всего применяет термообработки с достижением приближенных к упругим свойствам основного материала пилы свойств шва и околошовной зоны.
Увы, так как первоначальное состояние полотна после сварки оказалось разным по степени закалке и структура выровнять свойства термообработкой не будет, и если полотно к таким отклонением чувствительно то работоспособность такого шва в пиле надлежащим под большим вопросом…
В случае если полотно относительно мягкое и податливое, если при нормальной сварке допускаются значительные отклонения температуры и времени термообработки при этом резко не меняя свойства, – скорее всего такой дефект долговременной перспективы, если и повлияет на работоспособность пилы, – то только в долговременной перспективе.
При простоте оборудования и относительной дешевизне аппаратов для сварки методом сварки методом сопротивления именно эта «капризность» технологии к равномерному подводу тока при сварке и сдерживает применение при поточной сварке, сварке полотен с дефектами. Сферой малого применения метода сварки по технологии сварки сопротивлением оказывается сварка не широкая ткань в небольших объемах, сварка части ленточных ножей, эпизодическая сварка биметаллических пил, сварка лент при производстве других видов продукции таких как бронирование кабелей, производство порошковой сварочной проволоки, шовных труб. диаметра.
Сферой малого применения метода сварки по технологии сварки сопротивлением оказывается сварка не широкая ткань в небольших объемах, сварка части ленточных ножей, эпизодическая сварка биметаллических пил, сварка лент при производстве других видов продукции таких как бронирование кабелей, производство порошковой сварочной проволоки, шовных труб. диаметра.
Сварка ленточных пил контактной сваркой оплавлением.
При этом методе сварки после зажима концов полотна в губки аппарата сварки происходит по другой технологической последовательности:
- Губки аппарата для сварки разводятся приводом на небольшое расстояние составляющее около 0,2 мм и включается подача напряжения на сварочный трансформатор и к губкам;
- Начинается сближение губок с нарастающей скоростью. По мере сближения микро неровности торцов полотна вступают в контакт и проходящий через это локальное соединение ток расплавляет участки поверхности, а также частично испаряет вступающий в контакт (короткое замыкание) мостик их жидкого металла пилы.
По мере сближения в контакт вступают соседние полотна, количество микродуг от разрыва мостиков увеличивается, дуги перемешиваются по всему сечению равномерно прогревая торец.
Испарение части металла и выбрасываемые брызги выжигают кислород из зоны сварки и защитой нагретого металла торцов от окисления. - При достижении некоторого пути оплавления и желаемого прогрева концов пилы происходит резкое закрытие зазора с приложением к достижению усилия осадки.Сварочный ток при этом остается включенным до аппарата регулируемого расстояния между ними или отключается от настраиваемой задержкой времени (в зависимости от технологии заложенной в аппарат для сварки).
- Остывание полотна происходит при приложенном усилии осадки, в дальнейшем так же выполняется перезахват положения отжига (либо вручную, либо автоматически) и дальнейшая термообработка с освобождением полотна от осевого давления при нагреве и остывании.
Подвижная губка при включенном отжиге должна свободно перемещаться хотя бы на небольшое расстояние. Будет это 0.3 или 1.0 мм с точки зрения для освобождения пилы при термообработке после сварки разницы не играет – но эта свобода должна быть!
То же относится и к сварке сопротивлением, однако далеко не все сварщики пил после зажима пилы для отжига еще немного дожимают пружину осадки с этой же целью.

 Будет это 0.3 или 1.0 мм с точки зрения для освобождения пилы при термообработке после сварки разницы не играет – но эта свобода должна быть!
Будет это 0.3 или 1.0 мм с точки зрения для освобождения пилы при термообработке после сварки разницы не играет – но эта свобода должна быть! Равномерность прижима и электрического контакта пила – электрод
При этом методе должна быть достигнута как можно лучше, однако небольшие отклонения не приводят ни к каким последствиям при сварке и могут сказаться лишь на неравномерности отжига.Возможное явление – при точно настроенных прижимах отжиг всё равно начинается не равномерно именно на сваренном полотне. Это обусловлено усадкой шва и короблением полотна в сочетании с недостаточным усилием прижима пилы к электродам аппарата.
В таком случае уместно вспомнить что отжиг (отпуск) полотна процесс зависящий от температуры и времени. Снижение температуры и увеличение времени отжига в большинстве случаев позволяет подавить отрицательные проявления. Исключением являются те полотна, которые очень резко меняют механические свойства при отклонении отжига при температуре и по длительности.. Увы, такие полотна, не допускаются изоляция по ширине полотна в месте сварки в данном случае они будут.
Исключением являются те полотна, которые очень резко меняют механические свойства при отклонении отжига при температуре и по длительности.. Увы, такие полотна, не допускаются изоляция по ширине полотна в месте сварки в данном случае они будут.
Начальное расстояние между губками и оплавления полотна.
На большинстве аппаратов, кроме последних серий автоматов с сервоприводом пути оплавления задаётся механический кулачка аппарата для сварки пил. Он не фиксируется и обычно изменяет 2,5… 3,0 мм. В таком случае начальное расстояние между губками рассчитывается из толщины полотна но ”с конца”.
Расстояние между губками после сварки составляет не менее 2 толщин полотна, – в противном случае наступление расплава и разупрочнённого слоя в грат плотности затруднено и в шве могут быть дефекты; кроме того, скорость остывания будет высокой из за близкого расположения зоны шва к электродам и уровень закалки.
С точки зрения срока службы электродов до очередной перешлифовки рабочей поверхности это расстояние желательно увеличить. В большинстве случаев его можно принять равным 2.5 толщиной полотна.
В большинстве случаев его можно принять равным 2.5 толщиной полотна.
В грат должно выйти не менее чем 1 толщина полотна с каждой стороны – то есть минимальная потеря при осадке 2 толщины полотна пилы.
Искровой зазор не должен быть более чем 2 толщины полотна – это приведёт к дефектам.
Имеем для полотна толщиной 0,9 мм 0,9 * 2,5 + 0,9 * 2 + 0,9 * 2 + 2,5 мм = 8,35 мм – начальное расстояние не должно быть меньше этого – то есть режим начинать надо примерно с 8,5 мм.
Превышение оптимального начального расстояния может повлечь за собой как потерю устойчивости при осадке, так и неравномерность прогрева.Дело в том, что при приближении зоны разогрева к охлаждающим губкам аппарата для сварки ленточных пил возникает эффект выравнивания температуры по ширине полотна.
Слишком малое расстояние чревато повреждением электродов и прижимов или недостаточно глубокой осадкой полотна с дефектами в сварном соединении.
В случае если ваш аппарат имеет другой или регулируемый путь оплавления эту и требуется подставить в расчёт ориентировочной величины начального положения.
Скорость оплавления.
Она не постоянна при сближении полотна, однако для аппаратов где нарастание скорости задаётся кулачком, она может быть изменена путём изменения постоянной частоты вращения двигателя. На аппаратах с сервоприводом подвижной губки это делается программно и позволяет менять и кривую нарастания линейной скорости сближения губок.
Скорость должна находится в балансе с током и напряжением на губках. Если ток и напряжение велико, то скорость вращения в конце оплавления при разогреве полотна может увеличиваться искровой зазор.Это слышно и не слух, и видно как крупная и редкая искра, можно и пронаблюдать – попытаться сквозь искры, стоя чуть сбоку и, как минимум надев очки, разглядеть в процессе оплавления грани торца полотна. Если удалось – скорость и ток выбраны НЕ верно!
В случае малой мощности трансформатора и высокой скорости чаще не хватает нормально начать оплавление. Начало запаздывает и выглядит как закрытая расплавом часть шва, из которой вылетают редкие искры, которая затем проваливается и начинается подобие нормального оплавления. Подобие – потому как цель достигнуть равномерного подогрева торца перед осадкой уже провалена! Провалена потом что через эту долго существовавшую зону короткого замыкания проходил большой ток и разогрел только часть сечения полотна.
Подобие – потому как цель достигнуть равномерного подогрева торца перед осадкой уже провалена! Провалена потом что через эту долго существовавшую зону короткого замыкания проходил большой ток и разогрел только часть сечения полотна.
Это тоже потенциальный дефект.
Давление (усилие) осадки и момент отключения тока
Так как трансформаторы на аппаратах для сварки пил питаются через тиристорные контакторы переменным током 50 гц то момент физического отключения тока всегда может запаздывать на разное время в пределах до 10 микросекунд от подачи команды на отключение тока.Этот эффект вызывает некоторый разброс конечного расстояния между губками. Этот эффект можно использовать для подбора соответствующих параметров с оглядкой на оптимальные величины и разброс.
Оптимальная величина 2,5 * толщина полотна, меньше чем 2 * толщина полотна вероятен брак, и как правило при неглубокой осадке менее 3 * толщина полотна тоже вероятны включения в шве со снижением прочностных свойств.
Для полотна с толщиной 0.9 получаем диапазон значений от 1,8 до 2,7 мм, но при настройке стараемся ориентироваться на среднюю часть диапазона – то есть 2,0..2,5 мм.
После того, как удалось при некотором переключении получить несколько сварок в указанном диапазоне, можно посмотреть что произойдёт если чуть задержать момент выключения тока. При нормальном усилии осадки это вызовет не резкое и предсказуемое сокращение усреднённой по сварке нескольких стыков дистанции между губками аппарата после сварки.
Если давление (сила) осадки велико – произойдёт резкое сокращение, мало – никакой практической реакции.
Так же существует способ оценки по галтели в зоне выхода грата со стороны спинки пилы. Если усилие велико а ток отключен, очень рано возникает низкий прочно сцепленный с пилой гребень. При обратной ситуации грат выходит как резко под углом 90 град и слабо сцеплен с пилой.
И та и другая ситуация является оптимальной – при большом давлении будет разброс параметров, а при малой недостаточной прочности шва.
По отжигу
К отработке режима отжига не стоит приступать ранее, как будут получены более менее стабильные результаты сварки- это пустая трата времени. Состояние пилы после сварки может быть другим и режим отжига зависеть от него. Изменяя параметры режима сварки, вы изменяете и это состояние.
Затруднения при подборе режима
- Разброс конечного расстояния при любых параметрах сварки выше разумного, хотя внешне всё выглядит нормально.Тут стоит проверить:
– Нет ли проскальзывания пилы в губках при осадке,
– Проведя ряд отжигов на не сваренном полотне, – оценить повторяемо и однозначно зажимается в губках и нет ли у полотна по толщине в сечении или дефектов покрытия с разной электропроводностью
– Поменять ступень трансформатора и попробовать подобрать режим при другом токе, на аппаратах для сварки пил с регулировкой скорости оплавления можно попробовать и изменить скорость оплавления.
– Посмотреть не отклоняется в больших пределах уровня напряжения в сети
– Проверить нет ли в присоединении машины к электросети проводов заниженного сечения и некачественных контактных соединений - Полотно нарушено по геометрии – видно при зачистке зоны шва.
– состояние и настройка взаимного положения электродов и прижимов
– неправильный боковой зазор на гильотине или износ ножей вызывает деформацию полотна при резке в размер
– увеличена сверх необходимая установочная длина (начальное расстояние) между электродами аппарата для сварки пил
– слишком большое давление осадки при раннем отключении тока
– люфты в следствии износов направляющих аппарата или деталей прижимной системы - Полотно имеет прогиб «саблю» по спинке, как его сваривать?
Ответ
– если такое полотно будет размотанным и свободно лежащим некоторое время на столе выпрямляется – сваривать после того, как полежит
– если такое не происходит, установление аппарата на спинке (по спинке) и при сварке точно повторить форму полотна и в зоне стыка тоже - Как лучше ставить полотно по зубу или по спинке?
– столярку, узкие биметаллические полотна, полотна по древесине, если они не имеют прогибов – по зубу
– биметаллические по металлу, полотна саблей – по спинке
Это связано с особенностями приработки пил в начальном периоде эксплуатации, так как в зоне сварки небольшие отклонения геометрии более чем вероятны

. Восстановить всё это увы возможности нет.
Восстановить всё это увы возможности нет.
Если у вас возникают технологические затруднения, вопросы по диагностике аппаратов для сварки пил, или проблемы с браком при сварке пил – обращайтесь, чем сможем помочь.
Оборудование IDEAL-BAS (Германия) для сварки ленточных пил
Основной показатель качества ленточной пилы – точность сварки её концов. Высокотехнологичное оборудование IDEAL-BAS обеспечивает идеальное круговое соединение полотна за короткое время.
Немецкая компания выпускает несколько видов машин для сварки ленточных пил.Это 4 стыкосварочных аппарата семейства BAS. Они работают по принципу контактной сварки непрерывным оплавлением и отличаются друг от друга такими характеристиками, как:
мощность трансформаторов;
максимальное усилие осадки;
тип устройства привода зажима пилы.
Область применения каждого из этих аппаратов также различна.
Станок IDEAL ВAS 051 сваривает:
полотна по дереву;
лобзиковые полотна;
ножи;
любые биметаллические пилы шириной до 34 мм;
пилы некоторых производителей полотна – до 41 мм.

Станок IDEAL ВAS 052, включая всего вышеперечисленного, надёжно и точно варит все биметаллические пилы шириной до 41 мм и в зависимости от производителя полотна пилы до 54 мм.
Станок IDEAL ВAS 100 способен сварить:
полотна по дереву шириной от 20 до 100 мм;
биметаллические пилы по металлу шириной до 81 мм в зависимости от производителя.
Этот аппарат не подходит для сварки лобзиковых полотен.
Ширина полотен, которые сваривает станок IDEAL ВAS 120, – от 25 до 120 мм и биметаллических пил по металлу до 105 мм с учётом опять же производителя полотна.
Весь процесс сварки и термообработки на этих аппаратах автоматизирован. У немецкой компании есть и оборудование для сварки ленточных пил сопротивлением. Такие станки не автоматизированы и подходят для сваривания единичных пил в районах, где установка машин-автоматов нецелна.
Нужна ленточная пила за час? На высокотехнологичном оборудовании IDEAL-BAS её легко изготовить. При этом гарантируется главное – высокое качество сварного шва.
При этом гарантируется главное – высокое качество сварного шва.
Сварка ленточных пил на станке в Челябинске
Полотно ленточной пилы в месте состыковки в результате серьёзных растягивающих нагрузок может разорваться.
Способы соединения зоны разрыва ленточных пил:
- контактная стыковая сварка;
- пайка.
Сварка полотна ленточной пилы происходит путём соединения с усилием разошедшихся концов полос.К месту разрыва через электроды подаётся электрический ток, который разогревает, оплавляет и сваривает разорвавшуюся ленту в единое целое.
Конструкция аппарата для сварки
- корпус;
- сварочный трансформатор;
- устройство фиксации с электродами и зажимами;
- пульт управления.
Существуют простые станки и с полностью автоматизированным циклом. Последние исключают участие оператора в подаче и времени действия электрического сигнала.
Сварка ленточных пил по металлу, дереву состоит из нескольких этапов:
- режут полотно гильотинными ножницами или отрезным кругом по ровной линии, перпендикулярной спинке пилы; дают припуск на осадку;
- обезжиренные концы пилы зачищают абразивом;
- устанавливает полотно в зажимы станка с полным совмещением кромок;
- выставляют рабочий режим: степень необходимого усилие, ход осадки, параметры сварки;
- включается подача тока, под которым начинается процесс сварки; время действия токового импульса контролируется оператором либо автоматически;
- для возвращения металлу пластичности и вязкости на станке задают другие параметры токового режима, отключают осадку и происходит отжиг;
- зачисткой абразивным инструментом удаляют наплыв в месте сварочного шва и придают правильную геометрию межзубовой впадине;
- проверяют качество проведённой работы визуально и путем сгибания полотна по окружности; если полотно не плавно, а резко перегибается или возникли трещины – сварка проведена с огрехами.

Визуальные дефекты, обучающие при некачественной сварке
- смещение кромок относительно друг друга;
- выброс расплава;
- неровный шов с непроварами.
Фирма «Профкомплект» осуществляет сварку ленточных пил на автоматизированном станке и их дефектовку. Свариваются все виды полотен, в том числе биметаллические. Стоимость услуг представлена на нашем сайте в соответствующем разделе.
Стоимость сварки ленточных пил
| Услуги по ленточным пилам | Цена | |
|---|---|---|
| Ремонт (сварка) лент.пил 21-40 мм | 100,00р. | шт. |
| Дефектовка пилы | 20,00р. | шт. |
| Сварка ленточных пил шириной 21-40 мм | 90,00р. | шт. |
| Сварка ленточных пил шириной 41-60 мм | 110,00р. | шт. |
Сварка ленточных пил по дереву и металлу на специальном оборудовании
Аппараты для сварки ленточных пил
Наиболее прочное соединение создаётся на специальных сварочных аппаратах контактной сварки.В зависимости от используемого метода они подразделяются на 3 вида:
- Агрегаты, осуществляющие сварку сопротивлением. К их достоинству компактность и низкая стоимость. Однако имеют малую производительность.
- Оборудование для сварки оплавлением более громоздко и стоит дороже. Обладает высокой производительностью, может соединять ленты из любого материала.
- Автоматизированные системы, работающие по методу оплавления, применяются на крупных предприятиях.
Аппарат для сварки ленточной пилы
 youtube.com/embed/ppsZ_WGHaHQ?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/ppsZ_WGHaHQ?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/> Особенности сварки
При обрыве части ленточной пилы, необходимо подготовить лезвие к сварке.![]() Оксидную плёнку удаляют с обеих поверхностей, поскольку такая плёнка мешает надёжной сварке, а иногда совсем прерывает процесс. После обезжиривания участок протирают влажной ветошью.
Оксидную плёнку удаляют с обеих поверхностей, поскольку такая плёнка мешает надёжной сварке, а иногда совсем прерывает процесс. После обезжиривания участок протирают влажной ветошью.
Следующей подготовительной стадией является шлифование торцов свариваемого пильного полотна.В домашних условиях использовать фрезер, а при надёжном закреплении кромки полотна на слесарном верстаке сгодится и обычная «болгарка» с мелкозернистым абразивным диском. Кромки затачивают под углом 45º, а затем прикладывают друг к другу, проверяя, чтобы между ними не было видимого зазора.
Бывает, что разорванное пильное полотно деформировано. Сварка ленточных пил по металлу со скрученным лезвием невозможна, поэтому придётся провести отпуск, режим которого подбирается соответственно марке стали.Для ленточных пил, которые изготовлены из быстрорежущих сталей, режим отпуска заключается в их нагреве до 300… 400ºС, выдержке при этой температуре в течение 2… 3 минут и последующем медленном охлаждении на спокойном воздухе. Ленточные пилы из углеродных легированных сталей отпускают при более низкой температуре – 180… 250ºС.
Ленточные пилы из углеродных легированных сталей отпускают при более низкой температуре – 180… 250ºС.
Сварка кромок может быть только стыковой.
Технология сварки
Независимо от вида сварки пил производится по единой методике осуществляемой поэтапно.
Подготовка полотна
соединяемые концы были ровными, резка полотна произведена гильотиной. При её использовании можно воспользоваться болгаркой или слесарным зубилом. При повторном сваривании по месту разрушенного старого шва у концов отрезается по 5 мм. Линия реза должна проходить строго между зубьями. На обоих концах оставляется припуск на осадку 1,5 мм. С помощью абразивного инструмента удаляются неровности и заусеницы. После очистки торцов от грязи они обезжириваются жидким техническим спиртом или ацетоном.
Процесс сварки
После подготовки концы полотна вставляются встык в зажимное устройство аппарата для сварки ленточных пил. Необходимо убедиться, что кромки совпадают по высоте и установлены посредине между подвижным и жёстко закреплённым фиксаторами. По прилагаемой таблице, ток, усилие, ход усадки. В зависимости от выбора режима работы, автоматический или ручной, определяется время сварки. В первом случае она длится несколько секунд, во втором – контролируется оператором.
Процесс сварки ленточной пилы
Перед началом сваривания нужно проверить чистоту электродов, так как грязь создаёт дополнительное сопротивление. После включения аппарата на концы ленты подаётся ток. В месте, где они стыкуются, металл начинает плавиться. Одновременно начинается движение подвижного зажима на заданной усадки. В итоге создаётся сварной шов в виде валика.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов.На каждом технологическом этапе необходимо строго придерживаться методики для достижения наилучшего результата.
включает несколько устройств, позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и показатели у них невысокая.
Подобное оборудование отлично подойдет для маленьких размеров работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режима. Аппараты функционирующие по принципу оплавления производят более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошей подготовки поверхности, правильность выбора режима и учет расхода металла.
Автоматические устройства, работающие по технологиям оплавления, требуют от оператора станка только установки качественных материалов, а также их снятия после завершения обработки. Широкое использование данного инструмента получил в профессиональных мастерских и сервисных центрах.
Процесс сварки, как уже было заключено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним же гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно использовать зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнения нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают оборудование для сварки.Кромки должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают из выбранного для полотна материала. Необходимые режимы в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунды. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применения необходимо еще выполнить несколько операций с полотном.
Чтобы подготовить инструмент у применения необходимо еще выполнить несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла.Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Пайка
Когда контактный метод сварки недоступен, применяется высокотемпературная пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Для закрепления полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартному методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действие капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии подключения прекращения. После остывания пила вынимается и очищается от наплывов.
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточной пилы из-за неправильной заточки полотна.
Необходимость в проведении такой процедуры путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.
Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
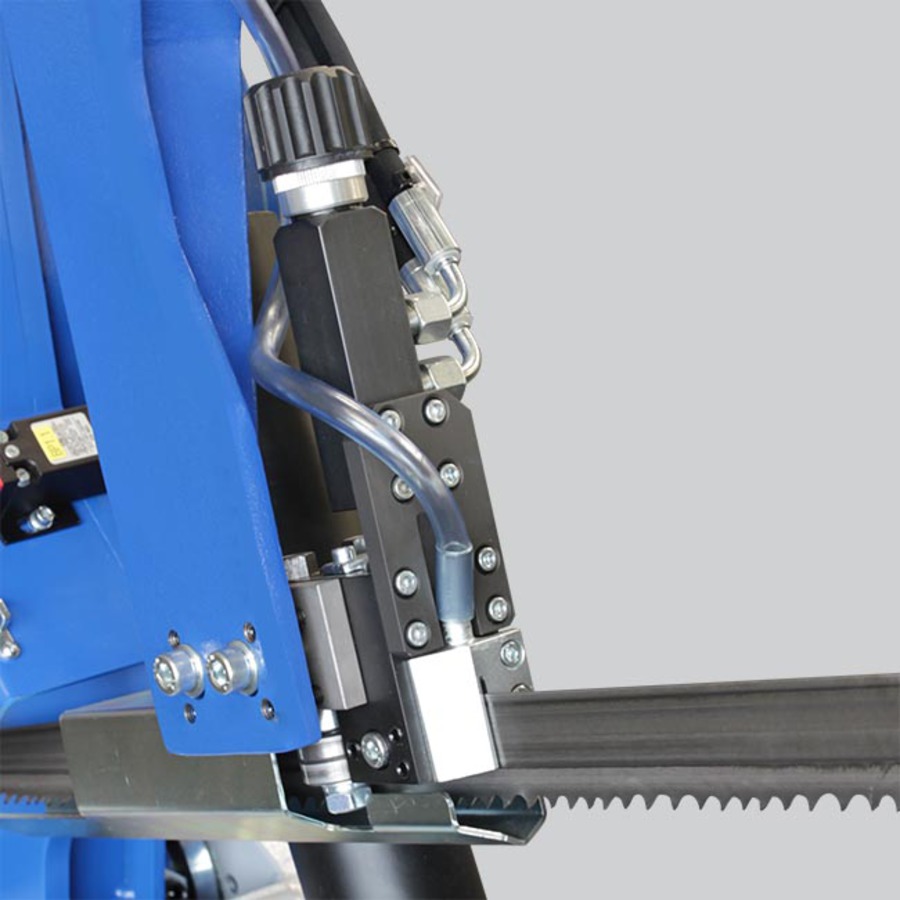
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных разруший; поддержание сохранности профиля и высоты режущего элемента;
- подготовка охлаждающих составов; контроль отсутствия трещин, сколов и других дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.
Заточный станок для ленточных пил
на множество правил и рекомендаций по выполнению таких процедур, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Конструкция, принцип работы ленточной пилы
Сегодня благодаря современным технологиям изготавливаются самые разные пилы, предназначенные для конкретных работ. Они имеют отличительные характеристики, конструкцию, принцип работы. В качестве режущего элемента на одних применяемых диск, на прочих – режущая лента. Монтаж пилящей ленты на шкивы ведомого, ведущего направления. Чтобы хорошо натянуть такую ленту, необходимо приложить большие усилия, но именно при такой натяжке будет получаться максимально ровная линия распила.
Они имеют отличительные характеристики, конструкцию, принцип работы. В качестве режущего элемента на одних применяемых диск, на прочих – режущая лента. Монтаж пилящей ленты на шкивы ведомого, ведущего направления. Чтобы хорошо натянуть такую ленту, необходимо приложить большие усилия, но именно при такой натяжке будет получаться максимально ровная линия распила.
Основными особенностями конструкции такого инструмента являются индивидуальные блоки, наращиваемые самостоятельно.Обычные пилы, где распилочный материал используется своими руками, настраиваются специальными автоматическими механизмами, например, система электронного типа для осуществления контроля работоспособности инструмента, предоставляющая ему возможность работать без мастера.
Основные конструктивные особенности ленточной пилы
- Электродвигатель порядка 15 кВт или бензиновый двигатель тоже на 15.
- Специальный приводной механизм для натяжения ленты.Он может быть механическим, пружинным или гидравлическим.
