Сварка полуавтоматом для начинающих: как работает, техника, теория
Содержание:
- Классификация полуавтоматов
- Устройство полуавтомата
- Принцип работы
- Сварочная проволока
- Подготовка
- Технология процесса
- Преимущества
- Отличие от автоматической сварки
- Обучение
- Интересное видео
Прогрессивным методом соединения металлических изделий является сварка полуавтоматом. Этот способ облегчает работу, повышает производительность процесса, позволяет получить качественное соединение, уменьшает вероятность появления дефектов. Для его применения необходимо приобретение специального оборудования – полуавтомата.
Это не является особо затратным, но работа на сварочном полуавтомате для начинающих возможна только после овладения ими теоретических знаний.
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
- Корпус.

- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к “массе”.
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.

Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава.
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Для подключения шланга используется унифицированный разъем по евро стандарту.
Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Регулирование натяжения проволоки осуществляется вручную.
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Принцип работы
Теория сварки полуавтоматом заключается в следующем. Главная особенность состоит в том, что вместо электродов находит применение сварочная проволока, поступающая в зону сварки непрерывно.
Сваривание полуавтоматами может осуществляться в углекислом газе (MAG) или в инертном (MIG). Технология сварки полуавтоматом с углекислотой и инертными газами предполагает установку величины расхода проволоки на аппарате. На выходе проволоке предстоит пройти через отверстие в контактном наконечнике. Между проволокой и свариваемой деталью возникает дуга, металл от действия высокой температуры начинает плавиться, что приводит к образованию сварочной ванны. Она начинает перемещаться вслед за горелкой. Сзади остается сварочный шов, который постепенно начинает остывать.
Для формирования облака газа, имеющего конкретную форму и плотность, служит сопло. Газ в него поступает через рассеиватель, который расположен на месте крепления контактного наконечника.
Понятно, как работает сварочный полуавтомат с газом. Однако, имеется вариант без его использования. В этом случае находит применение особая проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Поскольку флюс обладает порошковой структурой, то и проволоку называют порошковой. При сварке флюс, сгорая, выделяет газ, создающий защитную среду. Для начинающих сварка полуавтоматом без газа является хорошим и более простым способом получить общие сведения об особенностях процесса. Для ответственных конструкций предпочтительной является сварка с газом.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву “А”. Две буквы “АА” свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм.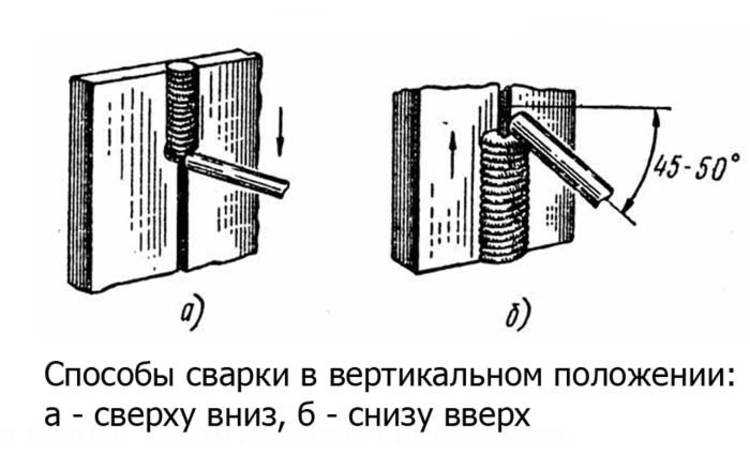 На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее – давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.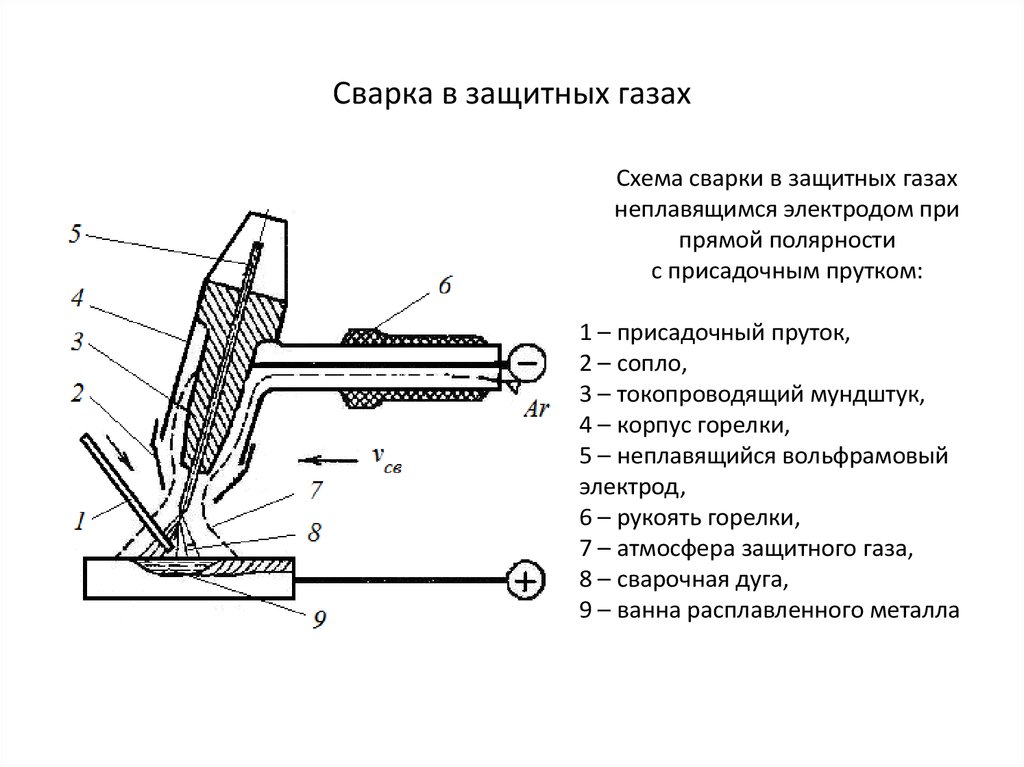
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
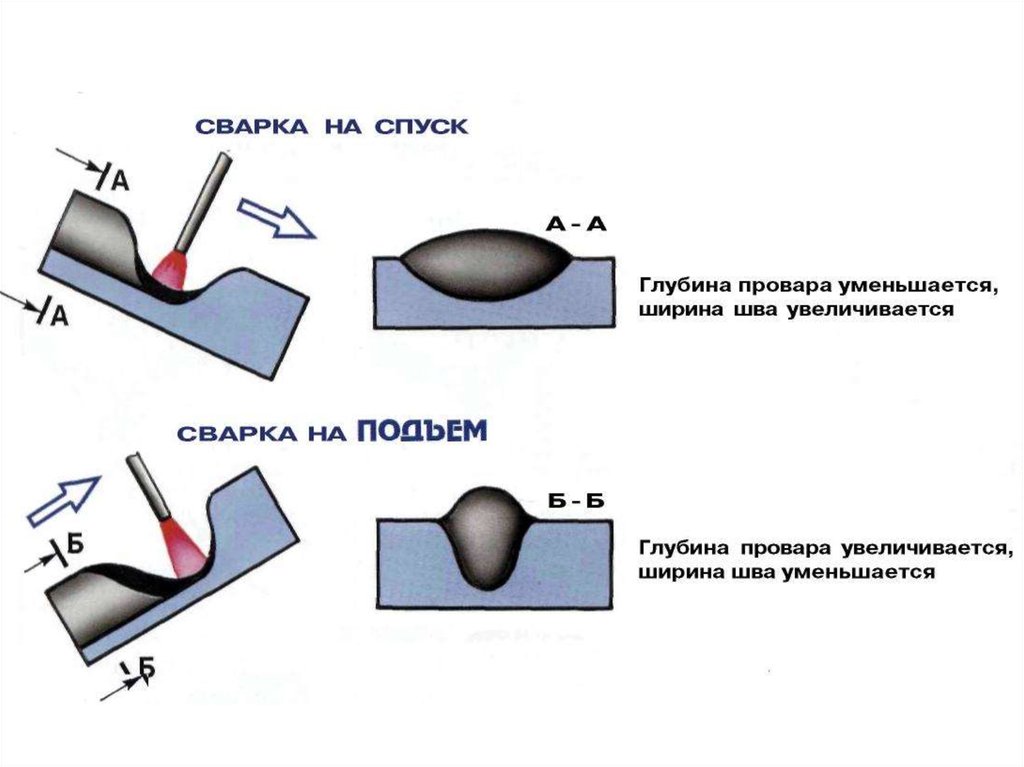
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать “в лодочку”. Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы – 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения.
Преимущества
К достоинствам полуавтоматической сварки относятся:
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.
Недостатком является улетучивание газовой защиты на сквозняке. Относительная легкость управления процессом делает возможной сварку полуавтоматом для начинающих.
Отличие от автоматической сварки
Автоматическая и полуавтоматическая сварка имеют много общего и сильно отличаются от ручного способа. Основное, чем отличается автоматическая сварка от полуавтоматической, – это то, что полуавтомат осуществляет механическую подачу проволоки, выполняющей роль электрода, на место проведения работы, но затем ее перемещают вручную. Это позволяет правильно формировать шов и следить за его качеством.
Это позволяет правильно формировать шов и следить за его качеством.
Автоматическую сварку целесообразно применять при массовом или крупносерийном производстве. На форумах по сварке иногда задают вопрос: как варить полуавтоматом электродами. Опытные сварщики отвечают, что для этого придется кардинально переделать аппарат, но и это не дает гарантии получения качественного шва.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание “Электрогазосварщик”. Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Интересное видео
Сварка tig для начинающих – выполнение и настройка своими руками
Сварка tig для начинающих сложный процесс, и человеку самому трудно разобраться. Эта статья поможет ознакомиться с принципами tig сварки, оборудованием, и непосредственно с работой со сварочным аппаратом.
Содержание
- Безопасная работа
- Необходимое оборудование и расходные материалы
- Какой газ применяется
- Приборы (аппараты) для сварки
- Сварочная горелка
- Неплавящиеся электроды
- Присадочные расходные материалы
- Осциллятор
- Подготовка к сварке
- Как правильно работать с горелкой
- Сущность сварочного процесса
- Регулировка параметров процесса на сварочном аппарате
- Подготовка деталей
- Обучающие тренировки для начинающих
- Упражнение 1
- Упражнение 2
- Tig сварка видеоурок
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
Сварщику необходимо иметь защитные средства:
- краги из искростойких материалов;
- маска – тип „Хамелион“ или обычная со светофильтром;
- роба;
- обувь из кожи и войлока;
- очки для защиты глаз от металлических частиц при ошкуривании.
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Необходимое оборудование и расходные материалы
Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Какой газ применяется
В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
Сварка аргоном выполняется при подаче газа из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.
Если Вам необходима 👉 подготовка сварочной документации 👈, мы готовы Вам помочь.
Наша документация разработана с учетом конкретных особенностей вашего производства, и является гарантией, что ваш сварочный процесс будет максимально эффективным и результативным.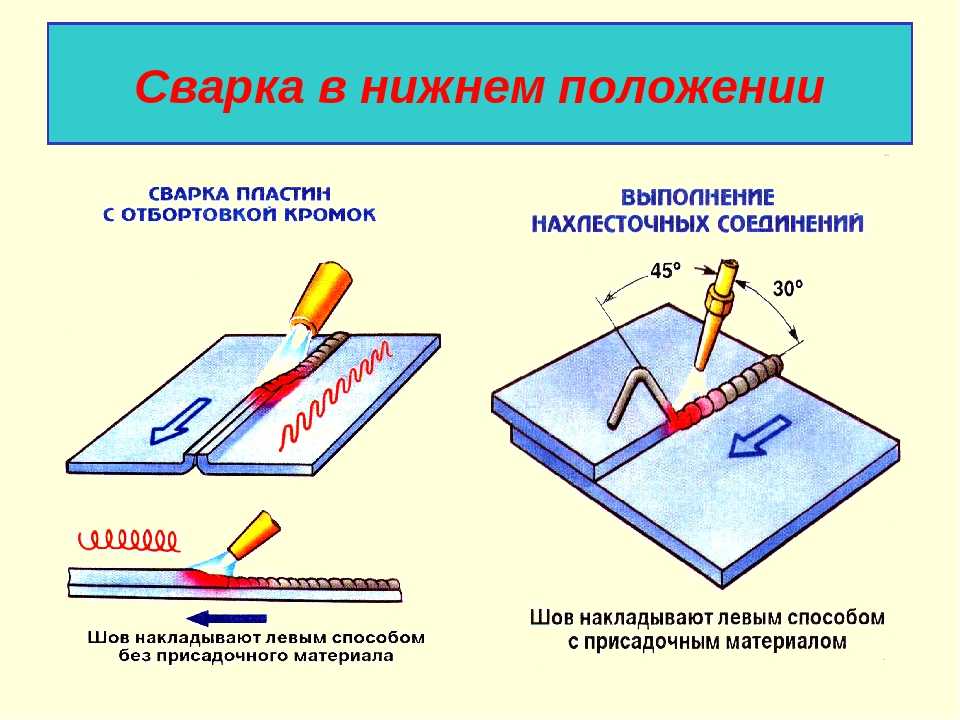
Приборы (аппараты) для сварки
Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Правильно ими пользоваться и настраивать под силу только квалифицированным сварщикам. О tig сварке алюминия чайнику полезно прочитать на сайте mrmetall.ru.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.
Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.
| Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
| 1,5 | 1 | 45 – 55 |
| 2 | 2 | 80 – 90 |
| 3,5 | 3 | 120 – 150 |
| 5 | 4 | 170 – 190 |
Начинающие чаще всего работают с электродами 1,6 и 2,4 мм в диаметре.
Присадочные расходные материалы
Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Подготовка к сварке
Приведение в рабочее состояние состоит в том, чтобы собрать все гибкие связи в одно целое с аппаратом:
- закрепляем редуктор с ротаметром на газовом баллоне;
- шланг подключаем к редуктору;
- байонетный разъем горелки вставляем в минусовое гнездо;
- кабель управления присоединяется к соответствующему гнезду на лицевой панели инвертора;
- кабель массы соединяется с плюсовым гнездом на аппарате.
Обычно кабель горелки, газовый шланг и кабель заземления со всеми соединительными частями поставляется вместе со сварочным аппаратом.
Как правильно работать с горелкой
В сварке tig начинающему очень важно привыкнуть держать горелку и присадочный пруток. Рука должна опираться на рабочую поверхность для стабилизации движения.
Шланг, идущий от горелки, петлей надевается на руку. Горелка помещается между большим и указательным пальцем и ложится на безымянный и мизинец. Очень похоже на положении ручки при письме.
В левой руке находится пруток и регулярно мелкими шагами подается в сварочную ванну перед горелкой. Направление движения горелки справа налево.
Боковой угол должен составлять 90°. Наклон горелки к рабочей поверхности 70° – 80°, а прутка 15° – 30°. Между горелкой и прутком должен поддерживаться постоянный прямой угол, т.е. если горелка меняет положение, то и пруток следует за ней, сохраняя наклон.
Горелка двигается углом вперед в наклонном положении в сторону сварного шва. Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
Вести электрод по оси шва, не отклоняясь. Важно следить, чтобы конец прутка был все время в зоне газовой защиты, иначе произойдет его окисление и загрязнение сварочной ванны.
В интернете есть много видео тиг сварки для начинающих, где наглядно показано, как работать с горелкой.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.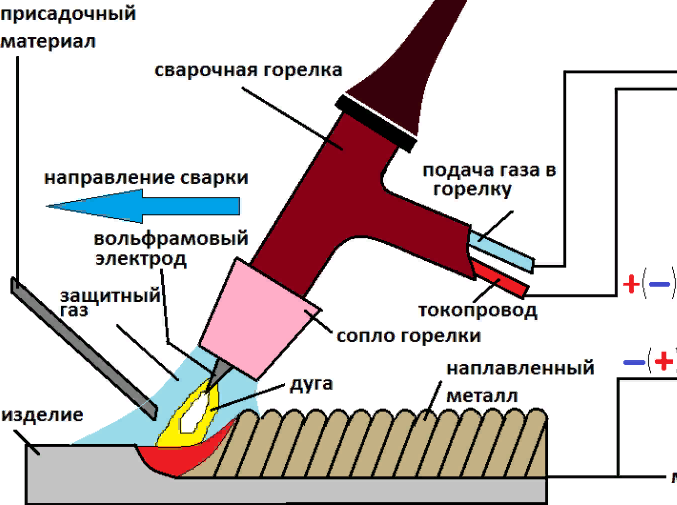
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.
К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.

По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей
В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°.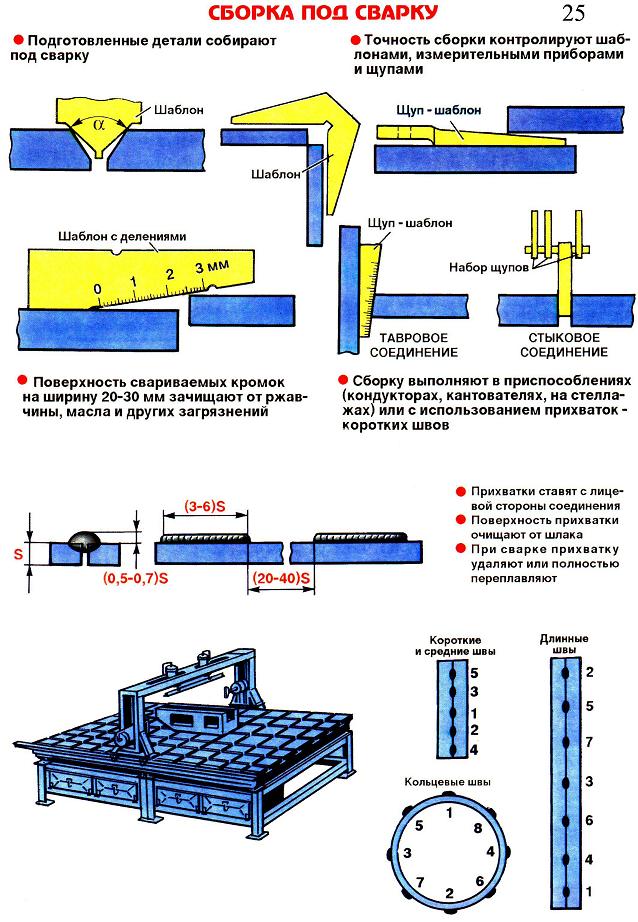 Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Tig сварка видеоурок
Основы сварки MIG (и еще немного)
Изучите основы процесса сварки MIG. Фото предоставлено The Lincoln Electric Company.
“Вы много МИГа запускали?” — спросил бригадир. «Да (я солгал), совсем немного». Черт, я даже не знал, что такое МИГ! Я занимался сваркой пару семестров в профессиональном колледже и довольно хорошо научился сварке электродом. Итак, Фил Ньюэлл, старший инструктор, кричал мне в ухо: «Расслабь руку. Следи за лужей». послал меня подать заявку на вакансию сварщика начального уровня.
Итак, Фил Ньюэлл, старший инструктор, кричал мне в ухо: «Расслабь руку. Следи за лужей». послал меня подать заявку на вакансию сварщика начального уровня.
Работа заключалась в плоской сварке тонколистовой стали. Бригадир провел меня на испытательный полигон и показал установку МИГ. Затем он дал мне четыре куска тонкой трубки и рассказал, как он хочет их сварить. Он сказал, что вернется примерно через 20 минут, чтобы проверить меня. После того, как он ушел, я задумался, что мне делать. Должен ли я сказать ему, что не знал диддлисквата? Должен ли я выбежать, запрыгнуть в свой грузовик и рвануть оттуда?
Унизительный опыт сварки MIG
Я взял сварочный аппарат MIG и не понял, что нажимаю на курок. Я смотрел на машину, пытаясь разобраться в настройках, когда что-то коснулось моей ноги. Из пистолета вышло около 10 футов проволоки! Я безумно пытался сломать его, сгибая его вперед и назад. Сделав примерно сотню поворотов, я посмотрел на стол и увидел пару кусачек. «Так вот что делают, отрезают», — подумал я.
Намотав проволоку и спрятав ее под машиной, я решил попробовать сварить трубку. Как только я начал дугу, ПАУ! В трубе открылась большая дыра. Какого черта! Я снова нажал на спусковой крючок и сразу же проделал еще одну большую дыру во второй трубе. Я схватил две другие трубы, попытался их заварить, и, как вы уже догадались, еще большие дыры.
Примерно в это же время вошел бригадир. Клянусь, это было 25 лет назад, и я до сих пор вижу раздраженное выражение на его лице, как будто это было вчера. — Не слишком хорошо, а? — смиренно прошептал я. «Нет, я бы сказал, что это скорее не стоит &%$#(#*#!!!», — вежливо ответил бригадир. Вы когда-нибудь видели телешоу, в котором кто-то смущается и уменьшается примерно до одного дюйма? , это действительно случилось со мной.
Бригадир сказал мне вернуться, когда я изучу МИГ, и он даст мне еще один шанс. Ирония в том, что я мог бы достаточно хорошо выучить MIG, чтобы работать на этой стройплощадке всего за пару дней, если бы знал, что это не сварка электродом.
Говоря по существу
MIG — один из самых простых процессов для изучения. Большинство людей могут научиться делать хорошие бусины с помощью MIG всего за несколько часов. Не поймите меня неправильно. Помните, я все об основах в моих статьях. Теория «будь проще, глупей» — мой стиль. Сварка MIG — это гораздо больше, чем просто обучение сварке швов, но в этой статье я говорю об основах.
Когда начался МИГ? МИГ появился во время Второй мировой войны. Он был разработан, чтобы ускорить производство оружия и снаряжения. Затем его использовали в послевоенной бурно развивающейся экономике, в основном в магазинах и на фабриках.
Что такое МИГ? MIG расшифровывается как металлический инертный газ . При сварке стержнем флюс на электроде плавится и образует газ, защищающий сварочную ванну от атмосферы. В атмосфере есть водород, азот, кислород и другие газы, которые при попадании в сварочную ванну вызывают дефекты сварки.
При сварке MIG катушка с монолитной стальной проволокой подается из аппарата через лайнер, а затем из контактного наконечника в горелке MIG.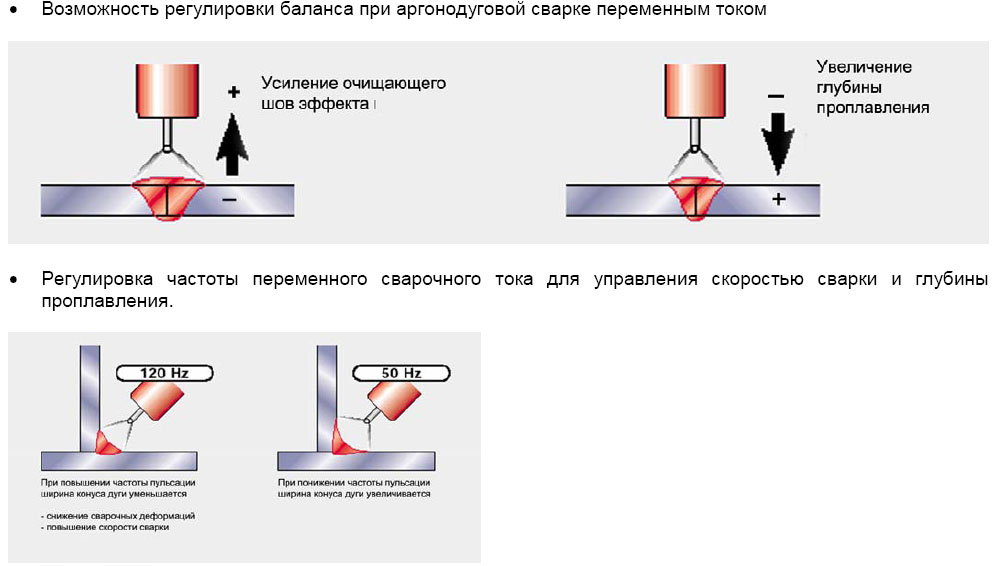 Контактный наконечник нагревается или электрически заряжается, когда нажимается спусковой крючок и плавится проволока для сварочной ванны. Это достигается несколькими способами. В данной статье рассматривается сварка с коротким замыканием .
Контактный наконечник нагревается или электрически заряжается, когда нажимается спусковой крючок и плавится проволока для сварочной ванны. Это достигается несколькими способами. В данной статье рассматривается сварка с коротким замыканием .
При сварке коротким замыканием маленькие капли расплавленной проволоки, нагревающиеся при коротком замыкании, стекаются вместе, образуя лужу, когда касаются основного металла. Инертный газ выходит из горелки и защищает сварочную ванну от атмосферы. Таким образом, металл инертный газ . Инертность означает, что газ не соединяется с другим элементом; поэтому использовались инертные газы, такие как гелий и аргон.
Кризис идентичности
Затем было обнаружено, что двуокись углерода, которая на самом деле не является инертным газом, также хорошо работает. Потом кто-то прикинул, теперь мы уже не можем называть это MIG, поэтому назовем его дуговой сваркой металлическим газом (GMAW) . Это все хорошо для того, кто решился на это, но сварщики в цеху и в полевых условиях сказали: “Нет, милостивый государь, мы все равно будем называть его MIG”. (Возможно, это не совсем так красиво сказано.) Все, кого я знаю, до сих пор называют этот процесс MIG.
(Возможно, это не совсем так красиво сказано.) Все, кого я знаю, до сих пор называют этот процесс MIG.
MIG обычно используется в магазинах и на фабриках, потому что в полевых условиях ветер вытесняет защитный газ, который, по иронии судьбы, должен вытеснять ветер. Вы должны быть осторожны при сварке MIG на близком расстоянии, потому что некоторые защитные газы, такие как аргон, могут вытеснить кислород в вашем мозгу или разрушить ваши легкие, заставив вас проснуться мертвым!
MIG можно использовать в полевых условиях. Однако вокруг сварочного аппарата должны быть сооружены ветрозащитные блоки, обычно изготовленные из пластиковых листов.
Основы автоматической и полуавтоматической сварки MIG
MIG можно использовать в автоматическом или полуавтоматическом режиме. Примером автоматической сварки MIG является роботизированная рука, сваривающая каркасы автомобилей на автосборочном заводе. В полуавтоматическом режиме оператор держит горелку MIG и манипулирует сварочной ванной.
При автоматическом MIG оператор настраивает и наблюдает за машиной. Предпочтительным оператором является опытный сварщик, потому что он имеет право касаться и знает, что значит быть в сварке зона . (В зоне — это когда вы становитесь единым целым с процессом, когда металл сварного шва становится единым с основным металлом, кузнечиком. Другими словами, вы видите, что во время сварки наплавляете хороший валик.) Любой может провести шарик. Хороший сварщик видит врезку валика и следит за ее равномерностью.
Сварка MIG в домашних условиях
Что хорошо в MIG, так это то, что вы можете поставить машину в своем гараже и сварить бурю. Сварка MIG очень популярна, потому что ее легко освоить и потому что с ее помощью можно делать и делать много вещей. На моих занятиях по общественному обучению взрослых люди изучают MIG, чтобы они могли делать все, от создания дворовых рисунков до восстановления 1957 пикапов Chevy с двигателями Corvette.
Доступно множество (вам понравилось это пятидолларовое слово?) аппаратов для сварки MIG Люди всегда спрашивают, не знаю ли я, где они могут получить хороший сварочный аппарат для сварки MIG примерно за сотню баксов. Конечно, и хотя для сварки он ни черта не годится, по крайней мере, вы можете использовать его как хороший якорь для лодки.
Конечно, и хотя для сварки он ни черта не годится, по крайней мере, вы можете использовать его как хороший якорь для лодки.
Хорошая машина стоит от 400 до 500 долларов. Вы можете купить более дешевую машину, но вы получите то, за что заплатили.
Преимущество хорошей маленькой машины в том, что ее можно подключить прямо к розетке на 110 В в вашем гараже. Тем не менее, убедитесь, что у вас есть предохранитель на 50 ампер — или что там говорит производитель, — иначе у вас отключится электричество. (Спросите мою жену, как я это понял!)
Предупреждение о покупке одной из этих небольших машин: Не показывайте ее соседям. Если они это сделают, к вам придут все и их братья. «Эй, я принесу тебе сталь, и ты сделаешь мне коптильню! Так это практически бесплатно». (Неважно, что вам потребуется 20 часов утомительной работы, чтобы сделать это.) Вы будете удивлены, сколько новых друзей вы приобретете, когда приобретете сварочный аппарат MIG. Это как владеть пикапом, когда кому-то нужно переехать.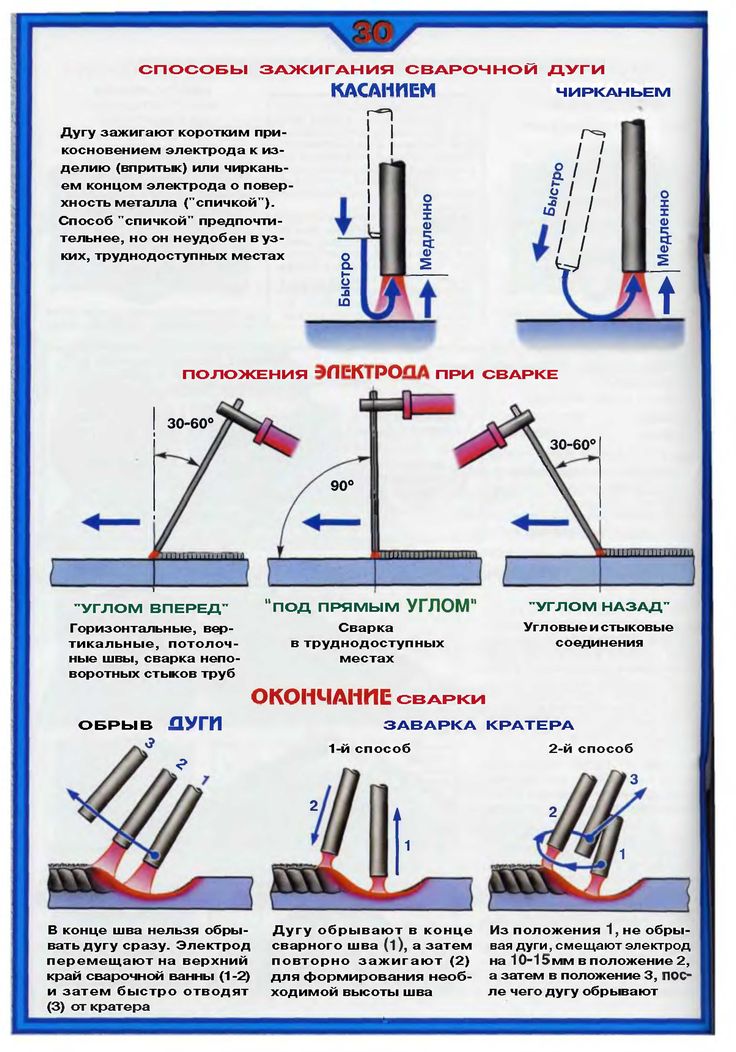
MIG Преимущества
- Высокая производительность, так как вам не нужно останавливаться, чтобы часто менять стержни или стружку и зачищать сварной шов. (Не смотреть часы, считать деньги, курить сигарету, разговаривать с приятелем.)
- Прост в освоении и позволяет получать великолепные сварные швы.
- Почти нет очистки.
- Может сваривать нержавеющую, низкоуглеродистую сталь и алюминий.
- Возможна сварка во всех положениях.
MIG Недостатки
- Не могу так часто смотреть на часы, считать деньги, курить или разговаривать с приятелем.
- Требуется громоздкий баллон с защитным газом.
- Расходные материалы, такие как наконечники и насадки, стоят денег.
- Ни черта не стоит на краске, ржавчине или грязных поверхностях.
- Не годится для толстой стали, потому что она не обеспечивает должного проникновения.
В следующий раз мы поговорим о различных процессах, безопасности, газах, стоимости расходных материалов, диаметрах проволоки, методах и проектах для MIG.
Между прочим, как только я выучил MIG, я больше не возвращался подавать заявку на эту работу. В любом случае, они не платили так много!
Основы сварки: 21 ноября (суббота) с 8:00 до 12:00
« Все события
- Это событие прошло.
21 ноября 2020 г. с 8:00 до 12:00
140 долларов СШАКогда-нибудь хотели починить эту ржавую старую доску пола, добавить эту новую блестящую безделушку на свой измельчитель или приварить сломанный кронштейн обратно к вашему трактору. ? Может быть, вы работаете со сварщиками и хотите немного понять, чем они занимаются?
Этот класс создан для тебя!
Этот курс позволит получить базовые знания и навыки сварки MIG, TIG и дуговой сварки.
По завершении учащийся должен уметь:
- Понимать безопасность сварки
- Дать базовую теорию сварки
- Понимание настройки сварочного оборудования
- Основные операции с оборудованием для сварки MIG, TIG и Stick
Дата: 21. 11.2020
11.2020
Сеансы: 1 (суббота)
раз: 8 утра -12 вечера
Местоположение: York PA
Стоимость члена: $ 140153
Регистрация класса.
- Выберите класс, на который вы регистрируетесь:*
ПОЖАЛУЙСТА, ВЫБЕРИТЕ ИЗ НИЖЕУчебный класс 1 (23-2/20/23) (11 оставшихся) )Mold Theory-Apprentice (1/3-2/9/23)Электричество 1 (1/30-2/2/2023) (осталось 0)Jigs & Fixtures-Apprentice (1/19-3/2/23) 7 навыков – Супервизор по выбору (27/23/23)Управление проектами (2/3-3/3/23)Обучение наставника (16/02/23)Введение в устранение неполадок ПЛК (февраль 2023 г.) ( Остался 1)Электричество 1 (20.02-23.02.23) (осталось 0)Практика производства инструментов – Ученик (6/6-3/20/23) (осталось 0)ЧПУ III – Ученик (3/7-5 /11/23) (осталось 12)Гидравлика – Ученик (осталось 0)Планирование и планирование технического обслуживания (3/6-3/8/23)OSHA 10 (3/9-3/10/23)Введение ПЛК – диагностика и устранение неполадок (27.
03-30.03.23) (осталось 12)Shop Math III- Apprentice (13.03 – 10.05.23)Липкий лидер (20.03.23)Обучение электробезопасности (23.03.23) YorkBlueprint Reading (3/28–4/13/23)Геометрические размеры и допуски – Ученик (4/3–5/3/23) Обучение электробезопасности (3/28/23) LancasterПрофилактическое обслуживание Максимальное увеличение активов (4/3–4 /6/23)Установка машин – ученик (24/4-5/10/23)Горячая картошка для руководителей и кадров (11/4/23)Обучение электробезопасности (14/4/23) YorkStatistical Process Control (SPC) ( 4/17-4/21/23)Программирование ПЛК Ма внутр. и устранение неполадок (17.04-20.04.23) (осталось 12) Контрольный 1 (17.04-22.05) Контрольный 2 (17.04-15.05.23) Обучение электробезопасности (20.04.23) ) LancasterElectricity 1(4/10-4/13/23) (осталось 8)Apprentice Electricity (5/8-5/11/23) (осталось 0)Подотчетность руководства (15/5/23) - Отметьте здесь, чтобы согласиться с политикой отмены.*
- Все отмены должны быть получены за 10 рабочих дней до начала занятий, иначе будет начислена полная стоимость занятий.
- Все отмены должны быть получены за 10 рабочих дней до начала занятий, иначе будет начислена полная стоимость занятий.
- ***Подтверждение****
- Если вы не получили автоматическое подтверждение, значит, вы НЕ зарегистрированы, проверьте свой электронный ящик. Напоминание по электронной почте также будет отправлено за неделю до занятия с подробностями.
Скрытый
Зарегистрированный класс- Имя ученика*
Первый Последний
- Электронная почта студента*
- Компания*
- Адрес*
Street AddressCityAlabamaAlaskaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirginiaWashingtonWest VirginiaWisconsinWyomingArmed Forces AmericasArmed Forces EuropeArmed Forces PacificStateZIP Code
- Имя запрашивающего или уполномоченного лица*
Первый Последний
- Телефон заявителя*
- Электронная почта заявителя*
- Требуется ли вашей компании номер заказа на покупку?*
- Да
- Нет
Разрешение или заказ на покупку должны быть отправлены до 1-го дня занятий.
 03-30.03.23) (осталось 12)Shop Math III- Apprentice (13.03 – 10.05.23)Липкий лидер (20.03.23)Обучение электробезопасности (23.03.23) YorkBlueprint Reading (3/28–4/13/23)Геометрические размеры и допуски – Ученик (4/3–5/3/23) Обучение электробезопасности (3/28/23) LancasterПрофилактическое обслуживание Максимальное увеличение активов (4/3–4 /6/23)Установка машин – ученик (24/4-5/10/23)Горячая картошка для руководителей и кадров (11/4/23)Обучение электробезопасности (14/4/23) YorkStatistical Process Control (SPC) ( 4/17-4/21/23)Программирование ПЛК Ма внутр. и устранение неполадок (17.04-20.04.23) (осталось 12) Контрольный 1 (17.04-22.05) Контрольный 2 (17.04-15.05.23) Обучение электробезопасности (20.04.23) ) LancasterElectricity 1(4/10-4/13/23) (осталось 8)Apprentice Electricity (5/8-5/11/23) (осталось 0)Подотчетность руководства (15/5/23)
03-30.03.23) (осталось 12)Shop Math III- Apprentice (13.03 – 10.05.23)Липкий лидер (20.03.23)Обучение электробезопасности (23.03.23) YorkBlueprint Reading (3/28–4/13/23)Геометрические размеры и допуски – Ученик (4/3–5/3/23) Обучение электробезопасности (3/28/23) LancasterПрофилактическое обслуживание Максимальное увеличение активов (4/3–4 /6/23)Установка машин – ученик (24/4-5/10/23)Горячая картошка для руководителей и кадров (11/4/23)Обучение электробезопасности (14/4/23) YorkStatistical Process Control (SPC) ( 4/17-4/21/23)Программирование ПЛК Ма внутр. и устранение неполадок (17.04-20.04.23) (осталось 12) Контрольный 1 (17.04-22.05) Контрольный 2 (17.04-15.05.23) Обучение электробезопасности (20.04.23) ) LancasterElectricity 1(4/10-4/13/23) (осталось 8)Apprentice Electricity (5/8-5/11/23) (осталось 0)Подотчетность руководства (15/5/23)