Сварка точечная | Рудетранс
Основной тип соединения свариваемых деталей при точечной сварке – нахлёсточное (рис. 1).
Свариваемые детали 1 (рис. 2) собирают внахлёстку и зажимают усилием FCB между двумя электродами 2, подводящими ток большой силы (до нескольких десятков кА) к месту сварки от источника электрической энергии 3 невысокого напряжения (обычно 3-8 В).
Детали нагреваются кратковременным (0,01-0,5 с) импульсом тока до появления расплавленного металла в зоне контакта 4. Нагрев сопровождается пластической деформацией металла и образованием уплотняющего пояска 5, предохраняющего жидкий металл от выплеска и от взаимодействия с воздухом.
Рис. 1. Схема нахлесточных соединений боковины кузова легкового автомобиля
Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактах деталей с электродами.
Рис. 2. Схема точечной сварки
Рис. 3. Стадии цикла и циклограммы точечной сварки: а – без увеличения давления; б – с увеличением давления при проковке; 1 – сжатие деталей; 2 – включение тока; 3 – проковка; 4 – снятие давления с электродов
Перед сваркой контактные поверхности деталей зачищают металлической щеткой, пескоструйной обработкой или травлением и обезжиривают растворителями. Это необходимо для обеспечения стабильного процесса, который зависит от постоянства контактного сопротивления.
Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней (рисунок 3) и односторонней (рисунок 4). При односторонней сварке ток течет через верхний 3 и нижний 4 листы, но нагрев места контакта происходит только за счет тока, протекающего через нижний лист. Для увеличения этого тока снизу располагают токопроводящую медную подкладку 5. Одновременно происходит образование двух точек.
При односторонней сварке ток течет через верхний 3 и нижний 4 листы, но нагрев места контакта происходит только за счет тока, протекающего через нижний лист. Для увеличения этого тока снизу располагают токопроводящую медную подкладку 5. Одновременно происходит образование двух точек.
Рис. 4. Схема односторонней точечной сварки: 1 – сварочный трансформатор; 2 – электроды; 3 – верхняя заготовка; 4 – нижняя заготовка; 5 – медная подкладка
Режим точечной сварки может быть мягким и жестким.
Мягкий режим характеризуется плавным нагревом заготовок сравнительно небольшим током. Время протекания тока обычно 0,5 – 3 с. Мягкие режимы применяют для сварки сталей, склонных к закалке.
Жесткие режимы осуществляют при малой продолжительности (0,1 – 1,5 с) тока относительно большой силы. Давление электродов также большое. Эти режимы применяют при сварке алюминиевых и медных сплавов, обладающих высокой теплопроводностью, а также высоколегированных сталей с целью сохранения коррозионной стойкости: на мягких режимах возможно обеднение металла хромом за счет образования карбидов хрома.
Точечную сварку широко используют для изготовления штампосварных конструкций. Толщина свариваемых металлов в среднем составляет 0,5-8 мм. Для осуществления точечной сварки все более широкое использование получают сварочные роботы.
В многоточечных сварочных машинах, предназначенных для изготовления специальных сварных конструкций (элементы кузовов автомобилей, вагонов, различных панелей) одновременно сваривается несколько точек (или несколько десятков точек).
Для осуществления процесса точечной сварки применяют специальные машины контактной сварки (рис. 5), которые в процессе работы выполняют две основные функции – сжатие и нагрев соединяемых деталей. В конструкции любой машины условно можно выделить механическое и электрическое устройства.
Рис. 5. Общий вид машины точечной сварки (а) и её основные узлы (б)
Основной частью механического устройства машины для точечной сварки (рис. 3, б) служит корпус 1, на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей.
3, б) служит корпус 1, на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей.
На верхнем кронштейне установлен пневмопривод усилия сжатия электродов 6, с которым соединена верхняя консоль 5 с электрододержателем 4. Для управления работой пневмопривода на машине установлена соответствующая пневмоаппаратура 8. Привод усилия может быть также пневмогидравлическим, гидравлическим и др. Корпус, верхний и нижний кронштейны и консоли воспринимают усилие, развиваемое пневмоприводом, и поэтому должны иметь высокую жесткость.
Электрическая часть машины состоит из сварочного трансформатора 10 с переключателем ступеней 11, контактора 12 и блока управления 9. Часто аппаратура управления смонтирована в отдельном шкафу управления.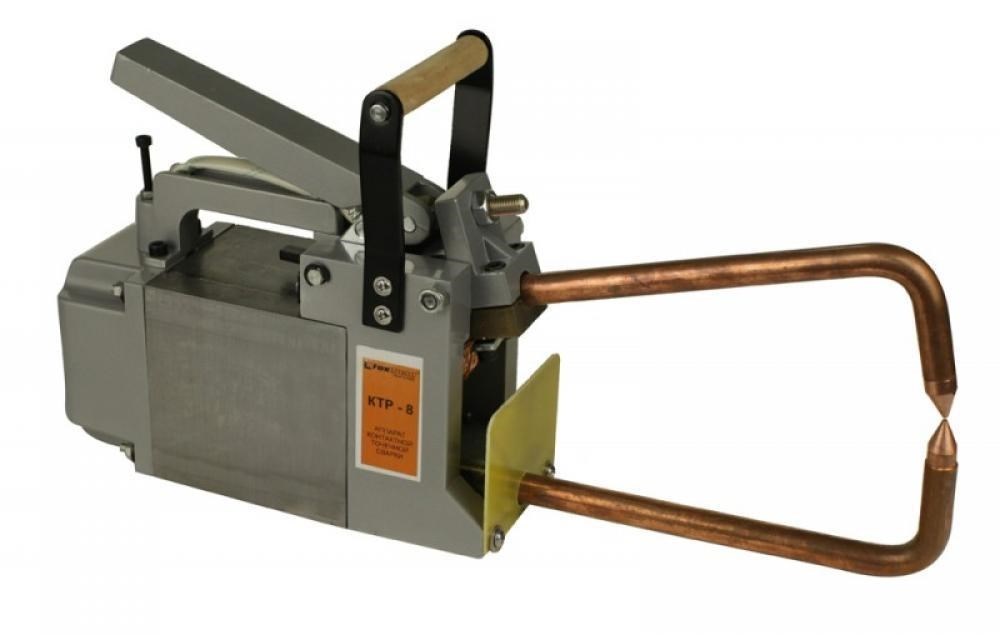 Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его.
Электрическое устройство машины предназначено для обеспечения необходимого цикла нагрева металла в зоне сварки. К электрическому устройству относится также вторичный контур машины, который образуют токоподводы, идущие от трансформатора к свариваемым деталям. Ток от трансформатора через жесткие и гибкие шины подводится к верхней 5 и нижней 3 консолям с электрододержателями 4. Консоли и электрододержатели с электродами участвуют в передаче сварочного тока и усилия и поэтому одновременно являются частями электрического и механического устройств машины.
Все части вторичного контура изготавливают из меди или медных сплавов, имеющих высокую электропроводность. Большинство элементов вторичного контура, сварочный трансформатор и контактор имеют внутреннее водяное охлаждение.
Точечная сварка
Название
Артикул
Все Сварочное оборудование » Аппараты ручной сварки » Полуавтоматы » Аппараты аргонодуговой сварки » Автоматическая сварка » Точечная сварка » Лазерная сварка Плазменная резка Системы отведения сварочного дыма Материалы » Вольфрамовые электроды » Электроды » Проволока » Присадочные прутки » Припой » Химические материалы » Флюсы Комплектующие » Горелки MIG » Горелки TIG » Горелки PLASMA » Запасные части MIG » Запасный части TIG » Запасные части PLASMA » Ролики Газовое оборудование » Резаки » Горелки » Редукторы, регуляторы » Расходные части » Баллоны » Переходники, разъемы Защита сварщика » Маски, очки » Комплектующие для масок » Рукавицы, перчатки, краги сварщика Инструменты сварщика » Электрододержатели и клеммы заземления » Приспособления » Инструменты Абразивные материалы » Зачистка, резка » Финишная обработка » Борфрезы Компрессоры Генераторы » Бензиновые » Дизельные Пуско-зарядные устройства
Производитель
Все3MAbicor BinzelALUMATAuroraProBOSCHCastolinDRATECESABGCEKobelcoLincoln ElectricNortonNOVOGASRIFSenraSILICONIАВРОРАДЖЕТДонметМультиплазРесантаСварогФОРСАЖЯрпожинвест
Новинка
Вседанет
Спецпредложение
Вседанет
Результатов на странице
5203550658095
Точечная сварка 101: процесс, области применения, основные преимущества
Нынешний индустриальный век требует инноваций и эффективности в каждом процессе. Производственный сектор находится в авангарде всего, и одним из наиболее важных процессов обработки металлов является сварка. Существует несколько способов сварки двух металлических деталей, и точечная сварка является одним из наиболее эффективных вариантов, несмотря на то, что она относительно старая.
Производственный сектор находится в авангарде всего, и одним из наиболее важных процессов обработки металлов является сварка. Существует несколько способов сварки двух металлических деталей, и точечная сварка является одним из наиболее эффективных вариантов, несмотря на то, что она относительно старая.
Итак, как именно работает точечная работа и каковы ее преимущества? В следующем тексте будет кратко рассмотрен этот эффективный метод производства и его широкое промышленное применение.
Что такое точечная сварка
Точечная сварка — это метод электросварки, в котором для соединения двух металлических деталей используется сочетание давления и тепла с помощью электрического тока. Этот метод является лучшим выбором только для листового металла, так как концентрированный ток устраняет сопротивление на месте и облегчает процесс сплавления.
Когда дело доходит до наиболее распространенных применений процесса точечной сварки, автомобильная конструкция занимает наибольшую долю, поскольку она требует большей гибкости и долговечности сварного шва. Медные электроды являются наиболее распространенным выбором для процесса сварки, поскольку они обладают лучшей теплопроводностью и электрическим сопротивлением.
Медные электроды являются наиболее распространенным выбором для процесса сварки, поскольку они обладают лучшей теплопроводностью и электрическим сопротивлением.
Сегодня промышленность продолжает внедрять инновации в процесс сварки, добавляя роботов на сборочную линию. Это приводит к еще более значительному увеличению общей эффективности и скорости процесса сварки, что еще больше увеличивает широкую популярность и применение контактной точечной сварки.
Как работает точечная сварка?
Процесс точечной сварки прост. Он работает за счет подачи тока высокого напряжения, сосредоточенного на небольшом участке, находящемся под давлением. Электрический ток достаточно мощный, чтобы мгновенно расплавить металл и начать процесс плавления. В этом случае крайне важно, чтобы заготовки были правильно выровнены. Несоблюдение этого требования может привести к выходу изделия из строя и потере материала.
Другим важным элементом, определяющим качество сварного шва, является давление. Оно должно быть идеальным, так как слишком малое давление приведет к ухудшению качества сварного шва, а слишком большое может повредить основной материал.
Оно должно быть идеальным, так как слишком малое давление приведет к ухудшению качества сварного шва, а слишком большое может повредить основной материал.
По своей сути процесс для этих продуктов требует трех основных этапов. Все остальное, распространенное сегодня в отрасли, является дополнительным шагом к поддержанию постоянного качества и стандартов в процессе. Вот три основных этапа точечной сварки.
Шаг 1. Выравнивание заготовок
Повторим еще раз, после завершения процесса сварки вернуться к предыдущему состоянию невозможно. Поэтому крайне важно максимально точно выровнять заготовки между собой. Это сэкономит время и ресурсы и обеспечит согласованность результатов.
Этап 2: Применение давления
Второй этап – приложение давления. Точечная сварка работает за счет сочетания давления и тепла от электрического тока. Как правило, электроды из чистой тугоплавкой меди являются идеальным выбором для этого, потому что они устойчивы к нагреву и не окисляются даже под огромным давлением.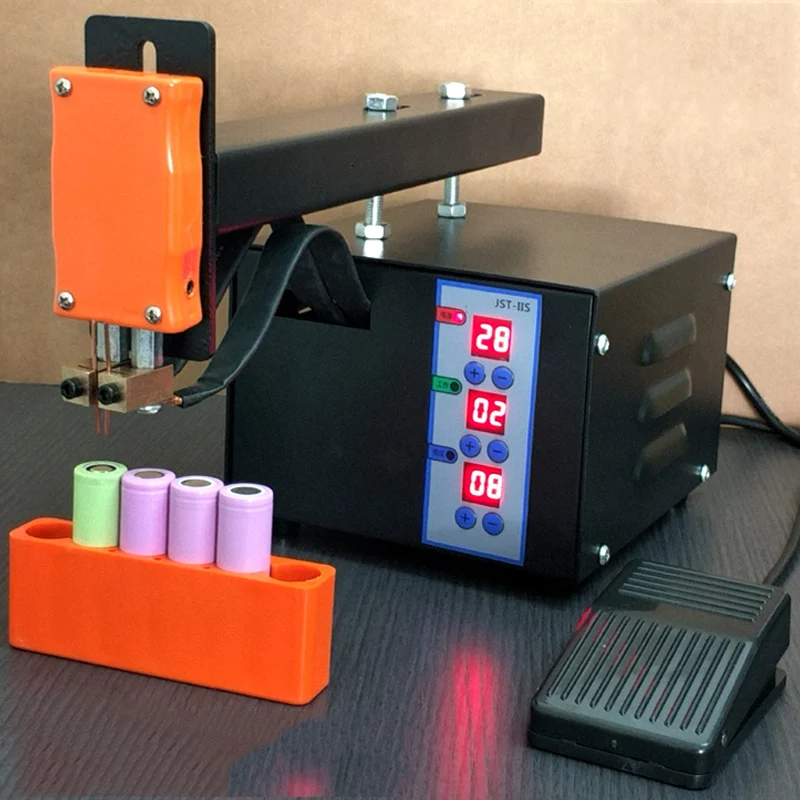 Таким образом гарантируется отсутствие дефектов материала, таких как нежелательная реакция или расслоение в заготовке.
Таким образом гарантируется отсутствие дефектов материала, таких как нежелательная реакция или расслоение в заготовке.
Шаг 3: Подача тока
Последним шагом после выбора давления и положения электродов является запуск тока. Как правило, ножная педаль инициирует цепь и позволяет течь току, который концентрируется в одной точке и вызывает ее плавление.
Время и сила тока зависят от общей толщины двух заготовок. После сплавления ток прекращается, но давление остается прежним, чтобы заготовки могли правильно соединяться.
Советы по обеспечению высокого качества точечной сварки
Качество и стабильность любого изделия для контактной точечной сварки зависит от множества факторов, начиная со следующих, но не ограничиваясь ими. Приведенные ниже параметры являются самыми основными, которые являются общими для любой ситуации. Однако настоящие важные факторы определяются тонкостями и требованиями конкретного проекта.
1 – Подходящие силы электродов
Силы электродов – это энергетические потребности конкретного металлического сплава для сплавления друг с другом. Чем сильнее сила, тем больше тока и тепловой энергии она рассеет. Слишком большая тепловая энергия может оказать существенное негативное влияние на качество сварного шва, поэтому важно соблюдать осторожность.
Чем сильнее сила, тем больше тока и тепловой энергии она рассеет. Слишком большая тепловая энергия может оказать существенное негативное влияние на качество сварного шва, поэтому важно соблюдать осторожность.
Другим важным моментом, касающимся электродных усилий, является образование брызг. Поскольку ток является наиболее важным фактором этих сил и в первую очередь отвечает за образование брызг, важно обеспечить использование правильной комбинации тока и давления , которые непосредственно влияют на силы электрода. Обратите внимание, что правильная комбинация зависит от инженера или людей, работающих на сварке. В некоторых случаях, когда вам нужны быстрые результаты без учета качества, идеальной комбинацией будет высокий ток и низкое давление. Точно так же для приложений, где вам нужно очень высокое качество, вы можете попытаться уменьшить ток и увеличить давление/время удержания.
2 – Увеличить время сжатия
Время удержания или сжатия относится к общему времени, в течение которого заготовка остается под давлением до подачи тока. Увеличение этого времени может значительно повысить общее качество сварного шва, так как у заготовки будет больше времени для стабилизации. Кроме того, начальное давление также вызывает постоянную деформацию кончиков заготовок без нагрева, что является наиболее эффективным способом обеспечения качества и прочности.
Увеличение этого времени может значительно повысить общее качество сварного шва, так как у заготовки будет больше времени для стабилизации. Кроме того, начальное давление также вызывает постоянную деформацию кончиков заготовок без нагрева, что является наиболее эффективным способом обеспечения качества и прочности.
Время сжатия, несомненно, может улучшить качество сварки. Однако есть загвоздка! Увеличение времени сжатия может привести к резкому увеличению затрат, поскольку операционная настройка приведет к созданию меньшего количества деталей в заданный период времени. Как и любой другой параметр, время сжатия должно идеально соответствовать общим требованиям проекта и обеспечивать идеальное сочетание качества и эффективности производства.
3 — Краткая продолжительность сварки
Время сварки — это общее время, в течение которого заготовка остается под действием тока. В процессе точечной сварки существует только одно правило. Время сварки должно быть как можно меньше и это обеспечит наилучшее качество.
Однако обратите внимание, что слишком сильное сокращение продолжительности приведет к преждевременному сварному шву, который не проплавится должным образом и позже вызовет проблемы. Несмотря на то, что не существует общепринятой минимальной продолжительности, согласно общему соглашению Руководящих принципов AHSS, типичное время составляет около 1/5 секунды.0057-й -й секунды. Тем не менее, это не высечено на камне, поскольку другие факторы, такие как расстояние между сварными швами, требуемая прочность и свойства материала, могут изменить подходящее время.
4 – Правое время удержания
Время удержания – это общая продолжительность, в течение которой заготовка остается под давлением посредством контакта с электродами. Сюда входит время после подачи тока, необходимое для затвердевания зоны сварки. Увеличение этого времени удержания позволяет давлению удерживать заготовку стабильной, что может повысить общее качество соединения.
Однако слишком большое увеличение времени удержания также может создать множество проблем. Тепло может отводиться к электродам, что может привести к их износу. Точно так же материал также играет роль. Хрупкий выбор, такой как некоторые углеродистые стали , также может привести к образованию трещин, которые могут снизить качество сварного шва.
Тепло может отводиться к электродам, что может привести к их износу. Точно так же материал также играет роль. Хрупкий выбор, такой как некоторые углеродистые стали , также может привести к образованию трещин, которые могут снизить качество сварного шва.
Стандартные материалы для точечной сварки
Существует множество типов материалов, которые отлично подходят для точечной сварки . Материал не ограничивается только чистыми металлами. Сплавы также отлично подходят для этого. На самом деле 9Сталь 0065 имеет самый широкий уровень использования точечной сварки из-за ее использования в автомобильном секторе. Как правило, отличным выбором может быть любой металлический сплав с высоким электрическим сопротивлением.
Когда дело доходит до материалов, которые плохо работают в процессе, наиболее заметными являются Алюминий и оцинкованная сталь . Оба материала требуют значительной силы токов, что может затруднить формирование сварного шва.
Помимо типа материала, также важно обеспечить надлежащее толщина листа металл . Как правило, наиболее подходящая толщина составляет около 3 мм, что обеспечивает наилучшее качество сварного шва. Кроме того, два сплавляемых листа должны быть одинакового размера или иметь соотношение размеров 3:1 для достижения наилучших результатов.
Как правило, наиболее подходящая толщина составляет около 3 мм, что обеспечивает наилучшее качество сварного шва. Кроме того, два сплавляемых листа должны быть одинакового размера или иметь соотношение размеров 3:1 для достижения наилучших результатов.
Точечная сварка для различных отраслей промышленности
Процесс точечной сварки имеет множество применений в различных отраслях промышленности. Тем не менее, следующие 4 промышленные области больше всего полагаются на эту технику для получения продукции самого высокого качества.
1 — Электронная промышленность
Печатные платы, газовые датчики и солнечные панели являются одними из наиболее распространенных компонентов, для обеспечения качества и эффективности производства которых используется точечная сварка. Кроме того, этот процесс сварки также идеально подходит для самых сложных электрических компонентов со сложными деталями, поскольку сварка остается сосредоточенной в одной точке и оставляет достаточно места для других возможностей и процессов.
2 – Автомобильная промышленность
Естественно, в автомобильном секторе наиболее распространена точечная сварка, потому что основная часть кузова любого автомобиля состоит из листового металла. Этот процесс сварки является экономичным, эффективным и не требует сложной настройки. В результате его можно интегрировать в любую сборочную линию, что делает его одним из наиболее подходящих процессов для автоматизации.
3 – Соединение рулонов гвоздей
Точечная сварка отлично подходит для создания гвоздей. Процесс сварки создает более быстрые гвозди с автоматизацией по сравнению с пневматическим пистолетом для гвоздей.
4 — Производство аккумуляторов
Как уже говорилось ранее, точечная сварка — идеальный выбор для производства аккумуляторов. Аккумуляторы имеют несколько соединенных между собой клемм, которые используют листовой металл для разделения.
Преимущества точечной сварки
Точечная сварка является распространенным выбором для автомобильной промышленности, где чрезвычайно важны как функциональность, так и эстетика. Этот баланс является одним из наиболее важных преимуществ процесса сварки, которое отличает его от других процессов, таких как Сварка TIG и MIG .
Этот баланс является одним из наиболее важных преимуществ процесса сварки, которое отличает его от других процессов, таких как Сварка TIG и MIG .
Вот несколько преимуществ решения о соединении листового металла с помощью точечной сварки:
- Быстрый, чистый и эффективный процесс практически без требований к последующей обработке.
- Простой и понятный процесс, не требующий особой подготовки.
- Работает без открытого огня, при этом является опасным и неэффективным.
- Роботы на сборочной линии могут выполнять точечную сварку, поскольку этот процесс относительно прост.
- Может одновременно соединять несколько металлических листов.
- Не требует наполнителя.
- Экономичный и несложный, поскольку не требует инертных газов или присадочных металлов.
Недостатки точечной сварки
Несмотря на то, что точечная сварка имеет ряд преимуществ, есть и некоторые недостатки. Вот несколько недостатков, которые противоречат процессу точечной сварки.
- Даже малейшее смещение заготовок может вызвать серьезные проблемы.
- Процесс может вызвать необратимую деформацию основного металла, что повлияет на эстетику.
- Этот процесс не работает с более толстыми металлическими деталями толщиной более 3 мм.
- Точечные сварные швы локализованы и могут быть менее прочными, чем другие сварные соединения.
- Окончательное качество зависит от давления. Любая изменчивость давления может значительно снизить качество.
- Через некоторое время может потребоваться замена электродов из-за термического растрескивания.
Получите правильный вид производственных услуг в RapidDirect
Точечная сварка является одним из наиболее эффективных способов сплавления листового металла, но важно использовать их правильно, чтобы обеспечить максимальную согласованность и качество. Ищете идеального партнера для решения вопросов, связанных со сваркой или изготовлением листового металла? Тогда RapidDirect — ваш идеальный выбор благодаря нашему многостороннему опыту и преданной команде.
Компания RapidDirect имеет опыт работы в сфере сварочных услуг и многочисленные Производство листового металла процессов с клиентами по всему миру. Мощные возможности позволяют нам создавать наиболее эффективные решения общих производственных задач. Более того, доступ к этому качеству и опыту даже не требует больших капиталовложений, поскольку наши услуги являются одними из самых конкурентоспособных на рынке с точки зрения стоимости.
Кроме того, RapidDirect выделяется быстрыми сроками выполнения заказов и полностью онлайн-опытом. Наша производственная онлайн-платформа — это все, что вам когда-либо понадобится для выполнения требований вашего проекта и получения коммерческого предложения. Просто загрузите свои проекты, требования к материалам, ожидаемое время выполнения заказа и другие связанные параметры, и подождите, пока наш представитель свяжется с вами и предложит индивидуальный план, разработанный в соответствии с вашими потребностями. Легче не бывает!
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.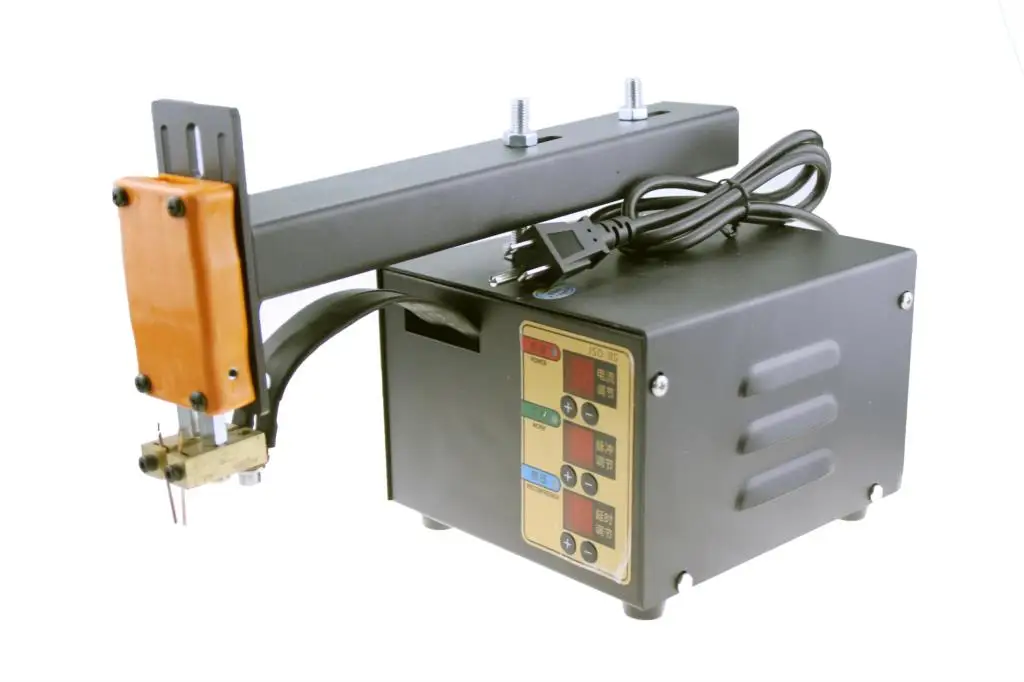
Часто задаваемые вопросы
Простая ли точечная сварка?
Если коротко, то да! Точечная сварка существует уже некоторое время, поэтому она относительно проста. Однако это означает, что в отрасли преобладают более строгие стандарты качества.
Какова прочность точечных сварных швов?
Высококачественный сварной шов достаточно прочный, так как этот метод используется во многих автомобилях и других устройствах с высокой нагрузкой.
Какая толщина рекомендуется для точечной сварки?
Рекомендуемая толщина до 3 мм, предпочтение отдается листу того же размера. Однако в случае разных размеров соотношение 3:1 дает наилучшие результаты.
Объяснение точечной сварки | Fractory
Точечная сварка — это процесс контактной сварки, при котором металлы соединяются друг с другом путем приложения давления при подаче электрического тока в зону сварки. Впервые он был представлен в 1885 году, когда Элиу Томсон в ходе эксперимента случайно сплавил вместе два медных провода.
Впервые он был представлен в 1885 году, когда Элиу Томсон в ходе эксперимента случайно сплавил вместе два медных провода.
Точечная сварка стала основным процессом сварки в производстве и сборке, особенно в секторе производства листового металла и автомобильной промышленности. Пригодность для автоматизации играет большую роль в росте ее популярности, поскольку роботизированная точечная сварка отличается скоростью и эффективностью.
Давайте углубимся и поймем, что представляет собой контактная точечная сварка.
Что такое точечная сварка сопротивлением
Точечная сварка (RSW) — это процесс сварки сопротивлением, который соединяет металлы внахлест между двумя электродами. Давление прикладывается путем сжатия заготовок между электродами, а тепло генерируется при прохождении сварочного тока через резистивные металлы. Это позволяет материалам плавиться и создавать сварное соединение. Соединение, созданное контактной точечной сваркой, напоминает пуговицу или самородок, поэтому термин «точечная сварка» был придуман, поскольку ток подается точно на небольшой участок поверхности металла.
Поскольку металлы сплавляются с использованием большого количества энергии за короткий промежуток времени (приблизительно 10-100 миллисекунд), область вокруг точки сварки остается неповрежденной избыточным теплом, поэтому зона термического влияния минимальна, а чистый сварной шов созданный.
Количество тепла, выделяемого при точечной сварке, выражается формулой тепловой энергии:
Q = I2Rt
Где Q — тепловая энергия, I — ток, R — электрическое сопротивление, t — время или продолжительность, в течение которой ток применяется.
Процесс точечной сварки
Процесс точечной сварки основан на подаче сильноточных электрических импульсов низкого напряжения на сварочные электроды для почти мгновенного плавления металла при приложении достаточного давления для сплавления металлов. Этот процесс напоминает процесс холодной сварки с точки зрения приложения давления, но при холодной сварке к сварному шву не подается электрический ток.
Первым этапом точечной сварки является укладка металлических листов или заготовок внахлест. После того, как металлы прочно сели на место, выполняется приложение давления через силу электрода. Это давление может создаваться вручную, пневматически, пружинами или гидравликой, в зависимости от типа машины.
Второй этап заключается в подаче сильного тока на целевую область между электродами. Расплавленный металл образуется, когда ток реагирует с внутренним сопротивлением металла. Металлы достигают около 2000 ° C, что выше их температуры плавления. Электроды должны иметь более высокую температуру плавления, чем заготовки. Как правило, используются электроды из медного сплава, но в зависимости от свариваемого металла электроды также могут быть изготовлены из вольфрама, молибдена и других материалов.
Заключительный этап включает охлаждение и затвердевание самородка. На этом этапе сварочные электроды остаются в контакте с самородком и действуют как опора, пока металлы остывают и затвердевают. Процесс заканчивается, когда металлы остынут.
Процесс заканчивается, когда металлы остынут.
Производство сетки – Автоматическая машина для сварки сетки
Что касается проволочных сеток, точечные сварные швы создаются в месте контакта двух проволок, расположенных перпендикулярно. Это обеспечивает постоянное соединение между проводами, обеспечивая прочность и долговечность. Это отличная альтернатива плетеной проволочной сетке, которая не срастается постоянно.
Это обеспечивает постоянное соединение между проводами, обеспечивая прочность и долговечность. Это отличная альтернатива плетеной проволочной сетке, которая не срастается постоянно.
Параметры точечной сварки
Существует довольно много переменных, которые необходимо проверить и отрегулировать во время цикла сварки, чтобы получить сварной шов удовлетворительного качества:
Давление
Приложение правильного давления или силы электрода имеет первостепенное значение для получения качественных сварных швов. Соединение будет слишком маленьким и слабым, если прилагаемое давление будет недостаточным. С другой стороны, слишком большое давление может привести к растрескиванию точечного сварного шва, так как расплавленный металл может привести к утончению листов. Рекомендуется, чтобы глубина углубления электрода никогда не превышала 25% толщины листа.
Текущий
Количество выделяемого тепла зависит от электрического сопротивления и теплопроводности металла.
 Классификацию металла следует учитывать при определении величины тока для машины.
Классификацию металла следует учитывать при определении величины тока для машины.Диаметр наконечника
Диаметр сварочного наконечника определяет размер точечной сварки. Если наконечник слишком мал, сварной шов может быть слишком маленьким и слабым, тогда как слишком большой наконечник может вызвать перегрев металлов и образование пустот и газовых карманов.
Временной цикл сварки
Результаты точечной сварки могут быть улучшены, а дефекты устранены путем регулировки времени, в течение которого металл подвергается воздействию давления электрода и сварочного тока.
Время сжатия относится к периоду, когда сварочный наконечник электрода оказывает давление на перекрывающиеся металлы.
Нарастание — это время, когда электрический ток достигает своего пикового значения.
Время сварки — это продолжительность, в течение которой электрический ток протекает между электродами.
За это время выделяется тепло и происходит сплавление металлов.Нисходящий уклон — это участок, на котором электрический ток отключается от его пикового значения.
Время выдержки относится к периоду покоя, когда расплавленный металл затвердевает. Давление электрода в этот период сохраняется, и электроды отводят тепло от сварного шва.
Время выключения используется для обозначения задержки тока от конца последовательности до начала следующей.
 Классификацию металла следует учитывать при определении величины тока для машины.
Классификацию металла следует учитывать при определении величины тока для машины. За это время выделяется тепло и происходит сплавление металлов.
За это время выделяется тепло и происходит сплавление металлов.Чтобы обеспечить высокое качество и безопасность точечной сварки, свариваемые металлы могут быть подвергнуты таким методам контроля, как ультразвуковой контроль и испытание на механическую прочность (испытания на сдвиг при растяжении, отслаивание и т. д.)
Точечный Сварка различных материалов
Точечная сварка лучше всего подходит для металлов с низкой теплопроводностью и высоким электрическим сопротивлением, таких как низкоуглеродистая сталь. Хотя точечная сварка все еще может выполняться на металлах, которые не обладают этими внутренними свойствами (например, на высокоуглеродистых сталях). Но имейте в виду, что сварные швы более склонны к изломам и растрескиванию, поскольку они могут иметь хрупкую и твердую микроструктуру.
Хотя точечная сварка все еще может выполняться на металлах, которые не обладают этими внутренними свойствами (например, на высокоуглеродистых сталях). Но имейте в виду, что сварные швы более склонны к изломам и растрескиванию, поскольку они могут иметь хрупкую и твердую микроструктуру.
Вот список материалов, которые обычно считаются подходящими для точечной сварки:
Не все металлы подходят для точечной сварки, эти исключения часто могут быть соединены альтернативными методами сварки, такими как пайка или пайка.
Электрод
Сварочные электроды подают электрический ток на металлы и оказывают механическое давление при контакте с заготовками с помощью рычагов и муфты. Механизм приложения давления может приводиться в действие электродвигателем или пневматикой.
Существует два типа неплавящихся электродов, которые используются для точечной сварки:
Токопроводящие электроды
Используется для сварки резистивных материалов, таких как нержавеющая сталь и никель.
Используются медные электроды или электроды из медного сплава, так как они идеально подходят для того, чтобы ток и тепло проходили в заготовку.Резистивные электроды
Эти электроды обычно используются для проводящих металлов, таких как медь и золото. Лучше всего работают молибденовые и вольфрамовые электроды, так как они имеют низкую проводимость и высокое электрическое сопротивление.
 Используются медные электроды или электроды из медного сплава, так как они идеально подходят для того, чтобы ток и тепло проходили в заготовку.
Используются медные электроды или электроды из медного сплава, так как они идеально подходят для того, чтобы ток и тепло проходили в заготовку.Неправильный выбор электродов может привести к их преждевременному износу, что может привести к изменению формы или замене электродов. Некоторые металлы также могут реагировать с электродами. Стали с цинковым покрытием, например, могут загрязнять сварочные наконечники, что приводит к проблемам при соединении с металлами.
В дополнение к выбору материала электрода также доступны электроды с различной геометрией. Наконечники могут быть заостренными, усеченными или куполообразными.
Блок питания
Аппараты для точечной сварки обычно работают от сети переменного тока. С помощью трансформатора мощность переменного тока позволяет получить большие токи при низких напряжениях. Напряжение точечной сварки обычно устанавливается в пределах от 5 до 22 вольт, электрический ток обычно составляет от 1000 до 10 000 ампер.
С помощью трансформатора мощность переменного тока позволяет получить большие токи при низких напряжениях. Напряжение точечной сварки обычно устанавливается в пределах от 5 до 22 вольт, электрический ток обычно составляет от 1000 до 10 000 ампер.
Промышленные аппараты для точечной сварки обычно используют трехфазную электроэнергию для достижения высоких пиковых токов в производстве. В частности, он используется для точечной сварки алюминиевых листов для котлов, труб и т.п.
Аппарат для точечной сварки
Аппарат для точечной сварки включает в себя трансформатор для источника питания, сварочные электроды и другие компоненты, позволяющие контролировать параметры сварочных работ (сварочный ток, давление, напряжение и т.д.).
Машины для точечной сварки обычно имеют водяное охлаждение, поскольку за долю секунды выделяется очень большое количество тепла. Электроды имеют каналы для водяного охлаждения для снижения температуры и предотвращения чрезмерного износа.
Оборудование для точечной сварки может управляться вручную или автоматизировано с помощью роботов для точечной сварки. Портативные аппараты для точечной сварки также доступны в виде сварочных пистолетов.
Применение точечной сварки
Автомобильная промышленность
Точечная сварка является ключевым элементом в автомобильной промышленности, поскольку производство автомобильных деталей с использованием этого метода является экономичным, надежным и быстрым. Компании автоматизируют сборочные линии с помощью роботов для точечной сварки. Металлический лист из стали или алюминиевого сплава можно легко превратить в функциональную сборочную деталь за считанные секунды, и все это с исключительной точностью и повторяемостью.
Электроника
Хрупкие электронные изделия хорошо подходят для точечной сварки. Качество сварки хорошее, а природа этого метода сварки предотвращает перегрев электронных компонентов. Некоторыми примерами являются переключатели, солнечные батареи, сложные печатные платы и батареи.
Производство гвоздей
Рулоны из углеродистой стали превращают в гвозди, подвергая их сварочному кругу с подачей электрического тока. Этот непрерывный процесс точечной сварки выполняется на высоких скоростях, что позволяет производить тысячи гвоздей в минуту.
Кухонная утварь
Ручки, лопаточки и жестяные чашки часто изготавливаются с помощью точечной сварки. То же самое касается формочек для печенья, которые образованы точечной сваркой металлических лент.
Медицинская промышленность
Медицинская промышленность также использует качество сварки и скорость, с которой этот процесс может выполняться. Ортодонтия, например, использует точечную сварку при креплении зубных имплантатов.
Преимущества точечной сварки
Точечная сварка — один из самых быстрых и чистых методов сварки.
Простой и понятный процесс, в отличие от некоторых других более сложных методов сварки.
В отличие от некоторых общеизвестных процессов (дуговая сварка металлическим электродом в среде защитного газа, сварка TIG и т.
д.) открытое пламя отсутствует.Процесс можно легко автоматизировать с помощью сварочных роботов.
Одновременно можно соединить несколько металлических листов.
- Присадочный материал не расходуется, в отличие от некоторых других методов (сварка МИГ).
Экономически эффективен и экономичен, так как не использует инертные газы или присадочные металлы.
 д.) открытое пламя отсутствует.
д.) открытое пламя отсутствует.Недостатки точечной сварки
Выравнивание заготовки имеет решающее значение.
Точечная сварка деформирует детали из основных металлов.
Сварка толстых листов металлов невозможна.
Создаваемые соединения могут быть не такими прочными, как при использовании некоторых других методов сварки, поскольку они создают только локальные соединения.
Недостаточное давление обжатия приведет к некачественному сварному шву.
Шунтирование может быть вызвано наличием нескольких стыков или других участков металлических листов.
(Шунтирование означает отведение тока от зоны сварки.)Наконечник электрода может треснуть из-за термоциклирования.
Брызги могут появиться в результате неправильного обращения с параметрами оборудования.
 (Шунтирование означает отведение тока от зоны сварки.)
(Шунтирование означает отведение тока от зоны сварки.)Важные моменты, которые следует помнить
Точечная сварка сопротивлением — это быстрый и экономичный процесс сварки, который широко используется в производстве листового металла. Это привлекательный метод сварки для автоматизации с помощью роботов для точечной сварки, который предлагает невероятную скорость и точность без слишком большого компромисса в прочности сварного шва.
Автомобильный сектор исторически извлекал максимальную пользу из этого метода сварки, поскольку применение этого процесса позволяло увеличить скорость производства и сборки. Он в основном используется для сварки стали в автомобильной промышленности, но с течением времени сталь все больше и больше заменяется алюминием из-за оптимизации массы.