руководство для начинающих и профессионалов
Из этого материала вы узнаете:
- Сложности сварки тонкого металла
- Преимущества и недостатки сварки тонкого металла инвертором
- Выбор полярности для сварки тонкого металла
- Настройка оборудования перед сваркой металла
- Руководство для начинающих по сварке тонкого металла инвертором
- Техника сварки тонкого металла
- Правильная сварка тонкого металла: практические советы
- Сварка тонкого металла полуавтоматом
Соединять тонкостенные изделия – задача настолько сложная, что лишь единицы справляются с ней. Остальные вынуждены сталкиваться с прожиганием конструкции и поиском решений, как варить тонкий металл правильно. Но все становится проще, если знаешь, какие технологии применять и какие настройки оборудования выставлять.
Наша статья – ваш гид в этом процессе. Вы узнаете, как выбирается полярность для сварки, как правильно подготовить оборудование и инструменты, а также мы поделимся тонкостями технического исполнения данной процедуры. С таким подробным руководством в арсенале вы сможете забыть про неприятные дырки в изделиях, которые получались из-за недостатка знаний, и начать качественно варить тонкий металл!
Вы узнаете, как выбирается полярность для сварки, как правильно подготовить оборудование и инструменты, а также мы поделимся тонкостями технического исполнения данной процедуры. С таким подробным руководством в арсенале вы сможете забыть про неприятные дырки в изделиях, которые получались из-за недостатка знаний, и начать качественно варить тонкий металл!
Сложности сварки тонкого металла
Даже опытные сварщики иногда задаются вопросом о том, как варить тонкий металл. Начинающим мастерам эта задача дается еще труднее. Дело в том, что при данном процессе действуют совсем иные правила, чем во время обработки толстостенных изделий. Иными словами, существует немало нюансов и сложностей, вызывающих проблемы при выборе режимов и электродов. Проще всего соединять заготовки из металла небольшой толщины при помощи сварочных полуавтоматов, однако в домашних условиях чаще используют инверторные аппараты. Поэтому далее будем говорить именно о том, как варить тонкий металл инвертором.
Самая главная сложность связана с тем, что металл нельзя сильно нагревать, ведь изделие быстро прогорает с образованием дыр. Потому чем быстрее ведется сварка, тем лучше, при этом электрод необходимо вести строго по линии шва.
Работы ведутся на малых токах с использованием короткой дуги, ведь даже при небольшом отрыве она гаснет. Нередко появляются трудности с розжигом дуги, потому важно варить аппаратами, обеспечивающими напряжение холостого хода более 70 В, то есть с хорошей вольт-амперной характеристикой. Не менее важна плавная регулировка сварного тока, а именно от 10 А.
Сильный нагрев металла приводит к искривлению тонких листов, из-за чего те принимают волнообразную форму. В дальнейшем исправить этот дефект бывает очень сложно, поэтому лучше сразу постараться не перегревать заготовку. Либо можно отвести тепло – о методе использования теплоотводящих прокладок будет говориться дальше.
Обязательным этапом, предшествующим соединению встык кромок тонких листов металла, является их тщательная обработка и зачистка. Дело в том, что грязь и ржавчина вызывают дополнительные трудности при сварке, поэтому лучше не пожалеть времени и заняться выравниванием.
Дело в том, что грязь и ржавчина вызывают дополнительные трудности при сварке, поэтому лучше не пожалеть времени и заняться выравниванием.
Так как вы собираетесь варить тонкий металл, важно разместить листы очень близко друг к другу, чтобы не оставалось зазора. Далее нужно зафиксировать их положение при помощи струбцин, прижимов и прочих доступных приспособлений. После чего необходимо прихватить элементы будущей конструкции швами-прихватками, делая их на расстоянии 7–10 см друг от друга. Таким образом удастся избежать смещения заготовок и минимизировать шансы их изгиба в процессе работы.
Преимущества и недостатки сварки тонкого металла инвертором
Использование современной сварочной техники позволяет добиться высокого качества соединений и меньше задумываться о том, как варить тонкий металл. Наличие у сварщика большого опыта становится гарантией того, что материал нормально прогрет, на нем отсутствуют прожоги и температурная деформация. Это связано с тем, что при использовании постоянного тока мастер может установить минимальную мощность.
Аппарат защищен от сбоев в работе, поскольку управляется микропроцессором, обеспечивая необходимый ток. Правда, при низкой температуре инвертор не может обеспечить стабильность во время сварки – эта проблема актуальна даже для оборудования от известных брендов.
Выбор полярности для сварки тонкого металла
Говоря о том, как варить тонкий металл, нужно понимать, что сварочная техника инверторного типа имеет два вида полярности:
- прямой, при котором держак подключен к минусовой клемме, а масса – к плюсовой;
- обратный, предполагающий, что держак соединен с плюсовой клеммой, а масса – с минусовой.
Нагрев обеспечивается за счет плюсовой клеммы, поэтому подсоединенный к ней элемент нагревается сильнее. Данную особенность необходимо использовать при сварке аппаратом постоянного тока.
При помощи прямой полярности достигается проплавление заготовки на большую глубину, поскольку при ней, в первую очередь, нагревается металл изделия, а не электрод. Этот подход позволяет резать материал и соединять элементы толстостенных конструкций.
При обратной полярности изделие прогревается меньше, а температура концентрируется на электроде. Подобное распределение приводит к таким последствиям:
- металл имеет меньшую температуру, снижается вероятность его прожигания;
- происходит быстрое плавление электрода, лучше формируется шов.
Настройка оборудования перед сваркой металла
Так как нам важно качественно варить тонкий металл электродом, то в первую очередь необходимо грамотно выбрать соотношение параметров работы аппарата, инструмента и толщины заготовки. При этом важно придерживаться таких закономерностей:
| Слой материала, мм | 0,5 | 1 | 1,5 | 2 | 2,5 |
| Диаметр электрода, мм | 1 | 1,6–2 | 2 | 2–2,5 | 3 |
| Сила тока, ампер | 10–20 | 32–35 | 45–55 | 60–70 | 75–80 |
Говоря о том, каким током варить тонкий металл, нужно понимать, что инвертор позволяет работать с двумя видами тока:
- постоянным;
- переменным.


При использовании постоянного тока цепь подключают способом обратной полярности, то есть «минус» подсоединяют к заготовке, а «плюс» – к держателю. В результате нагрев смещается с изделия на инструмент, защищая основной материал от прогорания, деформации, наплывов.
Сварка тонкого металла переменным током связана с осуществлением работ при высокой частоте и более низком показателе силы тока, в сравнении с обработкой толстых листов. Необходимо снизить стартовые показатели тока на20–30 % и более. Бывалые мастера разжигают электрод на болванке, расположенной встык к заготовке, и сразу переносят его к месту основного соединения.
Руководство для начинающих по сварке тонкого металла инвертором
Сварка изделий из тонкого металла инвертором всегда должна производиться за кратчайшее время. Мастер проводит электрод по прямой всего раз, избегая остановок. При этом устанавливается минимальная сила тока.
Но прежде чем приступить к сварке, необходимо подготовить поверхность металлических элементов:
- Оценить изначальную геометрию и принять меры, позволяющие сохранить ее в процессе работы, если это требуется. А именно: снизить нагрев, использовать зажимы.
- Удалить с краев заготовок ржавчину, грязь, краску и другие загрязнения.
- Закрепить либо установить в требуемом положении элементы будущей конструкции, учитывая технологию.
 А именно: снизить нагрев, использовать зажимы.
А именно: снизить нагрев, использовать зажимы.Зафиксированные заготовки скрепляют друг с другом при помощи предварительных точечных прихватов. Последние выполняются с шагом в 5–10 см, они защищают от множества ошибок, таких как прожиг, наплывы, деформация.
Обеспечивающая постоянный ток сварочная техника позволяет работать с обратной полярностью. В таком случае к «плюсу» подключают кабель с держателем электрода, а к «минусу» – металлические заготовки. В итоге электрод нагревается сильнее, чем само изделие.
Так как вы хотите научиться варить тонкий металл, нужно выбирать самые тонкие электроды, то есть в пределах 1,5-2 мм. Для получения действительно качественного шва даже при малых токах необходимо, чтобы электроды имели высокий коэффициент расплавления.
Добиться меньшего нагрева металла позволяет еще одна хитрость: заготовки располагают вертикально или под наклоном. Сварку осуществляют сверху вниз, не меняя направление движения кончика электрода. Работают углом вперед величиной 30–40°, за счет чего обеспечивается минимальный прогрев материала, что всегда очень важно при сварке тонких металлов.
Чтобы работать с изделиями небольшой толщины, лучше приобрести качественные импортные электроды – так вы защитите себя от целого ряда трудностей.
Рекомендуем статьи
- Как варить инверторной сваркой: инструкция для новичков и не только
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Аргоновая сварка труб: особенности технологии
К сварке приступают с прихватки, электрод ведут вперед, избегая колебательных движений.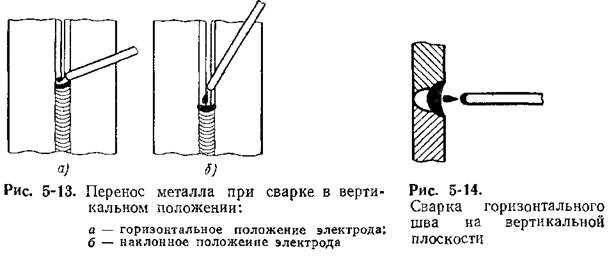 Нужно постараться останавливаться как можно реже, пока вы варите тонкий металл. Когда пауза в работе неизбежна, допустим, для установки нового электрода, то дугу зажигают на сварочном шве. Чтобы избежать прожога, сначала удалите шлак и переходите с соединения на кромки. В итоге вы сформируете качественный шов с дополнительной жесткостью за счет отбортовки.
Нужно постараться останавливаться как можно реже, пока вы варите тонкий металл. Когда пауза в работе неизбежна, допустим, для установки нового электрода, то дугу зажигают на сварочном шве. Чтобы избежать прожога, сначала удалите шлак и переходите с соединения на кромки. В итоге вы сформируете качественный шов с дополнительной жесткостью за счет отбортовки.
Техника сварки тонкого металла
Одной из составляющих ответа на вопрос о том, как варить тонкий металл, является грамотный подвод краев пластин друг к другу. При соединении встык нередко остаются прожоги, поэтому подобный подход может использоваться лишь мастерами с большим опытом. По возможности рекомендуется расположить заготовки внахлест, чтобы обеспечить основание для наплавляемого металла и избежать его прожигания. Тогда электрод направляют на нижнюю пластину, чтобы не допустить подрезов верхнего элемента.
Сварка встык не предполагает разделки кромок, как и обеспечения зазора. Наоборот, сварщик как можно более плотно сводит кромки заготовок и делает прихватки. При этом работа сильно упрощается благодаря низкой силе тока и тонким электродам. После чего для соединения элементов используют один из таких методов:
При этом работа сильно упрощается благодаря низкой силе тока и тонким электродам. После чего для соединения элементов используют один из таких методов:
- Выставляют малый ток и быстро ведут шов, не отклоняясь от линии соединения.
- Немного увеличивают силу тока, но шов накладывают прерывистой дугой. В этом случае металл успевает остыть, прежде чем на него ляжет новая порция присадки.
- Варят указанными способами, но применяют при этом специальную подложку – она поддерживает разогретый участок, не давая ему провалиться. Лучше всего с этой целью использовать графитовую подкладку, иначе изделие может частично привариться к металлическому столу.
- Накладывают швы в шахматном порядке либо небольшими участками длиной по 100 мм, чтобы не допустить сильной деформации заготовок за счет нагрева шва по всей длине. Если выбран подход со сваркой участками, второй шов заканчивают на месте начала первого.
Так как варить тонкий металл нужно короткой дугой, соединение формируется быстро и без перегрева металла. При увеличении дуги не происходит визуального прожигания пластины, однако оказывается невозможно формирование сварочного валика. По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
При увеличении дуги не происходит визуального прожигания пластины, однако оказывается невозможно формирование сварочного валика. По правилам, электрод держат на себя под углом 45° либо мастер может располагать его под наклоном в сторону. Сварка под углом в 90° чревата появлением отверстий в металле.
Правильная сварка тонкого металла: практические советы
1. Тонкий металл требует использования тонких электродов.
Речь идет об электродах толщиной 1,6–2 мм, применение которых сопровождается понижением сварочного тока. Дело в том, что более толстые электроды в сочетании с малым током гасят дугу. Если же для электрода диаметром 3 мм устанавливается необходимая сила тока, тонкий металл начинает гореть.
2. Выбирайте пониженный ток.
Это необходимо, чтобы не допустить прогорания тонкого металлического изделия. Обычно придерживаются таких норм:
- толщина металла 1-2 мм предполагает использование электрода диаметром 1,6 мм и тока 25–50 ампер;
- металл толщиной 2-3 мм варят электродом диаметром 2 мм и с силой тока 40–80 ампер;
- при толщине изделия 3-4 мм используют электрод диаметром 3 мм и ток 80–160 ампер.

3. Сохраняйте короткую дугу.
На длинной дуге в тонком металле образуются отверстия. Говоря о том, как варить тонкий металл, нужно понимать, что длинная дуга появляется, как только электрод слишком сильно поднимается над свариваемой поверхностью. Чтобы избежать прогорания тонкостенных конструкций, важно обеспечить стабильную короткую дугу: чем она короче, тем меньше вероятность подобных дефектов.
Если вы будете точно следовать указанным советам, вы не допустите прожигания тонкого металла во время сварки.
Сварка тонкого металла полуавтоматом
Для соединения изделий из тонкого металла, помимо инверторов, сегодня активно используется сварка полуавтоматом. Второй подход наиболее актуален при работе с корпусами автомобилей.
В этом случае не требуется менять электрод, поскольку оборудование обеспечивает непрерывную подачу проволоки. В итоге работа занимает гораздо меньше времени, что важно при осуществлении крупных проектов. Так как отсутствует сгораемая часть электрода, проще отслеживать расстояние от изделия до грелки.
Так как отсутствует сгораемая часть электрода, проще отслеживать расстояние от изделия до грелки.
Все перечисленные особенности приводят к тому, что неопытным сварщикам легче понять, как варить тонкий металл именно полуавтоматом. Кроме того, здесь может использоваться проволока толщиной 0,8 мм, поэтому у специалиста появляется возможность обрабатывать еще более тонкие листы стали. Однако для домашних условий инверторный способ остается наиболее востребованным из-за доступности оборудования.
Итак, теперь вы знаете больше о том, как варить тонкий металл. Пусть приведенные выше рекомендации облегчат вам работу и принесут пользу!
Как варить тонкий металл инвертором: методы и технологии сварки
Часто возникает задача, что необходимо сварить тонкий металл. Ворота для гаража, бак для банной печи, или забор на даче. Найти сварщика, привезти его, показывать-рассказывать, да еще и платить — так себе идея. Самому в этом плане гораздо проще и выгоднее. Но тут нас подстерегает сложность, так как сварка тонкого металла процесс не простой.
Но тут нас подстерегает сложность, так как сварка тонкого металла процесс не простой.
Содержание
- Основные трудности при выполнении сварке тонкого металла.
- Чем варить тонкий металл. Способы сварки.
- Ручная дуговая сварка (РДС)
- Аргонодуговая сварка (РАД, tig или wig).
- Полуавтоматическая сварка(МП, МИГ, МАП)
- Оборудование.
- Выбор способа.
- Полярность.
- Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
- Первый способ, при котором используется отбортовка.
- Теперь нужно настроить аппарат для тонкого металла.
- Рассмотрим еще один способ как правильно варить тонкий металл электродом.
- Все готово, можно начинать варить.
- Завершение процесса.
- Как варить полуавтоматом с углекислотой тонкий металл.
- Порядок подключения аппарата:
- Сварочная проволока.
- Сварка тонкого металла в аргоне.
- Настройка сварочного инвертора для сварки в аргоне.
- Устанавливаем прихватки.

Основные трудности при выполнении сварке тонкого металла.
Как уже говорилось ранее, сварить изделие из тонкого железа не так просто, как хочется. Металл с малой толщиной быстро нагревается и прогорает. Образуется прожег металла. Кроме того, тонкие изделия сильно деформируются если их перегреть.
Еще одна сложность — скорость выполнение процесса. Варить нужно быстро или использовать специальные способы. Об основных методах сварки и технологии их выполнения для тонкого металла речь пойдет ниже.
Опытные сварщики используют определенные хитрости, с помощью которых можно легко справиться с такой задачей, как сварка деталей из тонкого металла. Об этих хитростях в нашей статье.
Чем варить тонкий металл. Способы сварки.
Рассмотрим способы сварки, подходящие для деталей из тонкого металла. Самые распространенные способы:
- Ручная дуговая (РДС)
- Неплавящимся электродом из вольфрама (РАД) в аргоне или смеси газов.
- Полуавтоматом в углекислом газе.
Ручная дуговая сварка (РДС)
Очень популярна из-за недорого оборудования и простоты применения. Варить тонкий металл ей сложнее чем другими двумя способами. Основной плюс при ее использовании, вам не нужен баллон с газом, а аппарат есть у многих. Для ручной дуговой (РД) — это не проблема
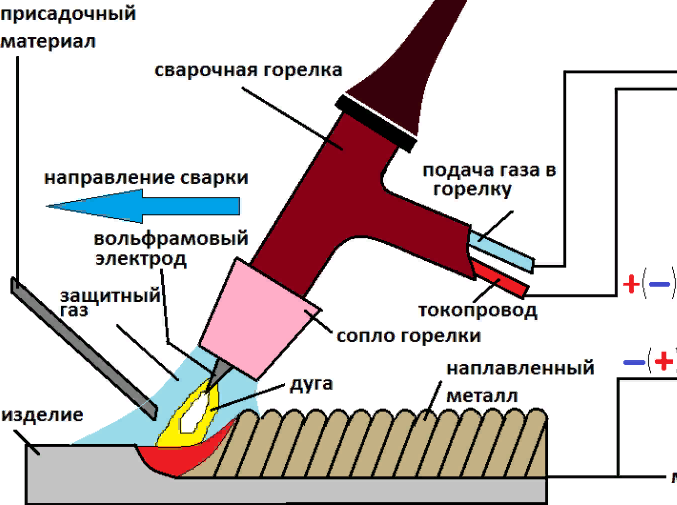
Аргонодуговая сварка (РАД, tig или wig).
Её применяют для изделий из тонкой нержавейки, алюминия а также сталей. Данный метод обеспечивается очень высокая степень защиты инертным газом. Газ, который применяют, аргон в чистом виде или смешанный с другими газами в различных соотношениях.
Для высококачественной сварки тонких изделий в аргоне лучше всего подойдет. Но цена газа с присадочной проволоки высока, а оборудование тяжелое и габаритное (газовый баллон). Подробнее об данном способе читайте здесь.
Полуавтоматическая сварка(МП, МИГ, МАП)
Часто применяют в автосервисах, как раз для ремонта кузова автомобиля. Там толщины от 1,2 до 2 мм. Способ очень производительный и не сложный в применении. Для него так же, как и для предыдущего способа необходимо применять защитный газ. Чаще всего используют СО2.
Для него так же, как и для предыдущего способа необходимо применять защитный газ. Чаще всего используют СО2.
Иногда для полуавтомата применяют порошковую проволоку. Тогда процесс идет без газа. Порошковая проволока дорогостоящая вещь которую найти бывает сложно. Ее нечасто применяют, поэтому на ней останавливаться подробно не будем. Подробнее об данном способе читайте здесь.
Оборудование.
Для всех из приведенных способов в настоящее время, сварочным аппаратом является инвертор. Электронное устройство с трансформатором и транзисторным блоком выпрямления. Иногда можно встретить выпрямители, но они уходят в прошлое, оставаясь лишь на крупных производствах.
Для ручной дуговой кроме аппарата, держака с комплектом кабелей ничего больше не требуется. Все это, как правило, идет вместе в одном комплекте с аппаратом.
Для выполнения полуавтоматического процесса необходим баллон с защитным газом и редуктор, комплект шлангов. В холодное время года, также необходим подогреватель газа.
Помимо сварочных кабелей, массы, также нежна сварочная горелка.
Для процесса в аргоне неплавящимся электродом требуется так же, как в случае с полуавтоматом газовый баллон, шланг, редуктор, оборудованный ротаметром для контроля количества подаваемого газа.
Также используется горелка, но она имеет совершенно другую конструкцию чем горелка полуавтомата. Горелка оснащается неплавящимся электродом. Его устанавливают в цангу фиксируя наконечником.
Выбор способа.
Предварительно познакомившись со способами, необходимо выбрать подходящий нам.
Выбираем сварку в аргоне когда:
- Требуется варить тонкую нержавейку.
- Требуется варить алюминий или его сплавы.
- Если требуется варить сталь при условии того, что шов должен быть эстетичен (элементы декора, мебель и т.д.).
Выбираем полуавтоматическую когда:
- Требуется варить протяженные швы.
- Когда опыта мало или совсем нет.
В остальных случаях применяем ручную дуговую.
Полярность.
Полярность при сварке деталей из тонкого железа играет очень важную роль. От этого во многом зависит будет ли прогорать металл или нет. Так какой же полярностью варить тонкий металл инвертором?
Прямая полярность — это полярность при которой подключения клемм к изделию и аппарату происходит так, что плюс подключается к изделию, а минус (масса) на электрод.
При использовании прямой полярности на поверхности температура достигает более высоких значений, чем если бы использовалась обратная полярность. Поэтому ее применение не желательно. При использовании обратной полярностьи – «+» аппарата подключается к держаку с электродом, масса к изделию.
Как варить инвертором тонкий металл. РДС- Ручная дуговая сварка.
Основная сложность у новичков бывает зажигание сварочной дуги. Если опыта и практики недостаточно, то прожега не избежать. Необходимо тренироваться, больше никак.
Полярность, применяемая при сварке тонкого металла инвертором – обратная. За счет этого детали будут меньше греться и прогорать.
За счет этого детали будут меньше греться и прогорать.
В самом начале необходимо прокалить электроды по данным завода-изготовителя их пишут на пачке. Без прокалки процесс будет идти не стабильно и будут газовые поры в шве.
Первый способ, при котором используется отбортовка.
Тип соединения С1 по ГОСТу 5264.
На заготовках делается отбортовка. Высота ее от 1 до 4.5 мм. Загнуть ее можно как в тисках с помощью молотка, так и на специальных гибочных устройствах. Далее зачищаем кромки от любых загрязнений, а также от влаги. Будет просто шикарно если еще и обезжирить.
Для этого подойдет специальный обезжириваетесь, ацетон или растворители типа 646 и др. Все детали подготовили.
Теперь нужно настроить аппарат для тонкого металла.
Электроды берем диаметром от 1,6…2,0 до 2.5 мм. Электроды можно взять, с основным покрытием (к примеру УОНИ 13-55), или с рутиловым (МР-3, Esab ОК-46 и прочие).
Ток предварительно настраиваем на пробной заготовке. Необходимо выставить такое значение тока, чтобы металл не прожигался, а дуга устойчиво горела. Для изделий из тонкого железа значения сварочного тока 30 А – 48 А (в принципе можно до 60 А) при использовании электрода диаметром 2 мм.
Для каждого аппарата значение будет индивидуально. Именно поэтому рекомендуем предварительно настроить сварочный ток на пробной заготовке.
Теперь заготовки необходимо собрать на прихватки. Собираем детали без зазора и ставим прихватки по краям изделия. Для того чтобы уменьшить нагрев, электрод ведем углом вперед.
Начинаем варить на прихватке. Электрод ведем без колебательных движений, просто вперед. Важно как можно реже останавливаться.
Если необходимо прервать процесс, к примеру для смены электрода, то зажигать дугу и начинать варить необходимо на сварочном шве. Предварительно зачистив его от шлака и уже с него переходить на кромки. Иначе будет прожег.
Таким способом получается хороший сварочный шов с дополнительной жесткостью от отбортовки.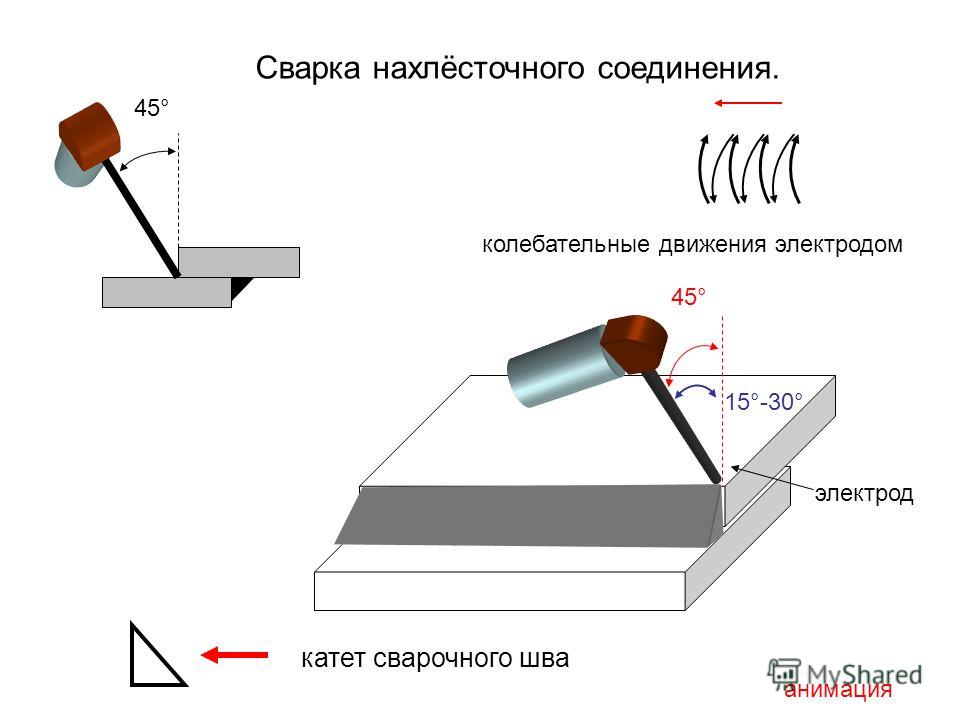
Рассмотрим еще один способ как правильно варить тонкий металл электродом.
Если необходимо сваривать детали с толщиной стенки 1 мм без отбортовки, то нужно сделать теплоотвод.
Для теплоотвода подойдет кусок алюминия или еще лучше меди. На теплоотвод укладываем детали.
Теперь необходимо настроить ток. Значение те же 35-45 А. Полярность – обратная. Варим углом вперед. Устанавливаем прихватки отступив 5-10 мм от края. Если этого не сделать, железо на краю очень быстро нагреется и прогорит. Теплу просто некуда будет уходить. Электроды как у в предыдущем способе диаметром от 1.6 — 2.5 мм.
Все готово, можно начинать варить.
- Начинаем варить не от края, а на прихватке.
- Провариваем короткий участок 4-6 мм и обрываем дугу. Длину провариваемого участка оценивать по цвету металла. Как края стали красными – обрываем дугу.
- Повторно зажигаем дугу только после того, как металл остынет, и краснота спадет. Начинать необходимо на сваренном участке.
- Провариваем 4 – 6 мм и обрываем дугу. Так повторяем данный процесс до конца стыка. Процесс представляет собой как бы множество сварочных точек.
- После того как проварили шов, необходимо доварить небольшой участок, который оставили вначале.

Завершение процесса.
В данном случае очень важен теплоотвод, если опыта мало. Вертикальная сварка инвертором для начинающих или выполнение на весу дадутся не просто. В этом случае длинна сварочной «точки» будет очень короткая. Также во многом важен опыт.
При выполнении сварки тонкого металла важно удержание короткой дуги. Не более 1/2 диаметра электрода. Данным способом можно заварить тонкий металл автомобиля глушитель или кузовные детали.
Как варить полуавтоматом с углекислотой тонкий металл.
Для того чтобы сваривать полуавтоматом тонкий металл, подключаем оборудование. Каждый конкретный аппарат имеет свои собственные особенности в подключении. Схему подключения лучше всего взять из инструкции завода-изготовителя. Она идет вместе с аппаратом.
Она идет вместе с аппаратом.
Порядок подключения аппарата:
- Проверяем целостность аппарата и сварочных кабелей.
- Подключаем горелку и газовое оборудование к аппарату.
- Открываем баллон и редуктор.
- Включаем подогреватель газа (если установлен).
- Устанавливаем сварочную проволоку в устройство подачи.
- Подключаем к сети аппарат.
- Включаем аппарат и нажав кнопку на горелке и держим пока проволока не выйдет из сопла.
- Подключаем массу к изделию.
Сварочная проволока.
Сварочную проволоку необходимо прокалить 1,5-2 часа при температуре от 150 до 280 °С. Коррозию необходимо удалить, иначе процесс будет идти не стабильно. Лучше всего удалять ржавчину раствором кислоты HCL-5%.
Вот и все теперь можно приступать к настройке. Как же настроить полуавтомат для сварки тонкого металла? Для этого есть специальные таблицы. Они чаще всего идут совместно с полуавтоматом в комплекте. Если нет, то воспользуйтесь таблицами, приведенными ниже.
После настройки нужно проварить пробный сварочный шов на заготовке. Если процесс идет стабильно, разбрызгивание минимально и нет сильного треска, то все настроено верно. Можем приступать к сварке основной детали.
Полуавтоматическая сварка в углекислом газе прекрасно справляется с малыми толщинами. Если хотим варить тонкий металл без обрыва дуги, тогда нужно применять импульсный режим.
Сварочный процесс будет следующий:
- Выставляем зазор и устанавливаем прихватки отступив от края изделия 5-10 мм.
- Варить желательно на теплоотводе съемной подкладке, изготовленной из меди, алюминия или из нержавеющей стали;
- Предпочтительной вести процесс для изделий толщиной стенки от 0,8-1 мм в вертикальном положении на спуск т.е. сверху перемещаться вниз. Это обеспечит минимальный нагрев металла.
- Не совершать колебательных движений горелкой.
Также, как в случае с ручной дуговой необходим теплоотвод в виде подкладки. Полуавтоматическая сварка в среде СО2 проста, именно поэтому ее часто применяют для сварки тонкого металла автомобилей. Ее часто называют кемпи сварка.
Полуавтоматическая сварка в среде СО2 проста, именно поэтому ее часто применяют для сварки тонкого металла автомобилей. Ее часто называют кемпи сварка.
Кстати, название кемпинговая сварка пошло от предприятия производителя полуавтоматов Kemppi. По аналогии как угловую шлифовальную машину (УШМ) называют «Болгарка». Это связано с тем, что из Болгарии на территорию СССР стали поступать первые УШМ. Так и прижилось.
Ручная дуговая электродами (MMA)
58.16%
В среде аргона неплавящимся электродом (TIG)
10.2%
Полуавтоматическая сварка в СО2 или др. газах (MAG-MIG)
21.43%
Под слоем флюса
3.06%
Газовая
7.14%
Проголосовало: 98
Сварка тонкого металла в аргоне.
Сварка аргоном деталей из тонкой нержавейки очень часто происходит именно данным способом сварки. Инертный газ – аргон обеспечивает высокую степень защиты.
Для выполнения сварки также, как и в предыдущих методах производим подготовку оборудования:
- Проверить целостность электрических кабелей.
- Подключить газовое оборудование к сварочному аппарату.
- Подсоединить горелку и кабель массы к аппарату.
- Включить сварочный аппарат.
- Настроить режим.
- Произвести продувку газовой магистрали.

Настройка сварочного инвертора для сварки в аргоне.
Для настройки аппарата необходимо использовать параметры, рекомендованные заводом-изготовителе. Если таких рекомендаций нет, то воспользуйтесь таблицами с нашего сайта.
Для аргонодуговой сварки тонкого металла используется – прямая полярность.
После настройки параметров сварки переходим к самой технологии. Как и в предыдущий способах, сварочный ток настраиваем на отдельной заготовке. Взяв данные из таблиц за основу.
Также производится настройка расхода газа. Стоит учитывать если процесс будет производиться при ветре необходимо использовать сопло с большим диаметром, а также увеличить расход газа. Горелку при этом приближать как можно ближе к сварочной ванне.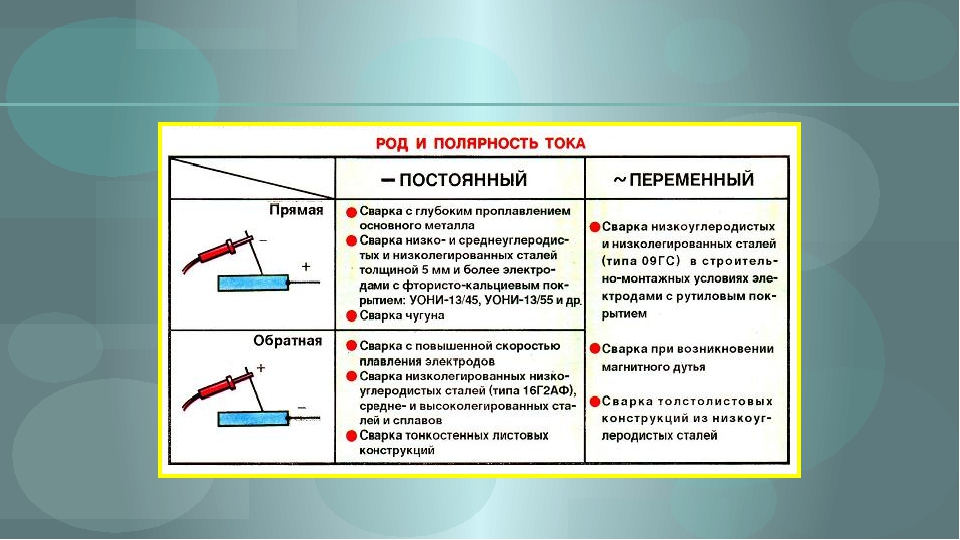
Подготовка к сварке:
- Сварочная проволока должна быть зачищена от ржавчины и прокалена 1.5-2 часа при температуре от 150 до 280 °С.
- Кромки изделия должны быть зачищены на 20-30 мм от стыка до металлического блеска и обезжирены.
Устанавливаем прихватки.
Располагать их нужно отступив от края 5-10 мм с шагом между прихватками 200-250 мм.
Начинать варить необходимо на прихватке. Производится прогрев как кромки и присадки. Варить необходимо углом вперед с минимально возможной длинной дуги. Это обеспечить высокую защиту расплавленного металла.
Присадка подается область сварочной ванны. Не делать поперечных колебаний горелкой. После окончания процесса и обрыва дуги газ необходимо подавать 10-15 секунд.
В случае если предстоять сварка аргоном детали из тонкой нержавейки, то необходимо соблюдать дополнительные условия:
- Минимальная длинна дуги. Для обеспечения высокого качества защиты.
- Не выполнять колебаний горелкой в поперечном направлении.
- Максимальная скорость выполнения.
- Минимальный сварочный ток.

Данные мероприятия уменьшат перегрев металла. И как следствие помогут избежать горячих трещин.
В данной статье мы познакомили Вас с основными способами сварки тонкого металла.
Бесспорно, в домашних условиях лидером является РДС — ручная дуговая сварка. Хотя, конечно, сварка неплавящимся электродом и полуавтоматическая (mag) подходят гораздо лучше. Успехов в практическом применении материала.
Если у Вас остались вопросы то Вы можете задать их в комментариях и наши эксперты ответят на них.
Можете ли вы приклеить сварку тонкого металла? И как это сделать — WeldPundit
Если вы новичок в сварке электродами (SMAW), скорее всего, вы пробовали сваривать очень тонкий металл, например листовой металл. Вскоре вы обнаружите, что это дает плохие результаты, и заставите задуматься, можно ли сваривать тонкий металл методом прилипания. Так возможно ли это и насколько тонким вы можете пойти?
Вы можете склеивать тонкий металл, например, менее 1/8″ (3,2 мм) с удовлетворительными результатами, если вы используете надлежащее сварочное оборудование, настройки и технику. Чем больше у вас знаний и опыта, тем более тонкие металлы вы сможете сваривать.
Чем больше у вас знаний и опыта, тем более тонкие металлы вы сможете сваривать.
Сварка стержнем дает хорошие результаты при толщине металла 1/8″ и выше, но это не идеальный процесс для сварки более тонких заготовок. Прежде чем приступить к сварке тонким металлом, вам нужно больше информации об этом.
Содержание
- Почему трудно приварить тонкий металл?
- Какие проблемы при сварке тонкого металла?
- Какой самый тонкий металл можно сваривать?
- Какой источник питания нужен для сварки тонким металлом?
- Какая полярность лучше всего подходит для сварки тонкого металла?
- Какой сварочный пруток использовать для тонкого или листового металла?
- Как подготовить тонкий металл к сварке электродом?
- Вам нужен охладитель для тонкого металла?
- Какое положение сварки лучше всего подходит для тонкого металла?
- Какие методы используются для электродуговой сварки тонкого металла?
- Какие у вас есть альтернативы?
- Заключительные мысли
- Можно ли сваривать тонким слоем нержавеющую сталь?
Почему трудно приварить тонкий металл?
Сварка тонкого металла стержнем трудна, потому что этот процесс создает сильную дугу, которая нагревает соединение.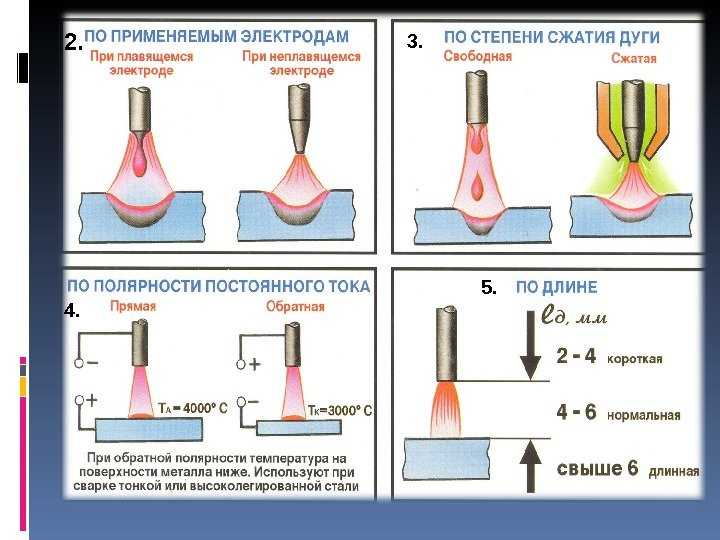 Кроме того, при сварке стержнем вы всегда тянете стержень, что приводит к более горячей ванне. Более того, большинство сварочных аппаратов не могут выдавать очень малую силу тока, так что вы можете работать с тонкими металлами.
Кроме того, при сварке стержнем вы всегда тянете стержень, что приводит к более горячей ванне. Более того, большинство сварочных аппаратов не могут выдавать очень малую силу тока, так что вы можете работать с тонкими металлами.
Этот избыточный нагрев помогает сваривать толстые детали с хорошим проплавлением и сплавлением, но делает сварку более тонких очень трудной.
Какие проблемы при сварке тонкого металла?
Все упирается в то, что в тонкую заготовку уходит слишком много тепла. Это тепло вызывает:
1. Высокий риск прожечь металл
Самое худшее, что может случиться, это прожечь металл. Высокая сила тока и низкая скорость движения с паузами приведут к высокой концентрации тепла в ванне.
Тонкие края заготовки не выдерживают нагрева и оплавляются. Сама лужа становится слишком большой и громоздкой и в какой-то момент проваливается в дыру.
2. Деформация металла или коробление металла
Деформация – постоянный изгиб, который происходит с заготовкой из-за неравномерного и быстрого нагрева и охлаждения во время сварки.
Тонкие металлы очень чувствительны к деформации, поскольку они не могут достаточно быстро поглощать тепло. И у них нет сил сопротивляться силам неравномерного сжатия и усадки.
Вы можете предотвратить деформацию, контролируя тепло, которое уходит в шов, делая частые закрепки, используя соответствующие методы направления и т. д. Они описаны далее в статье.
Нержавеющая сталь в целом очень чувствительна к деформации и чрезвычайно трудно прилипает к сварному шву, когда она тонкая.
Не так сложно избежать продувки отверстий в тонком металле, но очень трудно избежать деформации, если заготовка тонкая и маленькая.
3. Дефекты зоны термического влияния (ЗТВ)
ЗТВ – это область вокруг валика, которая не расплавилась, но подверглась металлургическому воздействию тепла сварки.
Количество и скорость нагрева металла определяют размер и уровень дефектов ЗТВ. Можно минимизировать, но нельзя избежать ЗТВ при сварке любой толщины.
Если вы работаете со сталью прочнее, чем с мягкой сталью, ЗТВ может стать тверже при остывании, что может привести к растрескиванию.
При сварке нержавеющей стали ЗТВ будет в значительной степени затронута даже при соблюдении надлежащих методов, поскольку она не может очень быстро поглощать поступающее тепло.
В результате вы получите некрасивый сварной шов с высокой деформацией и меньшей прочностью и коррозионной стойкостью. Ручная сварка тонкой нержавеющей стали вообще не рекомендуется.
Тонкую нержавеющую сталь лучше сваривать MIG или TIG. То же самое относится и к алюминию.
4. Слишком много наплавленного металла в соединении
При сварке электродом и присадочным металлом используется один и тот же электрод. У вас нет прямого контроля над присадочным металлом, как при сварке TIG. Он плавится непрерывно с постоянной скоростью.
Это приводит к отложению большого количества присадочного металла в стыке. Сварной шов будет плохо выглядеть и может стать причиной плохой подгонки, в зависимости от проекта.
Если вы попытаетесь удалить лишний металл с помощью угловой шлифовальной машины, вы рискуете удалить слишком много металла и сделать соединение непрочным.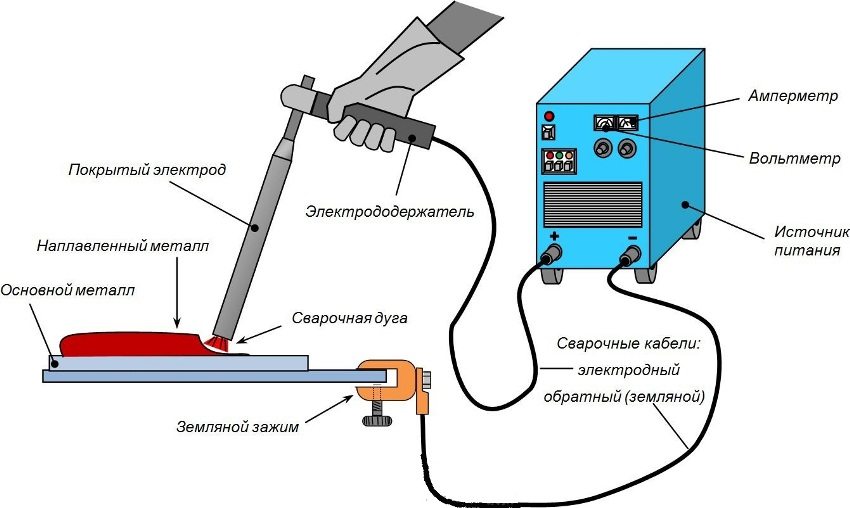 Заготовка также может деформироваться из-за чрезмерного нагрева угловой шлифовальной машины.
Заготовка также может деформироваться из-за чрезмерного нагрева угловой шлифовальной машины.
Какой самый тонкий металл можно сваривать?
Имея некоторый опыт, вы можете склеивать низкоуглеродистую сталь толщиной 3/32″ (2,4 мм) с приемлемыми результатами. Сварщик, хорошо разбирающийся в управлении нагревом, может склеить сварной шов до толщины 1/16 дюйма (1,6 мм) или даже меньше.
Предыдущие номера возможны, но они требуют больших знаний, внимания и практики. Но если вы тщательно выбирали снаряжение и потратили много времени на оттачивание соответствующих приемов, у вас все получится.
Результаты будут приемлемыми в разумных пределах, так как сварка электродом не подходит для соединения тонких металлов.
Теперь давайте посмотрим, какое оборудование вам нужно и как выполнять сварку тонкими металлами.
Какой источник питания нужен для сварки тонким металлом?
Инвертор постоянного тока (DC) — лучший источник сварочного тока для сварки тонких металлов электродами. Постоянный ток создает дугу с более плавными характеристиками сварки и очень удобен для тонких заготовок.
Постоянный ток создает дугу с более плавными характеристиками сварки и очень удобен для тонких заготовок.
Переменный ток (AC) требует немного большей силы тока для того же диаметра стержня, и дуга не такая стабильная, как при постоянном токе.
Кроме того, большинство удилищ работают от постоянного тока, а не от переменного тока, поэтому у вас есть выбор.
Сварочные аппараты с инвертором могут обеспечить малую силу тока, например 20-40А, необходимую для сварки очень тонких металлов.
Кроме того, многие инверторы оснащены такими функциями, как горячий старт и форсирование дуги, которые позволяют контролировать поведение дуги для достижения лучших результатов.
Какая полярность лучше всего подходит для сварки тонкого металла?
Если у вас есть сварочный аппарат постоянного тока, используйте отрицательный электрод постоянного тока (DCEN или DC-) при сварке тонких металлов. Это подключение электрододержателя или жала к DC- и рабочего зажима к DC+. Некоторые сварщики могут иметь переключатель для выбора полярности.
Некоторые сварщики могут иметь переключатель для выбора полярности.
DCEN передает меньше тепла в заготовку, чем DCEP, и имеет меньшее проникновение.
Чтобы улучшить ситуацию, стержень плавится быстрее, так что вы можете проводить его с более высокой скоростью над суставом и подводить к суставу еще меньше тепла. Это предотвратит продувание металла и высокую деформацию заготовки.
Какой сварочный электрод использовать для тонкого или листового металла?
Сварочный стержень E6013 лучше всего подходит для сварки очень тонкой малоуглеродистой стали и известен как стержень для листового металла. E6013 имеет флюсовое покрытие с высоким содержанием рутила. Рутил создает самую гладкую дугу с легким проникновением, которая не прожигает заготовку так часто, как другие стержни.
E6013 очень прост в использовании, и вы можете легко остановить и снова запустить дугу. Это полезно для методов, которые вводят меньше тепла в заготовку.
Если у вас есть сварочный аппарат постоянного тока, вы можете использовать DCEN с E6013. Как упоминалось ранее, эта полярность еще меньше нагревает заготовку.
Кроме того, вы можете найти E6013 с самым тонким диаметром 1/16″ (1,6 мм). Этот диаметр стержня имеет низкий диапазон силы тока, около 20-40А.
С тонким 1/16″ E6013 у вас есть небольшая лужа, которой требуется всего несколько ампер для хорошей работы. В результате в заготовку поступает небольшое количество тепла.
Другие рутиловые стержни, такие как E6012 или E7014, хорошо подходят для сварки тонкого металла. Но не так хороши, как E6013, да и найти их непросто, особенно в тонких диаметрах.
Помимо рутиловых стержней, многие сварщики используют целлюлозные стержни, такие как E6011. Эти стержни создают самую горячую и сильную дугу, и их трудно сваривать. Но вы можете сваривать относительно тонкие металлы при правильной технике и большой практике.
Целлюлозные стержни хорошо подходят для сварки тонких металлов в вертикальном и потолочном положениях, поскольку они очень быстро затвердевают.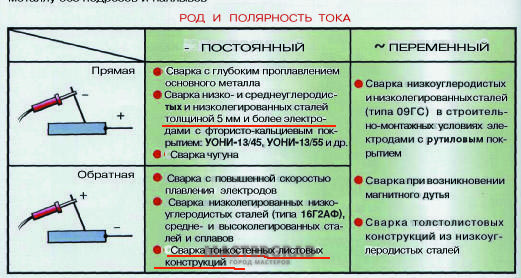
AdvertisementsКак подготовить тонкий металл к сварке электродом?
Для сварки тонкого металла встык соединение должно иметь плотную и ровную посадку. Кроме того, чистый металл имеет важное значение и помогает луже течь лучше. Наконец, частая прихватка вдоль стыка и предварительный нагрев помогут предотвратить деформацию.
1. Убедитесь, что у вас хорошая подгонка
Тонкие металлы не могут поглощать много тепла и очень легко плавятся, если у вас нет соединения с хорошей подгонкой.
Если в стыке имеются неравномерные зазоры или края не имеют одинаковой толщины, тепло будет концентрироваться на слабых частях и расплавлять их.
Тонкие детали не нуждаются в широком раскрытии корня для полного проникновения. Небольшое корневое отверстие обеспечит прочные сварные швы, в то же время поглощая остаточные напряжения от усадки.
Если вы пытаетесь сваривать тонкий листовой металл, лучше создать и сварить кромочные или нахлестные соединения, которые лучше переносят нагрев, чем обычные стыковые соединения.
Наконец, во время сборки вы можете расположить металлы таким образом, чтобы предвидеть любую деформацию, чтобы в итоге металлы стабилизировались в нужном вам положении.
2. Очистите заготовку
Очистите соединение и место, где вы собираетесь разместить рабочий (заземляющий) зажим. Это обеспечит лучшую стабильность дуги и увлажнение лужи.
Если на соединении есть прокатная окалина, ржавчина, краска или другие загрязнения, они действуют как изоляция для электричества. После прихватки удалите весь шлак с помощью отбойного молотка и проволочной щетки.
Дуга зажигается с трудом и не так стабильна при сварке. Кроме того, расплавленная лужа не может смачиваться должным образом и остается ограниченной. Это даст вам более узкую, но более высокую бусину, которую вам придется стачивать позже.
Чистое соединение поможет избежать шлаковых включений, которые являются обычным явлением, если вы собираетесь использовать рутиловые стержни или часто включать и выключать дугу.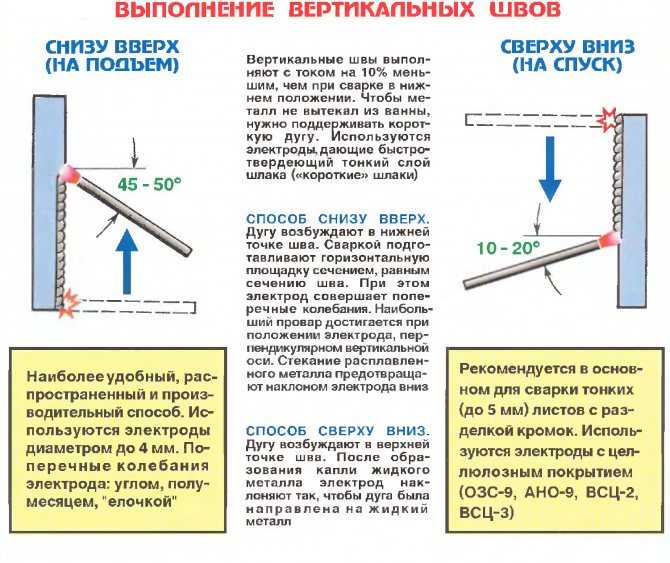
Хотя электродная сварка хорошо подходит для сварки грязных металлов, ее следует избегать для тонких деталей.
3. Частые прихваточные швы
Было бы полезно делать частые низкопрофильные прихваточные швы вдоль стыка, например, каждые 2″ (5 см) или меньше после зажима заготовки.
Если прихватки выпуклые, отшлифуйте их, чтобы они стали плоскими. Зажим и прихватка перед сваркой очень поможет предотвратить деформацию.
4. Предварительный нагрев заготовки
Я оставил предварительный нагрев напоследок, но на самом деле это лучшее, что вы можете сделать, чтобы избежать деформации перед началом сварки.
Благодаря предварительному нагреву вы минимизируете неравномерное и быстрое распределение тепла в холодном изделии. Кроме того, равномерно нагретая заготовка будет симметрично и медленно остывать, что предотвратит заворачивание.
Но подогреть маленькую заготовку сложно, потому что ее нужно прогреть идеально ровно, например, поставив в печь.
Вы можете использовать такие процессы, как кислородно-ацетиленовый, для предварительного нагрева заготовки, но это требует большого опыта. Если предварительно разогреть заготовку неравномерно, она свернется, даже если вы ее не сварите.
Если вы хотите сварить тонкую аустенитную нержавеющую сталь, например, 304 или 316, вы никогда не используете предварительный нагрев.
Вам нужен охладитель для тонкого металла?
Если вы можете использовать охлаждающую пластину из алюминия или, что еще лучше, из меди, то при сварке тонких металлов значительно облегчится сварка стыком. Эти охлаждающие стержни могут поглощать тепло с высокой скоростью. Более быстрым и дешевым решением было бы использование стального стержня. Сталь не так хороша, как медь или алюминий, но это лучше, чем ничего.
Выберите охлаждающий стержень (или опорный стержень) толщиной 1/8 дюйма (3,2 мм) или больше. Чем толще, тем лучше. Очень крепко закрепите заготовку на охлаждающей пластине. Поскольку у вас есть сустав с очень хорошей посадкой, нет опасности повредить штангу.
Поскольку у вас есть сустав с очень хорошей посадкой, нет опасности повредить штангу.
Еще лучше было бы добавить больше брусков поверх заготовки и зажать ее как бутерброд, оставив открытым только стык.
Охлаждающие пластины поглощают большую часть тепла и снижают риск деформации или прогорания металла.
Какое положение сварки лучше всего подходит для тонкого металла?
По возможности старайтесь приваривать тонкий металл в горизонтальном положении, так как это проще всего и обеспечивает лучший контроль и комфорт. Если вам необходимо сварить в вертикальном положении, сделайте это, потянув стержень вниз.
Вертикальное положение вниз лучше подходит для тонкого металла, так как вы можете сваривать быстрее. Это будет меньше нагревать соединение.
Если сваривать в вертикальном положении, то очень легко прожечь заготовку. Особенно при сварке конца стыка, потому что он перегревается.
Многие тонкие стержни лучше работают при сварке вертикально вниз, чем их более толстые версии с большей силой тока.
Какие методы используются для электродуговой сварки тонкого металла?
Способ создания валика имеет важное значение при сварке тонких металлов. Это самая сложная часть, где вы должны сделать все возможное и сделать предыдущие шаги продуктивными.
При контактной сварке тонкого металла очень часто происходит переваривание соединения. Сварка по своей природе очень прочная. Тонкие детали не требуют большого количества сварки, чтобы скрепить их вместе.
Вы должны сваривать в небольшой ванне, которая выделяет небольшой объем присадочного металла и тепла. Больше наплавленного металла не добавит полезной прочности и приведет к большим искажениям.
Техника, которую вы используете для сварки тонкого металла, должна потреблять как можно меньше тепла.
1. Небольшой прямой валик
Если шов короткий, например, 1″ (2,5 см), можно сделать прямой валик (или стрингер). Скорость, которую вы используете для сварки, является наиболее важным параметром, на который вы должны обратить внимание.
Лучше всего сделать это без малейшей паузы и как можно быстрее, не создавая из этого никаких дефектов. Если у вас есть хорошо сформированный шарик с проникновением и сплавлением, все в порядке.
При контактной сварке тонкого металла не рекомендуется переплетать стержень. Это снижает скорость и требует много сварочного металла и тепла.
2. Стыковая сварка
Если соединение длинное, вы не сможете выполнить непрерывный валик, так как это приведет к перегреву соединения. Было бы лучше использовать такие методы, как стежковая (или скиповая, или, официально, прерывистая) сварка.
При стыковой сварке вы привариваете короткий валик, например, 1/2″ (1,27 см). Затем вы оставляете зазор равной или большей длины. После этого вы повторяете процедуру, пока не закончите соединение.
Последовательность наложения стежков для деформации сваркиОсновное преимущество сварки стежками заключается в том, что вы подвергаете заготовку гораздо меньшему нагреву.
Вы можете оставить сустав таким, и это нормально. Для большинства проектов, выполненных из тонкого металла, эти соединения с зазорами достаточно прочны. Таким образом, вы экономите время, так как не свариваете весь стык, и экономите часть стержней.
Для большинства проектов, выполненных из тонкого металла, эти соединения с зазорами достаточно прочны. Таким образом, вы экономите время, так как не свариваете весь стык, и экономите часть стержней.
Но если вы хотите, чтобы это выглядело лучше или чтобы в зазорах не было грязи, вы можете приварить их, когда заготовка остынет. Вы можете подождать 15-30 минут или обдуть его сжатым воздухом, чтобы он быстрее остыл.
3. Сварка с обратным шагом
С помощью метода обратного шага вы наклеиваете небольшие валики, которые имеют направление, противоположное основному направлению сварки.
Например, если основное направление сварки идет справа налево, вы свариваете каждый валик слева направо. Вы начинаете сварку с правого края соединения.
Последовательность обратного наплавления для искривления при сварке При сварке стыковым швом направление распространения и концентрации тепла совпадает с направлением сварки. В предыдущем примере он идет в левую часть заготовки.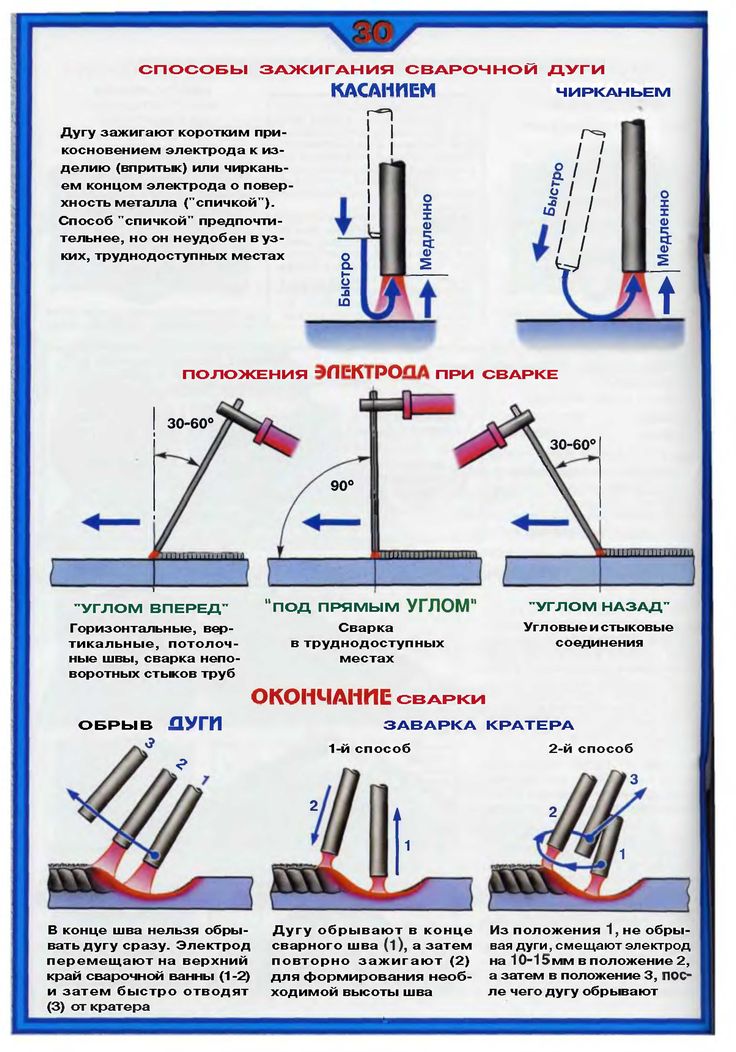
Если маленькие валики имеют противоположное направление, выделяемое ими тепло распространяется в направлении, противоположном основному направлению сварки. Это распределяет тепло по заготовке более симметрично, а не непрерывно от одной точки к другой. В результате будет меньше искажений.
Вы можете приварить каждую маленькую бусину рядом с предыдущей. Если вы хотите меньше подводимого тепла, вы можете сваривать каждый второй или третий сегмент, например, сварку в пропускном режиме.
4. Симметричная сварка
При симметричной сварке вы начинаете сварку электродами в центре стыка. Вы свариваете сегмент слева, затем один справа. Затем вы привариваете слева от первого валика, затем справа от второго валика и повторяете до тех пор, пока не закончите соединение. Изображение ниже описывает это лучше.
Симметричная последовательность наплавки для деформации при сварке Центр заготовки часто деформируется из-за слишком сильного нагрева. Техника симметричной сварки занимает больше времени, но лучше всего решает эту проблему.
5. Закройте стык прихватками
Другой метод, если заготовка очень тонкая и стык короткий, заключается в выполнении множества прихваточных швов вдоль стыка, пока вы его не закроете.
Повторяющаяся прихватка — это еще один способ избежать перегрева соединения, поскольку металл остывает между каждой прихваткой. Но требуется много времени и хорошая концентрация, чтобы повторно зажечь дугу без дефектов.
Один из способов сделать это — сделать серию непрерывных перекрывающихся закрепок, одну рядом с другой. Таким образом, вы имитируете импульсную функцию более дорогих сварочных аппаратов.
Другой способ: после того, как вы закончите прикреплять инициалы по краям, вы приметаете их посередине. После этого вы снова прихватываете середину каждой половины, пока не заполните стык прихваточными сварными швами.
Но не нужно заполнять весь стык прихватками, если заготовка маленькая и не выдержит нагрузки.
Когда удилище новое, его трудно удерживать в устойчивом положении, и это затрудняет прихватку.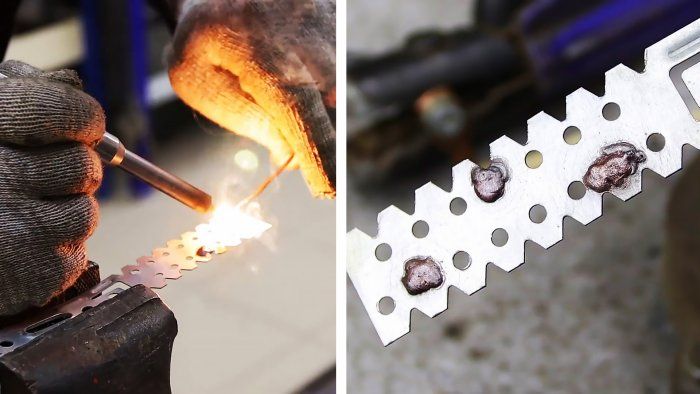 Удержание стержня в сухих сварочных перчатках помогает сделать стержень более стабильным и облегчить прихватку. Он хорошо работает до тех пор, пока удилище не нагреется, но после этого оно становится короче и легче правильно обращаться с ним и продолжать прихватку.
Удержание стержня в сухих сварочных перчатках помогает сделать стержень более стабильным и облегчить прихватку. Он хорошо работает до тех пор, пока удилище не нагреется, но после этого оно становится короче и легче правильно обращаться с ним и продолжать прихватку.
В этих методах используется много перезапусков, что увеличивает риск дефектов, но в целом это лучше, чем дыры или искажения. Они также увеличивают нагрузку на источник питания, снижая рабочий цикл.
Какие у вас есть альтернативы?
Теперь давайте рассмотрим два варианта сварки тонких металлов с помощью обычного сварочного аппарата.
1. Используйте электроды для пайки пайкой
Альтернативой для соединения тонких металлов является использование стержней для пайки вместо обычных стержней. Прутки для сварки припоем отлично снижают опасность повреждения тонких заготовок и облегчают и ускоряют работу. Они используют то же оборудование для сварки стержнем и конструкцию соединения.
Прутки для сварки припоем изготовлены на основе меди и плавятся при более низкой температуре, чем сталь. Более низкая температура является огромным преимуществом, так как нет расплавленной лужи. Расплавленный стержень прилипает к поверхности основного металла, не проникая в нее.
В результате тепло, которое уходит в основной металл, намного ниже. Это имеет огромное значение для предотвращения прожигания металла или его деформации.
Наиболее распространенными стержнями для припоя являются кремниевая бронза (ECuSi или SiB), фосфористая бронза (ECuSn) и алюминиевая бронза (ECuAl).
ECuSi и ECuSn имеют более низкую прочность на растяжение (50 тысяч фунтов на квадратный дюйм), чем мягкая сталь (60+ тысяч фунтов на квадратный дюйм). Тем не менее, прочности на растяжение в 50ksi более чем достаточно для большинства проектов из листового металла. ECuAl имеет прочность на растяжение 70ksi, как и стержень E7014.
Основными недостатками сварки пайкой являются:
- Низкая прочность на растяжение и более слабое соединение, так как нет проплавления. Но оба не нужны для большинства проектов из тонкого металла . Вы можете приварить валик большего размера для дополнительной прочности, если считаете это необходимым.
- Металл сварного шва на основе меди теряет прочность при высоких температурах. Это около 930°F (500°C). Однако он прекрасно выдерживает температуру до 400°F (200°C).
- Соединение необходимо тщательно очистить, чтобы металл припоя мог свободно течь и образовывать прочную связь с заготовкой.
- Прутки для пайки стоят дороже, чем обычные стальные стержни, но они предохраняют тонкую заготовку от повреждений, вызванных перегревом.
- Наконец, не соответствует цвету , так как бусина всегда имеет золотистый цвет.
2. Обновите свой сварочный аппарат для сварки электродом до базового аппарата для сварки TIG
Существует еще одно решение для сварки тонкого металла с помощью аппарата для сварки электродом в среде защитного газа, если у вас есть некоторый опыт сварки TIG или вы все равно планируете этому научиться.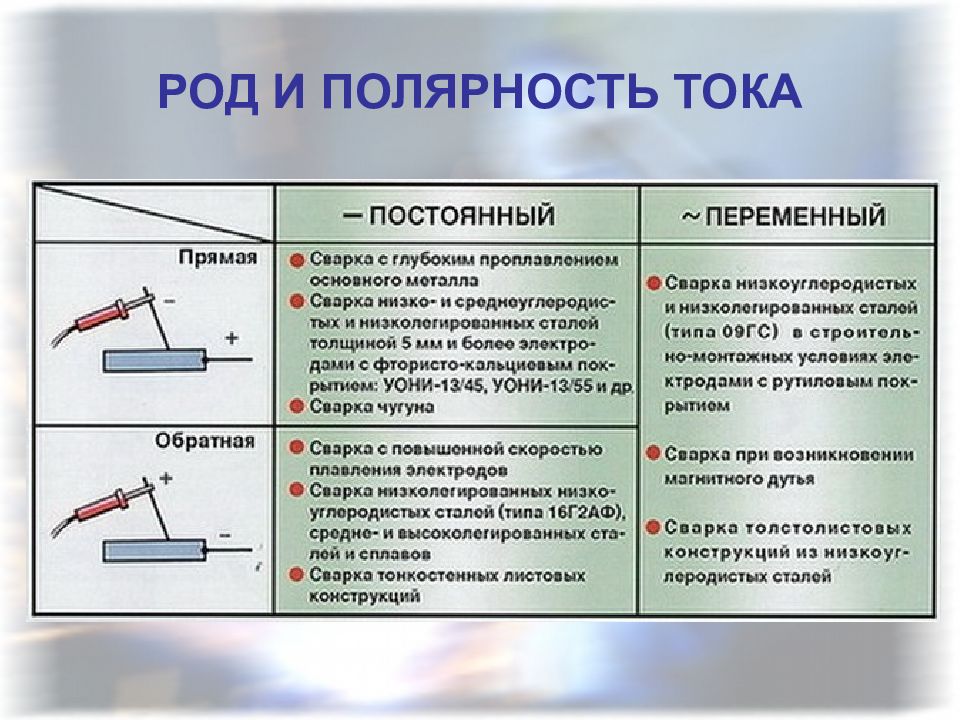
К аппарату для ручной сварки можно подключить горелку TIG со специальным газовым контроллером. Затем подключите его к баллону с аргоном с газовым регулятором. Теперь у вас есть очень простой сварочный аппарат TIG без необходимости покупать дополнительный блок питания.
У вас не будет настоящего сварочного аппарата TIG, но после некоторой практики с запуском дуги с нуля вы сможете сваривать тонкую сталь с гораздо лучшими результатами. С помощью этого метода можно даже сваривать листовой металл толщиной 24 мм (0,5 мм).
Кроме того, если ваш сварочный аппарат имеет функцию подъема, вы можете использовать ее, чтобы облегчить запуск дуги и реже притачивать вольфрамовый электрод. Вместо того, чтобы царапать электрод, вы касаетесь поверхности и поднимаете ее на расстояние сварки, и дуга загорается.
Имейте в виду, что для этого вам понадобится сварочный аппарат постоянного тока, и всегда подключайте горелку TIG к разъему постоянного тока.
Заключительные мысли
При хорошей подготовке и опыте можно сваривать тонкие металлы методом проклеивания. Но трудно иметь красивые суставы или идеально предотвращать искажения.
Но трудно иметь красивые суставы или идеально предотвращать искажения.
Кроме того, непроизводительно, если нужно сварить много тонкого металла. Вам необходимо использовать более подходящий процесс сварки.
Сварка MIG идеально подходит для длинных металлических листов. Также хорошо, если у вас нет большого опыта сварки и вы хотите работать сразу с тонкими металлами. Тот, который поддерживает импульсную сварку, будет идеальным.
Если вы хотите получить красивые соединения или работать с тонкими и дорогими металлами, такими как нержавеющая сталь, вам следует использовать сварку TIG. Использование сварочных стержней для пайки значительно снижает риск ожогов и искажений.
Смежные вопросы
Можете ли вы сварить тонкую нержавеющую сталь с помощью дуговой сварки?
Ручная сварка тонкой нержавеющей стали очень трудна для соучастника. Нержавеющая сталь не может быстро рассеивать тепло сварки и подвержена перегреву.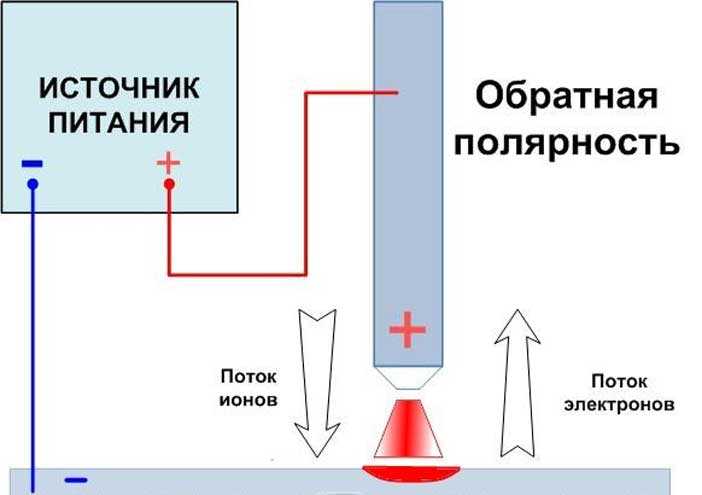 Чрезмерное искажение, жгучие мысли и сильное падение коррозионной стойкости – основные дефекты. Лучшими альтернативами являются сварка MIG или TIG или использование прутков для припоя.
Чрезмерное искажение, жгучие мысли и сильное падение коррозионной стойкости – основные дефекты. Лучшими альтернативами являются сварка MIG или TIG или использование прутков для припоя.
Попытка склеить сварной шов из нержавеющей стали тоньше 1/8 дюйма (3,2 мм) является сложной и напряженной задачей. Это требует большого опыта и концентрации. Кроме того, если вы хотите, чтобы соединение было красивым, вам нужно много шлифовать и полировать.
Возможно, более простой альтернативой является использование стержней для сварки припоем, описанных ранее в статье. Кроме того, охлаждающие стержни творят чудеса с тонкой нержавеющей сталью, так как лучше держать ее как можно более холодной.
Другие статьи Weldpundit
Как приклеить сварной чугун: с предварительным подогревом и без него
Как приклеить сварной шов из нержавеющей стали к углеродистой стали: шаг за шагом.
Можно ли держать электрод во время сварки электродом? Когда и как.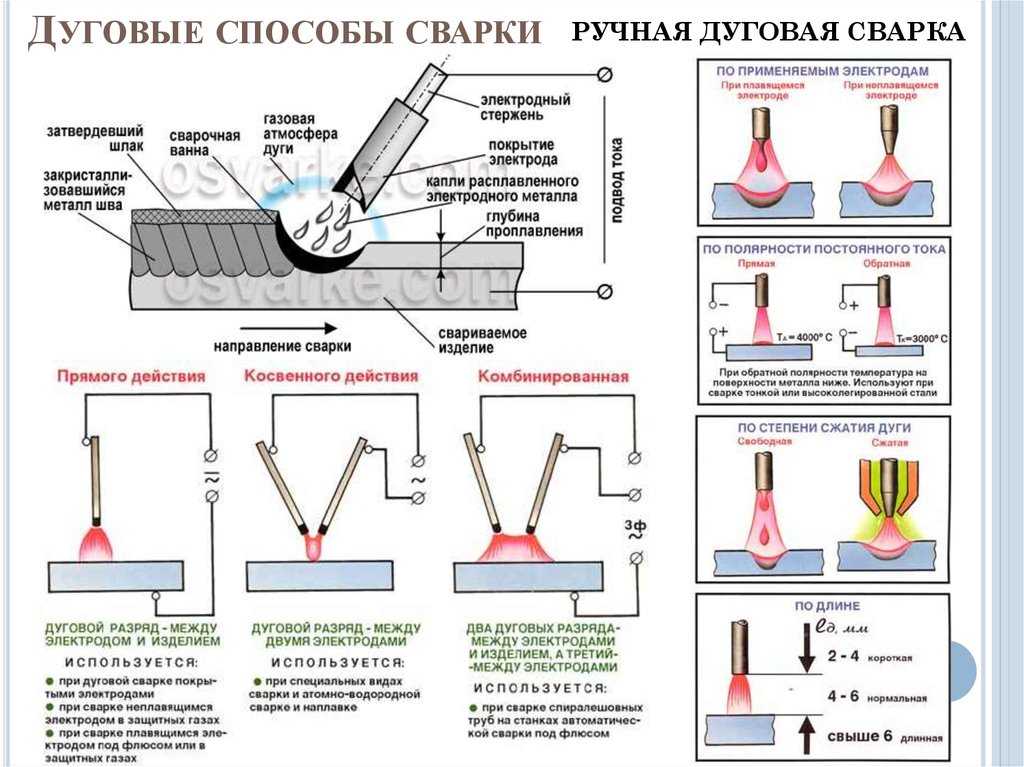
Легко или сложно научиться сварке электродом?
Какой самый простой сварочный электрод?
Почему сварочные стержни продолжают прилипать? и что с этим делать.
Руководство по горячему пуску, форсированию дуги и антипригарному режиму при сварке электродом.
Что такое сварочное покрывало? Полезное руководство.
Сравнение процессов сварки электродом и порошковой проволокой-S.
Что такое прокатная окалина на горячекатаной стали: и как ее проварить
Как склеивать металлы различной толщины
перейти к содержаниюРучная/дуговая сварка является одним из старейших методов, но он до сих пор находит применение в различных промышленных применениях, таких как трубопроводы, структурная сварка, ремонт в тяжелых условиях и многое другое.
Несмотря на то, что в настоящее время существуют более совершенные сварочные процессы, сварка электродами пользуется популярностью у многих сварщиков благодаря простоте использования, универсальности, высокой скорости наплавки и низким затратам.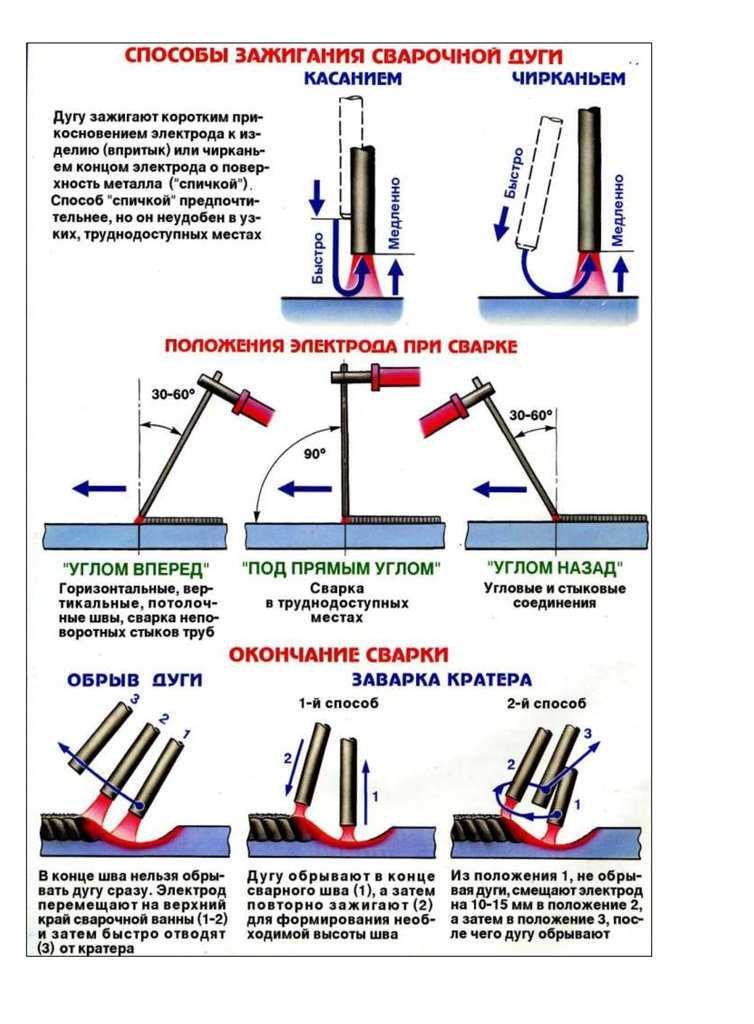
Помимо промышленности, процесс дуговой сварки также нравится любителям, любителям и владельцам небольших магазинов. Однако менее опытные часто спрашивают, как сваривать металлы разной толщины.
В этой статье мы объясним, как сварка стержнем работает с тонким металлом, металлом средней толщины и толстой заготовкой, и что вам потребуется для успешной сварки.
Фото @welding_land Сварка металлов различной толщиныСварка электродами — это простой процесс, не требующий особых навыков или специального оборудования, такого как сварка TIG, и его можно использовать для сварки в полевых условиях в ветреную погоду. Стержневые электроды имеют слой флюса, который защищает сварочную ванну от загрязнения и может прожечь ржавчину, краску и грязный металл.
Учитывая высокую скорость наплавки и низкие затраты, неудивительно, что сварка электродом является предпочтительным методом, когда проектные или ремонтные работы необходимо выполнить быстро и дешево. Однако по внешнему виду сварка электродами не может сравниться со значительными сварными швами TIG.
Однако по внешнему виду сварка электродами не может сравниться со значительными сварными швами TIG.
Что касается металлов разной толщины, то сварка стержнем исключительно хорошо работает со средним и толстым металлом, но реже используется для сварки тонкого металла. Никакие особенности не могут ограничить тепловыделение, как при сварке MIG или сварке TIG, но более высокое проникновение очень хорошо справляется с толстым металлом.
Давайте посмотрим, что вам нужно и как сваривать металл разной толщины с помощью сварки стержнем.
Ручная сварка тонкого металла Сварка тонкого металла или любого другого металла тоньше 1/8″ довольно сложная задача, и даже если вы все сделаете правильно, нет гарантии, что у вас все получится. Единственной причиной является тепловая мощность электродуговой сварки, которая редко бывает ниже 20-30 ампер. Кроме того, отсутствуют такие функции, как импульсная сварка MIG или TIG, которые помогли бы ограничить зону термического влияния в тонком металле.
В результате вы можете столкнуться с накруткой, прожогом или искажением. Кроме того, у вас могут возникнуть проблемы с запуском дуги из-за низкой силы тока, и решение состоит в том, чтобы увеличить ее, что препятствует сварке тонких металлов.
Однако некоторые практические советы могут помочь вам с листовым металлом большего размера.
Сварочное оборудование для сварки тонколистового металлаКак и при других методах сварки, для сварки тонколистового металла вам не понадобится самый мощный сварочный аппарат. Вместо этого вы можете сделать это с помощью сварочного аппарата постоянного тока YesWelder ARC-125DS, рассчитанного на 20-125 ампер с технологией легкого запуска дуги.
Эта функция может помочь вам компенсировать пусковую мощность при малом токе, которая потребуется для тонкой низкоуглеродистой стали. Вам нужно будет установить машины достаточно низко, чтобы не прожечь основной металл, но все же достаточно высоко, чтобы запустить дугу.
Вам нужно будет установить машины достаточно низко, чтобы не прожечь основной металл, но все же достаточно высоко, чтобы запустить дугу.
Следующим шагом будет выбор подходящего сварочного электрода Stick. Вы не хотите использовать электроды диаметром более 1/8 дюйма или 1/16 дюйма, так как они будут расширять зону термического влияния, что приведет к накручиванию или деформации. Вы должны использовать стержень E6011 или E6013 для достижения наилучших результатов.
Стержень E6011 больше подходит, когда вам не нужна красивая сварка тонкого или листового металла, и они хорошо работают с окрашенным, ржавым или грязным металлом. Тем не менее, стержни E6013 показывают лучшие результаты, когда важен внешний вид сварного шва, но они требуют адекватной очистки поверхности. Кроме того, 6013 обеспечивают более мелкое проникновение по сравнению с 6011.
Выбор правильной полярности так же важен, как и подбор присадочного металла. Для тонких металлов DCEN (отрицательный электрод постоянного тока или DC-) является лучшим выбором, поскольку он обеспечивает более низкое проникновение по сравнению с DCEP.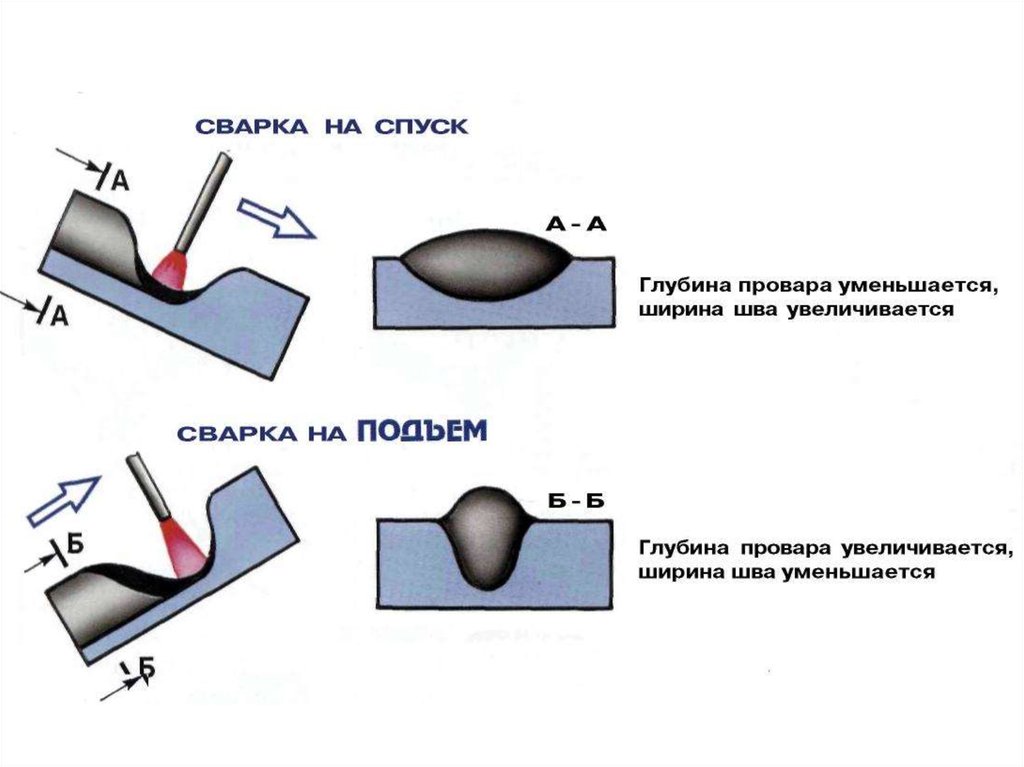 При использовании DCEN держатель электрода подключается к отрицательному выводу (-) сварочного аппарата.
При использовании DCEN держатель электрода подключается к отрицательному выводу (-) сварочного аппарата.
Несмотря на то, что SMAW известен отличными результатами при сварке через грязь или ржавчину, при работе с тонкими металлами требуется очистка поверхностей, особенно при работе с электродами E6013. Также не рекомендуется оставлять большой зазор, так как детали будут деформироваться, поэтому требуется хорошая подгонка.
Поскольку при сварке SMAW трудно контролировать тепловложение, вам потребуется особое внимание при работе с более тонким материалом. Это явно применяется при использовании более длинных сварных швов. Использование техники скиповой сварки с несколькими прерывистыми или стежковыми сварными швами может помочь свести к минимуму деформацию и равномерно распределить тепло.
Источник: http://www.soliddna.com/SEHelp/ST5/EN/i_v/stchweld1c. htm
htm Кроме того, вы можете зажимать детали и использовать прихваточные швы с дополнительной опорной планкой, которая может служить теплоотводом. Иногда электроды могут скручиваться вверх и вниз, поэтому вы можете использовать использованные электроды или обеспечить более плотную поддержку. Медленное движение приведет к прожогу, но вы должны сделать больше, чем просто пройтись по сварному шву.
В конечном счете, сварка тонких материалов дуговой сваркой в среде защитного металла сводится к поиску точки наилучшего восприятия, в которой электрод воспламеняется, но не прожигает отверстия в деталях.
Сварка стержнем металла средней толщиныСварка стержнем — один из лучших, умеренно простых и дешевых методов сварки низкоуглеродистой стали средней толщины. Эти приложения обычно включают ремонт в полевых условиях, техническое обслуживание, работу на ферме, а также хобби и работу своими руками.
В качестве металла средней толщины мы рассматриваем листы толщиной до 1/4 дюйма или 1/2 дюйма, поскольку у вас редко будет возможность сварить что-либо толще, чем в вашем магазине. Сварка металла средней толщины электродом, безусловно, более щадящая. чем сварка листового металла, но вам все равно потребуется некоторое время, чтобы освоить эту технику для достижения наилучших результатов.0003
Сварка металла средней толщины электродом, безусловно, более щадящая. чем сварка листового металла, но вам все равно потребуется некоторое время, чтобы освоить эту технику для достижения наилучших результатов.0003
Давайте посмотрим, что делать с наплавленным металлом средней толщины.
Фото @upinsmokeweldingapparel Оборудование для металла средней толщиныСамое приятное в металле средней толщины то, что вы можете сваривать его с помощью обычного сварочного аппарата на 160 ампер, который обычно недорог. Таким образом, наш лучший выбор, несомненно, сварочный аппарат YesWelder YWA-160 IGBT Inverter Stick.
Этот легкий, портативный и недорогой аппарат можно использовать для сварки стали диаметром до 5/32 дюйма при подключении к розетке 220 В. Помимо привлекательной цены, этот аппарат оснащен такими функциями, как форсаж дуги, горячий старт и VDR. защиту, чтобы помочь вам справиться с вашими повседневными проектами средней мощности. Эти функции помогут вам запустить и поддерживать стабильную дугу от начала до конца приложения, что имеет решающее значение для высочайшего качества сварки электродом.
Эти функции помогут вам запустить и поддерживать стабильную дугу от начала до конца приложения, что имеет решающее значение для высочайшего качества сварки электродом.
По мере увеличения толщины основного металла вам потребуется использовать стержневой электрод большего диаметра. Правильный размер стержня для дуговой сварки — это наибольший размер, который подходит для соединения, обеспечивая надлежащее проплавление и сплавление, наиболее распространенными являются 1/16, 5/64 и 3/32. Как и при сварке TIG, вам нужен электрод на одну ступень тоньше, чем основной металл. Например, для металла 1/8″ потребуется стержень 3/32″.
У вас больше возможностей для выбора типа электрода, чем при сварке листового металла, с широко используемыми электродами 6010, 6011, 6013 и 7018. Самое приятное то, что свойства электрода могут идеально соответствовать вашим проектам. Например, если вам нужно больше тепла, вы можете использовать E6010, в то время как E6011 обеспечивает мягкую дугу, минимальное разбрызгивание, умеренное проплавление и легко удаляемый шлак.
Если вы новичок, подумайте о том, чтобы начать с рутиловых стержней, таких как E6013 и E7014. Они обеспечивают значительно более щадящие результаты, чем целлюлозные стержни, такие как E6011, или стержни с низким содержанием водорода, такие как E7018. Тем не менее, рутиловые стержни дают результаты более низкого качества, но вы можете использовать их, чтобы освоить более сложные электроды.
При выборе обратите внимание на полярность электрода. Например, некоторые электроды, такие как E6010, предназначены только для DCEP, тогда как его альтернатива, E6011, может работать как с переменным, так и с постоянным током.
Источник: https://amarineblog.com/2019/09/03/welding-current-types-dcen-dcep-ac/ проблемы с 6010s, приводящие к противоречивым результатам с очень нестабильной дугой. К счастью, с YesWelder YWA-160 это не так, и это еще одна причина рекомендовать его.
Сила тока и полярность должны быть первыми параметрами, которые следует учитывать при настройке сварочного аппарата для сварки стали средней толщины. Параметры тока и полярности зависят от выбранного электрода и общих требований проекта.
Например, ток DCEP (DC+) нагревается на 10-15% больше по сравнению с DCEN (DC-) и AC. Поэтому для сварки металла средней толщины в большинстве случаев требуется полярность DCEP. DCEN, как мы уже говорили, более полезен при сварке тонкого металла, в то время как переменный ток обычно полезен, когда происходит дуновение дуги.
Удар дуги — это особая проблема сварки, которую вы можете заметить, если дуга отклоняется от сварочной ванны из-за магнитных или тепловых свойств основного металла. Поэтому, если вы чувствуете, что не можете его контролировать, вам, конечно, следует переключиться на переменный ток, если ваш аппарат и электрод позволяют это сделать. Однако сварка на переменном токе обеспечивает относительно низкое проплавление, и чередование положительной и отрицательной стороны может привести к гашению дуги.
Однако сварка на переменном токе обеспечивает относительно низкое проплавление, и чередование положительной и отрицательной стороны может привести к гашению дуги.
Далее вам нужно выбрать правильную силу тока. Сила тока обычно указывается на коробке или приложенных материалах упаковки электрода. Кроме того, вы можете использовать эмпирическое правило, согласно которому 1 ампер приходится на каждый электрод диаметром 0,001 дюйма.
Низкая сила тока приведет к чрезмерному прилипанию электрода к изделию, что в конечном итоге приведет к заиканию дуги. И наоборот, высокая сила тока делает сварочную ванну чрезвычайно текучей и почти неуправляемой, с сильными звуками дуги. Хотя вероятность прожечь металл средней толщины меньше, вы все равно должны быть внимательны.
Фото @coinsiieweldz Подготовка к сварке и технология сварки с Т-образным соединением, сваркой встык, угловым соединением и многим другим. Несмотря на то, что SMAW гораздо более устойчив к грязи, маслу или ржавчине, очистка деталей всегда является хорошей практикой.
В отношении техники сварки металла средней толщины существуют определенные рекомендации, но нет конкретных правил. Таким образом, SMAW позволяет сварщикам разрабатывать свой собственный стиль и манипулировать электродами, если они следуют определенным шагам.
Стержневые электроды можно запускать с помощью стрингера, прямого валика или техники плетения. Металлы до 1/4 дюйма обычно не имеют большого зазора, поэтому нет необходимости плести металлом средней толщины. Вместо этого следует обращать внимание на длину дуги, угол перемещения и скорость перемещения.
Дуга Длина представляет собой расстояние между электродом и ванной. Как правило, она не должна превышать диаметр сердцевины электрода. Если вы держите электрод слишком близко, он прилипнет и погаснет. Между тем, подняв его вверх высокая приведет к разбрызгиванию, пористости или подрезке.
Источник: https://www.cruxweld.com/blog/five-steps-to-improving-your-stick-welding-technique/ Угол перемещения аналогичен другим методам сварки.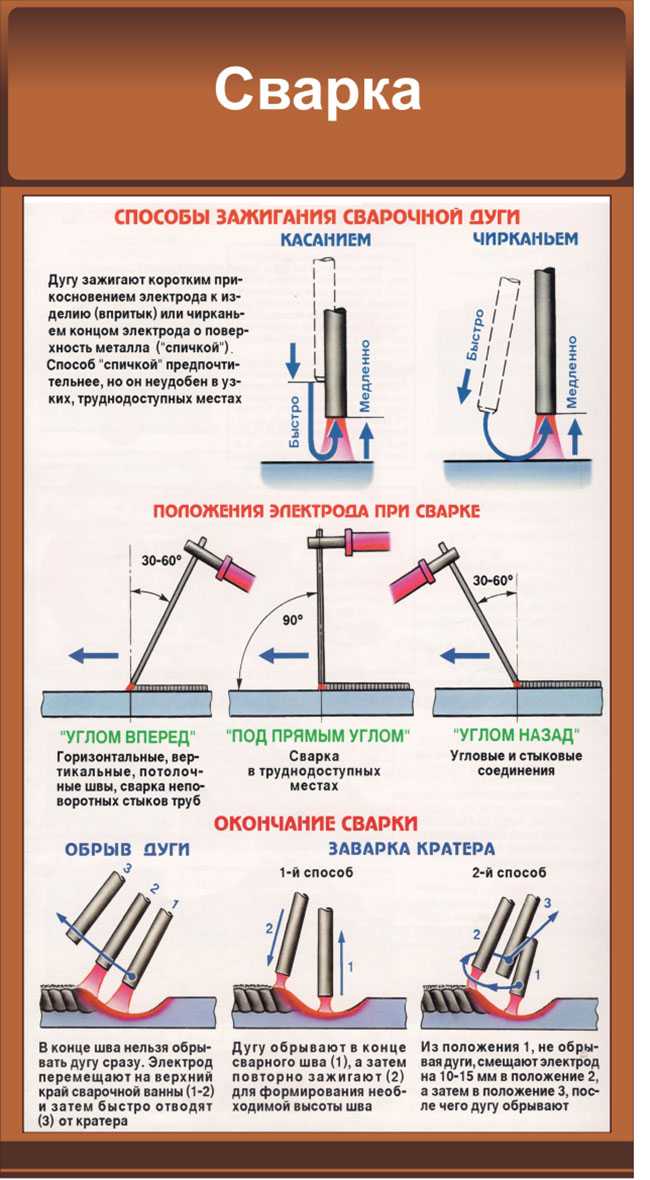 включает в себя удержание электрода под углом 5-15 градусов и технику перетаскивания (наотмашь) в горизонтальном и горизонтальном положениях. Для вертикальной сварки вверх требуется метод проталкивания под углом от 0 до 15 градусов.
включает в себя удержание электрода под углом 5-15 градусов и технику перетаскивания (наотмашь) в горизонтальном и горизонтальном положениях. Для вертикальной сварки вверх требуется метод проталкивания под углом от 0 до 15 градусов.
Скорость перемещения должна соответствовать толщине металла. Низкая скорость перемещения создает более широкие валики сварного шва с неглубоким проплавлением. Электрод не сплавляет две части; он просто сидит поверх основного металла. Между тем, высокая скорость перемещения создает узкие валики сварного шва, опять же, с проблемами провара и опасениями подреза или недолива.
Новичку может потребоваться время, чтобы освоить правильное обращение с электродом, скорость перемещения и длину дуги, что является причиной того, что SMAW немного сложнее, чем сварка MIG, но все же не так сложна, как сварка TIG. Однако, как только вы освоите эту технику, вы сможете успешно и быстро сваривать сталь средней толщины без защитного газа.
Источник: https://slideplayer. com/slide/4214975/ Сварка толстого металла
com/slide/4214975/ Сварка толстого металла Сварка электродами является одним из наиболее подходящих и широко используемых методов соединения более толстых металлов на фермах и ранчо, в полевых условиях, а также при техническом обслуживании и ремонте заводов, сварке трубопроводов и в судостроении. Вы уже должны знать причины – высокое осаждение и проникновение при низких затратах.
Сварка металла диаметром 3/16 дюйма и более с помощью SMAW потребует снятия фаски с деталей и использования нескольких проходов. Хотя то же самое относится к любому методу сварки, сварка с флюсовым сердечником (двойной экранированный флюсовый сердечник) является наиболее экономичным процессом. сделать это
Итак, давайте объясним, как это делается.
Источник: https://slideplayer.com/slide/4214975/ Сварочное оборудование для толстых заготовок Основное преимущество снятия фаски заключается в уменьшении зазора в 1 дюйм до разумного зазора в 1/.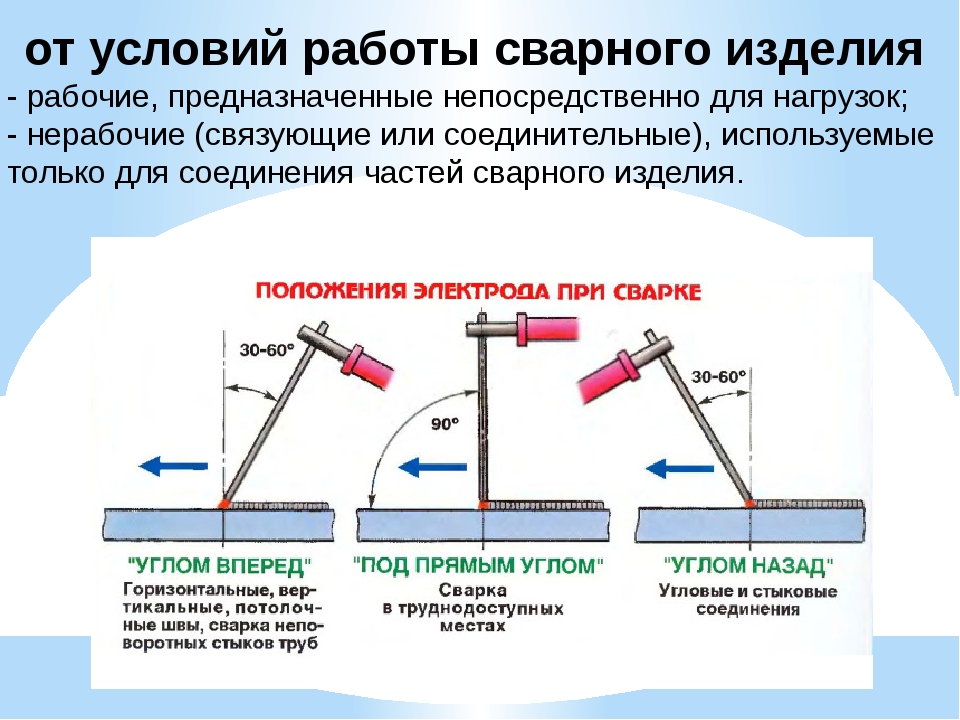 8″ или 1/4″. В этот момент вы можете использовать типичный сварочный аппарат с номинальным током 160-200 А. Если вы просмотрите рынок, большинство аппаратов для ручной сварки промышленного класса не имеют высокой номинальной мощности, как MIG или MIG. Аппараты TIG
8″ или 1/4″. В этот момент вы можете использовать типичный сварочный аппарат с номинальным током 160-200 А. Если вы просмотрите рынок, большинство аппаратов для ручной сварки промышленного класса не имеют высокой номинальной мощности, как MIG или MIG. Аппараты TIG
Таким образом, вы можете использовать YesWelder ARC-205DS для успешной сварки более толстых деталей. Хорошая сторона заключается в том, что вы можете использовать пресловутые 6010, которые обычно необходимы для корневого прохода на более толстой части. Сварочный аппарат для промышленного применения должен иметь высокий рабочий цикл, позволяющий сварщикам выполнять один проход за один проход.
Тем не менее, домашний ремонт, включающий сварку толстых заготовок, будет более чем выполним с рабочим циклом 60%, который предлагает ARC-205.
Выбор электрода Для сварки толстых листов электродами потребуются электроды подходящего размера, так как вы доводите корень до разумной толщины. В результате вам понадобится стержень 1/8 дюйма или 5/8 дюйма для первого, начального или корневого прохода, а также стержень 5/32 или 3/16 дюйма для заполняющего и закрывающего проходов.
Для сварки корневого шва используется всепозиционный целлюлозный сварочный электрод Е-ХХ10 (6010, 7010, 8010). Стандартная скорость перемещения составляет 12 дюймов в минуту с обратной (DC+) полярностью. Такой подход создает прочную основу для предстоящих сварных швов с легко отпадающим шлаком. Если в любом случае произойдет дуговой разряд, вы можете переключиться на его меньший брат 6011, который работает с переменным током, но дает несколько более слабые результаты.
E6013 Шлаковые корки Фото @darrinolszko Предстоящие проходы заполнения и закрытия обычно выполняются электродами с низким содержанием водорода E-7018. Это связано с тем, что сплавы 7018 производят прочные, пластичные сварные швы, которые хорошо заполняют отверстие, что делает их основой структурной сварки.
Подготовка под сварку более толстых деталей почти так же важна, как и сама сварка. Для листов толщиной до 3/16 дюйма вы должны использовать V-образную фаску для подготовки деталей. Для деталей толщиной от 1/2 до 3/4 дюйма потребуется U-образная фаска, которая может потребовать больше присадочного металла для обеспечения более прочных сварных швов. Наконец, для деталей толщиной более 3/4 дюйма потребуется соединение с двойным V-образным или U-образным скосом.0003
Зазор должен быть ровным по всему куску пластины или трубы, и выравнивание частей имеет решающее значение. Конечно, о чистоте не следует забывать. После выравнивания вы можете использовать прихваточные сварные швы, чтобы удержать все на месте, чтобы приступить к сварке.
Источник: https://slideplayer.com/slide/4214975/ Метод многопроходной сварки электродом вам придется использовать ткацкую манипуляцию с техникой проталкивания для V-образных скосов 3/16″-1/2″ или методом вытягивания для U-образных скосов больше 1/2″, чтобы правильно заполнить его и получить сплошной сварной шов. Процедура требует больше времени и практики, однако вы можете потренироваться, зажав ручку в электрододержателе и рисуя на листе бумаги.0003Несмотря на то, что 6010-е производят шлак, который легко отваливается, крайне важно тщательно очистить его перед выполнением любых других проходов. Любой оставшийся шлак может стать причиной шлаковых включений, которые могут нарушить целостность сварного шва, и они практически не обнаруживаются без рентгеновского или ультразвукового контроля.
Сварка с E6010, фото @sissou.sanПосле корневого прохода можно выполнить горячий проход, который выполняется в течение 5 минут после завершения первоначального сварного шва. Горячий проход используется для исправления некоторых дефектов, замеченных в корневом проходе, при этом на первый проход уходит на 5-10% больше тепла.
Укладка фундамента является важнейшей частью прочнейшего сварного шва на толстом металле, после чего вам нужно будет заполнить зазор. Присадочный проход выполняется стержнями Э7018 меньшего диаметра, но вы можете использовать любой удобный метод манипулирования электродами.
Высококвалифицированные сварщики обычно используют технику плетения для наплавки крышек для получения высокоэстетичных сварных швов типа TIG. Тем не менее, вы будете более чем в порядке с простой отделкой 7018s.
Сварка с E6010, Фото @wilsonanddaughterweldingНаконец, потребуется некоторое время, чтобы освоить процедуру многопроходной дуговой сварки. Но как только вы освоите его, вы разблокируете возможность сваривать металл независимо от его толщины.
Заключительные мысли
Сварка электродами — чрезвычайно универсальный процесс, позволяющий сваривать металлы различной толщины. Самым большим преимуществом является то, что вы можете сделать это дешево и быстро. В результате современные ремонтно-эксплуатационные работы и сварка металлоконструкций на нем были бы невозможны.
Для вас как любителя это означает, что вы можете сваривать мягкую сталь различной толщины, но только не тонкую. Сварка листового металла MIG значительно проще, а сварка TIG обеспечивает высочайшее качество сварных швов. Тем не менее, они не могут конкурировать со сваркой стержнем, когда речь идет о толстом заготовке.
Фото @welding_landВернуться к YesWelder
Как сварить нержавеющую сталь MIG, как Pro
Советы по распознаванию сварочных ванн для сварщиков TIG
{{ tier_title }}
“,”reward_you_get_popup”:”Вы получаете”,”reward_they_get_popup”:”Они получают”,”reward_free_shipping_popup”:”Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку”,”reward_you_get_free_popup “:”Бесплатная доставка”,”popup_item_tier_benefits_title”:”Преимущества”,”popup_item_tier_benefits_next_tier”:”Следующий уровень”,”popup_item_tier_benefits_list_of_tiers”:”Список уровней”,”reward_tier_achieved_on”:”Достигнуто {{ month }} {{ day } }, {{ year }}”,”reward_tier_multiply”:”Множитель”,”reward_tier_multiply_points”:”{{multiply_points }}x”,”earn_tier_more_points”:”Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}”,”reward_as_discount”:”{{ сумма }} скидка”,”reward_as_points”:”{{ сумма }} {{ points_name }}”,”reward_as_gift_card”:”{{ сумма }} подарочная карта”,”flexible_discount “:”Скидка”,”flexible_discount_price”:”Цена со скидкой”,” available_discount_title”:”В данный момент у вас нет доступных наград”,”reward_your_tier”:”Ваш уровень:”,”reward_next_tier”:”Нет уровень xt:”,”reward_page_confirm”:”Подтвердить обмен”,”reward_redeem_cancel”:”Отменить”,”reward_redeem_confirm”:”Подтвердить”,”reward_page_earn_points”:”Заработать баллы”,”reward_not_enough_points”:”Недостаточно баллов”,” select_rewards”:”Выберите награду”,”shop_now”:”Купите сейчас”,”reward_birthday”:”День рождения”,”reward_enter_birthday”:”Введите день рождения”,”reward_please_enter_birthday”:”Пожалуйста, укажите день рождения”,”reward_enter_valid_birthday” :”Введите действительную дату рождения”,”warning_title_for_reward”:”К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. “,”warning_title_for_reward_requirelogin”:”Чтобы участвовать в нашей программе лояльности и вознаграждений, вы должны подтвердить свой аккаунт первый. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть {{ points_name }}”,”reward_notifications_discount_check”:”Используйте скидку на странице оформления заказа”,”reward_notifications_add_discount_to_your_cart”:”У вас есть доступная скидка. Добавьте скидку в корзину!”,”reward_discount_unavailable”:”Скидка недоступна”,”reward_program_emails”:”Письма по бонусной программе”,”reward_title_earn_for_place_order”:”Купите этот товар и заработайте {{ points_count }} {{ points_name }}”,” награда_title_earn_for_place_order_on_cart_or_checkout”:”Вы зарабатываете {{points_count}} {{points_name}} за эту покупку”,”reward_save_btn”:”Сохранить”,”reward_delay_points_pending_status_rule”:”В ожидании”,”referral_page_inviting_text”:”Пригласив друга”,” referral_page_your_benefit”:”Ваша выгода”,”referral_page_your_friends_benefit”:”Привилегия вашего друга”,”referral_page_get”:”Получите”,”referral_page_no_reward_text”:”похвалите, пригласив своих друзей!”,”referral_link”:”Реферальная ссылка”,”copy_link “:”Копировать ссылку”,”referral_page_share_title”:”Поделиться в социальных сетях”,”referral_page_active_discounts”:”Активные скидки”,”claim_referral”:”Claim”,”referral_notification_label”:”Пожалуйста, введите адрес электронной почты, чтобы получить подарок”, “email_sent_successfully”:”Ваше письмо успешно отправлено полностью!”,”referral_page_share_link_not_log_in”:”Войдите, чтобы начать делиться ссылкой”,”reward_activities_order_refund”:”Возврат заказа”,”reward_activities_order_updated”:”{{rule_title}} (Заказ обновлен)”,”activity_refund_earn_point”:”-{ { points_count }} {{ points_name }}”,”activity_refund_earn_points”:”-{{ points_count }} {{ points_name }}”,”activity_order_tier_lowered”:”Уровень понижен ({{ tier_title }})”,”order_refunded_activity_spend”:” +{{ points_count }} {{ points_name }}”,”reward_activity_discount_refund”:”Возврат скидки”,”reward_activity_gift_card_refund”:”Возврат подарочной карты”,”refund_tier_activity_discount_refund”:”Возврат скидки ({{ Discount_code }})”,”referrer_guest_notify_message “:”Зарегистрируйтесь, чтобы получить скидку”,”reward_sender_block_list_in_referral_program”:”К сожалению, эта реферальная ссылка больше не активна”,”referral_title_history”:”История”,”referral_not_allowed_to_use_referral_program”:”Вам не разрешено использовать реферальную программу”, “referral_no_activity”:”Нет активности”,”referral_history_c ustomer_name”:”Имя”,”referral_history_customer_email”:”Электронная почта”,”referral_history_status”:”Статус”,”referral_history_date”:”Дата”,”order_redeem_discount_name”:”Скидка на заказ ({{ name_order }})”, “discount_expire_in_day”:”Скидка действует через {{ days_count }} день”,”discount_expire_in_days”:”Скидка действует через {{ days_count }} дней”,”activity_discount_expired_code”:”Скидка истекает {{ code }}”,”activity_discount_expired”: “Срок действия скидки истек”,”current_balance”:”Текущий баланс”,”birthday_gift_multiply_message”:”Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!”,”your_discount_code”:”Ваш код скидки:”, “verify_account_message”:”Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.