уроки для чайников, основы и правила работы для начинающих
Практически на любом дачном участке или в гараже периодически требуется скрепить намертво какие-либо железные детали или запчасти. Лучше всего для подобных работ использовать сварку. Однако иметь мощный сварочный аппарат удовольствие довольно дорогое, да и не всякая дачная или гаражная электрическая сеть сможет выдержать напряжение от сварки подобным аппаратом. Профессиональные сварочные аппараты также требуют определенных знаний, навыков и умений, которые трудно освоить самостоятельно. Поэтому мастера советуют использовать сварку инвертором для начинающих.
Руководство для чайников
Сварочный инвертор — это аппарат, преобразующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высокой частоты, а затем в постоянный ток. Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
- коэффициент полезного действия достаточно высок и составляет около 0,85—0,9;
- экономит электроэнергию;
- способен работать в сети меньшего напряжения (при падении напряжения до 180—190 вольт), что очень актуально для сельской местности и дачных участков, где падение напряжения — нередкий случай;
- по мнению профессионалов, «держать» дугу инвертора намного легче, чем у мощного сварочного аппарата;
- по сравнению с громоздким сварочным аппаратом, инвертор практически «ручной» и может легко переноситься даже одним человеком.


Как выглядит инвертор
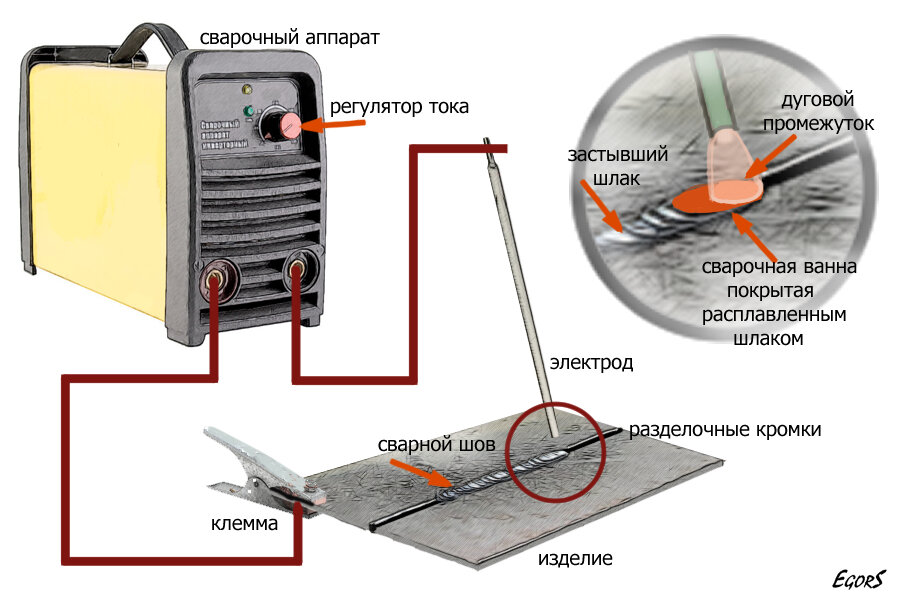
В основном все инверторы выглядят примерно одинаково: небольшой металлический аппарат с передней и задней панелями. На передней панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, рукоятки управления напряжением и рабочим током, кнопка или тумблер питания. Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей.
Что касается проводов, то на них необходимо обратить особое внимание при выборе и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, жесткие и короткие провода не позволяют сделать аккуратный ровный шов.
Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу».
 youtube.com/embed/km9_7RINGfc” allowfullscreen=”allowfullscreen”/>
youtube.com/embed/km9_7RINGfc” allowfullscreen=”allowfullscreen”/>Уроки сварки для начинающих
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки в полной мере, однако чтобы научиться, сварщику достаточно понимать физику дуговой электросварки. За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Это правило обязательно для новичков, его соблюдение дает возможность спокойно практиковаться и даже совершать небольшие ошибки в удержании электрической дуги, которые не будут критичны. Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
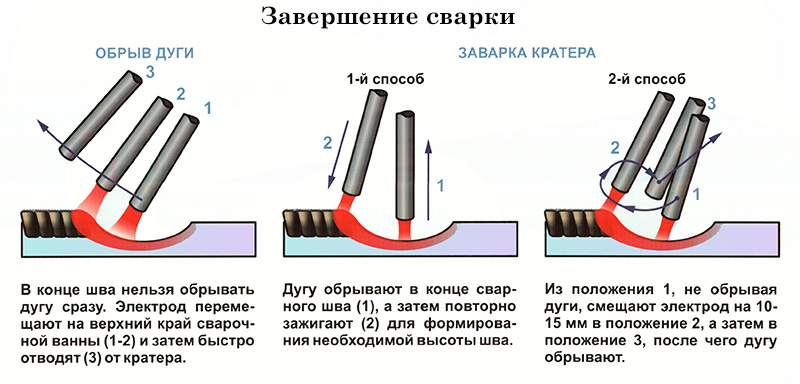
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей. Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
Удержание электрода
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места. При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли. Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными. Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Общие рекомендации
При сварке необходимо обязательно нужно пользоваться защитной маской, пренебрежение этим правилом может привести к ожогу сетчатки и даже потере зрения. А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
Свариваемые детали в месте контакта с зажимом должны быть очищены от краски и ржавчины, чтобы ничто не препятствовало движению электрического тока.
Рабочее место, где происходит сварка, должно быть расчищено от легковоспламеняемых предметов. Если нужно работать инвертором в каком-либо помещении, откуда нельзя убрать все предметы, то их нужно укрыть, чтобы не прожечь окалиной.
Для тонких электродов правильно использовать меньший ток, для электродов большего диаметра ток увеличивается.
Чем тоньше металл, тем меньший диаметр электрода необходимо использовать и наоборот.
- Автор: admin
- Распечатать
Оцените статью:
(24 голоса, среднее: 4.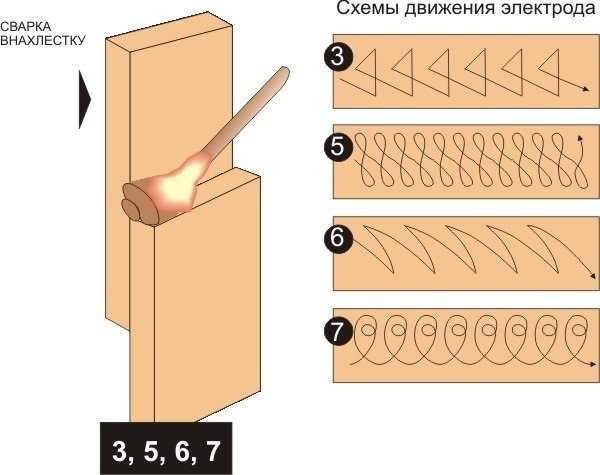 3 из 5)
3 из 5)
Поделитесь с друзьями!
Сварка инвертором для начинающих
Услуги профессиональных сварщиков стоят довольно дорого и не всем по карману. Поэтому для большинства домашних мастеров наилучшим выходом будет приобретение собственного сварочного аппарата и осваивание сварки инвертором. Эти компактные современные устройства пришли на смену громоздким сварочным трансформаторам и стали настоящим прорывом в данной области. Они доступны по цене, просты в освоении и дальнейшей эксплуатации.
Содержание
Общие сведения о сварочных инверторах
Инверторные сварочные устройства выполняют преобразование сетевого переменного тока со стандартными показателями в токи высокой частоты и далее – в постоянный ток. КПД таких аппаратов достаточно высокий и составляет, в среднем, 85-90%. При этом, сваривать металл инвертором можно при незначительном потреблении электроэнергии, даже под высокими нагрузками. В процессе работы исключается какое-либо физическое влияние на данную сеть, в этот период отсутствуют скачки и перепады напряжения.
Еще одним положительным качеством является возможность сравнительно нормальной работы в условиях пониженного напряжения. Например, при 170 В многие инверторы способны вести сварку 3-х миллиметровыми электродами. Быстрому освоению аппаратуры способствует сравнительно легкое получение и удержание электрической дуги. Это особенно важно, когда выполняется сварка алюминия в домашних условиях инвертором.
На первоначальной стадии обучения новичкам не стоит заострять внимание на внутреннем устройстве агрегата. В первую очередь следует внимательно изучить все клеммы, разъемы, переключатели и другие элементы, расположенные снаружи.
Сам прибор, рекомендуемый для новичков, изготовлен в виде компактного металлического ящика, общей массой от 3 до 7 кг. В корпусе имеется несколько вентиляционных отверстий, способствующих более эффективному охлаждению трансформатора и других внутренних деталей. Для удобства переноски инвертора с места на место предусмотрен ремень, а некоторые модели дополнительно оборудуются ручками.
Включение питания осуществляется с помощью тумблера или специальной клавиши. Передняя лицевая часть предназначена для размещения индикаторов контроля над питанием и перегревом. Сварочный ток и напряжение выставляются регулировочной рукояткой. Подключение рабочих кабелей выполняется к двум выходам – плюсу и минусу, расположенным здесь же на передней панели. На одном из кабелей закрепляется держатель электрода, а на другом – зажим в виде прищепки, прикрепляемый к заготовке. Разъем для подключения питающего кабеля расположен в задней части.
При покупке следует обратить особое внимание на длину кабелей и их гибкость. Жесткими и короткими кабелями сварка инвертором для начинающих будет неудобной и может потребоваться специальный удлинитель.
Как работает инверторная сварка
Перед тем, как варить инвертором, необходимо изучить теорию и разобраться, как работает это устройство. В отличие от старых трансформаторных агрегатов, соединение металла инвертором имеет свои особенности, оказывающие влияние на весь рабочий процесс. Например, в схеме аппарата присутствуют накопительные конденсаторы, аккумулирующие электроэнергию, способствующие мягкому розжигу дуги и обеспечивающие бесперебойную работу оборудования, в том числе при сварке алюминиевых деталей.
В отличие от старых трансформаторных агрегатов, соединение металла инвертором имеет свои особенности, оказывающие влияние на весь рабочий процесс. Например, в схеме аппарата присутствуют накопительные конденсаторы, аккумулирующие электроэнергию, способствующие мягкому розжигу дуги и обеспечивающие бесперебойную работу оборудования, в том числе при сварке алюминиевых деталей.
Независимо от модификации устройства, формирование дуги во всех случаях происходит в момент контакта электрода и металлической заготовки. Деталь и стержень расплавляются и образуют ванну. В это же время происходит частичное расплавление обмазки электрода, переходящей в газообразное состояние. Образовавшийся газ перекрывает доступ кислорода к сварочной ванне, защищая, тем самым, заготовку от окисления. Такая же защита обеспечивается, когда проводится сварка алюминия инвертором.
У каждого электрода имеется свой диаметр, соответствующий заданной силе тока. Если она по каким-то причинам снижается относительно установленной нормы, то сварочный шов просто не сможет образоваться. И, наоборот, когда сварочный ток увеличен, шов будет сформирован, но электрод быстро сгорит, что приведет к общему перерасходу материала. По завершении сварки происходит остывание обмазки и ее превращение в шлак, покрывающий снаружи места соединений. Он легко удаляется молотком, которым нужно просто постучать по шву.
И, наоборот, когда сварочный ток увеличен, шов будет сформирован, но электрод быстро сгорит, что приведет к общему перерасходу материала. По завершении сварки происходит остывание обмазки и ее превращение в шлак, покрывающий снаружи места соединений. Он легко удаляется молотком, которым нужно просто постучать по шву.
Еще одной особенностью сварки является соблюдение постоянного зазора между электродом и деталью. Это поможет избежать самопроизвольного гашения дуги во время работы. Поэтому стержень в зоне сварки следует вести ровно, с постоянной скоростью движения.
Подключение с прямой и обратной полярностью
Во время сварки под действием высокой температуры электрической дуги металл начинает плавиться. Для того чтобы создать эту дугу, электрод и заготовка подключаются к полюсам с противоположными значениями – плюсу и минусу.
Для подключения используются два известных варианта – с прямой и обратной полярностью, в соответствии с выбранной схемой. Прямая полярность предусматривает соединение электрода с минусом, а заготовки – с плюсом. В металл начинает поступать повышенное количество тепла, и он начинает плавиться, образуя узкую и глубокую расплавленную зону. Этот способ используется при сварке изделий толщиной более 3 мм.
В металл начинает поступать повышенное количество тепла, и он начинает плавиться, образуя узкую и глубокую расплавленную зону. Этот способ используется при сварке изделий толщиной более 3 мм.
Подключение с обратной полярностью используется при сваривании тонких, преимущественно листовых металлов. Электрод соединяется с плюсом, а деталь – с минусом, образуя при сварке широкую, но неглубокую зону расплавления.
Разница в подключениях вызвана физическими свойствами, которыми отличается сварочный процесс. После возникновения электрической дуги, начинается движение электронов в направлении от минуса к плюсу. Они передают поверхности с положительным зарядом не только свою энергию, но и температуру, увеличивая нагрев именно в этом месте. Таким образом, любой элемент, соединенный с положительным выходом, будет нагреваться значительно больше и интенсивнее.
То есть, полярность выбирается в первую очередь в зависимости от параметров детали, подлежащей соединению. На толстые заготовки подается плюс, в результате они хорошо прогреваются и соединяются, образуя качественный сварочный шов. Тонкие металлические детали в таком режиме могут прогореть, поэтому они соединяются с минусом. Основное тепло поступает на электрод, заливающий шов большим количеством расплавленного металла.
Тонкие металлические детали в таком режиме могут прогореть, поэтому они соединяются с минусом. Основное тепло поступает на электрод, заливающий шов большим количеством расплавленного металла.
Подготовка к сварочным работам
Любые сварочные работы требуют предварительной подготовки. В первую очередь нужно подготовить защитную спецодежду:
- Грубые тканевые перчатки или рукавицы.
- Костюм (куртка и брюки) из грубой натуральной ткани. Плотность материала должна препятствовать возгоранию при попадании искр во время работы. Ворот и рукава обеспечивают защиту рук и шеи.
- Кожаная обувь закрытого типа на толстой подошве.
- Сварочная маска, оборудованная фильтром для защиты глаз. Выбор фильтра производится в соответствии со сварочным током. Очень удобна маска хамелеон, где фильтр самостоятельно определяет яркость дуги и создает нужную степень затемнения.
На следующем этапе подготовки следует позаботиться о безопасных условиях труда и организации рабочего места.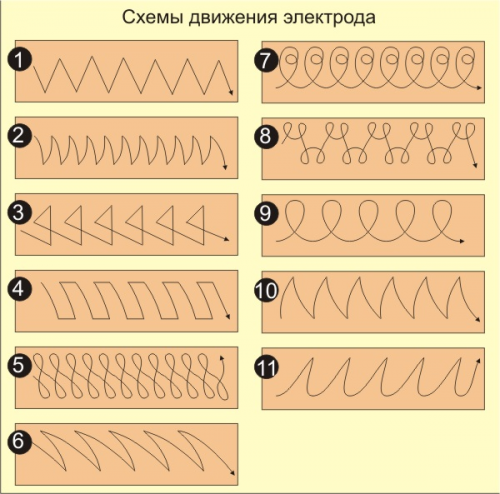
С этой целью необходимо выполнить следующее:
- Сварочный стол полностью освобождается от посторонних предметов, особенно тех, которые легко воспламеняются от искр.
- К рабочей площадке подводится полноценное освещение.
- Под ногами сварщика размещается деревянный настил, обеспечивающий защиту от поражения электротоком.
Отдельно выбираются электроды для сварки алюминия инвертором и в случае необходимости готовятся к работе. Если есть сомнения в качестве изделий, они высушиваются при высокой температуре от 2 до 3 часов. Выбор электродов зависит от свойств металла свариваемых деталей. Ученикам для тренировки подойдут изделия марки МР или АНО.
Уроки сварки инвертором для начинающих включают и подготовку самих деталей. При помощи металлической щетки полностью удаляется ржавчина со всех кромок. Они очищаются от старой краски, жира и других загрязнений. После этого поверхности обрабатываются уайт-спиритом, бензином или другими растворителями.
Первые шаги начинающих сварщиков
После того как все подготовлено, можно приступать к непосредственному решению задачи, как научиться варить инвертором. Вначале подключаются сварочные кабели по выбранной схеме, после этого в держателе закрепляется электрод. Начинающим сварщикам рекомендуется воспользоваться «тройкой», которая легко зажигается и выдает качественный шов.
Вначале подключаются сварочные кабели по выбранной схеме, после этого в держателе закрепляется электрод. Начинающим сварщикам рекомендуется воспользоваться «тройкой», которая легко зажигается и выдает качественный шов.
После включения питания выполняется регулировка и выставление сварочного тока по параметрам, указанным в таблице. Для 3-х миллиметровых электродов потребуется от 90 до 120А. При необходимости, корректировка показателей осуществляется уже во время работы. Если вместо валика на шве образуются хаотичные полоски, ток следует увеличить. И, наоборот, при образовании слишком жидкого металла и сложностях с перемещением сварочной ванны, ток необходимо уменьшить. Все регулировки выполняются в соответствии с конкретными условиями работы и должны соответствовать выбранному инверторному аппарату.
Рекомендуется отдельно потренироваться в разжигании дуги. Это можно сделать двумя способами: конец электрода ударяется об деталь или им нужно провести по свариваемой плоскости так же, как чиркнуть спичкой. Используется тот, который более удобен. Движение нужно совершать по шву, вдоль его условной линии. Чтобы дуга зажигалась сразу и была устойчивой, нужно потратить на тренировки какое-то количество электродов. Это очень важно при овладении инвертором с нуля.
Используется тот, который более удобен. Движение нужно совершать по шву, вдоль его условной линии. Чтобы дуга зажигалась сразу и была устойчивой, нужно потратить на тренировки какое-то количество электродов. Это очень важно при овладении инвертором с нуля.
После освоения дуги можно переходить к обучению движениям. С этой целью на толстом массивном металле прокладываются валики. Предварительно мелом проводится черта, обозначающая шов. После зажигания дуги, электрод касается детали, расплавляя металлические поверхности и создавая сварочную ванну. От нее он двигается далее, по обозначенной линии, при этом большое значение придается соблюдению правильного наклона.
Угол наклона и другие положения электрода
Движение сварочной ванны обеспечивается правильным наклоном электрода, угол которого составляет в среднем 45-50 градусов. За счет изменения угла меняется и ширина самой ванны, по-разному решается, как правильно сваривать металл. Наиболее оптимального положения можно добиться опытным путем, в ходе тренировок.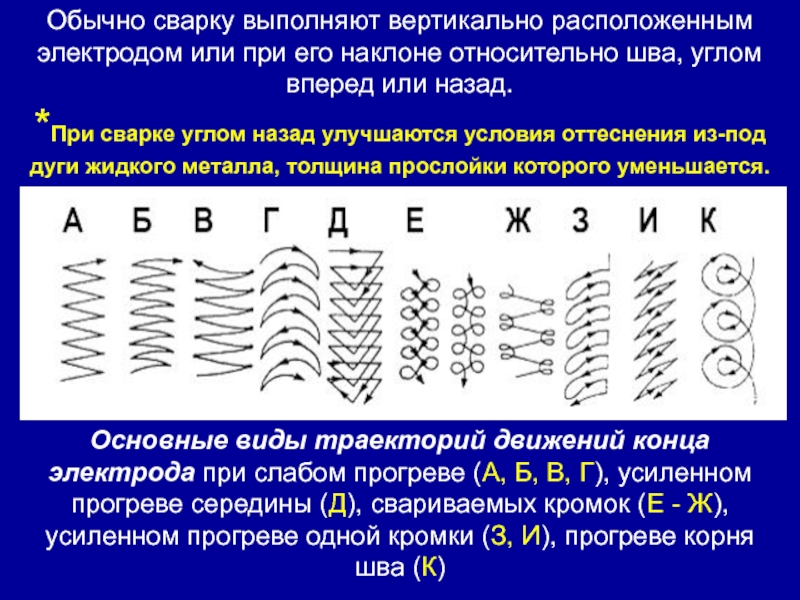 Электрод может располагаться в двух положениях, применяемых для работы – углом вперед или назад. В первом случае температура получается низкой, поэтому такой угол используется при сварке тонких листовых заготовок. Толстые детали чаще всего свариваются углом назад.
Электрод может располагаться в двух положениях, применяемых для работы – углом вперед или назад. В первом случае температура получается низкой, поэтому такой угол используется при сварке тонких листовых заготовок. Толстые детали чаще всего свариваются углом назад.
Существуют и показатели, которые требуют соблюдения, чтобы хорошо научиться варить сварочным инвертором. Например, это длина дуги, то есть расстояние между концом электрода и деталью, составляющее, в среднем, 2-3 мм. Бывают и очень короткие дуги – до 1 мм, а также длинные – от 5 мм и выше до полного отрыва. Практические занятия рекомендуется проводить на среднем расстоянии, чтобы изначально получился ровный шов.
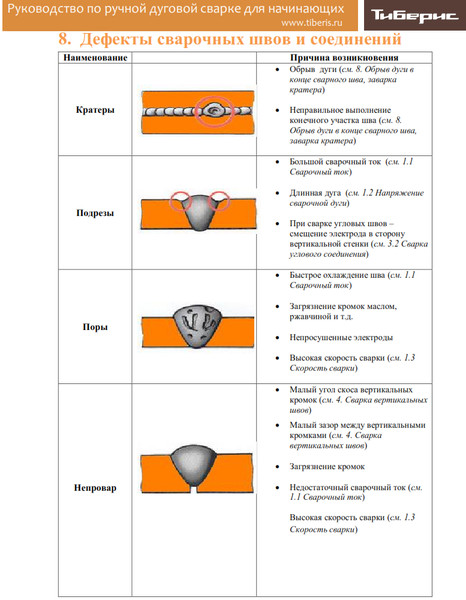
Слишком большой зазор может привести к недостаточному прогреву металла, размазанному шву и ненадежному соединению. Если же дуга очень короткая – форма шва получается слишком выпуклой из-за маленькой зоны разогрева. Такие соединения сопровождаются канавками, подрезающими шов по длине и снижающими прочность сварки.
Основная рекомендация специалистов – не жалеть электродов на уроки сварки инвертором. Кому-то будет достаточно и нескольких штук, чтобы прочувствовать суть процесса, а в некоторых случаях счет может идти на килограммы. Зато все движения отработаются до автоматизма, и рука в дальнейшем будет сама работать и сделает все нужные движения.
Welding 101 — Мастерская мистера Джи
Подробнее Суббота и Воскресенье Даты занятий в ближайшее время в апреле и мае!
Вопрос: Чему человек учится на вашем курсе “Сварка 101”?
Mr.G: Сварка 101 дает человеку с минимальным опытом возможность научиться сварке под наблюдением и руководством учителя. Вы начнете с нуля со сварочным аппаратом, а затем перейдете на сварочный аппарат MIG.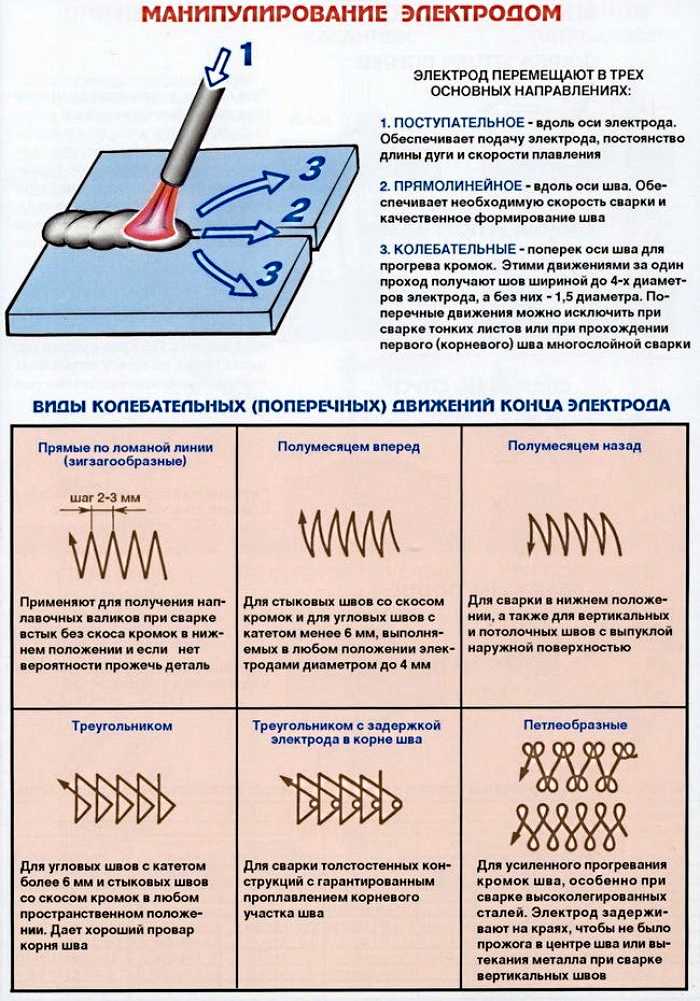 Это класс I, который у меня был, когда я учился сварке более 13 лет назад.
Это класс I, который у меня был, когда я учился сварке более 13 лет назад.
Вопрос: Где вы, г-н Г., учились сварке?
Mr.G: Я начал с того, что умолял местный магазин ограждений научить меня. Они согласились дать мне 15 минут утром. Итак, на следующий день я появился в 5:30 утра и стал ждать открытия магазина. Появились ребята и впустили меня. Я получил некоторые указания, и через 15 минут меня выгнали. Я усвоил этот урок и поехал прямо в Home Depot, чтобы арендовать сварочный аппарат. За 60 долларов я получил сварочный аппарат на 24 часа. Сварил проект для мамы. Стальной пьедестал для ее скульптуры. В нашей семье этот пьедестал сохранился и по сей день. После успеха этого проекта я купил себе свой первый сварочный аппарат… Сварочный аппарат Clarke стоимостью 100 долларов.
Вопрос: После покупки первого сварочного аппарата вы искали какое-либо другое обучение?
Mr.G: Сначала я учился сам. Когда в 2005 году я устроился на работу учителем в цех, я заказал для цеха сварочный аппарат MIG и провел бессчетное количество часов, практикуясь.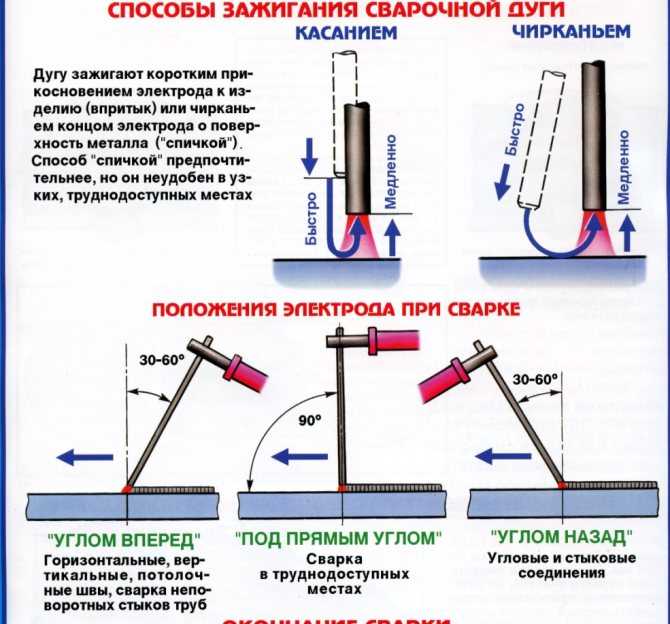 Примерно через 7 лет сварки MIG я стал сварщиком TIG, посетив местный курс обучения взрослых. Я провел 144 часа в технических школах округа Берген. Опять же, я применил эти уроки прямо в магазине средней школы, заказав сварочный аппарат TIG на грант. Как вы можете видеть на фотографии выше, я свариваю TIG автомобильный рычаг с критическими размерами. Самое приятное для меня то, что рука была разработана моими учениками. 🙂 Я люблю сотрудничать со студентами!
Примерно через 7 лет сварки MIG я стал сварщиком TIG, посетив местный курс обучения взрослых. Я провел 144 часа в технических школах округа Берген. Опять же, я применил эти уроки прямо в магазине средней школы, заказав сварочный аппарат TIG на грант. Как вы можете видеть на фотографии выше, я свариваю TIG автомобильный рычаг с критическими размерами. Самое приятное для меня то, что рука была разработана моими учениками. 🙂 Я люблю сотрудничать со студентами!
Вопрос: Сколько времени нужно, чтобы научиться сварке?
Mr.G: В зависимости от вашей кривой обучения от 3 до 6 часов, чтобы встать на ноги. Я рекомендую делать класс в 3-х часовых сетах.
Вопрос: Когда занятия? Как назначить время для занятий?
Mr.G: Летнее время Занятия обычно с 13 до 16 часов. Пишите или звоните, чтобы забронировать время. [email protected] или позвоните мне по телефону 917-379-8400. Если вам нужно, чтобы я поехал к вам, сообщите мне ваше расписание, и мы можем договориться о встрече.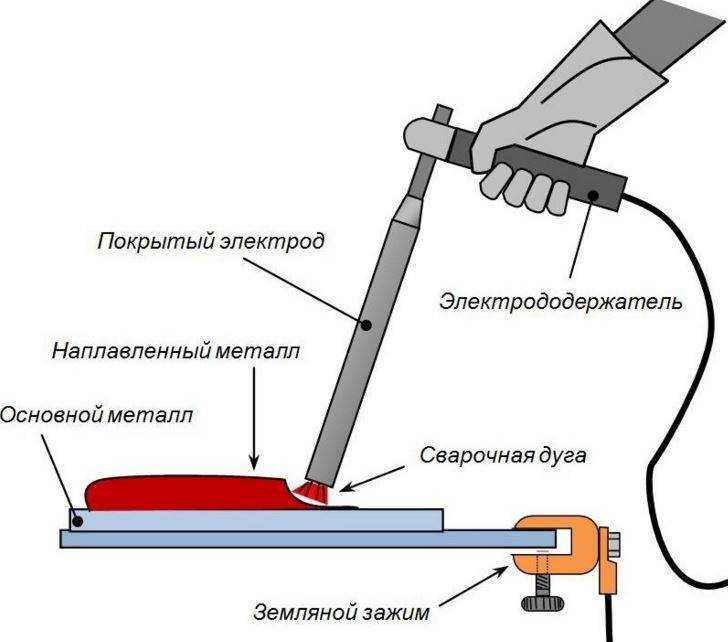
Вопрос: Сколько стоит занятие?
Вопрос: Сколько стоит занятие?
Mr.G: 150 долларов с человека (новая цена с 24.03.21) за 3-часовой урок. (включая все инструменты и металлические материалы)
Вопрос: Могу ли я привести больше людей?
Мистер Г.: Да. Это будет групповое занятие, где будет место и оборудование для всех.
Вопрос: Есть ли у вас частные занятия 1 one 1?
Mr.G: Да, по предварительной записи.
Вопрос: Является ли ваш класс сертифицированной программой сварки?
Mr.G: Нет, мой класс «Сварка 101» не сертифицирован. Я предлагаю курс «Сварка 101», чтобы дать человеку возможность научиться сварке с преподавателем в цеху. Он предназначен как начальный класс. После занятий я рекомендую вам купить собственный сварочный аппарат и/или записаться на курсы обучения взрослых. Как я упоминал выше, в Технической школе округа Берген есть отличная программа, и как только вы освоите основы, у вас появятся наставники, которые помогут вам развить свои навыки.
Вопрос: Какое у вас сварочное оборудование?
Mr.G: У меня есть аппарат для точечной сварки, аппарат для сварки электродом и аппарат для сварки MIG. Все машины являются доступными примерами для начинающих.
Вопрос: Где находится класс?
Мистер Г.: В настоящее время я преподаю в Хакенсаке, штат Нью-Джерси. 15 минут к северу от GWB. Я тоже мобильный. За плату я могу привезти класс к вам, если у вас есть место для работы.
Ночной курс сварки TIG – Rochester Arc + Flame Center
- Описание
- Детали
- Часто задаваемые вопросы
GTAW, широко известная как сварка TIG, может быть сложным, но универсальным процессом для соединения самых разных металлов! Наш 30-часовой ночной курс сварки TIG включает комплексное обучение два раза в неделю с 18:00 до 21:00, всего 10 занятий (всего 5 недель). Занятия сочетают в себе лекции и практические занятия. На нашем объекте есть индивидуальные сварочные посты, рассчитанные на 16 студентов! Этот класс предназначен для начинающих (не требуется опыта), а также для тех, кто нуждается в повышении квалификации в процессе сварки TIG.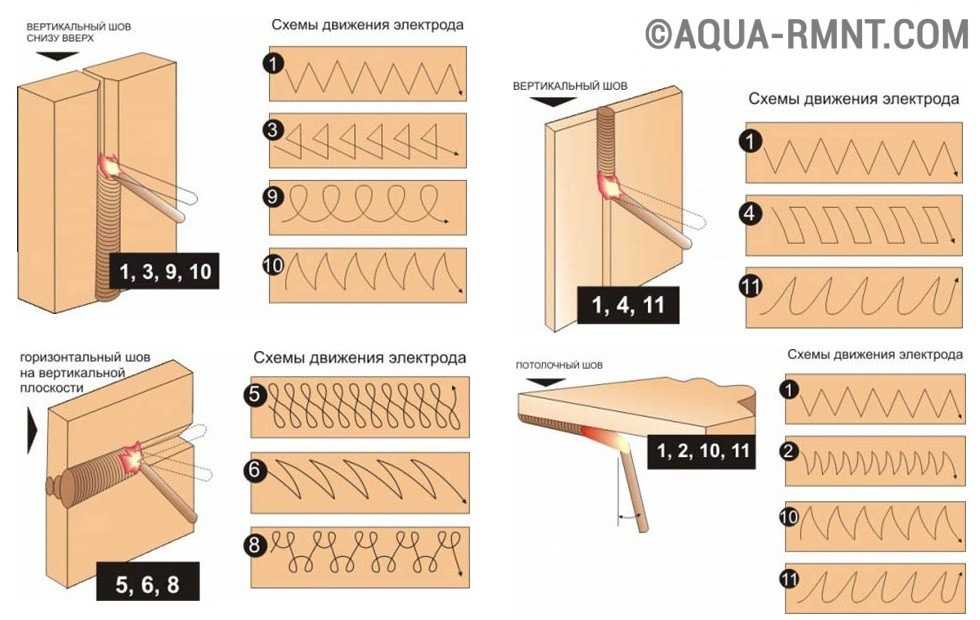 По завершении студенты будут знакомы с безопасностью, оборудованием, настройкой оборудования и правильными методами сварки. Этот курс посвящен сварке стали, однако есть одно занятие, которое знакомит с алюминием, а другое — с нержавеющей сталью. Более подробную информацию см. в темах, рассмотренных ниже.
По завершении студенты будут знакомы с безопасностью, оборудованием, настройкой оборудования и правильными методами сварки. Этот курс посвящен сварке стали, однако есть одно занятие, которое знакомит с алюминием, а другое — с нержавеющей сталью. Более подробную информацию см. в темах, рассмотренных ниже.
Рассматриваемые темы включают:
- Безопасность сварщиков
- Процесс GTAW
- Типы оборудования для GTAW
- Сборка системы GTAW
- Сварка стали в плоском, горизонтальном и вертикальном положении
- Надлежащие методы сварки «тройниковых», «нахлестных», «угловых», «стыковых» и «кромочных» соединений
- Дефекты сварки; причины и лечение
- Алюминий: свойства и проблемы при сварке
- Алюминий: понимание выхода переменного тока, баланса и регуляторов частоты
- Нержавеющая сталь: свойства и проблемы при сварке
- Типы и области применения вольфрама, правильные методы заточки
- Защитные газы: типы и применение
- GMAW (MIG) Сварка, плазменная резка и демонстрации (обзор за одну ночь)
- Специальные темы
Предстоящая сессия: (всего 10 занятий, каждое занятие с 18:00 до 21:00)
- Зимняя сессия 2023: 13, 15, 20, 22, 27 февраля, 1, 6, 8, 13, 15 марта ( пн. и ср., 18:00–9вечера)
- Весна 2023 г. Сессия: 24, 26 апреля, 1, 3, 8, 10, 15, 17, 22, 24 мая (пн. и ср., 18:00–21:00)
 и ср., 18:00–9вечера)
и ср., 18:00–9вечера) Подробнее:
- 30-часовой курс. Класс собирается два раза в неделю в течение пяти недель в общей сложности
- Каждый класс с 18:00 до 21:00
- Требуемый опыт: нет
- Включены все материалы и оборудование для обеспечения безопасности
- Имеются торговые автоматы
Оборудование для обеспечения безопасности в комплекте: 7 7 Студенты получат куртку, перчатки, защитные очки, респираторы и беруши. Общая стоимость $100 Размер перчаток и куртки: Прочие примечания и рекомендации: ПОЖАЛУЙСТА, ПРОЧИТАЙТЕ: Здоровье студентов / Политика возврата денег / Возраст / Дресс-код ПРИМЕЧАНИЕ: Наши программы разработаны так, чтобы быть как можно более инклюзивными. Однако, если у вас есть какие-либо проблемы со зрением, слухом, ловкостью рук или психическим здоровьем, обратитесь в Центр Arc + Flame по телефону 585-349.-7110, прежде чем записаться на этот класс. Мы хотим обеспечить наилучшие впечатления от занятий для всех наших студентов. Ознакомьтесь с нашей политикой возврата средств.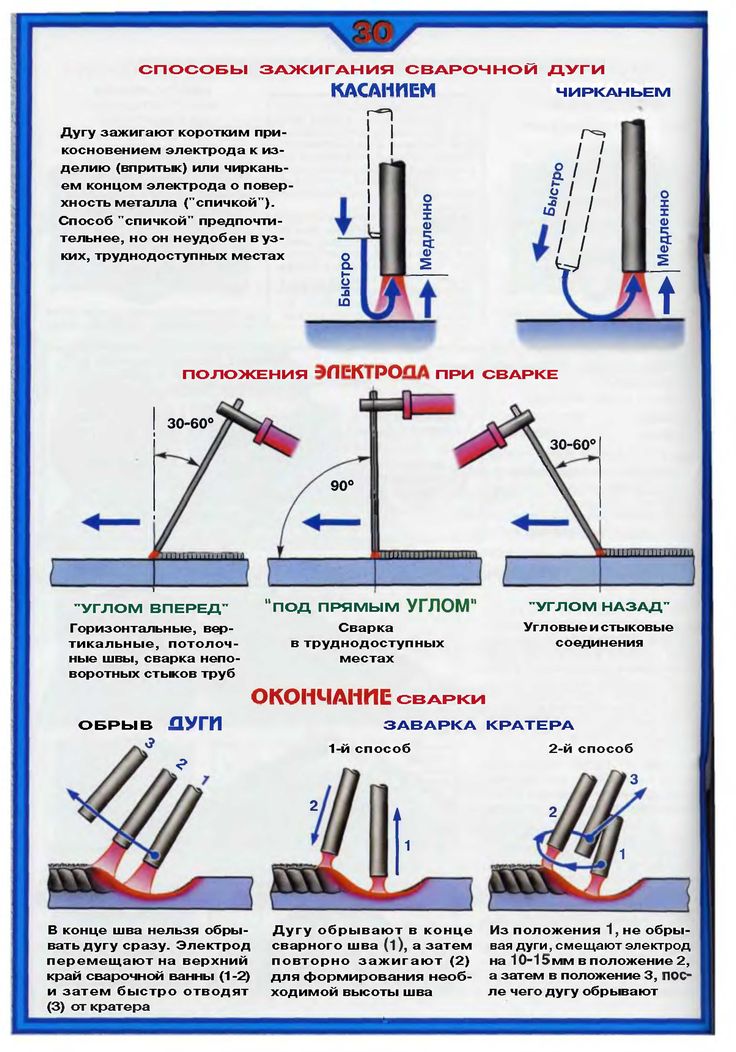 Не волнуйтесь, если вам нужно изменить размер! Мы решим это в первый день занятий.
Не волнуйтесь, если вам нужно изменить размер! Мы решим это в первый день занятий.