Сварка аргоном – видео уроки для начинающих специалистов
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
 youtube.com/embed/J-mqgG0CMqQ”/>
youtube.com/embed/J-mqgG0CMqQ”/>
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.

Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
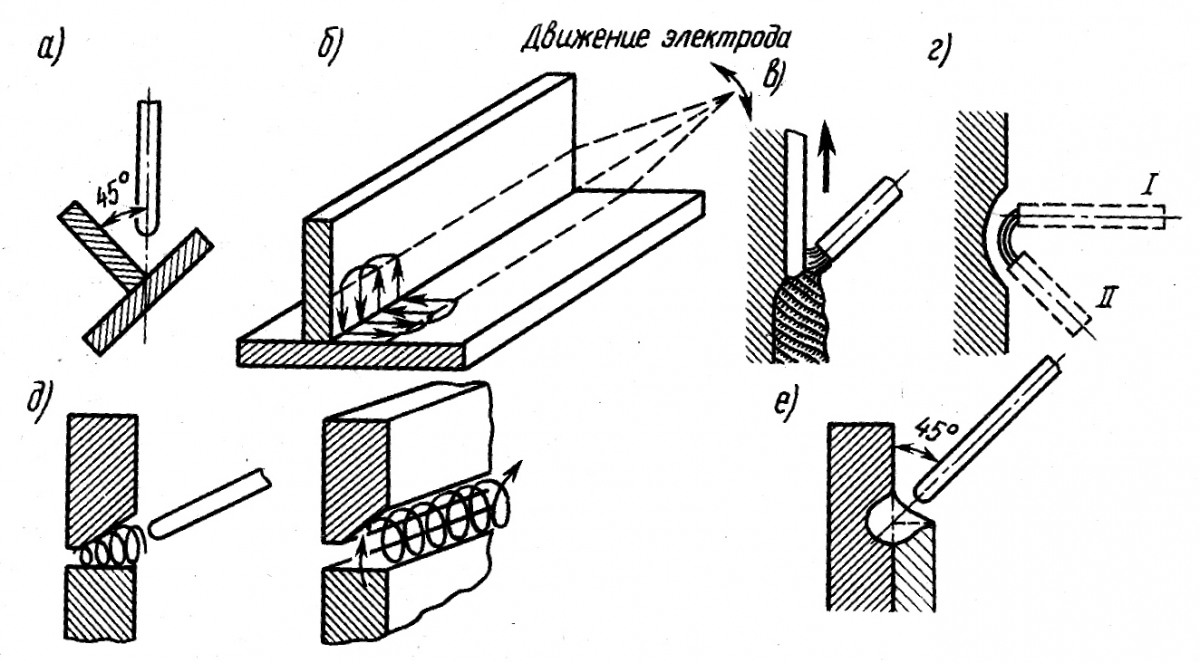
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.


Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
 Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Сварка полуавтоматом для начинающих – видео уроки и техника безопасности
Несмотря на то, что соединение полуавтоматической сваркой различных деталей во многом является высшим пилотажем для сварщиков-профессионалов, сегодня полуавтомат не такая уж и несбыточная идея – современные технологии позволили не только существенно уменьшить по весу и объему сварочный аппарат, но и приблизить технологию практически к любому кто желает научиться.
Среди сварочных полуавтоматов принято различать аппараты, работающие как с газовыми баллонами, так и использующими технологии сварки без применения инертного газа, заменив его специальным составом сварочной проволоки.
Сегодня, технология соединения деталей в среде инертных газов нашла широкое применение во всех областях, где необходимо соединение тонких металлических частей, в основном, полуавтоматы применяются в автомобильном сервисе – для проведения кузовного ремонта автомобилей, но это не единственное применение малогабаритных аппаратов.
Полуавтоматы работают на предприятиях машиностроения, судостроения, в ремонтных и сборочных предприятиях.
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Инвертор
Инвертор ручной дуговой сварки тоже требуется переделать. Хотя его можно использовать и без переделок, но качество сварки тогда будет ниже, чем у заводских сварочных полуавтоматических аппаратах. Все дело в вольтамперных характеристиках. Отличие незначительное, но оно сказывается.
Для устранения этих различий потребуется тумблер, три сопротивления, одно из которых переменное.
Для регулировки характеристики необходимо установить делитель перед шунтом, который управляет током. За счет изменения параметров делителя будет происходить корректировка. Тумблер нужен для переключения режима работы инвертора из ручной дуговой в MIG.
В результате доработки инвертора и самостоятельного изготовления устройства протяжки присадочной проволоки, получается сварочное оборудование полуавтоматического типа с хорошими параметрами. При этом экономите деньги и получаете массу удовольствия от того, что сделали все сами.
При этом экономите деньги и получаете массу удовольствия от того, что сделали все сами.
Если же приходится заниматься профессиональной сваркой, то лучше все же приобрести готовый полуавтомат. На сегодняшний день выбор этих устройств широк, и вполне можно подобрать бюджетную модель приемлемого качества.
Сварочное устройство-полуавтомат для бытовых нужд может быть приобретено в уже готовом к применению виде либо полностью собрано своими руками. Самодельный полуавтомат обойдётся исполнителю намного дешевле, но для его сборки потребуются определенные навыки работы с электротехническим оборудованием. Внешний вид такого сварного устройства представлен на размещённом ниже рисунке.
Всем желающим сделать полуавтомат из инвертора своими руками рекомендуем сначала ознакомиться с устройством этого агрегата и особенностями функционирования входящих в его состав модулей.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к «массе».
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава. Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав — это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй — к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Большой штуцер в центре служит для выхода проволоки. Маленький рядом — для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки — рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя — осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Роль электродвигателя — осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Сборка агрегата
Перед тем, как сделать полуавтомат своими руками, обязательно побеспокойтесь о проверке всех необходимых деталей старого инвертора. Кроме того, с целью улучшения теплового режима будущего устройства в нём необходимо предусмотреть дополнительные радиаторы, на которые монтируются выпрямители и силовые диодные ключи (фото ниже).
Дополнительная информация. В пространствах, где должны размещаться радиаторные блоки, нужно предусмотреть термические датчики, фиксирующие температуру в этой части устройства.
По завершении всех перечисленных выше процедур следует приступить к состыковке силового модуля с электронным блоком управления, после чего можно попытаться подключить его к сети и проверить в работе.
Принцип работы
Теория сварки полуавтоматом заключается в следующем. Главная особенность состоит в том, что вместо электродов находит применение сварочная проволока, поступающая в зону сварки непрерывно.
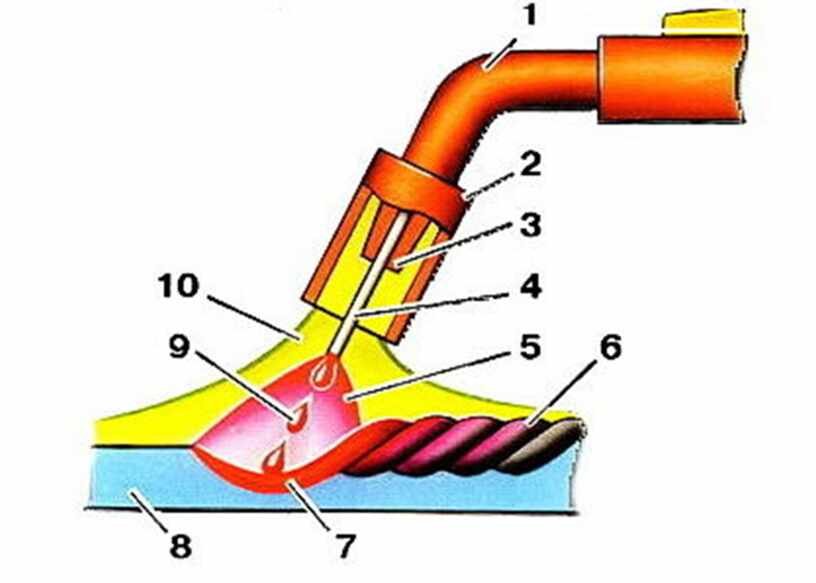
Сваривание полуавтоматами может осуществляться в углекислом газе (MAG) или в инертном (MIG). Технология сварки полуавтоматом с углекислотой и инертными газами предполагает установку величины расхода проволоки на аппарате. На выходе проволоке предстоит пройти через отверстие в контактном наконечнике. Между проволокой и свариваемой деталью возникает дуга, металл от действия высокой температуры начинает плавиться, что приводит к образованию сварочной ванны. Она начинает перемещаться вслед за горелкой. Сзади остается сварочный шов, который постепенно начинает остывать.
Для формирования облака газа, имеющего конкретную форму и плотность, служит сопло. Газ в него поступает через рассеиватель, который расположен на месте крепления контактного наконечника. Понятно, как работает сварочный полуавтомат с газом. Однако, имеется вариант без его использования. В этом случае находит применение особая проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Однако, имеется вариант без его использования. В этом случае находит применение особая проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Поскольку флюс обладает порошковой структурой, то и проволоку называют порошковой. При сварке флюс, сгорая, выделяет газ, создающий защитную среду. Для начинающих сварка полуавтоматом без газа является хорошим и более простым способом получить общие сведения об особенностях процесса. Для ответственных конструкций предпочтительной является сварка с газом.
Какие ошибки нельзя допускать
При нарушении технологии сварки шов получается недостаточно прочным. При неправильном выборе расходного материала появляются трещины и пустоты, делающие соединение некачественным. Ошибки возникают при некорректном подборе следующих величин:
- Размер проволоки. С недостаточным значением сварочный шов получается слишком узким, с избыточным – широким. Это негативно отражается на глубине соединения.
- Сила тока. Также сказывается на глубине провара. Чем больше значение, тем глубже соединение. Это приводит к появлению отверстий, особенно при работе с тонкими изделиями. Увеличение напряжения способствует расширению шва.
- Скорость сварки. Если вести дугу вдоль стыка слишком быстро, соединение получится неглубоким. При снижении скорости работы образуются прожоги, соединение становится неравномерным. Заготовки нередко деформируются.
 Чем больше значение, тем глубже соединение. Это приводит к появлению отверстий, особенно при работе с тонкими изделиями. Увеличение напряжения способствует расширению шва.
Чем больше значение, тем глубже соединение. Это приводит к появлению отверстий, особенно при работе с тонкими изделиями. Увеличение напряжения способствует расширению шва.Дефекты возникают, если пользователь не знает, как работает полуавтомат и что нужно для качественной сварки.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву «А». Две буквы «АА» свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество..jpg)
Напряжение
Питаются полуавтоматические аппараты от однофазной либо трехфазной сети.
Но для бытового применения необходимо устройство под 220 В.
Многие изделия из тех, что есть сегодня на рынке, очень чувствительны к нестабильным напряжениям. Они регулярно выходят из строя или просто не варят. Ремонт сварочного полуавтомата – это дорогое удовольствие, поэтому производители оснащают свои устройства защитой от скачков напряжения. Бытовой агрегат зачастую отличается расширенным на 15% диапазоном. А профессиональные могут работать на напряжениях в 165-270 В. Существуют инверторные модели, которые отлично работают на низких показателях.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее — давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Неисправности аппаратов
Сварочный аппарат Ресанта САИПА 200 изготавливается из качественных комплектующих, но, несмотря на это, прибор может выйти из строя в результате неправильного использования. Наиболее часто встречающиеся неисправности:
Наиболее часто встречающиеся неисправности:
- Прибор не включается. Необходимо проверить, прежде всего, целостность проводов, наличие электроэнергии в сети.
- Выход из строя преобразователя. В такой ситуации ремонт устройства должен выполнить профессиональный мастер.
Самостоятельно чинить сварочные аппараты, находящиеся на заводской гарантии, не рекомендуется. В этом случае все обязательства производителя будут аннулированы.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать «в лодочку». Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы — 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
 Это возможно, когда проволоку держат прямо или под маленьким углом.
Это возможно, когда проволоку держат прямо или под маленьким углом.Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Технические характеристики
Зная основные технические характеристики, можно заранее понять, подходит ли конкретная модель инвертора для выполнения конкретных задач. Полуавтомат Ресанта САИПА 200 имеет следующие параметры:
- Напряжение питания: от 140 до 270 Вольт.
- Максимальный ток: 30 Ампер.
- Напряжение дуги: от 15,5 до 23 Вольт.
- Диаметр сварочной проволоки: 0,8 – 1 мм.
- Класс защиты:
В процессе работы следует также учитывать рабочий температурный диапазон. Без каких-либо ограничений полуавтомат Ресанта САИПА 200 может работать от минус 10 до плюс 40 градусов Цельсия.
Преимущества
К достоинствам полуавтоматической сварки относятся:
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.
Недостатком является улетучивание газовой защиты на сквозняке. Относительная легкость управления процессом делает возможной сварку полуавтоматом для начинающих.
Плюсы оборудования
Такой сварочный полуавтомат позволяет работать в различных условиях – для этого в приборе есть достаточно широкий диапазон настроек. С их помощью можно очень просто подобрать нужный в данный момент режим работы.
Дугу можно наблюдать при любых положениях горелки. Плюс конкретно инверторных моделей – возможность оперировать в любых положениях. Это бывает необходимо для работы в достаточно труднодоступных местах.
Действовать это оборудование может с тонколистовыми материалами или же с теми, которые плохо поддаются сварке. Если есть необходимость в сваривании более массивных деталей, тогда можно работать и вовсе без газа. Газ призван удалить кислород, чтобы исключить окисление металла. Реакция с кислородом при сварке ведет к шлакам на шве, пленкам, а также другим неприятностям, которые влияют на надежность.
С аппаратами можно использовать самые разные виды проволоки. Настройки позволяют регулировать токи в достаточно широких диапазонах. Так, используя сварочный полуавтомат такого типа, можно выполнять даже кузовные работы. Там нужна высокая точность сварки – инверторный аппарат такую точность дает.
Отличие от автоматической сварки
Автоматическая и полуавтоматическая сварка имеют много общего и сильно отличаются от ручного способа. Основное, чем отличается автоматическая сварка от полуавтоматической, — это то, что полуавтомат осуществляет механическую подачу проволоки, выполняющей роль электрода, на место проведения работы, но затем ее перемещают вручную. Это позволяет правильно формировать шов и следить за его качеством.
Автоматическую сварку целесообразно применять при массовом или крупносерийном производстве. На форумах по сварке иногда задают вопрос: как варить полуавтоматом электродами. Опытные сварщики отвечают, что для этого придется кардинально переделать аппарат, но и это не дает гарантии получения качественного шва.
Как выбрать подходящую модель
Как и в случае с любым другим оборудованием, здесь аппараты тоже условно делятся на профессиональные устройства и любительские. Но не стоит думать, что любительские аппараты имеют урезанный функционал. Нет. По функциональности бытовые модели мало чем уступают профессиональной группе. Просто любительский инвертор рассчитан на небольшие нагрузки. Работа подразумевает небольшие по времени подходы. Бытовая модель не способна выдержать 8-мичасовую рабочую смену. Многие приборы оснащаются дополнительными функциями, которые делают работу с ними проще и лучше.
Многие из представленных на рынке устройств можно приобрести для гаража или для дома. Схема сварочного полуавтомата может действовать от бытовой электрической сети. Если есть необходимость выполнять работу вдали от розеток, то оборудование оснащается функцией работы от дизельных генераторов.
Выбирать необходимо по некоторым важным факторам. Давайте подробнее их рассмотрим.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание «Электрогазосварщик». Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории «сварочные полуавтоматы» позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Настройка инвертора
Для проведения этой обязательной процедуры, прежде всего, необходимо к выходным клеммам преобразователя инвертора подключить щупы осциллографа, посредством которого можно будет исследовать форму промежуточных сигналов.
Обратите внимание! На экране осциллографического прибора должны наблюдаться электрические импульсы частотой порядка 40-50 кГц (смотрите расположенный ниже рисунок).
Время между отдельными всплесками таких импульсов должно быть равно 1,5 мкс (оно может регулироваться за счёт изменения входного напряжения). Величина управляющего потенциала, подаваемая на вход преобразователя, измеряется обычно с помощью электронного вольтметра.
В процессе настройки системы преобразования необходимо также отслеживать форму наблюдаемых на выходе импульсов, которая должна приближаться к прямоугольной с фронтами длительностью не более 500 нс. При соответствии всех перечисленных выше параметров нормативным значениям можно перейти к настройке нагрузочной части инверторного устройства.
Формируемый на выходе работающего агрегата максимальный ток должен иметь значение порядка 120 Ампер (его величину можно будет замерить с помощью специальных токоизмерительных клещей). Помимо токовой компоненты, после включения прибора в работу обязателен контроль датчиков температуры, установленных в зоне расположения радиаторов.
На заключительном этапе запуска аппарата в эксплуатацию необходимо проверить его на работоспособность под нагрузкой. Для этого к сварочным проводам следует подключить достаточно «мощный» реостат с активным сопротивлением порядка 0,5 Ом.
Важно! Это регулировочное устройство должно быть рассчитано на токи не менее 60-ти Ампер, которые контролируются посредством встроенного в прибор амперметра.
Если подобранный для настройки реостат не обеспечивает получения нужной величины тока, его номинальное сопротивление следует подобрать опытным путём.
Мощность
Инструкция сварочного полуавтомата содержит все данные об устройстве. Там же указана и максимальная мощность потребления для данного вида работ. Эта цифра также соответствует уровню пиковых нагрузок на сеть. Мощность эта указывается либо в кВт, либо в кВА. Первый вариант указывает активную мощность, второй же измеряет полную. Если знать, сколько потребляет тот или иной аппарат, можно точно контролировать правильность подключения.
Даже если устройство может нормально работать на низких напряжениях, производительность может падать. Зная это, желательно приобрести более мощный сварочный полуавтомат (какой выбрать, зависит от целей). Эксперты утверждают, что запас по мощности должен быть не меньше 30%. Также не стоит пользоваться прибором на максимуме его возможностей.
Реальные мощностные показатели можно определить только по силе тока, которую он может выдавать. Именно от этой характеристики зависит, с какой толщиной металла сможет работать та или иная модель. Также от этого зависит максимальная толщина электрода.
Для бытовых целей хватит агрегата до 250 А. Что может такой сварочный полуавтомат? Отзывы владельцев позволяют понять, чего ждать. Так, максимальная толщина металла – 6 мм, а диаметр электрода – 4 мм.
Как варить аргоном – практические советы и видео
Сварка аргоном — это разновидность электродуговой сварки. По применению она более сложная. Постараемся разобраться, как варить аргоном на практике.
Аргонодуговой сваркой называют технологический процесс соединения между собой изделий из различных металлов и их сплавов путем расплавления их электродугой в защитной среде инертного газа, в частности, аргона. Хоть этот процесс и представляет собой разновидность электродуговой сварки, но по техническому применению он является более технологически сложным, поэтому и постараемся разобраться, как варить аргоном на практике.
Немного теории
Инертный газ аргон относится к группе так называемых «благородных» газов, что определяется его валентностью и вытекающими из этого основными физико-химическими свойствами, которые не позволяют ему вступать в химические соединения с другими веществами, в том числе и с кислородом, даже под воздействием высоких температур. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
Таким образом, инертный газ аргон позволяет практически полностью изолировать расплавленный высокотемпературной плазмой электродуги свариваемый металл от атмосферного воздуха, а, точнее, от кислорода, находящегося там. Являясь почти на 40% тяжелее основных атмосферных газов, он с легкостью вытесняет все другие газы из зоны электросварки и тем самым позволяет изолировать сварочную ванну от негативного влияния кислорода.
Являясь почти на 40% тяжелее основных атмосферных газов, он с легкостью вытесняет все другие газы из зоны электросварки и тем самым позволяет изолировать сварочную ванну от негативного влияния кислорода.
Особенности аргонной сварки
Электросварка в защитной среде аргона, особенно в последнее время, становиться все более популярней как у опытных сварщиков, так и у простых обывателей, прежде всего из-за своей доступности. Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.
Стоит отметить, что главным критерием востребованности аргоновой сварки является область ее применения, а точнее, ее способность, в отличие от других видов сварки, производить соединение различных металлов. Таких, как:
- нержавеющие и высоколегированные стали,
- серый чугун,
- алюминий,
- титан,
- медь и ее сплавы.

Причем это не полный перечень материалов, но и он во многом неосуществим для обычной электродуговой или газовой ацетиленовой сварки.
Ну и основным достоинством электродуговой сварки в среде аргона является качество сварного шва, которое также практически недостижимо при других видах сварки.
Как правильно варить аргоном
Для начинающих и любителей стоит сразу оговориться, что сварка аргоном является довольно сложным технологическим процессом, который требует не только прочных знаний металловедения, но и определенных навыков и опыта сварочных работ. При этом, если учитывать далеко немалую стоимость самого газа аргона, лучше всего начинать тренироваться и пробовать набить руку на сварке различных деталей, к примеру, из нержавеющей стали. И только посмотрев видео сварки аргоном в виде уроков для начинающих, а также приобретя достаточный опыт и теоретические знания, стоит приступать к сварке цветных металлов и их различных сплавов.

Аргонная сварка является как бы симбиозом технологий электродуговой и газопламенной сварки, но с существенными техническими различиями. К примеру, газовая среда аргона:
- с одной стороны, способствует формированию и поддержанию токопроводящей плазмы, что значительно облегчает как розжиг электродуги, так и способствует более быстрому прогреву и расплавлению кромок свариваемых соединений, тем самым обеспечивая формирование качественного шва;
- с другой стороны, постоянный поток газа охлаждает сварочный шов, не позволяя образоваться различным температурным деформациям в виде трещин и пор, что также способствует качеству сварки.
Техника сварки аргоном имеет ряд особенностей и требует для применения на практике обучения. Мы лишь можем дать вам несколько основных советов, которые необходимо знать и применять при выполнении аргонной сварки своими руками, а именно:
- Проведение аргонодуговой сварки требует тщательной подготовки поверхности, то есть края заготовок необходимо механически до блеска зачистить от окислов и остатков грязи с помощью напильника или наждачной бумаги. А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
- Обязательно перед началом выполнения сварочных работ надо выставить, согласно технологической карте, режимы сварочного тока, интенсивность подачи сварочной проволоки и расход потока инертного газа в строгом соответствии с видом, толщиной и материалом свариваемых изделий.
- Подачу инертного газа нужно отрегулировать так, чтобы аргон подавался к месту сварки на 20 секунд раньше, чем зажигается электродуга, а прекращалась его подача не ранее 10 секунд после завершения процесса сварки.
- Для исключения контакта свариваемого металла с содержащимся в естественной атмосфере активным кислородом необходимо, чтобы сварочная проволока и неплавящийся электрод постоянно находился в защитной зоне аргоновой среды.
- Подачу присадочной проволоки следует производить под углом к неплавящемуся электроду и сварочной ванне перед горелкой, стараясь избегать различных поперечных движений, что позволит обеспечить более качественный сварочный шов.
- Стараться производить колебания горелкой, направленные вдоль оси сварочной ванны, не совершая лишних поперечных движений, что позволит сформировать более узкую полосу сварочного шва.
- По окончании сварочных работ необходимо производить заваривание кратера при пониженной силе тока путем его регулировки ручкой реостата. Ни в коем случае не стоит прекращать сварной шов резким обрывом электродуги сразу отводя горелку в сторону, так как это резко понизит его качество.
- Сварочную проволоку или неплавящийся электрод рекомендуется располагать ближе к сварочной ванне, поддерживая по возможности минимальное расстояние между ними. Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.

 Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.
Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.Выполнение этих правил и рекомендаций не только позволит значительно облегчить сам процесс сварки аргоном, но и станет залогом качественной работы.
Рекомендации по выбору оборудования
Оборудование для аргонной сварки бывает двух типов:
- MAG или Metal Inert Gas, что представляет собой вид электродуговой сварки, которая осуществляется за счет плавления металлической проволоки в защитной среде аргона или другого инертного газа, как правило, при ее автоматической подаче;
- TIG или Tungsten Insert Gas, что подразумевает дуговую электросварку с помощью неплавящегося вольфрамового электрода также в защитной среде аргона, но при необходимости с ручной подачей присадочной проволоки.
Сварочное оборудование для аргонной сварки MAG и TIG имеет ряд конструктивных различий, которые, в свою очередь, определяются технологическими особенностями.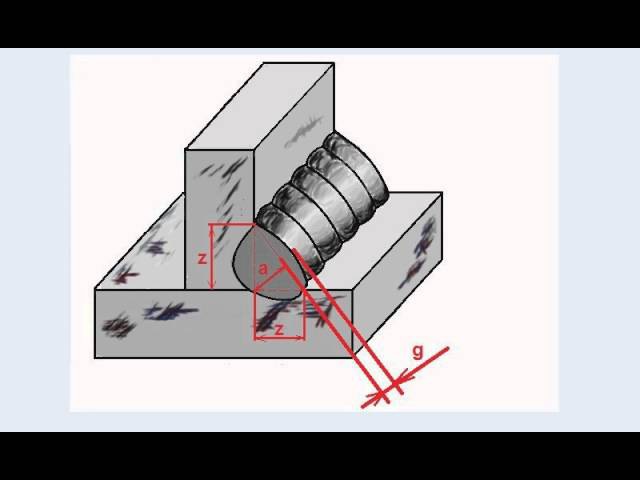
Так, аргонная сварка типа MAG производится сварочной проволокой, которая автоматически подается с помощью механического податчика, расположенного внутри сварочного аппарата. В данном случае, сварочная проволока:
- служит проводником сварочного тока;
- поддерживает электродугу, являясь электродом;
- служит материалом для наплавления и соединения металла.
Сварочное оборудование для аргонной сварки типа TIG работает с помощью неплавящегося электрода, который выполнен из тугоплавкого вольфрама. На него и подается сварочный ток для поддержания электродуги. Но в этом случае с TIG сваркой можно производить соединение деталей только за счет сплавления металлов самих свариваемых деталей, если позволяет их толщина. Когда же необходимо добавить дополнительный материал для наплавления, как при MAG сварке, для этого используют специальную присадочную проволоку, но уже путем ручной подачи к месту сварки.
Отсюда и главное различие MAG и TIG оборудования в устройстве основного рабочего органа — специальной горелки и соединительного рукава.
При MAG сварке через рукав в автоматическом режиме поступает аргон и сварочная проволока, по которой, в свою очередь, и протекает сварочный ток.
В случае с TIG сваркой — изолированный рукав состоит также из шланга подачи защитного газа, но еще имеет силовую оплетку или провод, передающий сварочный ток на горелку, внутри которой располагается цанговый держатель для закрепления вольфрамового электрода.
Сегодня на рынке можно не только с легкостью подобрать хороший и недорогой сварочный аппарат для аргонной сварки по технологии MAG или TIG, но и найти комбинированное оборудование, укомплектованное для возможности работы по двум этим технологиям, правда, несколько дороже по цене.
К примеру, за относительно невысокую цену можно приобрести для собственного использования мультифункциональное инверторное оборудование фирмы SPARK. Так, линейка сварочных полуавтоматов MultiARC предназначается для выполнения высококачественных и максимально комфортных сварочных работ по трем наиболее востребованным технологиям MMA, MIG и TIG сварки.
Если у вас есть свой опыт в использовании аргонной сварки, поделитесь им в блоке комментариев.
Сварка полуавтоматом для начинающих: видео уроки
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.

Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.
Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Видео-инструкция: настройка.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ.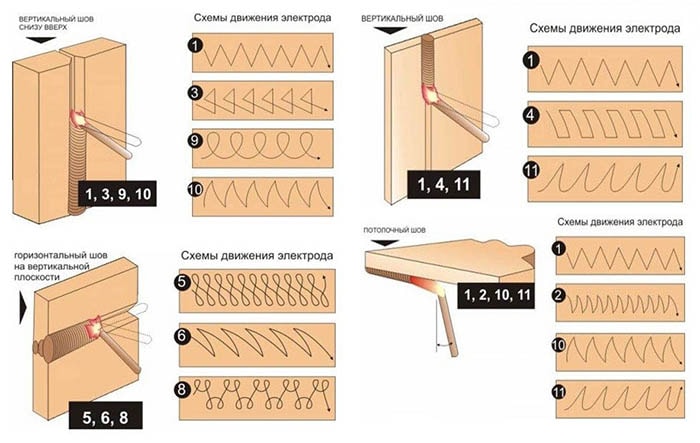 Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.
Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.
Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.
Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.
Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
В этой статье рассказывается, как варить нержавейку полуавтоматом.
Сварка полуавтоматом для начинающих – видео уроки и техника безопасности
Несмотря на то, что соединение полуавтоматической сваркой различных деталей во многом является высшим пилотажем для сварщиков-профессионалов, сегодня полуавтомат не такая уж и несбыточная идея – современные технологии позволили не только существенно уменьшить по весу и объему сварочный аппарат, но и приблизить технологию практически к любому кто желает научиться.
Среди сварочных полуавтоматов принято различать аппараты, работающие как с газовыми баллонами, так и использующими технологии сварки без применения инертного газа, заменив его специальным составом сварочной проволоки.
Сегодня, технология соединения деталей в среде инертных газов нашла широкое применение во всех областях, где необходимо соединение тонких металлических частей, в основном, полуавтоматы применяются в автомобильном сервисе – для проведения кузовного ремонта автомобилей, но это не единственное применение малогабаритных аппаратов.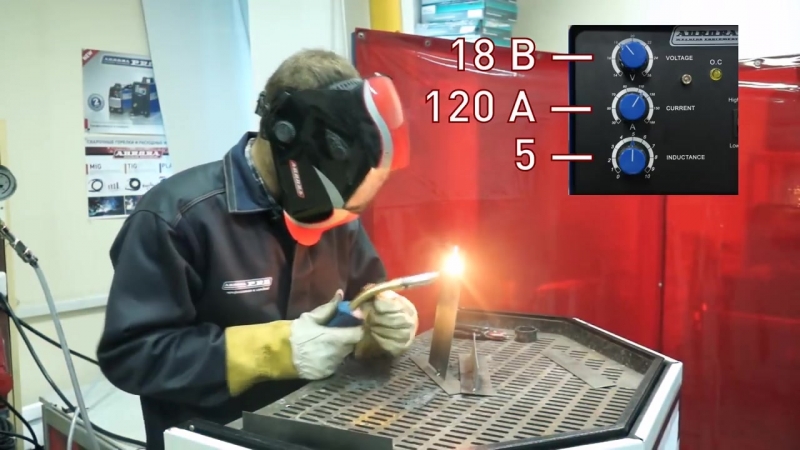
Полуавтоматы работают на предприятиях машиностроения, судостроения, в ремонтных и сборочных предприятиях.
Преимущества и недостатки
Популярность и широкое распространение технологии связаны с теми положительными сторонами, дающими неоспоримое преимущество перед другими видами технологий электросварочных работ.
Во многом, это объясняется:
- Особенностью принципа работы – узкой зоной нагрева соединяемых поверхностей, при этом деформации подвергается небольшая поверхность соединяемых деталей.
- Достаточно щадящее воздействие на окружающие детали, в том числе и лакокрасочные покрытия, обгорает только небольшая зона, а остальная поверхность не страдает от теплового воздействия.
- В качестве электрода используется специальная проволока различного диаметра, при этом, время работы аппарата многократно увеличивается, снижаются затраты на расходные материалы.
К сожалению, есть и явные «минусы» полуавтоматической сварки:
- Основное – сложность оборудования, кроме самого сварочного аппарата необходимо иметь и газовый баллон с газом.
- Сварочные аппараты такого типа не совсем применимы в домашнем хозяйстве, в большинстве случаев достаточно и инвертора, а вот нужен он тем, кто всерьез занимается сварочным делом.

Технология и виды
Сварка MIG/MAG
В основу технологии полуавтоматической сварки положен примерно тот же принцип что и в обычном соединении металлических деталей с помощью электрической дуги.
В этом в принципе схожесть и заканчивается, и начинаются различия:
- Во-первых, в отличие от традиционного процесса сварки с помощью обычного электрода, где сгораемая обмазка металлического стержня образует пространство свободное от кислорода, в полуавтомате роль обмазки играет газ, проходящий через сопло горелки.
- Во-вторых, вместо держателя используется специальное устройство – горелка и рукав для одновременной подачи как проволоки, так и газа.
- В-третьих, кроме управления горелкой, в полуавтомате нужно научиться управлять и подачей проволоки, поскольку рычаг регулировки находится на рукоятке горелки.

Сегодняшние технологии используют два основных метода соединения металла в защитной газовой среде:
- В среде активного газа (углекислый газ) MAG (Metal Active Gaz).
- В среде инертного газа (аргона или гелия) MIG (Metal Inert Gaz).
Третий вид полуавтоматической сварки использует специальную проволоку, но из-за дороговизны таковой пока не получил широкого распространения.
Необходимые материалы и инструменты
Устройство сварочного аппарата
Как и для других методов электросварки, сварочные работы полуавтоматическим аппаратом проводятся при наличии полного комплекта оборудования – самого аппарата со всеми принадлежностями, соединяемых деталей металла, и, конечно же, защитной одежды – маски, перчаток, брезентовой куртки и брюк, рабочих ботинок с негорючей подошвой.
К самому аппарату, в зависимости от требуемой комплектации, требуется газовый баллон, по возможности специальный редуктор, соединительные шланги.
Для обслуживания газовой горелки, скорее всего, понадобится специальный спрей для очистки сопла горелки.
В качестве средств защиты рекомендуется использовать специальную шлем-маску сварщика с УФ-фильтром, срабатывающим при появлении сварочной дуги.
Для удобства работы, бывалые профессионалы рекомендуют обзавестись несколькими переносными прожекторами или хотя бы вкрутить в светильники лампочки помощнее.
Пошаговая инструкция по выполнению
Схема сварки полуавтоматом
Начало работ, рекомендуется как всегда начать с организации рабочего места:
- Помещение убирается от лишних предметов, подготавливается в противопожарном плане – убираются все горючие материалы и жидкости.
- Включается максимально возможное освещение рабочего места.
- Подготавливается материал и инструменты.
- Проверяется соединения кабелей и шлангов, целостность удлинителей.
Далее, необходимо подготовить сам аппарат полуавтомата:
- Сварочный рукав разматывается, подключается газовый баллон.
- Проверяется подача газа.
- Проверяется сопло горелки.
- Детали раскладываются, совмещаются и закрепляются.
- Одеться в рабочую одежду сварщика, приготовить защитную маску.
- Включается питание аппарата.
- Горелка подносится к месту соединения и нажимается на рукоять – процесс пошел.
Соединяя небольшие детали, рекомендуется не выключать аппарат на время перерыва, а вот при больших объемах рекомендуется периодически останавливать работы, чтобы проверить качество шва и убрать нагар с сопла.
По окончании работ нужно:
- Убрать пальцы с клавиши подачи проволоки, прекратить подачу газа.
- Выключить питание аппарата.
- Дать остыть 1-2 минуты образовавшемуся шву, при обнаружении дефектов – очистить от шлака и повторить сваривание этом месте.

Техника безопасности
Полуавтомат, кроме того, что является электрическим прибором, применяется для работы с баллоном, заполненный газом под определенным давлением. Исходя из этих особенностей, нужно в обязательном порядке соблюдать все меры электробезопасности при работах с электрическими приборами.
Важно во время работы и при хранении не допускать попадания прямых солнечных лучей на баллон, независимо он с газом или без. При транспортировке не допускать повреждения баллона, вентилей. Нельзя самостоятельно заправлять газ, как и использовать резервуар не прошедший проверку и аттестацию. Кроме этого, нельзя заносить газовый баллон в теплое помещение с холода во избежание взрыва.
При работе обязательно нужно быть в защитной маске, в огнестойком специальном костюме и обуви на толстой подошве, использовать сварочные кожаные перчатки.
Рабочее место сварщика должно быть достаточно просторным, на рабочем месте не должно быть легкогорючих и взрывоопасных материалов.
Строго запрещается проводить работы с имеющими опасное содержимое предметами – бензобаками, канистрами, бочками.
Работая полуавтоматическим сварочным инвертором наилучшего успеха можно добиться сваривая тонкий металл. И, несмотря на сложность оборудования, это получится даже у новичков.
Но для такого успеха нужно:
- При сварке такого металла рекомендуется отрегулировать подачу сварочной проволоки.
- Соединяемые части рекомендуется предварительно очистить от грязи, пыли и по возможности от масляных и жирных загрязнений.
- При соединении тонкого металла следует использовать специальные зажимные приспособления, поскольку полуавтомат создает локальные точки нагрева, то соединение может получиться не совсем плотным.
- При больших объемах швов рекомендуется сначала прихватить металл в нескольких местах, а уже потом проводить сваривание по всей длине.

Советы и возможные ошибки
Не стоит преувеличивать свои силы имея опыт работы с другими видами сварки.
Работа сварщика требует глубоких знаний во многих отраслях знаний, в том числе и металловедении. Приступая к работе, опытный сварщик внимательно изучит не только метод сваривания деталей, но и их состав, и порядок проведения операций. Начинающему любителю требуется довольно большой срок для того, чтобы понять как, и чем нужно сваривать металл, какие операции нужно проводить.
При работе полуавтоматом, много ошибок допускается при попытках соединить детали, имеющие защитное покрытие. Листы оцинковки или луженный оловом металл не получится сварить до того момента, пока не будет удалено защитное покрытие.
Начиная использовать полуавтомат, желательно прочесть инструкцию или руководство по эксплуатации.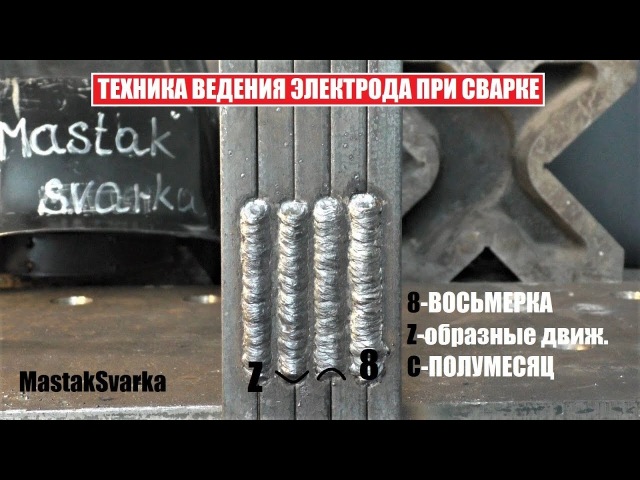 Это важно, поскольку в отличие от сварочного инвертора или трансформаторного аппарата в полуавтомате используется не только несколько видов проволоки, но и различные виды газа.
Это важно, поскольку в отличие от сварочного инвертора или трансформаторного аппарата в полуавтомате используется не только несколько видов проволоки, но и различные виды газа.
Кроме известных видов расходных материалов, владельцу такого инструмента нужно в обязательном порядке для продления ресурса горелки научиться применять еще и специальные спреи для очистки сопел горелки. Такое обслуживание намного продлит ресурс сварочного рукава и сменных сопел.
Во время первого включения аппарата нужно знать, что учиться придется опять с первого шва и повторять ошибки по-новому:
- На начальном этапе обучения нужно научиться не только держать дугу, но и регулировать подачу проволоки, регулировать подачу газа.
- Рекомендуется сначала научиться формировать шов на обычном металле, а уже потом переходить на тонкий лист.
- Важно взять за привычку очищать от налета сопло после каждого сеанса работы.
Статья была полезна?
0,00 (оценок: 0)
Уроки сварки: Сварка полуавтоматом для начинающих
В данной статье собрана самая необходимая информации о сварке полуавтоматом.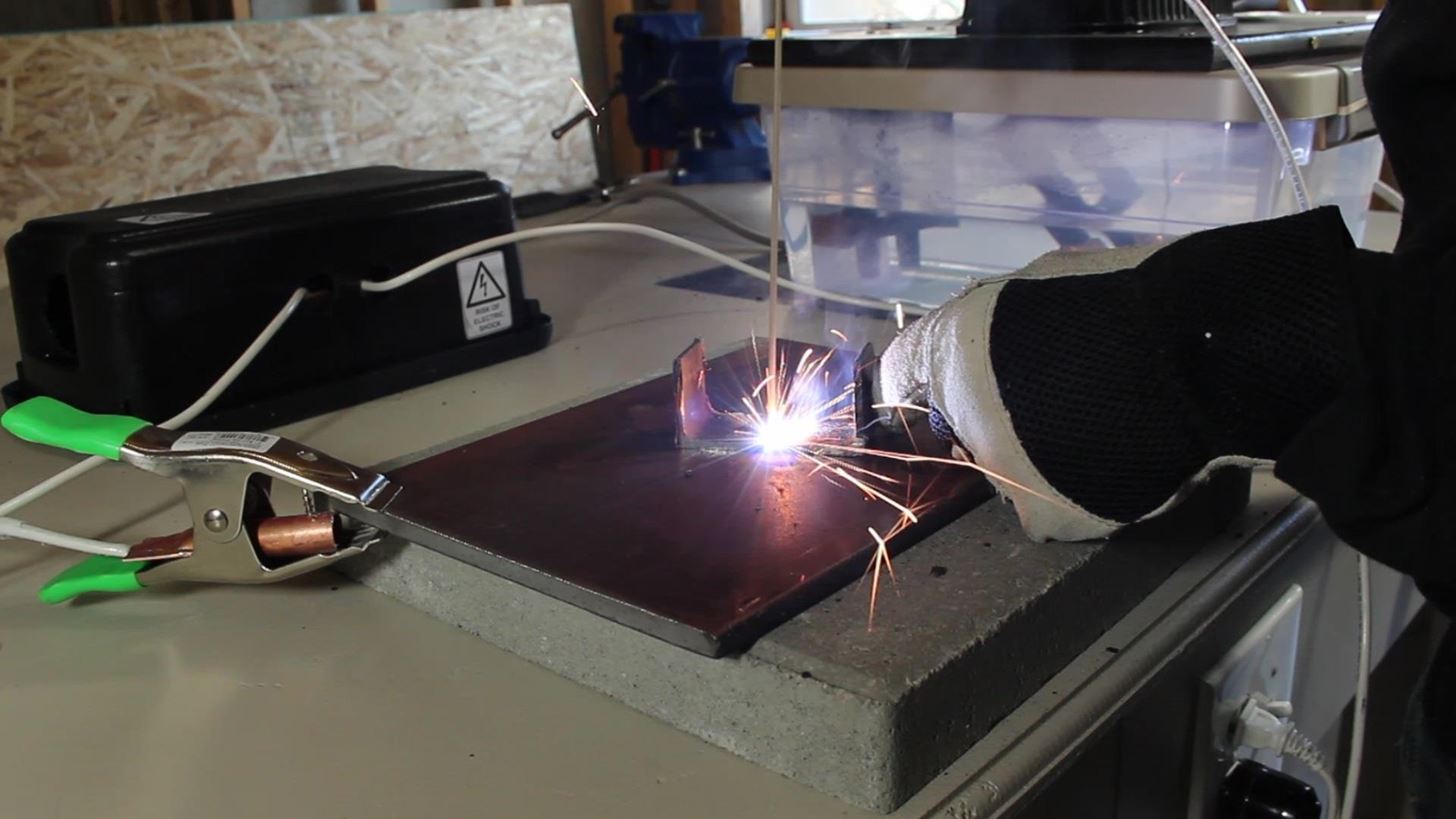 Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 – 3 |
0,8 |
|
4 – 5 |
1,0 |
|
6 – 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин – для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги – корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 – 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 – 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 – 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
—-
Удалить или отредактировать эту статью можно в бэк-офисе сайта в разделе “Статьи”
Инструкции по работе с блогом на InSales доступны в нашей документации: https://www.insales.ru/collection/doc-settings/product/rabota-s-blogami
Уроки сварки инвертором для начинающих
Принцип работы
Сварочный инвертор для ручной сварки преобразует напряжение сети (220 или 380 в 50 Гц) в напряжение, подходящее для поддержания электродуги. Это преобразование проходит в три этапа:
- входное напряжение переменного тока выпрямляется,
- этот постоянный ток питает высокочастотный генератор, он создает переменный ток частотой 20-50 тыс. Гц.,
- трансформатор понижает напряжение до 70-90 вольт, ток во рабочей обмотке достигает 100-300А.
Тройное преобразование позволяет сократить габариты и вес устройства в несколько раз по сравнению с обычными сварочными трансформаторами. Кроме того, благодаря автоматической регулировке параметров электронной схемы прибор обеспечивает высокую стабильность тока и напряжения на выходе. На инвертор не влияют скачки напряжения в питающей сети, и сам он не вызывает таких скачков.
В полупрофессиональных и профессиональных моделях устанавливают также системы, облегчающие розжиг дуги и предотвращающие прилипание электрода.
Рабочий ток протекает по цепи, образованной:
- электродный и массовый кабели,
- электрод,
- электродуга в воздушном промежутке,
- заготовка.
Электродный провод подключается к держателю, массовый провод к зачищенному месту на детали.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.
Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Техника безопасности
Чтобы обучение работе сварочным инвертором не закончилось печально, нужно знать, как правильно и безопасно варить инверторной сваркой. Обязательно использовать защитные средства.
Место сварки должно соответствовать следующим требованиям:
- имеется изолирующий настил или диэлектрический коврик,
- установлены защитные металлические ширмы, предохраняющие от разлета расплавленных брызг, а также искр при сварке и зачистке,
- обеспечено качественное освещение,
- устроена вытяжная вентиляция для удаления сварочных газов,
Важно! Категорически недопустимо загромождать рабочую зону, в ней должны находиться только заготовка, оснастка, сварочный аппарат и сварщик. Нельзя также размещать легковоспламеняющиеся материалы в радиусе 5 м от места сварки.
Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе. Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест.
Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: заварить вертикальные и наклонные швы, сварка тонких листов, многослойная сварка деталей большой толщины и других.
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.
Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице.
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.
На практике точное значение подбирают, учитывая конфигурацию изделия и климатические условия.
Подключение с прямой и обратной полярностью
Во время сварки под действием высокой температуры электрической дуги металл начинает плавиться. Для того чтобы создать эту дугу, электрод и заготовка подключаются к полюсам с противоположными значениями – плюсу и минусу.
Для подключения используются два известных варианта – с прямой и обратной полярностью, в соответствии с выбранной схемой. Прямая полярность предусматривает соединение электрода с минусом, а заготовки – с плюсом. В металл начинает поступать повышенное количество тепла, и он начинает плавиться, образуя узкую и глубокую расплавленную зону. Этот способ используется при сварке изделий толщиной более 3 мм.
Подключение с обратной полярностью используется при сваривании тонких, преимущественно листовых металлов. Электрод соединяется с плюсом, а деталь – с минусом, образуя при сварке широкую, но неглубокую зону расплавления.
Разница в подключениях вызвана физическими свойствами, которыми отличается сварочный процесс. После возникновения электрической дуги, начинается движение электронов в направлении от минуса к плюсу. Они передают поверхности с положительным зарядом не только свою энергию, но и температуру, увеличивая нагрев именно в этом месте. Таким образом, любой элемент, соединенный с положительным выходом, будет нагреваться значительно больше и интенсивнее.
Особенности тонкого металла
Заготовки малой толщины сваривают током обратной полярности, применяя способ ведения электрода углом вперед. Диаметр электродов нужно выбрать поменьше.
Особую осторожность нужно соблюдать при розжиге: в этот момент легко прожечь лист.
На конце шва нельзя резко поднимать электрод – может образоваться кратер. Для того, чтобы тонкую деталь не повело при сварке, ее следует надежно зафиксировать в оснастке или прихватить через 10-15 сантиметров точечной сваркой.
Как образуется шов?
Электродуга расплавляет металл на кромках соединяемых заготовок. Область расплава называют сварочной ванной. Сверху в нее поступает расплавленный металл сердечника электрода. При ведении электрода вдоль шва электродуга и сварочная ванна движется вслед за ним, а там, откуда дуга ушла, металл остывает и кристаллизуется.
Предварительная подготовка
Как научиться хорошо варить сваркой Ресанта самому? Прежде всего нужно качественно подготовить рабочее место, материал и оборудование. От качества подготовки напрямую зависит прочность и долговечность шва. Необходимо работать электродами, подходящими по материалу и толщине к свариваемым заготовкам. Таблицы соответствия приводятся в руководствах по сварочному делу.
Средства защиты
Чтобы не пострадать во время электродуговой сварки, следует:
- использовать рабочую одежду из негорючей ткани,
- одежда должна полностью закрывать кожу,
- использовать силковые сварочные перчатки-краги,
- обувь из толстой кожи со усиленной подошвой и стальным подноском должна быть с высоким голенищем, брюки выпущены поверх обуви,
- обязательно использовать маску сварщика с автоматически затемняемым стеклом.
Рабочее место
Рабочее место нужно готовить так, чтобы оно было удобным и безопасным. Заготовки должны быть прочно зафиксированы к рабочему столу. При больших размерах их раскладывают на ровной сухой основе и надежно крепят друг к другу. Должны быть убраны все легковоспламеняемые материалы в радиусе 5 метров, либо следует пользоваться негорючими ширмами.
Как выбрать электрод?
Какой диаметр и материал электрода выбрать, определяют, исходя из материала и толщины заготовки. Рекомендуемые значения приведены в инструкции к инвертору.
Обучение лучше начинать с заготовок из черного металла толщиной 3-5 мм. Электроды подойдут толщиной 2,5-4 мм.
Схема подключения инвертора, полярность
Инвертор подключается к электросети или к бензогенератору.
Полярность подключения выбирается исходя из толщины заготовки. Место крепления зажима массового провода к заготовке нужно обязательно зачистить и обезжирить. Если рабочий столик имеет большую площадь контакта с деталью, массу можно подать на него.
Подготовка металла
Металл обычно покрыт окисным слоем, ржавчиной, остатками старой краски и другими загрязнениями. Чтобы сварить качественный шов, их необходимо удалить. Механические загрязнения удаляют с помощью зачистки металлической щеткой или абразивным диском.
Масложировые пятна удаляют путем обезжиривания протиркой ветошью, смоченной растворителем, таким, как бензин, уайт-спирит, ацетон. Это обязательное условие, без которого хороший шов не получить.
Сварка инвертором для начинающих: пошаговая инструкция
Прежде чем приступить к выполнению работ, понадобится минимальная амуниция. Так, не рекомендуется выполнять работы без специального защитного шлема и грубых перчаток. Ну и помимо этого желательно иметь старенькую куртку из грубой хлопчатобумажной (например, джинсовой) ткани, которая не будет гореть от попадания искры.
Далее необходимо настроить сварочный ток и правильно выбрать электрод. Для инверторной сварки подходят изделия диаметром 2-5 мм. Сварочный ток устанавливается исходя из толщины обрабатываемой детали и материала. Во избежание залипания электрод к обрабатываемой поверхности подносится плавно. После этого можно подключать клемму массы к детали.
Процесс сварки начинается с поджига дуги. Электрод по отношению к поверхности подносится под небольшим углом. Для его активации необходимо несколько раз дотронуться до свариваемой поверхности. В процессе же работы электрод нужно держать на расстоянии его диаметра от поверхности. В принципе, сварка инвертором для начинающих достаточно проста. Сейчас пойдем дальше.
Как работать?
Несколько рекомендаций, как правильно сваривать металл инвертором для новичков, помогут освоить технологию. Силу тока для начала можно выставить, используя табличные значения. Теперь можно приступать непосредственно к сварке.
Розжиг дуги
Дуговая сварка для опытных и для начинающих начинается с розжига дуги. Дугу разжигают двумя способами:
- чиркая электродом по заготовке
- постукивая.
Для начинающих домашних мастеров рекомендуется зажигать дугу методом чиркания. Подводить электрод к заготовке нужно быстро, а отводить- медленно, на расстояние 2-3 мм.
Как вести электрод?
Чтобы тяжелый кабель не поворачивал держатель при ведении вдоль шва, мастера дают следующий совет: обернуть его вокруг рабочей руки и прижать к боку.
Вести держатель нужно равномерно, без рывков и остановок, на одном и том же расстоянии между кончиком электрода заготовкой. Нужно учитывать то, что по мере движения вдоль шва стержень выгорает и длина его уменьшается.
Как научиться сваривать металл ровно?
В зависимости от особенностей шва используется несколько техник, определяемых положений электрода относительно заготовки:
- углом вперед (30-40о) подходит для вертикальных и потолочных швов, неповоротных стыков труб,
- прямой угол (90о) удобен для труднодоступных мест и стыков профильного проката,
- углом назад (30-40о).
Сварочный шов для начинающих рекомендуется способ «углом назад».
Инструменты
Для сварки потребуется подбор специального оборудования:
- подходящего по техническим характеристикам аппарата для сварки;
- электродов определённого состава, в зависимости от типа соединяемых металлов, их толщины;
- защитной маски, одежды, перчаток, обуви;
- молотка, щётки по металлу для удаления окалин или выравнивания швов;
- ёмкости с водой.
Новичкам необходимо взять аналогичные по составу и толщине элементы для подбора тока, напряжения. Также рекомендуется потренироваться создавать швы с требуемыми характеристиками, чтобы не повредить заготовки.
Площадка для сварки должна соответствовать правилам и требованиям безопасности. Площади помещения или участка должно хватать для удобства выполнения работ.
В случае проблем с электропитанием потребуется дополнительно подключать выпрямитель. Это позволит стабилизировать ток, напряжение, за счёт чего сформировать стабильную дугу.
Руководство по сварке: бесплатные электронные книги и видео
Итак, вы ищете руководство или курс по сварке?
Что бы вы сказали, если бы мы сказали, что нашли сварку для всех, кто хочет заниматься сваркой в своем собственном темпе, без необходимости изучать основы в дорогой сварочной школе или программе. Это также хорошее руководство по возвращению к основам для любого профессионала, желающего освежить свои навыки.
Курс учит всему, что нужно новичку, от покупки недорогого оборудования до укладки первой бусинки.Нам также нравится, что вы можете предварительно просмотреть несколько видеороликов, прежде чем принять решение о покупке. (см. видео ниже).
Начните сварку менее чем за 90 минут с помощью этого руководства по сварке
Изучив многие из имеющихся руководств по сварке, мы быстро пришли к выводу, что:
- Имеется много руководств по сварке
- самые сложные, сделать сложно быстро и быстро наладить
- видео должно быть частью курса, чтобы вы могли видеть и слышать каждый шаг.
Так было до тех пор, пока мы не нашли Гарретта Стронга и курс, который он составил, под названием «90 Minute Mig Mastery».”
Что такое курс
Это именно то, что доктор прописал новичку или опытному сварщику, который хочет отточить свои навыки.
Он предоставляет полный чертеж от A до A, который позволит вам выполнить сварку менее чем за 1 час.
Нам также нравится, что вы можете посмотреть несколько видеороликов бесплатно, чтобы вы могли попробовать их перед покупкой. В одном из предварительных видеороликов шаг за шагом объясняется, как выполнить сварку за один час.
Это самый простой способ сварки для новичков, которые хотят изготовить что угодно.Еще один плюс заключается в том, что в курсе основное внимание уделяется сварке MIG, сварке с использованием обычной розетки и относительно недорогого оборудования, поэтому вы можете начать работу в собственном гараже.
Щелкните ссылку «Узнать больше» в правом верхнем углу видео, чтобы просмотреть другие видеоролики и узнать больше о курсе. Мне лично нравится, что этот курс посвящен нескольким полезным стартовым проектам, таким как создание собственной ямы для барбекю, работа с автомобилем, украшения или как построить мотоцикл.
Как только вы научитесь делать твердые сварные швы, вы сможете применить эти навыки практически ко всему.
Попробуйте эти бесплатные электронные книги
Мы также нашли несколько отличных (и бесплатных) электронных книг, охватывающих некоторые основы. Кратко прочтите их, чтобы лучше понять, что вам нужно знать.
Все читатели Weld Guru имеют право на двух бесплатных электронных книг по сварке, когда они подпишутся на нашу бесплатную новостную рассылку по сварке.
Бесплатная электронная книга №1: «Mig Welding Mastery»
«Mig Welding Mastery» описывает, как начать сварку прямо из дома с очень небольшими деньгами или временем.Изучите основы из руководства по сварке.
Бесплатная электронная книга № 2: «Руководство покупателя сварочного аппарата Mig»
«Руководство покупателя сварочных аппаратов Mig» – это ваш путеводитель по выбору высокопроизводительного сварочного аппарата с малой береговой линией. Изучите основы, такие как минимальная необходимая мощность, возможности пистолета-катушки и некоторые рекомендуемые модели.
Как получить бесплатные электронные книги
После того, как вы укажете ниже адрес электронной почты и подтвердите свой адрес электронной почты, вы попадете на страницу, где сможете скачать первые две книги.
Мы пишем третью книгу о «Трех наиболее распространенных ошибках сварщиков», которая будет отправлена вам по электронной почте, как только она будет готова.
Рекомендуемое руководство по сварке включает в себя справку по декоративной сваркеНе забывайте о своем решении попробовать сварку. Вы можете начать с недорогого сварочного аппарата и понимания некоторых основ. Начните с чего-нибудь простого, например, с чтения бесплатных электронных книг, предлагаемых на этой странице, или с просмотра видео. Шаг за шагом вы попадете туда, куда хотите.
Другие ресурсы
Американское общество сварщиков – отличное место, где можно купить книги и узнать больше о профессии. Это наш ресурс с вопросами по таким темам, как профессиональная сертификация или карьера сварщика.
Сварочные технологии / Сварщик – Общественный колледж Соколиного глаза
Требования к поступающим
Подать заявку в Hawkeye
Заполните онлайн-заявку на поступление в Hawkeye, чтобы подать заявку на участие в программе Welding Technology / Welder.
Просьба прислать ваши стенограммы в приемную комиссию.
Базовые навыки компетенции
Чтобы иметь право на участие в программе «Сварка», все студенты должны соответствовать минимальным требованиям и / или успешно пройти необходимые курсы английского языка, чтения и математики в колледже с оценкой «C» или выше в Общественном колледже Соколиного глаза или на сопоставимых курсах. в другом аккредитованном колледже. Для успешного прохождения курса обучения в колледже обратитесь к своему консультанту по программе.
| ACT | АККУМУЛЯТОР | КОМПАС | АККУМУЛЯТОР Next Generation |
|---|---|---|---|
| 16 Чтение | 58 Чтение | 69 Чтение | 239 Чтение |
| 16 Английский | 64 Навыки предложения | 41 Письмо | 240 Письмо |
| 14 Математика | 40 Арифметика | 24 Предварительная алгебра | 240 Арифметика |
| 241 Количественное мышление, алгебра и статистика | |||
Принятие программы
Кандидаты, отвечающие критериям требований к базовым навыкам, имеют право на зачисление.
Кандидаты, не соответствующие критериям требований к базовым навыкам, будут приняты на предварительную программу. Будучи студентом предварительной программы, вы начнете с общего образования и дополнительных классов. Консультант поможет вам составить академический план, соответствующий требованиям для поступления на программу. После того, как вы завершите свою предварительную курсовую работу, свяжитесь с приемной комиссией.
Заявление о равных возможностях
Сварка: краткосрочное обучение – Black Hawk College
Производство MIG Сварка
Этот 140-часовой курс производственной сварки MIG, предлагаемый учебным центром BHC Business, предназначен для обучения людей тому, как работать сварщиком на производстве.Первые 40 часов посвящены газам, символам, чертежам, математике и безопасности. Остальные 100 часов занятий проводятся в сварочной лаборатории, что предполагает практический опыт сварки MIG и демонстрацию правильного использования материалов. Хотя это не курс Deere & Company, учебная программа была одобрена Deere. Любой, кто завершает эту программу, считается «обучаемым» сварщиком MIG и должен серьезно рассматриваться при приеме на работу. Вы должны присутствовать и участвовать 95% времени, чтобы получить сертификат Black Hawk College.
Сварочное оборудование *, необходимое для производственной сварки MIG:
Сварочный кожух, сварочная куртка, защитные очки, сварочные перчатки MIG (приобретите три пары), сварочную шапочку, ботинки со стальным носком, клещи для сварочных горелок MIG (сварочные аппараты – синяя ручка) и замок для вашего шкафчика. На одежде не должно быть разрывов и разрывов.
Сварка палкой
Это 140-часовой курс SMAW (Stick), предназначенный для обучения людей работе в условиях сварки в течение шести недель. Первые 40 часов посвящены классному обучению, которое включает в себя газы, символы, чертежи, математику, безопасность, различные типы стержней.Остальные 100 часов занятий проводятся в сварочной лаборатории, что предполагает практический опыт работы с палкой и демонстрацию правильного использования материалов. Вы должны присутствовать и участвовать 95% времени, чтобы получить сертификат Black Hawk College.
Сварочное оборудование *, необходимое для сварки палкой:
Сварочный кожух, сварочная куртка, защитные очки, перчатки для сварки Stick / MIG (приобретите две пары), шапочку для сварки, обувь со стальным носком и висячий замок для вашего шкафчика.На одежде не должно быть разрывов и разрывов.
ПРЕДСТОЯЩИЕ КЛАССЫ ДЛЯ STICK OR MIG
Производственные классы сварки MIG и сварки палкой предлагаются несколько раз в течение года, днем или ночью, и могут проводиться одновременно. Они встречаются с понедельника по пятницу вместе с одной или двумя субботами.
- Эти программы полностью проводятся под руководством инструктора, а не являются независимыми.
- Посещаемость измеряется ежедневно и записывается по времени прибытия / отъезда.
- Сертификат об окончании выдается колледжем, когда посещаемость составляет 95% или выше.Запись добавляется в вашу стенограмму как постоянный отчет о вашем обучении.
ДАТЫ КЛАССОВ:
Выбирайте с 8:00 до 13:00. ИЛИ с 16:00 до 21:00
- с 24 мая по 1 июля 2021 г. – зарегистрируйтесь до понедельника, 17 мая 2021 г.
- 12–18 июля 2021 г. – Зарегистрируйтесь до 6 июля 2021 г.
Стоимость обучения составляет 1 999 долларов США за каждый класс (может быть изменена). В комиссию включена стоимость книги.
* Средства индивидуальной защиты (СИЗ) приобретаются студентом.
Расположение для всех классов:
Центр повышения квалификации производственной учебной лаборатории Black Hawk College (ITLEC)
3901 25th St.
Moline, IL
Регистрация: Позвоните по телефону 309-796-5718 или посетите Центр бизнес-обучения Black Hawk College в здании 1 в кампусе Quad-Cities, 6600 34th Ave., Moline. У этого класса нет онлайн-регистрации.
BHC также предлагает сертификаты колледжа по сварке, газовой дуговой сварке металла или дуговой сварке защищенного металла.
Поскольку эти программы не являются кредитами колледжа, они не имеют права на получение финансовой помощи.
- Black Hawk College имеет план отсрочки оплаты для этих классов. Звоните 309-796-5718 для получения дополнительной информации.
- Для получения помощи в рамках гранта для ветеранов штата Иллинойс обращайтесь в отдел финансовой помощи по телефону 309-796-5400 или [email protected].
- Айова, уволенные рабочие или работники с низким уровнем дохода, звоните в Iowa @ Work по телефону 563-336-3499.
- Иллинойс, уволенные рабочие или работники с низким уровнем дохода, позвоните в Американский центр занятости по телефону 309-788-7587.
Политика отмены
Без каких-либо обязательств Black Hawk College оставляет за собой право:
- Отменить занятия из-за недостаточной регистрации.
- Измените время, дату или место встречи.
- Внесите другие необходимые изменения в предложения курса.
Политика возврата
- Возврат средств не производится за две (2) недели до даты начала занятий и после нее.
- Обратите внимание на крайний срок подачи заявки на возврат в расписании занятий.
Сварочное оборудование | ECTC
Отличная оплата высококвалифицированным специалистам!
Как сертифицированный сварщик, вы будете одним из самых высокооплачиваемых специалистов из всех профессий. Как сварщик, вы будете соединять металлы, применяя сильный нагрев от газа или электричества. источник плавления металла для образования прочной связи с использованием или без использования присадочных металлов. Вы будете использовать сварку для соединения, наплавки или ремонта конструкций или деталей, изготовленных из металла или других свариваемых материалов. Вы спланируете последовательность операций и Выбирайте оборудование в соответствии с используемыми металлами и типом сварного шва.
Какой у меня выбор карьеры?
Большинство сварщиков работают в обрабатывающей промышленности.Остальные работают в строительстве фирмы и ремонтные службы. Опытный сварщик может иметь квалификацию техника, супервайзера, инспектор, или владелец сварочного бизнеса.
Какие уроки я должен посещать?
Вы пройдете уроки, которые познакомят вас с пилами, сверлильными станками, шлифовальными станками, электроприводом. ножницы, металлические тормоза и валки, а также множество других ручных инструментов.Вы научитесь изготавливать прицепы, рамы, стойки и качели из стальных листов, уголков, труб, швеллер и другая конструкционная сталь. Вы научитесь сваривать разные виды металлы, такие как низкоуглеродистая сталь, алюминий, чугун и нержавеющая сталь. Вы также научиться чтению чертежей и газовой резке металлов. Некоторые другие темы, которые вы изучите находятся:
- Электродуговая сварка
- Газовая сварка и резка кислородно-ацетиленовым газом
- Сварка металла в инертном газе (MIG)
- Сварка вольфрамовым электродом в среде инертного газа (TIG)
Какие у меня варианты степени, диплома или сертификата?
Градусы и переводы
ECTC имеет многочисленные партнерские отношения с 4-летними университетами.Если вы заинтересованы в пути передачи в этой области, ознакомьтесь с нашими программами партнерских университетов. Узнайте больше о переводе из ECTC.
Варианты диплома
Параметры сертификата
Требования к полевым лицензиям
Некоторые работодатели в сварочной отрасли требуют сертификации сварщика.Есть множество Для студентов доступны аттестационные испытания сварщика. Сертификация сварщика не требуется для завершения программы в колледже, но студентам рекомендуется пройти сертификацию сварщиков, чтобы улучшить свои перспективы трудоустройства.
С чего начать?
Подайте заявку на поступление в ECTC, чтобы получить информацию от приемной комиссии о подаче вашего трудоустройства результаты тестов (ACT или другие экзамены) и назначить встречу с консультантом для регистрации для ваших занятий.
Продолжительность программы
Вы можете получить степень младшего специалиста по прикладным наукам за два года, если будете работать на полную ставку. статус.
Эту информацию не следует рассматривать как замену Каталога KCTCS (PDF, 408 страниц). Вы всегда должны выбирать классы в сотрудничестве с вашим консультантом факультета, чтобы гарантировать что вы соответствуете всем требованиям к ученой степени.
Сварочные технологии (Сертификат) – Технологический колледж Джонсона
Маркетинг виртуальной реальности. Реклама в виртуальной реальностиОбзор программы
Сертификационный курс «Технология сварки» готовит студентов к работе начального уровня в сварочной отрасли. Студенты узнают о безопасности, ручных инструментах, кислородно-ацетиленовых горелках, плазменной дуге, дуговой сварке в защитном металлическом корпусе (стержневой), газовой дуговой сварке металлическим электродом (MIG), газовой дуговой сварке вольфрамовым электродом (TIG), дуговой сварке порошковой проволокой, металлургии, чтении печати и сварке символы.
Посмотрите видео ниже, чтобы узнать, почему технология сварки может быть вам полезна.
Возможности карьерного роста
Выпускники работают сварщиками, сварщиками / производителями, ремонтными сварщиками, монтажниками, скульпторами по металлу и помощниками сварщиков.
Типичными работодателями в сварочной отрасли являются производители металлоконструкций, специализированные металлообрабатывающие цеха, промышленные подрядчики, верфи, производители труб и сосудов высокого давления, а также розничные продажи сварочных изделий.
Цели обучения по программе
Цель 1: Программа по сварке подготовит выпускника к работе по сварке начального уровня.
Результаты обучения студентов – Студенты будут:
- Продемонстрировать безопасные методы сварки
- Выполнение базовых навыков сварки SMAW (ручная сварка), GMAW (mig), GTAW (tig) и кислородно-топливной резки
- Выполнение основного технического обслуживания сварочных аппаратов
- Расшифровка основных символов сварки
Краткое содержание курса
Основные курсы (18 кредитов) | ||
| ЦМТ 151 | Дуговая сварка защищенного металла | 2 |
| ЦМТ 152 | Лаборатория дуговой сварки экранированных металлов | 4 |
| ЦМТ 153 | Дуговая сварка металлов и порошковой проволоки в газовой среде I | 1 |
| ЦМТ 154 | Лаборатория по газовой сварке металлов и порошковой сваркой порошковой проволокой | 2 |
| ЦМТ 155 | Газовая сварка металлов и порошковой порошковой проволокой II | 1 |
| ЦМТ 156 | Лаборатория дуговой сварки металлов и порошковой проволоки II Лаборатория | 2 |
| ЦМТ 157 | Газовая вольфрамовая дуговая сварка | 2 |
| ЦМТ 158 | Лаборатория газовой вольфрамовой дуговой сварки | 4 |
Связанные курсы (5 кредитов) | ||
| АРТ.101 | Чтение чертежей | 2 |
| BTT 149 | Безопасность строительства | 1 |
| MAT 100 | Прикладная математика для сварщиков | 3 |
Общеобразовательные курсы (7 кредитов) | ||
| CPT 101 | Микрокомпьютер I | 3 |
| ENG 101 | Английская композиция I | 3 |
| SSS 101 | Студенческий успешный семинар | 1 |
| Минимальные баллы для получения диплома | 31 | |
Описание курсов см. В Каталоге курсов.
Новый инструмент для обучения сварке
Использование сварочных камер в классе дает много преимуществ для студентов, инструкторов и администраторов, поскольку они обеспечивают изображения с высоким динамическим диапазоном с четким изображением сварочной дуги, наконечника горелки, а также более темных окружающих элементов, таких как как сварочная ванна, так и шов. Сварочные камеры улучшат ваше обучение в классе, сделав их незаменимыми инструментами для обучения технике сварки.
Вместо того, чтобы постоянно толпиться вокруг инструкторов, со сварочными камерами, студенты могут четко видеть все особенности процесса сварки, обеспечивая лучший опыт обучения сварке, без того, чтобы инструктору пришлось перезапускать или повторять процесс сварки, если студент пропустил какую-то часть инструкции.
«Отображая захваченное сварочное видео на удаленном экране, инструкторы могут значительно улучшить учебный опыт своих учеников и добиться более высоких успехов в обучении, что всегда является целью инструкторов». – Крис Мэннинг, руководитель программ сварки Технологического института Северной Альберты (NAIT)
Инструкторы по сварке не только достигают своей цели по повышению успеваемости, им также не нужно беспокоиться о пространстве в классе и близости студентов к демонстрационным сварочным работам.
Запись каждого урока также дает учащимся возможность многократно просматривать и извлекать уроки из этих демонстраций, а также позволяет преподавателям поддерживать постоянный источник записанного материала, чтобы избежать постоянного воссоздания уроков.
Администраторы также получают преимущества от использования сварочных камер в классах. Эта технология устраняет ограниченное пространство в кабинах для обучения сварке и позволяет инструкторам быстрее обучать большее количество студентов. Сварочные камеры также могут повысить репутацию программы, которая привлекает в школу еще больше учеников.
Xiris предлагает комплект сварочной камеры, специально разработанный для преподавателей, в котором есть все необходимое для простого применения сварочных камер в вашей сварочной программе.
Итак, вы готовы к использованию сварочных камер в вашем классе?
Посетите наш веб-сайт , загрузите наш технический документ Education или свяжитесь с нашим менеджером по работе с клиентами Education для получения дополнительной информации.
Лучшие изображения.Лучшие решения. Лучшее управление процессами.
Подпишитесь на Xiris в социальных сетях, чтобы получать регулярные обновления и видеоролики о сварке!
Как сваривать, обрезать и комбинировать объекты
Это руководство сначала покажет вам основы инструментов формования в CorelDRAW. Затем мы будем использовать инструменты для создания более продвинутого дизайна. В этом уроке будут использоваться следующие инструменты формообразования:
- Сварной шов
- Накладка
- Пересечение
- Спереди минус сзади
- Зад минус перед
- Упростить
- Граница
- Комбайн
- Раскол
Как получить доступ к инструментам формования CorelDRAW
Есть три способа получить доступ к инструментам формования в интерфейсе CorelDRAW:
- Перейдите в окно > Dockers > Shaping , чтобы открыть окно настройки Shaping.
- Выберите несколько фигур в своем дизайне, чтобы активировать инструменты формования на интерактивной панели инструментов.
- Перейти к Объект > Формирование (или, в зависимости от версии CorelDRAW, возможно, Упорядочить ).
Как использовать сварочный инструмент
Инструмент Weld принимает две формы и объединяет их в одну. Он делает это, придавая окончательную форму, которая создает те же свойства, что и выбранная целевая форма, после того, как они были сварены вместе.
Здесь мы рассмотрим, как создать желтого кота с помощью инструмента Weld :
- Выберите розовое ухо с помощью инструмента Pick
- Удерживая нажатой клавишу Shift , выберите желтый кружок
- Щелкните инструмент Weld на интерактивной панели инструментов
- Повторите этот процесс с другим ухом, чтобы они оба стали желтыми.
Сварка с использованием Shaping Docker
Вы также можете использовать окно настройки «Формирование» для сварки фигур.После открытия окна настройки «Формирование» не забудьте выбрать Weld в раскрывающемся меню. В докере Shaping доступны два варианта сварки. Вы можете оставить исходный исходный объект, который является первым выбранным вами объектом, или оставить исходный целевой объект, на случай, если вам нужно будет создать свою иллюстрацию.
Давайте посмотрим, как можно использовать инструмент Weld в окне настройки «Формирование» для создания логотипа:
В этом примере обязательно выберите параметр « Оставить исходный исходный объект ».
- Используйте инструмент Pick , чтобы выбрать R
- Нажмите кнопку Weld to в окне настройки Shaping
- Щелкните C (наш целевой объект)
- Потяните за приваренные буквы, чтобы увидеть оригинальную букву R, оставшуюся позади
Как использовать инструмент для обрезки
Ключ к использованию инструмента Trim – решить, какой объект нужно обрезать и какой объект вы собираетесь использовать для его обрезки.
В этом примере мы собираемся создать простой полумесяц из двух кругов, используя розовый круг для обрезки серого круга:
- Выберите розовый круг с помощью инструмента Pick
- Удерживайте нажатой кнопку Shift
- Выберите серый кружок
- Щелкните Trim на интерактивной панели инструментов
- Отодвиньте розовую фигуру, чтобы увидеть серый полумесяц
Как использовать инструмент пересечения
Инструмент Пересечение помогает создать форму, используя перекрывающиеся формы.
В этом первом примере мы собираемся создать половинки звезды на краю изображения флага:
- Выберите синюю форму
- Удерживайте нажатой кнопку Shift
- Выбрать лучшую звезду
- Нажмите кнопку Пересечение на интерактивной панели инструментов
- Щелкните белый цвет в своей цветовой палитре, пока выбран новый пересекаемый кусок
- Удалить исходную розовую звезду
- Повторите тот же процесс со второй звездой
Во втором примере мы собираемся вставить зубы в рот нашего рисунка «смайлик»:
- Выбрать зуб
- Удерживайте нажатой кнопку Shift
- Выберите красный рот
- Нажмите кнопку Пересечение на интерактивной панели инструментов
- Удалить оригинальные зубы
- Выбрать новые зубы
- Щелкните белый цвет на своей цветовой палитре, пока выбираются новые зубы
Как использовать инструмент «Передний минус задний»
Инструмент Передняя минус задняя часть стирает формы, которые находятся на обратной стороне дизайна, и оставляет те, которые находятся на передней стороне.При использовании этого инструмента неважно, какая форма будет выбрана первой.
В этом примере мы собираемся удалить синие прямоугольники, оставив красный треугольник нетронутым:
- Выберите треугольник
- Удерживайте нажатой кнопку Shift
- Выберите синие прямоугольники
- Нажмите кнопку Спереди минус назад на интерактивной панели инструментов
Как использовать инструмент Назад минус передний
Инструмент Задняя минус передняя часть работает противоположным образом, вычитая заднюю форму из передней в дизайне, создавая другой результат.
В этом примере мы собираемся быстро создать логотип с помощью этого инструмента:
- Выберите G
- Удерживайте нажатой кнопку Shift
- Выберите черный круг
- Нажмите кнопку Назад минус передняя часть на интерактивной панели инструментов
Как использовать инструмент Simplify
Инструмент Simplify обрезает перекрывающиеся области между объектами, независимо от порядка, в котором объекты выбраны. Сначала кажется, что ничего не произошло, но если вы отодвинете объекты друг от друга, вы увидите, что каждый нижний слой обрезан объектами над или под ним, как резак для печенья.
В этом примере мы собираемся удалить красный прямоугольник из дизайна для более единообразного и упрощенного результата:
- Лассо все объекты поверх синего фона
- Нажмите кнопку Упростить на интерактивной панели инструментов
- Удалите красный прямоугольник, чтобы увидеть синий фон
- Перейдите к View > Wireframe , чтобы увидеть результаты голой кости
- Перейти к Просмотр > Расширенный , чтобы вернуться к обычному виду
Как комбинировать фигуры
Инструмент Объединить – отличный способ изменить существующее изображение, перекрасить или изменить его внешний вид.
В этом примере мы собираемся использовать инструмент Combine , чтобы получить чистый силуэт в дизайне оленя, чтобы его можно было разместить поверх других произведений искусства:
- Выберите одну из белых фигур
- Удерживайте нажатой кнопку Shift
- Выберите изображение оленя
- Нажмите кнопку Объединить кнопку
- Повторите этот процесс для каждой белой фигуры
Как разбивать фигуры
Противоположностью инструменту Объединить является инструмент Разбить , который позволяет создавать несколько частей из одного объекта.
В этом примере мы разобьем эту фигуру на части и закрасим звезды в белый цвет:
- Выберите форму
- Нажмите кнопку Разбить на панели инструментов
Будет выглядеть так, будто звезды исчезли, но они все еще там! Они сейчас такие же синие, как фон.
Давайте найдем звезды с помощью вида Каркас и закрасим их в белый цвет:
- Перейти к Вид > Каркас
- Лассируйте все звезды, стараясь не лассировать прямоугольник.
- Теперь щелкните белый цвет на своей цветовой палитре
- Перейти к Просмотр > Улучшено , чтобы вернуться к нормальному виду
- Перейти к Объект > Заказать > На передний план страницы , чтобы звезды стали видны вперед
Собираем все вместе – Создание замка с помощью CorelDRAW Shaping Tools
Теперь, когда вы изучили основы использования инструментов формования в CorelDRAW, давайте применим их к работе, создав забавный дизайн!
В этом примере мы собираемся использовать инструменты для создания замка:
- Выберите левую сторону замка
- Щелкните инструмент Сварной шов , чтобы объединить верх и низ вместе
- Выберите черный цвет в своей цветовой палитре
- Выбрать все 4 розовых квадрата
- Нажмите кнопку Обрезка
- Удалены 4 розовых квадрата
- Выберите левую сторону замка
- Дублируйте его, нажав Ctrl + D на клавиатуре
- Удерживая нажатой клавишу Ctrl , перетащите дубликат в правую часть замка
- Выберите левую сторону и все остальные черные части замка
- Нажмите кнопку Weld на панели инструментов
- Выберите розово-серый кружок в правом верхнем углу
- Удерживайте нажатой кнопку Shift
- Нажмите кнопку Упростить
- Удалите розовый круг, оставив серый полумесяц
- Удерживайте нажатой кнопку Shift
- Выбрать все части колокола
- Нажмите кнопку Weld на панели инструментов
- Выделите все квадраты в окне с правой стороны
- Нажмите кнопку Объединить на панели инструментов
- Нажмите Ctrl + D , чтобы продублировать объединенное окно
- Перетащите его под другие окна
- Выберите верхнее левое окно и выберите желтый цвет в своей цветовой палитре
- Выберите другие окна и выберите белый цвет в своей цветовой палитре
- Выбрать прутья в воротах
- Выберите другую часть ворот
- Нажмите Задняя минус передняя на панели инструментов
- Выберите белый цвет в своей цветовой палитре
- Лассо на весь замок
- Нажмите Ctrl + G , чтобы сгруппировать
- Перейти к объекту > Совместное использование > Граница
- Выберите белый цвет в цветовой палитре, чтобы изменить цвет контура
- Перейти к инструменту Outline
- Выберите ширину.