1. Схема поста газовой сварки и ее сущность
Расплавить металл в зоне сварного шва можно не только электрической дугой, но и пламенем, образующимся при сгорании некоторых газов в кислороде. Так при горении в кислороде водорода, ацетилена и ряда других, реже используемых газов, температура пламени превышает 3000°С.
Однако пламя является менее концентрированным источником энергии, поэтому таким методом можно сваривать только тонкие заготовки (< 5мм). Применяется такая сварка весьма ограниченно: в полевых условиях, где отсутствуют источники электрического тока, в строительстве (сварка трубопроводов в труднодоступных местах) и т. д.
К
месту сварки ацетилен поставляется в
стальных баллонах вместимостью 40 л, в
которых при максимальном давлении 0,9
МПа содержится примерно 5,5 м3 газа. Для обеспечения безопасного
хранения и транспортировки ацетилена,
баллон заполнен пористым активированным
углем, который пропитан ацетоном.
Схема газового поста с питанием от баллонов показана на рис. 9.1.
К
вентилям баллонов крепятся газовые
редукторы, которые предназначаются для
снижения давления газа, поступающего
из баллона к горелке, и поддержания
постоянства установленного давления
во время работы. Газовые редукторы имеют
обычно два манометра, один из которых
измеряет давление газа на входе в
редуктор, второй – на выходе из него.
Редукционные вентили (газовые редукторы)
применяются для понижения давления
газа, выходящего из баллонов, и для
поддержания постоянного рабочего
давления. Редукционные вентили понижают
давление газа от 15 до 0,3 МПа, ацетиленовые
– от 1,6 до 0,03–0,05 МПа. Редукционные
вентили, как и газовые баллоны, окрашиваются
в голубой и белый цвета. Редукционный
вентиль прикрепляется к баллону при
помощи накидной гайки, а ацетиленовый
– при помощи хомута.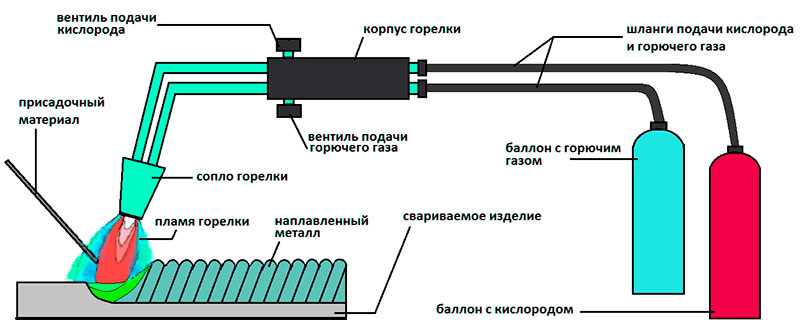
3
4
2
5
1
Рис. 9.1. Схема газосварочного поста с питанием от баллонов:
1 – сварочная горелка; 2 – гибкий шланг; 3 – редуктор; 4 – баллон с ацетиленом; 5 – баллон с кислородом
1
2
3
4
5
9
8
7
6
Рис. 9.2. Схема редукционного вентиля
Основными рабочими элементами редукционного вентиля являются редуцирующий клапан 8, седло клапана 7, гибкая диафрагма 3, толкатель 6, пружины 4
 Здесь газ расширяется, давление его
понижается. При возрастании давления
в камере 2 мембрана 3 отжимается вправо и редуцирующий клапан
под действием уравновешивающей пружины 9 опускается на седло, закрывая отверстие
клапана. При отборе газа из рабочей
камеры 2 давление в ней понижается, мембрана
отжимает клапан и в камеру поступает
новая порция газа.
Здесь газ расширяется, давление его
понижается. При возрастании давления
в камере 2 мембрана 3 отжимается вправо и редуцирующий клапан
под действием уравновешивающей пружины 9 опускается на седло, закрывая отверстие
клапана. При отборе газа из рабочей
камеры 2 давление в ней понижается, мембрана
отжимает клапан и в камеру поступает
новая порция газа.Редукторы для различных газов отличаются лишь устройством присоединительной части, которая соответствует устройству вентиля соответствующего баллона и исключает ошибочную установку, например, ацетиленового редуктора на кислородный баллон. Корпус редуктора окрашивают в определенный цвет, например, голубой для кислорода, белый для ацетилена. К сварочной горелке кислород и ацетилен от редукторов подаются через специальные резиновые шланги.
Кислородные
вентили понижают давление газа от 15 до
0,3 МПа, ацетиленовые –
от
1,6 до 0,03–0,05
МПа. Редукционный вентиль прикрепляется
к баллону при помощи накидной гайки, а
ацетиленовый – при помощи хомута.
В мелкосерийном производстве и на ремонтных предприятиях ацетилен обычно получают при разложении карбида кальция водой.
В промышленности применяется технический карбид кальция, содержащий CaC2 65–80%; CaO 25–10%; прочих примесей – до 6%.
Реакция разложения карбида кальция водой протекает экзотермически:
CaC2 + 2H2O
= C2H
Тепловой эффект процесса разложения технического карбида кальция подсчитывается с учетом теплоты разложения СаО. Так, например, для 70%-го технического карбида кальция тепловой эффект разложения – 1663 Дж/кг. Разложение карбида кальция при недостатке воды может вызвать значительное повышение температуры в зоне реакции и при достижении температуры 200ºС возможно образование СаО по реакции
СаС2 + Са(ОН)2 = С2Н2 + 2СаО.
В этом случае кусочки карбида кальция покрываются плотной коркой Са(ОН)2 (гашеной известью), которая вызывает их сильный перегрев. Поэтому непрерывное удаление с кусочков карбида кальция слоя Са(ОН)2 имеет важное значение для нормального процесса разложения карбида кальция и предупреждения возможности опасного перегрева, который может привести к взрыву ацетилена.
При эксплуатации ацетиленовых генераторов необходимо периодически перемешивать карбид кальция в зоне реакции и производить смену воды, загрязненной известковым илом.
Газовая сварка в различных пространственных положениях
Перед газовой сваркой кромки свариваемого металла и прилегающие к ним участки должны быть очищены от ржавчины, окалины, краски и других загрязнений. Очищают свариваемые кромки металлической щеткой или пламенем сварочной горелки с последующей зачисткой металлической щеткой.
Перед сваркой детали соединяют друг с другом сваркой в отдельных местах короткими швами, с тем чтобы в процессе газовой сварки зазор между ними оставался бы постоянным.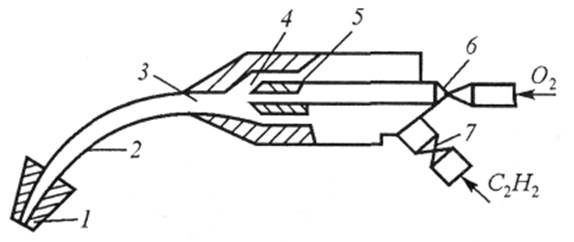 Эти соединения называют прихватками. Размеры прихваток и расстояние между ними выбирают в зависимости от толщины свариваемого металла и длины шва.
Эти соединения называют прихватками. Размеры прихваток и расстояние между ними выбирают в зависимости от толщины свариваемого металла и длины шва.
При газовой сварке тонкого металла и коротких швах длина прихваток не должна превышать 5 мм, а расстояние между ними – 50-100 мм. При газовой сварке толстолистовой стали и швов значительной длины длина прихваток может составлять 20-30 мм при расстоянии между ними 300-500 мм. Прихватки выполняют на тех же режимах, что и сварку. Во время сварки особое внимание необходимо обращать на тщательное приваривание участка прихватки во избежание непровара в этих местах.
Стыковые швы можно выполнять и без прихваток, в этом случае для сохранения постоянного зазора в процессе сварки листы укладывают так, чтобы они образовали между собой небольшой угол. По мере сварки листы стягиваются за счет поперечной усадки шва и таким образом величина зазора остается постоянной по всей длине шва.
От правильной и тщательной подготовки и сборки деталей под газовую сварку во многом зависит качество, внешний вид сварочного соединения, его надежность и прочность.
При газовой сварке длинных швов применяют ступенчатую и обратноступенчатую сварку. При данных способах сварки весь шов разбивается на участки, которые сваривают в определенном порядке. Схема наложения швов показана на рисунке 1. При наложении каждого последующего участка предыдущий участок перекрывают на 10-20 мм в зависимости от толщины свариваемого металла.
а – сварка от кромки, б – сварка от середины шва
Рисунок 1 – Порядок наложения швов при газовой сварке
В зависимости от положения в пространстве сварные швы подразделяют на:
- нижние;
- горизонтальные;
- вертикальные;
- потолочные.
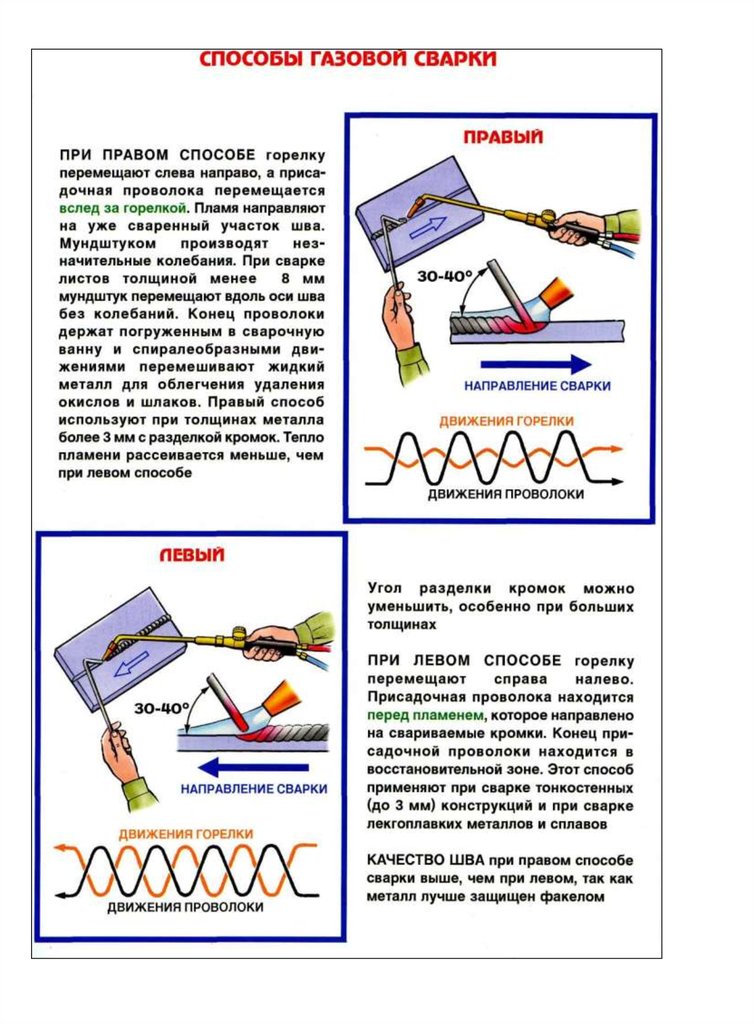
Нижние швы выполнять наиболее легко, так как расплавленный присадочный металл под действием силы тяжести стекает в кратер и не вытекает из сварочной ванны. Кроме того, наблюдение за газовой сваркой нижнего шва наиболее удобно. Нижние швы выполняют как левым, так и правым способами в зависимости от толщины свариваемого металла.
Вертикальные швы при малых толщинах выполняют сверху вниз правым способом и снизу вверх левым способом. При газовой сварке металла толщиной от 2 до 20 мм вертикальные швы целесообразно выполнять способом двойного валика. В этом случае скоса кромок не делают и свариваемые детали устанавливают с зазором, равным половине толщины свариваемого металла. Процесс ведется снизу вверх.
а – сверху вниз, б, в – снизу вверх, г – схема сварки двойным валиком
Рисунок 2 – Выполнение вертикальных швов газовой сваркой
При толщинах более 6 мм сварку ведут два сварщика. При этом способе в нижней части стыка проплавляется сквозное отверстие. Пламя, располагаясь в этом отверстии и постепенно поднимаясь снизу вверх, оплавляет верхнюю часть отверстия. Шов формируется на всю толщину, а усиление получается с обеих сторон стыка. Затем перемещают пламя выше, оплавляя верхнюю кромку отверстия и накладывая следующий слой металла на нижнюю сторону отверстия и так до полного выполнения шва.
Горизонтальные швы, при газовой сварке которых металл стремится стечь на нижнюю кромку, выполняют правым способом, держа конец проволоки сверху, а мундштук горелки снизу ванны. Сварочная ванна располагается под некоторым углом к оси шва, что облегчает формирование шва и удерживание жидкого металла от стекания.
Наибольшие трудности возникают при газовой сварке потолочных швов. При сварке этих швов кромки нагревают до начала оплавления и в этот момент в сварочную ванну вводят присадочную проволоку, конец которой быстро оплавляется. Металл сварочной ванны удерживается от стекания вниз давлением газов пламени. Сварку лучше вести правым способом и выполнять в несколько слоев с минимальной толщиной каждого слоя.
Рисунок 3 – Выполнение горизонтальных швов (а) и потолочных швов левым (б) и правым (в) способами
Что такое типы газовой сварки, типы пламени и оборудование?
Газовая сварка представляет собой сварку плавлением, при которой используется пламя кислородно-ацетиленового или водородного газа сварочной горелки на поверхности подготовленного соединения. Существуют различные типы газовой сварки в зависимости от типа газа для пламени, которое мы используем для сварки. Давайте обсудим более подробно о газовой сварке, а также об оборудовании и типах пламени, используемых для этого типа сварки.
Существуют различные типы газовой сварки в зависимости от типа газа для пламени, которое мы используем для сварки. Давайте обсудим более подробно о газовой сварке, а также об оборудовании и типах пламени, используемых для этого типа сварки.
Газовая сварка
Газовая сварка производится путем подачи пламени кислородно-ацетиленового или водородного газа от сварочной горелки на поверхности подготовленного соединения для плавления и обеспечения стекания расплавленного металла с образованием сплошного непрерывного соединения при охлаждении.
Рис: Образец процесса газовой сварки Интенсивное тепло белого конуса пламени нагревает локальные поверхности до точки плавления, в то время как оператор манипулирует сварочным стержнем, чтобы подавать металл для сварки. Таким образом, расплавленный металл сварочного стержня и оплавленные поверхности образуют соединение. Для удаления шлака используется флюс. Поскольку скорость нагрева при газовой сварке низкая, этот метод сварки используется, когда необходимо сваривать более тонкие материалы.
Типы газовой сварки
Существует 5 различных типов газовой сварки. Это
- окси-ацетиленовая сварка
- сварка оксига-газолина
- Газовая сварка. . Схема оборудования остается практически такой же, как и процедура сварки. Этот процесс газовой сварки может применяться для различных применений. Давайте подробно обсудим эти типы газовой сварки по отдельности.
1. Сварка кислородно-ацетиленовым газом
Рис. Сварка кислородно-ацетиленовым газом- При этом типе сварки смесь ацетилена и кислорода подается в сварочную горелку.
- Эта газовая смесь обеспечивает самые высокие температуры пламени среди доступных топливных газов.
- Это основная причина того, что эта кислородно-ацетиленовая газовая сварка обычно используется для большинства применений.
- Хотя ацетилен самый дорогой из всех топливных газов.
- Ацетилен является летучим газом и требует особых правил обращения и хранения.
2.
 Газокислородная сварка
Газокислородная сварка- При этом типе сварки смесь бензина под давлением и кислорода подается в сварочную горелку.
- Эта кислородно-бензиновая сварка используется в еще более общем применении, где стоимость является проблемой. и В частности, он используется для резки толстых стальных листов.
- Этот бензин можно подавать под давлением с помощью ручного насоса на цилиндре, что дает больше преимуществ этому типу сварки, используемому в более отдаленных районах. это наиболее распространенная практика.
3. МАПП Газовая сварка
- МАПП означает метилацетилен-пропадиен-нефть.
- Смесь метилацетилен-пропадиена-нефтяного газа гораздо более инертна, чем другие газовые смеси, безопасна в использовании и проста в хранении для начинающих сварщиков и сварщиков-любителей.
- Метилацетилен-пропадиен-нефть также может использоваться при чрезвычайно высоких давлениях, он используется в операциях резки больших объемов.
4.
Сварка бутаном или пропаном- Бутан и пропан — это аналогичные газы, которые можно использовать по отдельности в качестве горючих газов или вместе.
- Бутан и пропан имеют более низкую температуру пламени по сравнению с ацетиленом.
- Бутан и пропан дешевле и их легче транспортировать.
- Пропановые горелки чаще используются для пайки, гибки и нагрева.
- Для пропана требуется наконечник горелки другого типа, чем наконечник инжектора, поскольку это тяжелый газ.
5. Водородная сварка
- Эта сварка водородным газом наиболее известна для подводной сварки.
- Водород можно использовать при более высоких давлениях, чем другие топливные газы.
- Некоторое оборудование для водородной сварки выполняет электролиз, разделяя воду на водород и кислород, используемые в процессе сварки.
- Такой электролиз часто используется для небольших горелок, которые мы используем в процессе изготовления ювелирных изделий.
Это все о различных процессах газовой сварки. Теперь давайте разберемся с важностью регулировки пламени в горелке для различных видов сварочных работ.
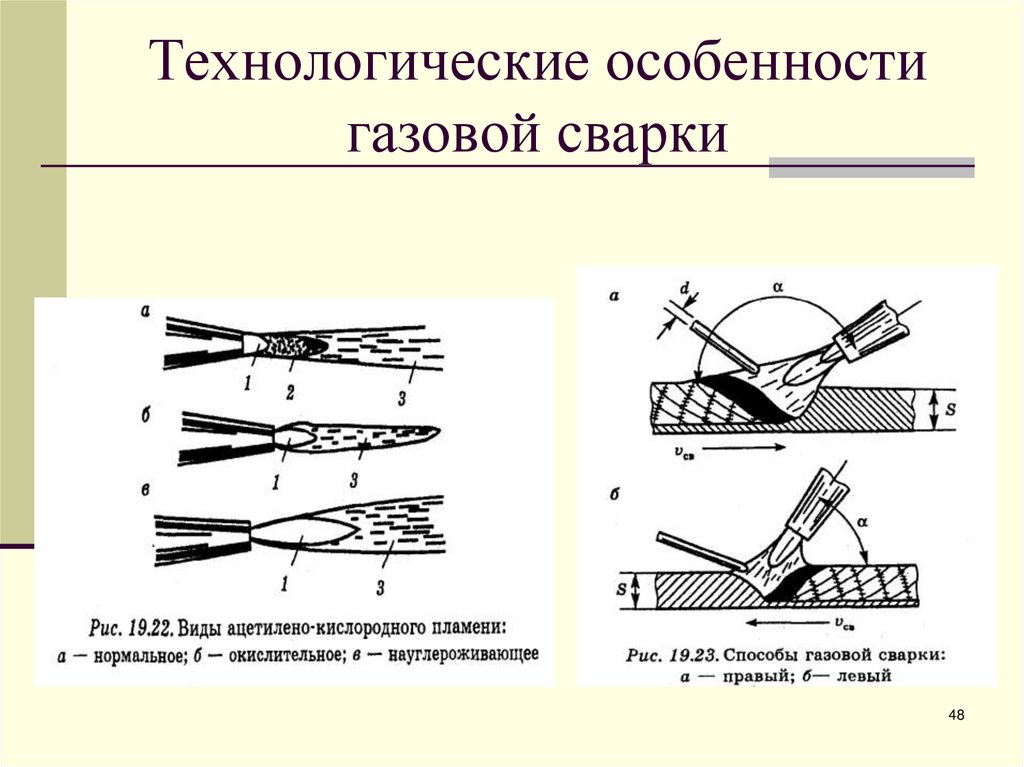
Типы пламени для газовой сварки
Точная регулировка пламенной горелки является важной задачей при выполнении сварки в различных областях. как правило, есть 3 различных регулировки. Давайте поймем это, если мы работаем с кислородно-ацетиленовой газовой сваркой.
Нейтральное пламя
- Это пламя используется в большинстве случаев.
- В этом типе пламени используется равное количество кислорода и ацетилена.
- Имеет две зоны. Зона внутреннего конуса и внешняя оболочка.
- Внутренний конус способствует выработке тепла и расплавлению металла. Внешняя оболочка защищает расплавленный металл от окисления.
- Эта сварочная горелка используется для сварки стали, чугуна, нержавеющей стали, алюминия, меди.
Пламя науглероживания
- В этом типе пламени используется меньше кислорода и больше ацетилена.
- В этом пламени есть три зоны. Внутренний конус, промежуточный конус (перо) и внешняя оболочка.
- Внутренний конус в этом науглероживающем пламени может производить больше тепла, чем вышеупомянутый внутренний конус ньютрового пламени.
- промежуточный конус изготовлен в результате чрезмерного использования ацетилена.
- Это пламя науглероживания используется для производства твердых и хрупких сварных соединений.
- Среднеуглеродистые стали и никель свариваются этим пламенем при газовой сварке.
Окислительное пламя
- В этом типе пламени используется больше кислорода и меньше ацетилена.
- Имеет две зоны. Зона малого внутреннего конуса и внешняя оболочка.
- Небольшой внутренний конус не такой острый, как нейтральное пламя науглероживания, из-за меньшего количества горючего газа (ацетилена).
- Это окислительное пламя используется для сварки медных сплавов, таких как бронза и бронза.
- Если мы используем это пламя для сварки стали, этот сварной шов приводит к большому размеру зерна, повышенной хрупкости при более низкой прочности и удлинении. Поэтому мы не должны использовать его для сварки марганца, стали, чугуна, цинка, меди и т. д.
Оборудование для газовой сварки
- Баллоны
- Сварочная горелка, сопло
- Регулирующие клапаны и регуляторы давления
- Защитные перчатки Шлем и перчатки очки
Преимущества газовой сварки
Типы источников сварочного тока и …
Включите JavaScript
Ниже приведены основные преимущества газовой сварки: температура и скорость осаждения наполнителя.
- Этот разнородный сварной шов подходит для металлов.
- Это самый портативный и универсальный процесс.
- Низкое техническое обслуживание и стоимость.
 Газокислородная сварка
Газокислородная сварка Сварка бутаном или пропаном
Сварка бутаном или пропаном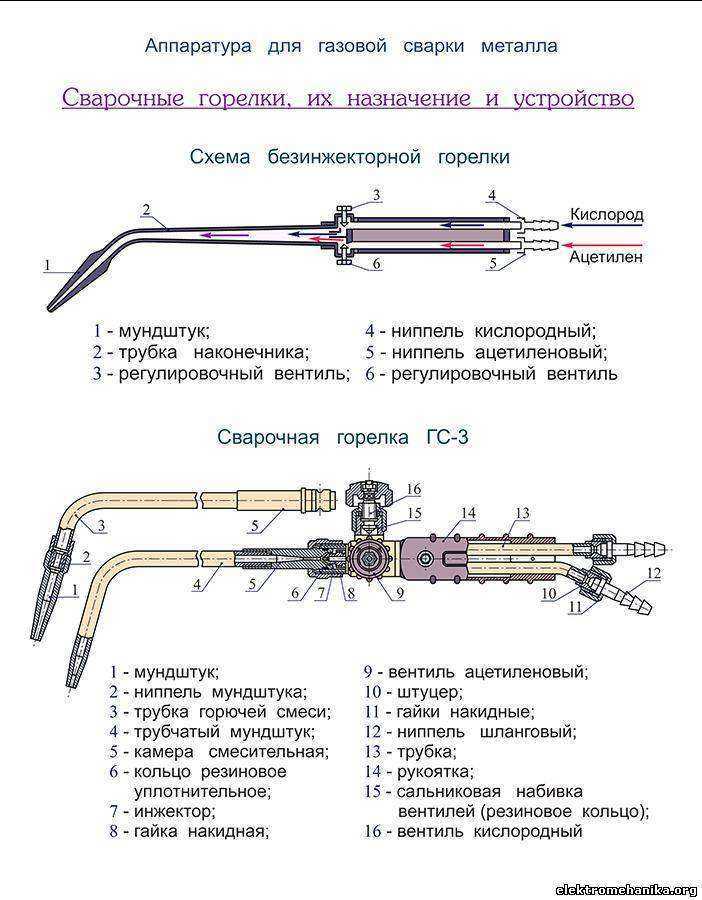
 Поэтому мы не должны использовать его для сварки марганца, стали, чугуна, цинка, меди и т. д.
Поэтому мы не должны использовать его для сварки марганца, стали, чугуна, цинка, меди и т. д.Недостатки газовой сварки
Ниже перечислены недостатки газовой сварки:
- Не подходит для тяжелых условий.
- Газовая сварка имеет низкую рабочую температуру газового пламени.
- Газовая сварка не подходит для химически активных металлов и огнеупоров.
- Защита флюсом при газовой сварке не так эффективна.
- Дополнительные проблемы при хранении и обращении с газами.

Заключение
Мы обсудили типы газовой сварки и используемое оборудование, а также типы пламени. Преимущества и недостатки также являются примечательными вещами при рассмотрении газовой сварки для вашего приложения. Дайте нам знать, что вы думаете в разделе комментариев belwo.
Сварка MAG – Сварка металлов с активным газом при изморози
Защитные газы могут быть как инертными, так и активными. Инертные газы защищают сварочную ванну от негативного влияния кислорода. Однако сами активные защитные газы содержат некоторое количество кислорода, выступающего при сварке в качестве оксигенирующей добавки. Кислород стабилизирует дугу и вызывает плавный перенос материала в зону сварки. Пропорции отдельных газов могут быть адаптированы к требованиям свариваемого материала. Это уменьшает побочные эффекты, такие как пригорание и разбрызгивание.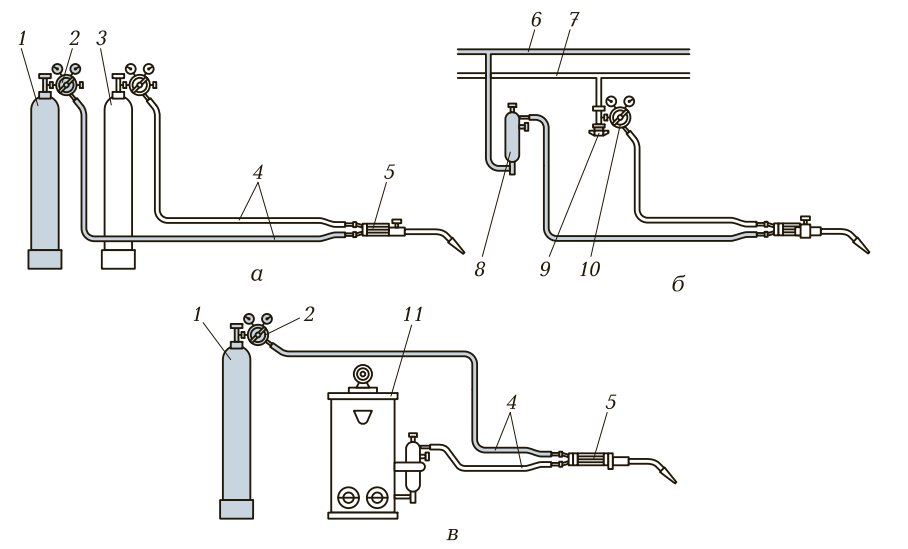
Преимущество инертных газов заключается в том, что сварку можно проводить при более высоких температурах без окисления материала. Сварку MAG нельзя использовать вне закрытых помещений. Защитный газ мог сдуваться ветром и погодой, так что процесс сварки проходил без защиты от окисления. Тогда этот сварной шов будет низкого качества, восприимчив к ржавчине и гораздо менее стабилен.
Очень часто этот вид сварки используется при производстве автомобилей, резервуаров и трубопроводов или в машиностроении. Даже в судостроении сварка MAG стала важным процессом. Из-за высокой скорости сварки даже в сложных или неудобных положениях возможны лишь незначительные деформации. Поэтому этот процесс дуговой сварки в основном используется для тонколистового металла толщиной от 0,6 мм для ремонта или технического обслуживания. Отмечается высокая прочность сварного шва. Поэтому переделывать почти не нужно.
Электродвигатель автоматически сматывает сварочную проволоку с катушки и автоматически подает ее к месту сварки. Эта проволока подается через контактную втулку непосредственно в зону сварки. В отличие от сварки вольфрамовым электродом в среде инертного газа (TIG) сварочная проволока плавится. При этом через сопло подается защитный газ, который предохраняет сварочную ванну от воздействия кислорода и тем самым обеспечивает безокислительное соединение металлических деталей. Готовый сварной шов также известен как сварочный валик.
Эта проволока подается через контактную втулку непосредственно в зону сварки. В отличие от сварки вольфрамовым электродом в среде инертного газа (TIG) сварочная проволока плавится. При этом через сопло подается защитный газ, который предохраняет сварочную ванну от воздействия кислорода и тем самым обеспечивает безокислительное соединение металлических деталей. Готовый сварной шов также известен как сварочный валик.
Группа 5 CopyCreated with Sketch. Преимущества
Сварной шов защищен от окисления. Шлак не образуется. Скорость работы очень высокая. Это приводит к меньшему тепловому воздействию окружающего материала. Этот метод можно использовать во всех положениях сварки. Из-за этих особых преимуществ этот метод сварки сегодня является наиболее распространенным.
Группа 5 CopyCreated with Sketch.