| Файл | Краткое описание | Размер |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
| Torus200.rar |
| 14.7 Mb |
| vuk.pdf |
| 185 kb |
 jpg jpg |
| 437 kb |
| pdg-251.rar |
| 141 Kb |
| uvk-7.djvu |
| 50.6Kb |
| 400.TIF |
| 50.6Kb |
| strat200.djvu |
| 188Kb |
| repgysmi183.pdf |
| 1.31Mb |
| es1840.djvu |
| 1.51Mb |
| feb-150.djvu |
| 6.79Mb |
| magma.pdf |
| 1.51Mb |
| feb.rar |
| 1.69Mb |
| Service_Manual.pdf |
| 394Kb |
| PCM.rar |
| 2.22Mb |
| APC.rar |
| 24.5Mb |
| POWER_max.rar |
| 581kb |
| sm_colt.djvu |
| 612kb |
| instruykcija_forsag.part1.rar instruykcija_forsag.part2.rar instruykcija_forsag.part3.rar instruykcija_forsag.part4.rar |
| 4.74Mb 4.74Mb 4.74Mb 4.74Mb |
| cemont85a.pdf |
| 2.55 Mb |
| BUSP_2.zip |
| 538 Kb |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||


 Сопроводительный текст на английском языке.
Сопроводительный текст на английском языке.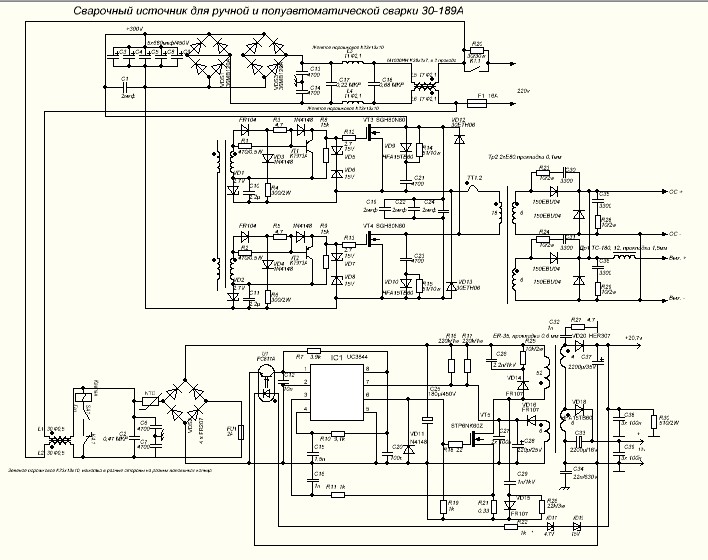
Обзор стандартной схемы сварочных аппаратов инверторного типа
Устойчивая тенденция к снижению цен на сварочные аппараты инверторного типа привела к значительному росту популярности этого оборудования как среди профессионалов, так и среди тех, кто к сварочным работам прибегает только для своих нужд. Вполне объяснимо, что многих пользователей, имеющих подобный аппарат, интересует его устройство и принцип действия, ведь информация такого рода поможет отремонтировать оборудование в случае его неисправности или даже усовершенствовать недорогую модель с «урезанным» функционалом.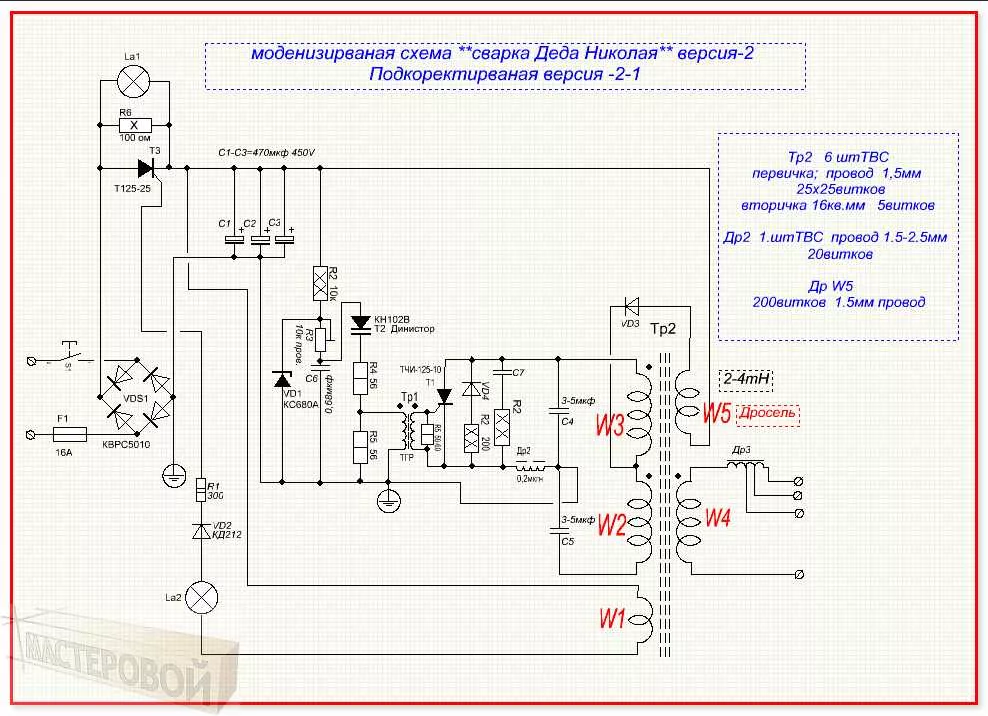
Инверторный сварочный аппарат.
Общие сведения
Электрическая схема различных моделей сварочных инверторов может отличаться некоторыми деталями, но в общих чертах все эти аппараты работают по одному принципу. Главная задача каждого из них – преобразовать поступающую из сети электрическую энергию так, чтобы на выходе получить ток большой величины. Процесс преобразования подразделяется на несколько этапов:
Схема дросселя сварочного инвертора.
- выпрямление переменного тока, поступающего из электросети;
- преобразование постоянного тока обратно в переменный, но уже с гораздо большей частотой колебаний;
- усиление переменного высокочастотного тока за счет понижения его напряжения;
- выпрямление усиленного высокочастотного переменного тока.
Тот, кто хоть немного разбирается в компьютерном «железе», наверняка знает, что подобным же образом работает импульсный блок питания персонального компьютера. Центральным моментом этой схемы является увеличение частоты переменного тока, именно эту задачу и выполняет инвертор. Для чего это необходимо? Дело в том, что габариты и вес трансформатора зависят не только от его мощности, но и от частоты тока, для преобразования которого он сконструирован. Чем ниже частота, тем более массивным и крупным получается трансформатор. Зависимость эта весьма существенна. Так, например, с четырехкратным увеличением частоты переменного тока размеры трансформатора сокращаются в два раза. Инверторная схема поднимает частоту электротока с 50 Гц до 60-80 кГц, так что выигрыш в весе и размерах получается вполне ощутимый. В результате мы получаем легкий и компактный сварочный аппарат, для производства которого необходимо гораздо меньше материалов, в том числе дорогой меди.
Центральным моментом этой схемы является увеличение частоты переменного тока, именно эту задачу и выполняет инвертор. Для чего это необходимо? Дело в том, что габариты и вес трансформатора зависят не только от его мощности, но и от частоты тока, для преобразования которого он сконструирован. Чем ниже частота, тем более массивным и крупным получается трансформатор. Зависимость эта весьма существенна. Так, например, с четырехкратным увеличением частоты переменного тока размеры трансформатора сокращаются в два раза. Инверторная схема поднимает частоту электротока с 50 Гц до 60-80 кГц, так что выигрыш в весе и размерах получается вполне ощутимый. В результате мы получаем легкий и компактный сварочный аппарат, для производства которого необходимо гораздо меньше материалов, в том числе дорогой меди.
Далее мы детально рассмотрим основные блоки аппарата инвертора и их взаимосвязи.
Вернуться к оглавлению
Силовая часть: сетевой выпрямитель
Схема инверторного сварочного аппарата.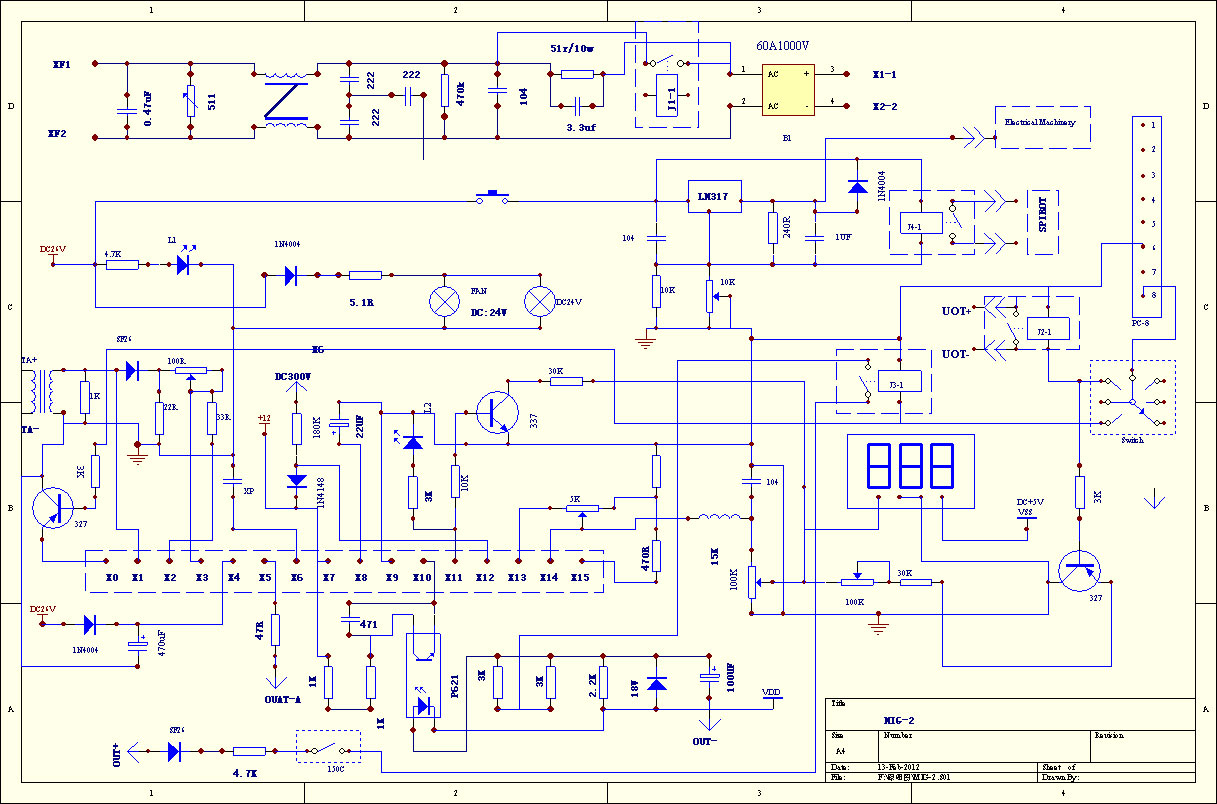
Особенность схемы инвертора состоит в том, что для ее работы необходим постоянный ток. Поэтому переменный ток обычной электросети, поступающий с напряжением 220 В и частотой 50 Гц, в первую очередь подвергается выпрямлению. Электрическая схема выпрямителя включает диодный мост и два конденсатора, в задачу которых входит сглаживание пульсаций. Из-за большой мощности тока диодный мост во время работы достаточно сильно нагревается, поэтому его оснащают радиатором с термопредохранителем. Последний осуществляет размыкание схемы при нагреве до температуры в 90 градусов.
На выходе диодного моста получается пульсирующий постоянный ток напряжением 220 В, но на конденсаторах оно увеличивается в 1,41 раза и составляет уже 310 В. С учетом возможности скачков исходного напряжения в сторону увеличения в сетевом выпрямителе инверторного сварочного аппарата устанавливают конденсаторы, выдерживающие напряжение до 400 В (соответствует исходному напряжению в 280 В).
К источнику электроэнергии сетевой выпрямитель подключается через фильтр электромагнитной совместимости, который препятствует попаданию высокочастотных помех от работы инвертора в электросеть.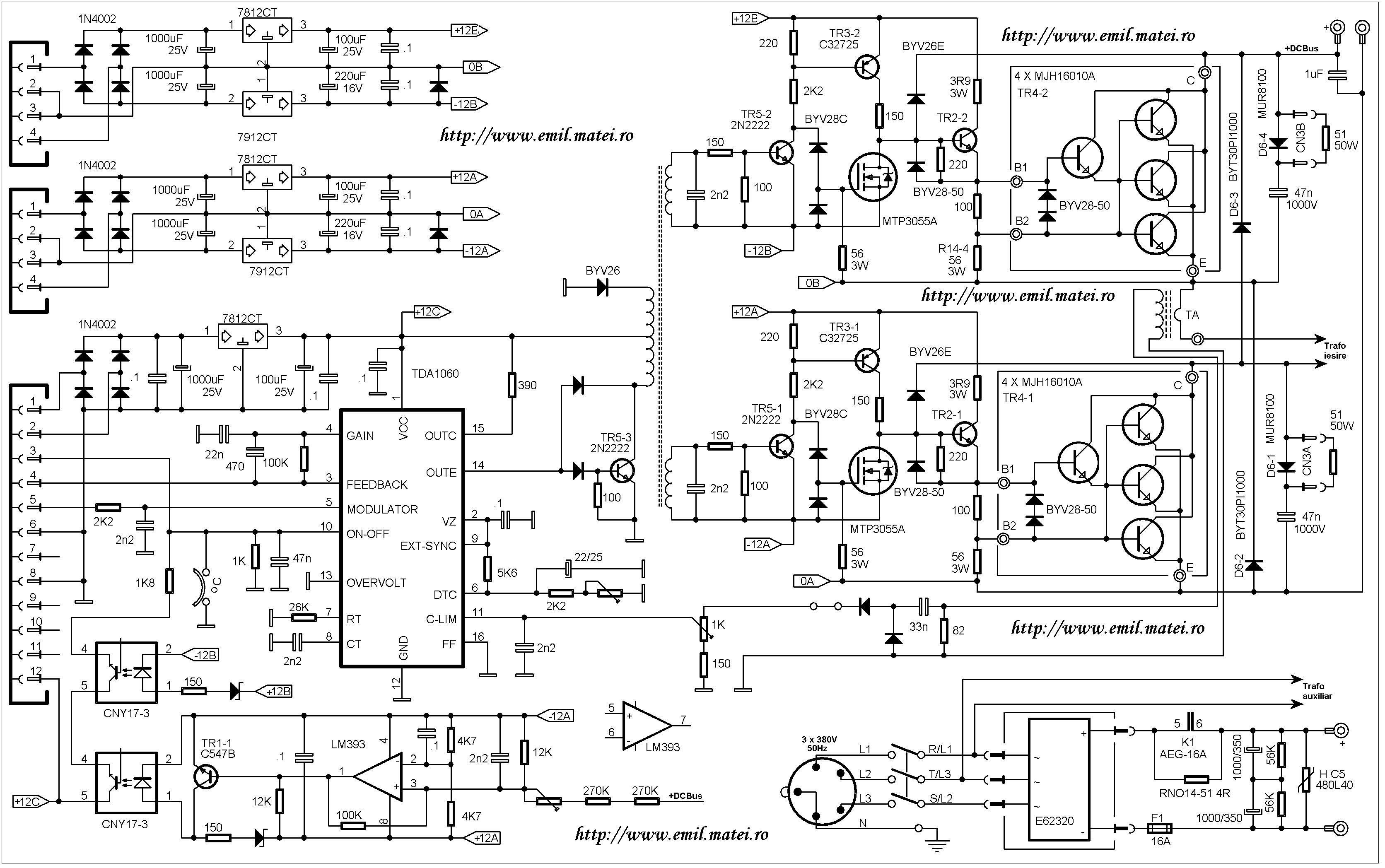
Схема источника питания инверторного сварочного аппарата.
Сразу после включения сварочного аппарата поступающий на конденсаторы зарядный ток может достигать такой величины, которой будет достаточно для вывода диодного моста из строя. Чтобы этого не случилось, все типы сварочных инверторов оснащаются схемой плавного запуска. Она реализована посредством реле и резистора, мощность которого составляет около 8 Вт, а сопротивление – около 50 Ом (в различных моделях сварочных инверторов характеристики резистора могут отличаться от указанных). Резистор включен в цепь выпрямителя, и в момент включения сварочного аппарата он ослабляет пусковой ток. После того как оборудование выйдет на рабочий режим, срабатывает реле, которое замыкает выводы резистора так, что ток течет уже «мимо» него.
Вернуться к оглавлению
Инвертор: принцип работы
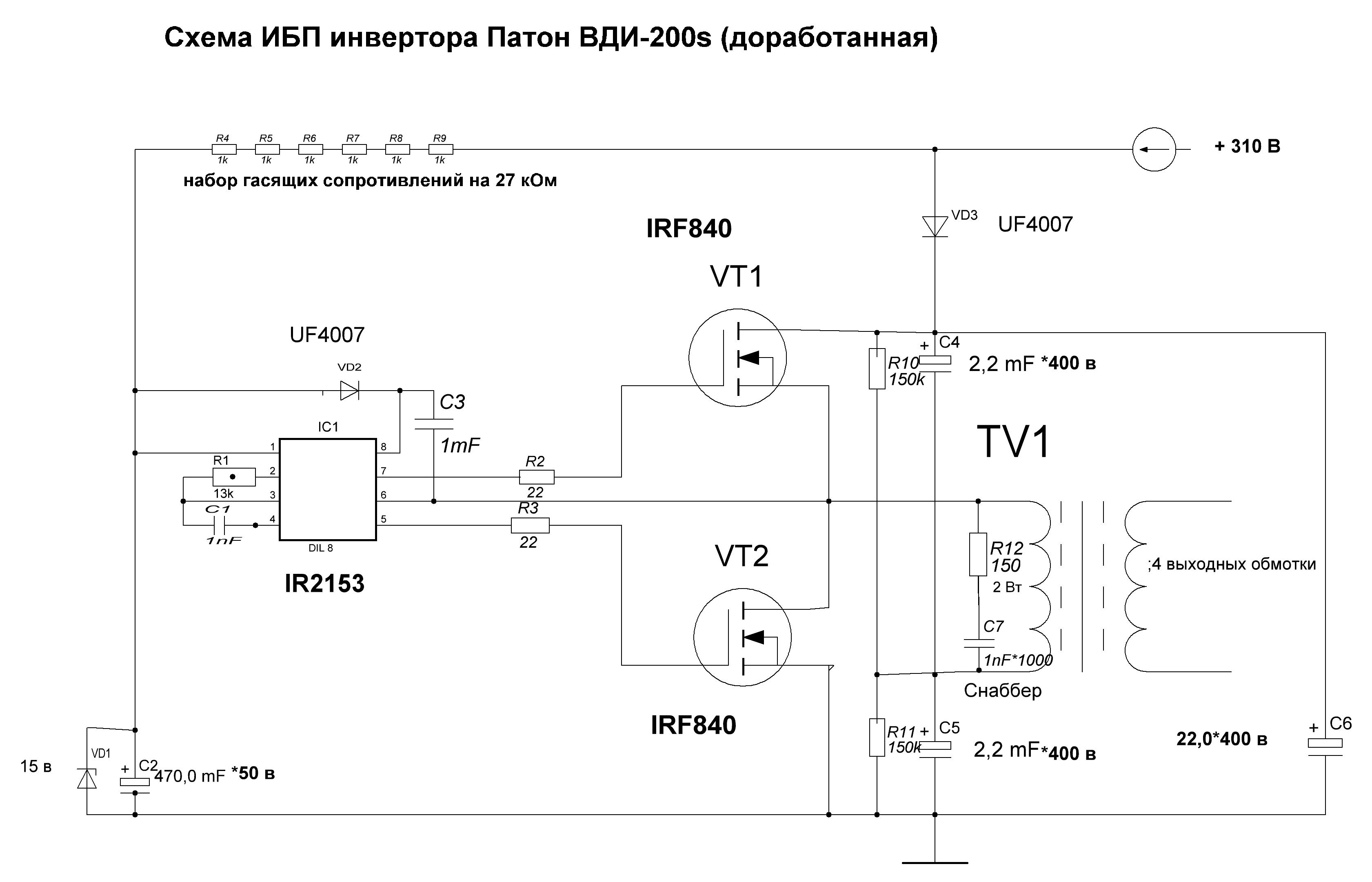
В электрическую схему инвертора, которым оснащаются сварочные аппараты данного типа, входят два ключевых транзистора, которые подключаются по принципу «косого моста». Их особенность состоит в том, что они могут переключаться с очень высокой частотой, от 60 до 80 кГц. При этом поступающий в инвертор постоянный ток превращается в переменный, имеющий такую же частоту. От обычного тока в электросети он отличается еще и характеристикой: она является не синусоидной, а прямоугольной.
Их особенность состоит в том, что они могут переключаться с очень высокой частотой, от 60 до 80 кГц. При этом поступающий в инвертор постоянный ток превращается в переменный, имеющий такую же частоту. От обычного тока в электросети он отличается еще и характеристикой: она является не синусоидной, а прямоугольной.
Ключевые транзисторы устанавливают на радиаторе, что позволяет избежать их перегрева. Защита от чрезмерно высоких напряжений обеспечивается демпферными RC-цепями.
Вернуться к оглавлению
Высокочастотный (импульсный) трансформатор
Принцип работы инвертора.
Главной частью любого сварочного аппарата является понижающий трансформатор. Его конструкция в инверторных аппаратах почти не отличается от обычной, но при этом он является более компактным. Еще одно важное отличие – наличие дополнительной вторичной обмотки, которая используется для питания схемы управления.
На первичную обмотку высокочастотного трансформатора поступает продуцируемый инвертором переменный электроток напряжением 310 В и частотой в несколько десятков килогерц. На выходе вторичной обмотки, имеющей меньшее количество витков, напряжение уменьшается до 60-70 В, а сила тока возрастает до 110-130 А. Ему остается пройти еще одну, последнюю ступень.
На выходе вторичной обмотки, имеющей меньшее количество витков, напряжение уменьшается до 60-70 В, а сила тока возрастает до 110-130 А. Ему остается пройти еще одну, последнюю ступень.
Вернуться к оглавлению
Выходной выпрямитель
Поступающий от высокочастотного трансформатора ток необходимо превратить в постоянный – именно такой ток нужен для сварки. С этой целью сварочный аппарат инвертор оснащается выходным выпрямителем, электрическая схема которого состоит из сдвоенных диодов с общим катодом. От обычных диодов они отличаются высоким быстродействием. Цикл открытия-закрытия у этих элементов составляет всего 50 наносекунд (эта характеристика называется временем восстановления). Это качество необходимо для работы с токами сверхвысокой частоты.
Диоды выходного выпрямителя также установлены на радиаторе, а для их защиты данный блок оснащается RC-цепью.
Вернуться к оглавлению
Пусковая схема аппарата
Способы подключения сварочного инвертора.
В момент включения устройства от сетевого выпрямителя подается питание на схему управления через 15-вольтовый стабилизатор.
После того как схема управления запустит в работу ключевые транзисторы инвертора, на дополнительной вторичной обмотке высокочастотного трансформатора появляется напряжение. Оно выпрямляется диодами и через все тот же стабилизатор начинает питать схему управления, при этом происходит ее отключение от сетевого выпрямителя.
Вернуться к оглавлению
Схема управления
Координацию работы преобразователя тока сварочного аппарата инверторного типа осуществляет схема управления. Ее основным элементом является микросхема ШИМ-контроллера. В задачу этой микросхемы входит переключение ключевых транзисторов инвертора. Управление их работой ШИМ-контроллер осуществляет не напрямую, а посредством двух последовательно расположенных элементов: полевого транзистора и разделительного трансформатора.
Преобразование тока в сварочном инверторе.
С полевого транзистора на первичную обмотку разделительного трансформатора поступает высокочастотный (около 65 кГц) ток с прямоугольной характеристикой. Трансформатор преобразует напряжение этого тока до той величины, которая необходима для управления ключевыми транзисторами инвертора. Сигналы на них поступают от двух вторичных обмоток разделительного трансформатора, при этом каждая из обмоток подключена к одному транзистору.
Трансформатор преобразует напряжение этого тока до той величины, которая необходима для управления ключевыми транзисторами инвертора. Сигналы на них поступают от двух вторичных обмоток разделительного трансформатора, при этом каждая из обмоток подключена к одному транзистору.
Кроме указанных элементов, электрическая схема платы управления и контроля содержит вспомогательные транзисторы, которые помогают ключевым транзисторам инверторной схемы закрываться, и стабилитроны, защищающие их от перепадов напряжения. Также здесь имеется анализатор-ограничитель тока. Главным элементом анализатора является трансформатор, который включен в цепь первичной обмотки высокочастотного трансформатора, установленного в силовом блоке. Анализатор-ограничитель контролирует силу тока в преобразователе сварочного аппарата и использует сигналы, поступающие с первичной обмотки силового трансформатора, для подстройки сварочного тока и формирования импульсов, транслируемых к микросхеме ШИМ-контроллера.
Для регулирования силы тока сварки в электрическую схему блока управления включен переменный резистор, сопротивление которого задается поворотом ручки, выведенной на контрольную панель сварочного аппарата инвертора.
Вернуться к оглавлению
Контроль выходного и сетевого напряжения
Функциональные возможности сварочного инвертора.
Кроме всего перечисленного, в задачу схемы управления сварочного аппарата входит отслеживание напряжения в сети и на выходном выпрямителе. Для этого ее электрическую схему комплектуют операционным усилителем. Часть его элементов подключается к сетевому выпрямителю с целью выявления скачков напряжения в электросети. В случае нарушений эти элементы воспроизводят сигналы защиты по току и напряжению, которые поступают в суммирующий модуль, а затем – в генератор импульсов ШИМ-контроллера. Работа генератора, следовательно, и всей схемы, при этом блокируется.
Аналогичным образом контролируется рабочее напряжение на выходе преобразователя. Его величина может отклоняться от нормы в случае нарушения в работе диодного моста сетевого выпрямителя или других элементов. В этом случае также происходит отключение схемы управления.
Блокировка схемы сопровождается подачей напряжения на сигнальный диод, который оповещает пользователя сварочного аппарата о неполадках.
Вернуться к оглавлению
Инструкция по ремонту сварочного аппарата-инвертора
Как любое оборудование, инверторные аппараты для сварки могут выходить из строя. Часто наблюдается следующий симптом: аппарат кажется вполне исправным (горит «нормальная» индикация, слышна работа вентилятора в корпусе), но искра при контакте электрода с металлом не появляется. Иногда при этом можно слышать непривычный гул. В некоторых случаях ремонт устройства можно осуществить своими силами, не привлекая специалистов сервисной компании.
Схема сварки тонкого металла при помощи инверторной сварки.
По инструкции в первую очередь следует проверить с помощью мультиметра состояние термопредохранителей, установленных на радиаторах различных элементов в силовом блоке. Температура, при которой их контакты размыкаются, обычно составляет 90 градусов. Отдельные типы таких предохранителей являются одноразовыми, после срабатывания их приходится менять. Другие размыкают цепь при перегреве, но при остывании радиатора снова восстанавливают соединение. Подобные элементы могут устанавливаться на первичных обмотках силовых трансформаторов. Их срабатывание часто приводит в заблуждение электротехников-любителей, которые думают, что в обмотке произошел обрыв. Если вы обнаружили неисправный термопредохранитель, можно попробовать закоротить его контакты. Этот вариант подойдет в качестве временного «лечения», он позволит вам закончить работу, если она является срочной.
Подобные элементы могут устанавливаться на первичных обмотках силовых трансформаторов. Их срабатывание часто приводит в заблуждение электротехников-любителей, которые думают, что в обмотке произошел обрыв. Если вы обнаружили неисправный термопредохранитель, можно попробовать закоротить его контакты. Этот вариант подойдет в качестве временного «лечения», он позволит вам закончить работу, если она является срочной.
Поскольку защита от перегрева теперь частично отсутствует, сварочный аппарат следует эксплуатировать очень осторожно, вполсилы. А по завершении работы следует сразу двигаться в магазин радиодеталей для приобретения запчасти.
Еще одно «чувствительное» место сварочных инверторов – выходной выпрямитель, точнее, входящие в его состав диоды. Токи, с которыми им приходится работать, достигают 130 А и иногда становятся причиной пробоя в этих диодах.
Токи, с которыми им приходится работать, достигают 130 А и иногда становятся причиной пробоя в этих диодах.
В неработоспособности выходного выпрямителя легко убедиться с помощью мультиметра, но без «прозвонки» каждого диода по отдельности определить, какой из них пробит, невозможно. Диоды (здесь применяются три сдвоенных диода) придется выпаивать и снимать с радиатора, к которому они прикручены шурупами. Радиатор тоже придется снимать.
Управление сварочным инвертором.
Выпаивать диоды и другие элементы бывает непросто. В современных сварочных инверторах пайку делают очень качественно, с большим количеством припоя, особенно в тех местах, где имеются токи большой силы. Кроме того, используется припой без содержания свинца, температура плавления которого выше, чем у обычного свинцово-оловянного. Поэтому для выпаивания диодов и других элементов лучше воспользоваться мощным паяльником на 50 Вт, 40-ваттного может не хватить. Задача усложняется тем, что нужно отпаять три вывода одновременно, поэтому без хорошего прогрева тут не обойтись. Для удаления припоя можно воспользоваться десольдером или медной оплеткой.
Для удаления припоя можно воспользоваться десольдером или медной оплеткой.
После того как пробитый диод будет выявлен (в сдвоенных диодах могут быть пробиты обе части), следует купить новый, такой же или аналогичный. Пользователю следует обратить внимание на важное обстоятельство: диоды выходного выпрямителя являются быстродействующими, время их восстановления составляет всего 50 нс. Только такие элементы могут работать с переменным током частотой в 60-80 кГц. Обычные диоды устанавливать сюда нельзя. В зарубежных спецификациях быстродействующие диоды могут обозначаться как Hyper-Fast, Ultra-Fast, Stealth Diode, Super-Fast, High Frequency Secondary Rectifier и др.
Перед монтажом диодов или ключевых транзисторов на радиатор следует нанести свежий слой теплопроводной пасты (КПТ-8 или аналогичную). Пасту нужно наносить в достаточном количестве, но и не слишком обильно. Она обеспечивает теплоотвод от элемента в направлении медного или алюминиевого радиатора.
 youtube.com/embed/UX81XigBgBY”>
youtube.com/embed/UX81XigBgBY”> Пайку диодов следует выполнять очень тщательно. Из-за большой силы тока в некачественных соединениях будет наблюдаться сильный нагрев и значительные потери мощности.
Бывает, что по неосторожности при демонтаже радиатора были повреждены медные дорожки и «пятачки» платы, их наращивают медным луженым проводом и хорошенько пропаивают.
lincoln 225 Welder Схема подключения
AlleBilderShoppingVideosMapsNewsBüchersuchoptionen
Bilder
Alle anzeigen
Alle anzeigen
90 012Lincoln 225 Электромонтажная схема сварочного аппарата для дуговой сварки — Pinterest Схема подключения дуговой сварки | Лучшая коллекция диаграмм. Электросхема дуговой сварки Lincoln 225.
Ähnliche Fragen
Сколько ватт требуется для работы сварочного аппарата Lincoln 225?
Сколько ампер потребляет сварочный аппарат Lincoln 225?
Что можно сварить током 225 ампер?
Проволока какого сечения для сварочного аппарата Lincoln?
[PDF] Руководство оператора — AC-225-S и AC/DC 225/125 — Lincoln Electric
www. lincolnelectric.com › servicenavigator-public › LINCOLN3
lincolnelectric.com › servicenavigator-public › LINCOLN3
Все сварщики должны использовать следующие процедуры для свести к минимуму воздействие полей ЭМП от сварочного контура: 2.d.1. Проложите электрод и рабочие кабели …
Lincoln WeldanPower dc 225 Схема подключения – WeldingWeb .. . Название: Lincoln DC 225 Диаграмма подключения. Ergebnisse von weldweb.com
Lincoln Electric 225 Электросхема дуговой сварки
amfumqdgn.ak-testzentrum.de
Lincoln Electric 225 Электросхема дуговой сварки Lincoln Electric 225 Электросхема дуговой сварки от schematron. Подсоедините провод заземления к точке заземления …
Схема электрических соединений — Lincoln Electric RANGER 225. Руководство по эксплуатации
www.manualslib.com › … › Руководство по эксплуатации
Lincoln Electric RANGER 225. Онлайн-руководство: электрическая схема. … Схема – Руководство по эксплуатации Lincoln Electric RANGER 225. Инструкция по эксплуатации электросварщика Линкольн.
РЕШЕНО: Схема подключения аппарата для дуговой сварки Lincoln AC 225 — Fixya
www.fixya.com › поддержка › t12486400-lincoln_arc…
Схема подключения аппарата для дуговой сварки Lincoln AC 225. Вилка была отрезана на конце шнура. Как его перемонтировать, чтобы я не перепутал полярность …
Схема подключения дуговой сварки Lincoln 225
amfumqdgn.this-is-borbet.de
Lincoln Схема подключения сварочного аппарата для дуговой сварки Ac 225 Источник: s. Схема деталей Lincoln AC 225 — скачать бесплатно в формате PDF (. Она может быть неточной для всех машин …
Схема подключения сварочного аппарата для дуговой сварки Lincoln 225
amfumqdgn.ross-heu.de
Он дает пользователю тот же традиционный дизайн и функциональность, что и AC-225, но добавляет более плавную, более традиционную дугу для сварки постоянным током, что делает его идеально …
Схема подключения. Lincoln Electric Weldanpower AC-225 . .. – manualzz
.. – manualzz
manualzz.com › … › Сварочная система
Посмотреть онлайн или скачать PDF (1 MB) Lincoln Electric Weldanpower AC-225, Weldanpower 225 Инструкция по эксплуатации • Weldanpower AC- 225, Weldanpower 225 Сварка …
Ähnlichesuchanfragen
Как пользоваться сварочным аппаратом для дуговой сварки Lincoln AC 225
Сварочный аппарат Lincoln 225 amp draw
Сварочный аппарат Lincoln 225 постоянного тока
Сварочный аппарат Lincoln 225 S
Лучшая сварка стержни для Lincoln AC 225
ac-225-s Запчасти для сварочных аппаратов Lincoln
Lincoln 225 AC для сварочных аппаратов, алюминий
запасные части для сварочных аппаратов Lincoln
Купить оптом, Китай, производство печатных плат, верхняя полоса, печатная плата, внутренний инвертор, печатная плата переменного тока, внутренний инвертор, печатная плата, Flex-rigid Pcb & Pcb за 0,5–9 долларов США.0001
Shenzhen Landztop Technology Co., Limited является профессиональным производителем печатных плат. Компания Landztop может предоставлять услуги по сборке печатных плат под ключ и частично под ключ. Для полного цикла «под ключ» мы берем на себя весь процесс изготовления печатных плат, включая изготовление печатных плат, закупку компонентов (100% оригинал), тестирование печатных плат, непрерывный контроль качества печатных плат и окончательную сборку.
Компания Landztop может предоставлять услуги по сборке печатных плат под ключ и частично под ключ. Для полного цикла «под ключ» мы берем на себя весь процесс изготовления печатных плат, включая изготовление печатных плат, закупку компонентов (100% оригинал), тестирование печатных плат, непрерывный контроль качества печатных плат и окончательную сборку.
PCBA Описание продукта
Файлы и требования к котировке PCBA:
- Спецификация (ведомость материалов) со ссылочными обозначениями: описание компонента, название производителя и номер детали.
- Gerber-файлы печатных плат.
- A Производственный чертеж печатной платы и сборочный чертеж печатной платы.
- Процедуры испытаний печатных плат.
- Любые механические ограничения PCBA, такие как требования к высоте сборки
Услуги по производству печатных плат и проектированию печатных плат:
- Изготовление печатных плат, детали печатных плат, приобретенные нами
- Плата электронного тестирования PCBA
- PCBA быстрая доставка, антистатическая упаковка
- Соответствует директиве RoHS, не содержит свинца
- Комплексное обслуживание печатных плат: проектирование печатных плат, разводка печатных плат, изготовление печатных плат, закупка компонентов, сборка печатных плат, тестирование, упаковка и доставка печатных плат
PCBA Технические требования:
- Профессиональная технология поверхностного монтажа и пайки печатных плат
- Компоненты различных размеров, такие как 1206, 0805, 0603 Технология поверхностного монтажа
- Технология PCBA ICT (внутрисхемное тестирование), FCT (функциональное тестирование цепи)
- печатная плата в сборе с одобрением UL, CE, FCC, RoHS
- Технология пайки оплавлением азотом для поверхностного монтажа
- Высокостандартная линия сборки печатных плат SMT и пайки
- Технология размещения взаимосвязанных плат высокой плотности
Требования к расценкам PCBA:
- Файл PCB Gerber и список PCBA Bom
- Четкие фотографии печатной платы или образца печатной платы для нас
- Метод испытаний печатных плат
Печатная плата Внешняя упаковка: стандартная картонная упаковка
- печатная плата Точность отверстий: PTH: ±0,076, NTPH: ±0,05
- Сертификат PCBA: UL, ISO 9001, ISO 14001, RoHS, UL
- Профилирование печатных плат: фрезерование, V-образный вырез, снятие фаски
Предоставление OEM-услуг печатных плат для всех видов сборки печатных плат
Более 10 лет опыта сборки печатных плат и печатных плат, а также корпусной сборки
1、Сильная команда по исследованиям и разработкам PCBA, 5 инженеров с более чем 6-летним опытом работы с электронными продуктами
2、Завод PCBA занимает площадь 2000 квадратных метров со 100 сотрудниками.
3、 Ежедневный выпуск исправлений 1 миллион точек, подключаемых модулей 200 000 точек, готовой сборки продукта PCBA и тестирования 5 000 точек.
4、С большим количеством производственного оборудования для печатных плат: высокоскоростная машина для поверхностного монтажа печатных плат, высокоточная многофункциональная машина для поверхностного монтажа печатных плат, автоматическая печатная машина для печатных плат, полуавтоматическая печатная машина, сварка оплавлением горячим воздухом и т. д.
5. У нас есть совершенная система контроля качества PCBA, управление процессом от покупки компонентов, складирования до отгрузки продукции, чтобы обеспечить качество продукции.
| Печатная плата под ключ | Производство печатных плат + поиск компонентов + сборка печатных плат + упаковка печатных плат |
| Детали сборки | Линии PCBA SMT и сквозных отверстий, ISO SMT и DIP |
| Время выполнения заказа | Прототип печатной платы: 15 рабочих дней.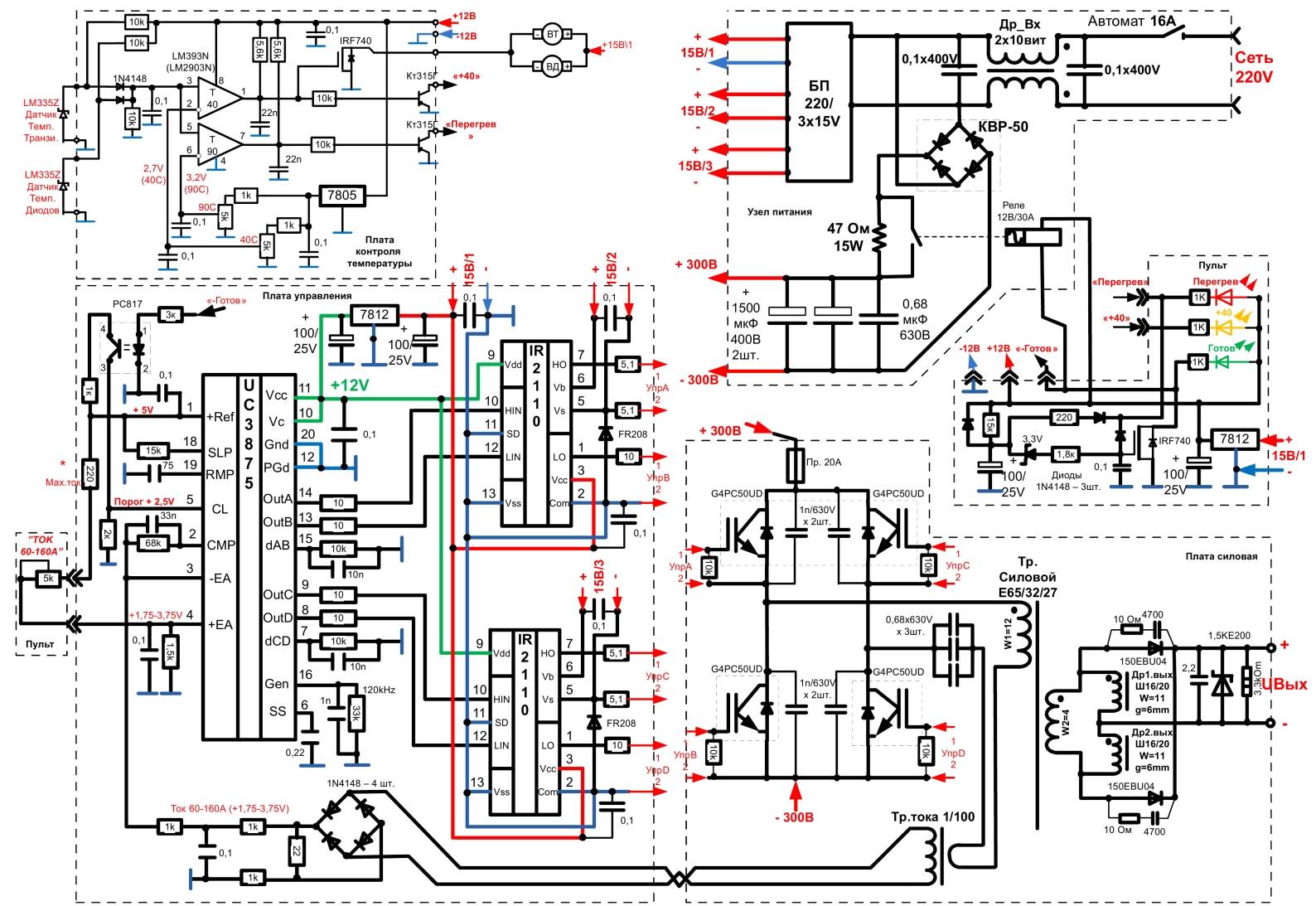 Массовый заказ: 20~25 рабочих дней Массовый заказ: 20~25 рабочих дней |
| Испытания продуктов | Испытание летающим зондом, рентгеновский контроль, испытание AOI, функциональное испытание |
| Количество | Минимальное количество: 1 шт. Прототип, небольшой заказ, массовый заказ, все в порядке |
| Необходимые файлы | Печатная плата: файлы Gerber (CAM, PCB, PCBDOC) |
| Компоненты: Список материалов (список спецификаций PCBA) | |
| Сборка печатной платы: напильник Pick-N-Place | |
| Размер панели печатной платы | Минимальный размер печатной платы: 0,25*0,25 дюйма (6*6 мм) Максимальный размер печатной платы: 20*20 дюймов (500*500 мм) |
| Тип пайки для печатных плат | Водорастворимая паяльная паста, не содержащая свинца RoHS |
| Детали компонентов | Пассивный До размера 0201 |
| БГА и ВФБГА | |
| Безвыводные держатели для стружки/CSP | |
| Двухсторонняя сборка поверхностного монтажа | |
| Мелкий шаг до 0,8 мил | |
| Ремонт BGA и замена шара | |
| Снятие и замена деталей | |
| Комплект компонентов | Отрезанная лента, трубка, катушки, отдельные детали |
| Сборка печатной платы Процесс | Сверление —– Воздействие —– Покрытие —– Травление и снятие изоляции —– Штамповка —– Электрические испытания —– SMT —– Пайка волной припоя — —Сборка—–ICT—–Функциональное тестирование—–Температура и влажность |
Основные характеристики/особенности:
O Наше преимущество
※ ※ Более 10 лет опыта в производстве электронных печатных плат для изготовления печатных плат 9000 3
※※ Универсальное обслуживание печатных плат | Производство печатных плат | Поиск компонентов и сборка печатных плат, которые помогут вам легко получить ваши электронные продукты.
※Более 500 клиентов работают с нами в сфере телекоммуникаций, IOT, RF, smartcontrol, безопасности, медицины, промышленности, автомобилей, 3G/4G/5G.
※ Разумная и стабильная цена: создана мощная глобальная цепочка поставок электронных компонентов, которая помогает нам получать разумные и стабильные цены. контроль.
※Профессиональное решение по замене печатных плат: помогите клиентам найти профессиональное решение по замене для достижения более быстрой и низкой стоимости с использованием высококачественных компонентов
pu служба агента по закупкам
※ Нет MOQ: доступны образцы для многослойных печатных плат, сборок печатных плат и печатных плат HDI
※ ※ 100% проверка всех продуктов PCBA Ответы на вопросы в течение 24 часов
※ ※Ответы на запросы в течение 24 часов два часа
※ ※Экспорт в Европу, Северную и Южную Америку
Landztop предоставляет комплексные услуги по контрактному производству печатных плат: от печатных плат до полной сборки продукта, включая следующие услуги для нашего клиента:
Производство печатных плат
Поставка компонентов
Сборка печатных плат
Программирование прошивки
Функциональные испытания печатных плат
Сборка пластиковых/металлических корпусов
Наш завод имеет сертификаты ISO9001, ISO134 85, стандарт системы управления качеством для обслуживания наших клиентов в сфере телекоммуникаций, автомобильная электроника, продукты 3G / 4G / 5G, продукты IOT, продукты для интеллектуального управления AI, RF, сети, безопасность, промышленный контроль, медицинский инструмент, военная продукция, компьютерная периферия и другие высокотехнологичные области.
Часто задаваемые вопросы:
1. Защищены ли мои файлы дизайна, когда я отправляю их вам?
Ваши файлы хранятся в полной безопасности. Ваши файлы никогда не передаются другим лицам, и никакие третьи лица не будут иметь доступа к вашим файлам дизайна.
Landztop может подписать NDA (соглашение о неразглашении) перед отправкой файлов.
2. Можете ли вы производить прототипы печатных плат для небольших заказов?
ДА, Landztop может производить прототипы, но чем больше их количество, тем больше экономия средств
3. Какие форматы файлов вы принимаете для печатных плат и сборки печатных плат?
Файл Gerber: CAM350 RS274X
Файл печатной платы: Protel 99SE, P-CAD 2001 PCB
Спецификация: Excel (PDF, word, txt)
4. У вас есть послепродажный продукт? обслуживание доступно для ваших клиентов ?
Да, если возникнут проблемы с качеством, Landztop возьмет на себя ответственность решить их за вас в любое время.