Как произвести ремонт инверторного сварочного аппарата своими руками?
Автор На чтение 6 мин Просмотров 987 Опубликовано
Современные сварочные аппараты являются сложным электротехническим оборудованием. С целью уменьшения их массы и габаритных размеров они конструируются исключительно по инверторной схеме с применением в качестве силовых переключающих элементов полевых транзисторов. Возникающие в процессе эксплуатации инверторной сварки поломки могут быть следствием различных причин, разобравшись в которых, можно осуществить ремонт сварочного аппарата инверторного типа своими руками.
Схема устройство инверторного сварочного аппарата.Содержание
- Основные причины возникновения неисправностей
- Конструктивные особенности сварочного инвертора
- Ремонт сварочного инвертора своими руками
- Основные виды неисправностей и методы их устранения
Основные причины возникновения неисправностей
Основными критериями, которыми следует руководствоваться при выборе сварочного аппарата, являются его надежная работа и простота конструкции.
- неправильное подключение агрегата;
- неправильная эксплуатация;
- нестабильная внешняя электросеть;
- эксплуатация сварки в жестких погодных условиях (повышенная влажность, снег, дождь).
Неудовлетворительная работа сварочного аппарата необязательно должна быть вызвана его поломкой. Существует множество причин, по которым сварка будет работать ненадлежащим образом:
- неправильно выбранный режим сварки может привести к разбрызгиванию металла электрода или к возникновению слабой дуги;
- отсутствие дуги может быть следствием плохого контакта между свариваемой деталью и кабелем;
- частое залипание электрода может говорить о слабом напряжении внешней электросети. Инверторные типы сварочных аппаратов очень чувствительны к изменению параметров электропитания. Их нестабильная работа может наступить при снижении напряжения на 10%;
- срабатывание терморегулятора инвертора может наступить в результате длительной сварки.
 Температурная защита срабатывает при температуре выше 750-800 °C;
Температурная защита срабатывает при температуре выше 750-800 °C; - срабатывание внешней защиты по току может быть следствием несоответствия установленного предохранительного автомата требуемому технологией сварки.
 Температурная защита срабатывает при температуре выше 750-800 °C;
Температурная защита срабатывает при температуре выше 750-800 °C;Вернуться к оглавлению
Конструктивные особенности сварочного инвертора
Упрощенная схема силовой части сварочного инвертора.Инверторные сварочные аппараты позволяют получить высококачественную сварку с минимальными физическими затратами сварщика и максимальным для него комфортом. Однако такие достоинства получены ценой достаточно сложной конструкции сварочного аппарата. Вследствие этого данные устройства являются менее надежными, по сравнению с выпрямителями и трансформаторами.
В отличие от трансформаторного оборудования, которое в конструктивном плане является более электротехническим, инверторный аппарат представляет собой электронное устройство. Поэтому его диагностика и ремонт предполагают проверку стабилитронов, диодов, транзисторов, резисторов и других элементов, из которых конструируются электронные схемы.
Особенностью ремонта инверторного сварочного аппарата своими руками является и то, что в большинстве случаев определить вышедший из строя элемент по внешним признакам практически невозможно, поэтому при возникновении неисправности приходится поочередно проверять все элементы схемы.
Поэтому для успешного ремонта инвертора в домашних условиях необходимо обладать некоторыми познаниями в электронике и небольшим опытом работы с электросхемами.
Вернуться к оглавлению
Ремонт сварочного инвертора своими руками
Электросхема сварочного инвертора.Чтобы осуществить ремонт сварочного аппарата, необходимо приготовить такие измерительные приборы и инструменты:
- осциллограф;
- вольтметр;
- мультиметр;
- паяльник;
- набор отверток.
Принцип работы сварочного аппарата инверторного типа основан на поэтапном преобразовании электрического сигнала:
- С помощью входного выпрямителя осуществляется выпрямление сетевого тока.
- Инверторный модуль преобразовывает поступающий на вход выпрямленный ток в высокочастотный переменный.
- Высокочастотный силовой трансформатор понижает высокочастотное напряжение до сварочного значения.
- С помощью выходного выпрямителя происходит выпрямление переменного высокочастотного тока в постоянный сварочный.
Для того чтобы выполнить данные операции, инверторный сварочный аппарат должен включать в себя следующие модули:
- модуль входного выпрямителя;
- модуль выходного выпрямителя;
- плату управления ключами;
- корпус с вентилятором.
Самыми ненадежными элементами любого инвертора выступают транзисторы, поэтому любой ремонт данных устройств начинается со вскрытия корпуса и проверки транзисторов. В большинстве случае вышедший из строя транзистор можно определить по треснутому корпусу и прогоревших выводах. В случае обнаружения такого элемента его необходимо заменить на новый.
Поломка транзистора может наступить вследствие некорректной работы драйвера. Его состояние можно определить с помощью омметра. Если обнаружено, что драйвер вышел из строя, его выпаивают и заменяют на новый.
Входной и выходной выпрямители представляют собой смонтированный на радиатор диодный мост. Он является достаточно надежным и долговечным элементом инвертора, который выходит из строя крайне редко. Но в случае поломки сварочного аппарата его все равно рекомендуется проверять. Чтобы при проверке исключить возможность возникновения короткого замыкания, диодный мост нужно отпаять и снять с платы
https://moyakovka.ru/youtu.be/tXGMFWKRtGY
Самым сложным элементом инвертора является плата управления ключами, от нормального функционирования которой зависит работа всего аппарата. Начальную проверку платы можно осуществить без ее изъятия. Для этого сначала следует отключить питание преобразователя, для чего от входного моста отпаивается один из проводов, идущих от платы управления, и изолируется его оголенный конец изолентой.
Начальную проверку платы можно осуществить без ее изъятия. Для этого сначала следует отключить питание преобразователя, для чего от входного моста отпаивается один из проводов, идущих от платы управления, и изолируется его оголенный конец изолентой.
После этого к сварочному аппарату подключается питание, после чего через несколько секунд должен быть слышен щелчок. Если щелчка не слышно, то это может говорить о неисправности схемы мягкого включения. Также в этом случае рекомендуется проверить наличие питающего напряжения +15 В. Если питания нет, следует изъять источник питания, отремонтировать его или заменить на новый.
Вернуться к оглавлению
Основные виды неисправностей и методы их устранения
Вышеперечисленные поломки встречаются достаточно редко, а для их устранения требуются специальные навыки. В большинстве случаев все может быть намного проще. Методы борьбы с каждой неисправностью известны и легко устранимы:
https://moyakovka.ru/youtu.be/1ox82uHLULg
- Часто пропадает сварочная дуга, а зажечь ее повторно не получается, при этом возникают мелкие искры. Это может быть следствием пробоя обмотки, в результате чего на сварочную цепь подается большое напряжение. Для устранения данной неисправности нужно восстановить изоляционный слой или перемотать обмотку.
- Если в сети отсутствует нагрузка, но инвертор все равно потребляет много энергии, то это может быть результатом замыкания витков катушки. Для устранения неисправности следует поступить, как и в первом случае.
- Если рабочий ток имеет заниженное значение, то причиной может быть падение напряжения в какой-либо части электрической цепи. Для устранения неисправности нужно найти поврежденный элемент и заменить его.
- Иногда встречаются ситуации, когда сварочный инвертор чрезмерно греется. Когда это случается, на катушках начинает повреждаться изоляционный слой, в результате чего может возникнуть короткое замыкание и полное сгорание устройства. Причина такой неисправности может крыться в слишком долгой бесперебойной работе аппарата или использовании очень толстых электродов.
 Это может быть следствием пробоя обмотки, в результате чего на сварочную цепь подается большое напряжение. Для устранения данной неисправности нужно восстановить изоляционный слой или перемотать обмотку.
Это может быть следствием пробоя обмотки, в результате чего на сварочную цепь подается большое напряжение. Для устранения данной неисправности нужно восстановить изоляционный слой или перемотать обмотку.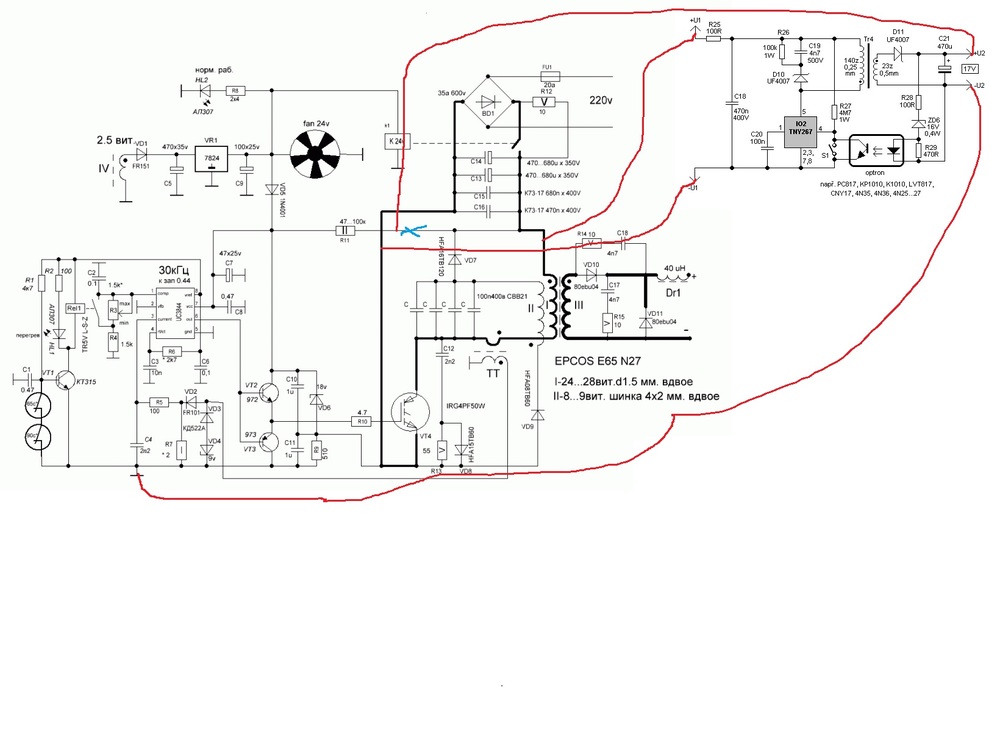
https://moyakovka.ru/youtu.be/JFAXbs-Edrs
При любой неисправности браться за ремонт лучше только тогда, когда вы полностью уверены в своих силах. В противном случае рекомендуется воспользоваться услугами специалиста, чтобы еще больше не ухудшить ситуацию.
| Файл | Краткое описание | Размер |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||
| Rilon_ARC200.zip |
| 82.5 kb |
| 6834.jpg |
| 170 kb |
| Kemppi_PS3500.zip |
| 815 kb |
| Elektron-125.pdf |
| 127 kb |
| CUT40B.rar |
| 1.14 Mb |
vdu506-u3_ver1. rar rarvdu506-u3_ver2.rar |
| 3.7 Mb 5.1 Mb |
| kedr160-180-200-220.zip |
| 11.4 Mb |
| forsag200-500.zip |
| 4.2 Mb |
| saipa-165.zip |
| 5.34 Mb |
| POCweld.gif |
| 335 kb |
| FEB200.zip |
| 760 kb |
| ARC200.zip |
| 390 kb |
| udgu251acdc_s5.zip |
| 345 kb |
| udgu351acdc_s5.zip |
| 280 kb |
| udgu501acdc_s7.zip |
| 300 kb |
| uvpr120.zip |
| 240 kb |
| uvpr2001.zip |
| 220 kb |
| wd200-02-11tig.pdf |
| 120 kb |
| Kaiser_NBC-250sch.pdf |
| 73.7 kb |
| Gladiator_MIG_MMA-280.zip |
| 1.66 Mb |
| Страницы >>> [17] [16] [15] [14] [13] [12] [11] [10] [9] [8] [7] [6] [5] [4] [3] [2] [1] | ||

 ru форумчанин Sen.
ru форумчанин Sen.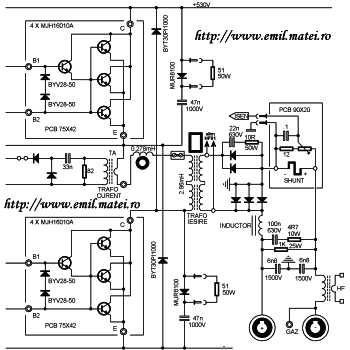

 Схемы драйвера и силовой части не рисовались, так-как аналогичных схем в нете хватает.
Схемы драйвера и силовой части не рисовались, так-как аналогичных схем в нете хватает.Китайский производитель сварочных аппаратов, Сварочный аппарат, Поставщик инверторных сварочных аппаратов
ИМПУЛЬСНЫЙ ИНВЕРТОРНЫЙ СВАРОЧНЫЙ МАШИН TIG AC/DC
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
ЦИФРОВАЯ СЕРИЯ TIG-AC/DC С ДВОЙНЫМ НАПРЯЖЕНИЕМ
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
TIG DC ИМПУЛЬСНЫЙ ИНВЕРТОР СВАРОЧНЫЙ АППАРАТ
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
CC-ID СВАРОЧНАЯ МАШИНА TIG DC/MMA
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/фабрика и торговая компания | |
| Основные продукты: | Сварочный аппарат | |
| Количество работников: | 20 | |
| Год основания: | 2021-04-15 | |
| Площадь завода: | 1200 квадратных метров | |
| Среднее время выполнения: | Время выполнения в пиковый сезон: один месяц Время выполнения в межсезонье: один месяц |
Guangzhou Jskwed сварочное оборудование Co.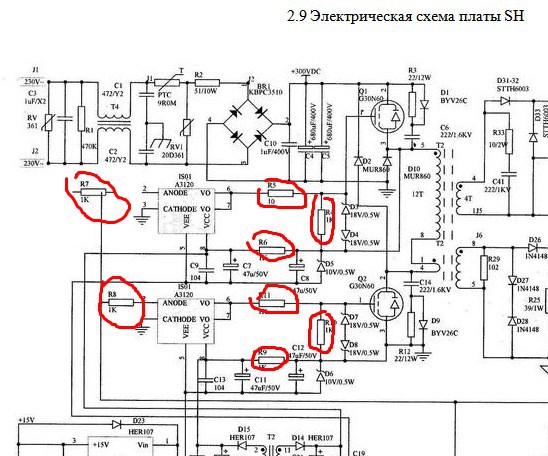 , Ltd находится в красивом очаровательном городе – Гуанчжоу. Компания занимается технологическими исследованиями и разработками предприятий-производителей сварочного оборудования.
, Ltd находится в красивом очаровательном городе – Гуанчжоу. Компания занимается технологическими исследованиями и разработками предприятий-производителей сварочного оборудования.
Ведущая наука и техника, совершенная технология производства, создание хорошего продукта. Компания имеет ряд профессиональных команд, занимающихся исследованиями и разработками, управлением, продажами и обслуживанием инверторных сварочных аппаратов на протяжении многих лет, передовых технологий SMT, сборочного оборудования, совершенных …
Посмотреть все
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
Мисс Джейн
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
Схема сварочного инвертора.
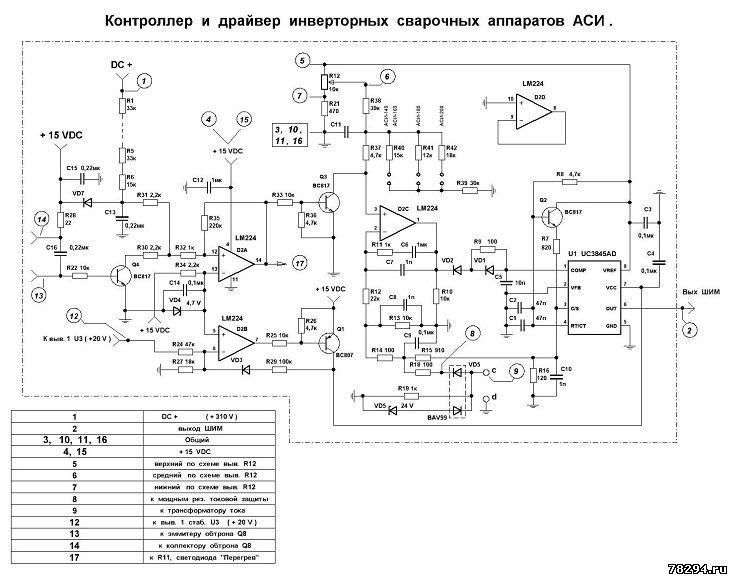 Схема сварочного инвертора
Схема сварочного инвертораВ статье будет рассмотрена классическая схема сварочного инвертора. На сегодняшний день они очень популярны, цена вполне доступная. Они имеют массу положительных качеств, в частности, простоту работы и малый вес. Но, как и другие электронные устройства, сварочный аппарат может выйти из строя. А чтобы провести качественный ремонт, необходимо хотя бы в общих чертах иметь представление о его устройстве, из каких элементов состоит схема инвертора. Без этого нельзя ремонтировать сварочные аппараты, в схеме которых используются инверторные преобразователи. Поэтому, чтобы узнать об этом устройстве, нужно много теории.
Основная информация об инверторных блоках
По сути, это блок питания, принцип его работы аналогичен используемому в персональных компьютерах. Преобразование электрической энергии происходит по одним и тем же принципам, несмотря на то, что размеры и функции этих устройств различны. В сварочном инверторе можно выделить несколько стадий.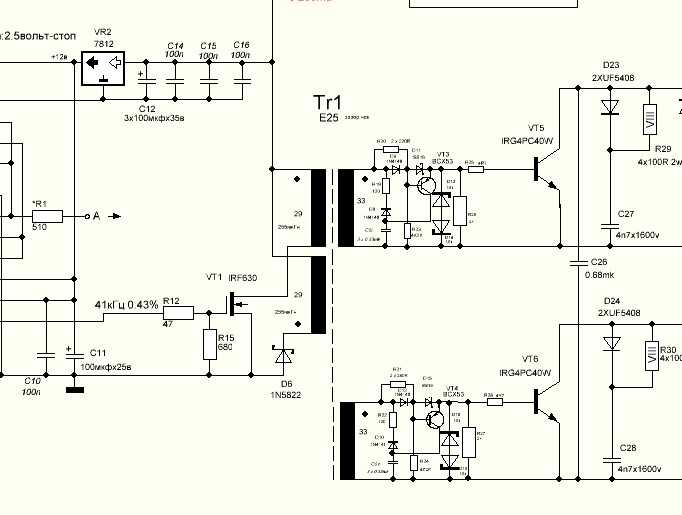 Первым делом необходимо преобразовать переменное напряжение, которое поступает из сети 220 В, в постоянное. О том, как это происходит, будет рассказано чуть ниже, как и электрическая схема сварочного инвертора.
Первым делом необходимо преобразовать переменное напряжение, которое поступает из сети 220 В, в постоянное. О том, как это происходит, будет рассказано чуть ниже, как и электрическая схема сварочного инвертора.
Затем это напряжение преобразуется в переменное, но с более высокой частотой. Вы знаете, что частота тока в электрической сети равна 50 Гц. У инверторных сварочных аппаратов есть повышение до 80 тыс. Гц. Затем необходимо уменьшить значение напряжения с высокой частотой. На последнем этапе это низкое напряжение преобразуется с частотой около 80 000 Гц. Это краткое описание, на самом деле все этапы можно разбить на более мелкие части. Но для понимания принципа функционирования этого достаточно.
За счет чего уменьшается вес сварочного аппарата
А теперь о том, почему были выбраны схемы инверторного типа. Посмотрите на сварочные аппараты, которые использовались раньше, в том числе и самодельные. Основное их назначение – снижение переменного напряжения, поступающего от бытовой электросети, до безопасного значения, но с большим вторичным током.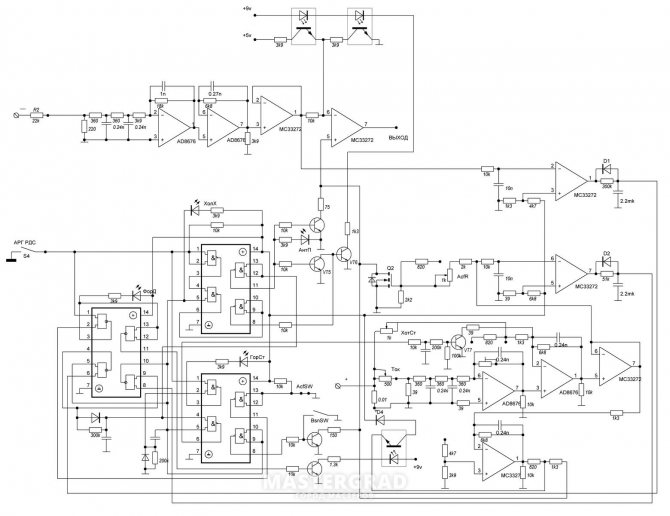 По этой причине первичная обмотка намотана более тонким проводом, чем вторичная обмотка. Толщина провода определяет, какой ток вы получите в обмотке. Ниже представлена принципиальная схема сварочного инвертора в статье. Внимательно изучите его, чтобы иметь представление о том, какие элементы в него входят. Для сварки иногда необходимо несколько сотен ампер. В связи с тем, что мощность таких трансформаторов очень велика, и работают они только на частоте 50 Гц, кроме того, они имеют очень большие габариты. Как вы понимаете, частота входящего и исходящего тока одинакова. Другими словами, если подать на первичную обмотку 50 Гц, то со вторичной обмотки снять электрический ток с такими же параметрами.
По этой причине первичная обмотка намотана более тонким проводом, чем вторичная обмотка. Толщина провода определяет, какой ток вы получите в обмотке. Ниже представлена принципиальная схема сварочного инвертора в статье. Внимательно изучите его, чтобы иметь представление о том, какие элементы в него входят. Для сварки иногда необходимо несколько сотен ампер. В связи с тем, что мощность таких трансформаторов очень велика, и работают они только на частоте 50 Гц, кроме того, они имеют очень большие габариты. Как вы понимаете, частота входящего и исходящего тока одинакова. Другими словами, если подать на первичную обмотку 50 Гц, то со вторичной обмотки снять электрический ток с такими же параметрами.
Рабочая частота инвертора
Но благодаря инверторным сварочным аппаратам, у которых рабочая частота увеличивается примерно на восемьдесят тысяч герц, а в некоторых аппаратах и более, можно во много раз уменьшить размеры используемых трансформаторов в преобразовании электрического тока. Если увеличить рабочую частоту, можно уменьшить трансформатор как минимум в четыре раза. Следовательно, общий вес всего сварочного аппарата будет очень мал. Стоимость этого устройства также снижается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо использовать инверторные схемы. Они состоят из мощных полевых транзисторов, работающих в ключевом режиме. С их помощью коммутируется ток с необходимой для работы частотой. Обратите внимание, что полевой транзистор может работать только при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом аналогична используемой в других аппаратах.
Если увеличить рабочую частоту, можно уменьшить трансформатор как минимум в четыре раза. Следовательно, общий вес всего сварочного аппарата будет очень мал. Стоимость этого устройства также снижается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо использовать инверторные схемы. Они состоят из мощных полевых транзисторов, работающих в ключевом режиме. С их помощью коммутируется ток с необходимой для работы частотой. Обратите внимание, что полевой транзистор может работать только при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом аналогична используемой в других аппаратах.
Принцип действия выпрямителя
Поэтому, прежде чем подавать на них питание, необходимо выпрямить поступающий ток. Для этого используется выпрямитель, в котором стоят мощные диоды. Они соединены мостовой схемой. После этого переменная составляющая отсекается электролитическими конденсаторами.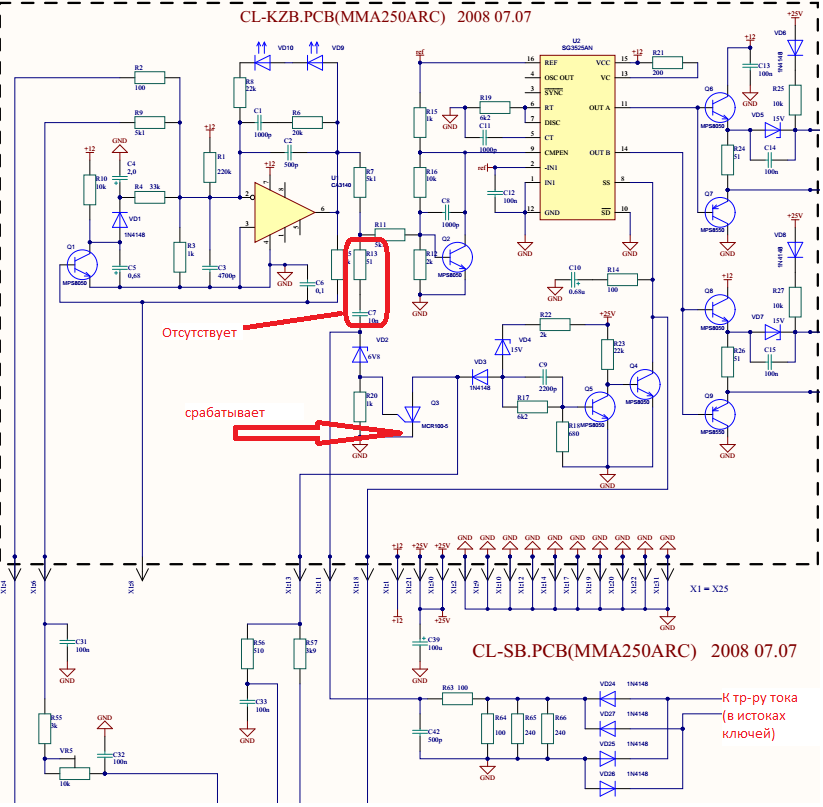 Это происходит на первом этапе преобразования. Полевые транзисторы подключены к трансформатору. С его помощью можно снизить напряжение. Как было сказано выше, эти транзисторы производят коммутацию тока с частотой иногда даже свыше 80 тыс. Гц. Понятно, что трансформатор тоже должен быть рассчитан на работу с такими параметрами. Размеры этого аппарата очень малы, его нельзя сравнить с теми, что используются в обычных трансформаторных сварочных аппаратах. Но сила у него такая же. Понятно, что элементов, необходимых для стабильной работы сварочного аппарата, гораздо больше. А теперь подробнее о том, как работает каждый блок обычного сварочного инвертора. Он имеет две основные части – силовую и управляющую цепи.
Это происходит на первом этапе преобразования. Полевые транзисторы подключены к трансформатору. С его помощью можно снизить напряжение. Как было сказано выше, эти транзисторы производят коммутацию тока с частотой иногда даже свыше 80 тыс. Гц. Понятно, что трансформатор тоже должен быть рассчитан на работу с такими параметрами. Размеры этого аппарата очень малы, его нельзя сравнить с теми, что используются в обычных трансформаторных сварочных аппаратах. Но сила у него такая же. Понятно, что элементов, необходимых для стабильной работы сварочного аппарата, гораздо больше. А теперь подробнее о том, как работает каждый блок обычного сварочного инвертора. Он имеет две основные части – силовую и управляющую цепи.
Выпрямительный каскад
В этом блоке происходит преобразование переменного тока, поступающего от сети 220 вольт. Он имеет несколько полупроводниковых диодов большой мощности, а также электролитические конденсаторы и дроссель. Это означает, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для отсекания переменной составляющей, которая еще остается в выпрямленном напряжении. Отметим, что существует несколько вариантов схем выпрямления напряжения. Если подключение будет осуществляться к трехфазной сети, схема полупроводниковых диодов будет несколько иной. Поэтому нужно определиться, для чего вам нужна схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто.
Конденсаторы необходимы для отсекания переменной составляющей, которая еще остается в выпрямленном напряжении. Отметим, что существует несколько вариантов схем выпрямления напряжения. Если подключение будет осуществляться к трехфазной сети, схема полупроводниковых диодов будет несколько иной. Поэтому нужно определиться, для чего вам нужна схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто.
Фильтры
Отметим также, что почти в полтора раза увеличивается напряжение после попадания на фильтр, собранный на электролитических конденсаторах. Другими словами, если питание подается от сети 220 вольт, то на выводы конденсатора будет подаваться 310 В, если мерить. Для сглаживания пульсаций тока, во избежание высокочастотных помех, и во избежание попадания в электрическую сеть необходимо установить специальный фильтр. Обычно он собран на дросселе, который намотан на кольцевом сердечнике, а также в схему включено несколько конденсаторов.
Каскад инвертора
Обычно для реализации инвертора используются два мощных транзистора, которые работают в ключевом режиме. Стоит отметить, что они обязательно крепятся на алюминиевый радиатор. Также есть дополнительное принудительное охлаждение с вентилятором. За счет этих транзисторов происходит коммутация постоянного напряжения, которое затем подается на импульсный трансформатор. Причем переключение происходит на частоте около 80 кГц. Но есть отличие от переменного тока, который течет в бытовой электросети. Во-первых, само значение частоты во много раз превышает ее. Во-вторых, форма импульса этого переменного напряжения, вырабатываемого полевыми транзисторами, прямоугольная, а не синусоида. Для защиты транзисторов от чрезмерного перенапряжения необходимо использовать схему, состоящую из сопротивлений и конденсаторов. Стоит отметить, что базовая электрическая схема сварочного инвертора не обходится без этих элементов.
Стоит отметить, что они обязательно крепятся на алюминиевый радиатор. Также есть дополнительное принудительное охлаждение с вентилятором. За счет этих транзисторов происходит коммутация постоянного напряжения, которое затем подается на импульсный трансформатор. Причем переключение происходит на частоте около 80 кГц. Но есть отличие от переменного тока, который течет в бытовой электросети. Во-первых, само значение частоты во много раз превышает ее. Во-вторых, форма импульса этого переменного напряжения, вырабатываемого полевыми транзисторами, прямоугольная, а не синусоида. Для защиты транзисторов от чрезмерного перенапряжения необходимо использовать схему, состоящую из сопротивлений и конденсаторов. Стоит отметить, что базовая электрическая схема сварочного инвертора не обходится без этих элементов.
RF Transformer
Высокочастотный трансформатор, на который подается напряжение от транзисторов, работающих в ключевом режиме, позволяет снизить его значение в среднем до 65 вольт. Но при этом ток может быть около 130 А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток очень мал. Со вторичной обмотки снимается напряжение с меньшим значением, но увеличивается ток. Обратите внимание, что автомобильная катушка зажигания работает обратным образом. То есть на первичную обмотку подается низкое напряжение с большим током. А со вторички снимается высокое напряжение, но с меньшим значением тока.
Но при этом ток может быть около 130 А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток очень мал. Со вторичной обмотки снимается напряжение с меньшим значением, но увеличивается ток. Обратите внимание, что автомобильная катушка зажигания работает обратным образом. То есть на первичную обмотку подается низкое напряжение с большим током. А со вторички снимается высокое напряжение, но с меньшим значением тока.
Выходной выпрямитель
Но стоит взглянуть на то, какие компоненты компонентов еще эл. Схема сварочного инвертора. На выходе также установлен выпрямитель, который собран из мощных полупроводниковых диодов. У них очень высокая скорость, они открываются и закрываются за время, которое намного меньше 50 наносекунд. Учтите, что при проектировании сварочных инверторов необходимо подобрать эти полупроводниковые элементы таким образом, чтобы их параметры удовлетворяли режиму работы.