Температура плавления полиэтилена и полипропилена.
Температура плавления полиэтилена и полипропилена.
- Создано: 02.02.2018 16:12
Полиэтилен и полипропилен, являющиеся наиболее важными и востребованными представителями термопластов,
то есть, полимеров, способных при нагревании обратимо переходить в высокоэластичное/вязкотекучее состояние, относятся к классу полиолефинов. Именно, это их свойство, позволяющее формировать из них различные изделия, отличающиеся долговечностью, маленьким весом и невысокой стоимостью, а также многократно перерабатывать, и обусловило особую популярность полиэтилена и полипропилена. Естественно, решая задачи эффективного и оптимального использования этих полиолефинов в промышленности, других отраслях жизнедеятельности, очень важно учитывать такой параметр, как температуру их плавления, начала размягчения, диапазон рабочих температур.
Полиэтилен – полимер с широким температурным диапазоном эксплуатации
Полиэтилен, зависимо от его плотности, плавится при температурах в диапазоне 105-135 градусов, а этот материал высокого давления подвержен плавлению и вовсе лишь при 137 градусах.
Более высокими техническими параметрами (температура плавления – 200 градусов, большие плотность и прочность, устойчивость к агрессивному воздействию химических веществ, наличие «памяти формы») от обычного отличается, так называемый, «сшитый» полиэтилен. Он производится полимеризацией этилена под высоким давлением.
Зависимо от условий эксплуатации полиэтилен различной плотности, его «сшитая» модификация могут быть использованы для изготовления:
- канализационных, дренажных и труб водо-, газоснабжения;
- различных пленок;
- пластиковой тары;
- корпусов для вездеходов, лодок, различных деталей, предметов быта и пр.;
- электроизоляционных материалов;
- бронежилетов;
- теплоизоляционных материалов и т.
 д.
д.
 д.
д.Полипропилен активно доминирует в различных отраслях
Благодаря своим параметрам (температура плавления 164-175 градусов, 140 градусов – размягчения, менее плотный, но более твердый, чем полиэтилен), полипропилен, получа емый из пропилена путем его полимеризации, уверенно конкурирует с другими пластмассами, последовательно вытесняя их из различных отраслей промышленности. Этому способствуют также его большая стойкость к истиранию, неподверженность коррозионному растрескиванию, устойчивость к температурным перепадам, отличные теплоизоляционные характеристики.
Зависимо от химической структуры полипропилен может быть:
- изотактическим, отличающимся от других видов этого вещества большей степенью кристалличности, более высоким показателями прочности и твердости, теплостойкости, что позволяет его эффективно использовать при производстве труб, трубопроводной арматуры, изделий/деталей в электротехнике, автомобилестроении с повышенными требованиями к механическим свойствам материала;
- синдиотактическим, менее прочным, чем изотактическим, но вполне приемлемым при изготовлении медицинских изделий, това ров народного потребления, игрушек;
- атактическим, отличающимся химической нестабильностью, но пригодным для производства различного вида полимерных волокон и строительных добавок (модификаторов и пр. )
 )
)Ныне, являясь и так очень востребованными различными отраслями полимерами, полиэтилен и полипропилен, благодаря возможности совершенствования их параметров за счет изменения давления, температуры, подбора катализатора, расширяют сферу своего эффективного использования.
Ждем вас в офисе ООО НПП Симплекс в Самаре:
Заводское шоссе д. 111
8 800 775 90 06 (код 846)
8 (846) 379-59-65
Сварка полипропиленовых труб требует определенных навыков и знаний
В современных системах водопровода и отопления, практически не используются стальные трубы. От металла не отказались, существуют трубопроводы из меди, и комплекты, выполненные из алюминиевых сплавов. У данных решений есть достоинства и недостатки, главным из которых является высокая цена.
Современное решение – полипропиленовые трубы. Отличная защита от коррозии, и устойчивость к образованию известкового налета. При этом стоимость материала ниже, чем у труб стальных, не говоря уже про алюминиевые и тем более медные. Единственная сложность – это способ соединения.
Единственная сложность – это способ соединения.
При выполнении работ профессиональной бригадой, создается впечатление, что сварка полипропилена выполняется просто: нагрел, состыковал, дождался остывания – и получаем вечный стык. На самом деле не все так безоблачно.
Главный недостаток – отсутствие контроля сразу по окончании работ. Течь обнаруживается после заполнения системы теплоносителем, когда исправить недоработки достаточно сложно.
Справедливости ради отметим, что эта проблема характерна для многоквартирных домов, где слив воды при обнаружении течи – целая боевая операция. В частном доме устранить протечку проще, это не приведет к потере отопления у целого подъезда.
Соединения медных труб (пайка) также требует просушки системы. Стальные или алюминиевые системы, с точки зрения аварийного обслуживания проще. Зачастую достаточно просто подтянуть резьбовое соединение.
Технология сварки полипропиленовых труб основана на методе термической полифузии. При нагревании до определенной температуры, материал переходит в пастообразное состояние, две части заготовки объединяются в одно целое, как будто смешиваются две жидкости.
При нагревании до определенной температуры, материал переходит в пастообразное состояние, две части заготовки объединяются в одно целое, как будто смешиваются две жидкости.
Разумеется, речь идет не о стекании капель жидкой пластмассы на пол. Правильно разогретый полипропилен сохраняет форму, и полифузия происходит при создании определенного давления, когда мастер плотно соединяет заготовки.
Температура сварки полипропиленовых труб составляет приблизительно 260°С, при внешних условиях 18°С — 25°С. Таблица расчета времени нагревания, полифузии и остывания, обычно прилагается в инструкции к аппарату для сварки.
Кроме того, температура сварки полипропилена может зависеть от типа используемой трубы. Если материал предназначен для отопления или горячего водоснабжения – время нагрева увеличивается.
Чаще всего, прокладку труб доверяют профессиональным бригадам. Но благодаря доступности оборудования, сварка полипропиленовых труб может производиться своими руками.
В принципе, существует всего три способа соединения труб из пластмассы.
Сварка встык
Такая технология применяется для трубопроводов большого диаметра. Как правило, – это не домашние сети, а магистральные системы.
Стык получается относительно компактным, однако большой диаметр плоскости сварки требует специального центровочного оборудования. Удержать трубы руками строго по оси, практически невозможно. Кроме того, обработка стыка также производится с помощью точной оснастки.
В домашних условиях это оборудование использовать сложно. Да и трубы такого диаметра внутри помещений не применяются. Сварка встык производится на трубопроводах диаметром от 2,5 дюймов (63,4 мм).
Недостаток такого соединения – слабая стойкость к поперечным нагрузкам. Поэтому магистральные трубопроводы обязательно должны иметь поддержку. Например, песчаную подушку или опорные подставки на небольшом расстоянии.
Если допустить свободное провисание – стык со временем разрушится.
Раструбная сварка полипропиленовых труб
Это основной способ соединения, применяемый при прокладке внутридомовых систем. На конце одной из свариваемых труб, имеет раструб, внутренний диаметр которого соответствует наружному размеру трубы. Это может быть муфта, фитинг, или готовая отформовка трубы.
Между соединяемыми заготовками помещается нагревательный элемент. Чаще всего применяется специальный паяльник с массивной плоской поверхностью (жаргонное название – утюг). По разные стороны размещаются насадки, соответствующие размерам трубы.
Наружная часть тонкой трубы нагревается с помощью муфты. Заготовка вставляется внутрь. Внутренняя часть раструба (муфты, фитинга) разогревается на дорне. Заготовка нанизывается на разогретый наконечник, время нагрева полипропиленовых труб определено для разных диаметров в секундах.
Таблица расчета времени сварки полипропиленовых труб
| Наружный диаметр трубы (мм) | Глубина раструба (мм) | Время нагрева на паяльнике (сек) | Сохранение подвижности полипропилена (сек) | Время остывания соединения (мин) |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
По истечении установленного времени, трубы немедленно снимаются с нагревателя

В течение времени сохранения подвижности соединение можно перемещать для подгонки, только на небольшое расстояние. Затем необходимо удерживать трубы в неподвижном состоянии 10-15 сек. Нормальную нагрузку соединение может переносить после полного остывания.
Информация: Для того чтобы заготовка не прилипала к поверхности нагревательной муфты и дорна, поверхность насадок покрывается тефлоном.
Помимо специального паяльника, может применяться фен для сварки полипропилена. Принцип действия тот же – разогреть тефлоновые насадки для размягчения трубы.
Любой соединительный элемент (тройник, уголок, муфта) имеет раструб с указанным внутренним диаметром. Поэтому при покупке оснастки для полипропиленовых труб уточняйте совместимость с магистралью.
Если возникает необходимость соединения пластиковой трубы с металлической, или присоединения к магистрали элемента системы (радиатор отопления, вентиль и пр.), применяются фитинги-переходники. Эти элементы с одной стороны имеют раструб для сварного соединения, и с другой стороны – герметично впаянную врезку с резьбой.

Важно! Преимущество раструбной сварки в надежности и прочности соединения. Благодаря глубине проникновения заготовки в раструб, достигается высокая устойчивость к поперечным нагрузкам.
Недостаток – громоздкость соединительных элементов, невысокая эстетика. Эта проблема нивелируется малым диаметром трубы и грамотным подбором цвета материала.
Электросварные муфты
Прогрессивная технология, объединяющая в себе достоинства двух вышеперечисленных способов. Предназначение – сборка и ремонт магистральных трубопроводов. Суть метода в том, что соединительная муфта имеет в своем составе нагревательную спираль. После ввода труб в раструбы муфты, к спирали (с помощью выведенных контактов) подключаются электроды от сварочного аппарата.
Материал на всей поверхности стыка плавится, происходит полифузия. Трубы и муфта превращаются в монолитный кусок полипропилена. Соединение настолько прочное, что не требует дополнительного поддерживающего оборудование.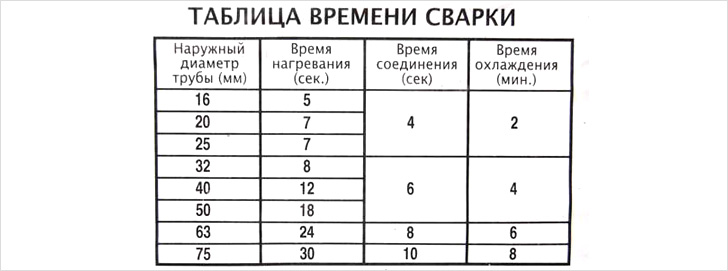 Участок трубы с муфтой имеет такие же несущие свойства, как и цельная труба.
Участок трубы с муфтой имеет такие же несущие свойства, как и цельная труба.
Для особо надежных соединений применяется метод активного обжима. Муфта представляет собой сэндвич. Внутренний слой (с интегрированной нагревательной обмоткой), выполнен из такого же полипропилена, как и магистральная труба. Снаружи на него надевается (на стадии производства) обжимающий рукав, создающий давление вокруг муфты.
Когда внутренний слой под действием высокой температуры размягчается, он прижимается к поверхности трубы, не оставляя даже микроскопических трещин.
Сварочный аппарат, или блок питания, подает электрический ток на контакты, со строго заданными параметрами. «Продвинутые» сварочники могут считывать параметры муфты со штрихкода (он обязательно наносится на муфту), и самостоятельно рассчитывают напряжение и силу тока, а также продолжительность нагрева.
Более простые блоки питания работают в ручном режиме – оператор сам задает параметры.
Как и фитинги для труб малого диаметра, сварочные муфты имеют различные варианты исполнения, и габаритные размеры.
Итог:
Технологии разнообразны не только по способу соединения, но и по стоимости оборудования. Для домашнего применения подойдет паяльник или фен с насадками. А при выборе бригады для восстановления магистрального водовода, вы сможете проконтролировать, какой способ используется.
Welding temperatures – Orbi-Tech
| Material | Dichte | Erweichungstemperatur | Erweichungstemperatur | Zugfestigkeit | Streckdehnung | E-Modul | E-Modul | Schweißtemperatur | Trocknen | Trocknen | Швайссдрахт | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| АБС | 1,05 г/см 3 | 100 °C | 100 | 45 MPa | 2,6 % | 2.190 MPa | 2190 | 255 – 310 °C | 85 °C 2-5 h | 85 | Shop | ||||||||||
| smartABS | 1,09 g/cm 3 | 100 °C | 100 | 40 MPa | 2,7 % | 2. 040 MPa 040 MPa | 2040 | 255 – 300 °C | 80 °C 2-3 ч | 80 | |||||||||||
| АБС/ПК | 1,1 г/см 3 | 110 ° C | 100 | 55 МПа | 50 % | 2,590 МПа | 2590 | 275 – 320 ° C | 2590 | 275 – 320 ° C | 2590 | 275 – 320 ° C | 275 – 320 ° C | 275 – 320 ° C | 275 – 320 ° C | 275 – 320 ° C | |||||
| ASA | 1,07 g/cm 3 | 110 °C | 110 | 55 MPa | 3,5 % | 2.590 MPa | 2590 | 255 – 310 °C | 85 °C 2-4 ч | 85 | Магазин | ||||||||||
| HiPS | 1,04 g/cm 3 | 95 °C | 95 | 25 MPa | 1,5 % | 1.990 MPa | 1990 | 255 – 300 °C | 80 °C 2-3 часа | 80 | Магазин | ||||||||||
| Moldlay | 1,18 g/cm 3 | 55 °C | 55 | 20 % | 1. 950 MPa 950 MPa | 1950 | 70 °C 1-3 h | 70 | |||||||||||||
| Nylon / PA | 1,01 g/cm 3 | 140 °C | 140 | 40 MPa | 5,0 % | 1.390 MPa | 1390 | 265 – 320 °C | 85 °C 3-5 ч | 85 | Магазин | ||||||||||
| PC | 1,2 g/cm 3 | 140 °C | 140 | 65 MPa | 6,0 % | 2.390 MPa | 2390 | 275–310 °C | 120 °C 4 часа | 120 | Магазин | ||||||||||
| PE | 0,95 g/cm 3 | 70 °C B | 70 | 22 Mpa | 10 % | 1.000 MPa | 1000 | 245 – 285 °C | Магазин | ||||||||||||
| PET | 1,29 г/см 3 | 78 ° C | 78 | 50 МПа | 4,0 % | 2,970PA | 00352970 | 245–285 °C | 70 °C 6 ч | 70 | |||||||||||
| PP | 0,9 g/cm 3 | 140 °C | 140 | 20 MPa | 50 % | 1.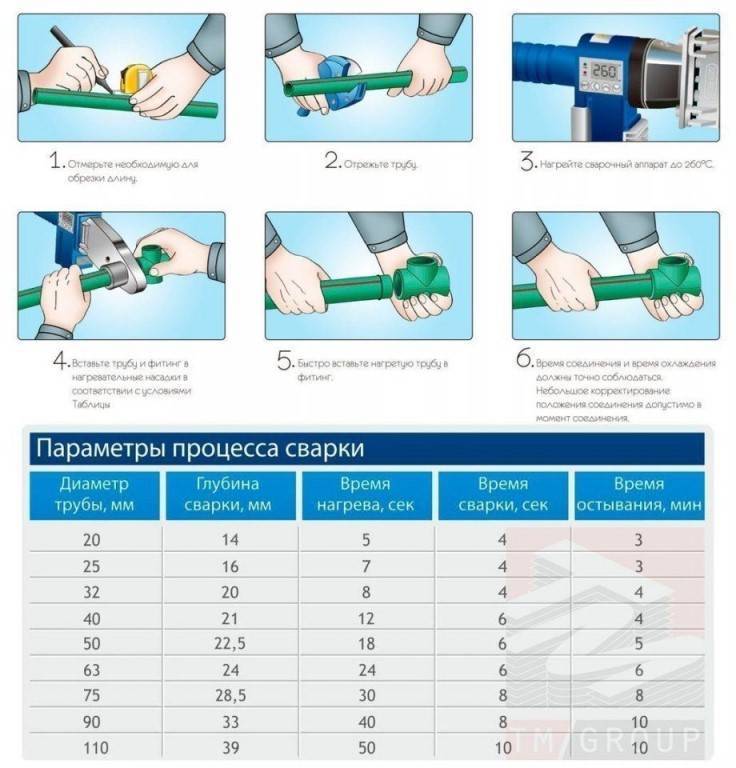 140 MPa 140 MPa | 1140 | 250 – 285 °C | Магазин | ||||||||||||
| ПВХ | 1,4 г/см 3 | 74 °C B | 74 | 58 МПа | 9004 3 9004 9,03 %00353300 | 250–280 °C | 70 °C 1–3 ч | 70 | Магазин | ||||||||||||
| TPE | 0,97 g/cm 3 | 250 – 270 °C | 80 °C 2-4 h | 80 | Shop | ||||||||||||||||
| TPU | 1,2 г/см 3 | 40 МПа | 600 % | 12 МПа | 12 | 250 -270 ° C | 12 | 250 -270 -270 ° C | 12 | 250 -270 ° C | 12 | .0034 100 °C 1-2 ч100 |
Какие пластики подходят для сварки?
Материалы из одного и того же пластика и из разных пластиков можно соединять различными способами. Сварка, например, является обычным процессом соединения; особенно когда клеевое соединение не гарантирует достаточного или долговечного соединения. Сварка пластика — это не поверхностное соединение; это интенсивная, материальная связь. Однако это работает только для так называемых термопластичных материалов (которым можно придавать форму при воздействии тепла).0423
Сварка, например, является обычным процессом соединения; особенно когда клеевое соединение не гарантирует достаточного или долговечного соединения. Сварка пластика — это не поверхностное соединение; это интенсивная, материальная связь. Однако это работает только для так называемых термопластичных материалов (которым можно придавать форму при воздействии тепла).0423
- Термопластичные материалы: в основном состоят из линейных молекулярных цепей, которые скользят друг относительно друга при воздействии тепла и делают пластик податливым и поддающимся сварке.
- Эластомеры: состоят из молекулярных цепей с крупными ячейками, которые возвращаются в исходное состояние, как только снижается температура. Следовательно, формование с помощью процесса сварки невозможно.
- Термореактивные смолы: состоят из плотных молекулярных цепей. Тепло разрушает их структуру, а это означает, что плавление и сварка невозможны.
Однородно (равномерно) свариваются только одинаковые термопласты. Кроме ПТФЭ, можно сваривать все термопластичные материалы. Тем не менее, между пластиками существуют различия в зависимости от материала:
Кроме ПТФЭ, можно сваривать все термопластичные материалы. Тем не менее, между пластиками существуют различия в зависимости от материала:
- ABS (акрилонитрил-бутадиен-стирол)
Хорошо и легко сваривается. Температура сварки составляет от 270 до 310 °C. - PS (полистирол )
Также хорошо и легко сваривается. Температура сварки составляет от 270 до 310 °C. - ПП (полипропилен )
Особое внимание следует уделить температуре и продолжительности нагрева, так как ПП очень быстро горит. Температура сварки составляет от 230 до 280 °C. - ПЭ (полиэтилен)
Хорошо и легко сваривается, но не склеивается с помощью обычных клеев. Температура сварки составляет от 220 до 280 °C. - ПВХ (поливинилхлорид)
Особое внимание следует уделить температуре и продолжительности нагревания, так как ПВХ очень быстро горит и образует соляную кислоту. Температура сварки составляет от 250 до 280 °C. - ПММА (полиметилметакрилат)
В просторечии известен как акриловое стекло. Можно сварить хорошо и легко. Температура сварки составляет от 120 до 180 °C. - ПК (поликарбонат)
Также хорошо и легко сваривается. Температура сварки составляет от 270 до 310 °C.
 Температура сварки составляет от 250 до 280 °C.
Температура сварки составляет от 250 до 280 °C.Свойства материалов играют важную роль, когда речь идет о точном и эффективном процессе сварки:
Модуль эластичности (e-modul)
Описывает растяжение и расширение пластика при приложении силы. Чем больше Е-модуль, тем лучше звукопроводимость материала.
Демпфирование
Описывает степень, в которой пластик поглощает и преобразует механические вибрации. JЧем больше демпфирование, тем интенсивнее выделение тепла, так как больше энергии вибрации превращается в тепло.
Температура плавления
Точка, при которой материал переходит из твердого состояния в жидкое.
Он определяет, сколько тепла требуется для процесса сварки.Вязкость расплава
Насколько быстро может течь расплавленная часть пластика. Более вязкий расплав с большей вероятностью останется в зоне соединения, и процесс будет более равномерным.
 Он определяет, сколько тепла требуется для процесса сварки.
Он определяет, сколько тепла требуется для процесса сварки.Различные внешние факторы могут влиять на свариваемость пластмасс:
- Добавки, такие как противопожарные: Добавки защищают пластмассы от разрушения, вызванного внешними воздействиями. Однако это также означает, что добавки затрудняют обработку пластика с помощью ультразвука.
- Влага (особенно для полиамидов): Если пластик имеет высокий уровень влажности, он может испаряться во время сварки. Это приводит к образованию пузырьков газа в зоне стыка, а затем к пористым сварным швам.
- Стекловолокно: повышает жесткость, ударную вязкость и прочность пластика, тем самым улучшая звукопроводимость, особенно у полукристаллических пластиков.
- Стеклянные шарики: Повышают сопротивление пластика давлению, тем самым улучшая звукопроводимость, особенно в полукристаллическом пластике.
