Как правильно вести электрод при сварке
Содержание
- Положение относительно заготовки
- Направление движения
- Движения при формировании шва
- Длина дуги
- Скорость движения
Умение грамотно выбирать технику сварки: положение, скорость и направление движения электрода приходит с практикой. Чем опытнее сварщик, тем точнее он подбирает параметры и увереннее работает, что обеспечивает хорошую производительность, форму и качество шва.
Рассматриваем подробно, как правильно вести электрод при сварке инвертором, и на что влияют угол наклона, длина дуги, скорость и направление.
Положение относительно заготовки
Электрод подводят к заготовке в двух основных положениях: практически вертикально или под углом. Второе положение используют чаще. Вертикально электрод могут устанавливать при сварке в позиции PF или В1 — вертикально, снизу вверх.
Угол между электродом и поверхностью заготовки — от 30 до 450. При тавровых, угловых соединениях, сварке внахлест уклон в 450 обеспечивает симметричную «лодочку». Она гарантирует одинаковое расплавление кромок, отсутствие подрезов и отлично сформированный шов.
При тавровых, угловых соединениях, сварке внахлест уклон в 450 обеспечивает симметричную «лодочку». Она гарантирует одинаковое расплавление кромок, отсутствие подрезов и отлично сформированный шов.
Однако из-за особенностей доступа движение сварочного электрода может быть и под меньшим углом, что приводит к несимметричной «лодочке». Это не мешает сварке узла, расчетам шва и не изменяет расчетных характеристик.
Направление движения
Электрод можно вести двумя способами. Выбирают оптимальное, исходя из положения сварки и толщины металла.
Первая техника — углом вперед. Расположенный под уклоном электрод вы двигаете острым углом вперед в направлении «от себя». При этом держак оборудования фактически следует за электродом. Это способ используют, когда нужна меньшая глубина провара: например для потолочных стыков, корневых швов, тонкого металла.
Вторая техника — углом назад. Вы двигаете электрод острым углом по направлению «к себе». Электрод следует за держаком. Такой способ более удобен, так как обеспечивает хороший обзор, облегчает контроль сварочной ванны и снижает риск затекания шлака. Его применяют для сварки угловых, тавровых соединений в нижнем, горизонтальном положениях. Провар глубже, но шов уже.
Такой способ более удобен, так как обеспечивает хороший обзор, облегчает контроль сварочной ванны и снижает риск затекания шлака. Его применяют для сварки угловых, тавровых соединений в нижнем, горизонтальном положениях. Провар глубже, но шов уже.
Для вертикальных позиций движение электрода при сварке выбирают наоборот. Здесь удобнее сваривать углом вперед и тонкие, и толстые заготовки. При такой технике и движении на подъем застывший металл шва удерживает последующие расплавленные капли.
Движения при формировании шва
Помимо того, как вести электрод при сварке: углом к себе или от себя, значение имеют и движения его конца. Относительно центральной линии шва можно выполнять движения по разным траекториям:
- полумесяцем — позволяет формировать ровные по высоте и ширине валики, контролировать ширину шва;
- треугольником или елочкой — улучшает провар корня, используется при сварке толстого металла и швов с катетом от 6 мм;
- елочкой с задержкой в корне — обеспечивает ещё более глубокое проплавление при работе с толстостенными заготовками;
- зигзагом — помогает наплавлять уширенные валики, применяется при стыковых соединениях;
- петлями различной конфигурации — дают хороший прогрев и провар свариваемых кромок.


Выбор траектории обусловлен типом заготовки, шва, позицией сварки и зависит от навыков сварщика.
Длина дуги
Характеристики дуги — ещё один фактор, от которого зависит качество шва. Во время сварки нужно правильно выбирать длину дуги и поддерживать её, равномерно ведя электрод.
Основное условие для правильной ММА сварки — длина электрической дуги должна быть примерно равна диаметру электрода. Под ней понимают расстояние от электрода до кромки кратера.
Короткая дуга дает мелкокапельный перенос металла, минимум брызг, ровный и качественный шов. Основными электродами нужно работать на более короткой дуге, чем при использовании рутиловых. Поэтому вести их необходимо под большим углом к заготовке. Кроме того, потолочные стыки сваривают исключительно на короткой дуге, чтобы обеспечить минимальный объем ванны и исключить вытекание расплавленного металла.
Чтобы удерживать длину можно опираться «козырьком» электрода о край сварочной ванны. Помимо этого, при работе важно занимать устойчивое положение и не сжимать сильно держатель, чтобы у вас был упор, а рука не дрожала от напряжения.
Скорость движения
Качество шва обуславливают не только положение и движение, но и то, как ведут электрод при сварке — медленно или быстро.
Скорость подбирают, исходя из толщины заготовки и электрода, пространственной позиции и силы тока.
Низкая скорость уменьшает производительность работы. Из-за медленного движения электрода металл перегревается, что приводит к сквозному прожиганию. Это характерно для тонколистовых заготовок.
Если вести электрод слишком быстро, то металл может не успеть проплавиться на нужную глубину. В результате появляются непровары, снижающие надежность соединения.
Техника сварки электродом: перемещение и угол наклона электрода
Содержание
Сварка покрытыми электродами очень сложный процесс, так как нужно не только правильно подобрать режимы сварки, но производить манипуляции с электродом. Всё это усложняет процесс сварки. Исходя из этого, становится понятно, что техника сварки электродом довольно сложна и требует многочасовой практики.
Прежде чем приступать к изучению на практике технику сварки электродом, нужно сперва подготовить поверхность металла. Поверхность металла должна быть полностью очищена от грязи, ржавчины, масла и других загрязнений. Как качественно очистить поверхность метала, можно прочесть в этой статье.
Далее нужно правильно настроить силу тока. Сила тока подбирается в зависимости от марки и диаметра электрода. Точные режимы сварки можно узнать на пачке электродов. Поэтому техника сварки электродом включает в себя не только умения перемещать электрод, а ещё настройку сварочного тока и выбор полярности.
Прежде чем начать изучать технику ручной дуговой сварки покрытыми электродами, необходимо научится зажигать дугу. Зажигание дуги, или как ежё говорят возбуждение дуги, должно происходить плавно перед самой сваркой. Без зажженной дуги процесс сварки невозможен.
Зажигание дуги происходит при замыкании металлического стержня электрода с поверхностью металла. При этом электрод нужно не просто замкнуть с металлом, а при появлении сварочной дуги, быстро его отвести от металла. Такое прикосновение должно быть быстрым и плавным. Если это сделать медленно, электрод обязательно «прилипнет» к изделию.
Такое прикосновение должно быть быстрым и плавным. Если это сделать медленно, электрод обязательно «прилипнет» к изделию.
Для тех, кто только начал осваивать технику сварки электродом, такой способ может показаться очень сложным. Поэтому зажигать дугу можно чирканьем электрода. Без большой амплитуды нужно провести кончиком электрода по изделию. Такой способ напоминает зажигание спички.
Если электрод «прилип», необходимо движением электрододержателя влево и вправо «отломать» его от металла. Ни в коем случае не нужно выдёргивать его на себя. Только раскачивание электрода в стороны поможет вам его оторвать.
Чтобы зажжённая дуга не оборвалась, необходимо обеспечить определённый зазор между металлом и электродом. Между этим зазором горит дуга.
Длина дуги должна быть в пределах от 2 до 6 мм. Оптимальная длина дуги выбирается от способа сварки, положения электрода в пространстве, диаметра электрода и многих других факторов.
Как только дуга зажглась, начинается расплавление металла на кончике электрода.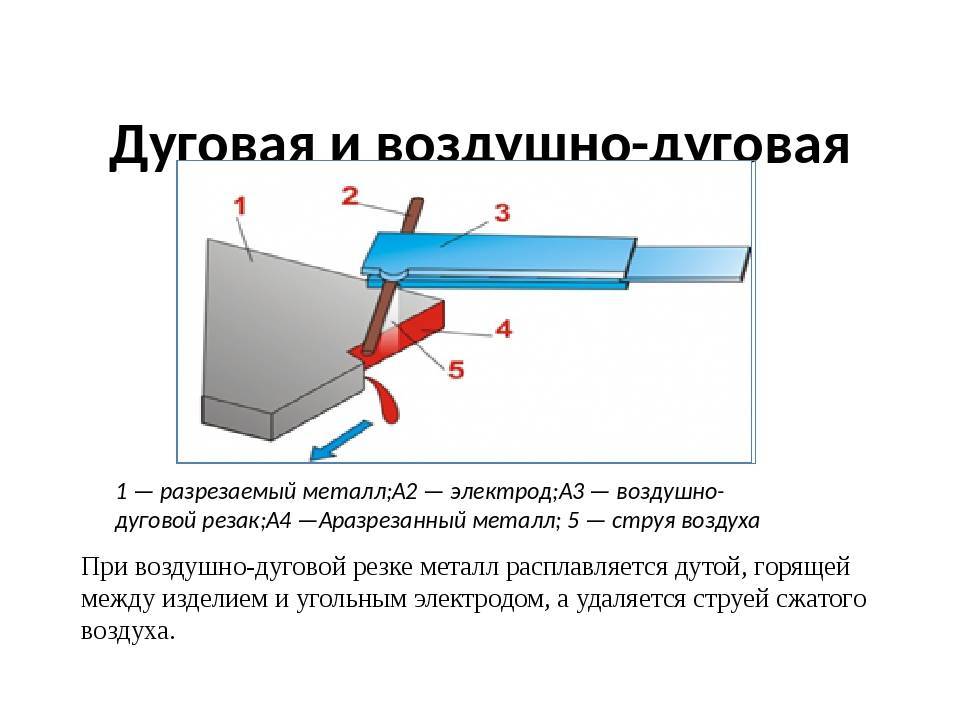 Далее необходимо направить электрод на участок металла, который будет свариваться. При этом нужно выбрать оптимальную длину дуги. Оптимальная дина дуги считается та, которая не гаснет и формирует шов правильной формы.
Далее необходимо направить электрод на участок металла, который будет свариваться. При этом нужно выбрать оптимальную длину дуги. Оптимальная дина дуги считается та, которая не гаснет и формирует шов правильной формы.
Для получения качественного сварного шва, нужна «устойчивая» дуга. Такая дуга должна быть оптимальной длины. При короткой дуге электрод будет прилипать и тухнуть. При длинной дуге – постоянный обрыв, непровар металла, некачественное формирование шва. Происходит сильное разбрызгивание расплавленного металла. Шов может содержать поры.
При выполнении сварочных работ покрытыми электродами, часто приходится останавливать процесс сварки. Причины здесь могут быть разные: смена и прилипание электрода или просто прекращение работы. На месте обрыва, особенно при неправильном завершении процесса сварки, возникает кратер. Это углубление в металле обязательно нужно заполнить и сверху перекрыть новым швом. Поэтому повторное зажигание дуги производится перед кратером, на целом участке шва. Для этого нужно залезть на 10 – 12 мм шва перед кратером. Такая техника сварки электродом должна всегда выполняться сварщиком при обрыве дуги.
Для этого нужно залезть на 10 – 12 мм шва перед кратером. Такая техника сварки электродом должна всегда выполняться сварщиком при обрыве дуги.
Чтобы избежать образования кратеров, нужно при окончании работы задержать электрод на месте 1-2 секунды. После этого сместится назад на 5 мм и резко убрать электрод.
Перемещение электрода при сварке
Очень важно при выполнении сварочных работ, выбрать правильное положение и правильно перемещать электрод при сварке.
При сварке покрытыми электродами, следует выполнять следующие движения электродом:
- Движение спиралью вокруг оси. При этом электрод перемещается параллельно центральной линии. Скорость должна соответствовать скорости расплавления электрода. Применяется для соединения тонкостенного металла и провара корня шва.
- Перемещение вдоль основной линии шва. Также как и в первом случае, скорость выбирается от характеристик электрода и должна соответствовать скорости его расплавления. Применяется для соединения тонкостенного металла и провара корня шва.
- Сварка выполняется по ширине шва. В зависимости от скорости перемещения будет меняться величина чешуек шва. Применяется для заварки разделок большой формы.
 Применяется для соединения тонкостенного металла и провара корня шва.
Применяется для соединения тонкостенного металла и провара корня шва.
Кроме поступательных движений, следует правильно выбрать направление сварки. При этом, варить можно как по направлению слева на права, так и наоборот – справа налево. Причём угол наклона электрода может быть на себя и от себя в зависимости от особенности и положения узла.
В первых двух случаях, скорость сварки можно подобрать по следующей формуле: (1,0-1,5)dэ, где:
Dэ – диаметр электродного стержня.
В третьем случае, перемещение электрода осуществляется по определённой траектории. Движение осуществляется по всей ширине разделки металла и перемещается вдоль шва.
Скорость сварки можно подобрать по следующей формуле: (1,5-5,0)dэ, где:
Dэ – диаметр электродного стержня.
При большой толщине металла, можно создать более широкий валик, перемещая электрод из стороны в сторону. Такие движения создают чешуйки, которые накладываются друг на друга, формируя при этом прочный шов. Такое движение должно быть плавным без резких рывков.
Не нужно за один проход стараться такими манипуляциями заварить широкую разделку. Особенно это касается «закрытие» разделки последним швом. Для этого лучше всего сделать несколько проходов параллельно друг друга.
Особенно сложно варить вертикальные швы. При сварке вертикальных швов основное внимание следует уделять сварке боковых сторон стыка. Перемещение электрода при сварке посередине стыка, должно быть с такой скоростью, чтобы успевал формироваться валик шва. Необходимо делать паузу с каждой стороны стыка. Это даст расплавленному металлу застыть.
Выбирая скорость сварки нужно помнить одно. Если скорость движения слишком большая, то проплавление уменьшится. В таком случае разделка не полностью заполнится.
Скорость сварки должна быть оптимальной, чтобы расплавлялся не только электрод, но и основной металл.
Наклон электрода при сварке
Как уже выше говорилось, наклон электрода может быть на себя и от себя. Величина наклона электрода в первую очередь зависит от особенности разделки металла. В зависимости от разделки металла угол может меняться от 30° — 60°. В некоторых случаях электрод держится перпендикулярно свариваемой поверхности.
При наклоне электрода «углом вперёд» производится большинство сварочных работ. При таком наклоне, формируется качественный шов, так как расплавленный металл не смешивается со шлаком застывшего металла. Шлак, который всё же попал в ванну, вытесняется в сторону расплавленным металлом.
При уменьшении наклона, количество шлака попавшего в расплавленную ванну значительно уменьшается.
Наклон «углом вперед» применяется в тех случаях, когда не нужно глубокое проплавление основного металла. Также такой способ сварки подойдёт для сварки потолочных и вертикальных швов.
При наклоне электрода «углом назад», очень сложно выбрать оптимальную скорость перемещения. Происходит вытеснение шлака из сварочной ванны. Шлак шва может смешиваться с расплавленным металлом при низкой скорости сварки. Поэтому нужно выбрать оптимальную скорость перемещения. При таком угле наклона, происходит сильный перегрев металла. Поэтому, таким способом можно проваривают корень шва металла большой толщины.
Под углом 90° (перпендикулярно) производится сварка в тех случаях, когда выбрать более острый угол невозможно. Проплавление металла при таком способе очень маленькое.
Заключение:
Каждый сварщик должен развивать свой собственный стиль сварки. Для этого необходимо изучать методы работы других людей и много практиковаться.
5 шагов к совершенствованию технологии сварки электродом
Сварка электродом, также известная как «дуговая сварка» или SMAW, очень распространена среди начинающих сварщиков. В отличие от сварки MIG и TIG, защитный газ не требуется. Это делает его относительно недорогим и упрощает сварку в любых условиях. Если вы только учитесь сварке электродом или уже много лет занимаетесь сваркой, помните об этих пяти советах по сварке электродом в следующий раз, когда будете зажигать дугу.
Это делает его относительно недорогим и упрощает сварку в любых условиях. Если вы только учитесь сварке электродом или уже много лет занимаетесь сваркой, помните об этих пяти советах по сварке электродом в следующий раз, когда будете зажигать дугу.
Шаг 1: Настройка машины
Убедитесь, что ваша машина настроена правильно. Разные электроды для сварки в стержнях предназначены для сварки с разными настройками. Электрод, который вы используете, определяет, используете ли вы положительный постоянный ток (DCEP), отрицательный постоянный ток (DCEN) или переменный ток (переменный ток). Некоторые машины могут выполнять сварку только в одном или двух из этих режимов, поэтому убедитесь, что вы выбрали стержень, совместимый с вашей машиной.
Каждый тип тока дает разные характеристики дуги и должен использоваться для разных целей. DC+ хорош при сварке более толстых материалов, потому что он обеспечивает большее проплавление, чем DC- и AC. Постоянный и переменный ток, наоборот, хороши при сварке тонкого материала из-за меньшего провара при той же силе тока.
Теперь, когда ток вашей машины установлен, пришло время установить силу тока машины. Хорошей отправной точкой является диаметр электрода 1 ампер / 0,001 дюйма. Это ТОЛЬКО отправная точка, однако она должна привести вас к приблизительному пониманию. Отсюда вы можете увеличить или уменьшить силу тока в зависимости от желаемых характеристик дуги.
Шаг 2. Длина дуги имеет ключевое значение
При сварке электродом мало что важнее длины дуги. Длина дуги – это расстояние между электродом и заготовкой. Сварка стержнем — это то, что известно как процесс сварки «постоянным током». Это означает, что, как и во всех процессах сварки CC, длина дуги определяет сварочное напряжение. Когда вы учитесь выполнять сварку стержнем, абсолютно необходимо научиться поддерживать постоянную длину дуги. Хорошее эмпирическое правило — поддерживать длину дуги такой же, как диаметр электрода. Если вы обнаружите, что ваш электрод прилипает к заготовке, длина дуги слишком мала. Если вы получаете чрезмерное разбрызгивание или подрезку, длина дуги, вероятно, слишком велика.
Если вы получаете чрезмерное разбрызгивание или подрезку, длина дуги, вероятно, слишком велика.
Шаг 3. Если есть шлак, перетащите
Если вы когда-нибудь посещали уроки сварки, вы, возможно, слышали советы по сварке, например: «Если есть шлак, перетащите». Это относится к направлению движения и углу электрода. Вообще говоря, угол сопротивления (или растяжения) от 10 до 15 градусов при сварке электродом дает наилучшие результаты. В некоторых приложениях, таких как вертикальные, это не так, но это более сложный урок для будущей статьи.
Шаг 4. Работа с электродом
Некоторые сварщики предпочитают ровную линию, в то время как другие предпочитают движение «хлыст и пауза». Сварка — это искусство, и вам решать экспериментировать с различными методами и решать, что лучше всего подходит для вас. Если в том, что вы пытаетесь сварить, есть зазор, вы можете попробовать небольшое переплетение.
Шаг 5: Скорость передвижения
Наконец, что не менее важно, это скорость передвижения. Если вы применили все эти методы сварки, но все равно получаете некрасивые, неэффективные сварные швы; взгляните на скорость вашего движения. Скорость перемещения определяет, сколько металла наносится на заготовку, а также сколько тепла передается ей (наряду с силой тока). Как только вы ударите по дуге, постарайтесь удержать дугу на переднем крае лужи, не опережая ее. Это должно дать вам желаемую скорость перемещения в большинстве приложений. Если вы замечаете, что ваши сварные швы тонкие и скрученные, значит, скорость перемещения слишком высока. Если вы заметили, что ваши сварные швы широкие и плоские, вы, вероятно, едете слишком медленно.
Если вы применили все эти методы сварки, но все равно получаете некрасивые, неэффективные сварные швы; взгляните на скорость вашего движения. Скорость перемещения определяет, сколько металла наносится на заготовку, а также сколько тепла передается ей (наряду с силой тока). Как только вы ударите по дуге, постарайтесь удержать дугу на переднем крае лужи, не опережая ее. Это должно дать вам желаемую скорость перемещения в большинстве приложений. Если вы замечаете, что ваши сварные швы тонкие и скрученные, значит, скорость перемещения слишком высока. Если вы заметили, что ваши сварные швы широкие и плоские, вы, вероятно, едете слишком медленно.
Итак, у вас есть пять основных шагов для получения качественных сварных швов. Внедрите эти методы сварки электродами, и вы уже на пути к тому, чтобы стать мастером сварки электродами.
Не забудьте подписаться на @everlastwelders на Instagram и на EverlastWeldersUSA на Facebook .
Советы по дуговой сварке
Вот несколько простых советов и методов дуговой сварки, которые вы можете использовать, чтобы улучшить свои навыки дуговой сварки. Давай начнем.
Кстати, при сварке обязательно наденьте качественные перчатки, каску, чистые качественные линзы в каске и защитные очки.
Когда вы зажигаете удочку, убедитесь, что вам удобно. Нет ничего хуже, чем получить тендинит или тоннель плодолистика.
Я знаю, потому что он у меня есть, и я хотел бы немного лучше следовать некоторым эргономическим положениям.
Метод царапания для запуска дуги (также известный как чистка щеткой):
Поцарапайте стержень на металле и верните стержень, чтобы начать расплавление сварочной ванны, чтобы начать сварку.
Техника постукивания для запуска дуги!
Вы также можете использовать метод постукивания, чтобы запустить дугу. Вот как это работает. Вам нужно держать сварочный стержень под углом 90 градусов к основному металлу.
Вы запускаете дугу, постукивая ею по металлической поверхности. После того, как вы постучите по нему, вы поднимете его примерно на расстояние, равное диаметру сварочного стержня. Итак, если у вас есть 1/8-дюймовый стержень, вы держите его примерно на 1/8 дюйма от поверхности.
Вы также можете «отбивать» сварочный стержень, а не постукивать по нему.
Вы поймете, что у вас есть дуга, когда услышите отчетливый звук сварки палочкой, который представляет собой треск.
Ваш сварочный электрод заедает?
Независимо от того, используете ли вы постукивание или царапанье для зажигания дуги, вы можете обнаружить, что сварочный стержень прилипает, когда вы вытаскиваете его, чтобы начать сварку. Чтобы освободить сварочный стержень, вы можете сделать движение запястьем в сторону.
Если это не сработает, вам придется выключить дуговую сварку или вынуть сварочный стержень из держателя. Затем используйте отбойный молоток, чтобы отделить стержень от материала.
В дуговой сварке все дело в луже!
Когда
вы начинаете сварочную ванну, убедитесь, что дуговой промежуток стабилен, и установите
ваши настройки силы тока на правильном уровне, чтобы обеспечить
сварочная лужа, чтобы распространиться.
Сварочная ванна, расплавленная
металла, будет следовать за теплом, выделяемым вашей дугой. Так что избегайте подрезки
путем заполнения и по краям вашего материала.
Простой, но хороший совет по дуговой сварке — добавить немного присадочного металла в сварочную ванну, прежде чем вынимать его и возвращать обратно на сварной шов.
Всегда
следите за сварочной ванной, потому что хороший сварной шов всегда
достигается путем сосредоточения внимания на том, что происходит в нем. Пока вы свариваете
вам нужно будет контролировать, сколько наполнителя вы будете использовать и контролировать
сколько тепла выделяется, что полностью влияет на сварку
лужа.
Чего вы не хотите делать, так это смотреть прямо на стержень
или свет. Но то, что вы действительно хотите сделать, это сосредоточить свое внимание на
расплавленный металл или сварочная ванна (другие называют ее сварочной ванной).
Но то, что вы действительно хотите сделать, это сосредоточить свое внимание на
расплавленный металл или сварочная ванна (другие называют ее сварочной ванной).
Обратите внимание на то, сколько сварных швов у вас образуется. Следите за краями вашего сварного шва, посмотрите, насколько он плавный, и немного подкорректируйте, когда будете делать все это.
основное управление нагревом обеспечивается настройками усилителя. Усилитель настройки на вашей машине – это то, что регулирует ваш ток отправка через ваш сварочный стержень.
Если ваши настройки слишком низкие, вы обнаружите, что сварочная ванна будет образовываться только под концом сварочного стержня, как показано здесь:
Но если вы увеличите силу тока, вы будете генерировать больше тепла, а затем вы создадите ванну расплава (сварочная лужа). Вот где вы хотите, чтобы ваша лужа была:
Это
это точка, где вы сможете контролировать нарастание сварного шва, и
края вашей лужи, и начните проникать в вашу базу
металл (всегда нужна хорошая пробивка).
Хорошая сварочная ванна будет хорошо вытекать из краев сварочного стержня вот так, но не слишком сильно, потому что вы потеряете контроль над своей ванной:
Количество тепла, которое вы хотите произвести, изменится, когда произойдет следующее:
- Изменится толщина металла.
- Изменение позиции сварки
Как Я упоминал выше, вы должны следить за лужей. И что вы хотите наблюдайте, как сварочная ванна течет по обеим сторонам вашей сварки стержень.
При увеличении силы тока сварной шов будет расширяться и проникать глубже.
Если вы слишком сильно увеличиваете температуру, вы не сможете контролировать лужа. Итак, что вы хотите сделать, это поиграть с силой тока настройки до точки, где вы обнаружите, что вы получаете гладкие сварные швы при этом получая хорошее проникновение.
Другими словами, вы хотите, чтобы амперы были как можно выше, но не настолько, чтобы лужу было трудно контролировать.
Наконечники стержней для дуговой сварки, типы и их сварочные ванны:
Сварочные стержни покрыты флюсом, и эти стержни входят в
разные диаметры и разные характеристики
влияет на то, как выглядит ваша сварочная ванна.
6010 и 6011 Стержни – видна сварочная ванна:
6013 Стержни – Шлак покрывает край вашей лужи. Но сварочная лужа виден с обеих сторон стержня, и лужа движется довольно легко:
7018 Стержни — шлак покроет всю сварочную ванну.
Однако при использовании сварочных электродов 7018 вы хотите видеть, как лужа стекает по бокам вашего электрода, а также затвердевающий шлак позади него.
Кроме того, во время сварки присадочный материал затвердевает под шлаковым покрытием. Но шлак все еще расплавлен. Так что происходит то, что шлак может капать, если вы свариваете в вертикальном или горизонтальном положении.
Сварщики-новички поверят, что сварной шов слишком горячий, когда увидят капли шлака, но это не всегда так.
7018 не самый простой сварочный пруток
работать, но это требует небольшой практики, и вам нужно будет играть
вокруг с настройками силы тока, а также. Тем не менее, вы получите лучшее
общий сварной шов, если вы можете запустить его немного горячим.
Что определяет скорость нагрева металла при дуговой сварке?
Настройки силы тока дают вам только то тепло, которое вам нужно. Именно угол наклона стержней определяет, насколько быстро будет нагреваться металл.
Если ваш сварочный стержень находится под перпендикулярным углом, вы обнаружите, что расплавленный шов будет распространяться быстрее, что позволит вам сваривать быстрее скорость. Это также накладывает ограничение на то, насколько глубоко вы проникаете в материал. И это хорошо, если вы свариваете более тонкие материалы.
Вы будете
также наносить меньше присадочного металла, тем самым создавая меньший сварной шов или
у вас будет более плоский сварной шов, если есть скошенные края, когда вы используете перпендикулярный угол.
Когда вы поворачиваете сварочный стержень под углом, вы меньше нагреваете поверхность.
материал (основной металл). Это создаст возможность путешествовать по
более медленная скорость, и таким образом вы можете создать больше сварного шва (выпуклый валик).
Однако, если вы возьмете слишком большой угол, вы не получите достаточно тепла для вашего основной металл, и у вас будет более тонкая расплавленная ванна (на вид). валик будет складываться, и тогда вы потеряете контроль над сварочной ванной.
Это хороший ракурс:
Большинство времени вы сохраните тот же угол стержня для большинства суставов, предполагая, что они были хорошо подготовлены с хорошей подгонкой. Однако бывают случаи, когда вам нужно будет изменить угол вашего стержня.
Например, вы можете нужно восполнить пробел. Таким образом, вы сделаете больший угол, который замедлит вашей скорости передвижения, и, следовательно, вы поместите больше металла в зазор. А затем вы вернетесь к исходному углу, чтобы завершить сварка.
Для изменения и контроля угла наклона удилища требуется немного немного практики. Тем не менее, вы поправитесь, быстрее, если вы можете остаться расслабился.
Основной целью здесь является удержание расплавленной сварочной ванны в
единый размер на протяжении всей сварки. И неважно, если ты
наклоняя стержень для создания наплавленного металла, или если вам нужно
сгладить бусинку, приняв более перпендикулярный угол. Вы всегда должны
поддерживать размер лужи со скоростью движения.
И неважно, если ты
наклоняя стержень для создания наплавленного металла, или если вам нужно
сгладить бусинку, приняв более перпендикулярный угол. Вы всегда должны
поддерживать размер лужи со скоростью движения.
Подробнее о дуговом зазоре!
расстояние между металлом и кончиком сварочного стержня после того, как дуга удар, называется дуговым разрядником. И сварочные аппараты для дуговой сварки (дуговая сварка машины) используют источник питания постоянного тока. Поэтому, когда сила тока Установите напряжение, которое изменяется при поддержании дуги.
Вы не хотите, чтобы ваш дуговой промежуток был слишком коротким или слишком длинным. Но можно использовать маленькие регулировка длины дуги для контроля сварочной ванны.
Обычно
говоря, средний дуговой промежуток хорош для наращивания сварного шва.
И наоборот, короткая длина дугового промежутка ограничит нагрев расплавленного металла, который в очередь охлаждает его.
7018 Стержень для дуговой сварки Совет: При использовании стержня 7018 более короткий дуговой промежуток может подойти, если требуется наращивание сварного шва.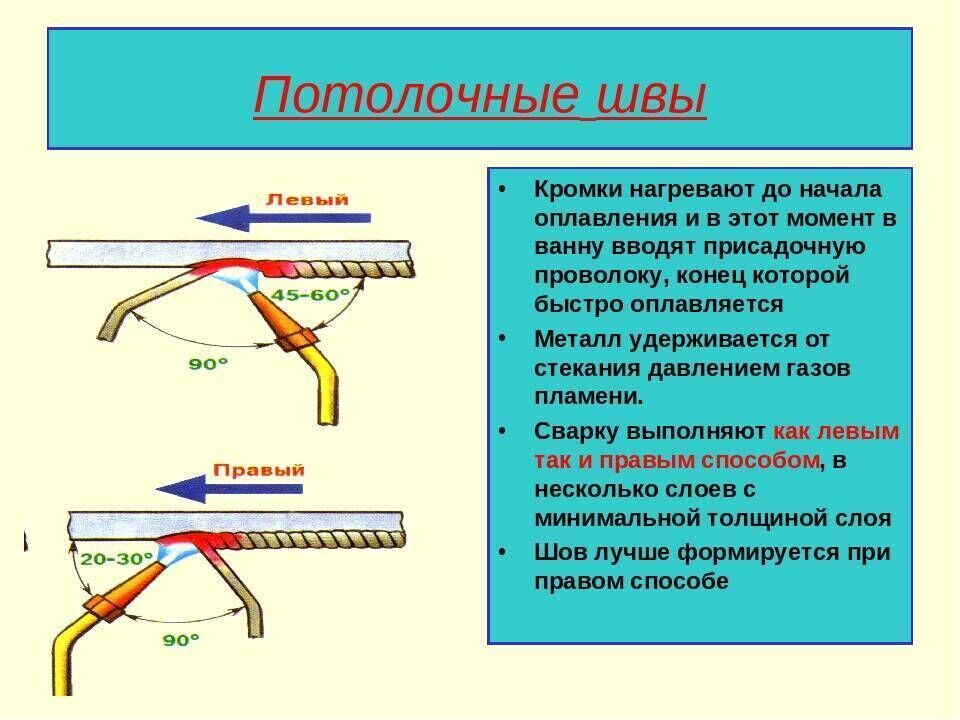
Если вы немного удлините дугу, вы увеличите тепло и расширите сварной шов лужа.
Если вы комбинируете более длинный дуговой зазор с более перпендикулярным под углом вы сделаете валик меньшего размера или сделаете сварной шов более толстым металл.
Разработка собственной технологии дуговой сварки!
Наиболее важным фактором при сварке является поддержание постоянство при сварке. При изменении дугового промежутка во время сварки изменение количества тепла в сварочной ванне и создание однородного сварного шва трудно.
По мере изучения всех этих различных техник и технические аспекты сварки, вы вскоре обнаружите, что существует множество способов выполнить сварной шов. И это причина того, что большинство сварщиков делают вещи немного отличаются друг от друга.
Что есть у всех хороших сварщиков
сделать или продолжать делать, это практиковаться и возиться со своими сварными швами, так что
что они могут найти способы манипулировать сварочной ванной.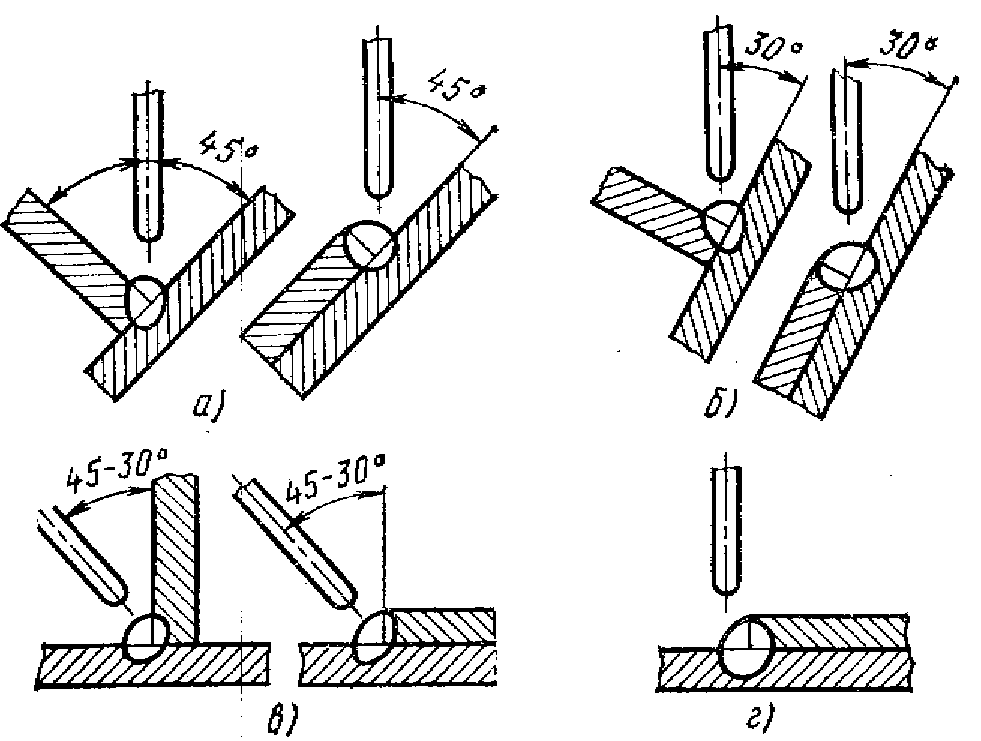
Сварной шов и воздействие на металл!
Вырабатываемое тепло влияет на металл, которым вы являетесь сварка. Видите ли, металл состоит из атомов, которые были связаны, образуя зерно. И когда металл, который вы свариваете, нагревается и охлаждается, вы создают более мелкие зерна, что делает металл еще более твердым.
Охлаждение
металл с медленной скоростью дает возможность атомам связываться и образовывать
более крупные зерна, что, в свою очередь, делает металл мягче.
Когда вы Сварите металл, металл, который находится рядом с бусиной, которую вы формовка сильно нагревается, что изменяет структуру металлических зерен.
А так как есть небольшой участок, который нагревается от валика сварного шва
металл быстро остынет, и если вы следовали тому, что я говорил
выше, зерна образуются прямо вдоль стороны сварного шва.
зерна становятся меньше по размеру и становятся твердыми.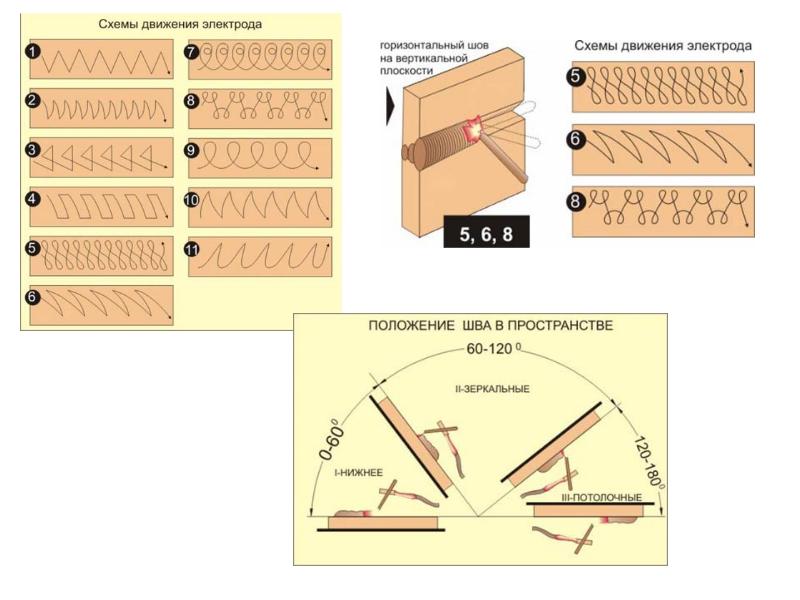
Кроме того, сварной шов заставляет соединение, которое вы свариваете, «вытягиваться». Другими словами, это расширяется во время сварки. А при остывании сжимается.
металл будет тянуться к сварному шву. Другими словами, металл движется, нет. несмотря ни на что, и это вызывает напряжение в металле, если металлу некуда идти.
Итак, что вы хотите сделать, это сварить обе стороны вместе, когда у вас есть возможность. Вы также можете попробовать прихватку и прерывистую сварку (в шахматном порядке) сварного шва, чтобы уменьшить вероятность возникновения такой серьезной проблемы. особенно на квадратной трубе или трубе.
При сварке металла и
есть значительные проблемы с температурой, есть большее влияние на
материал. Например, если металл действительно холодный, следует
Предварительно нагрейте материал перед сваркой горелкой. Когда вы предварительно нагреваете
замерзая металл, вы увидите накопление влаги. Прекратите нагревать металл
пока влага не исчезнет (высыхает).