Информация о методе техника ручной дуговой сварки
- Главная
- |
- Азбука сварки – Справочный раздел
- |
- Ручная дуговая сварка (MMA)
До сих пор ручная дуговая сварка MMA остается самым распространенным подвидом электродуговой сварки. Ручное управление дуговой сваркой обеспечивает возможность самого широкого применения в производственных процессах. Каждый сварщик в первую очередь осваивает азы ручной сварки. По этой причине необходимо знать технику ручной дуговой сварки.
Прежде всего, необходимо проверить безопасность рабочего места и исправность оборудования. Особое внимание в ходе проверки нужно уделить источнику питания сварочного аппарата, всем кабелям подключения, держателю электрода и заземляющему зажиму.
По окончании всех подготовительных работ и включения оборудования начинается непосредственно сварочный процесс. Для этого необходимо резко ударить электродом между разделанными кромками по дну углубления. После образования дуги электрод перемещается к началу будущего шва. При этом важно не растягивать дугу, а также передвигать электрод без усилий, тщательно отслеживая ширину образуемой сварочной ванны. При движении рукоятка всегда должна быть направлена вперед.
В результате перемещения электрода по заготовке образуется сварочный шов. За ним видна граница образовавшегося в результате расплавленного шлака. При правильном выполнении работ граница всегда находится позади свариваемого шва. При необходимости расстояние между швом и границей шлака можно отрегулировать, изменяя сварочный ток или контролируя угол наклона электрододержателя.
При правильном выполнении работ граница всегда находится позади свариваемого шва. При необходимости расстояние между швом и границей шлака можно отрегулировать, изменяя сварочный ток или контролируя угол наклона электрододержателя.
Важно в ходе процесса следить, чтобы длина дуги не изменялась. В ходе сварочных работ электрод неизбежно сокращается, что приводит к быстрому увеличению длины дуги. Необходимо всегда поддерживать оптимальное расстояние электрода от заготовки для сокращения дуги.
При планировании долгих сварочных работ нужно заранее подготовиться к установке нового электрода по ходу работы. Когда закончится первый сварочный электрод, перед продолжением сварки новым электродом необходимо подготовить шов к возобновлению работы. Для этого с предыдущего небольшого участка шва удаляется сформировавшийся шлак, а сам шов тщательно зачищается стальной щеткой. После установки нового электрода дугу необходимо зажечь впереди подготовленного участка.
По окончании работы сварочный электрод отключается от оборудования. Для этого электрод передвигается назад на небольшое расстояние от конца выполненного шва. Затем электрод сразу поднимается от заготовки.
Таким образом, техника ручной дуговой сварки имеет несколько важных особенностей:
- рабочее место сварщика и оборудование нужно проверить перед работой;
- нужно подготовить электрод и заготовку, проверить их на соответствие. Количество электродов должно соответствовать планируемой длине шва;
- для образования дуги электрод устанавливается на подготовленное углубление;
- необходимо поддерживать оптимальную длину дуги;
- замену и отключение электрода проводятся по соответствующим правилам.
Техника сварки электродом: перемещение и угол наклона электрода
Содержание
Сварка покрытыми электродами очень сложный процесс, так как нужно не только правильно подобрать режимы сварки, но производить манипуляции с электродом.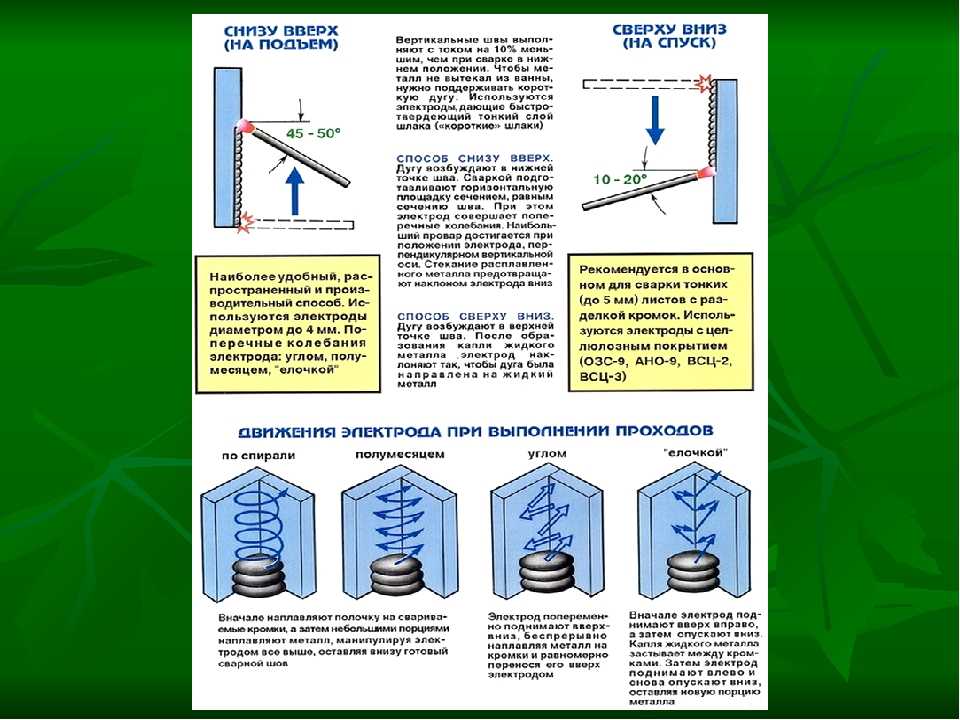 Всё это усложняет процесс сварки. Исходя из этого, становится понятно, что техника сварки электродом довольно сложна и требует многочасовой практики.
Всё это усложняет процесс сварки. Исходя из этого, становится понятно, что техника сварки электродом довольно сложна и требует многочасовой практики.
Прежде чем приступать к изучению на практике технику сварки электродом, нужно сперва подготовить поверхность металла. Поверхность металла должна быть полностью очищена от грязи, ржавчины, масла и других загрязнений. Как качественно очистить поверхность метала, можно прочесть в этой статье.
Далее нужно правильно настроить силу тока. Сила тока подбирается в зависимости от марки и диаметра электрода. Точные режимы сварки можно узнать на пачке электродов. Поэтому техника сварки электродом включает в себя не только умения перемещать электрод, а ещё настройку сварочного тока и выбор полярности.
Прежде чем начать изучать технику ручной дуговой сварки покрытыми электродами, необходимо научится зажигать дугу. Зажигание дуги, или как ежё говорят возбуждение дуги, должно происходить плавно перед самой сваркой. Без зажженной дуги процесс сварки невозможен.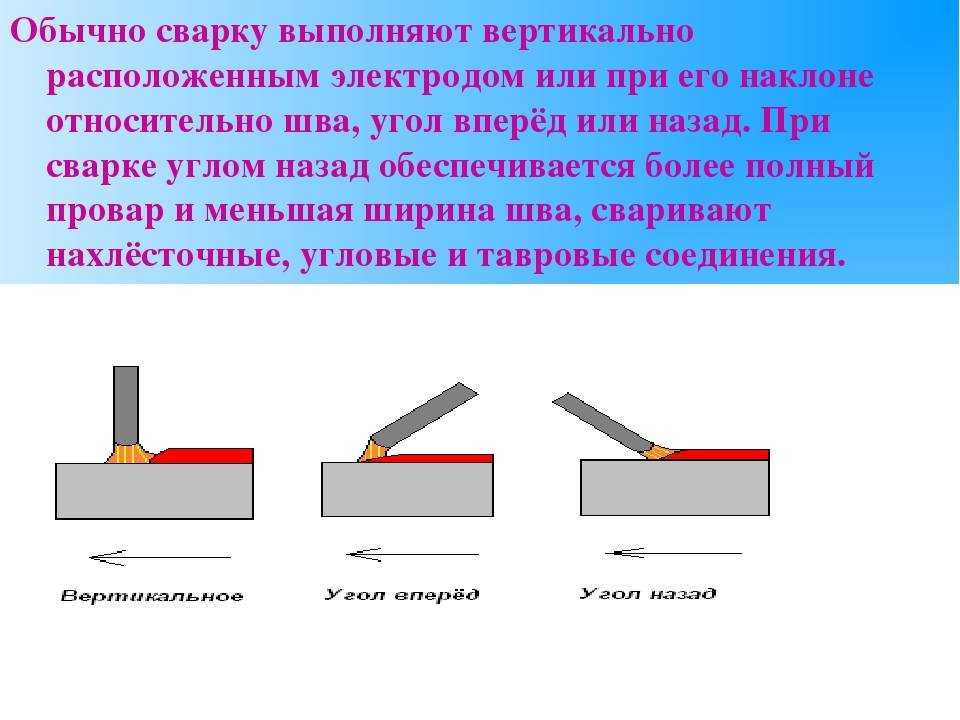
Зажигание дуги происходит при замыкании металлического стержня электрода с поверхностью металла. При этом электрод нужно не просто замкнуть с металлом, а при появлении сварочной дуги, быстро его отвести от металла. Такое прикосновение должно быть быстрым и плавным. Если это сделать медленно, электрод обязательно «прилипнет» к изделию.
Для тех, кто только начал осваивать технику сварки электродом, такой способ может показаться очень сложным. Поэтому зажигать дугу можно чирканьем электрода. Без большой амплитуды нужно провести кончиком электрода по изделию. Такой способ напоминает зажигание спички.
Если электрод «прилип», необходимо движением электрододержателя влево и вправо «отломать» его от металла. Ни в коем случае не нужно выдёргивать его на себя. Только раскачивание электрода в стороны поможет вам его оторвать.
Чтобы зажжённая дуга не оборвалась, необходимо обеспечить определённый зазор между металлом и электродом. Между этим зазором горит дуга.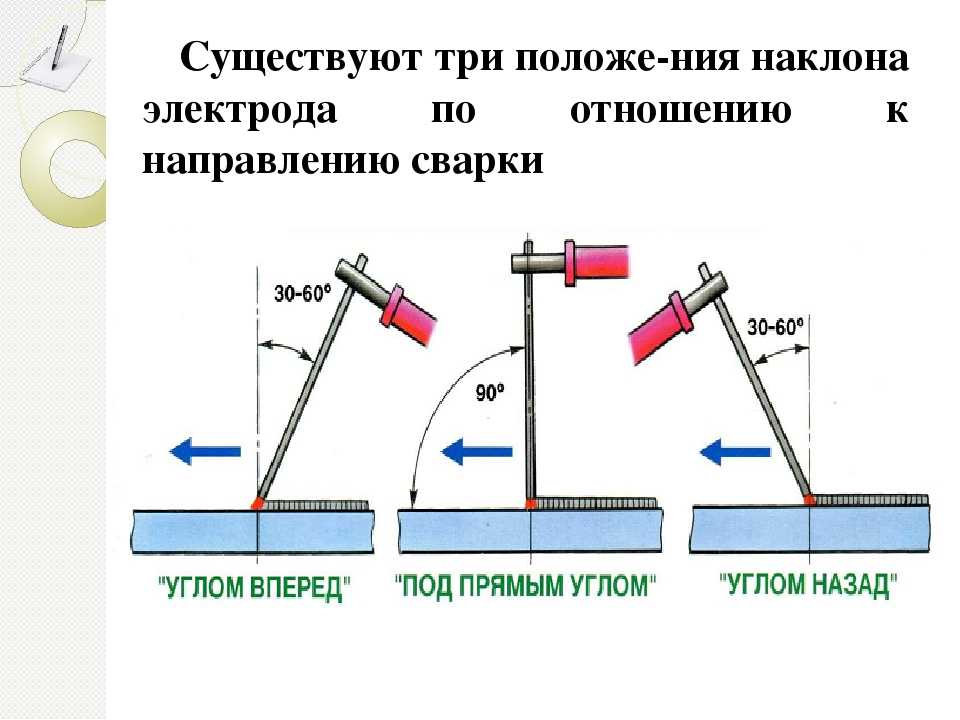
Длина дуги должна быть в пределах от 2 до 6 мм. Оптимальная длина дуги выбирается от способа сварки, положения электрода в пространстве, диаметра электрода и многих других факторов.
Как только дуга зажглась, начинается расплавление металла на кончике электрода. Далее необходимо направить электрод на участок металла, который будет свариваться. При этом нужно выбрать оптимальную длину дуги. Оптимальная дина дуги считается та, которая не гаснет и формирует шов правильной формы.
Для получения качественного сварного шва, нужна «устойчивая» дуга. Такая дуга должна быть оптимальной длины. При короткой дуге электрод будет прилипать и тухнуть. При длинной дуге – постоянный обрыв, непровар металла, некачественное формирование шва. Происходит сильное разбрызгивание расплавленного металла. Шов может содержать поры.
При выполнении сварочных работ покрытыми электродами, часто приходится останавливать процесс сварки. Причины здесь могут быть разные: смена и прилипание электрода или просто прекращение работы. На месте обрыва, особенно при неправильном завершении процесса сварки, возникает кратер. Это углубление в металле обязательно нужно заполнить и сверху перекрыть новым швом. Поэтому повторное зажигание дуги производится перед кратером, на целом участке шва. Для этого нужно залезть на 10 – 12 мм шва перед кратером. Такая техника сварки электродом должна всегда выполняться сварщиком при обрыве дуги.
На месте обрыва, особенно при неправильном завершении процесса сварки, возникает кратер. Это углубление в металле обязательно нужно заполнить и сверху перекрыть новым швом. Поэтому повторное зажигание дуги производится перед кратером, на целом участке шва. Для этого нужно залезть на 10 – 12 мм шва перед кратером. Такая техника сварки электродом должна всегда выполняться сварщиком при обрыве дуги.
Чтобы избежать образования кратеров, нужно при окончании работы задержать электрод на месте 1-2 секунды. После этого сместится назад на 5 мм и резко убрать электрод.
Перемещение электрода при сварке
Очень важно при выполнении сварочных работ, выбрать правильное положение и правильно перемещать электрод при сварке.
При сварке покрытыми электродами, следует выполнять следующие движения электродом:
- Движение спиралью вокруг оси. При этом электрод перемещается параллельно центральной линии. Скорость должна соответствовать скорости расплавления электрода.
 Применяется для соединения тонкостенного металла и провара корня шва.
Применяется для соединения тонкостенного металла и провара корня шва. - Перемещение вдоль основной линии шва. Также как и в первом случае, скорость выбирается от характеристик электрода и должна соответствовать скорости его расплавления. Применяется для соединения тонкостенного металла и провара корня шва.
- Сварка выполняется по ширине шва. В зависимости от скорости перемещения будет меняться величина чешуек шва. Применяется для заварки разделок большой формы.
 Применяется для соединения тонкостенного металла и провара корня шва.
Применяется для соединения тонкостенного металла и провара корня шва.
Кроме поступательных движений, следует правильно выбрать направление сварки. При этом, варить можно как по направлению слева на права, так и наоборот – справа налево. Причём угол наклона электрода может быть на себя и от себя в зависимости от особенности и положения узла.
В первых двух случаях, скорость сварки можно подобрать по следующей формуле: (1,0-1,5)dэ, где:
Dэ – диаметр электродного стержня.
В третьем случае, перемещение электрода осуществляется по определённой траектории. Движение осуществляется по всей ширине разделки металла и перемещается вдоль шва.
Движение осуществляется по всей ширине разделки металла и перемещается вдоль шва.
Скорость сварки можно подобрать по следующей формуле: (1,5-5,0)dэ, где:
Dэ – диаметр электродного стержня.
При большой толщине металла, можно создать более широкий валик, перемещая электрод из стороны в сторону. Такие движения создают чешуйки, которые накладываются друг на друга, формируя при этом прочный шов. Такое движение должно быть плавным без резких рывков.
Не нужно за один проход стараться такими манипуляциями заварить широкую разделку. Особенно это касается «закрытие» разделки последним швом. Для этого лучше всего сделать несколько проходов параллельно друг друга.
Особенно сложно варить вертикальные швы. При сварке вертикальных швов основное внимание следует уделять сварке боковых сторон стыка. Перемещение электрода при сварке посередине стыка, должно быть с такой скоростью, чтобы успевал формироваться валик шва. Необходимо делать паузу с каждой стороны стыка. Это даст расплавленному металлу застыть.
Это даст расплавленному металлу застыть.
Выбирая скорость сварки нужно помнить одно. Если скорость движения слишком большая, то проплавление уменьшится. В таком случае разделка не полностью заполнится.
Скорость сварки должна быть оптимальной, чтобы расплавлялся не только электрод, но и основной металл.
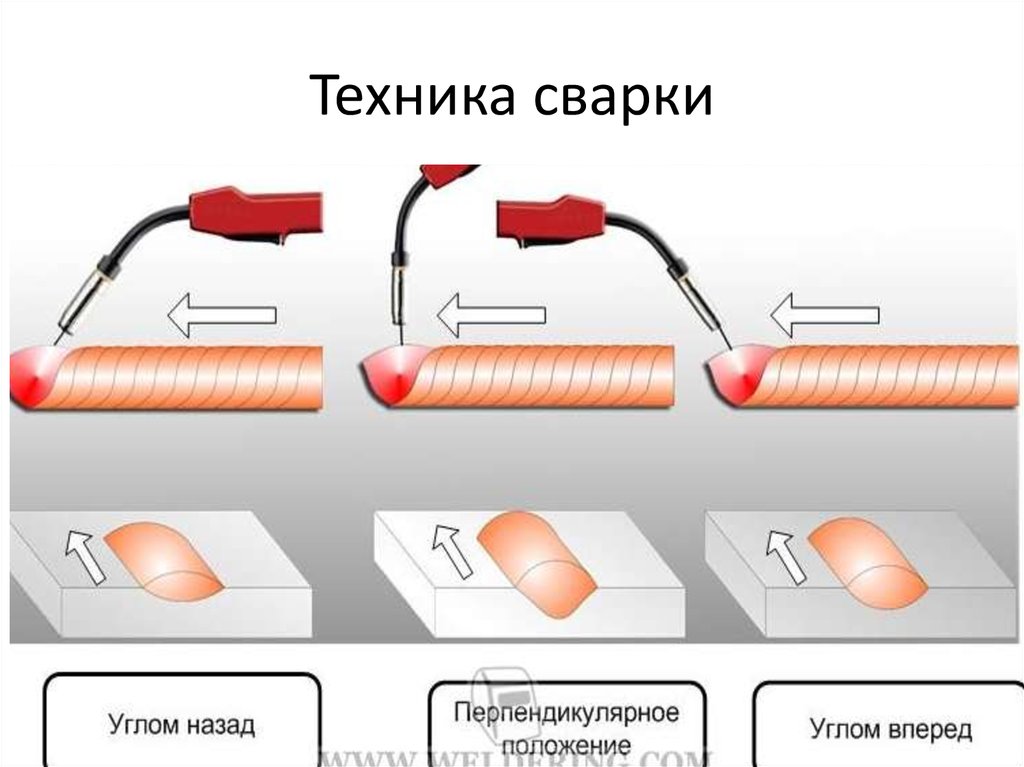
Наклон электрода при сварке
Как уже выше говорилось, наклон электрода может быть на себя и от себя. Величина наклона электрода в первую очередь зависит от особенности разделки металла. В зависимости от разделки металла угол может меняться от 30° — 60°. В некоторых случаях электрод держится перпендикулярно свариваемой поверхности.
При наклоне электрода «углом вперёд» производится большинство сварочных работ. При таком наклоне, формируется качественный шов, так как расплавленный металл не смешивается со шлаком застывшего металла. Шлак, который всё же попал в ванну, вытесняется в сторону расплавленным металлом.
При уменьшении наклона, количество шлака попавшего в расплавленную ванну значительно уменьшается.
Наклон «углом вперед» применяется в тех случаях, когда не нужно глубокое проплавление основного металла. Также такой способ сварки подойдёт для сварки потолочных и вертикальных швов.
При наклоне электрода «углом назад», очень сложно выбрать оптимальную скорость перемещения. Происходит вытеснение шлака из сварочной ванны. Шлак шва может смешиваться с расплавленным металлом при низкой скорости сварки. Поэтому нужно выбрать оптимальную скорость перемещения. При таком угле наклона, происходит сильный перегрев металла. Поэтому, таким способом можно проваривают корень шва металла большой толщины.
Под углом 90° (перпендикулярно) производится сварка в тех случаях, когда выбрать более острый угол невозможно. Проплавление металла при таком способе очень маленькое.
Заключение:
Каждый сварщик должен развивать свой собственный стиль сварки. Для этого необходимо изучать методы работы других людей и много практиковаться.
Для этого необходимо изучать методы работы других людей и много практиковаться.
5 шагов к совершенствованию технологии сварки электродом
Сварка электродом, также известная как «дуговая сварка» или SMAW, очень распространена среди начинающих сварщиков. В отличие от сварки MIG и TIG, защитный газ не требуется. Это делает его относительно недорогим и упрощает сварку в любых условиях. Если вы только учитесь сварке электродом или уже много лет занимаетесь сваркой, помните об этих пяти советах по сварке электродом в следующий раз, когда будете зажигать дугу.
Шаг 1: Настройка машины
Убедитесь, что ваша машина настроена правильно. Разные электроды для сварки в стержнях предназначены для сварки с разными настройками. Электрод, который вы используете, определяет, используете ли вы положительный постоянный ток (DCEP), отрицательный постоянный ток (DCEN) или переменный ток (переменный ток). Некоторые машины могут выполнять сварку только в одном или двух из этих режимов, поэтому убедитесь, что вы выбрали стержень, совместимый с вашей машиной.
Каждый тип тока дает разные характеристики дуги и должен использоваться для разных целей. DC+ хорош при сварке более толстых материалов, потому что он обеспечивает большее проплавление, чем DC- и AC. Постоянный и переменный ток, наоборот, хороши при сварке тонкого материала из-за меньшего провара при той же силе тока.
Теперь, когда ток вашей машины установлен, пришло время установить силу тока машины. Хорошей отправной точкой является диаметр электрода 1 ампер / 0,001 дюйма. Это ТОЛЬКО отправная точка, однако она должна привести вас к приблизительному пониманию. Отсюда вы можете увеличить или уменьшить силу тока в зависимости от желаемых характеристик дуги.
Шаг 2. Длина дуги имеет ключевое значение
При сварке электродом мало что важнее длины дуги. Длина дуги – это расстояние между электродом и заготовкой. Сварка стержнем — это то, что известно как процесс сварки «постоянным током». Это означает, что, как и во всех процессах сварки CC, длина дуги определяет сварочное напряжение. Когда вы учитесь выполнять сварку стержнем, абсолютно необходимо научиться поддерживать постоянную длину дуги. Хорошее эмпирическое правило — поддерживать длину дуги такой же, как диаметр электрода. Если вы обнаружите, что ваш электрод прилипает к заготовке, длина дуги слишком мала. Если вы получаете чрезмерное разбрызгивание или подрезку, длина дуги, вероятно, слишком велика.
Когда вы учитесь выполнять сварку стержнем, абсолютно необходимо научиться поддерживать постоянную длину дуги. Хорошее эмпирическое правило — поддерживать длину дуги такой же, как диаметр электрода. Если вы обнаружите, что ваш электрод прилипает к заготовке, длина дуги слишком мала. Если вы получаете чрезмерное разбрызгивание или подрезку, длина дуги, вероятно, слишком велика.
Шаг 3. Если есть шлак, перетащите
Если вы когда-нибудь посещали уроки сварки, вы, возможно, слышали советы по сварке палками, например: «Если есть шлак, перетащите». Это относится к направлению движения и углу электрода. Вообще говоря, угол сопротивления (или растяжения) от 10 до 15 градусов при сварке электродом дает наилучшие результаты. В некоторых приложениях, таких как вертикальные, это не так, но это более сложный урок для будущей статьи.
Шаг 4. Работа с электродом
Некоторые сварщики предпочитают ровную линию, в то время как другие предпочитают движение «хлыст и пауза». Сварка — это искусство, и вам решать экспериментировать с различными методами и решать, что лучше всего подходит для вас. Если в том, что вы пытаетесь сварить, есть зазор, вы можете попробовать небольшое переплетение.
Сварка — это искусство, и вам решать экспериментировать с различными методами и решать, что лучше всего подходит для вас. Если в том, что вы пытаетесь сварить, есть зазор, вы можете попробовать небольшое переплетение.
Шаг 5: Скорость передвижения
Наконец, что не менее важно, это скорость передвижения. Если вы применили все эти методы сварки, но все равно получаете некрасивые, неэффективные сварные швы; взгляните на скорость вашего движения. Скорость перемещения определяет, сколько металла наносится на заготовку, а также сколько тепла передается ей (наряду с силой тока). Как только вы ударите по дуге, постарайтесь удержать дугу на переднем крае лужи, не опережая ее. Это должно дать вам желаемую скорость перемещения в большинстве приложений. Если вы замечаете, что ваши сварные швы тонкие и скрученные, значит, скорость перемещения слишком высока. Если вы заметили, что ваши сварные швы широкие и плоские, вы, вероятно, едете слишком медленно.
Итак, у вас есть пять основных шагов для получения качественных сварных швов. Внедрите эти методы сварки электродами, и вы уже на пути к тому, чтобы стать мастером сварки электродами.
Внедрите эти методы сварки электродами, и вы уже на пути к тому, чтобы стать мастером сварки электродами.
Не забудьте подписаться на @everlastwelders на Instagram и на EverlastWeldersUSA на Facebook .
Методы дуговой сварки – стержневые печи
Для помощи или заказа 1-888-763-6836Специализированный дистрибьютор сварочных печей с расходными материалами
Опубликовано от RodOvens В этой статье будут рассмотрены основные методы сварки «стержневой сваркой».
Техника дуговой сварки Перед сваркой проведите окончательную проверку и удалите расходный материал. Достаньте из кармана прикуриватель. Проверьте свою машину, чтобы убедиться, что она включена и настроена на приблизительные настройки. Очистите соединение. Зажмите стержень в жале под углом от 45 до 90 градусов.
Надлежащие методы сварки стержнем
Нанесите пробный шов. Зажгите дугу, перемещая сварочный стержень по пластине с постоянной скоростью и под углом около 20 градусов в направлении движения. Правша обычно сваривает слева направо. Прижмите локоть к телу, столу или работе. Используйте свободную руку по мере необходимости, чтобы управлять жалом. Запускайте бусы, которые потребляют весь стержень. Позвольте дуге проникнуть в основной металл и нанести присадочный металл (из стержня) в соединение.
Продолжайте вычерчивать дуги и перемещать валики по стыку, корректируя их до тех пор, пока не начнете и не остановитесь по желанию без каких-либо проблем. Никаких дополнительных корректировок не требуется. Сожгите стержень примерно до 1 и 1/2 дюйма от конца. Один сварочный стержень обычно обеспечивает сварной шов длиной около 1 дюйма.
Чтобы продолжить или перезапустить бусину:
Когда вы остановитесь, появится «кратер». Сколите шлак и повторно зажгите дугу немного впереди кратера, а затем запустите валик. Со временем этот метод позволит производить равномерные сварные швы высокой прочности без улавливания шлака в валике, вызывающего дефекты. В конце сварки или когда стержень израсходован, сделайте небольшую паузу, чтобы заполнить кратер, а затем вытащите стержень. Сколите шлак и осмотрите сварной шов.
Хорошие сварные швы зависят от пяти методов: правильной настройки силы тока; правильная длина дуги; правильный подбор удилища и угол к работе; правильная скорость движения; и сварочные прутки, которые правильно хранились и обслуживались.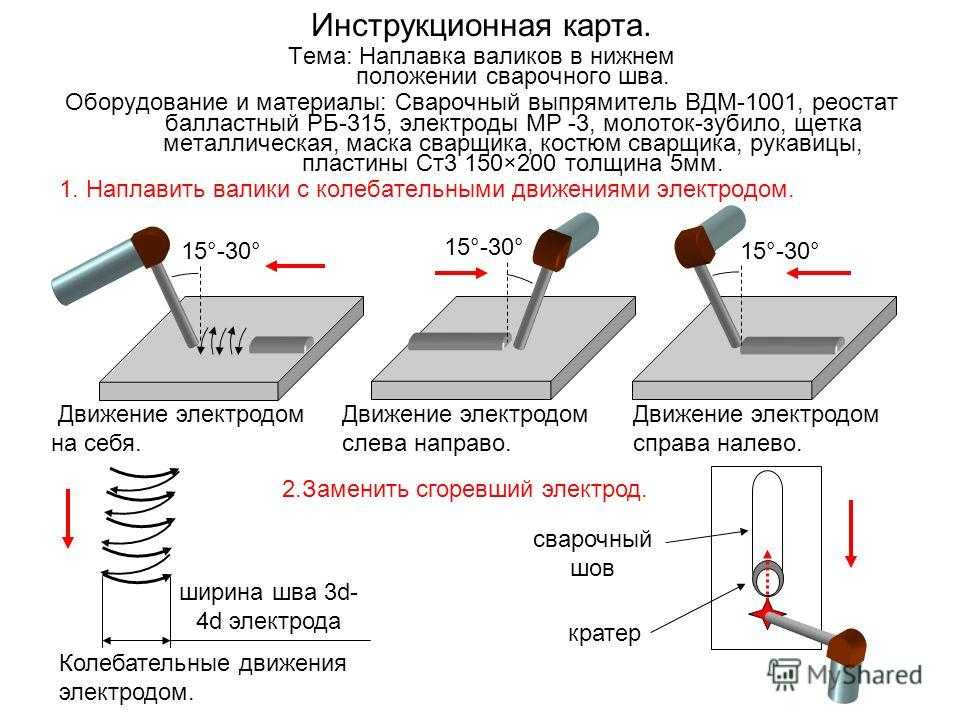
Когда электроды поглощают влагу из атмосферы, их необходимо высушить, чтобы восстановить способность к качественному наплавлению сварных швов. Электроды со слишком большим количеством влаги вызывают необъяснимое растрескивание, плохие рабочие характеристики и пористость. Если вы столкнулись с этими условиями, это обычно связано с вашими методами хранения или процедурами повторной сушки. Все электроды, даже те, которые не относятся к категории «стержней», должны храниться, а затем высушиваться до нужного уровня, чтобы они хорошо работали. Например, даже небольшое количество влаги в электродах с низким содержанием водорода может привести к серьезным проблемам со сваркой, таким как внутренняя пористость и растрескивание сварного шва.
Слишком маленькая сила тока вызывает слабую дугу, которую трудно зажечь. Слишком большая сила тока вызывает большой кратер или плоский валик с чрезмерным разбрызгиванием.
Слишком короткая дуга приведет к залипанию удилища. Слишком длинные и крупные капли расплавленного металла будут стекать со стержня, и он будет стремиться «сдуться» и разбрызгаться.