Точечная сварка – принцип работы, виды, оборудование
В современном производстве невозможно обойтись без точечной сварки, она используется в машиностроении и судостроении, оборонной промышленности и самолетостроении, при производстве сложных конструкций и механизмов, то есть практически во всех современных отраслях. Также такая сварка применяется при прокладке трубопроводов, часто ее применяют при поточном производстве серийных изделий.
Точечная сварка – это распространенная технология, которая часто становится востребованной при соединении металлических деталей и частей, такая методика, считается разновидностью контактной сварки. Это методика фиксации металла в одной и более точках, при помощи специализированного сварочного агрегата.
Долговечность и крепость выполненного соединение определяют: размер точки, электроды, используемые во время сварки, а также усилия, которые оказывают на поверхности при соединении металлических частей.
Данный тип контактной сварки, сегодня, считается перспективной технологией соединения металлических конструкций.
Отметим, что на прочность продукции не влияет квалификация сварщиков, так как соединение металлических частей происходит в автоматическом режиме.
Принцип сварочной технологии
Слияние деталей происходит при разогреве металлических частей, с помощью проходящего через них тока и деформации участка сваривания.
В технологическом цикле точечного сваривания заложен разогрев металлических деталей при воздействии на них электрического тока согласно закону Джоуля. При сваривании поверхностей, электрический ток, проходит через свариваемые части, также нужно отметить, что электроды, используемые для процесса, производят из материала с хорошей электрической проводимостью.
За счет большой контактной сопротивляемости частей между собой, наибольшее нагревание происходит на месте их стыковки. Также нагревание и плавление металлических деталей вызывает появление литых, сваренных точек, диаметром от 5 до 12 миллиметров.
Также нагревание и плавление металлических деталей вызывает появление литых, сваренных точек, диаметром от 5 до 12 миллиметров.
Плюсы точечной сварки
Процесс сваривания металла обладает большим количеством положительных показателей и преимуществ:
- Соединения при помощи точечного сваривания тонких и небольших конструкций из различных металлов, включая дорогостоящие сплавы.
- Разные по прочности и надежности показатели соединения частей с помощью сварки, и эстетичный внешний вид места стыковки деталей. Такая стыковка не подвержена изменению структуры металла.
- Современные агрегаты, предназначенные для выполнения точечного сваривания, смогут соединить до одной тысячи точек, примерно за минуту.
- Полностью автоматизированная технология. Использование новейших, автоматических систем, которые позволяют значительно уменьшать трудозатраты и снижают себестоимость изготавливаемой продукции.
- Экономия электроэнергии и электродов и низкая стоимость сварных точек.
 При этом нужно отметить высокую цену сварочного оборудования и его длительный эксплуатационный срок.
При этом нужно отметить высокую цену сварочного оборудования и его длительный эксплуатационный срок. - Невысокие требования при подготовке обслуживающего персонала работающего на оборудовании.
 При этом нужно отметить высокую цену сварочного оборудования и его длительный эксплуатационный срок.
При этом нужно отметить высокую цену сварочного оборудования и его длительный эксплуатационный срок.
Виды точечной сварки
Технологии точечного сваривания металлических частей, необходимо поделить на мягкие и жесткие соединения. Мягкие виды сварки, это плавное нагревание частей при помощи умеренного тока. Во время выполнения мягкого процесса, нагревание поверхности случается от секунды до трех, по сравнению жестким соединением, уменьшается расход электрической энергии. Такая технология применяется для сварки закаленных сталей.
Жесткая технология сваривания занимает меньше времени, но при этом используется ток до 300 ампер, а также происходит сильнейшее сжатие частей. Разогрев поверхностей происходит от одной доли секунды до полутора секунд. Для работы в таком режиме необходимы мощные сварочные устройства, при этом на рабочий процесс затрачивается намного меньше времени. Такой тип точечной сварки часто используют для соединения деталей сделанных из медных или алюминиевых сплавов, а также деталей изготовленных из высоколегированных типов стали.
Такой тип точечной сварки часто используют для соединения деталей сделанных из медных или алюминиевых сплавов, а также деталей изготовленных из высоколегированных типов стали.
Оборудование
По этой причине, оборудование, предназначенное для выполнения точечной сварки, разделяется по мощности. В настоящее время, имеется огромное число устройств, от небольшого компактного размера до мощного, стационарного оборудования.
Применение электродов
Качество выполненных работ, часто зависит от правильной подборки толщины медных электродов, обычно толщина точки при соединении частей в два три раза больше толщины деталей. За счет плотного соединения одной детали к другой в момент выполнения сварки, образуется уплотняющее расплавленное ядро, служащее местом соединения частей. Для того, чтобы получить качественное и надежное соединение деталей, необходимо зачистить поверхность от ржавчины.
Электроды, которые используются для выполнения точечной сварки, обеспечивают прочность, большую теплопроводность, а также простату при механической обработке.
По показателям, электропроводимости и теплопроводимости, медь во много раз превосходит бронзовые сплавы, при этом имеет в пять раз ниже показатели износа, чем у них.
Техника безопасности
Как уже говорилось выше, в промышленности используют такую сварку практически во всех отраслях. В бытовых условиях с помощью изготовленных кустарным способом сварочных аппаратов, такой тип сваривания используют при ремонте бытовой техники, в основном морозильного и холодильного оборудования.
К положительному показателю относится высокая прочность швов при воздействии на них различных, механических воздействий. К недостатку можно отнести невозможность выполнить герметичность у сварочного соединения.
Также нужно обратить внимание и на соблюдение мер безопасности. Огромную угрозу при эксплуатации такого сварочного оборудования может представлять поражение электротоком или большой температурой. Для избегания таких неприятностей. Нужно выполнять такие требования, как заземление оборудования и проведение его проверки перед началом рабочего процесса.
При работе с контактной, точечной сваркой, происходит разбрызгивание горячего металла, а также выделение паров. Для недопущения получения ожогов от разбрызгивания, сварщик одевает рукавицы, специальную одежду, очки или сварочный щиток. Пары, выделяемые при сварке, считаются вредными для здоровья, по этой причине проводят вентиляцию и проветривание.
Оцените статью:
Рейтинг: 0/5 – 0 голосов
Метод точечной сварки и его применение
Контактная точечная сварка – одна из наиболее распространенных технологий, при которой свариваемые элементы из стали, алюминия, титана или сплавов соединяются не сплошным швом, а в одной или нескольких точках. Применяется как при сваривании плоских деталей внахлест (реже – встык), так и для соединения заготовок в форме стержня, при этом диапазон толщин свариваемых материалов очень широк – от 0,5 мм до 30 мм. Допускается сварка деталей разной толщины, выполненных из разнородных металлов, с одной или обеих сторон, а также одновременно трех и более листов.
Согласно ГОСТ 14776-79 при дуговой сварке соединения выполняются под флюсом, в среде углекислого или инертного газа неплавящимся или плавящимся электродом, а также плавящимся покрытым электродом со сквозным или несквозным проплавлением.
ГОСТ 15878-79 определяет стандартные размеры деталей, параметры литого ядра, расстояние между точками или между рядами при их цепном расположении, величину нахлеста и другие параметры.
Область примененияУслуги точечной сварки востребованы практически во всех отраслях, по приблизительным подсчетам таким способом выполняется до 50% всех контактных сварных соединений. В частности, такая технология применяется в следующих отраслях:
- Строительстве (создание металлоконструкций, соединение двутавров, уголков и другого фасонного проката).
- Автомобилестроении, машиностроении, судостроении, авиастроении (сваривание листов корпусов или обшивки, а также других элементов).
- Приборостроении, производстве бытовой техники.
- Микроэлектронике (работа со сверхтонкими деталями).
- В ювелирном деле.
- При выполнении ремонта сложной электротехники.
- На СТО в процессе проведения кузовных работ.

Благодаря относительной простоте процесса такая технология применяется также в быту для выполнения широкого перечня работ: восстановления поврежденных кабелей, ремонта электронной и бытовой техники и т.д.
Основные преимуществаДанная технология пользуется популярностью благодаря следующим преимуществам:
- Возможности сварки сверхтонких и мелких заготовок, выполненных из разных типов металлов и сплавов, в том числе ценных и с малой температурой плавления.
- Высокой скорости выполнения работ – в условиях промышленного производства производительность достигает 600 точек в минуту.
- Хорошим прочностным свойствам соединений, отсутствию изменений структуры металла в точке стыка.
- Полностью автоматизированному процессу при условии применения соответствующего оборудования.
- Экономической выгоде благодаря экономному расходу материалов и электроэнергии. В результате себестоимость изготовленных таким способом деталей достаточно низкая.
- Отсутствию потребности в длительном обучении сварщика – технология выполнения относительно проста.
- Отсутствию деформации благодаря малой площади разогрева и кратковременности температурного воздействия.
- Безопасности и экологичности: в процессе не выделяются вредные вещества и отсутствует разбрызгивание металла.
- Отсутствию потребности в расходных материалах (кроме дуговой сварки в защитной среде).

К недостаткам такого метода относится отсутствие герметичности и возникновение точки внутреннего напряжения в месте стыка.
Особенности технологииОпределить что такое точечная сварка можно даже из названия – для соединения деталей требуется однократное касание изготовленным из металла, обладающего хорошей электропроводимостью (обычно из меди), электродом места соединения. При контакте, который может длиться от 0,5 до 3 секунд, электрода с поверхностью происходит повышение температуры и расплавление металла, а также его соединение при остывании с образованием в месте контакта литого ядра. Размер ядра зависит от нескольких факторов: величины тока, длительности контакта, характеристики электрода, силы давления на заготовки и качества обработки поверхности свариваемых материалов.
При контакте, который может длиться от 0,5 до 3 секунд, электрода с поверхностью происходит повышение температуры и расплавление металла, а также его соединение при остывании с образованием в месте контакта литого ядра. Размер ядра зависит от нескольких факторов: величины тока, длительности контакта, характеристики электрода, силы давления на заготовки и качества обработки поверхности свариваемых материалов.
Сварка может выполняться в мягком или жестком режиме. При мягком режиме величина электрического тока относительно невысока (70-160 А/мм²), давление на деталь умеренное, а контакт длится около 2-3 секунд. При жестком режиме величина тока составляет в среднем 160-360 А/мм², а диаметр электрода должен превышать общую толщину свариваемых заготовок на 3-4 мм – такой способ позволяет сократить время контакта до 0,1-1,5 секунд. Метод применяется для работы с высоколегированными сортами стали, а также разнородными по толщине и составу материалами.
Выделяют одностороннюю, при которой сваривается не более двух листов, и двухстороннюю, допускающую соединение большего количества деталей, сварку.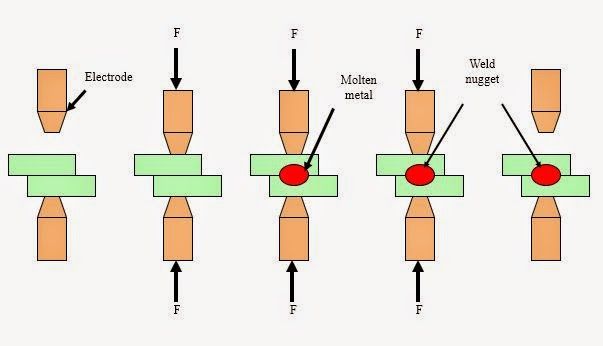
От того, насколько тщательно выполнена предварительная подготовка свариваемых поверхностей, напрямую зависит качество и надежность соединения. Кроме того, для сварки неподготовленных поверхностей требуется большая мощность, что приводит к более быстрому износу сварочного аппарата.
Для очистки поверхности от ржавчины, загрязнений, оксидной пленки, лакокрасочных покрытий может применяться два метода. Механическая очистка выполняется при помощи металлических щеток, специальных насадок на дрель, наждачной бумаги, пескоструйных машин и других приспособлений. При химической обработке применяют специальные растворители, не только удаляющие загрязнения, но и обезжиривающие поверхность.
Типы оборудованияДля выполнения работ используют несколько видов аппаратов, отличающихся типом и частотой тока: низкочастотные, на постоянном или переменном токе, а также конденсаторная машина контактной точечной сварки. Наибольшей популярностью пользуются аппараты на переменном токе и конденсаторные. Основным элементом агрегата, работающего на переменном токе, является трансформатор с подключенными ко вторичной обмотке медными электродами. Свариваемые элементы размещаются между электродами и под давлением прижимаются друг к другу. Через тиристорный модуль, расположенный в первичной обмотке, поступает напряжение 220 В или 380 В. С помощью тиристора регулируется сила и длительность тока. Настройка параметров выполняется при помощи панели управления.
Наибольшей популярностью пользуются аппараты на переменном токе и конденсаторные. Основным элементом агрегата, работающего на переменном токе, является трансформатор с подключенными ко вторичной обмотке медными электродами. Свариваемые элементы размещаются между электродами и под давлением прижимаются друг к другу. Через тиристорный модуль, расположенный в первичной обмотке, поступает напряжение 220 В или 380 В. С помощью тиристора регулируется сила и длительность тока. Настройка параметров выполняется при помощи панели управления.
Аппараты конденсаторного типа работают от батареи конденсаторов, накапливающих электроэнергию, поступающую от выпрямителя, и способных моментально ее отдать при искусственно созданном коротком замыкании в точке соприкосновения. Такие агрегат способны обеспечить максимально кратковременный импульс, что идеально подходит для работы с деталями малых размеров и толщины. Различают трансформаторные и бестрансформаторные модификации.
Последовательность выполнения операцийТакая технология отличается простотой и не требует наличия высокой квалификации у оператора. После подготовки детали выполняется настройка оборудования, а именно величины сварочного тока, от которого зависит температура и скорость нагрева, длительность импульса, а также сила сжатия деталей. После выполнения настройки заготовки соединяются внахлест и фиксируются электродами. Включается сварочный аппарат и ток поступает на электроды, что вызывает нагрев и расплавление верхнего слоя металла. После прекращения подачи тока давление электродов возрастает, обеспечивая плотное прилегание и сварку заготовок в месте нагрева.
Несмотря на относительную безопасность технологии, оператор обязан использовать средства индивидуальной защиты (защитную маску, перчатки), а также придерживаться правил техники безопасности при работе с электрическим оборудованием.
Работа точечной сварки | Его преимущества и недостатки
Что такое точечная сварка? Точечная сварка можно назвать Точечная сварка сопротивлением; — это тип сварки сопротивлением, который используется для соединения тонких металлических листов. В отличие от дуговой сварки, для ее работы не используются дуга, металлический электрод и электрододержатель; вместо этого он будет работать исключительно на , давлении и , электричестве .
Как следует из названия, контактная точечная сварка будет использоваться для соединения листового металла в небольших точках (или сварных швах). применения точечной сварки являются большими и значительными в тяжелом производстве.
Наряду с точечной сваркой необходимо прочитать о контактной сварке. Итак, про контактную сварку читайте здесь .
Содержание
Детали точечной сварки:Точечная сварка сопротивлением работает с использованием электричества, поэтому она состоит из электрических частей и механических частей. Части точечной сварки следующие.
- Медные электроды: Медные электроды используются для сварки листового металла, они действуют как проводники тока.
- Понижающий трансформатор: Понижающий трансформатор обеспечивает электропитание аппарата контактной точечной сварки.
- Ручная педаль: Для этой сварки необходимо приложить давление к листовым металлам, поэтому ручная педаль будет соединена с электродами каким-либо механизмом.
- Охлаждающая жидкость: Охлаждающая жидкость, такая как вода, используется для охлаждения нагретых электродов после сварки.
Шаг 1: Поскольку удельное сопротивление меди меньше, а проводимость больше, для сварки заготовки выбираются медные электроды. Ток пропускают через два медных электрода, а заготовку помещают между ними.
Шаг 2: Педаль используется для приведения двух электродов в контакт, тогда как; заготовка находится между обоими электродами, сила прикладывается к заготовке электродами.
Шаг 3: Приложенное давление и ток, протекающий по проводникам, ослабят пятно и соединят две заготовки.
После завершения операции электроды для контактной точечной сварки охлаждаются охлаждающей жидкостью, такой как вода.
Материалы, используемые для контактной точечной сварки:Поскольку процесс зависит от сопротивления тока, контактная точечная сварка ограничивается несколькими металлами. Они следующие.
- Сталь или нержавеющая сталь и некоторые ее виды
- Алюминий
- Цинк
Мы можем сваривать сплавы вышеуказанных металлов, тогда как; он также может соединяться с разнородными металлами . Преимущества точечной сварки0004 и газы для соединения металлических деталей.
Недостатки этого типа контактной сварки:
- Точечная сварка сопротивлением не может использоваться для сварки деталей толщиной .
- Мы не можем использовать охлаждающие жидкости в других сварочных процессах, как в данном типе сварки.
- Сварка будет сломается или сломается если не достигнуто допустимое давление на заготовку.
- Если давление или ток превышают , то место сварки будет выглядеть черным и некрасивым.
Применения точечной сварки
- Точечная сварка сопротивлением Точечная сварка используется для соединения основных типов тонколистового металла , поэтому, котельная, резервуары производственных полей.
- Применение этого типа сварки можно увидеть в Automotive Industries .
- Точечная сварка сопротивлением также используется в Aerospace Industries .
- Мы даже можем найти применение процесса точечной сварки в области Ортодонтия (в области стоматологии или изучения зубов).
Листовой металл тонкий и не обладает такой прочностью, как чугун и сталь, дуговая и газовая сварка не подходят для сварки листового металла. В этом сценарии точечная сварка вышла на поле и показала свою значимость.
Точечная сварка сопротивлением представляет собой неразъемный процесс соединения и не требует использования каких-либо специальных электродов или присадочных металлов для соединения заготовок. Именно это делает точечную сварку сопротивлением уникальной. Мы не можем сравнивать точечную сварку с другими видами сварки (такими как дуговая сварка, газовая сварка), потому что каждый вид имеет свое значение и роль по-своему.
Определение, конструкция, принцип работы, области применения, дефекты, преимущества и недостатки [PDF]
Актуальные вопросы
Точечная сварка сопротивлением используется для соединения листов железнодорожных путей, топливных баков, бытовых радиаторов и т. д.
На сегодняшнем заседании мы обсудим точечную сварку сопротивлением вместе с ее определением, конструкцией, принципом работы, приложениями, дефектами, преимуществами и недостатками
Определение точечной сварки сопротивлением:
Теплота, необходимая для плавления и соединения пластин, полученных за счет электрического сопротивления цепи, в виде пятен (самородков), называется операцией точечной сварки сопротивлением.
Типы контактной сварки:
Сварка сопротивлением классифицируется следующим образом.
Точечная сварка сопротивлением:
Это самый простой тип сварки, при котором два листа расплавляются и соединяются под действием силы и электрической энергии, что в то же время приводит к выделению тепла и образованию пятна, которое соединяет два металлических листа.
Сварка контактным швом:
Также известна как непрерывная точечная сварка, при которой ролик образует электрод.
Выступающая сварка:
Похожа на точечную сварку, при которой на свариваемых деталях может образовываться углубление.
В этой статье мы можем подробно обсудить Операция точечной сварки сопротивлением .
Схема точечной сварки сопротивлением:
Схема операции точечной сварки сопротивлением показана ниже.
Устройство для точечной сварки сопротивлением:
Установка для точечной сварки сопротивлением состоит из трансформатора, заготовок, двух медных электродов и двух клещей.
В зависимости от требований трансформатор будет использоваться либо для повышения, либо для понижения напряжения.
Электропитание будет проходить через два щипца к электродам.
Наиболее часто используемыми электродными материалами для контактной сварки являются Медь (Cu), вольфрам, медно-вольфрамовый сплав и т. д.
Из-за приложения давления на клещи между заготовками выделяется тепло из-за прохождения тока и образования пятна или самородка происходит.
Таким образом образуется соединение между двумя заготовками.
Принцип работы точечной сварки сопротивлением:
Точечная сварка сопротивлением работает по следующей концепции:
- В процессе точечной сварки сопротивлением, при котором два или более металлических листа соединяются вместе посредством точечной сварки.
- Свариваемые детали зажимаются между наконечниками медных электродов и через них пропускают сильный ток при низком напряжении.
- Из-за сопротивления, оказываемого заготовками (листовым металлом) протеканию тока, температура на контактных поверхностях повышается до точки плавления, и сварной шов формируется в виде самородка.
- Наггетс — это сварной шов между заготовками.
- В процессе точечной сварки не используется присадочный материал.
- Операция повторяется ‘n’ нет. раз, чтобы получить точечную сварку в нужном месте.
Применение точечной сварки сопротивления:
Сталочка сопротивления используется для:
- Приключение части тела автомобиля . лезвия
Дефекты контактной точечной сварки:
Дефекты контактной точечной сварки следующие.
- Асимметричный точечный сварки отметки
- Взрыв металла вблизи участка сварки
- Трещины в области сварки
- СДЕРЖКА следующее.
- Простая автоматизация
- Низкое выделение дыма
- Экономичность
- Присадочные материалы не требуются.
Недостатки контактной точечной сварки:
Недостатки контактной точечной сварки заключаются в следующем.
- Низкая прочность в случае прерывистых сварных швов.
- Высокая стоимость оборудования.
- Толщина свариваемых листов ограничена – только 6 мм.