Как правильно выбрать генератор для сварочного инвертора
0На сумму: 0 р.
“Какой генератор подойдет для сварки” – такой вопрос часто возникает у людей, которые решили всерьез заняться сваркой самостоятельно и при этом у них нет возможности подключить сварочный аппарат к сети. Легко растеряться особенно после того, как на странице интернет-магазина перед нами возникает огромный перечень доступных моделей.
Казалось бы, разобраться в этом многообразии очень сложно, особенно если за плечами у тебя — гуманитарное образование. На самом деле, грамотно подобрать генератор для сварочного инвертора может любой из нас, для этого нужно всего лишь знать несколько небольших, но весьма важных нюансов. О них и пойдет речь в данной статье.
Какие моменты нужно обязательно учитывать при выборе генератора
Как и подобает серьезному агрегату, каждый генератор для сварки инвертором обладает огромным количеством различных технических характеристик, среди которых очень просто запутаться новичку.
- потребляемая мощность;
- сила тока сварки;
- диаметр используемых электродов;
- совместимость генератора с инверторным оборудованием;
- генератор должен быть синхронным или с технологией Duplex, производителя генераторов Endress (или аналог).
Именно на эти параметры стоит обратить особое внимание, чтобы пользоваться генератором долго и безопасно.
Генераторы по типам различаются на синхронные, инверторные и асинхронные, а также симбиоз асинхронных и синхронных серия Duplex (производителя Endress), для сварки подойдут только синхронные или генераторы серии Duplex. Инверторные, как правило, имеют недостаточную мощность, и не рассчитаны на высокие пусковые нагрузки. Более подробно о типах генераторах вы можете узнать в отдельной статье по ссылке.
Мощность генератора для сварки – для чего нужен запас
В большинстве случаев, мощность сварочного инвертора и генератора указывается производителем в техническом паспорте. Поэтому найти эти значения и сравнить их с легкостью сможет даже ребенок. Главное — не путать единицы измерения показателя мощности кВА и кВт, а также заявленную номинальную и максимальную мощность генератора.
Поэтому найти эти значения и сравнить их с легкостью сможет даже ребенок. Главное — не путать единицы измерения показателя мощности кВА и кВт, а также заявленную номинальную и максимальную мощность генератора.
Следует помнить, что покупая генератор, нужно выбирать модель, обладающую мощностью на 25-50% больше, чем у имеющегося у вас в наличии инвертора. Объясняется это довольно просто — постоянная эксплуатация генератора на пределе возможностей очень быстро выведет его из строя и не даст возможность задействовать полный потенциал сварочного аппарата.
В случае, если у вас по каким-либо причинам отсутствует информация о мощности вашего сварочного инвертора, ее можно рассчитать самостоятельно, используя простую формулу:
Максимальная сила тока*напряжение дуги/КПД сварочного инвертора — максимальная мощность.
При этом, вам нужно знать только значение максимальной силы тока, так как две остальных составляющих практически всегда являются постоянными (напряжение дуги равняется 25В, а КПД инвертора – 0,85).
К примеру, если у вашего сварочного аппарата максимальная сила тока равняется 180 Ампер, то примерно его мощность равна:
180А*25В/0,85=5294 Вт, а значит, в данном случае, для генератора оптимальным значением будет мощность 5294 Вт + 25% запаса = 6617,5 Вт или если перевести в кВт – 6,6 кВт. В этом случае модель бензинового генератора Huter DY8000LX будет одним из оптимальных вариантов.
Сила тока сварки – с ней нужно считаться
Еще одна приятная новость состоит в том, что вы вполне можете использовать генератор для инверторной сварки, мощность которого меньше, чем у вашего инвертора. Однако, в этом случае, вам придется использовать его с некоторыми ограничениями, а именно — уменьшить силу тока до допустимого значения.
Возьмем, к примеру, случай, если вы решили приобрести модель генератора мощностью в 4 кВт.
Используем ту же формулу, что и при определении мощности, но в обратном порядке:
Мощность*КПД/напряжение дуги = Сила тока или 4000*0,85/25 = 136 А
Таким образом на генераторе мощностью в 4 кВт вы сможете сваривать на своем сварочном инверторе без ощутимой потери качества с силой тока до 130А.
Диаметр электродов – табличка, которую легко запомнить
Еще один из важных нюансов, который стоит учитывать — это соответствие диаметра электрода минимальной мощности генератора. Эти данные являются примерными и умещаются в простенькой таблице:
| Диаметр электрода (мм) | Минимальная мощность генератора (кВт) |
|---|---|
| 2 | 2,5 |
| 3 | 3,5 |
| 4 | 4,5 |
То есть, если вы планируете проводить сварочные работы электродом 4 мм, то минимальная мощность генератора для сварки должна составлять минимум 4,5 кВт и выше.
Какие генераторы подойдут для работы с конкретным сварочным аппаратом
Главные правила выбора генератора для сварки вы прочитали в предыдущих разделах. Используя их, вы уже можете смело приступать к покупке электростанции. Но для того, чтобы вам было проще сориентироваться в ассортименте, давайте поближе рассмотрим наиболее популярные инверторы для бытовых задач и определим какие из генераторов к ним наиболее подходят.
Для инверторов Сварог
Неприхотливые и недорогие инверторы Сварог выделяются среди других брендов длительной пятилетней гарантией. Покупатели также часто отдают им предпочтение из-за низкой цены, поэтому вполне разумным решением представляется покупка бюджетных вариантов генераторов Huter и Fubag.
Сварочный инвертор Сварог REAL ARC 200 (Z238N) прекрасно будет работать в паре с генератором Huter DY6500L. Этот качественный и полезный агрегат может успешно функционировать на природном газе, что значительно повышает экономичность генератора.
Для инверторов Ресанта
Популярный производитель инверторов Ресанта также выпускает продукцию, предназначенную для массового покупателя. Отличительная особенность этого бренда – компактные размеры и малый вес сварочных аппаратов.
Для бытового сварочного инвертора Ресанта САИ-190 можно использовать бензиновый генератор BRIMA LT 8000 B, который, помимо этой цели, при необходимости послужит вам в качестве резервного источника питания на даче или в загородном доме.
Для инверторов Kemppi
Финские инверторы Kemppi достойно зарекомендовали себя при работе в суровых природных условиях и на производстве. Они по праву являются лидером по продажам среди импортных премиальных моделей. Их покупают люди, умеющие ценить настоящее качество и надежность.
К популярной модели сварочного инвертора Kemppi Minarc 150 вы смело можете приобрести генератор Fubag BS 5500, отличающийся очень низким расходом топлива, прочной рамой и надежной защитой от перегрузок.
Для инверторов EWM
Продукция известного немецкого бренда EWM появилась на нашем рынке еще во времена СССР. С тех пор и поныне, инверторы EWM приносят настоящее удовольствие людям, которые на них работают. Такой аппарат нуждается в превосходном генераторе.
Поэтому для сварочного инвертора EWM Pico 160 достойным партнером видится генератор Fubag BS 7500 A ES, который оснащен мощным двигателем, блоком AVR и комплектуются вместительным топливным баком для длительной работы без дозаправки.
Полезные советы по выбору генератора
Существует еще несколько полезных советов, основанных на рекомендациях профессионалов сварочного дела, которые вам пригодятся при покупке генератора для инверторного сварочного аппарата.
- Генераторы мощностью до 10 кВт
- Запас мощности бензинового генератора, хотя бы в 15-25%, значительно облегчает поджиг дуги. Для электростанций, работающих на дизельном топливе, желательно иметь больший запас – до 50%.
- Наиболее функциональными являются электростанции, оснащенные чугунными гильзами. Минимальный ресурс их работы составляет 1500 моточасов. Алюминиевые блоки выдерживают значительно меньшую нагрузку — до 500 моточасов.
- Инверторы с аббревиатурой PFC в наименовании имеют в схематехнике встроенный корректор коэффициента мощности, поэтому они могут работать при пониженном напряжении и отлично подходят для работы от генератора, например модель Сварог ARC 160 PFC.


Приведенная в статье информация предназначена для обычных сварочных инверторов, которые часто используются в бытовых условиях.
Для профессионального оборудования (сварочных полуавтоматов и инверторов, предназначенных для аргонодуговой сварки) могут возникнуть определенные проблемы при работе от генератора. Многие производители прямо указывают об этом в руководстве по использованию. Поэтому крайне желательно проконсультироваться со специалистами перед покупкой, во избежание серьезных последствий.
Подобрать генератор для сварочного инвертора вполне можно самостоятельно, используя здравый смысл и наши советы. А для полной уверенности — обращайтесь к консультантам и менеджерам нашего сварочного гипермаркета, которые подскажут вам, какой генератор подойдет для сварки в каждом конкретном случае. Наши специалисты имеют правильные ответы на самые каверзные и сложные вопросы покупателей!
Спасибо за подписку!
Как и какой сваркой лучше варить кузов автомобиля своими руками » АвтоНоватор
Срок службы современных автомобильных кузовов долгим не назовёшь.
Содержание
1 Виды и особенности сварочных аппаратов
1.1 Сварка полуавтоматом
1.2 Как варят инвертором
1.3 Так какой же метод выбрать?
2 Подготовка и проверка оборудования
2.1 Подготовка к сварке автомобильного кузова полуавтоматом
2.2 Что стоит сделать перед тем, как начать инверторную
3 Меры предосторожности при сварочных работах
4 Процесс сварки кузова автомобиля полуавтоматом
4.
1 Инструменты и материалы для работы своими руками4.2 Последовательнось операций при полуавтоматической сварке
4.3 Обработка сварного шва против коррозии
 1 Инструменты и материалы для работы своими руками
1 Инструменты и материалы для работы своими рукамиВиды и особенности сварочных аппаратов
Выбор сварочной технологии зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Разберёмся подробнее.
Сварка полуавтоматом
Подавляющее большинство автовладельцев и сотрудников автосервисов предпочитают использовать именно полуавтоматы. Главная причина их популярности — удобство. Полуавтоматом можно варить даже самые мелкие повреждения, расположенные в самых неудобных местах автомобильного кузова.
Технически эта технология почти не отличается от традиционной сварки: полуавтомату тоже требуется преобразователь тока. Разница лишь в расходных материалах. Для этого типа сварки нужны не электроды, а специальная проволока с медным покрытием, диаметр которой может варьироваться от 0.
Медь на проволоке обеспечивает надёжный электрический контакт и работает в качестве сварочного флюса. А углекислый газ, непрерывно подаваемый на сварочную дугу, не позволяет кислороду из воздуха вступать в реакцию со свариваемым металлом. У полуавтомата есть три важных достоинства:
- скорость подачи проволоки в полуавтомате можно регулировать;
- швы, выполненные полуавтоматом, аккуратные и очень тонкие;
- использовать полуавтомат можно и без углекислого газа, но в этом случае придётся использовать особую сварочную проволоку, внутри которой содержится флюс.
Есть в полуавтоматическом методе и минусы:
- найти в продаже вышеуказанные электроды с флюсом не так-то просто, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа мало раздобыть сам баллон. Ещё потребуется редуктор для снижения давления, который надо будет очень точно настроить, в противном случае о качественных швах можно забыть.

Как варят инвертором
Если коротко, инвертор — это всё тот же сварочный аппарат, только частота преобразования тока в нём не 50 Гц, а 30–50 кГц. Благодаря повышенной частоте инвертор имеет несколько достоинств:
- размеры инверторного сварочного аппарата очень компактны;
- инверторы нечувствительны к пониженному напряжению сети;
- у инверторов нет никаких проблем с разжиганием сварочной дуги;
- пользоваться инвертором может даже сварщик-новичок.
Разумеется, есть и минусы:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке края свариваемого металла очень сильно нагреваются, что может стать причиной термической деформации;
- шов всегда получается толще, чем при сварке полуавтоматом.
Так какой же метод выбрать?
Общая рекомендация проста: если планируется варить участок кузова, находящийся на виду, а автовладелец при этом не стеснён в средствах и имеет определённый опыт работы со сварочным аппаратом, то полуавтомат — оптимальный вариант. А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
Подготовка и проверка оборудования
Независимо от того, какой метод сварки был выбран, необходимо провести ряд подготовительных операций.
Подготовка к сварке автомобильного кузова полуавтоматом
- перед началом работы сварщик должен убедиться в том, что направляющий канал в сварочной горелке соответствует диаметру используемой проволоки;
- диаметр проволоки обязательно следует учитывать и при выборе сварочного наконечника;
- сопло аппарата осматривается на предмет металлических брызг. Если они есть, их необходимо удалить наждачной бумагой, в противном случае сопло быстро выйдет из строя.
Что стоит сделать перед тем, как начать инверторную
- надёжность электродных креплений тщательно проверяется;
- проверяется целостность изоляции на кабелях, всех соединениях и на электродержателе;
- проверяется надёжность креплений основного сварочного кабеля.

Меры предосторожности при сварочных работах
- все сварочные работы производятся только в сухой спецодежде из негорючих материалов, в рукавицах и защитной маске. Если сварка производится в помещении с металлическим полом, обязательным является использование либо прорезиненого коврика, либо резиновых галош;
- сварочный аппарат, независимо от его типа, всегда должен быть заземлён;
- при инверторной сварке следует особое внимание уделить качеству электрододержателя: хорошие электрододержатели выдерживают до 7000 зажимов электродов без повреждения изоляции;
- независимо от типа сварочного аппарата на нём всегда должны использоваться автоматические выключатели, самостоятельно разрывающие электрическую цепь при возникновении тока холостого хода;
- помещение, в котором производится сварка, должно хорошо вентилироваться. Это позволит избежать скопления газов, выделяющихся в процессе сварки и представляющих особую опасность для системы дыхания человека.

Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
 Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома. А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой.
- Автор: Алексей Степанов
- Распечатать
(20 голосов, среднее: 4.6 из 5)
Поделитесь с друзьями! Adblockdetector
Правильный выбор сварочного аппарата для сборки коптильни
30 августа, 19 15:58 · Оставить комментарий · Red-D-Arc Welderentals
Может быть только одна вещь лучше, чем вкусный шашлык, приготовленный на медленном огне в коптильне, и это вкусный шашлык, приготовленный на медленном огне в коптильне, которую ты сделал. Изготовление коптильни для барбекю уже давно стало любимым хобби поваров на заднем дворе и профессиональных мастеров.
Изготовление коптильни для барбекю уже давно стало любимым хобби поваров на заднем дворе и профессиональных мастеров.
В то время как можно чувствовать себя комфортно при приобретении материала, вырезании дверей и формировании металла дымовой трубы, может возникнуть неуверенность, когда придет время соединять эти материалы с помощью сварочного аппарата. Поэтому важно знать на старте, какой сварочный аппарат потребуется для изготовления коптильни-барбекю.
Аппараты для дуговой сварки в защитном металле (палочные или SMAW)
Аппараты для дуговой сварки в защитном металле, в просторечии известные как аппараты для дуговой сварки, являются отличным способом сварки компонентов многих типов коптильных устройств для барбекю. Аппараты для сварки электродом по сравнению с другими источниками сварочного тока очень просты. Для них не требуется защитный газ, не требуются усовершенствованные формы электрических сигналов и не требуется система подачи проволоки. Все это делает сварочную систему очень надежной и относительно портативной.
Инверторные источники питания, такие как сварочный аппарат ES275i, особенно мобильны, поскольку в них нет больших и тяжелых трансформаторов, что делает их гораздо более переносимыми. Это хорошо, если у вас есть несколько текущих проектов. Еще одно преимущество аппаратов для ручной сварки заключается в том, что их можно использовать для соединения более грязных материалов из-за флюсового покрытия электродов, которые используются в машинах. Сокращение времени, затрачиваемого на очистку от прокатной окалины и ржавчины перед сваркой, позволяет гораздо быстрее добраться до первого куска запасных ребер Сент-Луиса. Аппараты для сварки электродом, такие как ES275i, также могут соединять очень толстые материалы. Имея максимальную силу тока 275, ES275i сможет сваривать коптильни для барбекю из самых толстых сталей.
Сварочные аппараты для сварки стержнями не являются ответом на все сварочные работы с коптильнями для барбекю. Если необходимо сваривать тонкие материалы, особенно менее 1,5 мм, то электродная сварка может быть проблематичной, поскольку даже маленькие электроды несколько больше по сравнению с другими процессами сварки.
Если возникают проблемы с разбрызгиванием металла при сварке, что может быть связано с нанесением краски или порошкового покрытия после изготовления, то сварочный аппарат может быть не лучшим выбором, поскольку в процессе электродуговой сварки из сварного шва может вытечь большое количество расплавленного металла. сварочная лужа. Тем не менее, о сварочных брызгах можно позаботиться с помощью надлежащей очистки после сварки. Наконец, если свариваются цветные или нержавеющие стали, может быть лучше использовать альтернативный процесс сварки.
Сварочные аппараты для газовой дуговой сварки (MIG или GMAW)
Сварочные аппараты для газовой дуговой сварки, менее известные как сварочные аппараты с инертным газом (MIG), представляют собой еще одну превосходную категорию сварочных аппаратов, которые можно использовать при сборке коптильни-барбекю. Сварщики MIG похожи на аппараты для сварки электродом в том смысле, что электрод также является присадочным металлом, но сварщики MIG сопряжены с другими дополнительными сложностями. Во-первых, им требуется система подачи проволоки. Эта система подачи проволоки может быть внутренней, как у Lincoln Power MIG 180C, или внешней, например, механизм подачи проволоки LN25 в сочетании со сварочным источником питания EX360. Сварщикам MIG также требуется защитный газ, в отличие от сварщиков электродом.
Во-первых, им требуется система подачи проволоки. Эта система подачи проволоки может быть внутренней, как у Lincoln Power MIG 180C, или внешней, например, механизм подачи проволоки LN25 в сочетании со сварочным источником питания EX360. Сварщикам MIG также требуется защитный газ, в отличие от сварщиков электродом.
Сварщики MIG — отличный выбор для создания коптильни для барбекю, поскольку для обучения сварке MIG требуется много навыков, которые, возможно, меньше, чем для сварки пайкой или использования других сварочных процессов. Кроме того, сварка MIG считается процессом с высокой скоростью перемещения по сравнению со многими другими процессами сварки. Если коптильни для барбекю производятся в больших количествах в производственных условиях, то сварочный аппарат MIG может стать отличным способом повысить производительность. Сварочные аппараты MIG также лучше подходят для соединения материалов, отличных от углеродистой стали, чем сварка стержнем.
Если коптильни для барбекю производятся в больших количествах в производственных условиях, то сварочный аппарат MIG может стать отличным способом повысить производительность. Однако сварочные аппараты MIG
Однако сварочные аппараты MIG
имеют несколько недостатков. В дополнение к дополнительным сложностям по сравнению со сваркой электродами, упомянутыми выше, сварка MIG также может быть немного более ограниченной по толщине материала, который он может соединять вместе, чем сварка электродами, из-за меньшего размера электрода. Сварщики MIG, особенно те, у которых нет передовых импульсных сигналов, могут оставлять сварочные брызги на коптильне-барбекю. Сварочный аппарат MIG, такой как Lincoln Power Wave 455M/STT, имеет форму импульсной сварки, которая может решить эту проблему. Кроме того, сварочные аппараты MIG, хотя они и могут соединять вместе материалы, отличные от углеродистой стали, не способны на это так, как следующий тип сварочного аппарата, который рассматривается в этой статье ниже.
Аппараты для дуговой сварки вольфрамовым электродом в среде защитного газа (TIG или GTAW)
Дуговая сварка вольфрамовым электродом в среде защитного газа, часто называемая сваркой вольфрамовым электродом в среде инертного газа (TIG), представляет собой процесс, который также можно использовать для изготовления коптилен для барбекю.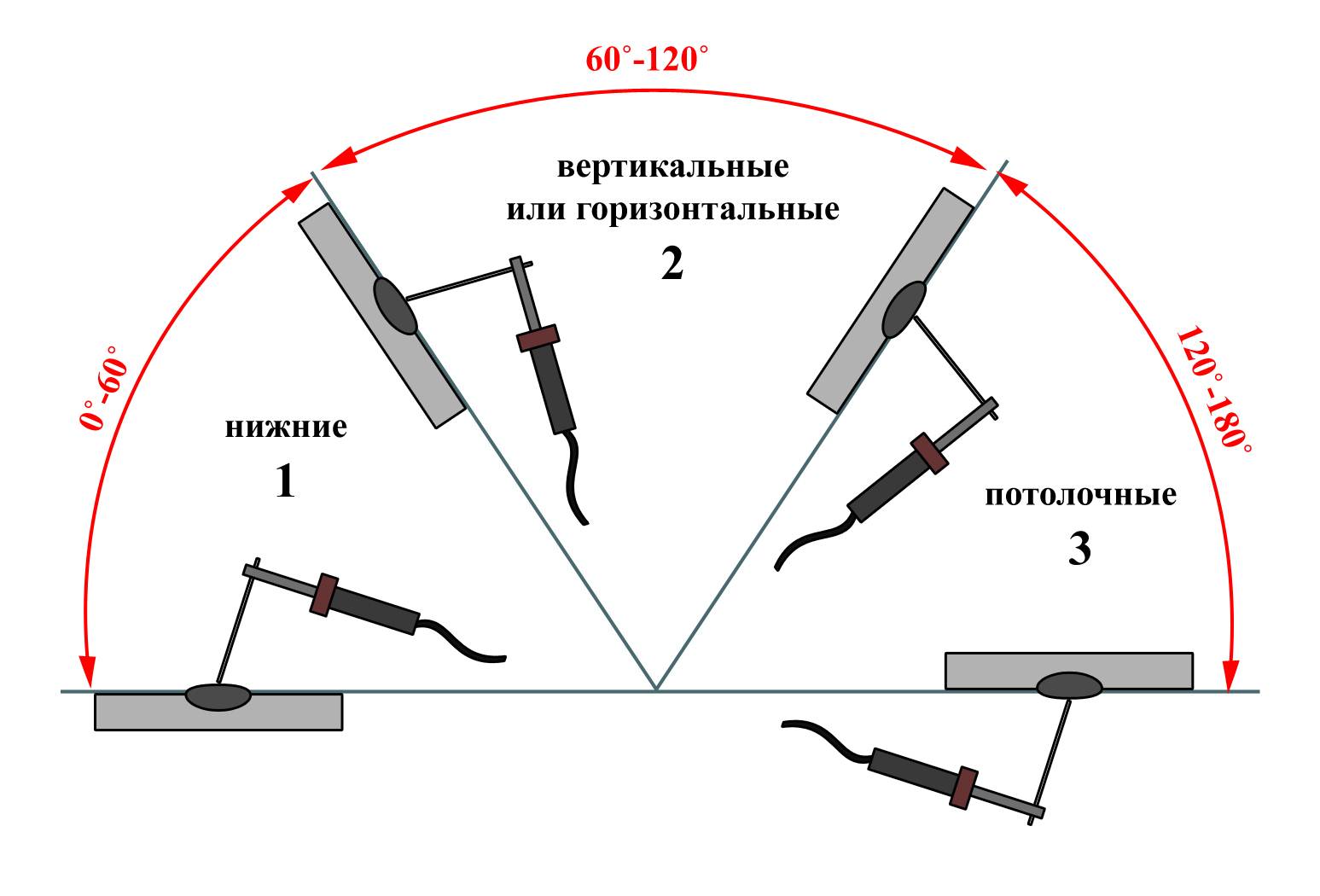 Из трех типов сварочных аппаратов, упомянутых в этой статье, аппараты для сварки TIG, пожалуй, наиболее сложны в использовании. Они требуют манипулирования горелкой с неплавящимся вольфрамовым электродом и защитным газом в одной руке и прутком из присадочного металла в другой, чтобы добавить усиление металла сварного шва. Сила тока также может регулироваться сварщиком на лету, как правило, с помощью ножной педали. Аппараты для сварки TIG могут быть легкими и переносными, как инверторный источник питания Miller Maxstar 200 SD, или большими и тяжелыми, как трансформаторный источник питания Miller Syncrowave 250 DX.
Из трех типов сварочных аппаратов, упомянутых в этой статье, аппараты для сварки TIG, пожалуй, наиболее сложны в использовании. Они требуют манипулирования горелкой с неплавящимся вольфрамовым электродом и защитным газом в одной руке и прутком из присадочного металла в другой, чтобы добавить усиление металла сварного шва. Сила тока также может регулироваться сварщиком на лету, как правило, с помощью ножной педали. Аппараты для сварки TIG могут быть легкими и переносными, как инверторный источник питания Miller Maxstar 200 SD, или большими и тяжелыми, как трансформаторный источник питания Miller Syncrowave 250 DX.
Сварочные аппараты TIG обеспечивают множество преимуществ при сборке коптильни для барбекю. Одним из самых больших преимуществ является их способность соединять материалы, отличные от углеродистой стали. Алюминий, нержавеющая сталь и даже никелевые суперсплавы могут быть соединены с помощью источника сварочного тока TIG. Теперь маловероятно, что кто-то будет использовать Inconel 625 для изготовления коптильной камеры, в которой хранится их лучший кусок грудинки, но может потребоваться сделать ее из нержавеющей стали или даже просто добавить решетки из нержавеющей стали к раме из углеродистой стали. Именно здесь сварщик TIG может действительно проявить себя в процессе изготовления. Еще одна причина выбора сварочного аппарата TIG – косметические цели. Сварочные аппараты TIG, работающие с квалифицированным персоналом, могут выполнять очень эстетичные сварные швы. Кроме того, когда дело доходит до соединения очень тонких материалов, сварочные аппараты TIG являются очень эффективными машинами.
Именно здесь сварщик TIG может действительно проявить себя в процессе изготовления. Еще одна причина выбора сварочного аппарата TIG – косметические цели. Сварочные аппараты TIG, работающие с квалифицированным персоналом, могут выполнять очень эстетичные сварные швы. Кроме того, когда дело доходит до соединения очень тонких материалов, сварочные аппараты TIG являются очень эффективными машинами.
Одним из самых больших преимуществ аппаратов для сварки TIG является их способность соединять материалы, отличные от углеродистой стали.
Сварочные аппараты TIG не всегда могут быть лучшим выбором. Во-первых, они могут быть дороже, чем сварочные аппараты MIG и аппараты для ручной сварки. Источники питания, такие как Miller Dynasty 350, имеют множество наворотов, которые, хотя и обеспечивают невероятный контроль оператора, могут иметь преимущество по сравнению со сварочными аппаратами, используемыми исключительно для сварки электродом или MIG. Сварка TIG также представляет собой процесс с относительно низкой скоростью перемещения, который может подойти для одноразовых коптильных устройств, но не обязательно подходит для производственной среды. Сварщики TIG также требуют высокой квалификации оператора по сравнению с другими типами сварочных аппаратов.
Сварщики TIG также требуют высокой квалификации оператора по сравнению с другими типами сварочных аппаратов.
…Но какой из них лучше?
Лучший сварочный аппарат для сборки коптильни для барбекю действительно зависит от типа собираемой коптильни. Для большинства курильщиков подойдет любой из этих трех типов сварочных аппаратов. Хотите скорости? Идите с МИГом. Нужна портативность? Попробуйте сварочный аппарат. Сварка цветных или нержавеющих сталей? Лучше всего подойдет сварочный аппарат TIG. Обратитесь к таблице ниже, чтобы увидеть преимущества каждого типа сварочного аппарата, чтобы определить, какой из них лучше всего подходит для ваших нужд.
Ручной сварочный аппарат MIG Welder TIG Welder
Чрезвычайно портативный Быстрый Можно получить очень качественные сварные швы
Доступный Относительно низкий уровень навыков, необходимых для работы Может использоваться для сварки более тонких материалов, чем MIG или аппараты для сварки электродом
Низкая сложность Подходит для сварки нержавеющей стали и цветных металлов Великолепно подходит для сварки сварка нержавеющей стали и сплавов цветных металлов
Может использоваться для сварки толстых материалов Может использоваться для сварки более тонких материалов, чем аппарат для сварки электродом Практически не разбрызгивается
Для работы требуется меньше навыков, чем для сварщика TIG Может иметь меньше брызг, чем аппарат для сварки электродом Обычно обеспечивает косметически превосходные сварные швы по сравнению с дугой или MIG
Преимущества различных методов сварки для изготовления коптильни или гриля-барбекю
| Палка | МИГ | ТИГ | |
|---|---|---|---|
| Скорость | Медленнее, чем сварка MIG, поскольку электрод обычно больше, он не подается полуавтоматически через систему подачи проволоки и имеет флюсовое покрытие | Быстро | Медленнее, чем сварка MIG, поскольку требует ручного добавления присадочного металла отдельной рукой |
| Портативность | Чрезвычайно портативный | Менее портативный, чем аппараты для дуговой сварки, поскольку требует защитного газа и системы подачи проволоки | Менее портативный, чем аппараты для сварки электродом, поскольку для него требуется защитный газ |
| Стоимость | Доступный | Дороже, чем электрод, из-за системы подачи проволоки, защитного газа и потенциально запатентованных форм импульсной сварки | Дороже, чем аппараты для сварки электродом, из-за более сложной системы горелки, защитных газов и потенциально более сложного источника сварочного тока |
| Сложность | Низкая сложность — для работы требуется меньше навыков, чем для сварки TIG | Относительно низкий уровень навыков, необходимых для работы | Обычно считается более сложной, чем сварка MIG или дуговая сварка из-за использования двух рук и ручного добавления присадочного металла |
| Материалы | Может использоваться для сварки толстых материалов | Подходит для сварки нержавеющей стали и цветных металлов, но также может использоваться для сварки алюминия. | Может использоваться для сварки более тонких материалов, чем MIG или аппараты для сварки электродом Превосходно подходит для сварки нержавеющей стали и цветных сплавов |
| Качество сварки | Сварочные аппараты для сварки электродами могут производить сварные швы очень высокого качества, но, как правило, дают больше брызг, чем аппараты для сварки MIG или TIG. Сварка стержнем также требует удаления шлака, что в некоторых случаях может быть затруднено | Может давать меньше брызг, чем сварочный аппарат | Может быть достигнуто очень высокое качество сварных швов – обычно обеспечивает более эстетичный внешний вид сварных швов по сравнению с электродами или сваркой MIG 9.0075 |
Red-D-Arc Welderentals
Red-D-Arc Welderentals™ Компания Airgas сдает в аренду сварочные аппараты, сварочные манипуляторы, сварочное оборудование и генераторы электроэнергии в любой точке мира. Наши арендные сварочные аппараты, позиционеры и специальные продукты были спроектированы и изготовлены для обеспечения производительности и надежности Extreme-Duty™ даже в самых суровых условиях и доступны в более чем 70 сервисных центрах Red-D-Arc, стратегически расположенных в Соединенных Штатах и Канаде. , Соединенное Королевство, Франция и Нидерланды, а также через стратегические союзы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
, Соединенное Королевство, Франция и Нидерланды, а также через стратегические союзы на Ближнем Востоке, в Испании, Италии, Хорватии и Карибском бассейне. Из нашего арендованного парка, состоящего из более чем 60 000 сварочных аппаратов, 3 700 сварочных позиционеров и 3 700 электрогенераторов, мы можем предоставить вам необходимое оборудование — там, где оно вам нужно, и тогда, когда оно вам нужно.
Airgas, входящая в состав Air Liquide, является ведущим национальным поставщиком газов, сварочных материалов и товаров для обеспечения безопасности из одних рук. Наша дистрибьюторская сеть, известная по всей стране, обслуживает более миллиона клиентов всех размеров, предлагая широкий ассортимент высококачественной продукции и непревзойденный опыт.
Сварочные технологии – Район Эдем ROP
Пожалуйста, ознакомьтесь с буклетом класса Welding Technology Class для получения информации о нашем текущем или предстоящем курсе.
Наш практический курс по технологиям сварки предназначен для обучения и практики с GMAW, GTAW и SMAW.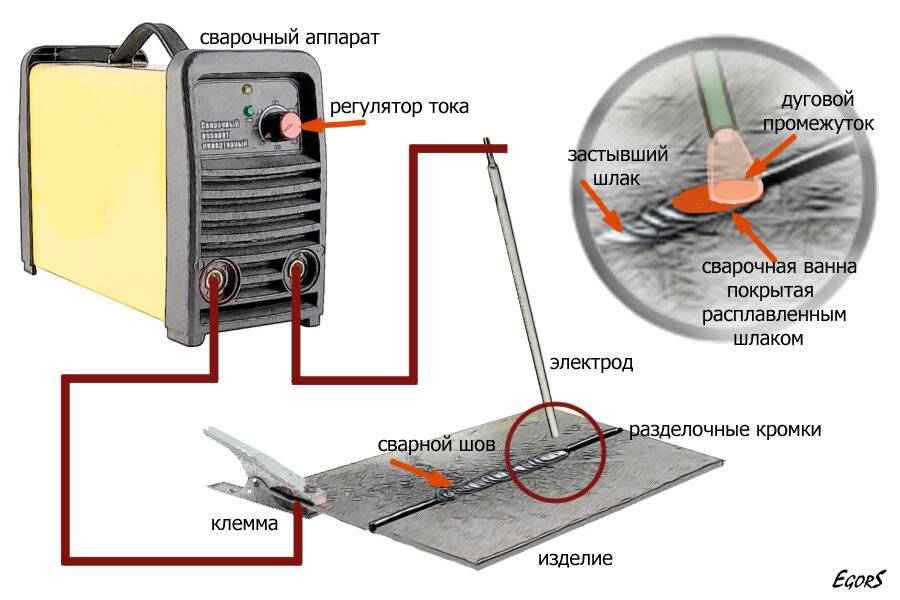 Студенты пройдут практическую подготовку в сварочных камерах и получат доступ к разнообразному другому оборудованию для металлообработки. Мы знакомим студентов с различными материалами и сценариями, готовя их к должности технического специалиста начального уровня. Помимо 72 часов машинного времени студенты узнают:
Студенты пройдут практическую подготовку в сварочных камерах и получат доступ к разнообразному другому оборудованию для металлообработки. Мы знакомим студентов с различными материалами и сценариями, готовя их к должности технического специалиста начального уровня. Помимо 72 часов машинного времени студенты узнают:
- Знание процессов и процедур
- Безопасность при сварке и средства индивидуальной защиты
- Настройка оборудования, техническое обслуживание и устранение основных неисправностей
- Интерпретация чертежей и чтение символов
- Выбор и подготовка металла/газа
- Методы плазменной резки металла
- Методы сварки и выявление дефектов сварки
MIG We lding – GMAW (Gas Metal Дуговая сварка)
GMAW, широко известный как сварка MIG, представляет собой чрезвычайно универсальный процесс соединения металлов. Студенты будут иметь практическую практику со сварочными аппаратами Miller MIG.
Аудиторное и производственное обучение по техническим темам GMAW включает:
- Подготовка металла, работа с горелкой, техника сварки и защитные газы
- Положения сварки: сварка стали в плоском, горизонтальном, вертикальном положении ,” и “кромка”
- Выявление деформации сварки, дефектов, причин и способов устранения
- Выбор подходящего сплава и размера присадочного металла для работы
- Методы сварки тонколистового металла MIG
- Оборудование для плазменной резки и соответствующие методы резки
- Абразивы и отделка металлов: продукты и безопасность 3
Обучение в классе и обучение в цеху по техническим темам GTAW включает:
- Правильный выбор вольфрама, подготовка и размеры
- Изучите процедуры идентификации и безопасности для защитных газов
- Безопасное обращение с газовыми регуляторами и баллонами и их установка
- Научитесь зажигать и поддерживать дугу, которая приводит к правильному размеру и расположению сварного шва
- Подготовка металла, обращение с горелкой, техника сварки, защитные газы, выбор вольфрама и заточка
- Позиции сварки: F1, F2 и сварка стали в плоском, горизонтальном и вертикальном положении
- Позиции сварки: G1, G2, выбор материала и стержня
- Сварные соединения: правильные методы сварки “угол”, “стык” и “край”
- Идентификация искажений сварки, дефектов, причин и лекарств
- Оборудование для резки плазмы и правильные методы резки
- Абразивы и применение металлической отделки: Продукты и безопасность
Скам для палочки (Sheed Metal Arc Welling)
Скаун для палочки (Sheed Metal Arc Swidding)
Скам для палочки (Sheed Shield Arc Swidding) .
