Как правильно варить инверторной сваркой видео
Как правильно варить инверторной сваркой видеоСтатьи
Главная › Новости
Опубликовано: 18.04.2016

 santehnik777.ru
santehnik777.ru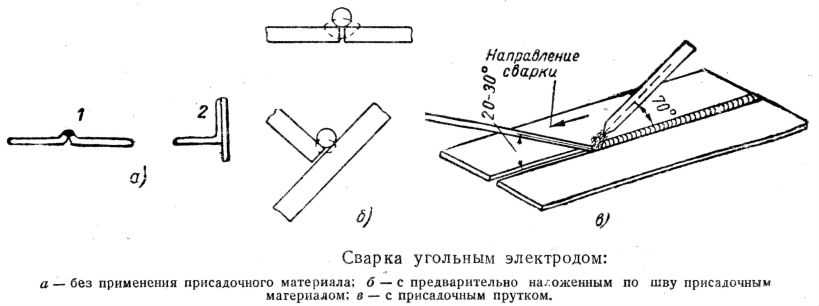 Краткий обзор горелки,сварка в напольном положении.
Краткий обзор горелки,сварка в напольном положении.- Установка входной двери
- Фискальный накопитель
- Описание услуги вызова илоссосной машины
- Металлочерепица по выгодной цене
- Комплексный ремонт квартир в Балашихе
- Где купить вагонные весы?
- Устройство инженерных систем
- ФАРБУВАННЯ МЕТАЛУ ПОРОШКОМ
- Установка газовой плиты
- Implementarea 1С Întreprindere în Chișinău și în Moldova
- Шины: виды и особенности
- Керосин авиационный
- Спецодежда в Москве
- Огнезащитная краска для кабельных линий
- Молниеотвод МОГК
- 16
- Установка входной двери
Как быстро научится правильно варить сваркой
Хороший обобщающий материал способен сэкономить начинающему сварщику много времени, поможет обойтись без специальных курсов.
Без знания теории овладеть сваркой невозможно, так как:
- Качественного шва не получится.
- Можно получить повреждения или травмировать других людей.
- Можно вывести оборудование из строя.
Электросварка — соединение металлических деталей сплавлением электрической дугой. Электрический ток, пропущенный через зазор между электродом и металлом, вызывает огромную температуру, расплавляет кромки, переносит металл из электрода в шов. Получается, что две металлические поверхности соединены монолитно.
Техника безопасности
Электросварка популярна. Небольшой по габаритам аппарат способен герметично соединить детали в любых пространственных положениях, сварка идет быстро и управляемо. При работе следует помнить о рисках для здоровья:
- Травма глаз. Сварочная дуга излучает световую энергию, которая может обжечь роговицу глаза, отпечататься на сетчатке.
 Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!» - Поражение электрическим током. Электрическая дуга — пропуск электрического тока через зазор между электродом и металлом. Чем больше сила тока, тем ярче дуга. Но если этот ток пройдет через тело человека, он умрет. Чтобы избежать поражения электрическим током, нужно:
- Следить за целостностью оплетки кабелей, изоляцией держака.
- Использовать качественные изолированные держаки, не хватать голыми руками держак за оголенные части.
- При постоянной работе обувать спецобувь с прорезиненной подошвой.
- Ожоги кожи. Ультрафиолет дуги и летящая во все стороны окалина травмируют кожу. Чтобы избежать проблем, используйте защитные перчатки — краги. Одеваться стоит только в хлопчатобумажную или специально пропитанную одежду — сварочную робу, джинсы.
- Отравление газами. Все работы должны проводиться в проветриваемом помещении, под вытяжкой или на свежем воздухе. Полезным будет применение фильтрующих полумасок или респираторов.
 Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
Ощущение песка под веками, сложно моргнуть, припухлости — эти симптомы проходят довольно долго. Защитить глаза поможет маска со специальным стеклом, перед зажжением дуги предупреждайте окружающих возгласом: «Глаза!»
Виды электросварки
Выделяют несколько основных направлений:
- MMA. Сварка электродом в защитной обмазке. Универсальная технология, позволяющая получить отличный шов в любых пространственных положениях. Используются простые аппараты преобразования переменного тока в постоянный, трансформаторного или инверторного типа. Сила тока зависит от толщины сплавляемого металла и используемого электрода, колеблется от 30 до 200 Ампер. Электрод — пруток металла, покрытый обмазкой. При сварке обмазка расплавляется и защищает расплав от воздуха.
- MIG. Сварка в среде защитного газа. В качестве электрода используется проволока, подаваемая в сварочную ванну с постоянной скоростью. В зону сварки через шланг подается углекислый газ или смесь газов. Они вытесняют кислород и защищают сварочный шов. Преимущества такого вида сварки — отсутствие шлака, высокое качество шва, возможность варить тонкий металл.
- TIG. Сварка цветных металлов в среде защитного газа при помощи неплавящегося электрода. Широко применяется для соединения цветных металлов и сплавов.
Есть несколько видов различных технологий, применяемых в автомобилестроении или судостроении. Они требуют особой квалификации сварщика. Навыки наплавления или ручной подачи проволоки в сварочную ванну специфичны и доступны сварщикам высших разрядов.
Технология сварочных работ
Сварочные работы — соединение металлических деталей расплавлением кромок и добавлением присадочного металла. В итоге образуется сварочный шов, кромки прочно соединены.
В итоге образуется сварочный шов, кромки прочно соединены.
Признаки качественного шва:
- Провар. Металл сварочного шва должен проникнуть на всю толщину. В процессе сварки равномерно расплавляются кромки, если расплавлять одну сторону, валик получится неравномерным.
- Однородность. Стык должен состоять из сплошного металла, без включения шлака или раковин. Пропуски и непроплавы не допускаются.
- Прочность. После остывания шва могут образовываться микротрещины.
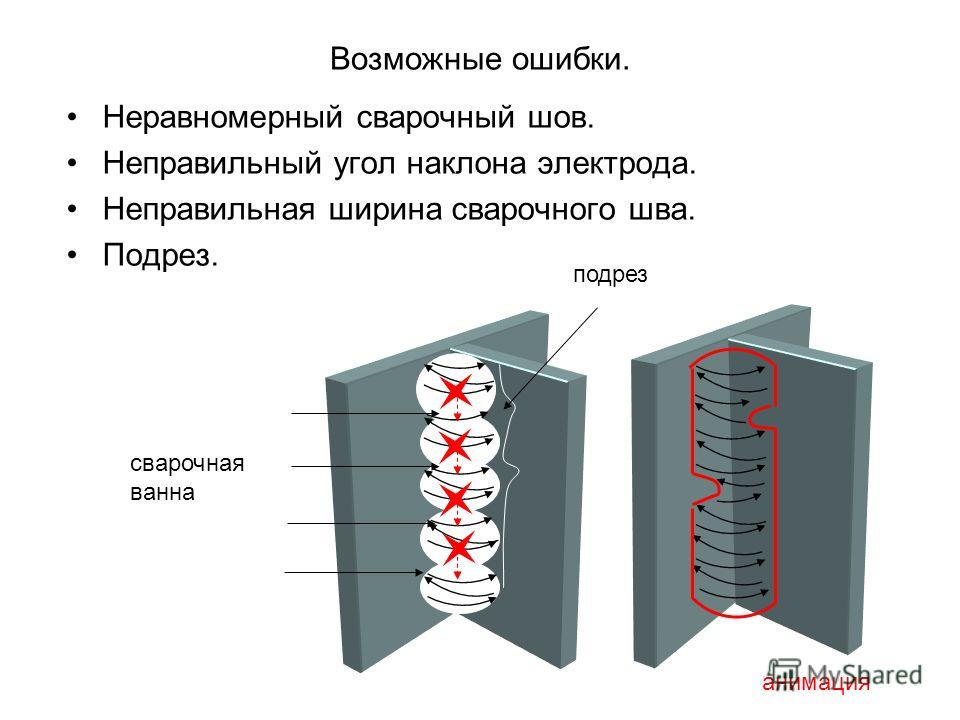
- Отсутствие подрезов. Слишком сильная дуга «подрезает» края деталей, ослабляя их.
- Выпуклая равномерная форма. Браком считается как излишне толстый валик, так и вогнутый. Это свидетельствует о неправильно выбранной силе тока.
Шов должен быть однородным, без излишних «чешуек», наплывов, изгибов. Ширина шва определяется из толщины свариваемых деталей. Слишком узкий окажется непрочным, широкий — ослабит изделие.
Перед соединением деталей нужно:
- Определить вид соединения — встык, внахлест, угловое, тавровое соединения.
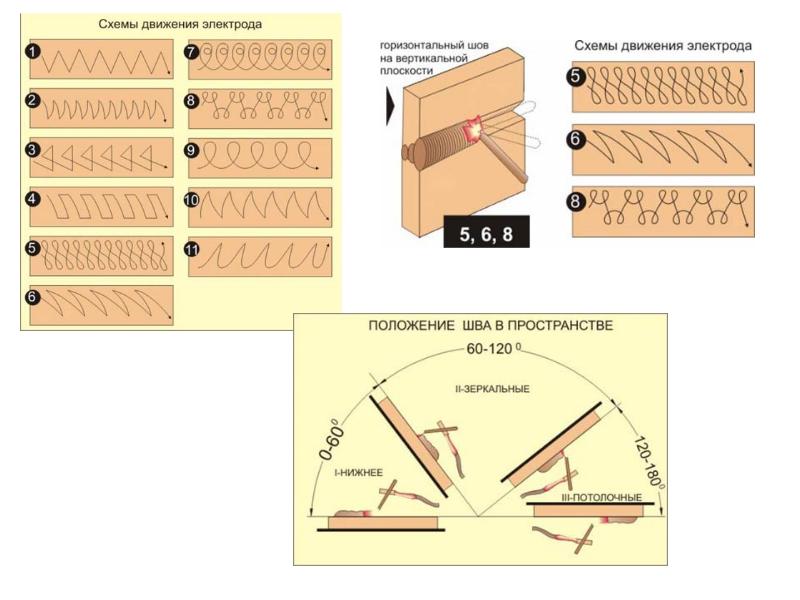
- Определить пространственное положение — вертикальное, горизонтальное, потолочное.
- Оценить толщину свариваемых деталей.
- Выбрать электрод. Толщина зависит от глубины шва.
- Определить силу тока. На пачках приводятся примерные рекомендуемые таблицы, но ориентироваться стоит на личные ощущения. Силу тока лучше выбирать максимально возможную, но не прожигать металл. Сила тока на потолочных соединениях ниже, чем на горизонтальных.
- Подготавливаем детали — на толстых делаем фаску, выставляем зазор прихватками. Очищаем детали от ржавчины и краски.

Учимся варить электросваркой
Подготовив детали к свариванию, выставив примерно силу тока и надев спецодежду, можно готовиться к проведению непосредственно сварки.
Подключаем аппарат.
- Подключаем провода к сварочному аппарату. Обычно пользуются «обратным» подключением — минус (масса) присоединяется к свариваемой поверхности, плюс — к держаку. Прямое подключение используется при рекомендациях производителей электродов.
- Проверяем держак. Он может быть самодельным или заводского изготовления. Главные требования — прочность фиксации электрода, возможность быстрой замены, отсутствие частей под напряжением, теплоизолированность рукояти. Плохой контакт держака и кабеля вызывает повышенное сопротивление и нагрев, отгорание изоляции.
- Подключаем массу. Простейший способ — приварить ее к металлу, но лучше использовать зажимные клещи или магнитную массу.
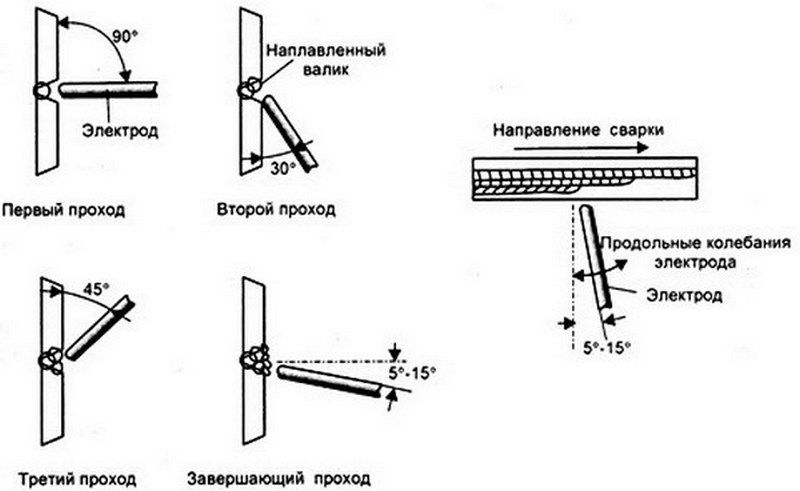
- В зависимости от пространственного положения, важно выбрать угол подключения электрода к держаку. Обычно электрод должен быть направлен под углом 45 градусов к свариваемой детали. От наклона электрода зависит глубина проплавления и высота валика шва.

Выбираем электроды
Есть технология самостоятельного изготовления: проволока окунается в жидкое стекло и обваливается в песке с добавлением присадок — буры, соды, солей. Сегодня в продаже есть различные виды электродов.
Разделяют электроды:
- С основным покрытием. Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
- С рутиловым или кислотным покрытием. Дают больше шлака, требуют навыков. Легко поджигаются, шов лучше защищен. Плюс этого покрытия — меньшее образование газов при сварке, что хорошо сказывается на здоровье. При учебе лучше использовать именно этот вид.
 Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.
Они тяжело поджигаются, но дают мало шлака. Их легко контролировать, качество шва высокое. Требуют хорошей подготовки сварщика.Диаметр выбирается, исходя из толщины свариваемых деталей. Чем толще шов, тем выше сила тока, тем толще электрод. Оптимально применять, к примеру, электрод диаметром 3 миллиметра для сварки металла, толщиной 2 — 4 мм.
Зажигаем дугу
Начинающие сварщики сталкиваются со сложностью в начале. Зажечь дугу правильно можно несколькими способами:
- Чиркание. Простой способ, движение напоминает поджигание спички. Возникшая дуга удерживается и переводится в начало шва. Минус способа — наплывы и брызги металла вне дуги.
- Удар. На кончике электрода образуется пленка из шлака, дуга разгореться не может. Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
 Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.
Чтобы сбить шлак, нужно несколько раз легко стукнуть по поверхности. Возникшая искра дуги удерживается и переводится в начало шва. При этом методе электрод часто «залипает» — приваривается. Отрывать бесполезно, нужно его «выламывать» покачивающими движениями.Зажженная дуга образует сварочную ванну. При начале сварки делаем небольшое круговое движение — размешиваем ванну.
Чтобы следов от зажигания дуги на детали не осталось, пользуемся следующими лайфхаками:
- Чиркаем по шву, зажигаем дугу и переводим ее в начало шва. Движения не выходят за пределы шва, а следы поджига дуги завариваются.
- Используем стартовую пластину. Поджигать электрод и начинать сварку можно на куске металла, пристыкованном к началу шва. После стартовая пластина отламывается или срезается.
Выбираем силу тока
Чтобы получить управляемую сварочную ванну, нужно правильно определить силу тока. Она зависит от:
- Соотношения диаметра электрода к толщине свариваемого металла.
- Пространственного положения.
- Скорости движений сварщика.
Перед началом работы проваривается тренировочный шов. Правильно выбранная сила тока определяется по характеру ванны.
| Малая сила тока | Большая сила тока |
|---|---|
| Если дуга не поддерживается, гаснет, ванна получается узкая | Жидкая, неконтролируемая ванна, вытекающий металл, брызги вокруг шва, прожог |
Опытные сварщики ставят максимальные значения — это помогает варить быстрее.
Горизонтальные швы варятся при высокой силе тока, на вертикальных швах сила тока уменьшается на 10 — 15 %, потолочные швы требуют снижения на 20 — 30 % относительно горизонтальных.
Держим электрод правильно
На качество шва большое влияние оказывает длина дуги, траектория движения, скорость сварки и угол ведения электрода.
Движения электрода
- Возвратно-поступательные движения вдоль шва. Дают узкий шов с хорошим прогревом. Можно применять при соединении тонких деталей с небольшим зазором.
- Поперечные колебательные. У каждого сварщика есть свои «фирменные» предпочтения и привычки — кто-то ведет полумесяцем, кто-то «восьмеркой», Z-образное, многовитковое колебание. Применяется, если нужно получить широкий шов, при большом зазоре или заварке фасок. Правило — чем толще деталь, тем дольше нужно задерживаться на ее краях, чтобы хорошо прогреть.
 Можно применять при соединении тонких деталей с небольшим зазором.
Можно применять при соединении тонких деталей с небольшим зазором.Длина дуги
Частая ошибка начинающих сварщиков — несоблюдение длины дуги. «Короткая» дуга не прогреет металл, шов может получиться пористым и неравномерным. «Длинная дуга» перегреет металл, но разбрызгает металл на поверхности. Стык не получится, будет извилистым, неконтролируемым, с вкраплениями шлака и брызгами вокруг шва. Оптимально держать длину дуги 2-3 мм.
Скорость ведения сварки
Если варить слишком медленно, есть риск перегрева металла, прожига. Шов получится полукруглым, выпуклым.
Быстрое движение электрода приведет к непровару, прерывистому шву. Шов получится узкий, с включениями шлака и раковинами.
Шов получится узкий, с включениями шлака и раковинами.
Положение электрода
Классическая рекомендация начинающим сварщикам — держать электрод на протяжении всего шва под одинаковым углом.
Если держать перпендикулярно, будет излишний прогрев детали, что может привести к прожогу.
Малый угол наклона приведет к образованию раковин, контролировать при этом шов сложнее.
Лучше всего держать под углом 45 градусов.
Электрод не должен «толкать» шов, а «тащить» его. Это обеспечивает оптимальный прогрев, равномерность шва, контролируемость сварной ванны.
Варим правильно
Сваривание металла имеет много особенностей и сложностей. Главное при ведении шва — не прожигать металл, при этом проплавлять кромки.
Тонкий металл, корень шва деталей с зазором можно сваривать методом «в отрыв». Зажигается дуга, образуется сварочная ванна. Электрод резко поднимается, дуга гаснет, ванна начинает остывать и снова зажигается дуга в конце нее.
Сварка толстого металла, наплавка тела шва производится без отрыва. Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Зажигается дуга, сварочная ванна постепенно ведется вдоль шва. При необходимости совершаются колебательные движения.
Если электрод закончился, очищаем шлак. В месте завершения ванны образуется впадина — кратер. Новая дуга размешивается в кратере предыдущей, и сварка идет дальше.
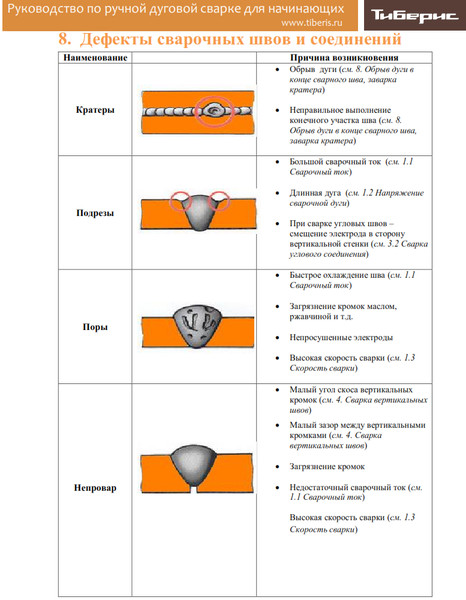
Дефектуем шов
После проведения сварки, шов обязательно очищается от шлака. Если сварка проведена хорошо, шлак отделяется одним ударом, легко. Плохой шов долго чистится, шлак хорошо держится за поры.
На какие дефекты нужно обратить внимание:
- Сплавление кромок. Оба края должны быть равномерно сплавлены.
- Подрезы. Края деталей при высокой силе тока расплавляются, получаются впадины. Это ослабляет металл.
- Раковины и шлаковые включения.
- Высота и ширина валика.
- Чешуйчатость валика.
Заключение
Чтобы научиться хорошо сваривать металл, нужно знать теорию и много практиковаться. Хорошо, если есть человек, способный указать начинающему сварщику на недочеты и способы их устранения. Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Это сформирует у сварщика правильные привычки, и швы будут всегда ровными, качественными. Немаловажным фактором является отношение сварщика к своему делу, желание получить более качественный шов, желание любоваться «маленьким солнцем» на кончике электрода.
Какие самые высокооплачиваемые сварочные работы в 2021 году?
Автор: Адам Мейсон.
Сварщики, которые усердно работают над развитием своих навыков и знаний в этой области, могут извлечь выгоду из высокого спроса и возможности торговаться за более высокую оплату и иметь доступ к высоко востребованным должностям.
Зарплата сварщика может сильно различаться в зависимости от штата, в котором он работает, компании, в которой он работает, а также уровня квалификации, которым он обладает.
Выбирая, какую нишу занять на рынке сварочных работ, важно понимать разницу между разными позициями сварщиков. Некоторые виды сварочных работ оплачиваются намного больше, чем другие по уважительной причине. Некоторые должности потребуют от сварщика работы в суровых или неприятных условиях.
Некоторые должности потребуют от сварщика работы в суровых или неприятных условиях.
Многие места с высоким спросом на сварщиков, такие как Аляска, известны неблагоприятными погодными условиями. Сварщиков также часто просят оставить свои семьи на длительное время в очень удаленных рабочих местах.
Во многих случаях работа также сопряжена со значительными опасностями. Удаленные места, опасные условия и работы, которые требуют, чтобы сварщик работал в закрытом помещении, обычно оплачиваются намного больше, чем другие сварочные работы.
Интересный факт:
Сварочные работы под водой, как правило, самые опасные по целому ряду причин и предлагают оплату, с которой могут конкурировать немногие другие сварочные должности.
Три самые высокооплачиваемые сварочные работы
Сварка как профессия приносит большое удовлетворение, но это также высококонкурентная профессия, которая требует от тех, кто рассматривает ее, тщательно взвесить свои возможности.
Далее следует описание самых высокооплачиваемых сварочных работ. Мы обсудим опасности, преимущества и диапазоны оплаты для каждого из них, чтобы помочь вам принять более обоснованное решение.
- Подводная сварка – мокрая и сухая сварка или барокамеры
Легко одна из самых опасных работ сварщик, подводная сварка, также является одной из самых безопасных и высокооплачиваемых работ. При подводной сварке предусмотрена специальная компенсация дополнительных опасностей, связанных с работой под водой.
Помимо очевидных опасностей, этим торговцам также приходится справляться с атмосферным давлением.
Несмотря на все это, многим подводным сварщикам нравятся испытания и путешествия, а также сюрреалистические условия работы. Подводная сварка бывает двух видов: мокрая сварка и сухая сварка. Влажная сварка выполняется, когда сварочный аппарат частично или полностью погружен в воду.
Для этого используются специально разработанные сварочные электроды. Сухая сварка или гипербарическая сварка означает сварку в герметичной камере, которая находится под водой.
Сухая сварка или гипербарическая сварка означает сварку в герметичной камере, которая находится под водой.
Барокамера закрывает сварочный аппарат и свариваемый материал. Он заполнен гелием или аргоном и кислородом, чтобы вытеснить воду, позволяя сварщику выполнять свою работу. Подводные сварщики должны пройти обширный курс обучения.
Это образование включает в себя навыки дайвинга, которые сопровождаются целым рядом необходимых навыков профессионального сварщика.
Начинающие подводные сварщики должны пройти серию строгих тестов на эффективность и знания, чтобы получить сертификат подводного сварщика. Необходимые наборы навыков включают подводное плавание с аквалангом, сварку на поверхности и сварку под водой.
Средняя зарплата подводного сварщика составляет 60–105 000 долларов в год . Однако большинство доходов колеблется в районе 25 000–80 000 долл. США . Водолазы-сварщики из верхних 10% зарабатывают 115 тысяч долларов, а нижние 10% получают 30 700 долларов. И согласно payscale.com это 39 долларов США.k – $125k
И согласно payscale.com это 39 долларов США.k – $125k
- Техник-сварщик/роботизированная сварка – граница между сварщиком и инженером
Сварка – это потрясающий набор навыков, которые будут востребованы в течение многих лет. Сварщики потребуются для работы в труднодоступных местах, мелкосерийного производства и ремонта.
Многие функции сварщиков останутся слишком сложными для автоматизации.
Были построены машины, которые могут выполнять множество сварочных задач, но для работы в непредсказуемых условиях и принятия сложных решений в обозримом будущем потребуется профессиональный сварщик-человек.
В строительстве сертифицированный специалист по сварке будет регулярно сталкиваться с различными металлами и различными ситуациями, требующими его специальных знаний.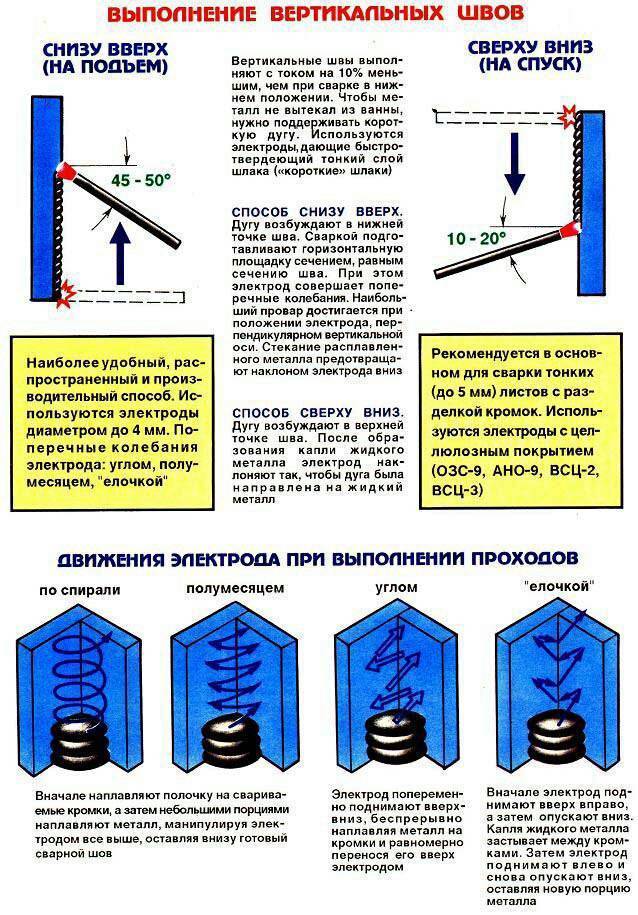
Подрядчики и работодатели ожидают, что техник хорошо разбирается в последних разработках и технологиях в этой области и способен их применять.
Техник-сварщик обычно работает на строительных или сборочных работах. Он или она должны принимать важные решения, касающиеся типа методов сварки, оборудования и процессов, которые будут использоваться.
Потребность в сертифицированных специалистах по сварке будет продолжать расти, что делает эту карьеру надежной и хорошо оплачиваемой. Плата за опыт для техника-сварщика находится на восходящей тенденции. Подробнее о роботизированной сварке здесь.
Сертифицированный специалист по сварке начального уровня с менее 5 лет опыта могут рассчитывать на среднюю общую компенсацию в размере 51–62 доллара США (в тысячах) плюс бонусы, оплату сверхурочных и чаевые.
- Армейская военная поддержка

Плюсами работы в армии являются гарантированные льготы, хорошая пенсия и здравоохранение, возможность путешествовать и надежная работа.
Чтобы поступить на военную службу в качестве сварщика, вам необходимо пройти тщательный медицинский и психологический осмотр.
Однако не стоит бояться, потому что всегда есть востребованные военно-профессиональные специальности (ВСК).
После того, как вы пройдете все тесты, вы будете отправлены на курс Allied Trades Training. Обучение длится около 19 недель, и во время него вы также освоите навыки машиниста, которые пригодятся вам, когда вы вернетесь в частный сектор.
Зарплата не впечатляет, но есть и другие преимущества, помимо надежной работы, которые компенсируют это. Возможность получить сертификаты по GMAW, SMAW, дуговой сварке с флюсовой проволокой, GTAW и газокислородной/плазменной резке.
Пособия на образование, такие как помощь в обучении, которая позволяет человеку получать до 250 долларов за кредитный час для обучения в колледже. Затем следуют программы сертификации, такие как дополнительные сертификаты AWS и NIMS. Вы даже можете стать сертифицированным инспектором по сварке AWS. Лучшее в этих льготах то, что солдаты, которые служат честно, будут иметь доступ к посту 9./11 Счет за гражданское право и льготы по этому счету могут быть переданы членам вашей семьи.
Затем следуют программы сертификации, такие как дополнительные сертификаты AWS и NIMS. Вы даже можете стать сертифицированным инспектором по сварке AWS. Лучшее в этих льготах то, что солдаты, которые служат честно, будут иметь доступ к посту 9./11 Счет за гражданское право и льготы по этому счету могут быть переданы членам вашей семьи.
48 988 долларов США – Средняя годовая зарплата на Paysa.com
Оплата будет сильно различаться в зависимости от штата, сертификации, навыков и рода войск.
Средняя годовая зарплата из других источников:
- 41 076 долларов Годовая зарплата сварщика армии США в США по данным Indeed.com
- 46 919 долларов Средняя зарплата военных сварщиков по данным ZipRecruiter.com
- Сварщик трубопроводов (высококвалифицированные сварщики)
Нефтяные, газовые, водные и другие трубопроводы обеспечивают жизненную силу нашей инфраструктуры. Сварщики труб всегда будут пользоваться большим спросом, пока высок спрос на топливо и другие ресурсы.
Сварщики труб всегда будут пользоваться большим спросом, пока высок спрос на топливо и другие ресурсы.
Многие сварщики труб работают на нефтяных вышках и нефтеперерабатывающих заводах. Эти объекты составляют большую часть нефтегазовой отрасли. Сварщики трубопроводов также нужны в автомобильной промышленности, судостроении, атомной энергетике, аэрокосмической промышленности и производстве, не говоря уже о вооруженных силах.
Зачастую рабочие места находятся в труднодоступных местах. В дополнение к обучению тому, как выполнять высококачественные сварные швы, сварщики, работающие на промышленных трубах, должны освоить применение своего ремесла при работе в сложных положениях.
Средняя заработная плата сварщиков труб по стране варьируется от 35 000 до 58 000 долларов в год согласно salaryexpert.com . На payscale.com ваша рыночная стоимость будет составлять 58 тысяч в год, а на Glassdoor.com — 38 166 долларов в год .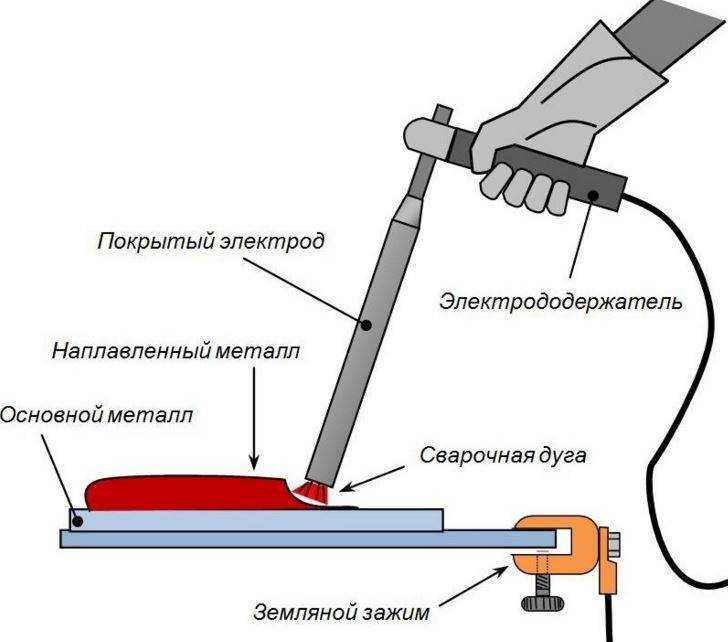
Beal University предлагает диплом сварщика, который можно получить за 16 месяцев*! Все занятия проводятся локально в Бангоре!
*Продолжительность программы при выполнении в обычное время.
TPS/i — интеллектуальная система сварки MIG/MAG
Программные приложения, которые мы предлагаем в области управления данными, делают повседневную жизнь сварщика и координатора сварки намного проще и эффективнее. В дополнение к идеальному результату сварки эти приложения обеспечивают надежное документирование данных и помогают определить оптимальные параметры сварки.
WeldCube Премиум
Прозрачность и безопасность, а также производительность и экономия времени являются общими требованиями в сварочном производстве. Запись данных сварки для документирования и анализа может оказать неоценимую помощь; и именно здесь на первый план выходит программное обеспечение для управления данными сварки WeldCube. Премиум-версия предоставляет вам удобный централизованный ресурс документации данных с интеллектуальными функциями управления, статистики и анализа, включая графические оценки.
В WeldCube Премиум
Премиум-версия предоставляет вам удобный централизованный ресурс документации данных с интеллектуальными функциями управления, статистики и анализа, включая графические оценки.
В WeldCube Премиум
Приложение WeldConnect
WeldConnect позволяет сварщикам легко подобрать нужные параметры для ручной сварки. Приложение помогает определить правильные настройки на каждом этапе и позволяет передавать сохраненные параметры сварки по беспроводной связи на подключенную сварочную систему. Его также можно использовать для сканирования номеров деталей, серий и сварных швов для документирования данных по конкретным компонентам и для идентификации пользователя с помощью мобильных телефонов с поддержкой NFC. В приложение WeldConnect
Центральное управление пользователями
Централизованное управление пользователями обеспечивает быстрое и простое администрирование пользователей, заменяя отдельную настройку непосредственно на каждом устройстве и тем самым экономя много времени. Затем становится просто автоматически передавать права пользователя на новые устройства.
К центральному управлению пользователями
Затем становится просто автоматически передавать права пользователя на новые устройства.
К центральному управлению пользователями
СмартМенеджер
SmartManager — это веб-решение, которое позволяет вам получать доступ к документации данных TPS/i из веб-браузера. Данные записываются локально на устройство и становятся доступными через WeldCube Light и Basic. Все настройки можно сделать на ПК и при необходимости экспортировать или импортировать.
API
Наш API — это интерфейсное решение, позволяющее обмениваться данными с другими системами. Это означает, что вы можете легко получить доступ к данным о наших сварочных системах и создать подробный анализ, оценку и визуализацию, используя свои собственные программные пакеты.