описание процесса, урок сварки для начинающих, видео инструкция
Сварка – это надежный процесс соединения между собой двух металлических деталей. Опытные сварщики и домашние умельцы с ее помощью изготавливают различные емкости, печи для гаражей и бань, тепличные каркасы, металлические ворота и прочие необходимые в быту вещи. На первый взгляд кажется, что процесс сварки является простым, однако это далеко не так.Предварительно требуется много чему научиться и много что учесть. Поэтому, прежде чем браться за самостоятельное изготовление изделий при помощи сварки, рекомендуется изучить этот процесс, узнать все его тонкости, посмотреть видео урок. Начинающим сварщикам лучше всего начать обучение со сварки при помощи легкого в управлении инвертора.
Что представляет собой инверторный аппарат
Такое оборудование появилось сравнительно недавно, существенно облегчив работу большинству сварщиков. Применение нового способа сварки позволило значительно уменьшить габариты аппарата и вес его оснащения. Начинающим сварщикам будет достаточно просто учиться соединять детали с помощью максимально удобного и очень экономичного инвертора.
Начинающим сварщикам будет достаточно просто учиться соединять детали с помощью максимально удобного и очень экономичного инвертора.Инверторный аппарат для сварки представляет собой небольшой ящик, вес которого зависит от его мощности и может составлять от 3 до 7 кг. Вся конструкция находится в механическом корпусе с вентиляционными отверстиями, который можно переносить при помощи ручки или ремня.
На панели устройства расположен тумблер или ручка для включения питания. Индикаторы перегрева и питания находятся на лицевой части корпуса. Здесь же есть два выхода для подключения рабочих кабелей – «плюс» и «минус». Один кабель аппарата заканчивается электродом, а второй зажимом-прищепкой. Их разъем подключения к электропитанию находится с торцевой стороны корпуса. Для выставления сварочного тока и напряжения аппарат оборудован специальными ручками.
Принцип работы инверторного устройства
Работает инвертор от обычной бытовой электрической сети с частотой в 50 Гц.
- Устройство имеет выпрямляющую схему, с помощью которой переменный ток преобразовывается в постоянный.
- После этого специальным фильтром происходит окончательное сглаживание.
- Инвертором называют электрический узел аппарата, в котором постоянный ток преобразовывается в переменный. Получаемая на выходе частота измеряется десятками килогерц. Иногда это значение может быть до 60 кГц В зависимости от модели используемого устройства).
- Полученный на выходе высокочастотный ток понижается до нужного напряжения, в результате чего сила тока достигает необходимого для сварки значения в 120-200 ампер.
Такое двойное преобразование нужно для того, чтобы для понижения напряжения высокочастотного тока можно было использовать небольшие по весу и объему трансформаторы. Так, например, для инвертора с силой тока в 160А требуется трансформатор в 250 грамм. Вес оборудования для работы по старой технологии составляет 18 килограмм.
Достоинства и недостатки сварочного инвертора
Наряду с небольшим весом, современный сварочный аппарат имеет еще достаточно много плюсов:
- С помощью схемы его управления можно реализовать множество функций, которые намного облегчат сварочный процесс.
 Это, например, предотвращение залипания электрода или облегчение розжига дуги.
Это, например, предотвращение залипания электрода или облегчение розжига дуги. - Инвертором можно выполнять аргонодуговую сварку, применив для этого электроды из вольфрама.
- Можно использовать для сварки различные электроды, что имеет большое значение при обработке цветного металла, чугуна или разных видов сплавов.
 Это, например, предотвращение залипания электрода или облегчение розжига дуги.
Это, например, предотвращение залипания электрода или облегчение розжига дуги.Для более объективного описания этого сварочного устройства стоит отметить его недостатки:
- существенный минус такого оборудования – его цена, которая в 2-3 раза выше обычных сварочных аппаратов;
- при частой и длительной эксплуатации инвертора его необходимо регулярно чистить, так как из-за полупроводниковых деталей он очень чувствителен к пыли;
- кабель устройства должен быть не более 2,5 метров длиной, что существенно сковывает движения сварщика;
- многие модели такого оборудования при пониженных температурах использовать не рекомендуется.
Сварка инвертором для начинающих – инструкция
Перед началом работ тем, кто будет соединять детали при помощи сварочного аппарата впервые, рекомендуется изучить сам процесс сварки, посмотрев для этого видео ролики. Разделить его можно на несколько этапов:
Разделить его можно на несколько этапов:
- На первом этапе происходит замыкание электрода и металла, о чем свидетельствует образование дуги.
- Создается высокая температура, под воздействием которой расплавляются обрабатываемые материалы.
- В результате плавления кромок металлических деталей и электрода происходит соединение заготовок и получается шов.
Во время сварочного процесса большую роль играет электрод, который используется для образования сварочной ванны без кислорода. Нанесенный на него порошок необходим для поддержания равномерного горения дуги.
До начала работ сварщик должен подготовить для себя защитную амуницию:
- грубую куртку;
- специальный защитный шлем;
- перчатки из грубой ткани.
Теперь нужно выбрать электрод и настроить сварочный ток. Для инверторных аппаратов электроды должны иметь диаметр в 2-5 мм. В зависимости от их толщины и толщины обрабатываемых деталей выставляется сварочный ток. Каково должно быть его значение обычно указывается на корпусе инвертора.
Каково должно быть его значение обычно указывается на корпусе инвертора.
После того как все подготовлено, клемма массы подключается к свариваемой поверхности и начинается процесс сварки. Чтобы не происходило залипание электрода, во время сварочных работ его не рекомендуется подносить близко к металлической поверхности.
Пошаговая инструкция сварки инвертором для начинающих:
- Чтобы зажечь дугу, электрод к детали нужно поднести немного под углом, а для его активации несколько раз дотронуться до поверхности металла.
- После того как дуга появилась, электрод удерживается на некотором расстоянии (равном его диаметру) от изделия. Должен получиться сварочный шов.
- Накипь сверху шва необходимо убрать увесистым твердым инструментом, можно молотком.
То, что после процесса сварки должно получиться, можно посмотреть по видео ролику с уроком для начинающих сварщиков.
Дуговой промежуток
Опытные сварщики все работы выполняют уже практически не глядя, а вот начинающим во время этого процесса необходимо тщательно следить за дуговым промежутком. Поддержание его одинаковой величины во время сварки является важным моментом.
Поддержание его одинаковой величины во время сварки является важным моментом.
Если зазор будет большим , то дуга начнет скакать, а наплавляемый материал криво укладываться.
При маленьком зазоре основной металл не будет успевать прогреваться и шов получиться выпуклым.
При обеспечении зазора с оптимальным расстоянием будет хороший провар, и в результате получится ровный и нормальный шов. Также в процессе сварки не нужно забывать, что электрод плавится постепенно. Поэтому, если его не двигать, то расстояние между ним и металлом будет увеличиваться.
Урок для начинающих по формированию правильного шва
В процессе сварочных работ очень важно следить, чтобы шов был на уровне металла. Глубоко и интенсивно протекающая в материал дуга толкает ванну назад, в результате чего образуется шов. Если движения электродом будут слишком быстрыми, то шов получится дефективным.
Для образования идеального шва можно делать зигзагообразные и круговые движения.
- При движениях в разные стороны следует контролировать образование шва сначала с одного края детали, потом сверху ванны и затем с другого края изделия.
- При круговых движениях ванна распределяется по кругу и контролируется уровень шва.
Меняя направление, нужно знать, что ванна следует за теплом. Когда металла электрода недостаточно, формируется подрез. Чтобы не допустить его появления необходимо тщательно следить за ванной и контролировать наружные границы.
С помощью расположенной на конце электрода силой дуги можно манипулировать ванной. При наклоне электрода она будет не тянуться, а толкаться.
Чем вертикальнее будет расположение электрода, тем менее выпуклым будет шов, так как ванна будет хорошо проплавляться, вдавливаться вниз и распространяться вокруг.
Если электрод будет наклонен слишком сильно, то прикладываемая по направлению шва сила не даст управлять ванной.
При слегка наклоненном электроде шов всплывает, так как сила направляется назад.
Поэтому для того чтобы сдвинуть ванну назад или получить плоский шов, наклоны электрода должны быть под разным углом. Начинать следует с угла в 45 до 90 градусов. С помощью такого угла можно нормально выполнить сварку и получить плоский шов.
Тем, кто задумал обучиться сварочным работам, лучше всего заняться этим с помощью инвертора. Простой в использовании он идеально подойдет для начинающих сварщиков. Однако следует знать, что продаваться могут модели, которые подходят для любительской сварки, а также дорогостоящее оборудование для профессионалов, которое чаще всего используется в промышленности. Не стоит забывать и о том, что для сварочных работ обязательно нужны средства индивидуальной защиты. На дугу ни в коем случае нельзя смотреть без специальной маски.
Оцените статью: Поделитесь с друзьями!Уроки дуговой сварки для начинающих мастеров
Сегодня профессия электросварщика довольно редкая. Для аккуратного выполнения сварочных работ требуется усидчивость, огромное терпение и, конечно, ответственный подход со стороны работника. Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Для аккуратного выполнения сварочных работ требуется усидчивость, огромное терпение и, конечно, ответственный подход со стороны работника. Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Сварщик обязательно должен хорошо разбираться в технологии выполнения дуговой сварки, ведь чтобы шов получился надежным и прочным потребуется соблюдать множество условий. Сварка для начинающих в первую очередь должна начинаться с техники безопасности.
Во время сварочных работ образуется настолько мощный яркий свет, что можно легко прожечь сетчатку глаза. Поэтому прежде чем приступать к сварочным работам, необходимо обязательно позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ. Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Чтобы избежать ожогов рук и всего тела необходимо обязательно пользоваться защитной одеждой. Обучение сварке всегда начинается с азов. Чтобы разобраться со сварочным аппаратом, необходимо хорошо изучить принцип его действия.
Существуют агрегаты переменного и постоянного тока
Именно вторым видом предпочитают пользоваться сварщики-профессионалы. В сварочном аппарате имеются два отвода, которые имеют разную полярность. От того, какая полярность будет выбрана для обрабатываемого изделия, зависит вся дальнейшая работа. Правильно подключать положительный полюс к изделию, а отрицательный к электроду, тогда будет соблюдена прямая полярность.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на детали, которую требуется варить. Далее на сварочном аппарате устанавливается ток нужной величины. Его размер напрямую зависит от того, насколько глубокий и прочный шов необходимо выполнить, а также какой вид и толщину металла требуется варить.
Также особого подхода требует выбор электрода для сварочных работ. Высококвалифицированному специалисту приходится пользоваться электродами различной длины и диаметра в зависимости от сложности предстоящих работ. Обычно на упаковке всегда имеется таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного вида электрода.
Для того чтобы начать работу необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как бы чиркнуть им об поверхность. После того, как загорелось пламя, следует обязательно приподнять конец электрода на расстояние не более 5 миллиметров от поверхности. Теперь можно начинать работать. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, который плохо соединяет свариваемые поверхности.
Правильней всего варить метал под углом 60 градусов к поверхности. Однако далеко не всегда сварщик может соблюдать такие условия, ведь часто сварочные работы проводятся в весьма труднодоступных местах. Однако именно от угла наклона электрода напрямую зависит глубина шва, а значит и его надежность. Именно поэтому в технических университетах практикуется обучение сварки в труднодоступных местах. Техника сварки, прежде всего, зависит от правильного перемещения зажженной дуги. Существует несколько способов, как правильно перемещать электрод вдоль шва.
Обучение сварке, как правило, требует определенных умений и долгой практики. Двигать электрод можно по серповидной, петлевидной, зигзагообразной и некоторым другим траекториям. Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.
Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.
Чтобы хорошо усвоить уроки сварки необходимо, прежде всего, разобраться в технологии сварочных работ. Под действием тока заданной величины происходит расплавление самой поверхности, внутреннего стержня электрода и его покрытия. Покрытие электрода при горении образует газовое облако, внутри которого полностью отсутствует кислород. Таким образом, металл перестает контактировать с воздухом и под электродом образуется сварочная ванна, где накапливаются расплавленные остатки обрабатываемой поверхности и самого электрода. Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает. Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Многие начинают пугаться внешнего вида проделанной работы. Однако если правильно отбить остатки покрытия электрода, под шлаком можно обнаружить красивый, равномерный шов. Именно он говорит о качестве выполненной работы и профессионализме сварщика. Вскоре варить металл станет намного проще, ведь каждая следующая работа будет намного лучше предыдущей.
Похожие статьиНовые уроки сварки электродом – правильная сварка в лодочку
Сварка электродом из металла является самой старой и известной технологией при осуществлении сварки дуговой. Уроки сварки электродом востребованы и среди профессионалов, и среди любителей.
Чтобы образовалась дуга к электроду, а затем поддерживалась, подводится для сварки ток. Если к конструкции подсоединяется положительный полюс, то сварка осуществляется на прямой полярности. А если отрицательный, то на обратной. Под дугой электрод из металла со своим покрытием с одной стороны, и конструкция — с другой стороны, плавится.
Под дугой электрод из металла со своим покрытием с одной стороны, и конструкция — с другой стороны, плавится.
Металл электрода переходит в сварочную ванну, где перемешивается с металлом основным, а оставшаяся ненужная часть всплывает. Чем дальше удаляется дуга, тем металл сильнее кристаллизуется, и образуется шов, соединяющий детали.
Виды движения электрода при сварке
Сварщик выбирает тот или иной тип выполнения сварки, в зависимости от положения в пространстве шва. Чтобы знать, как правильно варить сваркой электродами, нужно знать техники, используемые в разных положениях.
Различаются положения нижнее — от нуля до шестидесяти градусов, вертикальное — от шестидесяти до ста двадцати градусов и потолочное — от ста двадцати до ста восьмидесяти градусов.
Уроки сварки электродом
Сварка электродом в нижнем положении
При сварке в этом положении, главное — нужно полностью проплавить сечения таким образом, чтобы не образовались прожоги. Когда осуществляются односторонние швы, сложно обойтись без прожогов. Для этого используются методы удержания ванны для сварки.
Когда осуществляются односторонние швы, сложно обойтись без прожогов. Для этого используются методы удержания ванны для сварки.
В этом случае сварка выполняется следующими способами: конструкция поворачивается на сорок пять градусов в положение в лодочку или электрод наклоняется. Сварка в лодочку здесь подойдет больше, потому что, работая наклонным электродом, сложно избежать подрез по вертикали и, в то же время, хорошо проварить нижнюю поверхность, потому что металл при расплавлении отекает.
Сварка электродом в вертикальном положении
При осуществлении такой сварки, металл, расплавляясь, также воздействует на то, как будет формироваться шов и глубина проплавления. Вертикальные швы, обычно, осуществляют на подъем. Таким образом, получится, как следует проварить и поддержать раскаленный металл на кромках.
Но сварка в этом случае будет отличаться низкой производительностью, однако она увеличивается при спуске. Маленькая проплавляемая глубина получится только для такого металла, у которого будет небольшая толщина.
Выполнять горизонтальные швы на вертикальной поверхности крайне неудобно, потому что раскаленный металл постоянно натекает на деталь, находящуюся внизу.
Сварка электродом в потолочной позиции
В такой позиции сварка также очень сложна. Металл, чтобы не вытечь, удерживается в сварочной ванне. Следовательно, нужно сделать так, чтобы раскаленный металл не завышал данную силу. Поэтому сварочная ванна здесь может быть уменьшена, и сварка выполняется короткими постоянными замыканиями, помогая металлу кристаллизоваться постепенно. Также здесь можно использовать диаметры электродов меньшего размера, снижение силы тока, использование других электродов, которые дадут вязкую ванну для сварки.
Плюсы и минусы
Плюсы сварки электродом заключаются в возможности ее применения при разных позициях в пространстве, в труднодоступных местах, в быстроте перехода от одного материала сварки к другому, сварке разных сталей из-за большого выбора электродов, простоте оборудования, легкости при перемещении и транспортировке.
Минусы сварки состоят в низкой производительности, если сравнить другие технологии, вредных условиях при осуществлении сварки и в том, что качество в большей степени зависит от профессионализма.
Инверторный аппарат
Если сварщик выполняет сварочные работы не так часто или нерегулярно, то лучшим решением для него будет инвертор. Это устройство, где выполняется формирование напряжения специальным прибором. Инвертор имеет несколько значительных преимуществ.
Он совершенно не реагирует на скачки, случающиеся в напряжении. Полученный шов будет иметь лучшее качество, чем при применении других устройств.
Используются разные электроды для сварки инвертором, и для каждого материала будут применяться разные электроды. Этот сварочный аппарат является очень популярным, потому что его легко использовать, а результат получается отличный.
От чего зависит конечный результат
Чтобы сварка в итоге была качественная, нужно сделать прочный шов.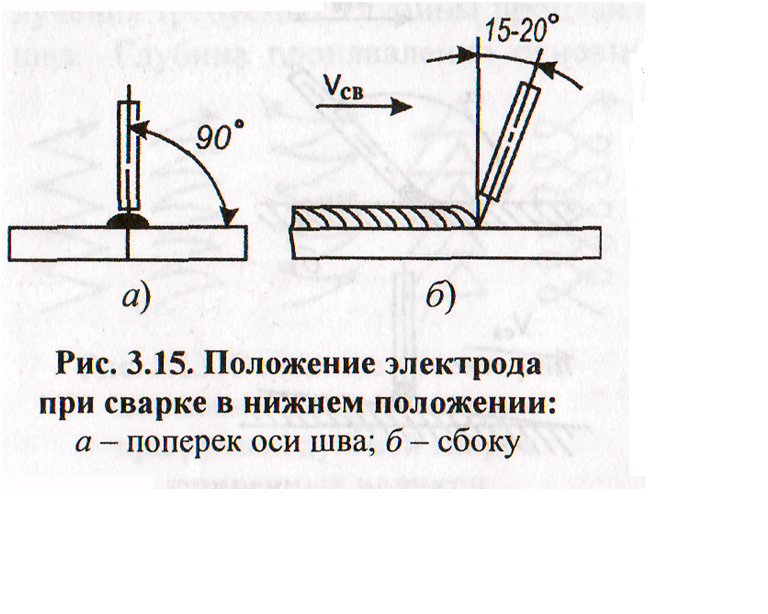 В процессе сварки важно не только следовать правильной технологии и иметь долю опыта и мастерства, но и крайне необходимо делать правильный выбор материала для сварки. Лучше всего будет обратиться по этому вопросу к специалисту, который поможет выбрать наиболее подходящий материал, чем пытаться, не разбираясь в вопросе, выбирать самостоятельно.
В процессе сварки важно не только следовать правильной технологии и иметь долю опыта и мастерства, но и крайне необходимо делать правильный выбор материала для сварки. Лучше всего будет обратиться по этому вопросу к специалисту, который поможет выбрать наиболее подходящий материал, чем пытаться, не разбираясь в вопросе, выбирать самостоятельно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сварка – Обустройство дома – Смотреть онлайн видео уроки для начинающих бесплатно!
В категории Сварка находятся бесплатные онлайн видео уроки по этой теме. Сварка – это технологический процесс соединения материалов в результате установления межатомных и межмолекулярных связей между свариваемыми частями, которое происходит при их нагреве (местном или общем) и пластическом деформировании. Сварка применяется для соединения изделий из металла и неметаллических материалов (стекла, керамики, пластмасс и др. ). При сварке может использоваться: газовое пламя, электрическая дуга, лазерное излучение, электронный луч, трение, ультразвук. Сварщик – это специалист, рабочий по сварочным работам. Изучение сварки по видео урокам будет полезно как для начинающих, так и для более опытных сварщиков. Видеоуроки из рубрики Сварка Вы можете смотреть бесплатно в любое удобное время. К некоторым видео урокам по сварке приложены дополнительные материалы для обучения, которые можно скачать. Приятного Вам обучения!
). При сварке может использоваться: газовое пламя, электрическая дуга, лазерное излучение, электронный луч, трение, ультразвук. Сварщик – это специалист, рабочий по сварочным работам. Изучение сварки по видео урокам будет полезно как для начинающих, так и для более опытных сварщиков. Видеоуроки из рубрики Сварка Вы можете смотреть бесплатно в любое удобное время. К некоторым видео урокам по сварке приложены дополнительные материалы для обучения, которые можно скачать. Приятного Вам обучения!
Всего материалов: 3
Показано материалов: 1-3
Страницы: 1
Полуавтоматическая дуговая сварка в защитном углекислом газе (MIG), технология
Онлайн урок «Полуавтоматическая дуговая сварка в защитном углекислом газе (MIG), технология» посвящен вопросу о том, что такое полуавтоматическая сварка, основы, технология сварки с автоматической подачей проволоки, обучение для начинающих сварщиков. Полуавтоматическая сварка металла или сварка с подачей проволоки стала обычным явлением в связи появления недорогих сварочных аппаратов, которые стали использоваться как в мастерских, так и в домашних условиях. В данном видео уроке будет изучаться…
Дуговая сварка металла – технология, аппарат, электроды. Часть 2 из 2
В этом онлайн уроке рассказывается о том, как правильно выполнять дуговую сварку, технология, аппарат, электроды и т.д. Существует достаточно много способов соединения металлов между собой. Это зависит от поставленной задачи, толщины и вида металла, положения сварки, требование к прочности соединения, а также от индивидуальной техники сварщика. Здесь рассматриваются основные методы дуговой сварки металлов. Не зависимо от того какой сварочный аппарат вы используете стационарный или переносной…
Основы ручной электродуговой (дуговой) сварки, обучение для начинающих. Часть 1 из 2
Видео «Основы ручной электродуговой (дуговой) сварки, обучение для начинающих» посвящено вопросу о том, как самостоятельно научиться выполнять сварочные работы. Дуговая сварка является одним из самых распространенных методов соединения металла. Электрический ток от сварочного аппарата образует дугу между металлом и электродом. На сварочном электроде горит специальное покрытие, которое выделяет газ, защищающий область контакта от взаимодействия кислородом. Газ перегорает и плавит метал. При этом…
1-3
Если у Вас есть качественные видео уроки, которых нет на нашем сайте, то Вы можете добавить их в нашу коллекцию. Для этого Вам необходимо загрузить их на видеохостинг (например, YouTube) и добавить код видео в форму добавления уроков. Возможность добавлять свои материалы доступна только для зарегистрированных пользователей.
Урок «Сварочные выпрямители»
ТАМБОВСКОЕ ОБЛАСТНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ “ПРИБОРОСТРОИТЕЛЬНЫЙ КОЛЛЕДЖ”
УЧЕБНО-МЕТОДИЧЕСКОЕ ПОСОБИЕ ПО ИЗУЧЕНИЮ УРОКА
ПМ.01. Подготовительно – сварочные работы и контроль качества сварных швов после сварки
МДК.01.01. Основы технологии сварки и сварочное оборудование
Тема 1.2. Источники питания сварочной дуги
Тема урока «Сварочные выпрямители»
Разработала Яковлева Елена Петровна
АННОТАЦИЯ
Методическая разработка урока теоретического обучения составлена в соответствии с календарно-тематическим планом ПМ.01. Подготовительно – сварочные работы и контроль качества сварных швов после сварки на основе Федерального государственного образовательного стандарта среднего профессионального образования по профессии 15.01.05 Сварщик (ручной и частично механизированной сварки (наплавки), утвержденного приказом Министерства образования и науки Российской Федерации от 2 августа 2013 г. № 842 (Зарегистрировано в Минюсте России 20.08.2013 № 29669).
Разработка направлена на подготовку выпускников к виду профессиональной деятельности: ВПД 2. «Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях», формирующему профессиональные компетенции ПК 2.2. «Выполнять ручную дуговую и плазменную сварку средней сложности и сложных деталей аппаратов, узлов, конструкций и трубопроводов из конструкционных и углеродистых сталей, чугуна, цветных металлов и сплавов», ПК 2.5. «Читать чертежи средней сложности и сложных сварных металлоконструкций», ПК 2.6. «Обеспечивать безопасное выполнение сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда», ПК 2.7. Выполнять настройку режимов сварки сварочных инверторных аппаратов для изготовления ёмкостей из алюминия и его сплавов.
Общие компетенции – ОК 1. Понимать сущность и социальную значимость своей будущей профессии, проявлять к ней устойчивый интерес. ОК 2. Организовывать собственную деятельность, исходя из цели и способов её достижения, определённых руководителем. ОК 3. Анализировать рабочую ситуацию, осуществлять текущий и итоговый контроль, оценку и коррекцию собственной деятельности, нести ответственность за результаты своей работы. ОК 5. Использовать информационно-коммуникационные технологии в профессиональной деятельности. ОК 6. Работать в команде, эффективно общаться с коллегами, руководством, клиентами.
Методическая разработка может быть использована в дополнительном профессиональном образовании и профессиональной подготовке рабочих в области металлообработки при наличии среднего (полного) общего образования.
СОДЕРЖАНИЕ
|
1. |
Аннотация |
|
2. |
Введение |
|
3. |
Рабочая программа ПМ.01. Фрагмент |
|
4. |
Календарно-тематический план. Фрагмент |
|
5. |
План урока |
|
6. |
Приложение 1 |
|
7. |
Приложение 2 |
|
Заключение |
|
|
Список используемых источников |
ВВЕДЕНИЕ
В восьмом веке на территории нашей России проживали племена, которые поклонялись различным идолам, поскольку боялись и не понимали явлений природы.
Одним из таких богов был Сварог. Он являлся покровителем кузнецов. Сварог – бог огня, молнии, грома. В свою очередь, местные поселяне Росичи, уважали и боялись кузнецов, так как они владели тайнами изготовления металла, умели соединять металл, изготавливать оружие, инструменты, умели лечить людей. Кузнецы называли себя: «Сварожичи».
Профессия “Сварщик” и определение процесса соединения металлов – сварка, идет с тех древних времен. Сварка – самый производительный процесс изготовления неразъемных соединений.
Выбрав профессию: “Сварщик (электросварочные и газосварочные работы)”, студенты научатся профессионально владеть мастерством соединения металлов несколькими способами: ручной дуговой покрытыми электродами, газовой – ацетилено – кислородным пламенем, вольфрамовым электродом в защитной среде инертного газа, полуавтоматической в углекислом газе и т.д.
В результате изучения темы 1.2. Источники питания сварочной дуги, студенты будут иметь практический опыт:
– настройки сварочного оборудования на заданные параметры
– чтения чертежей средней сложности
– организации безопасного выполнения сварочных работ на рабочем месте в соответствии с санитарно-техническими требованиями и требованиями охраны труда
уметь:
– устанавливать режимы сварки по заданным параметрам
– экономно расходовать электроэнергию, бережно обращаться с инструментами, аппаратурой и оборудованием
– соблюдать требования безопасности труда и пожарной безопасности.
– читать схемы устройства сварочных источников питания дуги.
знать:
– устройство обслуживаемых электросварочных машин
– правила установки режимов сварки по заданным параметрам
– требования к организации рабочего места и безопасности выполнения сварочных работ.
РАБОЧАЯ ПРОГРАММА ПМ.01. ФРАГМЕНТ
2.2. Тематический план и содержание профессионального модуля
|
Наименование разделов профессионального модуля (ПМ), междисциплинарных курсов (МДК) и тем |
Содержание учебного материала, лабораторные работы и практические занятия, самостоятельная работа обучающихся, курсовая работ (проект) (если предусмотрены) |
Объем часов |
Уровень освоения |
|
|
Раздел 1. Основы технологии сварочных работ |
265 |
|||
|
МДК 01. 01. Основы технологии сварки и сварочное оборудование |
60 |
|||
|
Тема 1.1. Сварные швы и сварные соединения |
Содержание |
40 |
||
|
Введение. История развития сварки. |
2 |
|||
|
Классификация электрической сварки плавлением. Сварочные материалы. |
2 |
|||
|
Сварочный термический цикл, сварочные деформации и напряжения. |
2 |
|||
|
Классификация сварных швов. |
2 |
|||
|
Классификация сварных соединений. |
2 |
|||
|
Обозначение сварных швов на чертежах. |
2 |
|||
|
Обозначение сварных швов на чертежах. |
2 |
|||
|
Конструктивные элементы кромок. |
2 |
|||
|
Конструктивные элементы кромок. |
2 |
|||
|
Основные параметры режимов сварки. |
2 |
|||
|
Влияние основных параметров режима и пространственного положения при сварке на формирование сварного шва. |
2 |
|||
|
Влияние основных параметров режима и пространственного положения при сварке на формирование сварного шва. |
2 |
|||
|
Лабораторные работы (не предусмотрено) |
– |
|||
|
Практические занятия |
10 |
|||
|
Изучение влияния углерода на свариваемость стали. |
||||
|
Анализ характеристик наиболее распространенных марок электродов. |
||||
|
Расчёт параметров режимов сварки по ГОСТ5264-80 углеродистых сталей в нижнем положении. |
||||
|
Расчёт параметров режимов сварки по ГОСТ5264-80 углеродистых сталей в вертикальном положении. |
||||
|
Разработка факторов влияния окалины, ржавчины и влаги на качество сварного шва. |
||||
|
Тема 1.2. Источники питания сварочной дуги |
Содержание |
20 |
||
|
Общие требования к источникам питания для дуговой сварки. |
2 |
|||
|
Оборудование поста для ручной дуговой сварки. |
2 |
|||
|
Физическая сущность возникновения сварочной дуги. |
2 |
|||
|
Статические вольтамперные и динамические характеристики сварочной дуги. |
2 |
|||
|
Сварочные трансформаторы. |
2 |
|||
|
Сварочные выпрямители. |
2 |
|||
|
Инверторные источники питания сварочной дуги. |
2 |
|||
|
Лабораторные работы (не предусмотрено) |
– |
|||
|
Практические занятия (не предусмотрено) |
– |
|||
|
Внеаудиторная (самостоятельная) учебная работа при изучении раздела 1.
|
25 |
|||
КАЛЕНДАРНО-ТЕМАТИЧЕСКИЙ ПЛАН. ФРАГМЕНТ
|
Тема 1.2. Источники питания сварочной дуги
|
20 |
ОК 1-6 |
ПК 1.3,1.4 |
1;4;5 |
13 |
– |
Яковлева Е.П. |
|||||
|
21 |
урок |
Общие требования к источникам питания для дуговой сварки. |
2 |
ПК 1.3,1.4 |
1;4;5 |
ОИ8, стр.32 |
Сообщение Прихватка деталей из низкоуглеродистой стали. |
2 |
Опрос (фрон-тальный) |
Яковлева Е.П. |
||
|
22 |
урок |
Оборудование поста для ручной дуговой сварки. |
2 |
ОК 1-6 |
ПК 1.3,1.4 |
1;4;5 |
ДИ5, стр34 |
Сообщение Условные изображения видимых и невидимых швов сварных соединений. |
2 |
Опрос (фрон-тальный) |
Яковлева Е.П. |
|
|
23 |
урок |
Физическая сущность возникновения сварочной дуги. |
2 |
ОК 1-6 |
ПК 1.3,1.4 |
1;4;5 |
ОИ8, стр.32 |
Сообщение Конструктивные элементы кромок |
2 |
Опрос (фрон-тальный) |
Яковлева Е.П. |
|
|
24 |
урок |
Статические вольтамперные и динамические характеристики сварочной дуги. |
2 |
ОК 1-6 |
ПК 1.3,1.4 |
1;4;5 |
ДИ5, стр34 |
Сообщение Ориентировочная длина прихваток. |
2 |
Опрос (фрон-тальный) |
Яковлева Е.П. |
|
|
25 |
урок |
Сварочные трансформаторы. |
2 |
ОК 1-6 |
ПК 1.3,1.4 |
1;4;5 |
ОИ8, стр.32 |
Сообщение Геометрические параметры прихваток |
2 |
Опрос (фрон-тальный) |
Яковлева Е.П. |
|
|
26 |
урок |
Сварочные трансформаторы. |
2 |
ОК 1-6 |
ПК 1.3,1.4 |
1;4;5 |
ДИ5, стр34 |
Сообщение Классификация и общие представления о методах и способах сварки. |
3 |
Опрос (фрон-тальный) |
Яковлева Е.П. |
|
|
27 |
урок |
Сварочные выпрямители. |
2 |
ОК 1-6 |
ПК 1.3,1.4 |
1;4;5 |
ОИ8, стр.32 |
– |
Опрос (фрон-тальный) |
Яковлева Е.П. |
||
|
28 |
урок |
Сварочные выпрямители. |
2 |
ОК 1-6 |
ПК 1.3,1.4 |
1;4;5 |
ДИ5, стр34 |
– |
Опрос (фрон-тальный) |
Яковлева Е.П. |
||
|
29 |
урок |
Инверторные источники питания сварочной дуги. |
2 |
ОК 1-6 |
ПК 1.3,1.4 |
1;4;5 |
ОИ8, стр.32 |
– |
Опрос (фрон-тальный) |
Яковлева Е.П. |
||
|
30 |
урок |
Комплексный дифференцированный зачёт |
2 |
ОК 1-6 |
ПК 1.3,1.4 |
1;4;5 |
ДИ5, стр34 |
– |
Опрос (фрон-тальный) |
Яковлева Е.П. |
||
|
Всего по МДК.01.01 85 часов. Из них на практические занятия и лабораторные работы 10 часа. Самостоятельная работа обучающихся 25 часов. Преподаватель Яковлева Е.П. (Ф И О) |
||||||||||||
ПЛАН УРОКА
МДК 01.01. Основы технологии сварки и сварочное оборудование
Тема 1.2. Источники питания сварочной дуги
Тема: Сварочные выпрямители
Цели урока:
Образовательная Формировать знания по видам сварочных выпрямителей, знания устройства и принципа работы сварочных выпрямителей. Формировать знания о прогрессивных способах сварки на современном оборудовании.
Развивающая Развивать самоконтроль, навыки работы с макетами сварочного выпрямителя, техническое мышление. Развитие умений контролировать параметры и выполнять регулировки, настройки параметров сварочных выпрямителей
Воспитательная Воспитывать чувство коллективизма, самостоятельности, ответственности, бережное отношение к сварочным материалам, слесарным инструментам, сварочному оборудованию
Тип урока: Комбинированный
Материально-техническое оснащение
Презентация по теме урока, макет сварочного выпрямителя, сварочного трансформатора, вопросы, лекционный материал, видеоролик: «Сварка МАА111».
Ход урока
- Организационный момент
– приветствие
– рапорт старосты об отсутствующих
– сообщение темы и целей урока, актуализация темы урока
– контроль изученного материала
- Контроль изученного материала
Проверка домашнего задания:
– работа у доски (проблемные задания)
– фронтальный опрос
На слайде устройство трансформатора перечислить недостающие элементы.
Вопросы:
- Сварочный трансформатор – определение
- Рассказать как происходит понижение напряжения
- Рассказать из каких основных частей состоит сварочный трансформатор
- Какая частота в сети.
- В каких единицах измеряют напряжение
- В каких единицах измеряют силу сварочного тока
- Перечислить слесарный инструмент сварщика
- Изобразить прямую и обратную полярности на дуге
- Перечислить сварные соединения
- Что относят к принадлежностям сварщика
- Влияние основных параметров режима и пространственного положения при сварке на формирование сварного шва.
- Как влияет углерод на свариваемость стали
III. План
- Рассказ преподавателя с элементами фронтальной беседы об истории изобретения сварочных выпрямителей
- Объяснение преподавателем устройство и принцип действия простейшего понижающего выпрямителя (презентация)
- Объяснение преподавателем устройства диодного моста
- Объяснение преподавателем устройство и принцип действия сварочного выпрямителя (презентация)
- Объяснение преподавателем устройство сварочного выпрямителя по макету
- Примеры внештатных производственных ситуаций
- Объяснение преподавателем требований безопасности при обслуживании сварочных выпрямителей
- IV. Закрепление нового материала.
- Самостоятельная работа студентов (составление конспекта) по плану с использованием учебной литературы, методических материалов. Приложение1.
План самостоятельной работы студентов
- Сварочный выпрямитель – определение записать
- Преимущества применения источника питания постоянного тока – записать
- Назначение диода – записать
- Устройство диода – изобразить
- Как происходит выпрямление тока – записать
- Мостовая схема выпрямителя – изобразить
- Выбор источника питания по типу внешней характеристики – записать
- Тестовый контроль по изученной теме.
- V. Задание студентам
По текущему материалу
ОИ8, стр.32 в соответствии с календарным планом
По повторению пройденного
Дать определение. Что называется сваркой?
- Какие типы сварных соединений вы знаете?
- Перечислить типы сварных соединений.
- Дать определения. Что называют стыковым, угловым, тавровым, нахлёсточным, торцевым соединением.
- Сварочный трансформатор – определение
- Рассказать как происходит понижение напряжения
- Рассказать из каких основных частей состоит сварочный трансформатор
- Какая частота в сети.
- Сварочный выпрямитель – определение
- Устройство и принцип действия сварочного выпрямителя
11.Устройство и работа диода.
- Выставление и комментарии оценок
Преподаватель____________________
ПРИЛОЖЕНИЕ 1
Выпрямители сварочные
Историческая справка
Силовая электроника была и остается наиболее энергоемким направлением развития промышленной электроники. Функции этого направления — регулируемое преобразование электрической энергии. Важнейшие виды преобразования энергии: выпрямление переменного тока, регулирование выпрямленного напряжения (тока), инвертирование постоянного тока, преобразование частоты, преобразование числа фаз. Основные задачи, которые решала и решает силовая электроника, — создание элементной и аппаратной базы; развитие схемотехники; создание теории вентильных цепей, методов анализа и проектирования преобразователей электроэнергии; развитие методов и технических средств управления преобразователями электроэнергии. Решение этих задач и составляет основные этапы развития и становления современной силовой электроники — важнейшей составной части промышленной электроники.
Эффект выпрямления переменного тока с использованием электрической дуги впервые был обнаружен и исследован В.Ф. Миткевичем в начале XX в. Им же были разработаны получившие широкое распространение двухполупериодная и трехфазная нулевая схемы выпрямления (1901 г.). Особенности работы схем при различных нагрузках исследовались А.Л. Гершуном (1901 г.), а одно- и двухполупериодное выпрямление с применением электронных вентилей — кенотронов — Н.Д. Папалекси (1911 г.) [11.1, 11.2].
Мощные выпрямители впервые были созданы на основе дугового разряда в парах ртути с холодным катодом. Патент на первый прибор был выдан в США Купер-Хюиту в 1901 г. Затем в течение 20 лет произошел скачок в преобразовании тока в промышленных масштабах. Во многих странах, в том числе и в СССР, быстро развивалась теория газового разряда, создавались конструкции мощных ртутных вентилей, разрабатывались специальные виды трансформаторов, защитной и коммутационной аппаратуры. Нашими учеными и инженерами в короткий срок были созданы мощные преобразовательные агрегаты, не уступавшие зарубежным. Без этих агрегатов было невозможно промышленное производство стратегических материалов (алюминия, цинка, титана), не могли работать прокатные станы, не могла осуществляться электрификация городского и магистрального транспорта. Большие государственные вложения в развитие силовой электроники затрагивали сферы науки, производства и образования.
Сварочными выпрямителями называют устройства, которые с помощью полупроводниковых элементов преобразуют напряжение переменного тока в однофазной или трехфазной сети в напряжение постоянного тока с необходимой внешней характеристикой и предназначены для питания сварочной дуги.
Сварочные выпрямители получили большое распространение. Основные их преимущества следующие: 1. высокий к.п.д. и относительно небольшие потери холостого хода; 2. высокие динамические свойства при меньшей электромагнитной индукции; 3. отсутствие вращающихся частей и бесшумность в работе; 4. равномерность нагрузки фаз; 5. небольшая масса; 6. возможность замены медных проводов алюминиевыми.
Однако следует иметь в виду, что для выпрямителей продолжительные короткие замыкания представляют большую опасность, так как могут выйти из строя диоды. Кроме того, сварочные выпрямители чувствительны к колебаниям напряжения в сети. Все же по основным технико-экономическим показателям сварочные выпрямители являются более прогрессивными, чем, например, сварочные преобразователи.
Сварочные выпрямители состоят из двух основных блоков: понижающего трехфазного трансформатора с устройствами для регулирования напряжения и выпрямительного блока. Кроме того, выпрямитель имеет пускорегулирующее защитное устройства, обеспечивающие нормальную его эксплуатацию.
Устройство диода (неуправляемый полупроводник) и теристора (управляемый полупроводник)
Рисунок 1 – Устройство диода и тиристора.
Для выпрямления тока используется свойство полупроводникового вентиля проводить ток только в одном направлении. Наибольшее применение получили селеновые и кремниевые вентили. Селеновые вентили – дешевы, выдерживают перегрузки. Кремниевые вентили обладают высокими энергетическими показателями высоким к.п.д., но очень чувствительны к перегрузкам по току поэтому требуют защитных устройств и интенсивного охлаждения.
В качестве материала для кремниевого неуправляемого вентиля-диода (рис. 1, б) применяют тонкую кремниевую пластинку (катод), на одну сторону которой нанесен слой алюминия (анод). При непосредственном контактировании двух полупроводников в месте контакта образуется переходный слой (П), легко пропускающий электрический ток в одном направлении (от анода А к катоду К) и почти не пропускающий его в обратном направлении. Такой кремниевый диск с переходным слоем (рис. 1, а), впаянный в неразборный герметичный корпус 2, который имеет шпильку на одном конце для ввинчивания в охладитель 3, а с другого конца — вывод в виде гибкого провода 1, изолированного от корпуса, и представляет конструкцию диода.
Кремниевый управляемый вентиль-тиристор имеет четыре слоя – и три перехода (рис. 1, в). Если к такому элементу приложить внешнее напряжение от анода к катоду, то средний переход П2 оказывается включенным в обратном направлении и тиристор тока не пропускает (заперт). Его можно отпереть, если подать на его управляющий электрод (УЭ) положительный потенциал (импульс). В этом случае переход П2 открывается и ток идет по тиристору от анода к катоду. Тиристор снова запрется лишь при спаде протекающего по нему тока до нуля. Изменяя по фазе электрический угол открывания тиристора, т. е. время подачи импульса относительно начала синусоиды питающего напряжений, можно регулировать среднее значение выпрямленного тока. Таким образом, тиристор будет выполнять функции не только выпрямителя, но и регулятора сварочного тока. Изменяют время подачи импульса, а следовательно, и силу тока с помощью специального электронного устройства. Конструктивно кремниевый тиристор выполнен, как и кремниевый диод, но имеет еще третий (управляющий) электрод. В промышленности в настоящее время получили распространение кремниевые и селеновые диоды и кремниевые тиристоры.
Выпрямление тока осуществляется по трехфазной мостовой схеме Ларионова. Мост состоит из шести плеч, в каждом из которых установлены вентили, обеспечивающие выпрямление обоих полупериодов переменного тока в трех фазах (рис. 2).
На рис. 2 приведена электрическая схема, показывающая принцип действия сварочного трехфазного выпрямителя, которая является упрощенной. На схеме показаны только сварочный трансформатор и блок полупроводниковых диодов со сварочной дутой.
Рис. 2. Упрощенная принципиальная схема сварочного выпрямителя: Т— трансформатор понижающий; VD1-VD6 — блок выпрямительных вентилей; Iв — ток вентиля; Id — выпрямленный ток
Мостовая схема выпрямителя.
Принципиальная схема и осциллограммы напряжения в различных точках выпрямителя приведены на рисунке
U2 – Напряжение вторичной обмотки трансформатора
Uн – Напряжение на нагрузке.
Uн0 – Напряжение на нагрузке при отсутствии конденсатора
Основными узлами сварочного выпрямителя являются понижающий трансформатор, блок выпрямительных вентилей, вентилятор, пускорегулирующая и стабилизирующая аппаратура.
В зависимости от внешней вольт-амперной характеристики, количества постов и способа сварки сварочные выпрямители подразделяют на однопостовые с падающей внешней характеристикой. однопостовые с жесткой внешней характеристикой, однопостовые универсальные, многопостовые, однопостовые транзисторные.
Сварочные выпрямители с жесткой внешней характеристикой типа ВС и ВДГ предназначены для сварки в защитном газе плавящимся электродом, автоматической и полуавтоматической сварки под флюсом, порошковой проволокой и др. Они просты в устройстве и надежны в работе.
Сварочные выпрямители однопостовые с падающей внешней характеристикой предназначены для ручной дуговой сварки и наплавки, а также для механизированной сварки под флюсом. Падающая внешняя характеристика и заданное значение силы сварочного тока обеспечиваются трансформатором. Для преобразования тока используют селеновые (выпрямители серии ВСС) и кремниевые (выпрямители серий ВКС и ВД) вентили.
Сварочные выпрямители с падающей внешней характеристикой выпускаются типа ВСС, ВКС и ВД.
Сварочные выпрямители типа ВСУ и ВДУ являются универсальными источниками питания дуги. Они предназначены для питания дуги при автоматической и полуавтоматической сварке под флюсом, в защитных газах, порошковой проволокой, а также при ручной сварке. Выпрямители ВСУ, кроме обычных – блока трехфазного понижающего трансформатора и выпрямительного блока, имеют дроссель насыщения с четырьмя обмотками. Переключением этих обмоток можно получать жесткую, пологопадающую и крутопадающую внешние характеристики.
Однопостовые универсальные сварочные выпрямители обеспечивают возможность получения как жесткой, так и падающей внешних характеристик, поэтому их можно применять для ручной дуговой сварки, автоматической сварки плавящимся и неплавящимся электродами в защитных газах и сварки под флюсом.
Многопостовой выпрямитель снабжает энергией несколько сварочных постов для ручной дуговой сварки. Эти выпрямители, изготовляемые на кремниевых вентилях, отличаются высоким КПД, хорошими энергетическими показателями, бесшумностью работы, малыми габаритными размерами и небольшой массой. Они рассчитаны на работу в закрытых помещениях при температуре окружающего воздуха от —40 до +40 °С. Обычно подобные выпрямители имеют жесткую внешнюю характеристику. Для получения падающих характеристик и регулирования тока на каждом сварочном посту используют ступенчатый балластный реостат.
ПРИЛОЖЕНИЕ 2
Закрепление нового материала
Критерии оценок
|
Количество учебных элементов |
Коэффициент усвоения УЭ |
Оценка |
% усвоения |
|
25 |
1 |
5 |
100 |
|
24 |
0,96 |
5 |
96 |
|
23 |
0,92 |
5 |
92 |
|
22 |
0,88 |
4 |
88 |
|
21 |
0,84 |
4 |
84 |
|
20 |
0,80 |
4 |
80 |
|
19 |
0,76 |
3 |
76 |
|
18 |
0,72 |
3 |
72 |
|
17 |
0,68 |
2 |
68 |
|
16 |
0,64 |
2 |
64 |
|
15 |
0,60 |
2 |
60 |
|
14 |
0,56 |
2 |
56 |
|
13 |
0,52 |
1 |
52 |
|
12 |
0,48 |
1 |
48 |
|
11 |
0,44 |
1 |
44 |
|
10 |
0,40 |
1 |
40 |
|
9 |
0,36 |
1 |
36 |
|
8 |
0,32 |
1 |
32 |
|
7 |
0,28 |
1 |
28 |
|
6 |
0,25 |
1 |
25 |
|
5 |
0,20 |
1 |
20 |
|
4 |
0,16 |
1 |
16 |
|
3 |
0,12 |
1 |
12 |
|
2 |
0,08 |
1 |
8 |
|
1 |
0,04 |
1 |
4 |
ЗАКЛЮЧЕНИЕ
Сварка – технологический процесс, широко применяемый во всех отраслях народного хозяйства для изготовления новых и ремонта эксплуатируемых конструкций и механизмов. Преимущества сварных конструкций в настоящее время общепризнанны, такие конструкции повсеместно применяют взамен литых, клепаных и кованых изделий.
Эти преимущества сводятся к уменьшению расхода металла, снижению затрат труда, упрощению оборудования, сокращению сроков изготовления и увеличению съема продукции без увеличения производственных площадей. Значительно расширяются также возможности механизации основных технологических операций.
Однако все преимущества сварки могут быть реализованы только при обеспечении необходимого качества сварных соединений, гарантирующих длительную и надежную работу их в условиях эксплуатации. Это достигается на основании глубокого изучения вопросов технологии сварки и установления связи ее с конструктивными формами и особенностями изготовляемой продукции.
В соответствии с выбранным типом урока – комбинированный, предусматривается изучение нового материала и его закрепление, опираясь на знания, полученные на предыдущих занятиях.
Закрепление полученных знаний проводится в виде выполнения индивидуальных заданий с использованием справочного технического материала и технологических карт.
Для достижения поставленной цели была задействована методика организации самостоятельной работы студентов при подборе материала сообщений по предложенным темам и при работе в группах, с использованием ранее заготовленных сварных соединений.
Материал урока разработан с учётом учебной подготовки студентов, а также параллельно изучаемых дисциплин. В ходе подачи материала прослеживались межпредметные связи с материаловедением, технической механикой, физикой. Для активизации познавательной деятельности студентов в процессе работы были использованы наглядные пособия и дидактический материал.
Поставленные цели урока: 1.Формировать знания по видам сварочных выпрямителей, знания устройства и принципа работы сварочных выпрямителей.
- Формировать знания о прогрессивных способах сварки на современном оборудовании.
- Развивать самоконтроль, навыки работы с макетами сварочного выпрямителя, техническое мышление.
- Развитие умений контролировать параметры и выполнять регулировки, настройки параметров сварочных выпрямителей
- Воспитывать чувство коллективизма, самостоятельности, ответственности, бережное отношение к сварочным материалам, слесарным инструментам, сварочному оборудованию были достигнуты через реализацию поставленных задач.
Основная часть урока – изучение нового материала дана в виде мультимедийных презентаций, что даёт возможность лучше усвоить материал.
Для того чтобы студенты запомнили материал и научились использовать полученные знания, в ходе урока был продемонстрирован видеоролик: «Сварка МАА111».
Методическая разработка открытого урока по МДК 01.01. Основы технологии сварки и сварочное оборудование
Тема 1.2. Источники питания сварочной дуги
Тема урока Сварочные выпрямители.
может быть использована в рамках обучения по специальности «Сварочное производство»
СПИСОК ИСПОЛЬЗУЕМЫХ ИСТОЧНИКОВ
- Алексеев Е. К., Мельник В. И. Сварка в промышленном строительстве — М Стройиздат, 1977 —377 с
- Алешин Н. П. Щербинский В. Г. Контроль качества сварочных работ —М Высш школа, 1986 — 167 с
- Безопасность производственных процессов/Под ред С В Белова — М Машиностроение, 1985 — 448 с
- Блинов А. Н., Лялш К. В Организация и производство сварочно-монтажиых работ—М Стройиздат, 1988 —343 с
- Виноградов В.С. Оборудование и технология дуговой автоматической и механизированной сварки – М.: Высш школа.; Академия, 2006. – 319с.
- Думов С. И. Технология электрической сварки плавлением — Л Машиностроение, 1987 —468 с
- Корольков П. М., Хананетов М. В. Современные методы термической обработки сварных соединений —М Высш школа, 1986 —182 с
- Мусияченко В. Ф., Миходуй Л. Н. Дуговая сеарка высокопрочных легированных сталей — М Машиностроение, 1987 — 74 с.
- Новиков О. В Охрана окружающей среды —М Высш школа, 1987 —287 с
- Рыбаков В. М, Дуговая и газовая сварка — М Высш школа, 1986 —С 4—39, 94—127
УРОК НА ТЕМУ: “СВАРКА ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ ШВОВ”
Методическая разработка открытого урока производственного обучения
по теме: «СВАРКА ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ ШВОВ»
Профессия : «Электрогазосварщик»
План урока
Предмет: Производственное обучение.
Профессия: Электрогазосварщик.
Тема программы: Дуговая наплавка валиков и сварка пластин в нижнем и наклонном положении сварного шва.
Тема урока: Сварка продольных и поперечных швов.
Обучающая цель урока: Сформировать у студентов знания о технологии ручной дуговой сварки и научить
выполнять сварку листового металла продольными и поперечными швами.
Воспитательная цель: Воспитывать ответственность за соблюдение техрологической дисциплины,
организованность при выполнении задания, настойчивость в достижении целей.
Развивающая цель: Развивать технологическое мышление, умение планировать, выбирать рациональные способы.
Тип урока: Урок обобщения и систематизации знаний.
Вид уроку: Упражнения.
Методика проведения урока: Фронтальный опрос, дидактические карточки, тестовые задания, беседа, рассказ с использованием схем порядка и последовательности выполнения практической части урока.
Место проведения занятий: Электросварочная мастерская.
Материально-техническое оснащение:
1. Электросварочный пост – 15 шт.
2. Демонстрационный стол – 1шт.
3. Трансформатор – 5шт.
4. Выпрямитель ВДМ-1001 – 1шт.
5. Балластный реостат – 10шт.
6. Электроды АНО -4, d= (4-5)мм
7. Молоток – шлакоотделитель – 15 шт.
8. Зубило – 5 шт.
9. Стальная щётка – 15 шт.
10. Металлическая линейка – 15 шт.
11. Спецодежда – 15 комплектов.
12. Листовой металл.
13. Шаблоны для измерения швов.
Дидактическое оснащение: Плакаты, схемы, тестовые задания, дидактические карточки, образцы сварных
соединений, образцы деформированных сварных соединений, карта контроля.
Ход урока
|
№ з/п |
Этап урока |
Время |
Средства обучения |
Деятельность |
|
|
Мастера |
Студентов |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
І. |
Организационная часть |
5 мин. |
Эталон рабочей одежды сварщика. |
Проверяет явку учащихся по журналу, внешний вид и готовность к занятиям. |
Воспринимают информацию.
|
|
ІІ.
1.
2. |
Вводный инструктаж
Целевая установка
Актуализация опорных знаний, умений, навыков |
40 мин.
|
Макеты изделий из листового металла.
Образцы сварных соединений. Плакаты.
|
Объявляет тему, цели урока. Мотивация: распространённость ручной дуговой сварки листового металла. Сварка продольных и поперечных швов листов настила.
Систематизирует знания студентов по следующим вопросам: 1. Что называют сварным соединением? 2. Основные размеры сварных швов. 3. Перечислить параметры, характеризующие режимы сварки конструкций из низко- |
Слушают, воспринимают информацию.
Отвечают на поставленные вопросы, ссылаясь на ранее усвоенные понятия, законы, правила. Остальные студенты |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
3. |
Изложение нового материала |
|
Дидактические карточки. Тестовые задания.
Электросварочные посты.
Плакаты. Схемы. Инструкционно- технологические карты. Образцы сварных конструкций |
углеродистых сталей. 4. Классификация сварных швов по направлению действующих усилий. 5. Как заварить кратер в конце шва? 6. Виды деформаций. 7. Охрана труда при выполнении сварочных работ.
Выдаёт карточки – задания, тестовые задания
Даёт практическое задание студентам: Выбрать и отрегулировать силу сварочного тока для металла толщиной 4 мм. Анализирует ответы студентов по карточкам-заданиям, тестам. Проверяет выполнение практи-ческого задания.
Подробно раскрывает тему, область применения конструкций из листового металла. Рассказывает о приёмах и назначении выполнения продоль- |
слушают, дополняют, исправляют ошибки в ответах.
Отвечают на тесты и карточки – задания.
Выполняют практическое задание.
Воспринимают информацию, дополняют ответы.
Воспринимают информацию. Внимательно наблюдают за показом последова- |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
|
|
из листового металла. Образцы деформиро- ванных конструкций. Сварочные посты. Листовой металл. |
ных и поперечних швов. Чередует объяснения и показы с самостоятельными упражнени- ями студентов. Обращает особое внимание на подготовку металла к сварке, зачистку кромок, сборку пластин с постановкой прихваток. Учит выполнять сварку швов с учётом их длины (на проход, от середины к концам, обратно- ступенчатым способом), для более равномерного распределе-ния теплоты и, соответственно, уменьшения деформаций и напряжений в сварном изделии. Информирует студентов о способах исправления сварного изделия от деформаций механи-ческой или термической правкой. Перечисляет преимущества сварки в нижнем положении. Разбирает вместе со студентами схему последовательности сварки листов настила (выполне-ние сначала поперечних, а затем продольных швов). Инструктирует студентов по правилам охраны труда.
|
тельности выпол-нения задания по ходу изложения нового материала. Повторяют приёмы выполнения производственных заданий. Наблюдают за возникшими деформациями, определяют причины их образования. Участвуют в разборе содержания предстоящей работы.
Изучают схему последовательности выполнения швов настила. |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
4.
5.
1 |
Закрепление нового материала.
Видача задания.
2 |
3
|
Таблицы. Плакаты. Карты контроля.
Листовой металл. Схемы. Таблицы. Инструкционно-технологические карты. Инструменты сварщика.
4 |
Закрепляет со студентами следующие вопросы: 1. Область применения конструк-ций из листового металла. 2. Преимущества сварки в нижнем положении. 3. Назначение прихваток и требование к ним. 4. Что происходит при неравномерном нагреве металла во время сварки? 5. Сущность обратно-ступенчато-го способа сварки. 6.Причины образования кратера? 7. Охрана труда при выполнении сварочных работ.
Распределяет студентов по рабочим местам. Выдаёт задания. Сообщает норму времени. Объявляет критерии оценивания за выполненную работу.
5 |
|
|
Отвечают на вопросы, дополняют ответы.
Получают задания.
Воспринимают информацию.
6 |
|||||
|
ІІІ.
|
Текущий инструктаж и самостоятельная работа. |
4 часа 20 мин. |
Электросварочное оборудование, инструменты, приспособления, шаблоны (для проверке размеров шва). Листовой металл. |
Осуществляет целевые обходы по проверке начала работы студентов, организации рабочих мест, соблюдения правил охраны труда. Следит за правильной подготовкой металла к сварке, за постановкой прихваток. Оказывает практическую помощь в выполнении задания, указывая на допущенные ошибки. Следит за правильным выбором режимов при сварке продольных и поперечных швов настила, последовательностью наложения швов, колебательны-ми движениями электрода. Обращает особое внимание на предотвращение образования деформаций листового металла, на величину отклонения размеров по ширине и высоте шва, на образование кратера в конце шва. Рекомендует способы их предупреждения и устранения на дополнительном групповом инструктаже. |
Выполняют самостоятельную работу по выбору режимов сварки, подготовку металла, сборку и прихватку. Выполняют сварку «на проход», от середины к концам и обратно-ступенча-тым способом. Следят за равномер-ным расплавлением обеих свариваемых кромок, за внешним видом шва и за предотвращением образования кратера в конце шва. Студенты выявляют дефекты и определя-ют причины их образования. С помощью шаблонов проверяют ширину и высоту усиления шва. |
|
1 |
2 |
3 |
4 |
5 |
6 |
|
IV.
1.
|
Заключительный инструктаж.
Анализ и оценка трудовой деятельности учащихся. |
20мин.
|
Выполненные работы студентов. Эксперементальные образцы с дефектами. Карты контроля.
|
Анализирует достигнутые цели урока. Демонстрирует лучшие работы учащихся. Даёт оценку работы группы в целом. Разбирает со студентами наиболее характерные ошибки, выявляет причины образования деформаций в сварных соединениях и способы их устранения. Подводит итоги. Объявляет оценки. |
Сдают выполненные работы для оценивания.
Воспринимают, запоминают инфор-мацию. Участвуют в анализе выполнен-ных работ,называют причины дефектов и пути их устранения. Участвуют в оценивании работ.
|
|
2. |
Домашнее задание. |
|
Таблица «Типы угловых соединений»
|
Выдаёт задание студентам: начертить в тетради различные виды угловых соединений. |
Записывают домашнее задание. Дежурные убирают мастерскую.
|
Мастер п/о: Шарипов Даулет Бейсембаевич
Опрос учащихся по карточкам
|
Карточка №1
1. Какие бывают швы по протяжённости? Способы их сваривания.
2. . Какими инструментами пользуется сварщик при выполнении сварочных работ?
3. В процессе наплавки произошёл прожёг металла. Причины образования прожёга?
|
|
Карточка №2
1.Как влияют режимы сварки на размеры и форму шва?
2. Причины образования кратера в конце шва.
3. В процессе работы возникла аварийная ситуация. Возможные ситуации, твои действия.
|
|
Карточка №3
1. Что обеспечивает обратно-ступинчатый порядок наложения швов? В чем суть способа?
2. Что определяют визуальным способом контроля?
3. В каких случаях уменьшают сварочный ток? Обоснуйте свой ответ.
|
|
Карточка №4
1. Назначения электродного покрытия.
2. Какой тип сварного соединения наиболее распространен?
3. В шве образовалась трещина. Укажите причину и способ её ликвидации.
|
|
Карточка №5
1.Определите вид сварного шва по положению в пространстве.
а) б) в) г)
2.Какие дефекты относятся к внешним?
3. Назовите основные мероприятия обеспечения электробезопасности.
|
|
Карточка №6
1.Определите типы сварных соединений .
2.Назовите основные геометрические параметры стыкового шва.
3. Организация рабочего места сварщика.
|
|
Карточка №7
Обоснуйте их назначение.
а) б) в) г) д) е) 2. Причины возникновения деформаций металла и способы их предупреждения.
3. Каких противопожарных мероприятий необходимо придерживаться при выполнении сварочных работ?
|
Тестовое задание
по теме: « Сварные соединения и швы»
|
№ |
Вопросы и варианты ответов |
Оценка ответа |
|
1. |
Определите сварные швы по типу соединения: а) Нижние, вертикальные, горизонтальные, потолочные. б) Стыковые, угловые, тавровые, нахлёсточные. в) Вогнутые, выпуклые, нормальные. |
0,5балла
|
|
2. |
Цель подготовки кромок под сварку: а) Получение качественного сварного шва. б) Получение характерного металлического блеска. в) Получение заданных геометрических размеров кромки. |
0,5балла
|
|
3. |
Для получения валика правильной формы длина дуги должна быть: а) Меньше диаметра электрода. б) Равна диаметру электрода. в) Больше диаметра электрода. |
0,5балла
|
|
4. |
Прихватка – это короткий сварной шов: а) Длиной от 10 до 60 мм б) Длиной от 10 до 30 мм в) Длиной от 60 до 90 мм |
0,5балла
|
|
5. |
Шов “на проход” выполняется следующим образом: остановок. |
0,5балла
|
|
6. |
К сварочным швам средней длины относятся швы длиной: |
0,5балла
|
|
7. |
Основные геометрические размеры стыкового шва: а) Катет, глубина провара, толщина свариваемого металла. б) Ширина шва, выпуклость шва, толщина свариваемого металла, глубина провара, зазор. в) Толщина свариваемого металла, диаметр электрода, длина дуги. |
0,5балла
|
|
8. |
В зависимости от каких характеристик устанавливают шаг и размер прихваток? а) В зависимости от длины соединения. б) В зависимости от типа соединения. в) В зависимости от толщины свариваемых кромок. |
0,5балла
|
|
9. |
Какие из швов относятся к прерывистым? а) Шахматные и цепные. б) Роликовые и точечные. в) Фланговые и лобовые. |
0,5балла
|
|
10. |
Назначение угла разделки кромок: а) Для предотвращения вытекания металла(прожога). б) Для уменьшения деформации металла. в) Для полного проплавления кромок на всю их толщину. |
0,5балла
|
Ключ к тесту
по теме: « Сварные соединения и швы»
|
№ |
а) |
б) |
в) |
|
1. |
|
+ |
|
|
2. |
+ |
|
|
|
3. |
+ |
|
|
|
4. |
|
+ |
|
|
5. |
|
|
+ |
|
6. |
|
+ |
|
|
7. |
|
+ |
|
|
8. |
|
|
+ |
|
9. |
+ |
|
|
|
10. |
|
|
+ |
|
Количество правильных ответов |
|
||
|
Оценка |
|
||
Цена вопроса 0,5 балла.
НАПРЯЖЕНИЯ И ДЕФОРМАЦИИ СВАРНЫХ КОНСТРУКЦИЙ
СПОСОБЫ ВЫПОЛНЕНИЯ ШВОВ РАЗЛИЧНОЙ ДЛИНЫ
КЛАССИФИКАЦИЯ СВАРНЫХ ШВОВ
РАСПРЕДЕЛЕНИЕ ТЕМПЕРАТУР ПРИ СВАРКЕ МЕТАЛЛОВ
ПОСЛЕДОВАТЕЛЬНОСТЬ ВЫПОЛНЕНИЯ ШВОВ НАСТИЛА
- Накладывают все поперечные швы, соединяющие отдельные листы в полосы.
- Сваривают продольные швы, соединяющие эти полосы между собой.
Уроки сварки электродом. Как подготовить рабочее место для сварки и как ее осуществить правильно
Уроки сварки электродом. Как подготовить рабочее место для сварки и как ее осуществить правильно
Сварка представляет собой соединение объектов, которые потом невозможно разъединить. Детали подверженные плавлению соединяются наиболее прочно. Добиться этого можно разными способами, но самый распространенный – это сварка. Во время проведения сварки края деталей накрепко соединяются с помощью электрической дуги. Этот процесс используется, на сегодняшний день, повсеместно и абсолютно в разных ситуациях, пока альтернативы сварке еще нет.
Одежда для сварки
Лучшая роба для сварщика — это брезентовый костюм, в крайнем случае брезентовый фартук, одежда должна быть обязательно из плотной ткани, обязателен так же головной убор, брюки, рукава на одежде должны быть длинные, обязательно иметь рукавицы и хорошо защищенную обувь. Это важно для обеспечения безопасности и здоровья сварщика.
Подготовительный этап
Все детали должны тщательно очиститься и обработаться в том месте, где будет шов. Для этих целей можно применить ацетон, растворитель, для зачистки используется щетка для металла, с помощью которой зачищается примерно четверть от сантиметра с края стыка.
Сварочный аппарат
Перед началом использования аппарата, необходимо его осмотреть, подготовить место, в котором будет производиться сварка. Аппарат соединяется с сетью с помощью кабеля, включается переключатель подачи тока, далее для пробы одноразово зажигается дуга, обязательно отрегулировать ток необходимый для сварки. После проведения всех приготовлений можно начинать работу.
Сварка в лодочку
Соединения под углом должны быть хорошо проплавлены при минимальной опасности непровара для объединения их в лодочку, т.е. соединить под углом в 45 градусов или меньше. Такая сварка поможет соединить швы с большим сечением одноразово. Так же сварка в лодочку может быть симметричной и асимметричной.
Если сварка выполняется симметрично, то ток может подаваться любой полярности, при обратной полярности сварку осуществляют на самой короткой дуге, в таком варианте сварки наплывы и подрезы маловероятны, чем при несимметричной.
Несимметричная лодочка выполняется под углом 60 и 30 градусов, ни в коем случае сварочная дуга не должна выходить на поверхность шва. Этот метод используется при труднодоступном месте сверки, его можно выполнить потому, что амплитуда движения электрода достаточно мала.
Сварочные электроды
Очень важно использовать хороший и качественный материал для сварки, необходимо ответственно подходить к его выбору. После проведения сварочных работ, срок эксплуатации будет зависеть не только от качества проведенных работ, но и от качества используемых материалов. От качества электрода будет зависеть и качество сварки, и срок службы полученного шва.
Электроды могут отличаться покрытием, длиной и диаметром. Покрытие у электродов бывает рутиловое из титана – с помощью такого электрода будет получен прочный и качественный шов даже в том случае если металл мокрый или окисленный. Бывают электроды со фтором, такие швы будут очень выносливы и хорошо устойчивы к ударам, смене температуры и вибрациям. Ильменитовый электрод с добавлением титана и железа поможет создать более упругий шов.
Диаметр электрода бывает в промежутке между 1,6 мм и до 12мм. Диаметр подбирается под толщину детали, которую необходимо сварить, а ток будет зависеть от этого диаметра. Материалы обязательно должны подбираться исходя из металла, который необходимо сварить, они должны обладать одинаковым составом, тогда сварка будет долговечной, а конструкции, подвергнутые сварке, прослужат долго.
Длина электрода может быть от 150 мм и до 450мм.
Сварочный аппарат: правильная эксплуатация и хранение
Если с аппарата снят кожух, то с ним нельзя работать. Так же запрещено проводить работы, если идет дождь или погода достаточно сырая.
Сварочный аппарат должен постоянно осматриваться и проходить элементарное техническое обслуживание, такое как очистка пыли и грязи с помощью щетки, щетка должна быть мягкой, чтобы не повредить платы.
Обязательно перед началом работы нужно проверить работоспособность розетки, вилки и изоляцию электрического кабеля. Аппарат нельзя подвергать ударам или трясти, избегать попадания осадков. Во время перевозки сварочный аппарат должен обязательно находиться в вертикальном положении. Место для хранения должно быть сухим и температура не ниже -15 и не выше +50 градусов по Цельсию являются обязательными условиями. Если аппарат не используется он обязательно должен быть отключен от электропитания.
Начало сварки MIG: 11 шагов
Есть некоторые важные инструменты, которые понадобятся каждому сварщику для получения чистых сварных швов, а затем надлежащего завершения своих проектов. При сварке я всегда стараюсь держать под рукой следующее: угловую шлифовальную машину, сварочные клещи, щетку из мягкой стали и молоток.
Угловая шлифовальная машина содержит шпиндель с моторным приводом с высокой частотой вращения, на который крепится отрезной круг или другое приспособление для решения конкретных задач. Шлифовка металла является частью каждого этапа сварки, от подготовки до конца.Меняя диски на болгарке, можно выполнять огромный спектр задач. Перед сваркой мы разрезаем металл по размеру с помощью угловой шлифовальной машины, а затем шлифуем материал, чтобы быть уверенным, что мы выполняем сварку на максимально чистой поверхности. После сварки вы используете шлифовальный станок для очистки сварного шва, сглаживания высоких сварных швов и поиска отверстий в наших сварных швах.
Каждая марка угловой шлифовальной машины может немного отличаться, но в основном они одинаковы в своих компонентах.Каждая угловая шлифовальная машина содержит кожух, ручку и шпиндель, на который крепится шлифовальный круг. Защитное ограждение можно установить в нескольких направлениях, со стрелкой на нем, указывающей, в какую сторону он будет отбрасывать измельченный материал. Ручку можно прикрепить к любой стороне кофемолки, чтобы вы могли маневрировать шлифовальной машиной в ограниченном пространстве, когда это необходимо. Рекомендуется держать кофемолку двумя руками; поскольку они вращаются так быстро, они могут прыгать и прыгать, если не закреплены должным образом.
При выборе кофемолки ищите кофемолку с широким лопастным переключателем вместо обычного тумблера.Это гарантирует, что инструмент выключится, как только вы отпустите его из рук.
Шлифовальные круги обычно крепятся к шпинделю двумя способами. Некоторые круги будут иметь резьбу и будут просто навинчиваться на шпиндель, другие шлифовальные круги необходимо будет закрепить контргайкой. Специальная контргайка для вашего шпинделя будет поставляться с угловой шлифовальной машиной, когда вы ее приобретете, а также специальный инструмент для поворота контргайки.
У вас есть множество вариантов того, какое колесо прикрепить к угловой шлифовальной машине.Чаще всего вы будете использовать лепестковые и отрезные круги. Лепестковые колеса оцениваются так же, как и наждачная бумага, с указанием размера зерна на задней части колеса. Чем меньше число, тем быстрее материал разорвется. Отрезные круги используются для резки прутка и трубы, но также удобны для жестких шлифовальных работ, которые могут вызвать чрезмерный износ лепесткового круга.
Круги с щетиной из проволочной щетки используются для удаления краски и потенциальных поверхностных загрязнений со стали.Есть даже шлифовальные круги для полировки. В вашем местном хозяйственном магазине будет целый раздел, посвященный насадкам для угловых шлифовальных машин, в разделе электроинструментов, просто убедитесь, что вы получаете колеса, подходящие для работы с металлом, поскольку некоторые из них предназначены только для работы с пластиком и деревом.
ВСЕГДА надевайте СИЗ при работе с шлифовальной машиной. Это чрезвычайно опасные инструменты при неправильном использовании, поэтому всегда надевайте защитные очки при использовании, как минимум.В идеале вы должны использовать защитные очки под шлифовальным козырьком, с берушами и респиратором, чтобы убедиться, что вы не вдыхаете какие-либо металлические частицы.
Клещи для сварки будут требоваться снова и снова, чтобы вытащить электрод из пистолета, когда он застрял, аккуратно придать форму тонким деталям и, что наиболее важно, отрезать слишком длинные кусочки проволоки между сварными валиками. Если ваш электрод выступает слишком далеко от пистолета, это создает плохое соединение заземления с вашим рабочим материалом и, следовательно, плохой сварной шов.
Сварочные клещи – это круто, потому что расстояние от режущего лезвия до противоположного края составляет ровно 3/8 дюйма. На таком же расстоянии ваш электрод должен выходить из резака. Это означает, что вы можете держать плоскогубцы заподлицо с вашим газовый колпачок горелки при обрезке электрода и идеально обрезает проволоку перед выполнением следующего шва.
Стальная проволочная щетка – это муфта для поддержания чистоты поверхности вашего материала между сварными швами. В процессе сварки может образоваться очень тонкий слой выжженного материала на поверхности вашего проекта.Вы можете предотвратить потенциально загрязненные сварные швы, соскоблив этот слой металлической щеткой. Убедитесь, что щетина вашей кисти из того же материала, что и ваш основной материал. Использование щетки из нержавеющей стали для проекта из низкоуглеродистой стали также может вызвать загрязнение сварного шва.
Молотки и тележки могут быть необходимы при настройке заготовки для сварки, а также во время процесса сварки. Эти инструменты помогут вам выпрямить и «настроить» стык перед сваркой, а также вернуть детали на место между сварными швами.Я обнаружил, что чем тоньше металлические детали, тем чаще мне приходится вставлять их на место.
Уроки из сварочной кабины: теории на практике в профессиональном образовании | Эмпирические исследования в профессиональном образовании и обучении
В этом разделе мы описываем реализацию трех циклов и то, как процессы, которые запускаются, когда учитель и ученики ориентируются на критический аспект плавления , возникают во взаимодействии при обучении и обучении. обучение сварке TIG.Это описание и анализ вместе составляют результаты, отвечающие цели изучения того, как ориентация учителя на критический аспект расплав при обучении сварке TIG изменяется в течение трех итеративных циклов при участии в обучающем исследовании.
Реализация трех циклов обучения
Перед реализацией первого цикла учитель прочитал наше предыдущее исследование по сварке (Asplund and Kilbrink, 2018) и текст по теории вариаций (Carlgren, 2017).После этого два исследователя провели интервью с учителем профессионального обучения с целью дать исследователям некоторое представление о конкретном контексте обучения и о дидактическом подходе учителя профессионального обучения к обучению методу сварки TIG. В первом цикле мы не вдавались в подробное планирование обучения с помощью CAVTA, а просили учителя преподавать так, как он привык (возможно, под влиянием текстов, которые он прочитал). Затем было проведено первое циклическое занятие и записано видео.Эти записи были проанализированы исследователями на начальном этапе, а затем проанализированы исследователями и учителем профессионального обучения вместе. В этом уроке приняли участие три студента. На основе этого анализа, основанного на концепции CAVTA, учитель вместе с исследователями работал над новыми стратегиями обучения, которые должны были быть включены в дидактический подход учителя к циклу 2 (см. Рис. 1). В этой работе исследователи и учитель совместно работали над тем, как CAVTA можно использовать в учебных ситуациях, чтобы уточнить, что является центральным для задачи, и как способ достичь взаимного понимания того, что следует изучать и как это должно быть. узнал во взаимодействии здесь и сейчас.Процесс второго и третьего цикла такой же, как и первый (в соответствующем цикле также участвовали три студента), за исключением беседы на собеседовании, которая не состоялась во время второго и третьего цикла (см. Рис. 1). .
Во время задокументированных уроков выявляются четкие фазы различных видов взаимодействия, и эти фазы также меняются в течение первого года, когда три цикла реализуются в обучении. В нашей статье, однако, анализ будет сосредоточен не на том, как развиваются различные фазы как таковые, а на взаимодействии, когда оно ориентировано на расплав.Однако, чтобы контекстуализировать взаимодействие, которое будет проанализировано более подробно, мы кратко представим различные фазы и их связь друг с другом, используя рис. 2. На этом рисунке показаны различные фазы обучения, как они проявлялись в циклах 1 и 2. (см. Рис. 3 для описания фаз во время цикла 3).
Рис.2Процесс уроков 1-го и 2-го цикла
Рис. 3Процесс 3 цикла уроков
Цикл 1
В первом примере (Выдержка 1A) анализируется последовательность из первого цикла из фазы 1.Учитель только что завершил более продолжительный устный инструктаж, в котором он подробно объяснил различные аспекты, которые имеют отношение к обучению сварке TIG, и теперь он собирается проинструктировать студентов о том, как выполнять сварку TIG. Первоначально три ученика, которые участвуют в обучении, встают перед учителем, и когда учителю пора сваривать в острой ситуации, каждый ученик, в свою очередь, инструктируется стоять позади учителя, когда он занимается сваркой. справа от учителя – чтобы ученики могли хорошо видеть процесс сварки.Сама инструкция содержит четкие элементы моделирования учителя (Asplund and Kilbrink 2018), что означает, что учитель показывает, как сваривать свое тело, в то время как он посредством словесного взаимодействия рассказывает, что он делает и о чем думать, чтобы работа была быть успешным.
Итак, в нашем первом примере учитель (T = Учитель) теперь более тесно взаимодействует с одним из учеников, Стефаном (S), когда он инструктирует, как выполнять сварку TIG, и он сосредотачивается на нескольких важных аспектах во время этой инструкции, где плавление является одним из тех критических аспектов.Таким образом, моделируя сварку, учитель говорит ученику, что и как делать, и когда он затем ориентируется на расплав, он делает это следующим образом:
В строке 1 учитель формулирует тег вопрос, который указывает на то, что он твердо уверен, что ученик может видеть создаваемое плавление, и что он, построив этот вопрос, предлагает ученику принять решение об истинности утверждения в утверждении (Hayano 2013). Затем ученик наклоняется к изделиям, к которым он приварен, а затем подтверждает вопрос учителя, когда тот говорит «да» в строке 3.В примере показано, как учитель сообщает ученику, что плавка уже создана и что ученик подтверждает, что он может видеть плавку. Таким образом, преподается видение расплава, в котором расплав ориентируется как собственный подчиненный OoL по отношению к сварке TIG с косвенным и прямым аспектом. Непрямым OoL тогда является способность видеть , которая связана с прямым OoL расплавом .
Этот пример также представляет собой типичную учебную ситуацию, когда учитель инициирует и является тем, кто инструктирует (посредством использования как воплощенных, так и словесных коммуникативных ресурсов), и где ученик позиционирует себя как ученик, проявляющий интерес к обучению: он смотрит от того, что делает учитель, наклоняется к растопке в ответ на вопрос учителя, а затем подтверждает это.
Идеи для следующего цикла
В результате первого цикла мы решили выдвинуть на передний план еще три центральных критических аспекта ( – расплав, , – движение с добавочным материалом, и – длина дуги. ). Затем преподаватель должен попытаться использовать CAVTA более систематически в качестве основы для обучения, более подробно сосредоточив внимание на этих трех критических аспектах сварки TIG в учебной ситуации, стремясь более четко сфокусироваться на OoL для создания TIG –. сварка .Было также решено, что преподаватель должен попытаться установить общее понимание OoL, побуждая студентов рассказывать о том, что происходит во время сварки TIG. В следующих примерах мы сконцентрируем наше внимание на критическом аспекте – расплав – в более тщательном и более подробном анализе.
Цикл 2
Следующий пример представляет собой отрывок из цикла 2. Ситуация, показанная ниже, идентична описанной выше в том, что мы вошли в стадию обучения (Фаза 1, Рис.2) когда учитель должен проинструктировать студентов, как выполнять сварку TIG. По этому случаю в обучении участвуют трое новых учеников. Когда мы переходим к этому примеру, третий ученик, в свою очередь, должен наблюдать вблизи, когда учитель занимается сваркой. Во время сварки учитель (T) говорит ученику (S), что и как делать, и на этот раз он много работает, противопоставляя критические аспекты движения дополнительному материалу и длине. дуги .Что касается критического аспекта расплава , контрастирование как образец изменения не используется. Вместо этого учитель ориентируется на способность различать расплав, прося ученика сказать «когда» он «сможет увидеть расплав»:
В строке 1 учитель предлагает ученикам «сказать», когда он «может увидеть расплав». ». Используя стандартную форму запроса «можете ли вы?», Учитель рассматривает свой запрос как неконфликтный; то есть он заявляет о своем праве на удовлетворение своей просьбы (см. Curl and Drew, 2008), что он также получает в результате утвердительного ответа студента в строке 2: «да».В отличие от предыдущего примера (отрывок 1A из цикла 1), запрос учителя сформулирован таким образом, что ученику предоставляется возможность самостоятельно различить расплав. Когда плавление находится в центре внимания в процессе обучения, плавление выдвигается на первый план как собственное УП с прямым и косвенным аспектами, как и в первом цикле. Однако, в отличие от первого цикла, прямая OoL составляет около , распознавая самого расплава, а не только подтверждая, наблюдая за расплавом.
Таким образом, ученику предлагается показать способность различать расплав и идентифицировать , когда он может это сделать. Это дает учителю возможность узнать о способности ученика выполнять вышеуказанные задачи. Это отличается от первого примера (отрывок 1A, выше), где учитель не может знать наверняка, видит ли ученик плавку или нет, потому что условия там уже были заданы: учитель видел плавку – она уже существовала – и студент должен был согласиться с этим утверждением.Это означает, что прямой объект – расплав – остается постоянным, но косвенный объект переходит от видения расплава (когда учитель показывает его) в первом цикле, чтобы различить его и сказать, когда его можно увидеть во втором цикле. .
После запроса учителя и утвердительного ответа ученика следует тишина 5,5 с. Затем студент говорит «the :: r: e». Это довольно продуманное продолженное «там», которое указывает на то, что он произносит слово , в то время как начинает развиваться расплав. Эта интерпретация подкрепляется подтверждением учителя «нет: скоро да» в строке 3.Вот-вот произойдет таяние, т.е. теперь можно начать различать это. Ответ учащегося на запрос учителя и его последующие действия в отношении ответа учащегося в строке 3 указывают на общее понимание того, что они ищут и о чем говорят; расплав. Молчание чуть более 5 секунд также свидетельствует о том, что расплава не существует, когда учитель просит ученика сказать, когда он его видит. Таким образом, в одном отношении ситуацию можно описать как ситуацию, когда сам расплав контрастирует; Сначала расплава нет, но через некоторое время он возникает и становится видимым.Таким образом, расплав может принимать разные состояния; от вовсе не существующего к существующему и принятию различных форм. В этом примере происходит то, что ученик сообщает учителю, когда он начинает различать расплав, и реакцию учителя можно интерпретировать как то, что расплав начинает «приходить», но он еще не принял должным образом свое правильное значение. . В этой части урока, когда различение расплава рассматривается как само понятие OoL, есть указания на критические аспекты, важные для понимания того, как различать расплав, но они не ориентированы и, следовательно, не видны при взаимодействии.
Кроме того, этот пример иллюстрирует изменение участия (см. Sahlström 2009) относительно способа преподавания учителем. В приведенном выше отрывке 1A (цикл 1) ученику предлагается подтвердить то, что учитель уже видит, т. Е. Расплав уже существует. Однако в отрывке 2А (цикл 2) ученику предлагается возможность проявить способность самим различать плавление, а также сказать, когда он видит, что плавление возникает, что мы интерпретируем как результат поведения учителя. включение КАВТА в качестве основы в обучение.
Взаимодействие – ученики занимаются сваркой самостоятельно
В то время, когда мы переходим к третьему отрывку (второй пример из цикла 2), учитель заканчивает свои инструкции, и ученики находятся в каждой сварочной кабине, где они пытаются впервые в школе самостоятельно выполнять сварку TIG-сваркой. Во время этой фазы (фаза 2, рис. 2) преподаватель перемещается между кабинами и учениками, когда они сварят, а также постоянно взаимодействует с ними по поводу их сварки.
Одним из элементов взаимодействия, который учитель использует со всеми учениками, является выделение трех критических аспектов, которые были выбраны как более важные для цикла 2: плавление, движение с добавляемым материалом и длина дуги. Хотя существует более явная ориентация учителя на противопоставление критических аспектов движения с добавочным материалом и длины дуги , ориентация на критический аспект расплава кажется несколько более размытой во взаимодействии с все студенты.В приведенном ниже примере (отрывок 2B) одного из учеников (S) только что попросили сопоставить движение с дополнительным материалом, который он сделал так, чтобы учитель (T) находил удовлетворительным, после чего учитель сориентировался. в отношении критического аспекта плавится следующим образом:
Здесь мы видим, что вопрос учителя в строке 1 принимает то же выражение, что и вопрос, который он задает ученику во время обучения в отрывке 1A. В конце хода учитель использует короткое шведское наречие «ju», которое используется для обозначения общих знаний или опыта (см. Heinemann et al.2011), таким образом, поворот построен как вопрос-ярлык («и вы можете видеть плавление справа»), с помощью которого он показывает, что, по его мнению, ученик может видеть плавление, и, таким образом, ищет подтверждения от ученика, что он это делает. Ученик немедленно подтверждает вопрос учителя, отвечая «да, там», но не указывает и никоим образом не показывает, где находится расплав. Учитель также не поощряет ученика к разъяснению. Вместо этого он оставляет плавление как тему и ориентируется на другой важный аспект.Это означает, что в этой части косвенное ОУЛ возвращается туда, где оно было в первом цикле, и относится к «видению» плавления (когда учитель говорит ему об этом).
Идеи для следующего цикла
В результате второго цикла мы решили, что фазы на протяжении всего урока семинара будут немного изменены. Например, это означало, что инструкция под руководством учителя во время введения (Фаза 1; Рис. 2) будет полностью удалена; в пользу введения, когда учителя и ученики вместе вместо этого вели диалог по трем критическим аспектам, которые были сосредоточены в цикле 2 (см. Фазу 1, Рис.3). Кроме того, на этапе 6 (рис. 3) учащимся будет предоставлено больше места для вербализации своего опыта и восприятия того, что они узнали во время прохождения (а также для того, чтобы выровнять любые трудности и т. Д.). Кроме того, при анализе второго цикла выяснилось, что плавка может быть ориентирована как на собственный OoL (см. Также анализ отрывка 2A выше) в обучающей ситуации. Кроме того, у него есть свои критические аспекты, касающиеся, например, цвета и формы расплава. Что касается поиска и определения критических характеристик расплава, была запланирована стратегия обучения, основанная на CAVTA, в которой учащимся будет предоставлена возможность (как во вводной части, так и при самостоятельной сварке в сварочной кабине) попытаться словесно описать, что происходит, когда возникает и начинает существовать расплав, и когда он, как критический аспект выполнения сварки TIG, принимает свое правильное значение (его критическая особенность).
Цикл 3
Далее будут использованы три примера, чтобы конкретизировать результат третьего цикла. В первом примере учитель и ученики находятся на первой фазе обучения (рис.3), и мы вводим пример, когда учитель (T) ориентируется на расплав, поворачиваясь к одному из учеников, Ною (N ), и попросив его объяснить, что такое плавка:
Как и в предыдущих циклах, плавка становится собственным УУ с косвенным и прямым аспектом, когда она ориентирована в обучающей ситуации.Прямое УЗ по-прежнему остается неизменным – плавление, – но непрямое УЗ снова изменилось. В этой ситуации косвенный аспект – это примерно вербализации аспектов плавки или, другими словами; чтобы показать понимание того, как выглядит расплав. Однако в этом третьем цикле и в отличие от первых двух циклов критические аспекты плавления также выражаются словесно и становятся актуальными во взаимодействии.
Отвечая на вопрос учителя, Ной говорит, что речь идет о том, что «материал тает, а затем тает вместе» (строка 3).После этого учитель предлагает Ною развить свой ответ, прося его описать «своими словами», как выглядит расплав. Однако, прежде чем Ной ответит, Майкл (М) говорит «жидкость» в строке 6, что также является словом, которое Ной использует с вариациями в своем собственном описании плавления: «это когда она начинает плавать», – говорит он, одновременно продвигает левую руку вперед и позволяет ей немного покачиваться. Это также пример, который в соответствии с подходом CA подчеркивает тот факт, что речь и тело взаимно контекстуализируют друг друга, предоставляя общественные ресурсы учителю и ученикам для организации соответствующих действий, которые, согласованно друг с другом, способствуют текущему активность (Goodwin 2000, 2006; Streeck et al.2011).
Затем учитель повторяет и подтверждает ответ Ноя (строка 9), затем поворачивается к Майклу и спрашивает, что он сказал. Затем Майкл говорит что-то, что, вероятно, содержит слова «плывущий» (в то же время он кратко кивает Ною) и «плывет», а затем учитель заявляет, что это становится как «почти небольшая лужа справа». Заключение завершается шведским словом «va», которое превращает утверждение в форму вопроса, с помощью которой он также ищет подтверждения (Hayano 2013; Heinemann et al.2011), что он также получает от Майкла в строке 13 (кивком), а также от Ноя в строке 14 («да»).
Следовательно, в отличие от предыдущих циклов, критические аспекты самого расплава выделены, помогая учащемуся различать расплав как собственный OoL. Критические аспекты, касающиеся формы и консистенции расплава, выделяются учениками в этой обучающей последовательности.
Этот пример ясно показывает, как изменилось обучение по сравнению с предыдущими циклами: учитель и ученики вместе пытаются словесно выразить то, что происходит, когда тает принимает форму.Использование CAVTA как способа дать ученикам возможность озвучить плавление также показано в следующем примере (отрывок 3B). Здесь мы встречаем Майкла (M), когда он впервые выполняет сварку TIG (фаза 2), и во время его сварочного акта учитель (T) в строках 1–4 проинструктировал его сказать, что происходит, когда расплав принимает форму. и как он намеревается действовать в отношении того, что он видит, в отношении выполнения сварки TIG:
Как только учитель посоветовал Майклу рассказать то, что он видит (строка 6), Майкл говорит: «Да, теперь все начинается. чтобы получить здесь жидкость »(линия 7), одновременно наклоняясь вперед верхней частью тела к сварному шву.После этого учитель спрашивает Майкла «где» у него «жидкость», на что Майкл отвечает «там» (строка 9), указывая добавочным материалом на расплав. Последующий вопрос учителя указывает на то, что учитель хочет пояснения («как на стене»), которое он также получает через подтверждение Майкла в строке 12. После короткой паузы Майкл затем говорит в строке 12: «Теперь все сливается вместе здесь. »; комментарий, который также подтвержден учителем.
При установке этого примера по отношению к соответствующей последовательности обучения в цикле 2 (отрывок 2B выше) становится ясно, что это другое учение, которое принимает форму отрывка 3B, относительно ориентации против расплава по сравнению с тем, что мы можем видеть в отрывок 2б.Таким образом, здесь также можно говорить об изменении участия учителя в способах обучения и как о конкретном результате включения CAVTA в обучение. В отличие от того, что происходит в отрывке 2B, ученику в отрывке 3B дается возможность словесно описать, что происходит, когда плавление принимает форму (а не «просто» сказать учителю, когда он его видит), и это также создает совершенно другие условия для учителя. чтобы сформировать понимание того, что, по словам ученика, он видит, потому что учитель – через свое собственное присутствие – может увидеть, что происходит, когда ученик создает расплав.Кроме того, эта стратегия обучения также создает больше возможностей для учителя справедливо оценить, насколько хорошо продемонстрирована способность ученика различать расплав, по сравнению со стратегией обучения, использованной в отрывке 2С, потому что они ориентируются на общую понимание того, на что они смотрят и о чем говорят. Кроме того, варьируя косвенный объект обучения (способность), относящийся к плавке; до см. , различить , создать и озвучить его; студенту предлагается более широкая возможность учиться.Кроме того, они озвучивают критические аспекты расплава, что не только расширяет возможность понимания расплава как критического аспекта выполнения сварки TIG, но также увеличивает возможности учителя получить доступ к пониманию студентами критического аспекта – здесь и сейчас. Вербализация их понимания создает дополнительные возможности и условия для учителя встречаться с учениками и иметь возможность адаптировать преподавание в соответствии с отображаемым учениками пониманием OoL.
В нашем последнем примере мы увидим, как это выглядит, когда учитель (T) вместе с учениками подводит итоги учебного прохода (Фаза 6). Каждый ученик смог устно описать критический аспект, на котором необходимо сосредоточиться при выполнении сварки TIG, и в отрывке ниже плавка снова выделена:
В строках 1–3 учитель формулирует поворот, через который он просит: « еще одна вещь », которую они« упомянули », которая« на самом деле »« самая важная »для того, чтобы« получить хоть какой-то сварной шов ».Майкл (М) – это ученик, который составляет ответ (строка 4), который запрашивает учитель (учитывая утвердительный ответ учителя в строке 5). Далее происходит то, что учитель в ходе того, что можно было бы назвать мини-лекцией (см. Asplund and Kilbrink 2018) в строках 5–11, развивает рассуждение, в котором проявляются несколько аспектов плавления. Во-первых, речь идет о том факте, что расплав «должен идти вместе», и о том, чтобы найти технику, перемещая дугу «между двумя разными», чтобы «заставить» себя увидеть, что у вас есть расплав.После этого учитель развивает рассуждение, в котором он подробно объясняет, как это выглядит, когда образуется расплав и когда он принимает форму, когда он говорит в строках 9–11: «тогда вы видите смещение цветов немного больше и блеск, когда он переходит в жидкость, как вы знаете ». Учитель завершает свою очередь построением ключевого вопроса, который является вопросом, используемым для обозначения общих знаний или опыта, с помощью которых он также ищет подтверждения от учеников; подтверждение он также получает (все студенты кивают).
Эти конкретные аспекты или этот нюанс того, что происходит, когда плавление создается и принимает форму, и словесное изложение этого творения учителем – элементы, которых не хватало в обучении двух предыдущих циклов. Даже в двух предыдущих циклах обучение было ориентировано на плавление как на OoL, когда оно было сосредоточено на взаимодействии, которое ученики должны были: см. (цикл 1), затем см. и , различить (цикл 2). . Однако в третьем цикле плавление становится актуальным как OoL со своими собственными критическими аспектами, которые связаны с созданием и развитием плавления и которые могут быть выражены словами в терминах внешнего вида и формы; расплав меняет свой цвет, становится глянцевым и со временем переходит в жидкую форму.Во время цикла 3 учитель также подчеркивает, что плавление – это тоже то, с чем «нужно идти»; то есть речь идет не только о том, чтобы видеть, различать и создавать расплав, но и о том, что связано с движением вперед и имеет с вами при сварке при сварке TIG. Следовательно, впервые в третьем цикле критические особенности критических аспектов становятся видимыми в действующем учении таким образом, чтобы четко отображать то, что важно понять в отношении расплава , что, в свою очередь, является критическим аспектом. От более высокого OoL до сделайте сварной шов TIG –.
Самый важный урок сварки
Независимо от того, являетесь ли вы профессиональным сварщиком с обширной подготовкой, любителем сварки-самоучкой или промежуточным сварщиком, вы должны выучить и соблюдать все меры безопасности при сварке . Если вы этого не сделаете, вы настроите себя на мир страданий или того хуже.
Чтобы проиллюстрировать темы моих статей, мне иногда нравится рассказывать что-то сумасшедшее, глупое или неудачное, что случилось со мной. Поверьте, многие события в моей жизни подпадали под все три категории! Поскольку эта статья посвящена безопасности, я подумал, что расскажу историю, показывающую, как легко может случиться что-то неожиданное.В сварочном деле неожиданное может случиться за доли секунды.
A World of Hurt
Хорошо, мне было 15 лет, у меня было водительское удостоверение, которое позволяло мне водить машину со взрослым. Моя семья жила в горах Ред-Ривер, штат Нью-Мексико, и мы шли пешком по горной тропе. Подъем был утомительным, но мы были вознаграждены захватывающим видом, который буквально напоминал картину – долина внизу, горы со всех сторон, поля и река, текущая из снега на вершине горы.(За исключением картины, что вода не текла бы.)
Все было здорово, но никто из нас не с нетерпением ждал поездки обратно вниз с горы. Мой папа бросил мне ключи от машины и сказал, что я могу подъехать обратно, чтобы забрать остальную семью самостоятельно. Я поймал эти ключи и побежал, как спринтер, чтобы скрыться от слышимости, прежде чем он передумал. Я бежал мимо хижины в долине примерно в полумиле от машины, как вдруг мои туфли оказались на одном уровне с глазами.
Я ударился со всей силы о чью-то бельевую веревку из металлической проволоки! Он буквально остановил меня в пути, поставил меня параллельно в воздухе, а затем бросил на землю.Мало того, что при ударе о проволоку мне задушили шею, меня выбило ветром, когда я ударился о землю, и я вошел в пресловутый мир боли.
Я помню, как слышал …
Папа: «Сынок, ты умеешь говорить?»
Мама: «О, БОГ МОЙ!»
Мой 11-летний брат: «Эй, Марти, у тебя есть ключи?»
В юности я на собственном горьком опыте узнал, как можно быть счастливым в одну секунду и причинять боль в следующую.
Обучение и повторное обучение
В сварочном деле очень легко может случиться непредвиденное.Хотя сварка может быть безопасным занятием при использовании здравого смысла и надлежащих мер безопасности, игнорирование их может быть очень опасным.
Я помню, как мне приходилось смотреть фильм о несчастных случаях перед началом больших строительных работ. Вся команда смотрела фильм в течение целого дня инструктажа по технике безопасности. Из-за этого фильма мне сразу захотелось уйти из строительного бизнеса. В нем были показаны практически все возможные способы получить травму, и это ударило по мне, потому что я дважды сильно травмировался раньше.Однако фильм стал хорошим напоминанием о потенциальных опасностях и о том, как их избежать.
Иногда, когда я думаю обо всех вещах, которые могут пойти не так на уроках сварки в старшей школе, мне хочется остаться дома и не вставать с постели – просто на всякий случай. Однако даже оставаться в постели небезопасно. Я только что прочитал в июльском выпуске Popular Mechanics , что около 400 человек каждый год задыхаются или случайно задыхаются насмерть в своих собственных кроватях!
Я пишу это не для того, чтобы вы захотели бросить сварку или спать.Я просто хочу, чтобы вы всегда запомнили , чтобы соблюдать меры безопасности при каждой работе, будь то в магазине или в поле. Оставайтесь в зоне сварки, но вне зоны комфорта – той зоны, в которой вы забываете сосредоточиться на выполняемой работе.
Мои школьные придурки всегда ненавидят слышать, что мы собираемся потратить две недели на безопасность в начале нашего урока. Второкурсники напоминают мне, что уже на первом курсе они изучали безопасность. Затем я напоминаю им, чтобы они закрывали свои дырочки от пирогов и открывали уши, потому что вы никогда не получите слишком много информации о безопасности.
Я признаю, что занятия по безопасности могут быть скучными, поэтому стараюсь сделать их как можно более живыми, делая множество перерывов и отвлекающих маневров. Я показывал довольно кровавые записи, пока один студент не упал в обморок. Хотя я больше не показываю эти графические ленты, я думаю, что они эффективно демонстрируют то, что может случиться.
Что может пойти не так?
В цехе видел, как у рабочих были сломаны и отрублены пальцы; поражение электрическим током; вспышки ожогов; контактные ожоги; плохая вспышка; и взрыв.
В поле я наблюдал, как один друг упал с 15 этажа.(Он был женат две недели, и его жена ждала этого.) Другой друг упал с восьми этажей на той же площадке. Двое других друзей погибли, когда упал башенный кран, на котором они ехали.
Я видел, как два крана упали, один полностью назад с 200-футовой стрелой и гуськом. Я дважды падал, и мне разбили руку. Однажды я наступил на балку, которая все еще висела на кране, и упал, как качели. Каким-то образом я сделал олимпийское вращение в воздухе и поймал фланец другой балки. Мой товарищ по металлу вернул меня обратно.Мы работали сверхурочно при 105-градусной жаре, и босс решил, что нам пора домой в этот день.
В другой раз я упал с балки третьего этажа и приземлился на строительные леса чуть ниже. Некоторые соединители видели, как я упал, и они перескакивали, когда я снова взбирался на балку. Я отряхнулся и вёл себя так, как будто поднялся с земли. Я думал, что это было забавно; они не! Это лишь некоторые из моих близких звонков и мелких порезов, царапин, ожогов и травм.
По иронии судьбы, оба раза я сильно пострадал, потому что другой парень был небезопасен! Вы должны не только применять безопасные методы, но и следить за тем, чтобы те, с кем вы работаете, также поступали так.
Спросите любого, кто был в магазине или поле какое-то время, и я уверен, что они смогут рассказать вам о некоторых несчастных случаях или близких звонках. Моему ангелу-хранителю приходилось работать со мной сверхурочно, и, хотя я терпеливо переносил много боли, я чувствую себя очень удачливым человеком.
Сделайте безопасность приоритетом
Итак, что вы делаете, чтобы не получить травму на работе? В первую очередь это здравый смысл .Удивительно, как мало здравого смысла проявляют некоторые люди на работе. У многих рабочих есть старая вера в то, что со мной «не случится». Я здесь, чтобы сказать вам, да, может!
Обучение технике безопасности должно продолжаться. Работодатели и рабочие должны уделять первоочередное внимание обучению технике безопасности. Я видел, как безопасность как в магазине, так и в поле за последние несколько лет резко улучшилась, но риски все еще существуют и будут всегда. Рабочие должны пройти соответствующее обучение, а рабочие места должны быть максимально безопасными. Никакая работа или срок не так важны, как здоровье одного сварщика.
Если вы работаете в отрасли, учитесь и будьте бдительны все время. И если вы нанимаете рабочих, пожалуйста, дайте им все необходимое, чтобы оставаться в безопасности. Я уже говорил, что мы богаты, если у нас есть здоровье (см. Еще один взгляд на безопасность SMAW). Все мы должны заботиться не только о себе, но и друг о друге.
Вот несколько хороших ссылок по безопасности при сварке:
Безопасность от Миллера: http://www.millerwelds.com/education/safetyresources.html
Безопасность от Lincoln: http://www.lincolnelectric.com/knowledge/articles/content/lenstaybl2.asp
Загружаемая брошюра Lincoln по безопасности: http://content.lincolnelectric.com/pdfs/products/literature/e205 .pdf
Канадское руководство по опасностям, связанным с сварочным дымом: http://www3.gov.ab.ca/hre/whs/publications/pdf/ch032.pdf
Отличные сайты Ассоциации обществ по охране труда (ASOSH). ) Южная Африка: http://www.asosh.org/WorldLinks/Processes/welding.htm
Государственный университет Оклахомы: http://www.pp.okstate.edu/ehs/links/welding.htm
Темы OSHA по безопасности и охране здоровья при сварке, резке и пайке: http://www.osha.gov /SLTC/weldingcuttingbrazing/index.html
Статьи по безопасности от ваших покорных и моих коллег на сайте thefabricator.com: http://www.thefabricator.com/Article_Archive/Article_Archive.cfm
Обучение принципам сварки – Урок TPC
1 – Основы сварки
Темы:
Металлы; Общие и производственные сварочные процессы; Виды сварных швов и сварных соединений; Сварные детали; Слияние; Проникновение; Совместный дизайн и подгонка
Цели обучения:
– Опишите сварку плавлением, контактную сварку, присадочные стержни и электроды.– Сравните процессы кислородной и дуговой сварки и сравните процессы SMAW, GMAW и GTAW.
– Опишите и нарисуйте следующие виды стыков: стык, внахлест, тройник, угол и кромку.
– Опишите следующие виды сварных швов: канавка, угловая часть, заглушка, паз, точечная сварка и шов.
– Назовите и найдите части сварного шва.
– Обсудите основные соображения при проектировании и подгонке швов.
Урок 2 – Безопасность при сварке
Темы:
Опасность пожара и взрыва; Ожоги; Дым и газы; Защита органов дыхания, глаз, лица и слуха; Защитная одежда; Погрузочно-разгрузочные цилиндры; Ударная
Цели обучения:
– Объясните, как важно вести домашнее хозяйство на участке, где проводится сварка.– Перечислите по крайней мере три меры предосторожности, которые следует предпринять, чтобы избежать пожаров и взрывов при сварке.
– Опишите два метода защиты от дыма и газов, связанных со сваркой.
– Опишите средства индивидуальной защиты, необходимые при сварке.
– Объясните меры предосторожности при использовании и обращении с баллонами и регуляторами.
Урок 3 – Оборудование для кислородной сварки
Темы:
Регуляторы давления газа; Обратные клапаны; Шланги, горелки и наконечники; Присадочные стержни; Защитное снаряжение; Подготовка к сварке; Изготовление сварного шва; Выключение
Цели обучения:
– Кратко опишите процесс кислородной сварки и компоненты оборудования для кислородной сварки, включая осветительное устройство.– Обсудите меры безопасности и средства индивидуальной защиты, необходимые для работы с кислородно-топливным оборудованием.
– Перечислите этапы подготовки к сварке.
– Сравните нейтральное пламя, пламя науглероживания и окисление.
– Перечислите шаги по безопасному отключению системы кислородной сварки.
Урок 4 – Оборудование для дуговой сварки
Темы:
Сварка электричеством; Источники питания постоянного тока, напряжения; Сварочные аппараты, кабели, электроды и электрододержатели; Безопасность
Цели обучения:
– Перечислить сходства и различия между кислородной сваркой и дуговой сваркой.– Опишите электрическую сварочную цепь, включая выбор переменного или постоянного тока, полярности постоянного тока и источников питания.
– Обсудите номинальные параметры сварочного аппарата с точки зрения силы тока и рабочего цикла, а также опишите особенности и использование трансформатора, генератора, выпрямителя и инвертора.
сварочные аппараты.
– Обсудите особенности сварочного кабеля и опишите электроды и электрододержатели, используемые для процессов SMAW, GMAW и GTAW.
– Обсудите средства индивидуальной защиты и меры предосторожности, необходимые для дуговой сварки, и объясните, как используются принадлежности для дуговой сварки.
Урок 5 – Методы сварки
Темы:
Выбор процесса; Сварочные позиции; Процедуры Oxyfuel, SMAW, GMAW и GTAW
Цели обучения:
– Объясните, какие соображения влияют на выбор процесса сварки.– Опишите четыре положения сварки.
– Объясните, почему накладные сварные швы сложно выполнить, и расскажите, как их выполнять.
– Опишите подготовку, необходимую для кислородно-топливной сварки, сварки SMAW, GMAW и GTAW.
– Опишите процедуры кислородно-топливной сварки, сварки SMAW, GMAW и GTAW.
Урок 6 – Как избежать дефектов сварки
Темы:
Общие проблемы со сваркой; Плохая подгонка; Проблемы с формой; Внутренние дефекты; Воздействие тепла; Расширение и сжатие; Идентификационные металлы
Цели обучения:
– Опишите влияние выбора электрода, тока, длины дуги и скорости движения на процедуры дуговой сварки.– Опишите распространенные причины возникновения дуги, дуги, которую трудно запустить, и разбрызгивания, и объясните, почему важна правильная установка.
– Дайте определение терминам «перекрытие», «поднутрение», «дыхало» и «включение» и объясните причины каждого из них.
– Объясните, как можно контролировать расширение и сжатие при сварке.
– Назовите и опишите различные тесты, используемые для идентификации металлов.
В рамках объема: уроки сварки
Сварщики пресс-форм используют свой многолетний опыт для разработки методов, которые могут использоваться для различных материалов пресс-форм. Помимо профессионального мастерства, нам необходимо идти в ногу с новой информацией о материалах и технологиях сварки.Вот несколько уроков, которые я извлек за годы работы сварщиком пресс-форм. Многие из них были вызваны вопросами клиентов относительно обучения, процессов и теории сварки.
Сварка пресс-форм изучается путем повторения и самоанализа . Мастерство в сварке пресс-форм достигается только повторением. Многократная сварка краев и внутренних углов помогает начинающему сварщику быстрее и лучше овладевать своими навыками. Кроме того, необходимы постоянные испытания, чтобы помочь усовершенствовать существующие методы и изучить новые.Самое главное, признание того, что к каждой работе, даже если сварщик видел ее раньше, нужно подходить так, как если бы она была новой, предотвращает плохую подготовку шва или сварочную технику.
Сварка TIG – лучший способ начать обучение сварке . Многие операторы, которые сегодня учатся лазерной сварке, никогда не брали в руки сварочную горелку TIG. Когда я стал сварщиком пресс-форм, лазерная сварка была в основном неизвестной технологией. В цехах применялась сварка TIG или микро-TIG.Сначала я научился выполнять сварку TIG без микроскопа. В этой среде я разработал технику эффективного управления сварочной лужей и создания аскетически приятных сварных швов. Самое главное, я научился сваривать кромку, не создавая поднутрения.
Затем я перешел к сварке в режиме микро-TIG, которая позволила мне извлечь выгоду из моих навыков сварки TIG, но под микроскопом. Таким образом, обучение лазерной сварке требует новых навыков и методов. Он просто использует импульс света вместо постоянной сварочной ванны при сварке TIG.Многие из тех же принципов, такие как методы подачи и размещение заготовки под микроскопом, могут быть применены к обоим процессам.
Делать ошибки под руководством наставника развивает опытный сварщик форм . Заказчики не хотят, чтобы над своими проектами работал начинающий сварщик пресс-форм. Это когда наставник по сварке становится бесценным для магазина. Это делает роль начинающего сварщика очень похожей на роль ученика, занимающегося изготовлением пресс-форм. Я научился сварке, когда кто-то из квалифицированных специалистов научил меня основам.Я делал ошибки, тренируясь на формах и деталях, которые больше не использовались. Я научился размещать горелку и присадочный стержень, а также правильно управлять сварочной лужей. Дельный совет и демонстрация со стороны опытного профессионала могут избавить начинающего сварщика от нескольких недель разочарований, когда он осваивает определенный навык.
Лазерная сварка меняет правила игры, но она не может полностью заменить сварку TIG . В моем магазине у обоих процессов есть своя ниша. Например, лазерная сварка отлично подходит для форм и компонентов, требующих легкого наплавления.С другой стороны, сварка TIG может использоваться для больших отложений и на участках с глубокими грубыми повреждениями. Лазерная сварка значительно снижает нагрев и деформацию, но в некоторых случаях процесс может быть медленным, потому что более крупные и тяжелые блоки должны быть правильно размещены, а это может быть проблемой. Часто два процесса могут использоваться вместе в одной работе. Например, технический специалист может использовать сварочный аппарат TIG для создания наростов, а затем выполнить лазерную сварку по периметру сварного шва, чтобы исправить любые проблемы с раковиной.
Материалы на основе алюминия и меди можно сваривать лазером и TIG, но не сваривать микро-TIG эффективно . Сварка алюминия и материалов на основе меди значительно отличается от сварки стали, потому что аппарат должен иметь очень высокую силу тока (как при лазере, так и при сварке TIG), чтобы расплавить эти материалы и образовать сварочную ванну. Как правило, аппарат для сварки TIG имеет воздушное охлаждение и предназначен для работы с малым током. Большинство аппаратов для сварки TIG с помощью микро-TIG быстро перегреваются при ремонте на алюминиевой или медной основе.Вот почему эти материалы обычно свариваются на аппарате TIG с высоким током (400 А и более), который имеет водяное охлаждение и способен создавать необходимую мощность для их плавления.
Для лазерной сварки действует то же правило. Для эффективного создания сварного шва необходимы высокомощный лазерный сварочный аппарат (не менее 120 Вт) и надлежащее охлаждение. Наросты при сварке TIG будут выглядеть очень большими по сравнению с отложениями лазера в этих материалах. Не существует компромисса в размерах сварных швов для материалов на основе алюминия или меди.На рисунках 1 и 2 сравниваются размеры сварных швов этих материалов как при лазерной, так и при TIG-сварке.
У сварщиков всегда есть вопросы . Задавать повторяющиеся вопросы может показаться излишним, но прямое общение между сварщиком и заказчиком имеет важное значение для получения надлежащего сварного шва. Сварка может изменить структуру и химический состав пресс-формы, поэтому абсолютная ясность в инструкциях является обязательной. Если есть риски и соображения, сварщик хочет, чтобы заказчик знал их до того, как приступит к сварке.Сварщик также должен знать от лица, ответственного за работу, сколько именно сварного шва необходимо и где это требуется.
Сварка – не всегда решение . Хотя я уверен в своих навыках, я прекрасно понимаю, что сварка не может решить все проблемы с пресс-формой. В таких ситуациях очень важно иметь хорошие отношения с клиентом. Каждый день меня просят делать что-то новое. Если ожидания заказчика не могут быть оправданы в соответствии с параметрами сварки, заказчик должен быть проинформирован до начала работы.Например, меня могут попросить заполнить длинный участок очень маленькой вставки, но я знаю, что тепловая деформация может вызвать коробление. Также может быть повреждение настолько глубоко в яме или детали, к которой я не могу получить доступ без дополнительных повреждений. Сварка – не всегда ответ. Возможно, использование вставки для исправления повреждений – лучшее решение проблемы. Общение – ключ к поиску правильного решения конкретной проблемы.
объявляет о бесплатном учебном плане по изучению карьеры сварщика
объявляет о бесплатном учебном плане по изучению карьеры сварщика
Сварка широко применяется во многих сферах, включая строительство, производство и другие отрасли.Опыт работы в сварке также может открыть возможности для получения образования и управления. К сожалению, разрыв между навыками соискателей работы и навыками, необходимыми работодателям, постоянно увеличивается; По оценкам Американского общества сварщиков, к 2024 году не будет хватать 400 000 профессионалов в области сварки. Это одна из причин, по которой мы создали нашу бесплатную программу повышения квалификации сварщиков.
Бесплатная программа повышения квалификации сварщика
Мы хотим внести свой вклад, чтобы подготовить сегодняшних студентов к специальным техническим навыкам и дать им возможность узнать больше о необходимой карьере.Вот почему мы создали нашу учебную программу RealCareer Welding Career Exploration . В этих планах уроков подробно рассматривается разнообразие имеющихся сегодня возможностей карьерного роста сварщика.
В этой бесплатной программе из шести уроков студенты участвуют в ряде мероприятий, исследовательских проектах и многом другом. Каждый урок включает в себя конкретные пошаговые инструкции, измеримые цели и списки материалов. Учебная программа соответствует стандартам Common Career Technical Core.
Темы уроков включают:
- Карьера в производстве и производстве Сварка
- Карьера в сварочном производстве .
- Один день из жизни инженера-сварщика .
- Изучение карьеры в области обеспечения качества сварки или в качестве сертифицированного инспектора сварки
- В поисках карьеры сварщика труб .
- Другие профессии, связанные со сваркой.
Чтобы получить доступ к нашей программе RealCareer Welding Career Exploration , щелкните здесь.
Ищете дополнительные ресурсы?
Как вы планируете внедрить эту программу профессионального роста в свою программу сварщиков? Делитесь своими идеями в комментариях ниже!
Сварка: Урок 101 –
В нашем предыдущем сообщении в блоге мы рассказали о различных предлагаемых нами классах сварки и сертификации.Эти классы, которые могут обучить студентов определенным стандартам сварки или основам сварки, являются хорошим введением в сварочную промышленность. Так как не все могут посещать наши занятия, мы решили принести сюда инструкции по сварке. Давайте посмотрим на самые распространенные виды сварки и резки:
Сварка MIG : также известная как GMAW (газовая дуговая сварка металла), это самый популярный вид сварки. Что включает в себя этот процесс? Защитный газ, горелка MIG, сварочный аппарат или устройство подачи проволоки, а также проволока MIG.Сварка MIG используется во многих областях, включая автомобилестроение, авиакосмическую промышленность, производство листового металла, станков, инструментов и штампов, а также производство. Подобно сварке MIG, сварка FCAW (что расшифровывается как «дуговая сварка с флюсом») не требует использования защитного газа.
Сварка стержнем : самая старая технология электросварки, также известная как SMAW или дуговая сварка защитного металла, использует «стержневой» электрод с электрододержателем и аппаратом для дуговой сварки. Этот процесс сварки используется в основном в строительной, сталелитейной и обрабатывающей промышленности.
Сварка TIG : известная как GTAW или газо-вольфрамовая дуговая сварка. Для этого процесса требуется вольфрамовый электрод и горелка TIG, а также используются стержни TIG или куски длиной 36 дюймов из стали, нержавеющей стали, алюминия или титана, а также защитный газ аргон. Сварка TIG используется в кузовных работах для автомобилей и мотоспорта, а также в аэрокосмической отрасли. Малоизвестный факт: эту сварку сложнее всего освоить, потому что в каком-то смысле это искусство.
Сварка в кислородном топливе : Для этой сварки требуется горелка для резки / сварки с ацетиленом и кислородом, и ее можно использовать для сварки металла с помощью «сварочного наконечника» или резки толстого металла с помощью режущего наконечника.Газокислородная резка в основном используется в сталелитейной и автомобильной промышленности, а также в металлоломе.