Настройка tig сварки – от А до Я + Полезные советы
Ранее мы рассказывали о том, как подобрать электрод, газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:-
Как подготовить tig горелку к работе?
-
Как настроить сварочный аппарат?
-
Как начать аргонодуговую сварку?
-
Как правильно вести сварочную горелку?
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.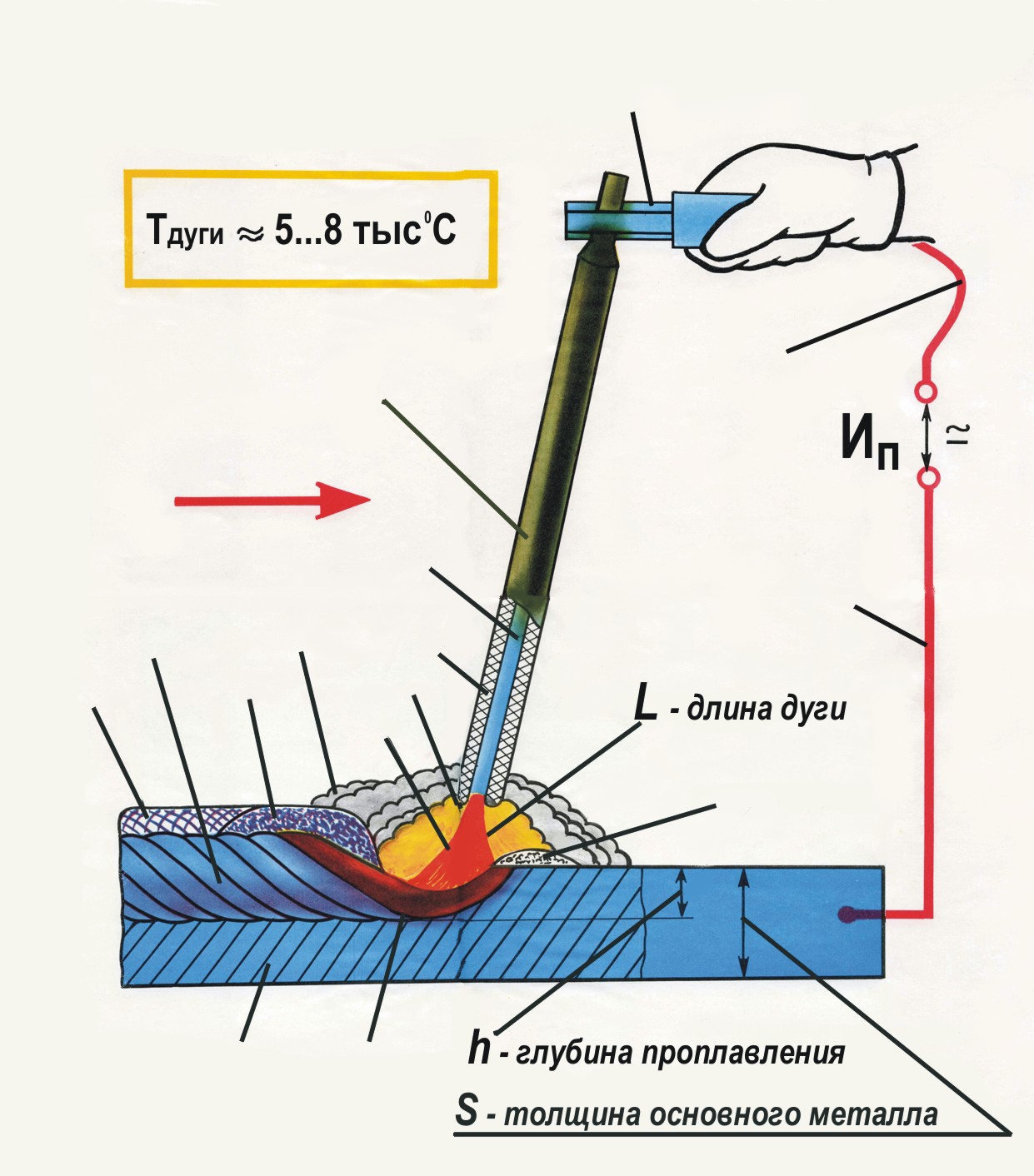
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
-
Устанавливаем редуктор на баллон с газом
-
Подключаем газовый шланг к редуктору
-
Подключаем байонетный разъем горелки к минусовому разъему
-
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
-
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
-
На панели управления выставляем метод сварки – TIG.
-
Устанавливаем предпродувку газа на 0,5 сек.
-
Настраиваем ток поджига – 25% от рабочего тока (А).
-
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
-
Устанавливаем ток сварки (А) (см. Таблицу ниже)
-
Выставляем время до тока заварки кратера (спада в секундах)
-
Выбираем значение тока заварки кратера в амперах
-
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
|
Вид металла |
Толщина металла, мм |
Род тока |
Сила тока¸А |
|
Стальные сплавы |
1,0 |
DC |
20 – 30 |
|
1,5 |
DC |
40 – 60 |
|
|
2,0 |
DC |
70 -90 |
|
|
3,0 |
DC |
100 – 120 |
|
|
4, 0 |
DC |
120 – 140 |
|
|
Алюминий |
1-2 |
AC |
20 – 60 |
|
4-6 |
AC |
120-180 |
|
|
6-10 |
AC |
220-230 |
|
|
11-15 |
AC |
280-360 |
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток.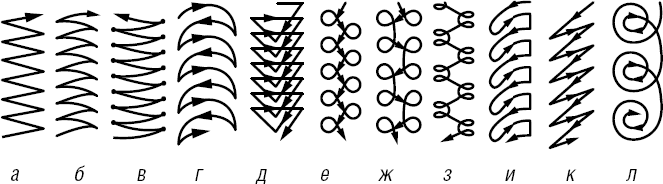 Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
-
Использовать контактный поджиг
-
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Процесс сварки завершается заваркой кратера. Заварка кратера – финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
Теория сварки.
 Советы для начинающих сварщиков
Советы для начинающих сварщиковЭлектросварка – это процесс получения неразрывных соединений с использованием электрической энергии.
Дуговая сварка – процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счет дугового разряда, возникающего между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания дугового разряда, получается от источников питания дуги постоянного или переменного тока.
Классификация дуговой сварки производится в зависимости от степени механизации процесса сварки, рода тока и полярности, типа дуги, свойств электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации дуговая сварка подразделяется:
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определенной длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
- электрическая дуга, питаемые постоянным током прямой полярности (минус на электроде)
- электрическая дуга, питаемая постоянным током обратной (плюс на электроде) полярности
- электрическая дуга питамая переменным током
В зависимости от способов сварки применяют ту или иную полярность. Дуговая сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
Дуговая сварка под флюсом и в среде защитных газов обычно производится на обратной полярности.
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором – дуга горит между двумя электродами. Основной металл не является частью сварочной цепи и расплавляется преимущественно за счёт теплоотдачи от газов столба дуги. В этом случае питание дуги осуществляется обычно переменным током, но она имеет незначительное применение из-за малого коэффициента полезного действия дуги (отношение полезно используемой тепловой мощности дуги к полной тепловой мощности).
Электроды для дуговой сварки бывают
- плавящиеся сварочные электроды
- неплавящиеся электроды (угольный, графитовый и вольфрамовый)
Дуговая сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше – многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание – сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше – многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание – сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла – светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах.Закрытая дуга располагается полностью в расплавленном флюсе – шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов) – сварка в среде углекислого газа, аргонно-дуговая сварка.
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Электродные покрытия применяются для для создания защитной атмосферы во время плавления, введения легирующих добавок в сварной шов и т.п.
Стабилизирующие электродные покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.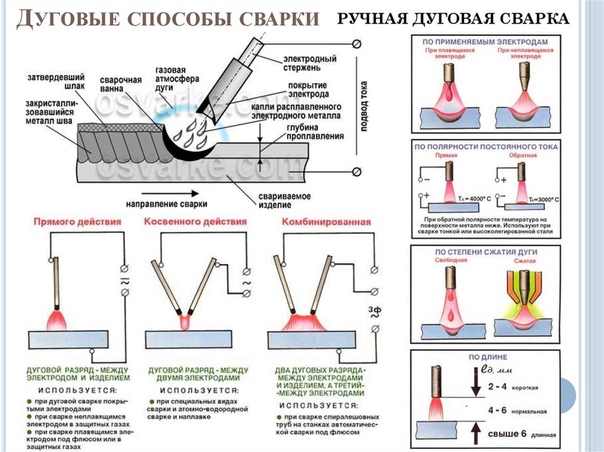
Защитные электродные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Полную информацию смотрите здесь >>>
Наибольшее применение имеют средне – и толстопокрытые электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
Применяются также магнитные электродные покрытия, которые наносятся на проволоку в процессе сварки за счёт электромагнитных сил, возникающих между находящейся под током электродной проволокой и ферромагнитным порошком, находящемся в бункере, через который проходит электродная проволока при полуавтоматической или автоматической сварке. Иногда это ещё сопровождается дополнительной подачей защитного газа.
Сварочное дело для начинающих – flagman-ug.ru
Как научиться варить инвертором с нуля?
В частном доме, на даче или в гараже довольно часто появляется необходимость в соединении различных металлических деталей и создании из них конструкций. Каждый раз обращаться к профессионалам за помощью в подобной ситуации не имеет смысла, ведь сварочный автомат можно приобрести самостоятельно.
В магазинах доступен широкий выбор разнообразных устройств в различных ценовых категориях, так что сварка инвертором для начинающих – лучшее, что может предложить рынок.
Азы электросварки
Инверторные аппараты отличаются достаточно высокой экономичностью и простотой работы. Основная нагрузка для функционирования подобного оборудования ложится на электросеть.
Он обладает накопительными конденсаторами, позволяющими аккумулировать электроэнергию и обеспечить бесперебойный процесс сварки и мягкий розжиг дуги.
В отличие от старых приборов, обеспечивающих максимальный толчок электроэнергии для работы, в следствие чего могут повыбивать пробки, инвертор позволяет спокойно работать от бытовой электросети.
Чтобы разобраться с тем, как варить инверторной сваркой, необходимо разобраться с азами ее работы.
В подобных аппаратах ручной сварки дуга формируется в результате контакта электрода с изделием. Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Под воздействием температуры происходит расплавление металла и электрода. Расплавленная часть стержня и изделия формируют ванну.
Обмазка стержня также расплавляется частично, переходя в газообразное состояние и закрывая сварочную ванну от доступа кислорода. Это позволяет защитить изделие от окисления.
Каждый электрод в зависимости от своего диаметра рассчитан на определённую силу тока. Если ее уменьшить ниже положенного значения, тогда шов не получится. Увеличение данного параметра позволит сформировать шов, однако стержень будет сгорать слишком быстро.
По окончании сварочных работ обмазка остывает, превращаясь в шлак. Он покрывает соединение металлических деталей с наружной стороны. Путем постукивания шва молотком удается достаточно легко избавиться от шлака.
Сделать это не так и просто из-за расплавления электрода, поэтому он должен с постоянной скоростью подаваться в зону сварки. Кроме того необходимо стараться вести электрод ровно вдоль соединения, чтобы получить шов максимального качества.
Способы сварки
На данный момент существует множество методов, используемых для сварки. Их разделяют по различным критериям. Данная информация будет полезна для новичка, поэтому с ней обязательно следует ознакомиться.
В зависимости от нагрева кромки изделия могут полностью расплавляться или же находиться в пластическом состоянии. Первый способ требует также прикладывать к соединяемым деталям определенные усилия – сварка давлением.
Во втором – соединение формируется в результате образования сварочной ванны, в которой находится расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие не нагревается вовсе – холодная сварки, или не доводятся до пластического состояния – соединение с помощью ультразвука.
Ниже перечислены остальные виды сварки:
- Кузнечная.
В данном методе концы соединяемых изделий нагреваются в горне, а затем проковываются. Подобный способ является одним из самых древних и в настоящее время практически не применяется.
Подобный способ является одним из самых древних и в настоящее время практически не применяется. - Газопрессовая.
Кромки изделий нагреваются ацетиленокислородным племенем по всей плоскости и доводятся до пластического состояния, после чего подвергаются сжатию. Подобный метод отличается высокой эффективностью и производительностью. Используется в строительстве газопроводов, железной дороги, машиностроении. - Контактная.
Детали включаются в электрическую цепь сварочного оборудования и через них пропускают ток. В месте контакта деталей происходит короткое замыкание, в результате которого в месте соединения выделяется большое количество теплоты. Ее достаточно, чтобы расплавить и соединить металл. - Стыковая, точечная и шовная – разновидности контактного метода скрепления изделия.
- Роликовая.
Используется в соединении листовых конструкций, требующих качественных и надежных швов. - Термитная.
Металл скрепляется в результате сжигания термита – смеси из порошка железной окалины и чистого алюминия. - Атомно-водная.
Кромки изделия расплавляются по действием дуги, горящей между двумя вольфрамовыми электродами. Электроды подсоединяются в специальные держатели, по которым подается водород. В результате дуга и жидкий металл сварочной ванны защищены водородом от вредного воздействия таких атмосферных газов, как кислород и азот. - Газовая.
Суть способа заключается в применении пламени для нагрева и плавления деталей. Пламя получается в результате сжигания горючего газа в атмосфере кислорода. Газокислородную смесь получают с помощью специальных горелок.
 Подобный способ является одним из самых древних и в настоящее время практически не применяется.
Подобный способ является одним из самых древних и в настоящее время практически не применяется.Метод газовой сварки относится к сварке плавлением. Зазоры между изделиями заполняются с помощью присадочной проволоки. Этот способ широко используется в различных областях человеческой жизнедеятельности. Наиболее часто встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов. В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные условия сваривания.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Выбор полярности полностью определяется изделием, с которым предстоит работать. Сварка может выполняться на двух типах полярности. Во время выбора следует принимать во внимание тот момент, что большему нагреву подвержен элемент, подсоединенный к плюсу.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Влияние силы тока
Осваивая основы сварки инвертором, важно понимать, какую силу тока необходимо устанавливать в каждой отдельной ситуации. Правильно настроенный инверторный сварочный аппарат – залог успеха.
Правильно настроенный инверторный сварочный аппарат – залог успеха.
Данные о величине тока берутся из таблицы, также в ней приводится и размер электродов. Однако эти значения однако величины тока не точные, они составляют плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В бытовых задачах чаще всего сталкиваются с необходимостью соединения тонкого металла. В данном случае необходимо вспомнить основы сварки инвертором для начинающих, а именно о важности подключения изделия к правильному полюсу. Тонкие детали подсоединяются к «минусу» сварочного аппарата.
Вот несколько полезных советов, которые могут в повышении мастерства:
- начинайте варить, используя минимальный ток;
- формируйте шов углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию во время сварки.
Частые ошибки новичков
Начинающим сварщикам свойственно совершать ошибки, связанные с незнанием азов, касающихся использования сварочного оборудования. Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Например, новички могут не знать, как правильно выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к прожигу детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного автомата;
- применение некачественных или неподготовленных электродов;
- работа без пробных швов.
Подведем итоги
Научившись работать со сварочным оборудованием, станет возможно решение многих бытовых задач, часто возникающих в работе на даче или в гараже. Новичкам следует особое внимание обращать на полярность сварки инвертором деталей различной толщины.
Поняв, как правильно настраивать оборудование и выбирать электрод удастся получать качественные швы на любом изделии. Обязательно обращайте внимание на прямую и обратную полярность подключения сварочного инвертора.
При сваривании толстых деталей используется прямая полярность при сварке инвертором, а для тонких – обратная.
Как правильно варить электросваркой
В частном доме, на даче, в гараже и даже в квартире — везде есть немало работ, требующих сварки металла. Особенно остро эта необходимость ощущается в процессе стройки. Тут особенно часто требуются что-то подварить или отрезать. И если отрезать еще можно болгаркой, то надежно соединить металлические детали кроме сварки нечем. А если стройка ведется своими руками, то и сварочные работы вполне можно сделать самостоятельно. Особенно в тех местах, где красота шва не требуется. О том, как правильно варить сваркой, расскажем в этой статье.
Азы электросварки
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.
Так как используется электрическая дуга, то и сварка называется электродуговой.
Это не совсем правильный способ сварки)) Как минимум, вам нужна маска
Виды электросварки
Электрическая дуга может образовываться как постоянным, так и переменным током. Переменным током варят сварочные трансформаторы, постоянным — инверторы.
Работа с трансформатором — более сложная: ток переменный, потому сварная дуга «скачет», сам аппарат — тяжелый и громоздкий. Еще немало напрягает шум, который издает при работе и дуга и сам трансформатор. Имеется еще одна неприятность: трансформатор сильно «садит» сеть. Причем наблюдаются значительные скачки напряжения. Этому обстоятельству очень не рады соседи, да и ваша бытовая техника может пострадать.
Инверторы в основном работают от сети 220 В. При этом они имеют небольшие габариты и вес (прядка 3-8 килограммов), работают тихо, почти не оказывают влияния на напряжение. Соседи и не узнают, что вы начали пользоваться сварочным аппаратом, если только не увидят. К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
К тому же, так как дуга вызвана постоянным током, она не прыгает, ее проще перемешать и контролировать. Так что если вы решили научиться сваривать металл, начитайте со сварочного инвертора. О выборе инверторного сварочного аппарата читайте тут.
Технология сварочных работ
Для возникновения электрической дуги необходимы два токопроводящих элемента с противоположными зарядами. Один — это металлическая деталь, а второй — электрод.
Электроды, которые используются для ручной электродуговой сварки, представляет собой сердечник из металла, покрытый специальным защитным составом. Бывают еще графитовые и угольные неметаллические сварочные электроды, но они используются при специальных работах и начинающему сварщику вряд ли пригодятся.
При касании электрода и металла, имеющих разную полярность, возникает электрическая дуга. После ее появления, в том месте, куда она направлена, начинает плавиться металл детали.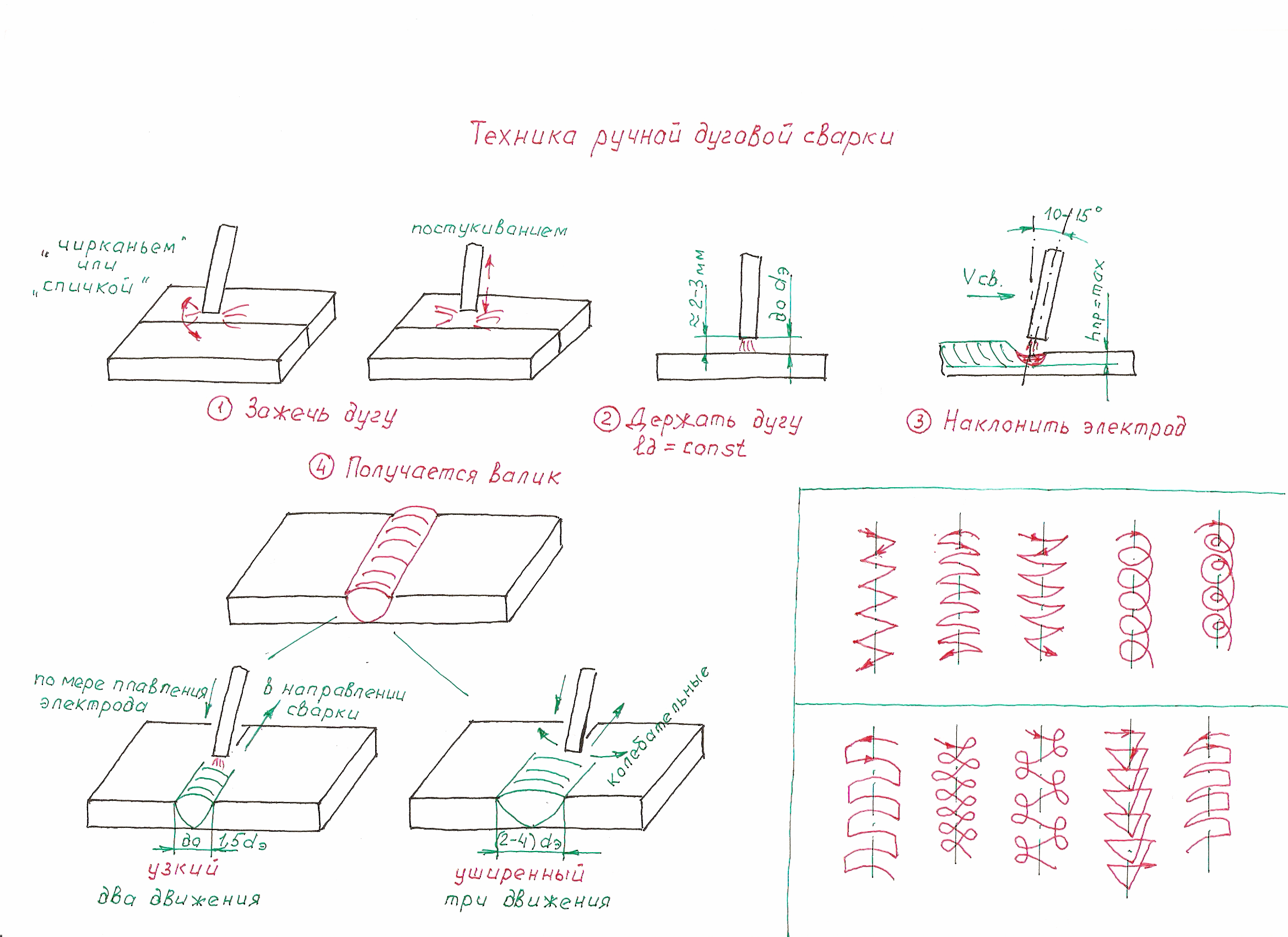 Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Одновременно плавится металл стержня электрода, переносясь с электрической дугой в зону плавления: сварную ванну.
Как образуется сварная ванна. Без понимания этого процесса вы не поймете, как варить металл правильно (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
В процессе также горит защитное покрытие, частично плавясь, частично испаряясь и выделяя некоторое количество раскаленных газов. Газы окружают сварную ванну, защищая металл от взаимодействия с кислородом. Их состав зависит от типа защитного покрытия. Расплавленный шлак также покрывает металл, способствуя еще и поддержанию его температуры. Чтобы правильно варить сваркой, необходимо следить за тем, чтобы шлак покрывал сварную ванну.
Сварной шов получается при движении ванны. А двигается она при перемещении электрода. В этом и заключается весь секрет сварки: нужно с определенной скоростью передвигать электрод. Важно также в зависимости от требующегося типа соединения правильно подбирать его угол наклона и параметры тока.
По мере остывания металла на нем формуется корка шлака — результат горения защитных газов. Она также защищает металл от контакта с кислородом, содержащимся в воздухе. После остывания его оббивают молотком. При этом разлетаются горячие осколки, потому защита глаз обязательна (надевайте специальные очки).
Как научиться варить сваркой
Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Для защиты глаз при этом нужны будут очки.
Как подключать электрод
Сварочные работы для начинающих проще будет проводить, если взять универсальный электрод диаметром 3 мм (3,2 мм, если точно). Они стоят дороже, но работать с ними легче. После того как вы научитесь варить металл, можно будет попробовать использовать более дешевые, но начинать лучше с этих.
Электрод вставляется в держатель, закрепленный на одном из сварочных кабелей. Есть два типа фиксаторов — пружинный и винтовой. Если держатель электрода пружинный, нажимаете на клавишу на ручке и в появившееся гнездо вставляете электрод. При винтовом зажиме ручка вращается. Раскручиваете ее, вставляете электрод и зажимаете. В любом случае он не должен шататься. Установив электрод можно подключать кабели.
На сварочном аппарате постоянного тока есть два выхода: положительный и отрицательный. Также есть два сварочных кабеля:
- один заканчивается металлическим зажимом-фиксатором — подсоединяется к детали;
- другой — держателем для электрода.
Какую полярность подключать для сварки зависит от типа работы. Если говорить об инверторах, то чаще плюс подключают на деталь, а минус подают на электрод. Такой вариант включения называют прямой полярностью. Но есть перечень работ, при которых подают обратную полярность: минус — на деталь, плюс — на электрод (например, для сварки нержавейки).
Прямая и обратная полярность подключения на сварочном инверторе
Прямая полярность обеспечивает лучший прогрев металла, что и необходимо для большей части соединений. Это объясняется тем, что электроны движутся от отрицательно заряженного полюса — при прямой полярности это электрод — к положительному — детали. При этом они дополнительно передают металлу свою энергию, повышая его температуру.
Начало сварки: зажигаем дугу
Как подключить электрод к инвертору разобрались. Теперь о том, как зажечь дугу. Возникает она при непосредственном контакте электрода и детали. Есть два способа:
Из названия все ясно: в одном случае нужно провести электродом вдоль шва (чтобы не осталось следов), во втором — несколько раз стукнуть по детали кончиком электрода.
Когда электрод новый, его кончик оголен, розжиг происходит легко. Если он уже был в работе, вокруг стержня образовалась стенка в несколько миллиметров из защитного покрытия. Это покрытие нужно отбить, несколько раз стукнув кончиком по детали.
Оба способа розжига используются, тут выбирает каждый, кому как удобно. Этот навык — первый, который вам придется освоить, если вы хотите научиться пользоваться электросваркой.
Потому берете несколько электродов, толстый кусок металла, и пытаетесь зажечь дугу. Как только у вас стало, получаться, можно приступать к следующему этапу обучения.
Наклон электрода
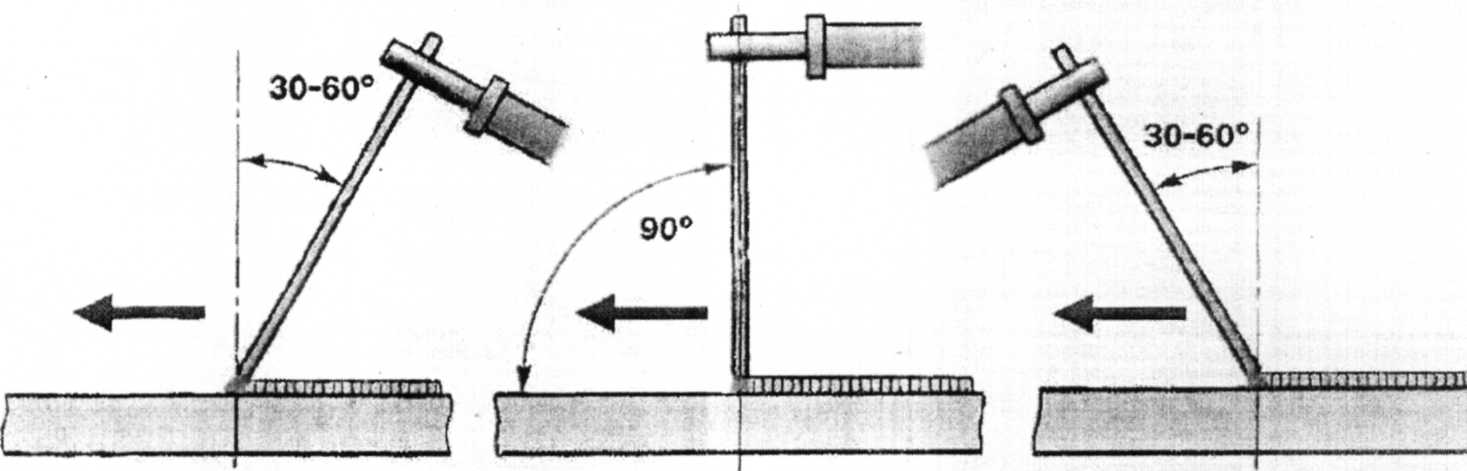
Основное положение электрода — наклоненное чуть к себе — на угол от 30° до 60° (смотрите рисунок). Величину наклона подбирают в зависимости от необходимого сварного шва и от выставленного тока. Ориентируются на состояние сварной ванны.
Первое положение называется «углом назад». В этом случае ванна и расплавленный шлак движется за кончиком электрода.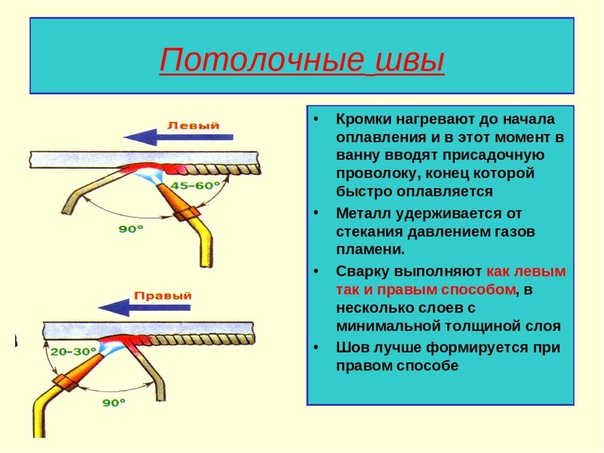 Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Его угол наклона и скорость движения должны быть такими, чтобы шлак успевал накрывать расплавленный металл. В таком положении получаем прогрев металла на большую глубину.
Техника ручной дуговой сварки: положение электрода углом вперед и углом назад
Бывают ситуации, когда металл сильно разогревать не нужно. Тогда угол наклона меняется на противоположный, шов и ванна «тянутся» за электродом. В этом случае глубина прогрева получается минимальной.
Движения электрода
Ответить на вопрос «как правильно варить электросваркой» просто: нужно контролировать сварную ванну. Для этого необходимо удерживать электрод на расстоянии 2-3 мм от поверхности металла и контролировать состояние и размер сварной ванны. Вот в этом и заключается мастерство сварщика.
Сложность заключается в том, что одновременно приходится контролировать несколько параметров:
- двигать электрод по одной из показанных на фото траекторий,
- по мере выжигания опускать его чуть ниже, сохраняя постоянное расстояние в 2-3 мм;
- следить за размерами и состоянием сварной ванны, ускоряя или замедляя движения электродом;
- следить за направлением шва.

Движения кончика электрода показаны на рисунке. Желающим научиться электросварке для домашнего применения все их осваивать не нужно, но два-три движения вам понадобятся: для разных ситуаций, швов и металлов.
Еще один элемент техники ручной дуговой сварки: кончик электрода должен двигаться по одной из этих траекторий (или по какой-то похожей)
Как научиться варить электросваркой? Отрабатывать движения на толстом куске металла. Получаются тогда не швы, а валики. Этот этап — начальный. На нем вы освоите элементарные навыки сварщика: научитесь контролировать расстояние от кончика электрода до детали, и при этом, двигать его по заданной траектории, следить за сварной ванной и шлаком в ней.
Для этого берете толстый металл, мелом прочерчиваете на нем линию: по ней нужно будет уложить валик. Разжигаете дугу и начинаете осваивать движения, учась одновременно контролировать ванну. У вас получится не с первого, и, даже, не с десятого раза. Электродов изведете, наверное, с десяток.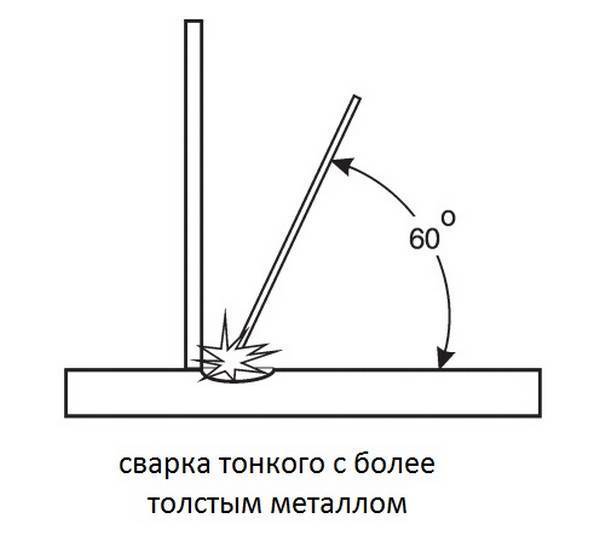 Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Когда техника ручной дуговой сварки будет отработана: валик будет равномерным, ширина и высота его постоянными (или почти), можно пробовать соединять детали.
Похожие валики должны получаться у вас. Так вы сможете научиться правильно варить сваркой электродами
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Технология электросварки: перед началом наложения шва, детали соединяют прихватками — короткими швами, расположенными на расстоянии 80-250 мм друг от друга
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
Как выбрать ток для сварки
Научиться варить электросваркой невозможно, если не знать, какой выставлять ток. Он зависит от толщины свариваемых деталей и используемых электродов. Их зависимость представлена в таблице.
Но при ручной электродуговой сварке все взаимосвязано. Например, в сети упало напряжение. Выдать необходимый ток инвертор просто не может. Но даже в этих условиях работать можно: можно медленнее двигать электрод, добиваясь хорошего прогрева. Если и это не помогло, меняете тип движения электрода — несколько раз проходя по одному месту. Еще один способ — поставить тоньше электрод. Комбинируя все эти методы можно добиться хорошего сварного шва даже в таких условиях.
Как правильно варить сваркой вы теперь знаете. Осталось отработать навыки. Выбирайте сварочный аппарат, покупайте электроды и сварочную маску и приступайте к практике.
Чтобы закрепить информацию, посмотрите видео-урок по сварке.
С чего начать сварку электродами
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.
В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Уроки электросварки инвертором для начинающих
Владение электросваркой является навыком, который всегда пригодится в строительстве и быту. В настоящий момент нет другого способа соединения металлических элементов как сварка. Научиться этому ремеслу можно самостоятельно, освоив начальные навыки сварщика и производя несложные сварочные работы. Рассмотрим, с чего стоит начать обучение электросварке для начинающих и что для этого понадобится.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
- Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
- Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
- Качественное оборудование для сварки;
- Электроды;
- Ведро воды для устранения возможных возгораний;
- Правильно выбранное место для сварки. Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.
Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Обучение электросварке
Подключение электрода и зажигание дуги
Процесс электросварки для начинающих и опытных сварщиков начинается с подключения электрода и зажигания дуги. Начинать уроки сварки удобнее на универсальных электродах диаметра 3,2 мм. Такие электроды обладают более высокой ценой, но они значительно облегчают работу сварщика.
На одном из кабелей сварочного аппарата размещен фиксатор, как правило, они бывают двух типов:
- Винтовой. Ручка держателя вращается и позволяет вставить в образовавшееся гнездо электрод;
- Пружинный. Чтобы вставить электрод необходимо нажать на кнопку на ручке.
После подключения электрода наступает черед подключения кабелей аппарата. Сварочный агрегат имеет два выхода: отрицательный и положительный и два кабеля:
- Первый оканчивается зажимом для электрода;
- Второй имеет фиксатор для подсоединения к детали.
Схема подключения зависит от работы. В инверторных устройствах плюс подключается к детали, а минус к электроду. Такая полярность дает лучший разогрев металла и, следовательно, большую прочность сварным соединениям. Для сварки нержавейки аргоном выполняют обратное подключение.
После подключения электрода и кабелей необходимо научиться зажигать дугу. Ее зажигание происходит при соприкосновении детали и электрода. Возможны два метода:
- Постукивание. Необходимо несколько раз легко ударить концом электрода по детали;
- Проведение. Вдоль будущего шва делается быстрое проводящее движение электрода.
Новый электрод разжигается быстро. Немного сложнее разжечь уже использованный – для этого необходимо освободить его от нагара путем постукивания об деталь.
Прежде чем приступить к следующему этапу обучения необходимо научиться стабильно и быстро разжигать дугу.
Отработка наклона и движения электрода
Наиболее удобное положение электрода характеризуется как наклоненное к сварщику под углом 30-60°. Варьирование в данных пропорциях ведется по ходу сварки по состоянию сварной ванны.
Возможны два варианта наклона электрода:
- Угол назад. По данной схеме расплавленный шлак идет за электродом, который движется с такой скоростью, чтобы шлак успевал закрывать сварную ванну. При таком положении электрода металл прогревается на значительную глубину;
- Угол вперед. В данном случае разогрев металла будет несильный, сварной шов будет идти за электродом.
При проведении сварки мастер должен оценивать несколько параметров:
- Движение электрода должно производиться по спланированной схеме для получения ровного и красивого шва;
- По мере расплавления металла электрод опускается ниже, но не более чем на 2-3 мм от края металла;
- Состояние и размер сварной ванны регулируются посредством скорости движения электрода;
- Важно контролировать направление шва.
Первый этап обучения: валики
Свое обучение азам электросварки необходимо начинать с валиков – сварочных швов на толстых кусках металла, где отрабатываются навыки владения электрической дугой и заваривания швов.
Последовательность создания валиков следующая:
- Для отработки берется толстый лист металла, очищенный от ржавчины и грязи;
- Все манипуляции со сварочным аппаратом и дугой производятся в костюме и с очками для глаз!
- После розжига дуга подносится к металлу на расстояние в диапазоне 3-5 мм. Важно следить, чтобы расстояние между заготовкой и дугой было одинаковым, это является залогом ровного и равномерного шва. Электрод держится под углом;
- Важно понимать, достаточен ли ток, подаваемый сварочным аппаратом. Если дуга гаснет, то напряжение необходимо добавить. При слишком высоком напряжении дуга будет не плавить, а резать металл;
- Рассмотрим структуру металла при контакте с дугой. Важно понимать, где при сварке образуется сварная ванна и следить за ней. Эта область расплавленного металла будет иметь беловатый цвет с характерной рябью жидкого металла на поверхности;
- Когда под зажженной дугой появилась сварная ванна можно начинать делать шов путем перемещения электрода. Ванна будет идти за дугой, при этом давление дуги будет заставлять ванну также перемещаться в противоположном направлении, в результате чего возникнет валик;
- При создании валиков необходимо придерживаться определенных схем движений электрода – это могут быть поступательные движения с небольшой и всегда равной амплитудой для создания ровного и красивого шва.
Сварные соединения
Электросварка своими руками подразумевает создание сварных соединений. К их практике можно переходить после освоения валиков. Здесь требуется практический навык владения сварочным аппаратом, поэтому так важно перед переходом к сварке элементов отработать свои движения на заготовках.
Начинать сварочное соединение металлических элементов рекомендуется на небольших заготовках. Последовательность работ следующая:
- Перед сваркой детали скрепляются в необходимом положении при помощи подсобных инструментов;
- В первую очередь выполняются прихваты – точечные швы с шагом в 8-10 см, которые скрепляют металлические элементы в определенных местах. Это необходимо для того, чтобы дать заготовке определенную прочность и металл не перекосило при выполнении длинного шва. Выполнение подобных прихватов также значительно облегчается создание основного длинного шва. Как правило, прихваты выполняются с обеих сторон детали;
- После выполнения прихватов создается общий шов, который заваривает края двух металлических элементов. Здесь важно двигать электрическую дугу с достаточной амплитудой, загребая расплавленный металл в сварную ванну с обеих свариваемых плоскостей.
После остывания шов отбивается молотком от шлака и проверяется на качество. Если есть недочеты или непроваренные места, то их необходимо заварить снова.
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.
Всё, что вы хотели знать о сварке для начинающих
Ручная дуговая сварка с применением инверторного сварочного оборудования — самый популярный метод соединения металлов среди начинающих сварщиков. Производители предлагают сотни бюджетных инверторов и электродов для выполнения самых разнообразных задач, а сам процесс сварки несложен и занимает мало времени. Сварка электродом не требует от сварщика высокой квалификации, но при этом электросварка имеет определенные нюансы, которые следует учесть.
Изучать азы сварки для начинающих нужно с теории, плавно переходя к практике. Наша статья — это краткая инструкция по электродуговой сварке для начинающих. Здесь собраны секреты по выбору инвертора, его правильной настройке, кратко описана технология сварки и ее особенности. Конечно, этой информации недостаточно, чтобы с нуля выполнить сварку качественно и быстро, но наша статья поможет вам разобраться в основах.
Сварочный аппарат и экипировка
Прежде чем мы узнаем, как научиться сваривать металл самостоятельно, нужно определиться со сварочным оборудованием. Сварочный аппарат для сварки выбирается не только по цене и внешнему виду, но и по характеристикам. Мы посвятили этой теме несколько статей: здесь мы рассказываем о том, как выбрать сварочный инвертор, а здесь мы составили рейтинг с лучшими сварочными аппаратами на любой вкус и кошелек. Со сварочным аппаратом, способным удовлетворить ваши рабочие потребности, вы сможете легко и быстро обучиться.
Также для освоения сварочного дела вам понадобится экипировка. Экипировка — это защита сварщика. Она защищает от брызг металла, от вспышек и потоков ультрафиолета. Стандартный комплект состоит из маски (мы рекомендуем маску «хамелеон» с автоматическим затемнением), подшлемника, рабочего костюма (называемого «роба») и специальных плотных перчаток. В качестве рабочего костюма можно использовать одежду, сшитую из грубой плотной ткани, этого будет достаточно для сварки в домашних условиях.
Чтобы научиться работать сварочным инвертором нужно знать и выполнять требования техники безопасности. Несоблюдение правил может привести к ожогам, пожарам и несчастным случаям. О технике безопасности мы подробно писали тут, тут и тут. Сварочные работы категорически запрещено проводить без огнетушителя рядом. Особенно, если вы работаете на даче или дома.
Также надевайте всю экипировку перед началом работ. Если вы зажжете дугу без маски, то гарантировано получите ожог сетчатки глаз. И вы даже не узнаете об этом, поскольку симптомы начнут проявляться только спустя некоторое время. Вечером поработали без маски всего пару минут, а на утро не сможете открыть веки. При этом даже профессиональные сварщики часто становятся жертвами ожогов глаз (мастера называют это «нахвататься зайчиков»), но у них это связано с большим объемом работ, а не с несоблюдением правил. Так что имейте в запасе капли для глаз. Об этом мы писали в этой статье.
Ручная сварка для начинающих таит и другие опасности. Не забывайте, что при сварке металла вас окружают детали, нагретые до очень высоких температур. Не прикасайтесь к ним до полного остывания, иначе также гарантировано получите ожоги.
Далее поговорим о технологии сварки. Пока можете посмотреть небольшой вводный урок, в нем рассказывается про оборудование и особенности. Обучение сварке и, в целом, обучение сварочному делу требует от вас максимальной концентрации и соблюдения правил. В противном случае сварочный процесс может закончиться плачевно.
Технология сварочных работ
Как научиться сваривать металл с нуля? Этот вопрос задают все новички. Для начала определимся, какие ключевые элементы нам понадобятся для выполнения работ. Это инвертор, экипировка и, конечно, электроды. Электроды для сварки имеют широкое применение, они позволяют быстро и качественно соединить различные металлы.
Для сварки инвертором используются так называемые плавящиеся электроды с обмазкой (или покрытием). Покрытие играет защитную функцию, оно не позволяет кислороду проникать в сварочную зону и ухудшать качество шва. Также благодаря покрытию дуга проще зажечь и вести, она стабильна и горит равномерно.
Существует множество типов покрытий. Покрытие выбирается исходя из металла, который нам нужно сварить. Самые популярные обмазки — основная, рутиловая и кислая. Электросварка электродами с кислым покрытием производится как на постоянном, так и на переменно токе. С помощью кислых электродов можно легко сварить загрязненный металл (но мы все же рекомендуем его подготовить перед сваркой, о подготовке мы писали в этой статье). Кислые электроды принято использовать при сварке не очень важных конструкций из низкоуглеродистой стали.
Электроды с основным покрытием очень интересны. При плавлении обмазка выделяет углекислый газ, который отлично справляется с защитой сварочной зоны. Швы получаются очень прочными и долговечными. При этом работать нужно только с постоянным током, установив обратную полярность. Но такие электроды требуют очень тщательной очистки металла перед сваркой, нужно зачистить поверхность, удалить все загрязнения и очаги коррозии. Если пренебречь подготовкой металла перед сваркой, то после работы со сварочными электродами с основным покрытием на шве будет много шлака и его будет трудно убрать.
Электроды с рутиловым покрытием самые популярные. Они универсальны, стоят недорого и позволяют сварить любой металл. Ими можно варить на постоянном и переменном токе, но всегда читайте упаковку. Ведь некоторые производители выпускают рутиловые электроды для работы только с переменкой или только с постоянкой.
На этом основы сварочных работ не заканчиваются. Нужно правильно подобрать размер электрода, а именно его диаметр. Здесь все просто: чем тоньше металл, тем диаметр меньше. Вот простой пример: нам нужно сварить тонкий лист металла (например, алюминия). Для этих целей мы берем электрод диаметром до 2 миллиметров. И так со всеми остальными металлами. От выбора диаметра напрямую зависит качество шва.
Кстати, существуют разные виды швов. Вы можете видеть их на картинке ниже.
Нижний шов самый простой. Варим его, положив деталь горизонтально на ровную поверхность. Мы рекомендуем начинать обучение именно с нижнего шва. Горизонтальный шов похож на нижний, но уже сложнее, поскольку требует от сварщика больше мастерства. Приступайте к горизонтальным швам только после того, как хорошо научитесь делать нижние швы.
Вертикальные швы еще сложнее, чем горизонтальные. Электрод нужно вести сверху вниз и под действием силы притяжения расплавленный металл стремительно стекает вниз. Нужно немало опыта и мастерства, чтобы научиться делать вертикальный шов, чтобы при этом он был равномерно проварен. Но самый сложный как раз потолочный шов. Здесь все трудности собраны воедино. Если сварщик может без проблем сварить потолочный шов, значит он настоящий профессионал. Стремитесь к этому и вы тоже сможете стать настоящим мастером своего дела.
Нас часто спрашивают, как научиться сварке трубопровода или как правильно научиться варить различные трубы? Почему-то у многих это вызывает трудности. Это не удивительно: при сварке трубы швы комбинируются, вам придется уметь варить и нижний, и вертикальный, и потолочный шов, чтобы соединить трубы. Единственное, что мы можем посоветовать — больше практиковаться. Не надейтесь узнать какой-то уникальный способ, с помощью которого можно без труда сварить сложные швы. Только практикуясь вы улучшите свои навыки.
Теперь поговорим о полярности. В статье мы уже упоминали это слово. Скажем простыми словами: при прямой полярности деталь нагревается быстро, электрод расходуется мало. А при обратной полярности все наоборот. Подробнее об обратной полярности мы писали в этой статье, обязательно прочтите ее, там мы подробно все объясняем. Обратную полярность используют чаще всего. Ну а прямая полярность нужна для резки металла, например.
Первое соединение металла своими руками нужно начинать с нижнего шва, поскольку он самый простой, как мы уже писали ранее. Для теста можете использовать ненужные металлические детали, которые найдете в гараже. Купите популярные электроды (например, электроды МР-3), можно выбрать подешевле. Такие электроды позволят новичку быстро зажечь и вести дугу, а шов получится не очень качественным (но это пока не главное). Не покупайте электроды УОНИ, поскольку вы просто не справитесь с ними из-за недостатка опыта.
Далее нужно научиться зажигать дугу. Существует два способа: метод постукивания (или касания) и метод чирканья. Разогрейте кончик электрода горелкой и постучите им по детали, затем легко проведите по детали. Движения должны быть плавными и уверенными, в меру быстрыми. Иначе электрод прилипнет к металлу. Благодаря предварительному прогреву электрода дуга зажжется проще, но в дальнейшем вы должны учиться зажигать дугу без прогрева.
Метод чирканья похож на ситуацию, когда вы поджигаете спичку о коробок. Быстро проведите концом электрода по поверхности металла, без предварительного нагрева. При чирканье электрод уже достаточно разогревается и при поднесении его к поверхности металла легко зажигается. Так проще начать сварку.
Подождите, пока дуга разгорится. Затем приступайте к сварке. Как только вы поднесете электрод к металлу, вы увидите, как он начинает плавится и образовывается участок с углублением. Он называется сварочной ванной. В сварочной ванне визуально заметны все процессы: выделение защитного газа, образование шлака и брызги металла. Следите за процессами в сварочной ванне, чтобы понимать, как нужно вести шов.
Шов ведут плавно, электрод держат на равном расстоянии, не изменяя его по ходу движения. Мы рекомендуем держать короткую дугу, т.е. вести электрод на расстоянии 3 миллиметров от поверхности металла. Новички могут установить меньшее значение силы тока, чтобы случайно не расплавиться металл больше, чем нужно.
Существует три типа ведения швов. Вы можете видеть их на картинке ниже. Самый популярный тип — углом вперед (на картинке обозначается буквой «б»). Буквой «а» обозначен шов под прямым углом, буквой «в» обозначен шов, который ведется углом назад. В зависимости от выбранного направления отличаются и готовые швы. Новичкам для начала рекомендуем вести электрод именно углом вперед.
На этом сварка металла не заканчивается. Шов нужно правильно довести и закончить работу. Нельзя резко отрывать электрод от поверхности металла, иначе дуга погаснет и на конце шва останется заметный кратер. Из-за него может произойти дальнейший раскол соединения. Вместо этого подержите электрод пару секунд на одном месте и затем плавно отведите его назад.
Вместо заключения
Мы рассказали все о том, что нужно знать про сварочное дело, если вы только собираетесь приобрести свой первый сварочный аппарат. Поверьте, не так уж сложно научиться варить сваркой, вы можете в свободное время прочесть пособие по сварке инвертором
или самоучитель по сварочным работам, которые можно легко найти в магазинах со специализированной литературой. Также в интернете есть наглядные уроки сварки для чайников, так что учеба сварке еще никогда не была такой простой. Желаем удачи!
Сварка тиг обучающее видео особенности
Ручная аргонодуговая сварка – один из самых универсальных способов сварки металлов. При наличии должного опыта и навыков сварщика – оператора, данный вид сварки позволяет получать высококачественные сварные швы с отличными прочностными характеристиками и внешней эстетикой сварных соединений.
Потребность в сваривании алюминия, меди, титана, нержавеющих сталей давно стала возникать не только в производстве, но и в быту. Традиционное оборудование не всегда отлично справляется с такими задачами. Для различных ремонтных работ и изготовления конструкций из таких материалов применяется сварка аргоном, обучение которой на нашем сайте поможет в осуществлении ее собственными руками.
На самом деле сварочный процесс — не такая уж сложная процедура, и добиться хороших результатов можно даже при таком методе, как аргоновая сварка: видео уроки дают возможность в этом убедиться.
Особенности аргонодуговой сварки
Главной и отличительной особенностью является использование неплавящегося (вольфрамового) электрода и инертного защитного газа аргона, за счет применения которого обусловлено высокое качество и надежность сварных соединений.
Применение технологии аргонодуговой сварки позволяет получать прочные, ровные и аккуратные швы. Как происходит аргоновая сварка, видео уроки демонстрируют наглядно и подробно, ведь необходимо учесть в процессе множество тонкостей.
Как правильно держать горелку
Манипуляции при аргонодуговой сварке совершаются специальной аргоновой горелкой. Благодаря ее конструкционным особенностям, в горелку устанавливается вольфрамовый электрод таким образом, чтобы его кончик выступал над поверхностью ограничительного керамического сопла на несколько миллиметров. Обычно горелкой сварщик управляет правой рукой, приближая ее на максимально короткое расстояние к сварочной ванне.
Короткая дуга увеличивает глубину проплавления металла, а внешне делает шов эстетичным. Поэтому, чтобы правильным образом происходила сварка аргоном, обучение манипуляциям с горелкой для удержания правильной длины дуги стоит не на последнем месте. В отличие от электродуговой сварки штучным электродом, частые колебательные движения не допускаются, когда производится аргоновая сварка, видео уроки позволят освоить правильную технику работы с горелкой.
Подача присадочного материала
Сплавление кромок и формирование сварочного шва при аргонодуговой сварке может осуществляться как при помощи только тепла сварочной дуги, так и с использованием присадочных прутков. От того, как будет подаваться присадочный материал в зону сварки, зависит, какой по ширине получится шов, и насколько он будет ровным.
Следует избегать резкой подачи присадки, во избежание брызг, лучше вводить ее равномерно, плавными и равномерными движениями, под углом к свариваемой поверхности на всей протяженности сварочного шва. Присадка должна подаваться впереди сварочной горелки. Важно постоянно следить затем, чтобы присадочная проволока не выходила из зоны газовой защиты.
Конечно, все это достигается с практикой и опытом, но тем, кто просматривает видеоматериалы, на которых демонстрируется сварка аргоном, обучение на практике позволит избежать самых распространенных ошибок, допускаемых в начале.
Предварительная подготовка кромок
Универсальность применения ручной аргонодуговой сварки имеет и обратную сторону. Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так далее. У профессионального аргонщика обязательно найдется целый арсенал оборудования, инструмента, оснастки и всевозможных приспособлений для подготовительных работ.
Это и абразивный инструмент, и огромное количество борфрез, шарошек, насадок, а также все, что обеспечивает химический способ очистки: от бутылочки с ацетоном и тряпочки — при работе в личном гараже, до огромных электрохимических гальвано — ванн, используемых в крупном производстве: станко- и судостроении, при изготовлении емкостей для химической, пищевой и криогенной промышленности.
50% успеха при аргонодуговой сварке – это чистота свариваемых элементов, как бы банально это ни звучало, поэтому начать работу рекомендуется с очистки от жиров, окислов и других загрязнений частей свариваемых поверхностей.
Еще по этой теме на нашем сайте:
- Новые уроки сварки электродом — что такое «сварка в лодочку»
Сварка электродом из металла является самой старой и известной технологией при осуществлении сварки дуговой. Уроки сварки электродом востребованы и среди профессионалов, и среди любителей.
Сварка нержавейки электродом — процесс сварки нержавеющей стали
Согласно принятой классификации, нержавеющая сталь относится к высоколегированным сталям, которые обладают высокой коррозионной устойчивостью. В её составе основным легирующим компонентом является хром, содержание которого колеблется.
Сварка аргоном — видео, как правильно производится аргонная сварка
Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые.
Аргоновая сварка — цены за см от хорошего сварщика по сварке аргоном
Аргоновая сварка популярна тем, что по сравнению с другими видами сварки отличается аккуратностью шва, его прочностью и долговечностью. Сварку аргоном можно выполнять самостоятельно или пригласить.
Содержание:
Среди методов сваривания выделяется TIG сварка, позволяющая при сваривании различных металлов получать высокое качество шва. Что такое TIG сварка нетрудно разобраться, ознакомившись со способом ее применения.
Принцип действия
Для того, чтобы разобраться что это – аргонодуговая сварка TIG, необходимо иметь хотя бы элементарные познания в области сварки. Технология процесса методом сварки TIG была разработана в 1841 году. Прогресс состоял в том, что это позволило производить сварку ранее не соединяемых этим способом материалов.
Суть метода – горение электрической дуги в аргоне. Этот газ обладает рядом примечательных свойств. Тяжелее воздуха, он, проникая в сварочную ванну, является ее защитой от других атмосферных газов. В результате шов получается без оксидной пленки. Это способствует хорошему качеству соединения металлов. Аргон – самый недорогой защитный при сварке газ.
Основной элемент – электрод из вольфрама. Температура его плавления почти 4000°С. Это дает возможность работы почти со всеми видам стали. Вольфрамовый электрод не плавится. Необходима лишь его периодическая заточка для обеспечения точного и аккуратного сварочного шва. Электрод, находящийся в цанге, зафиксирован в горелке. Его избыточная длина, бездейственная в работе, находится в особом колпаке, что предотвращает возможность замыкания.
Горелка оканчивается соплом из керамики. По центральной линии сопла проходит электрод, а вокруг находится инертный газ. При сварке ТИГ в качестве инертного газа выступает аргон. Его присутствие исключает попадание воздуха в сварочную ванну, что вызвало бы пористость шва при затвердевании. Запуск аргона регулируется кнопкой на горелке.
Электрод разжигает дугу, а она плавит кромки свариваемых металлов. Если между металлическими пластинами существует зазор или стоит задача создать шов, обладающий высоким сопротивлением на разрыв и излом, то применяют присадочную проволоку. Ее диаметр выбирают в зависимости от толщины изделия и сварного шва. При ручной сварке проволоку в зону плавления подает сварщик.
Качественный шов обеспечивает сварка аргоном с поддувом. Это осуществляется подачей защищающего газа к другой стороне шва.
Аргонодуговая сварка с поддувом имеет следующие режимы:
- автоматический;
- полуавтоматический;
- ручной.
В первом случае аргоновая сварка с поддувом осуществляется полностью автоматически. Прокладывание траекторий, по которым перемещаются электрод и присадочная проволока, – функция аппарата. При полуавтоматическом режиме оператор регулирует сварку с помощью аппарата, а подача проволоки происходит автоматически. При ручном режиме автором процесса является сварщик.
В ручной аргонодуговой сварке не пользуются электродами с покрытием, поскольку защитой является инертный газ. Высокую температуру обеспечивает электрическая дуга. Покрытый электрод не обеспечивал бы необходимого уровня защиты. Кроме того, в отсыревших электродах может скопиться водород, что наносит урон качеству шва.
Автоматическая аргонодуговая сварка работает по такому же принципу, как и ручная. Отличие состоит в том, что управление происходит с помощью автоматов. Оператор устанавливает необходимую программу, и техническое оборудование начинает работать по заданным параметрам. Автоматическая система также подает проволоку с установленной скоростью.
Аргонодуговая сварка плавящимся электродом предполагает, что розжиг дуги возникает при соприкосновении электрода с металлом. Когда применяются неплавящиеся электроды, такой способ неприменим, поскольку у аргона величина ионизации высокая и для розжига потребуется сильная искра. При использовании вольфрамового электрода для разжигания нужен дополнительный прибор – осциллятор. Он вырабатывает ток высокой частоты для импульса розжига. В процессе сварки осциллятор генерирует импульсы, которые стабилизируют дугу.
На электрод подается высокое напряжение с большой частотой импульсов. Это обеспечивает ионизацию и розжиг дуги. Применение осциллятора позволяет сварщику спокойно осуществлять сварку, как при переменном, так и при постоянном токах.
Оборудование может работать при разных режимах. Разберемся, что это – режим TIG сварки. Для сваривания применяются два способа в зависимости от вида тока: переменного или постоянного.
При ТИГ сварке переменным током после розжига роль стабилизирующего элемента, подающего импульсы при замене полярности ТИГ сварки, играет осциллятор. Это гарантирует постоянство горения дуги.
Во время TIG сварки на постоянном токе выделяемое тепло на аноде и катоде неодинаково. Для лучшего нагрева металла используют прямой вид полярности, при котором плюс на детали, а минус – на электроде. Такая полярность TIG сварки подходит для всех сплавов, исключая алюминиевых. Для них требуется сварка на переменном токе, чтобы окись на поверхности удалялась более эффективно.
Работа при постоянном токе обладает следующими преимуществами:
- Экономичность процесса.
- Возможность сварки на большой глубине. Шов в результате становится глубоким, но узким.
- Увеличение скорости процесса.
При режиме TIG сварки на переменном токе смена полюсов происходит автоматически. Режимы выбирают в зависимости от свариваемых металлов.
Применение
Достоинства сварки ТИГ металлов находят ей применение в отраслях:
- машино- и приборостроение;
- пищевое производство;
- нефтяная промышленность;
- химическая промышленность;
- буровые вышки;
- строительство металлоконструкций для высотных зданий;
- каркасные конструкции из стали;
- трубопроводы;
- авиация;
- космонавтика;
- самолетостроение;
- кораблестроение.
Сварка аргоном ТИГ применяется и для менее глобальных решений. Ее нередко используют в бытовых условиях. Примером являются монтаж в автомобиль кондиционера, заделывание трещин в радиаторе машины. Во всех домах найдется кухонная посуда и металлические сушители для полотенец, изготовленные этим способом.
Такое широкое распространение сварка аргоном TIG получила благодаря тому, что при ее помощи можно сваривать, как углеродистую сталь, так и цветные металлы, сохраняя отличное качество шва.
Преимущества и недостатки метода
К основным преимуществам относятся:
- Вытеснение аргоном воздуха из зоны, где происходит сварка. Благодаря этому шов получается без дефектов.
- Возможность сваривания разных металлов.
- Высокое качество шва.
- Невысокий нагрев деталей, что исключает их деформацию.
- Работа с металлами, плохо поддающимися сварке.
- Возможность работы с конструкциями разных габаритов.
- Пожаробезопасность.
- Отсутствие отходов.
- Изоляция от влияния внешней среды.
- Стабильность электрической дуги.
- Универсальность.
- Возможность работы с тонкими металлическими листами.
- Небольшая зона нагрева изделия.
- Обучение, что такое сварка ТИГ, не представляет трудности.
- Защита поверхности от оксидной пленки.
- Отсутствие необходимости дополнительной обработки после сваривания.
- Хороший контроль за состоянием сварочной ванны.
- Возможность делать наплавку при восстановительных и реставрационных работах.
- Возможность применения прямой и обратной полярностями.
- Компактность инвертора с этой функцией.
- Различные режимы ТИГ сварки.
- Невысокая производительность.
- Небольшая скорость процесса.
- Высокая стоимость применяемого оборудования.
- Наличие профессиональных навыков.
- Неэффективность работы на сквозняке или при большой силе ветра. Приходится устанавливать специальные щиты и увеличивать подачу аргона, что приводит к его перерасходу.
- Необходимость предварительной подготовки поверхностей.
- Затрудненность работы в труднодоступных местах.
При условии, что недостатки не являются слишком значимыми, применение данного метода является оправданным.
Заточка электродов
Главным элементом в сварке является вольфрамовый электрод. За электродами для ТИГ сварки необходим постоянный уход. Он заключается в регулярной заточке его кончика. Это обеспечивает хороший сварочный шов.
Существует правило – при сварке с постоянным током кончик электрода затачивают конусообразно, а с переменным током – сферически. Длину конуса можно вычислить, удвоив значение диаметра электрода. Для устойчивости конец конуса следует слегка притупить.
Значения углов заточки электродов для TIG сварки:
- при небольшой величине тока – 10-20°;
- среднем – 20-30°;
- для тока большой величины – 60-120°.
Если угол заточки менее 20°, то сокращаются возможности электрода, а при угле более 90° горение дуги может утратить устойчивость. На нее также отрицательно влияют риски, которые возникают на поверхности при заточке.
Чтобы сделать их минимальными, TIG электроды надо затачивать вдоль. Точение происходит с помощью болгарки, мелкозернистым абразивным кругом, наждаком, вращая электрод в руке. Чтобы сделать заточку равномерной, стержень закрепляют в шуруповерте или электродрели. При этом надо устанавливать небольшие значения оборотов вращения. Для защиты от пыли следует надевать маску.
Инвертор для сварки
Понятие инвертора включает в себя устройство, функция которого – преобразование тока постоянного в переменный. Также он может изменять частоту переменного тока.
Преимущества применения сварочных инверторов:
- Повышают эффективность при работе со сварочным аппаратом.
- Конструкция из сваренных деталей становится более надежной.
- Швы приобретают надежность и долговечность.
- Компактность позволяет с легкостью переносить прибор на место работы.
- Высокий КПД увеличивает производительность процесса.
- Расход электроэнергии умеренный.
- Наличие возможности регулирования плавной подачи тока.
- Несложность управления.
Аргоновая сварка с инвертором требует особой разновидности этого прибора. В нем должна быть предусмотрена функция подключения горелки, в которой имеются шланги, с помощью которых подается газ. Аргонная сварка с инвертором дает возможность сваривать сталь на постоянном токе и алюминий на переменном.
Технологический процесс
Несмотря на то, что аргонодуговая TIG сварка требует навыка и профессиональных знаний, ее можно выполнить своими руками. Перед этим необходимо разобраться, что такое сварка ТИГ в принципе, какое необходимо оборудование, последовательность действий.
Этапы сборки сварочного аппарата:
- Соединение осциллятора с инвертором.
- Прикрепление к клемме со знаком плюс провода, отвечающего за массу.
- Прикрепление к клемме со знаком минус провода, соединенного с горелкой.
- Закрепление горелки на рукав, через который проходит газ.
- Подготовка баллона с аргоном. Накрутка редуктора.
- Закрепление на редукторе рукава, подающего газ.
- Подключение инвертора к сети 220 В. Осциллятор питается от блока 6 В.
Аргонодуговая сварка своими руками в ручном режиме имеет следующий алгоритм:
- Очистка поверхности, где будет производиться сварка.
- Подготовка горелки к работе.
- Подача аргона.
- Розжиг дуги.
- Начало сварки.
Для очистки можно использовать способы механический или химический. Заканчивать очистку надо обезжириванием. Газ следует подавать на несколько секунд раньше, чем подключать к сети источник питания. Это обеспечит появление защитного слоя.
Важно! Чтобы была создана малая сварочная дуга, электрод должен располагаться на расстоянии минимум в 2 мм от свариваемой поверхности.
После разжигания дуги можно приступать к сварочному процессу. Горелкой, находящейся в левой руке, сварщик ведет дугу вдоль шва, а правой двигает проволоку навстречу перемещению горелки. Электрод и проволока должны составлять угол примерно 90°. Недопустима резкая подача проволоки, поскольку это может привести к брызгам раскаленного металла и образованию неровного шва.
Правила безопасности
При сварке нельзя забывать о правилах безопасности. Необходимо использовать средства защиты для сварщика: маску или щиток, перчатки или краги, специальную одежду и обувь.
Все маски можно разделить на активные и пассивные. Смотровое стекло пассивных масок имеет постоянное затемнение. У активных затемнение происходит только как реакция на световую вспышку от дуги. Преимуществом этого варианта является то, что на время прекращения сварочного процесса стекло становится прозрачным и сварщик хорошо видит объект. Нет необходимости приподнимать стекло, что достаточно удобно.
Основные виды сварочных краг:
- Брезентовые. Не востребованы, поскольку плохо выполняют основную функцию защиты рук от высокой температуры и искр. При попадании искр легко прожигаются.
- Спилковые. Изготавливаются из специально обработанной кожи свиней или коров. Устойчивы к летящим искрам. Прочны, эластичны, гигиеничны. Не сковывают движения рук. При наличии внутри хлопчатобумажного слоя сохраняют тепло рук.
- Войлочные. Удобны для работ при сварке.
Существуют комбинированные модели, в которых использованы разные виды материалов. Сварочные краги бывают длиной до локтя и закрывающие только кисть руки. Наличие возможности стягивания края перчатки обеспечивает дополнительную безопасность.
Костюм для сварщика должен быть изготовлен из материалов высокого качества. Он должен обладать устойчивостью к попаданию брызг расплавленного металла. Требования к костюму сварщика указаны в ГОСТе 12.4.250. Главные части костюма – куртка и брюки. Материал, из которого они сшиты, должен обладать большой теплоустойчивостью. Согласно нормативному материалу куртка должна прикрывать брюки более, чем на 20 см. Застежки закрываются клапанами. Максимальное расстояние между ними на куртке – 15 см.
В правила соблюдения техники безопасности входит электробезопасность. Баллон с аргоном должен быть расположен на расстоянии не менее 5 метров от возможных источников огня. Баллон должен быть поставлен вертикально и быть закреплен во избежания падения. Перед работой необходимо проверять состояние шлангов.
Необходимое оборудование
Аргонодуговая сварка меди и других металлов предполагает наличие особого оборудования. Минимальное техническое оснащение включает в себя:
- Источники тока.
- Осциллятор.
- Инвертор.
- Баллон с аргоном.
- Редуктор.
- Горелку.
- Соединительные кабели.
- Вольфрамовые электроды.
- Присадочную проволоку.
Для полноценной ТИГ сварки в аппарате необходим постоянный поджиг. Самые простые источники для ТИГ сварки выдают постоянный ток. Ими можно сваривать металлы – нержавейку, черный металл, латунь, медь, бронза. Но нельзя сваривать металлы, имеющие оксидную пленку – алюминий и магний. Для них необходимо, чтобы в источнике была функция переменного тока. Это более сложные источники, имеющие функцию и постоянного и переменного тока. Для переменного тока существуют такие настройки, как баланс тока.
В современных моделях существуют источники с режимами для разных толщин материала, различных пространственных положений. Самая распространенная функция – пульсовый режим. Одна из характеристик – частота пульса. Существуют источники с частотой пульса до 15 тысяч Гц. Чем больше частота, тем выше функциональность.
При выборе аппарата для TIG сварки надо определиться, где он будет использоваться и для каких целей. Это определит наличие нужных функций:
- напряжение источника питания;
- наличие режимов с постоянным и переменным током;
- возможность смены полярности;
- наличие режима для стали с высокой вязкостью;
- способность долгое время сваривать металл, имеющий большую толщину;
- нахождение в комплекте горелки с водяным охлаждением;
- наличие охлаждения стационарного вида;
- наличие возможности контроля работы с помощью дисплея;
- возможность работы на производственных линиях.
К достоинствам относятся и дополнительные функции:
- наличие возможности бесконтактного поджога дуги;
- DOWN POST GAS – позволяет плавно производить отключение дуги;
- BALANCE – возможность изменения баланса полярности при сварке переменным током.
Существует много моделей сварочных аппаратов для ТИГ сварки. Модель TIGER 170 DC опережает конкурентов по соотношению веса прибора и производительности. Аппарат имеет широкие возможности применения – от стальных листов толщиной 0,2 мм до 6 мм. Дополнительная функция регулировки значения тока позволяет сваривать тонкие листы без прожогов. Аппарат имеет микропроцессорное управление и большой объем памяти. Простой и удобный интерфейс позволяет устанавливать нужные параметры и режимы.
Аппарат HAMER TIG-200DC может работать в двух режимах. Это вариант для сварки черных металлов и нержавеющей стали. Главное достоинство – невысокая цена в сочетании с наличием всех необходимых функций.
Сварочный аппарат ELAND TORS-200 имеет похожие характеристики. В наличии – большее количество дополнительных функций. Отличительная черта – комплектация приспособлениями и расходными элементами для работы, как для ТИГ, так и для MMA сварках.
В ГОСТе 5.917-71 изложены требования к ручным горелкам для аргонодуговой сварке. Согласно этому нормативному документу должны применяться горелки типа РГА. Наиболее распространенные модели – РГА-150 и РГА-400. Выбор для TIG сварки диаметра и толщины электрода зависит от вида свариваемых металлов.
Ошибки при ТИГ сварке
Основная ошибка – быстрое сгорание электрода. Это может произойти из-за неправильной полярности выбранного режима, маленькому расходу газа, плохо подобранному диаметру вольфрамового электрода. Может произойти загрязнение сварочного шва вольфрамом. Причина – попадание электрода в сварочную ванну и начало его плавления там.
Шов плохого качества может получиться при наличии конденсата на металле, неисправности шлага или его неплотного прилегания, недостаточного поступления газа, плохой предварительной очистке поверхности. Нестабильность дуги может образоваться вследствие неправильной полярности, загрязненности электрода, слишком длинного его размера.
К распространенным ошибкам относится изменение цвета шва и появление желтого дыма. Причиной является чересчур быстрое отключение аргона. Отключают газ через 10 секунд после того, как погаснет дуга.
Заключение
Сварка методом – современный способ, позволяющий соединять различные металлы. Результатом является получение швов высокого качества.
Интересное видео
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
Видео уроки сварки электродом
Сварка – это наиболее надежное соединение неразъемных деталей. В повседневной жизни она широко используется в изготовлении изгороди с использованием сетки-рабицы, тепличных каркасов, печей для бань и гаражей или различных емкостей, необходимых на дачных участках. Человек, владеющей навыками сварочных работ, способен создать на своем приусадебном участке настоящие шедевры ажурных ограждений, навесов для крыш и прочих необходимых в быту вещей.
Чем обоснована надежность сварки: основы сварочных работ
По прочности создания неразъемных соединений, сварка занимает лидирующие позиции. Это обеспечивается нагреванием сплавов из различных металлов с помощью электрической дуги, которое приводит к пластической деформации используемых материалов. При этом происходит взаимное проникновение элементарных частиц электрода в строение соединяемых материалов. В результате возникают молекулярные связи, обладающие сверхвысокой прочностью.
Благодаря современным инновационным технологиям, в настоящее время появилась возможность использовать для сварки лазерные и электронные лучи, ультразвук и пламя газовой горелки. Но для сварки в бытовых условиях по-прежнему самой оптимальной остается электродуговая сварка, источником энергии, для создания электрической дуги которой служат сварочные аппараты различных типов, в том числе и инверторы.
Способы сварки
Существуют следующие способы сварки:
- Газопрессовая, с использованием пламени ацетилкислорода. Преимущества этого вида сварки в высокой производительности. Поэтому она находит широкое применение в нефтяной и газовой отрасли, в частности при строительстве магистралей для транспортировки нефти и газа, а также в машиностроении.
- Контактная, осуществляемая электрическим током, имеющим относительно низкое напряжение при достаточно высокой силе тока. Этот способ включает следующие разновидности: сварка встык, шов и точечная.
Кроме этого, в отдельных случаях применяется роликовая и электрошлаковая сварка, трением и термитная, а также ряд других разновидностей.
Выбор правильного оборудования
Если вы решили освоить технику выполнения сварочных работ, то вам потребуется сварочное оборудование. Его можно арендовать или купить. В настоящее время торговые точки предлагают сварочные аппараты, оснащенные устройством, позволяющим увеличивать или уменьшать силу тока. Любители делать все собственными руками, могут смастерить сварочный аппарат из подручных средств. В любом случае, вам потребуется один из следующих преобразователей электрической энергии:
- Трансформатор для преобразования переменного тока бытовой электрической сети в ток, необходимый для осуществления сварочных работ. Выбирая агрегат этого типа, необходимо учитывать, что дешевые модели не смогут обеспечить необходимую стабильность электрической дуги. Для них характерно «просаживание» напряжения. К тому же, они слишком тяжелые.
- Выпрямитель. Это прибор, который преобразует переменный электрический ток, подаваемый в потребительские сети в постоянный. В отличие от трансформаторов, данные агрегаты обеспечивают достаточную стабильность электрической дуги, что, в свою очередь, повышает качество сварного шва.
- Инвертор. Он преобразует переменный ток бытовой электросети, в требуемый постоянный, с необходимым для качественной сварки напряжением. Этот аппарат отличается компактностью и небольшим весом, легкостью зажигания, быстрым действием и высокой производительностью.
[stextbox >Рекомендация. Наиболее эффективным из перечисленных аппаратов считается инвертор, отличающийся экономичностью и высокой производительностью.
Как правильно выбрать электроды для сварки
Для самой распространенной, дуговой сварки требуются электроды, которые предназначены для подведения тока к сварочному шву. В большинстве случаев, это – проволока, состоящая из специального плавящегося порошка. Но для тех, кто впервые сталкивается со сварочными работами, лучше использовать электроды, в виде твердых стержней, покрытых плавящимся составом. Они позволяют даже новичку оформить ровный шов. Оптимальный диаметр стержня электрода для этой категории сварщиков – 3 мм. Электроды меньшего диаметра применяются для соединения тонких листов металла, а для использования
электродов большего диаметра необходимо оборудование большей мощности.
Безопасность проведения сварочных работ (экипировка сварщика)
Сварочные работы сопровождаются ярким световым излучением и множеством брызг раскаленного металла. Поэтому, сварщик должен позаботиться о защите кожи своего лица и глаз от ожогов. Для этих целей потребуется специальный щиток и маска. Но не только лицо и глаза нуждаются в защите. Кожа рук подвержена ожогам от разлетающихся брызг плавящегося металла в большей мере. Поэтому, рукавицы из брезента или замши – необходимое средство обеспечения безопасности. Идеальный вариант – наличие халата или комбинезона из плотной брезентовой или прорезиненной ткани.
В целях обеспечения пожарной безопасности, в местах проведения сварочных работ должна быть емкость с водой или другие средства, защищающие от возгорания при попадании случайной искры.
Пошаговая инструкция выполнения сварочных работ
- Свариваемая поверхность должна быть тщательно защищена. На ней не должно быть загрязнений и ржавчины.
- Перед началом выполнения сварочных работ, необходимо вставить электрод в держатель аппарата для сварки и создать электрическую дугу. Для этого необходимо вызвать движение тока в зоне сварки. Осуществить этот процесс можно, чиркнув стержнем электрода по металлу или, касаясь им поверхности заготовки в виде постукивания.
- Как только появится электрическая дуга, необходимо создать зазор между ней и соединяемой поверхностью. Этот зазор должен иметь постоянную величину и находиться в пределах от 3 до 5 мм.
- Угол наклона стержня должен составлять 70?. Но он может быть изменен, в целях обеспечения комфортности выполнения сварочных работ.
- Немаловажное значение имеет и стабильность подачи электрического тока. Необходимо учитывать, что слишком большая его сила вызовет проплавление металла, а при низкой происходит гашение дуги.
После того, как вы освоили технику выполнения сварочного шва в виде валика, можно приступать непосредственно к выполнению неразъемных соединений. Начинается работа с создания дуги. Затем сварщик переходит к непосредственному соединению деталей. При этом его рука должна совершать колебательные движения от одного элемента к другому. Сварной шов (траектория движения) может быть выполнен в виде елочки, петли, зигзага и т.п. В завершение работы, необходимо зачистить шов от образовавшихся шлаков.
Как только вы освоите основные навыки сварочных работ, можно перейти к выполнению более сложных операций, производя стыковые и тавровые соединения, а также внахлест и угловые, двигаясь в различных направлениях. Как только рука приобретет уверенность, можно приступать к изготовлению более сложных изделий.
Видео — ручная дуговая сварка для начинающих
Практически на любом дачном участке или в гараже периодически требуется скрепить намертво какие-либо железные детали или запчасти. Лучше всего для подобных работ использовать сварку. Однако иметь мощный сварочный аппарат удовольствие довольно дорогое, да и не всякая дачная или гаражная электрическая сеть сможет выдержать напряжение от сварки подобным аппаратом. Профессиональные сварочные аппараты также требуют определенных знаний, навыков и умений, которые трудно освоить самостоятельно. Поэтому мастера советуют использовать сварку инвертором для начинающих.
Руководство для чайников
Сварочный инвертор — это аппарат, преобразующий переменный ток электросети напряжением 220 (есть аппараты для 380) вольт в колебания высокой частоты, а затем в постоянный ток. Этот аппарат имеет несомненные плюсы перед обычным сварочным аппаратом:
- коэффициент полезного действия достаточно высок и составляет около 0,85—0,9;
- экономит электроэнергию;
- способен работать в сети меньшего напряжения (при падении напряжения до 180—190 вольт), что очень актуально для сельской местности и дачных участков, где падение напряжения — нередкий случай;
- по мнению профессионалов, «держать» дугу инвертора намного легче, чем у мощного сварочного аппарата;
- по сравнению с громоздким сварочным аппаратом, инвертор практически «ручной» и может легко переноситься даже одним человеком.
Как выглядит инвертор
В основном все инверторы выглядят примерно одинаково: небольшой металлический аппарат с передней и задней панелями. На передней панели находятся контакты с обозначением «плюс» и «минус», к которым подсоединяются рабочие провода, рукоятки управления напряжением и рабочим током, кнопка или тумблер питания. Задняя панель, как правило, оснащена только разъемом кабеля электропитания. Один рабочий провод оканчивается держателем электрода, второй же специальным зажимом, цепляющимся за одну из свариваемых деталей.
Что касается проводов, то на них необходимо обратить особое внимание при выборе и покупке аппарата, ведь от их длины и гибкости зависит комфортность работы, жесткие и короткие провода не позволяют сделать аккуратный ровный шов.
Многие инверторные аппараты оснащены ремнем для переноски, которым также удобно пользоваться при работе «на весу».
Уроки сварки для начинающих
Можно изучить самоучитель сварщика, видеоурок и мастер-класс, пытаясь постигнуть искусство сварки в полной мере, однако чтобы научиться, сварщику достаточно понимать физику дуговой электросварки. За счет температуры электрической дуги, возникающей между электродом и деталью, металл расплавляется, а при остывании намертво схватывается, образуя шов.
Электрическая дуга возникает между противоположными полюсами, одним из которых является электрод, вторым металл, при этом электроны движутся от минуса к плюсу, передавая свою энергию. Соответственно, металл, на который подается «плюс» нагревается намного сильнее. Если металл тонкий, от плюса он может оплавиться насквозь, поэтому провод с держателем электрода присоединяем к положительному контакту. Если же свариваемый металл толстый, то для его прогревания необходимо провод с зажимом «плюсовать».
Это правило обязательно для новичков, его соблюдение дает возможность спокойно практиковаться и даже совершать небольшие ошибки в удержании электрической дуги, которые не будут критичны. Мастера сварочного дела могут и не соблюдать этой техники, поскольку набитая рука и опыт позволяют «на глазок» определить сколько секунд держать дугу и с какой скоростью класть шов для получения нужного результата, чего нельзя постичь из видеоурка.
Как класть шов
Самым сложным в сварке является процесс правильного удержания и ведения электрода, особенно если между свариваемыми деталями какое-то расстояние. Для новичка также достаточно сложно будет поддержание одинаковой длины дуги, обеспечивающей не только надежное сваривание металлов, но и красоту шва.
Разжигание электрода
Разжигание электрода — это процедура, которую необходимо проводить перед началом сварки, а также после непродолжительного перерыва. Она необходима для того, чтобы прогреть электрод и привести его к рабочей температуре. Разжигание делается двумя способами:
- постукиванием электрода о металлическую поверхность;
- чирканьем о свариваемые детали.
И тот и другой способ хороши, единственное, желательно разжигать электрод в зоне сварки, чтобы не оставлять следов на поверхности.
Длина дуги
Оптимальная величина дуги составляет 2—3 миллиметра, при этом получается ровный красивый невыпуклый шов, обеспечивающий максимальное схватывание металлических деталей. Если удерживать дугу меньшей длины, то металл недостаточно прогреется, а шов получится выпуклым и ненадежным. Дуга длиной более 3 миллиметров достаточно сложна в удержании, а также не обеспечивается надежная изоляция места сварки от кислорода в атмосфере (чему служит смазка электрода). Кроме того, дуга может «прыгать» и шов получается неровным.
Удержание электрода
Электрод можно удерживать под прямым углом, «углом вперед» или «углом назад», в зависимости от удобства, положения свариваемых деталей, возможности подлезть с электродом в труднодоступные места. При этом важно, чтобы положение электрода было не менее 30 градусов от свариваемой поверхности, иначе шов будет «приподниматься». Стоит дополнить, что при ведении электрода «углом вперед» шов получается неглубоким, но широким, а при сварке «углом назад» металл прогревается намного сильнее, и шов более глубокий, но узкий.
Ведение электрода
Если детали примкнуты вплотную, то шов можно просто класть вдоль стыка. Но если между свариваемыми частями небольшой зазор, то необходимо выписывать электродом узор, похожий на ход нитки при сшивании тканей, прогревая детали попеременно, но так, чтобы они не остыли. Движения могут различаться, быть зигзагообразными, круговыми, дугообразными, главное, чтобы они были равномерными и плавными. Сложные сварочные швы для начинающих класть довольно проблематично, поэтому лучше сначала попрактиковаться на ненужных кусках металла, а затем переходить к «чистовой» сварке.
Общие рекомендации
При сварке необходимо обязательно нужно пользоваться защитной маской, пренебрежение этим правилом может привести к ожогу сетчатки и даже потере зрения. А также необходимо использовать защитную одежду, сделанную из прочной плотной толстой ткани, чтобы окалина не смогла ее прожечь.
Свариваемые детали в месте контакта с зажимом должны быть очищены от краски и ржавчины, чтобы ничто не препятствовало движению электрического тока.
Рабочее место, где происходит сварка, должно быть расчищено от легковоспламеняемых предметов. Если нужно работать инвертором в каком-либо помещении, откуда нельзя убрать все предметы, то их нужно укрыть, чтобы не прожечь окалиной.
Для тонких электродов правильно использовать меньший ток, для электродов большего диаметра ток увеличивается.
Чем тоньше металл, тем меньший диаметр электрода необходимо использовать и наоборот.
Электросваркой называется сварка, при которой части, которые необходимо соединить, нагреваются при помощи электротока. Видео о том, как правильно варить электросваркой, будут полезны всем, кто хочет научиться выполнять данный вид работ.
В этом видео речь пойдет о выборе электродов для электросварки, а также о технике безопасности при работе со сварочным аппаратом. Также из этого ролика вы узнаете, как начать сварочные работы.
Стыковое соединение
Об особенностях стыкового соединения при сварке узнаете из этого ролика.
Сварка вертикального шва
Посмотрев этот ролик, вы будете иметь представление о сварке вертикального шва.
Электродуговая сварка видео урок
Перед началом сварочных работ необходимо иметь ввиду, что электродуговая сварка видеоурок о которой вы можете видеть выше, сопровождается рядом явлений, вредно действующих на здоровье сварщика и окружающих их лиц. К этим явлениям относятся: излучения электрической дуги, вызывающие ожоги кожи и глаз, потенциальная возможность поражения электрическим током, загрязнением воздуха вредными для здоровья человека газами, которые могут вызвать отравление, разбрызгивание металла, нагрев электродов может вызвать ожоги открытых участков тела. Внимательно изучите элетродуговой сварки видеоурок , размещенный выше.
Действие вредных факторов может быть полностью ликвидировано соблюдением правил техники безопасности при проведении сварочных работ. Необходимо обратить внимание на следующее. Сварщик должен быть в защитной маске с правильно подобранными светофильтрами. Спецодежда – куртка, брюки, фартук, рукавицы – должны быть из натуральной ткани и сухие. Обувь – закрытая с резиновой подошвой. Сварочные работы нужно по возможности проводить на открытом воздухе или хорошо проветриваемом помещении. Необходимо соблюдать технику пожарной безопасности при проведении сварочных работ. Приступив к сварке, следует коротко отметить общие моменты. Качество сварки во многом зависит от правильно выбранного режима. Сварочный ток подбирается по диаметру электрода, типа покрытия, толщине свариваемого металла. Имеет значение вид шва и его пространственное положение. Величина сварочного тока, скорость перемещения электрода должны быть такими, чтобы не получались дефекты в виде прожогов и подрезов крома. Не следует допускать и перегрева электродов, его покраснение во время работы свидетельствует о большом сварочном токе. Кромки деталей необходимо предварительно зачищать от грязи и ржавчины, при необходимости разделывать.
Кроме всего вышеперечисленного, для получения прочного и красивого шва, необходимо иметь натренированную руку на совершенно свободное владение всеми видами колебательных движений электродов. Техника ручной электродуговой сварки имеет в своем арсенале различные виды швов и соединений. По пространственному положению различают горизонтальные, вертикальные, потолочные швы и сварочные швы, выполненные в нижнем положении.
Кроме статьи “Электродуговая сварка видео урок” смотрите также:
частных курсов по сварке для начинающих и экспертов – The Garden
Освоение нового навыка сохраняет ум. Это может быть именно то, что вам нужно после месяцев карантина. Несмотря на то, что у вас есть много вариантов освоения новых навыков, обучение сварке дает множество преимуществ.
Когда что-то ломается, что требует сварки, может потребоваться много времени и денег, чтобы найти кого-нибудь, кто это починит. Если научишься сварке, то сможешь починить свои личные вещи самостоятельно. Вы даже можете предлагать сварочные услуги своим друзьям и родственникам для получения дополнительного дохода.Помимо чувства выполненного долга, которое вы получаете от ремонта или создания чего-либо самостоятельно, сварка также предлагает уникальную возможность получения дохода.
Что такое сварка?
Сварка включает нагревание и соединение металлических частей друг с другом. Хотя процесс кажется достаточно простым, всем, кто интересуется сваркой, следует потратить время на изучение соответствующих методов и приемов перед покупкой сварочного аппарата. Несмотря на то, что существует несколько видео и книг по этой теме, самый безопасный и эффективный способ обучения – пройти курсы сварки.Эти курсы, проводимые опытными сварщиками, охватывают основы сварки и меры, необходимые для защиты себя и других.
Типы сварки
В зависимости от области применения сварщики могут использовать различные методы. Фактически, сварщики используют более 30 различных процессов для соединения кусков металла. К наиболее распространенным процессам сварки относятся:
Преимущества сварки
Сварка является важной частью многих отраслей промышленности, включая горнодобывающую, нефтегазовую, военную и строительную.Сварщики работают на нескольких работах. Они работают в составе экипажей гоночных автомобилей, на самолетах и в военной технике. Даже сварщики, которые не выбирают профессию сварщика, часто обнаруживают, что получают значительный доход, выполняя случайную работу для друзей и семьи или продавая произведения искусства, которые они создают.
Помимо множества возможностей трудоустройства, доступных для людей, которые овладевают этим важным навыком, сварка предлагает также множество других преимуществ. Сварщики будут нужны всегда. Этот навык не останется неиспользованным.Сварщики могут починить практически любой металлический предмет. Они могут создавать предметы искусства из металла, работать с автомобилями, создавать функциональные предметы домашнего декора, работать с устройствами для приготовления пищи, такими как коптильни и грили, и многое другое.
Курсы по сварке для начинающих и специалистов
Если вы хотите заниматься сваркой в качестве хобби или начать сварочный бизнес, курсы сварки в The Garden могут помочь вам в достижении вашей цели. Предлагаем уроки сварки от начинающих до экспертов. Работая в небольших группах, участники могут выбирать между созданием собственного металлического творения и участием в групповом испытании.Во время занятий новички узнают, как правильно пользоваться сварочным оборудованием и безопасно соединять металлические детали. Уровень сложности и сложности увеличивается в зависимости от опыта. Уроки сварки, предлагаемые в The Garden, направлены на совершенствование навыков и изучение новых технологий.
Свяжитесь с нами, чтобы получить дополнительную информацию или записаться на занятия по сварке в The Garden.
Обучение – Holston Gases
Пожалуйста, ознакомьтесь с нашей библиотекой обучающих видео! Мы надеемся, что эти короткие видеоролики будут вам полезны! Они полны отличных советов, объяснений и инструкций по некоторым из наиболее распространенных сварочных установок и вопросов, которые мы видим.Просто нажмите на изображение и наслаждайтесь!
Загрязнение вольфрамом
Распространенные причины преждевременного выхода из строя вольфрама
Рабочие соединения в сварочном контуре
Рабочие зажимы разного размера и почему они важны
Размер сварочного кабеля
Как сделать правильный размер сварочного кабеля
Дуговая сварка порошковой проволокой (FCAW)
В этом обучающем видео объясняется, что такое сварка порошковой проволокой, как определить электрод FCAW, а также дается несколько советов по правильной технике, используемой для FCAW
Ar vs.Ar / He (GTAW)
Быстрая иллюстрация разницы между аргоном и аргоном / гелием и того, как они могут повлиять на процесс GTAW
MIG SHORT-CIRCUIT TRANSFER
Цель этого обучающего видео – дать лучшее представление о режиме короткого замыкания при передаче металла и о том, как начать работу в правильном направлении для настройки станка. Мы обсуждаем некоторые общие идеи о том, как будет звучать короткое замыкание и как начать работу с соответствующими настройками
УСТРАНЕНИЕ НЕПОЛАДОК MIG
Цель этого обучающего видео – дать некоторые советы по устранению распространенных проблем в процессе GMAW
MIG SPRAY TRANSFER
Это обучающее видео поможет лучше понять метод переноса распылением металла.Также, чтобы было удобнее настраивать параметры для оптимизации настроек сварного шва для переноса распылением. Существуют видеоклипы переноса распылением с помощью высокоскоростной камеры, а также видеоролики для сварки в реальном времени за линзой фильтра
ОСНОВНАЯ НАСТРОЙКА TIG
Это обучающее видео предназначено для получения базовых знаний о настройке GTAW ( TIG) система. Обсуждаем резак, расходные материалы, вольфрам, подключение станка и немного о процессе. Если вам нужно научиться собирать Tig Torch до того, как вы собираетесь делать это перед покупателем, это отличное освежение знаний.
ОБУЧАЮЩИЕ ВИДЕО ДЛЯ ПОСТАВЩИКОВ
Для нас большая честь иметь Миллера в качестве поставщика, и вот некоторые из их обучающих видео
Amazon.com: Дуговая сварка I и II: Стив Блейл: Кино и ТВ
ДУГОВАЯ СВАРКА I: Каждый сварочный проект, от изготовления до ремонта, выполняется по одному сварному шву за раз. Независимо от того, только ли вы начинаете или пытаетесь улучшить свои навыки, первый шаг – научиться стабильно обрабатывать хорошие сварные швы. DVD 1 охватывает сварочные аппараты, переменный / постоянный ток, полярность, сварочные провода, электрододержатели и фильтрующие линзы, а также демонстрацию характеристик и использования обычных сварочных стержней.Подробное объяснение основных принципов с крупным планом фактического сварного шва, включая запуск дуги, силу дуги, зазор дуги, углы стержня, перемещение стержня, скорость перемещения и установку силы тока. Используя цифровое редактирование для замедления и остановки движения, демонстрация крупным планом дает представление о расплавленной сварочной ванне и показывает, где именно наблюдать лужу во время сварки. Также включены чрезвычайно четкие видео-демонстрации реальных сварных швов в плоском, горизонтальном, вертикальном и потолочном положениях с использованием E6010 / E6011, E6013 и E7018.Прибл. 44 мин. Отличное видео для начинающих сварщиков среднего уровня. ДУГОВАЯ СВАРКА II: Наряду с предоставлением более подробных сведений о наблюдении и понимании сварочной ванны с расплавом, «Дуговая сварка II» предоставляет подробные инструкции по подготовке металла, подгонке и методам сварки для различных типов сварных соединений. После краткого обзора основных принципов, Arc Welding II более пристально рассматривает наблюдение за расплавленной сварочной лужей, чтобы отрегулировать силу тока и поддерживать надлежащую скорость перемещения, угол наклона стержня и зазор дуги.Arc Welding II предоставляет подробные демонстрации подготовки металла, подгонки стыков и методов сварки для угловых, нахлесточных, Т-образных и стыковых соединений, включая V-образную фаску с опорным стержнем и V-образную фаску на открытом стыке. Подробные пояснения, а также крупный план реальных сварных швов показывают, как настройки силы тока, скорости движения, угла стержня, дугового зазора и движения стержня используются для контроля проплавления, формы и количества сварного шва. Прибл. 45 минут. Для сварщиков среднего и более высокого уровня подготовки.
Видео о безопасности дуговой сварки
VHS, английская версия Номер продукта: 1011HEVHSDVD, английская версия Номер продукта: 1011HEDVD
Длина видео (в минутах): 11
Издатель: Digital-2000, Inc.
Описание: Превосходный обзор безопасности дуговой сварки, опасностей и опасностей для здоровья, связанных с этим типом сварочных работ.
Выдержка: При работе с дуговой сваркой необходимо соблюдать ряд процедур безопасности. Каждая компания несет ответственность за разработку конкретных инструкций, политик и процедур, поскольку короткая программа видеообучения не может перечислить все потенциальные опасности или элементы безопасности. Эта программа представляет собой просто руководство по основным мерам безопасности, разработанным как осведомленность о безопасности, но это не полная или всеобъемлющая программа.
Начнем с площади, используемой для таких операций. Начнем с площади, используемой для таких операций. Рабочая зона должна быть защищена от опасности возгорания горючих и легковоспламеняющихся материалов. Горючие газы должны располагаться на расстоянии не менее 35 футов от рабочего места. Если это невозможно, горючие материалы должны быть защищены огнестойкими крышками, металлическими или другими огнезащитными экранами. Полы, на которых скапливаются горючие материалы, такие как бумажная стружка, древесная стружка или текстильные волокна, должны быть выметаны чистым радиусом 35 футов.Имейте в виду, что температура сварки чрезвычайно высока, и сварка металла может вызвать теплопередачу от металлической детали к расположенным поблизости горючим материалам.
Сварочные работы стали причиной большого числа крупных пожаров. Из-за возможности возникновения пожаров, взрывов и опасности для здоровья дуговая сварка должна тщательно контролироваться. Никогда не выполняйте сварку или резку в присутствии смесей легковоспламеняющихся газов, паров, жидкостей или пыли с воздухом, а также внутри неправильно очищенных резервуаров или оборудования, которое ранее содержало такой материал.Никогда не сваривайте и не режьте рядом с большим количеством незащищенных, легко воспламеняющихся материалов, таких как сера, тюкованная бумага или хлопок. Никогда не выполняйте сварку или резку вблизи мест парового обезжиривания или окрасочных камер из-за потенциальной опасности возгорания. Некоторые химические вещества разлагаются под ультрафиолетовым излучением при сварке или резке и становятся довольно опасными. Всегда выполняйте сварку только в тех областях, которые разрешены руководством. Защита в виде занавеса или ограждений требуется, когда другие люди могут пострадать от воздействия летящего шлака или опасности для глаз.
Все сварочное оборудование ARC должно быть спроектировано для работы в газах, пыли и световых лучах, образующихся при сварке ARC. В необычных условиях окружающей среды, таких как присутствие агрессивных паров, пара, чрезмерная влажность, пары масла, ненастная погода или морское побережье, или при эксплуатации на борту судна могут потребоваться специальные меры безопасности. Не забывайте соблюдать все напечатанные правила и инструкции по эксплуатации, предоставленные производителем. Не используйте аппараты для дуговой сварки во влажной среде и просушите все машины и оборудование, которые стали влажными, перед тем, как приступить к сварке.Перед сушкой влажного оборудования убедитесь, что вы отключили основное питание. При выполнении соединений, позволяющих разложить свернутый сварочный кабель перед использованием, и проверить кабели сварочных выводов на наличие повреждений изоляции и кабели рабочих кабелей на наличие оголенных проводов. Замените все сварочные кабели, сращенные в пределах 10 футов от держателя. Проверьте электрододержатели на предмет ослабленных или оголенных соединений, чтобы снизить опасность поражения электрическим током. Проверьте герметичность газовых шлангов, если используется металлический инертный газ. Не наматывайте и не накручивайте кабель электрода вокруг частей тела.Заземление имеет решающее значение. Поэтому проверьте, чтобы корпус сварочного аппарата был заземлен, уделяя особое внимание заземляющим соединениям. Не заземляйте трубопроводы, по которым проходят газы или легковоспламеняющиеся жидкости, или трубопроводы, по которым проходят электрические провода. Если поверхность пола намокла, необходимо принять особые меры против поражения электрическим током. Не заземляйте конструкцию здания, удаленную от сварного шва. Если используемый процесс требует разомкнутой цепи или отсутствия нагрузки, напряжения выше, чем напряжения, указанные на приведенном рисунке, должна быть обеспечена надлежащая изоляция для предотвращения поражения электрическим током.Для сварки переменным током во влажных условиях, например, когда возникает проблема потоотделения, следует использовать надежное автоматическое управление для снижения напряжения холостого хода. Это предотвратит шок. Не меняйте переключатель полярности, когда машина недогружена. Дуга из-за высокого тока может привести к ожогу контактной поверхности переключателя или серьезным ожогам при сварке. Убедитесь, что сварочный аппарат оснащен выключателем питания. Это позволяет немедленно отключить в случае возникновения чрезвычайной ситуации. Машину нельзя использовать, если на ней нет такого переключателя.
Электродуговая сварка | PMI
Что такое сварщик?Сварщик – это тот, кто использует ручное или дистанционно управляемое оборудование для соединения или резки металлических деталей. Они также заполняют отверстия, углубления или швы в металлических изделиях. *
Чего я могу ожидать, студент, изучающий электродуговую сварку?
Обладая 50-летним опытом, инструкторами по сварке PMI являются сертифицированные сварщики MIG, TIG, STICK и FLUX-CORE. Студенты получат возможность узнать об основных процессах сборки и сварки и смогут сделать карьеру с устойчивой заработной платой.
Какой основной учебный план я буду принимать?
- Обычное чтение при печати
- Газовая дуговая сварка вольфрамом (GTAW)
- Дуговая сварка защищенного металла (SMAW)
- Газовая дуговая сварка металлов (GMAW)
- Дуговая сварка порошковой проволокой (FCAW)
- Газовая вольфрамовая дуговая сварка – трубы
- Сварочное производство
Свидетельство выпускников сварки
У нас отличная сварочная программа. Но не верьте нам на слово. Посмотрите видео ниже и послушайте рассказ одного из наших выпускников, который сразу после окончания учебы устроился на работу сварщиком!
С каким оборудованием я могу работать?
- 18 Кабины сварочные
- Ножницы, пробойники и гибочные станки по металлу для металлургов
- Ленточная пила по металлу
- Фрезерный станок Bridgeport
- Lincoln Прецизионные аппараты для сварки расплавом и прямоугольной волной
- Машины Lincoln Power MIG
- Системы кислородно-ацетиленовой и плазменно-дуговой резки
- Токарный станок по металлу Clausing
Посетите наш сварочный цех
Каковы перспективы работы сварщиков?
Предполагается, что занятость сварщиков, резчиков, паяльщиков и паяльщиков вырастет на 6 процентов с 2016 по 2026 год, что примерно так же быстро, как в среднем по всем профессиям.Рост занятости отражает потребность в сварщиках на производстве из-за важности и универсальности сварки как производственного процесса. Базовые навыки сварки одинаковы в разных отраслях, поэтому сварщики могут легко переходить из одной отрасли в другую, в зависимости от того, где они больше всего нужны. Стареющая инфраструктура страны потребует опыта сварщиков, резчиков, паяльщиков и паяльных машин, чтобы помочь восстановить мосты, шоссе и здания. *
Наших выпускников принимают на работу!
Мы гордимся нашей отличной программой трудоустройства здесь, в PMI.Посмотрите видео ниже, чтобы услышать мнение одной из многих компаний, которые нанимали наших выпускников PMI на протяжении многих лет.
* Информация предоставлена Бюро труда и статистики США.
Сварка 1: Технический колледж Эмили Гриффит
WEL 100 Безопасность для сварщиков
Охватывает риски, связанные с сваркой, для здоровья и безопасности, находя важную информацию по безопасности в коде или другом стандарте, а также определяя и применяя процедуры безопасности в цеху.
Дата начала: 24.05.2021
Инструктор: Мэтью Сарторио
WEL 100 Безопасность для сварщиков
Покрывает опасность для здоровья и безопасности при сварке.
Дата начала: 10/11/2021
Инструктор: Мэтью Сарторио
WEL 100 Безопасность для сварщиков
Покрывает опасность для здоровья и безопасности при сварке.
Дата начала: 13.09.2021
Инструктор: Трина Тенорио
WEL 100 Безопасность для сварщиков
Покрывает опасность для здоровья и безопасности при сварке.
Дата начала: 13.09.2021
Инструктор: Джастин Максхаймер
WEL 100 Безопасность для сварщиков
Покрывает опасность для здоровья и безопасности при сварке.
Дата начала: 31.01.2022
Инструктор: Джессика Ланка
WEL 100 Безопасность для сварщиков
Покрывает опасность для здоровья и безопасности при сварке.
Дата начала: 23.05.2022
Инструктор: Мэтью Сарторио
WEL 101 Сопутствующие процессы резки
Включает установку оборудования и выполнение операций резки и строжки с использованием процессов кислородно-ацетиленовой, воздушно-угольной, экзотермической и плазменной резки.Этот курс также предоставит введение в чтение чертежей.
Дата начала: 01.06.2021
Инструктор: Мэтью Сарторио
WEL 101 Сопутствующие процессы резки
Включает установку оборудования и выполнение операций резки и строжки с использованием процессов кислородно-ацетиленовой, воздушно-угольной, экзотермической и плазменной резки.Этот курс также предоставит введение в чтение чертежей.
Дата начала: 14.10.2021
Инструктор: Мэтью Сарторио
WEL 101 Сопутствующие процессы резки
Включает установку оборудования и выполнение операций резки и строжки с использованием процессов кислородно-ацетиленовой, воздушно-угольной, экзотермической и плазменной резки.Этот курс также предоставит введение в чтение чертежей.
Дата начала: 22.09.2021
Инструктор: Трина Тенорио
WEL 101 Сопутствующие процессы резки
Включает установку оборудования и выполнение операций резки и строжки с использованием процессов кислородно-ацетиленовой, воздушно-угольной, экзотермической и плазменной резки.Этот курс также предоставит введение в чтение чертежей.
Дата начала: 22.09.2021
Инструктор: Джастин Максхаймер
WEL 101 Сопутствующие процессы резки
Включает установку оборудования и выполнение операций резки и строжки с использованием процессов кислородно-ацетиленовой, воздушно-угольной, экзотермической и плазменной резки.Этот курс также предоставит введение в чтение чертежей.
Дата начала: 02.03.2022
Инструктор: Джессика Ланка
WEL 101 Сопутствующие процессы резки
Включает установку оборудования и выполнение операций резки и строжки с использованием процессов кислородно-ацетиленовой, воздушно-угольной, экзотермической и плазменной резки.Этот курс также предоставит введение в чтение чертежей.
Дата начала: 31.05.2022
Инструктор: Мэтью Сарторио
WEL 103 Базовая экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX10.
Дата начала: 31.01.2022
Инструктор: Мэтью Сарторио
WEL 103 Базовая экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX10.
Дата начала: 12.04.2022
Инструктор: Трина Тенорио
WEL 103 Базовая экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX10.
Дата начала: 13.04.2022
Инструктор: Джастин Максхаймер
WEL 103 Базовая экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX10.
Дата начала: 05.05.2022
Инструктор: Джессика Ланка
WEL 103 Базовая экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX10.
Дата начала: 27.09.2021
Инструктор: Джессика Ланка
WEL 104 Базовая экранированная металлическая дуга II
Охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX18.
Дата начала: 16.02.2022
Инструктор: Мэтью Сарторио
WEL 104 Базовая экранированная металлическая дуга II
Охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX18.
Дата начала: 19.05.2022
Инструктор: Трина Тенорио
WEL 104 Базовая экранированная металлическая дуга II
Охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX18.
Дата начала: 23.05.2022
Инструктор: Джастин Максхаймер
WEL 104 Базовая экранированная металлическая дуга II
Охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX18.
Дата начала: 24.05.2022
Инструктор: Джессика Ланка
WEL 104 Базовая экранированная металлическая дуга II
Охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX18.
Дата начала: 16.08.2021
Инструктор: Трина Тенорио
WEL 104 Базовая экранированная металлическая дуга II
Охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX18.
Дата начала: 16.08.2021
Инструктор: Джастин Максхаймер
WEL 104 Базовая экранированная металлическая дуга II
Охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX18.
Дата начала: 13.10.2021
Инструктор: Джессика Ланка
WEL 106 Blueprint Readng-Сварщики / слесари
Охватывает интерпретацию и создание символов сварных швов и чертежей, используемых в производстве металла.
Дата начала: 05.04.2022
Инструктор: Мэтью Сарторио
WEL 106 Blueprint Readng-Сварщики / слесари
Охватывает интерпретацию и создание символов сварных швов и чертежей, используемых в производстве металла.
Дата начала: 16.08.2021
Инструктор: Трина Тенорио
WEL 106 Blueprint Readng-Сварщики / слесари
Обложки интерпретации и создания символов сварных швов и чертежей, используемых в производстве металла
Дата начала: 22.09.2021
Инструктор: Трина Тенорио
WEL 106 Blueprint Readng-Сварщики / слесари
Обложки интерпретации и создания символов сварных швов и чертежей, используемых в производстве металла
Дата начала: 22.09.2021
Инструктор: Трина Тенорио
WEL 106 Blueprint Readng-Сварщики / слесари
Охватывает интерпретацию и создание символов сварных швов и чертежей, используемых в производстве металла.
Дата начала: 16.09.2021
Инструктор: Джессика Ланка
WEL 106 Blueprint Readng-Сварщики / слесари
Обложки интерпретации и создания символов сварных швов и чертежей, используемых в производстве металла
Дата начала: 06.06.2022
Инструктор: Трина Тенорио
WEL 106 Blueprint Readng-Сварщики / слесари
Охватывает интерпретацию и создание символов сварных швов и чертежей, используемых в производстве металла.
Дата начала: 06.06.2022
Инструктор: Джастин Максхаймер
WEL 106 Blueprint Readng-Сварщики / слесари
Охватывает интерпретацию и создание символов сварных швов и чертежей, используемых в производстве металла.
Дата начала: 01/11/2022
Инструктор: Джессика Ланка
WEL 110 Улучшенная экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием различных электродов и усовершенствованных конструкций соединений.
Дата начала: 08.03.2022
Инструктор: Мэтью Сарторио
WEL 110 Улучшенная экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием различных электродов и усовершенствованных конструкций соединений.
Дата начала: 14.06.2022
Инструктор: Джессика Ланка
WEL 110 Улучшенная экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием различных электродов и усовершенствованных конструкций соединений.
Дата начала: 22.09.2021
Инструктор: Трина Тенорио
WEL 110 Улучшенная экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием различных электродов и усовершенствованных конструкций соединений.
Дата начала: 22.09.2021
Инструктор: Джастин Максхаймер
WEL 110 Улучшенная экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием различных электродов и усовершенствованных конструкций соединений.
Дата начала: 11.02.2021
Инструктор: Джессика Ланка
WEL 121 Сварка конструкций I
Охватывает теорию и практику кислородно-ацетиленовых процессов с акцентом на аттестацию сварщика AWS с электродом из низкоуглеродистой стали E-7018 для сварки в горизонтальном и вертикальном положении.
Дата начала: 24.03.2022
Инструктор: Мэтью Сарторио
WEL 121 Сварка конструкций I
Охватывает теорию и практику кислородно-ацетиленовых процессов с акцентом на аттестацию сварщика AWS с электродом из низкоуглеродистой стали E-7018 для сварки в горизонтальном и вертикальном положении.
Дата начала: 30.06.2022
Инструктор: Джессика Ланка
WEL 121 Сварка конструкций I
Охватывает теорию и практику кислородно-ацетиленовых процессов с акцентом на аттестацию сварщика AWS с электродом из низкоуглеродистой стали E-7018 для сварки в горизонтальном и вертикальном положении.
Дата начала: 16.08.2021
Инструктор: Джессика Ланка
WEL 121 Сварка конструкций I
Охватывает теорию и практику кислородно-ацетиленовых процессов с акцентом на аттестацию сварщика AWS с электродом из низкоуглеродистой стали E-7018 для сварки в горизонтальном и вертикальном положении.
Дата начала: 01.11.2021
Инструктор: Трина Тенорио
WEL 121 Сварка конструкций I
Охватывает теорию и практику кислородно-ацетиленовых процессов с акцентом на аттестацию сварщика AWS с электродом из низкоуглеродистой стали E-7018 для сварки в горизонтальном и вертикальном положении.
Дата начала: 01.11.2021
Инструктор: Джастин Максхаймер
WEL 121 Сварка конструкций I
Охватывает теорию и практику кислородно-ацетиленовых процессов с акцентом на аттестацию сварщика AWS с электродом из низкоуглеродистой стали E-7018 для сварки в горизонтальном и вертикальном положении.
Дата начала: 18.11.2021
Инструктор: Джессика Ланка
WEL 124 Дуговая сварка вольфрамовым электродом в среде газа
Охватывает операции газо-вольфрамовой дуговой сварки (GTAW) в различных положениях и конструкциях соединений.
Дата начала: 18.04.2022
Инструктор: Мэтью Сарторио
WEL 124 Дуговая сварка вольфрамовым электродом в среде газа
Охватывает операции газо-вольфрамовой дуговой сварки (GTAW) в различных положениях и конструкциях соединений.
Дата начала: 16.08.2021
Инструктор: Трина Тенорио
WEL 124 Дуговая сварка вольфрамовым электродом в среде газа
Охватывает операции газо-вольфрамовой дуговой сварки (GTAW) в различных положениях и конструкциях соединений.
Дата начала: 30.08.2021
Инструктор: Джессика Ланка
WEL 124 Дуговая сварка вольфрамовым электродом в среде газа
Охватывает операции газо-вольфрамовой дуговой сварки (GTAW) в различных положениях и конструкциях соединений.
Дата начала: 27.04.2022
Инструктор: Трина Тенорио
WEL 124 Дуговая сварка вольфрамовым электродом в среде газа
Охватывает операции газо-вольфрамовой дуговой сварки (GTAW) в различных положениях и конструкциях соединений.
Дата начала: 27.04.2022
Инструктор: Джастин Максхаймер
WEL 124 Дуговая сварка вольфрамовым электродом в среде газа
Охватывает операции газо-вольфрамовой дуговой сварки (GTAW) в различных положениях и конструкциях соединений.
Дата начала: 12/09/2021
Инструктор: Джессика Ланка
WEL 162 Основная дуговая сварка порошковой проволокой
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки сердечником с флюсовым сердечником.
Дата начала: 17.06.2021
Инструктор: Джессика Ланка
WEL 162 Основная дуговая сварка порошковой проволокой
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки сердечником с флюсовым сердечником.
Дата начала: 11.03.2021
Инструктор: Мэтью Сарторио
WEL 162 Основная дуговая сварка порошковой проволокой
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки сердечником с флюсовым сердечником.
Дата начала: 01.11.2021
Инструктор: Трина Тенорио
WEL 162 Основная дуговая сварка порошковой проволокой
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки сердечником с флюсовым сердечником.
Дата начала: 01.11.2021
Инструктор: Джастин Максхаймер
WEL 162 Основная дуговая сварка порошковой проволокой
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки сердечником с флюсовым сердечником.
Дата начала: 23.02.2022
Инструктор: Джессика Ланка
WEL 162 Основная дуговая сварка порошковой проволокой
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки сердечником с флюсовым сердечником.
Дата начала: 12.02.2021
Инструктор: Трина Тенорио
WEL 162 Основная дуговая сварка порошковой проволокой
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки сердечником с флюсовым сердечником.
Дата начала: 02.12.2021
Инструктор: Джастин Максхаймер
WEL 162 Основная дуговая сварка порошковой проволокой
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки сердечником с флюсовым сердечником.
Дата начала: 16.06.2022
Инструктор: Мэтью Сарторио
WEL 163 Основная дуговая сварка экранированного металла
Обучает безопасной установке и эксплуатации оборудования для дуговой сварки в экранированном металле.
Дата начала: 25.01.2022
Инструктор: Мэтью Сарторио
WEL 163 Основная дуговая сварка экранированного металла
Обучает безопасной установке и эксплуатации оборудования для дуговой сварки защищенным металлом.
Дата начала: 24.03.2022
Инструктор: Трина Тенорио
WEL 163 Основная дуговая сварка экранированного металла
Обучает безопасной установке и эксплуатации оборудования для дуговой сварки защищенным металлом.
Дата начала: 04.04.2022
Инструктор: Джастин Максхаймер
WEL 163 Основная дуговая сварка экранированного металла
Обучает безопасной установке и эксплуатации оборудования для дуговой сварки защищенным металлом.
Дата начала: 05.02.2022
Инструктор: Джессика Ланка
WEL 163 Основная дуговая сварка экранированного металла
Обучает безопасной установке и эксплуатации оборудования для дуговой сварки защищенным металлом.
Дата начала: 21.09.2021
Инструктор: Джессика Ланка
WEL 201 Газовая дуговая сварка металла I
охватывает операции газовой дуговой сварки (GMAW) углеродистой стали с использованием различных положений и конструкций соединений.
Дата начала: 01.05.2022
Инструктор: Мэтью Сарторио
WEL 201 Газовая дуговая сварка металла I
охватывает операции газовой дуговой сварки (GMAW) углеродистой стали с использованием различных положений и конструкций соединений.
Дата начала: 15.02.2022
Инструктор: Трина Тенорио
WEL 201 Газовая дуговая сварка металла I
охватывает операции газовой дуговой сварки (GMAW) углеродистой стали с использованием различных положений и конструкций соединений.
Дата начала: 16.02.2022
Инструктор: Джастин Максхаймер
WEL 201 Газовая дуговая сварка металла I
охватывает операции газовой дуговой сварки (GMAW) углеродистой стали с использованием различных положений и конструкций соединений.
Дата начала: 12.04.2022
Инструктор: Джессика Ланка
WEL 201 Газовая дуговая сварка металла I
охватывает операции газовой дуговой сварки (GMAW) углеродистой стали с использованием различных положений и конструкций соединений.
Дата начала: 15.03.2022
Инструктор: Трина Тенорио
WEL 201 Газовая дуговая сварка металла I
охватывает операции газовой дуговой сварки (GMAW) углеродистой стали с использованием различных положений и конструкций соединений.
Дата начала: 15.03.2022
Инструктор: Джастин Максхаймер
WEL 201 Газовая дуговая сварка металла I
охватывает операции газовой дуговой сварки (GMAW) углеродистой стали с использованием различных положений и конструкций соединений.
Дата начала: 01.09.2021
Инструктор: Джессика Ланка
WEL 203 Дуговая сварка порошковой проволокой I
Включает проверки безопасности, мелкий ремонт, рабочие параметры, работу оборудования FCAW с использованием самозащитной проволоки, а также принципы проектирования, подготовки и выбора материалов для сварочных работ.
Дата начала: 23.06.2021
Инструктор: Джессика Ланка
WEL 203 Дуговая сварка порошковой проволокой I
охватывает операции дуговой сварки порошковым электродом (FCAW-S) с использованием самозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 11.09.2021
Инструктор: Мэтью Сарторио
WEL 203 Дуговая сварка порошковой проволокой I
охватывает операции дуговой сварки порошковым электродом (FCAW-S) с использованием самозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 10.11.2021
Инструктор: Трина Тенорио
WEL 203 Дуговая сварка порошковой проволокой I
охватывает операции дуговой сварки порошковым электродом (FCAW-S) с использованием самозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 10.11.2021
Инструктор: Джастин Максхаймер
WEL 203 Дуговая сварка порошковой проволокой I
охватывает операции дуговой сварки порошковым электродом (FCAW-S) с использованием самозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 01.03.2022
Инструктор: Джессика Ланка
WEL 203 Дуговая сварка порошковой проволокой I
охватывает операции дуговой сварки порошковым электродом (FCAW-S) с использованием самозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 14.12.2021
Инструктор: Трина Тенорио
WEL 203 Дуговая сварка порошковой проволокой I
охватывает операции дуговой сварки порошковым электродом (FCAW-S) с использованием самозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 14.12.2021
Инструктор: Джастин Максхаймер
WEL 203 Дуговая сварка порошковой проволокой I
охватывает операции дуговой сварки порошковым электродом (FCAW-S) с использованием самозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 22.06.2022
Инструктор: Мэтью Сарторио
WEL 204 Дуговая сварка порошковой проволокой II
охватывает операции дуговой сварки порошковым электродом (FCAW-G) с использованием газозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 02.12.2021
Инструктор: Мэтью Сарторио
WEL 204 Дуговая сварка порошковой проволокой II
охватывает операции дуговой сварки порошковым электродом (FCAW-G) с использованием газозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 01.06.2022
Инструктор: Трина Тенорио
WEL 204 Дуговая сварка порошковой проволокой II
охватывает операции дуговой сварки порошковым электродом (FCAW-G) с использованием газозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 10.01.2022
Инструктор: Джастин Максхаймер
WEL 204 Дуговая сварка порошковой проволокой II
охватывает операции дуговой сварки порошковым электродом (FCAW-G) с использованием газозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 17.03.2022
Инструктор: Джессика Ланка
WEL 204 Дуговая сварка порошковой проволокой II
охватывает операции дуговой сварки порошковым электродом (FCAW-G) с использованием газозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 02.03.2022
Инструктор: Трина Тенорио
WEL 204 Дуговая сварка порошковой проволокой II
охватывает операции дуговой сварки порошковым электродом (FCAW-G) с использованием газозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 02.03.2022
Инструктор: Джастин Максхаймер
WEL 204 Дуговая сварка порошковой проволокой II
охватывает операции дуговой сварки порошковым электродом (FCAW-G) с использованием газозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: 16.08.2021
Инструктор: Джессика Ланка
WEL 100 Безопасность для сварщиков
Покрывает опасность для здоровья и безопасности при сварке.
Дата начала: Нет доступных запусков.
WEL 101 Сопутствующие процессы резки
Включает установку оборудования и выполнение операций резки и строжки с использованием процессов кислородно-ацетиленовой, воздушно-угольной, экзотермической и плазменной резки.Этот курс также предоставит введение в чтение чертежей.
Дата начала: Нет доступных запусков.
WEL 103 Базовая экранированная металлическая дуга I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX10.
Дата начала: Нет доступных запусков.
WEL 104 Базовая экранированная металлическая дуга II
Охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием электродов E-XX18.
Дата начала: Нет доступных запусков.
WEL 106 Blueprint Readng-Сварщики / слесари
Охватывает интерпретацию и создание символов сварных швов и чертежей, используемых в производстве металла.
Дата начала: Нет доступных запусков.
WEL 110 Advanced Shielded Metal Arc I
охватывает операции дуговой сварки экранированных металлов (SMAW) с использованием различных электродов и усовершенствованных конструкций соединений.
Дата начала: Нет доступных запусков.
WEL 121 Сварка конструкций I
Охватывает теорию и практику кислородно-ацетиленовых процессов с акцентом на аттестацию сварщика AWS с электродом из низкоуглеродистой стали E-7018 для сварки в горизонтальном и вертикальном положении.
Дата начала: Нет доступных запусков.
WEL 124 Дуговая сварка вольфрамовым электродом в среде газа
Охватывает операции газо-вольфрамовой дуговой сварки (GTAW) в различных положениях и конструкциях соединений.
Дата начала: Нет доступных запусков.
WEL 162 Основная дуговая сварка порошковой проволокой
Обучает безопасной настройке и эксплуатации оборудования для дуговой сварки сердечником с флюсовым сердечником.
Дата начала: Нет доступных запусков.
WEL 163 Основная дуговая сварка экранированного металла
Обучает безопасной установке и эксплуатации оборудования для дуговой сварки защищенным металлом.
Дата начала: Нет доступных запусков.
WEL 201 Газовая дуговая сварка металла I
охватывает операции газовой дуговой сварки (GMAW) углеродистой стали с использованием различных положений и конструкций соединений.
Дата начала: Нет доступных запусков.
WEL 203 Дуговая сварка порошковой проволокой I
охватывает операции дуговой сварки порошковым электродом (FCAW-S) с использованием самозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: Нет доступных запусков.
WEL 204 Дуговая сварка порошковой проволокой II
охватывает операции дуговой сварки порошковым электродом (FCAW-G) с использованием газозащитной проволоки в различных положениях и конструкциях соединений.
Дата начала: Нет доступных запусков.
Обучение сварке – Delmar Cengage Learning
От принципов и применений сварки до техники безопасности при сварке – вы найдете полный набор учебных материалов по сварке от Delmar Cengage Learning. Поток порошковая дуга, газовая металлическая дуга, газовая вольфрамовая дуга, кислородно-ацетиленовая и экранированная металлическая дуга сварка все покрыты.
Для начала ознакомьтесь с нашими специализациями по обучению сварке ниже или в осталось найти учебники, лабораторные руководства, видео и программное обеспечение или свяжитесь с нами с любыми вопросами или комментариями.
Сварочные специальности
Arc Сварка
Дуговая сварка металлическим электродом в газовой среде, которую часто называют сваркой MIG, является одной из самых универсальные и широко используемые сегодня сварочные процессы.Вы найдете информацию о Терминология AWS, базовые навыки работы с руками, защитное оборудование и многое другое в Gas Metal Участок дуговой сварки.
Кислородно-ацетиленовая сварка
Найдите книги и видео, которые знакомят зрителей с основами ацетилена. сварка, в том числе: кислородная, пайка, пайка и безопасность сварки.
Принципы / Всеобъемлющий
Быстро переходите от базовых концепций к изучению самой сложной на сегодняшний день сварки технологии с ресурсами по принципам, применениям и технологиям сварки в разделе принципы / всеобъемлющий.