Новые уроки сварки электродом – правильная сварка в лодочку
Сварка электродом из металла является самой старой и известной технологией при осуществлении сварки дуговой. Уроки сварки электродом востребованы и среди профессионалов, и среди любителей.
Чтобы образовалась дуга к электроду, а затем поддерживалась, подводится для сварки ток. Если к конструкции подсоединяется положительный полюс, то сварка осуществляется на прямой полярности. А если отрицательный, то на обратной. Под дугой электрод из металла со своим покрытием с одной стороны, и конструкция — с другой стороны, плавится.
Металл электрода переходит в сварочную ванну, где перемешивается с металлом основным, а оставшаяся ненужная часть всплывает. Чем дальше удаляется дуга, тем металл сильнее кристаллизуется, и образуется шов, соединяющий детали.
Виды движения электрода при сварке
Сварщик выбирает тот или иной тип выполнения сварки, в зависимости от положения в пространстве шва. Чтобы знать, как правильно варить сваркой электродами, нужно знать техники, используемые в разных положениях.
Различаются положения нижнее — от нуля до шестидесяти градусов, вертикальное — от шестидесяти до ста двадцати градусов и потолочное — от ста двадцати до ста восьмидесяти градусов.
Уроки сварки электродом
Сварка электродом в нижнем положении
При сварке в этом положении, главное — нужно полностью проплавить сечения таким образом, чтобы не образовались прожоги. Когда осуществляются односторонние швы, сложно обойтись без прожогов. Для этого используются методы удержания ванны для сварки.
В этом случае сварка выполняется следующими способами: конструкция поворачивается на сорок пять градусов в положение в лодочку или электрод наклоняется. Сварка в лодочку здесь подойдет больше, потому что, работая наклонным электродом, сложно избежать подрез по вертикали и, в то же время, хорошо проварить нижнюю поверхность, потому что металл при расплавлении отекает.
Сварка электродом в вертикальном положении
При осуществлении такой сварки, металл, расплавляясь, также воздействует на то, как будет формироваться шов и глубина проплавления. Вертикальные швы, обычно, осуществляют на подъем. Таким образом, получится, как следует проварить и поддержать раскаленный металл на кромках.
Вертикальные швы, обычно, осуществляют на подъем. Таким образом, получится, как следует проварить и поддержать раскаленный металл на кромках.
Но сварка в этом случае будет отличаться низкой производительностью, однако она увеличивается при спуске. Маленькая проплавляемая глубина получится только для такого металла, у которого будет небольшая толщина. Использоваться в этом случае должны специальные электроды.
Выполнять горизонтальные швы на вертикальной поверхности крайне неудобно, потому что раскаленный металл постоянно натекает на деталь, находящуюся внизу.
Сварка электродом в потолочной позиции
В такой позиции сварка также очень сложна. Металл, чтобы не вытечь, удерживается в сварочной ванне. Следовательно, нужно сделать так, чтобы раскаленный металл не завышал данную силу. Поэтому сварочная ванна здесь может быть уменьшена, и сварка выполняется короткими постоянными замыканиями, помогая металлу кристаллизоваться постепенно. Также здесь можно использовать диаметры электродов меньшего размера, снижение силы тока, использование других электродов, которые дадут вязкую ванну для сварки.
Плюсы и минусы
Плюсы сварки электродом заключаются в возможности ее применения при разных позициях в пространстве, в труднодоступных местах, в быстроте перехода от одного материала сварки к другому, сварке разных сталей из-за большого выбора электродов, простоте оборудования, легкости при перемещении и транспортировке.
Минусы сварки состоят в низкой производительности, если сравнить другие технологии, вредных условиях при осуществлении сварки и в том, что качество в большей степени зависит от профессионализма.
Инверторный аппарат
Если сварщик выполняет сварочные работы не так часто или нерегулярно, то лучшим решением для него будет инвертор. Это устройство, где выполняется формирование напряжения специальным прибором. Инвертор имеет несколько значительных преимуществ.
Он совершенно не реагирует на скачки, случающиеся в напряжении. Полученный шов будет иметь лучшее качество, чем при применении других устройств.
Используются разные электроды для сварки инвертором, и для каждого материала будут применяться разные электроды.
Этот сварочный аппарат является очень популярным, потому что его легко использовать, а результат получается отличный.
 Этот сварочный аппарат является очень популярным, потому что его легко использовать, а результат получается отличный.
Этот сварочный аппарат является очень популярным, потому что его легко использовать, а результат получается отличный.От чего зависит конечный результат
Чтобы сварка в итоге была качественная, нужно сделать прочный шов. В процессе сварки важно не только следовать правильной технологии и иметь долю опыта и мастерства, но и крайне необходимо делать правильный выбор материала для сварки. Лучше всего будет обратиться по этому вопросу к специалисту, который поможет выбрать наиболее подходящий материал, чем пытаться, не разбираясь в вопросе, выбирать самостоятельно.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
техника зажигания дуги и особенности процесса
Ручная дуговая сварка (она же сварка MMA, РД, РДС) с угольным электродом была придумана еще в конце 19-го века российским изобретателем Николаем Бернардосом. Тогда же изобретатель запатентовал свою технологию во многих странах Европы. Позднее он же придумал контактную сварку и дуговую сварку в среде защитного газа.
Позднее он же придумал контактную сварку и дуговую сварку в среде защитного газа.
С тех пор прошло немало времени, и технология ручной дуговой сварки прошла множество модификаций. Так, например, среди домашних умельцев получила распространение не классическая дуговая сварка угольным электродом, а сварка с применением плавящихся стержней. Также сварочные аппараты получили множество новых функций, а в производстве стали применяться металлы с особыми свойствами.
Поэтому технология дуговой сварки стала несколько сложнее. В этой статье мы вам подробно расскажем, что такое ручная дуговая сварка, какие достоинства и недостатки есть данного метода соединения металлов и как выполняется РД сварка металлоконструкций.
Основной физический принцип
В основе электродуговой сварки лежит не один, а сразу два электрических принципа: явление короткого замыкания, с которым знакомы все, имеющие набор школьных знаний по электричеству, и явление пробоя. Вот на нем стоит остановиться внимание.
Имеется в виду пробой диэлектрика, который происходит в результате насыщения его межатомного пространства частицами, несущими электрический заряд. Положительный заряд несут ионы, отрицательный — электроны.
Теоретически пробой возможен для любого диэлектрика (в определенных условиях), но в случае электродуговой сварки используется конкретно пробой воздушного пространства между электродом и массой (деталью).
Технологический процесс подразумевает создание на электроде заряда тока низкого напряжения, но большой силы — порядка 80-200 А, и огромной плотности — до нескольких тысяч А/см2.
Когда электродом касаются массы, то есть другого материала с высокой электропроводностью, в случае сварки металла, то возникает короткое замыкание, инициирующее мощное электрическое поле.
В этом поле и происходит пробой. Вследствие насыщения заряженными частицами прослойка воздуха превращается из диэлектрика в проводник тока.
Именно в этот момент и возникает сварочная дуга, давая название электродуговой сварке. Температура в зоне соприкосновения дуги с металлом может достигать 5000 °C.
Температура в зоне соприкосновения дуги с металлом может достигать 5000 °C.
Особенности выполнения работы
Качественное сварное соединение можно получить только при условии соблюдения всех требований технологического процесса. Любое отклонение приведет к ухудшению качества шва или же к откровенному производственному браку.
Особенности технологии электродуговой сварки:
- Прежде всего требуется подготовка свариваемых поверхностей. Стыки зачищаются от мусора и обезжириваются. В некоторых случаях требуется дополнительная разделка кромок. После можно приступать непосредственно к свариванию. Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
- Чтобы процесс происходил быстрей, а сварные швы получились максимально качественными, на электроде присутствуют вспомогательные элементы. Для этого лучше всего подходят кальций, натрий и калий. Благодаря им металл энергичнее делится на частички.
- Для сварочного процесса может использоваться как открытая, так и закрытая электрическая дуга. При открытой дуге в область сварки проникает много атмосферного азота. Он отрицательно влияет на качество соединения и структуру сварного шва. Чтобы уменьшить отрицательное влияние на поверхность расходных материалов наносится металлический слой. В промышленных масштабах чаще всего применяется способ сваривания заготовок посредством закрытой электрической дуги. В этом случая рабочая зона защищена от воздействия атмосферного кислорода и других газов.
- Сварку металла можно выполнить при помощи разных аппаратов. Широкое распространение получили инверторы. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.
- Во время сварки деталей электрод плавно перемещается вдоль линии стыка. Он постепенно заполняется расплавом, который еще называют сварочной ванной. Она состоит из металла заготовок и расходного материала. Застывая расплав образует сварной шов. Руководствуясь в работе технологической картой, специалист может точно рассчитать рабочие параметры, включая мощность, продолжительность воздействия дуги и т.п.
- При формировании вертикальных швов электрод удерживается в прямом положении. Впрочем, небольшое отклонение (до 10 градусов включительно) никак не повлияет на качество результата.
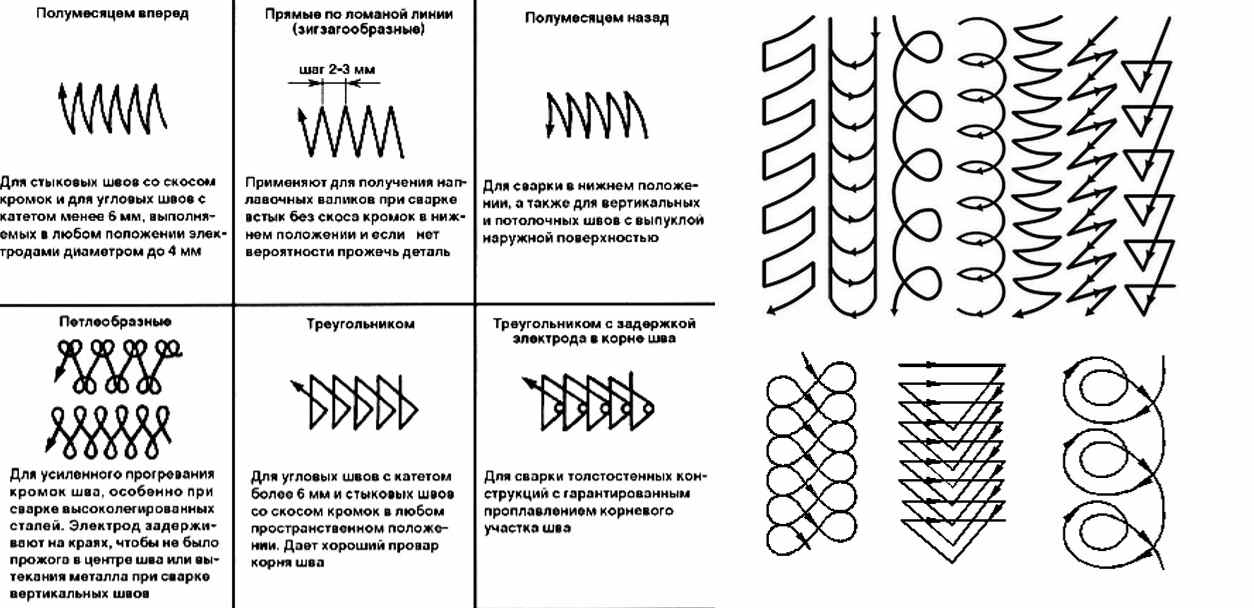
- Чтобы исключить наплавление в одном месте, применяются разные техники сваривания: елочка, треугольник, проход в несколько раз и другие.
 Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга.
Для этого электрод подносится к стыку и с помощью постукивания о поверхность добывается электрическая дуга. Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.
Они рассчитаны на применение электродов разного диаметра. Для начала работы стержень устанавливается в держатель, а масса подключается к рабочей поверхности. После включения аппарата концом электрода нужно провести пару раз по металлу деталей, чтобы разжечь дугу. Важно, чтобы до этого момента рабочие параметры, в особенности ток, были выставлены на оптимальные значения.
Выбор метода и техники сваривания зависит от условий выполнения работ и материалов, которые соединяются.
Области сварочной дуги
Дуга замыкает цепь между электродом и массой. С точки зрения теории сварного дела, в сварочной дуге выделяют несколько областей:
- катодную;
- анодную;
- приэлектродную.
Катод — это «минус», источник тока (напомним, что ток образуют движущиеся электроны — отрицательные частицы). Анод соответственно — «плюс».
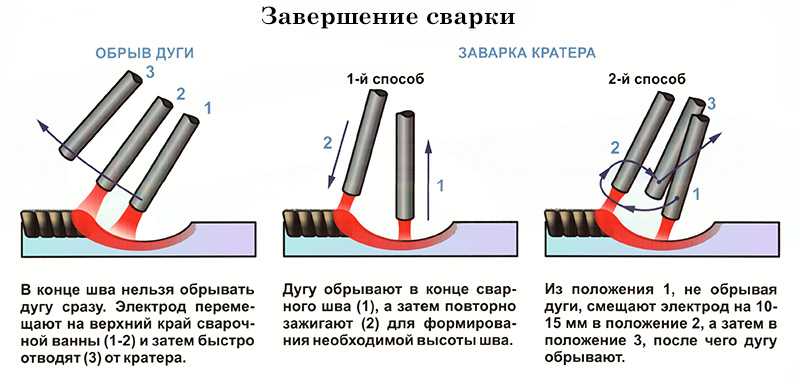
Анодная область отдает ионы в результате бомбардировки потоком электронов, поэтому на аноде всегда образуется так называемый кратер — вогнутое пятно, площадь которого зависит от площади электронной бомбардировки.
Электродуговые установки постоянного тока имеют фиксированные анод и катод. В аппаратах переменного тока анод с катодом постоянно меняются местами. Это вызывает нестабильность сварочной дуги, сильное разбрызгивание металла и другие неприятные факторы, а кроме того, не позволяет производить сварку определенных металлов, для которых требуется особая техника.
Технология электродуговой сварки стыкового шва в вертикальном положении
Нередко требуется соединение двух металлических заготовок, расположенных в разных плоскостях, что усложняет процесс работы. Допустим, стык деталей может находиться под углом, вертикально или в потолочной плоскости.
Специалисты называют работу с вертикальными швами (потолочными и наклонными) непростой задачей. Дело в том, что расплавленный металл, расположенный между двумя металлическими заготовками, подчиняется закону всемирного тяготения – его постоянно тянет к земле, что вызывает трудности.
Справиться с этой проблемой позволяют два важных принципа:
1.
Расплавленный металл должен кристаллизоваться с большей скоростью, чем в обычной нижней позиции – для этого его капли должны быть небольшого размера. Уменьшить капли позволяет сокращение длины дуги, причем при работе с инвертором или полуавтоматом электрод передвигают вглубь и наружу короткими и быстрыми движениями.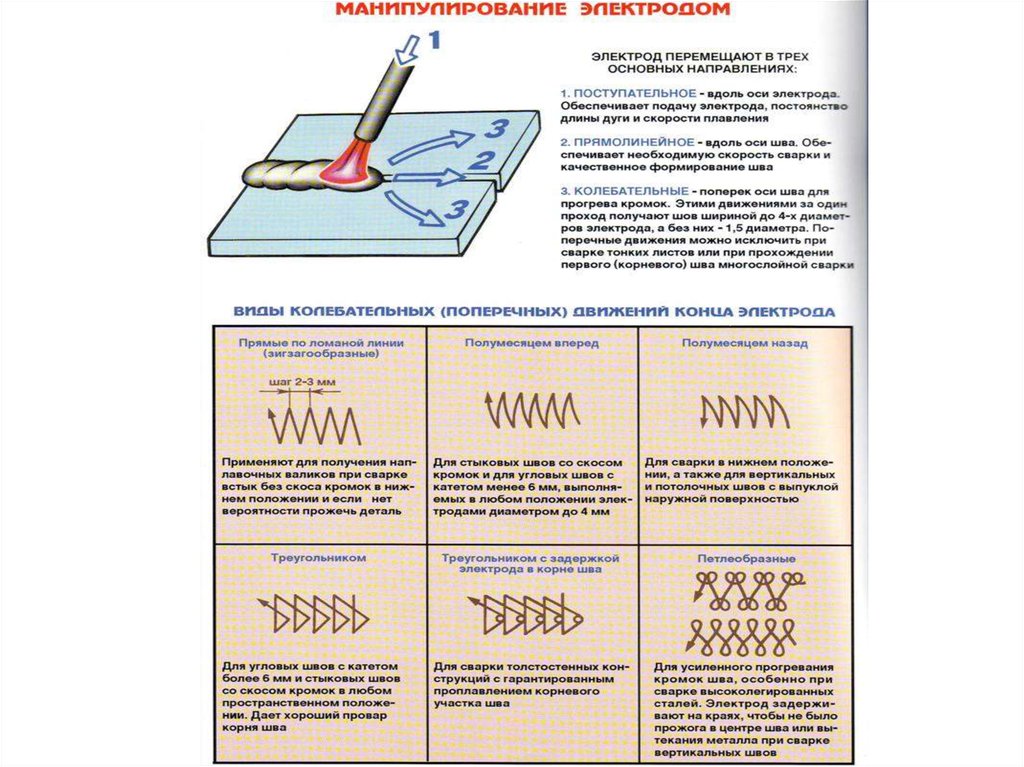 Движение держака больше похоже на постукивание электродом по поверхности.
Движение держака больше похоже на постукивание электродом по поверхности.
2.
Вертикальный шов сваривают переменным током снизу вверх. Заполняя кратер шва, его наполняют снизу, за счет чего расположенный внизу металл играет роль подставки для металла, скапливающегося в сварочной ванне выше.
Но стоит понимать, что технология снизу вверх не всегда подходит, чтобы сварить вертикальный шов. Иногда мастер вынужден варить шов и сверху вниз. Избежать стекания капель расплавленного металла позволяет соблюдение таких условий:
- дуга должна быть короткой;
- электрод в начале поджига располагается перпендикулярно к плоскости соединения заготовок;
- при варке электрод наклоняется вниз со стороны держака, то есть располагается под острым углом по отношению к сварочному шву – дугой он удерживает металлические капли от стекания;
- если капли все-таки стекают, повышают силу тока и увеличивают перемещение электрода вниз; также стоит увеличить ширину сварочного шва, перемещая расходник из стороны в сторону;
- при использовании этой технологии не добиться высокого качества швов, зато она намного легче, чем метод снизу вверх.
Виды аппаратов и виды включений
Сварочный аппарат самого простого типа для электродуговой сварки — трансформаторный. По сути своей он представляет трансформатор, понижающий напряжение и увеличивающий ток. Этот аппарат варит переменным током.
Процесс имеет ряд описанных выше недостатков, кроме того, трансформаторный аппарат для преобразования тока промышленной частоты очень громоздкий и тяжелый.
Поэтому там, где требуется мобильность, чаще всего применяются сварочные инверторы. Эти устройства сначала преобразуют переменный ток от бытовой сети в ток высокой частоты, а затем преобразуют его в постоянный — выпрямляют. Эти устройства имеют значительно меньшие габариты и массу.
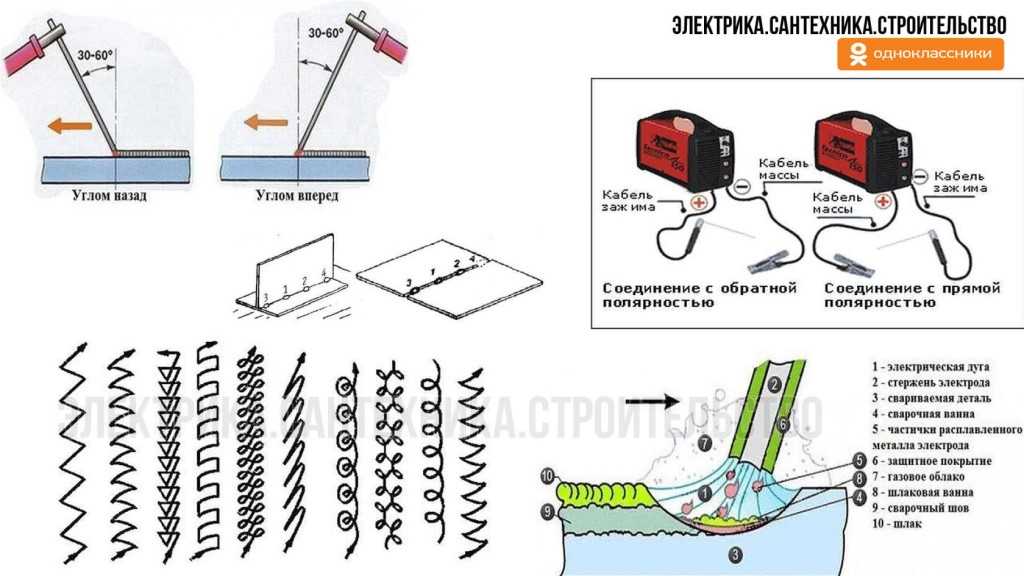
Электродуговая сварка инвертором позволяет, во-первых, добиться высокой стабильности дуги, что означает лучшее качество шва, а во-вторых, использовать разные режимы подключения — с прямой и обратной полярностью.
Полярность прямая, когда электрод подключается к катоду, а масса к аноду, то есть сварка идет «от плюса к минусу». Такой электродуговой сваркой соединяют большинство металлов.
Такой электродуговой сваркой соединяют большинство металлов.
Но в некоторых отдельных случаях, например, для сварки коррозионностойких (нержавеющих) сталей и некоторых других химически активных металлов может использоваться обратная полярность — электрод к аноду, а масса к катоду.
Работа с обратной полярностью, как правило, идет под флюсом, образующим защитную газовую среду, и с присадочной проволокой.
Недостатки
Как и у любого метода, у электродуговой сварки существуют и недостатки:
- для обеспечения стабильно высокого качества шва сварщику требуется приобрести значительный опыт;
- обмазка склонны к отсыреванию, это приводит к появлению дефектов;
- для сварки цветных металлов требуется применять специальные сварочные материалы, оборудование и методы.
- качество соединения зависит от внешних погодных условий.
Недостатки электродугового метода побуждают ученых и инженеров вести упорные работы по его совершенствованию, разработке новых сварочных материалов, оборудования и приемов работы.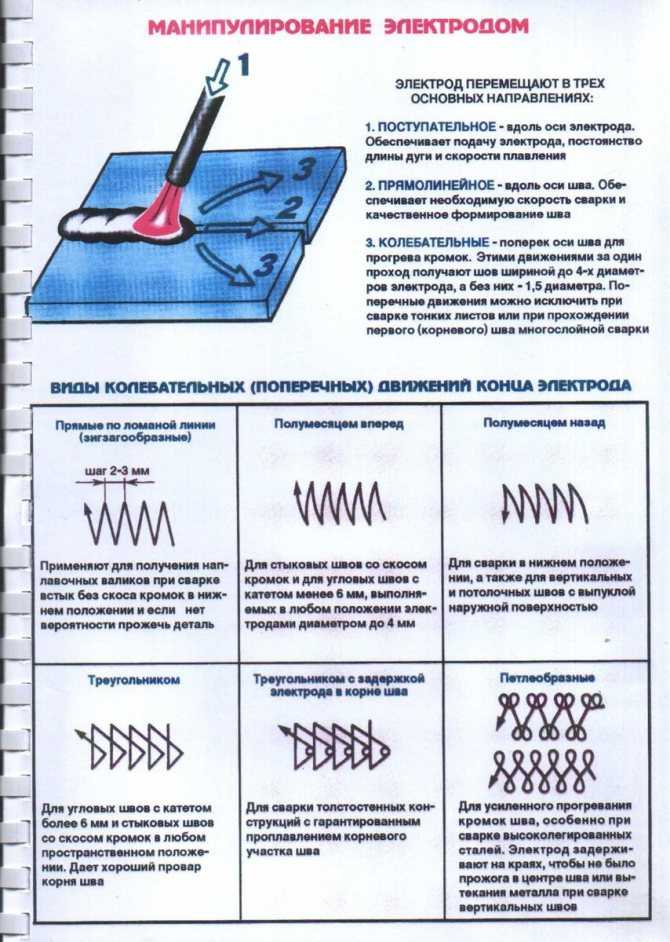
Электроды и защитные газы
Видов электродуговой сварки, различающихся по применяемым материалам, довольно много, но базовое различие одно: по типу электрода. Классификация здесь следующая. Сварка может быть плавящимся электродом и электродом, не расплавляющимся при работе (неплавящимся). Что это значит?
Электрод — металлический контакт, стержень, имеющий оболочку из специального состава. Прогорая, эта оболочка образует защитную газовую среду, предохраняя расплав от окисления.
Но при этом плавящийся электрод является еще и присадкой, его основной металл входит в состав сварного соединения. Электродуговая сварка неплавящимся электродом требует ввода в сварочную ванну (непосредственно в точку, где происходит реакция) дополнительной присадочной проволоки.
Существует много разновидностей металлических и неметаллических электродов для электродуговой сварки, в том числе угольных и графитовых.
Каждый из них подбирается под конкретный металл и способ сварки.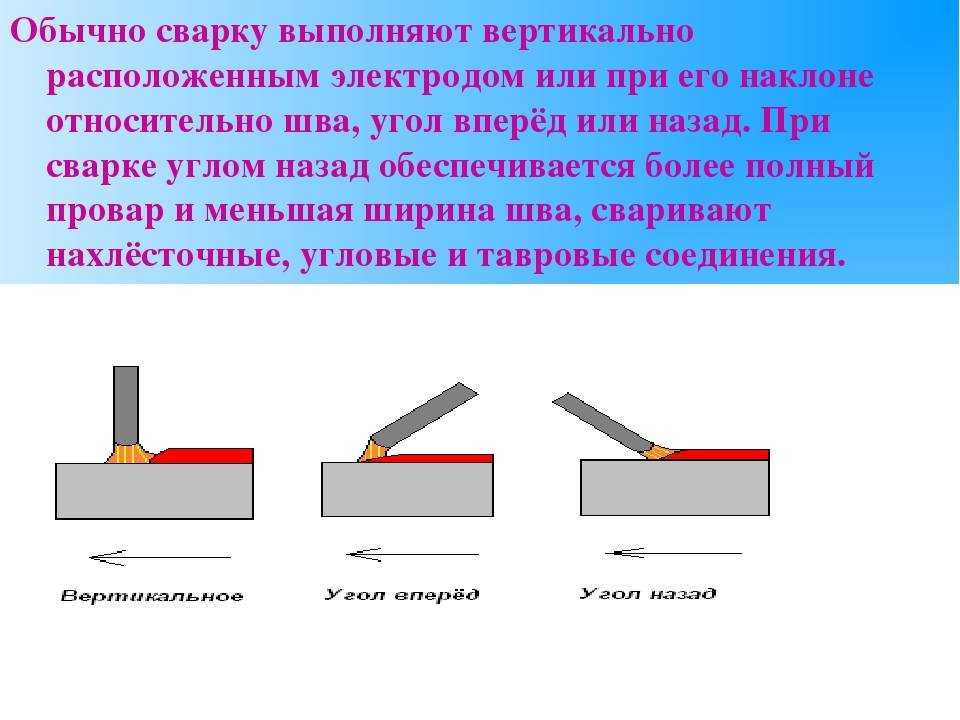 Кроме того, в определенных случаях применяется сварка в защитном газе (в основном для химически активных металлов). В качестве газов могут применять гелий, аргон и углекислоту.
Кроме того, в определенных случаях применяется сварка в защитном газе (в основном для химически активных металлов). В качестве газов могут применять гелий, аргон и углекислоту.
Все эти способы диктуют свои подходы к собственно методике работы. Могут различаться виды сварочных аппаратов, виды горелок. Например, в полуавтомате для электродуговой сварки в защитной среде через сопло горелки подается одновременно и защитный газ, и присадка.
Могут использоваться различные вспомогательные материалы, такие, как флюсы, поэтому описать универсальный способ создания шва достаточно сложно. Но, тем не менее, некоторые базовые принципы присутствуют.
Методы, применяемые в технологии электродуговой сварки и резки металла
Резка металла сваркой с применением дуги относится к наиболее старым из существующих способов. Используется ручная дуговая резка с применением плавящегося или неплавящегося электрода, воздушно- и кислородно-дуговая резка – разберем каждый из способов более подробно.
1.
Резка неплавящимся электродом.
Роль электрода играет графитовый или угольный стержень, резку выполняют на любом роде тока, главное, чтобы он имел прямую полярность и силу до 800 А. Прежде чем разрезать металл, его нужно нагреть с помощью дуги, а затем выплавить.
Этот метод используется не так часто, в чем причина? У него достаточно узкая область применения, ведь он подходит только для работы со сложными крупногабаритными проектами. Допустим, при разделке лома и разборке старых металлических конструкций. Рез получается неровным и неаккуратным, но при этом технология подходит для работы с любыми металлами: от чугуна до цветных металлов.
2.
Резка плавящимся электродом.
Этот метод встречается на практике чаще остальных, поскольку он обеспечивает более аккуратный и ровный разрез, чем первый способ. Для выполнения резки устанавливают повышенную силу тока (на 30 % больше, чем при сварке) – в этом случае можно отталкиваться от толщины электрода.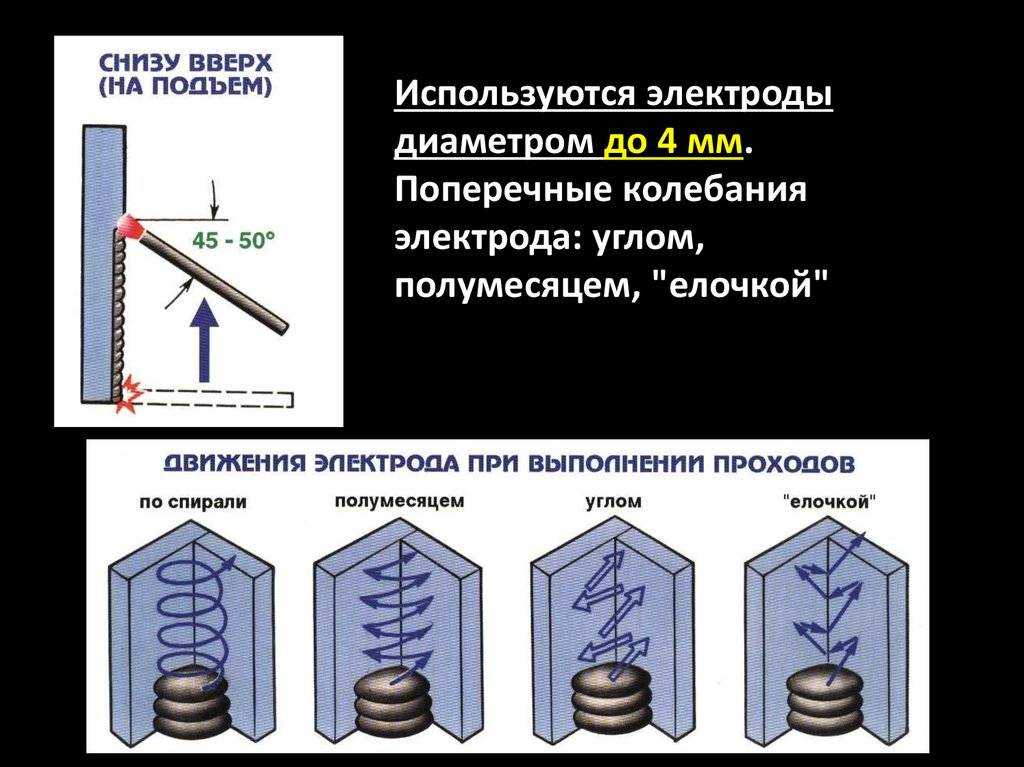 Например, для стержня толщиной 1 мм нужна сила тока в пределах 50 А, для стержня 2 мм – 100 А и т. д. Металл нагревают с глубоким проплавлением, поэтому данный принцип работы часто называют «метод опирания». Немаловажно, что технология подходит для резки большинства металлов.
Например, для стержня толщиной 1 мм нужна сила тока в пределах 50 А, для стержня 2 мм – 100 А и т. д. Металл нагревают с глубоким проплавлением, поэтому данный принцип работы часто называют «метод опирания». Немаловажно, что технология подходит для резки большинства металлов.
Если нужно сделать несложный рез в домашних условиях, подойдут любые плавящиеся электроды. Но для лучшего результата советуем выбирать специальные электроды для резки металла, так как они отличаются своим покрытием. За счет последнего работа идет проще и занимает меньше времени.
Несмотря на улучшенное качество реза при данной технологии, ее трудно назвать идеальной: этот метод проигрывает всем более современным. Здесь страдает качество и внешний вид реза, а работа идет очень медленно.
3.
Воздушно- и кислородно-дуговая резка.
Эти методы электродуговой сварки практически идентичны, но имеют одно отличие: при воздушной резке металл сначала плавится от тепла дуги, после чего выдувается сжатым воздухом. При кислородной резке используется тот же принцип работы, только воздух заменяется потоком кислорода.
При кислородной резке используется тот же принцип работы, только воздух заменяется потоком кислорода.
Данные технологии применяются для работы с листами нержавейки толщиной до 20 мм и для удаления дефектных частей деталей.
Перед осуществлением такой резки на сварочном аппарате устанавливают постоянный ток и подбирают графитовые или трубчатые электроды. Во втором случае кислород подается по сквозному отверстию в сварочном стержне. Сразу скажем, что этот способ эффективный, но отличается высокой трудоемкостью, ведь гораздо проще подать сжатый воздух или струю кислорода непосредственно в место разреза.
Как научиться
Проще всего осваивать электродуговые сварочные работы, начав с бытового инвертора, подключаемого к сети 220 В. После того как вы научитесь правильно варить в домашних условиях, можно будет переходить к обучению более сложным технологиям, таким, как, например, аргонодуговая сварка.
Кроме инвертора понадобятся:
- плотная одежда с длинными рукавами;
- сварочные перчатки или рукавицы;
- маска;
- молоток;
- зубило;
- металлическая щетка;
- пачка универсальных электродов;
- заготовка в виде куска толстого металла — лучше всего обычной стали.

Надо подключить электрод к катоду (минусу) аппарата с помощью специального держателя. Плюс, соответственно, надо подать на заготовку. Осталось только включить аппарат электродуговой сварки.
Электрическая дуга зажигается постукиванием или чирканьем по массе. После вспышки необходимо отдалить электрод от металла примерно на 5 мм. Возникнет дуга, и металл начнет плавиться.
Существует два способа вести электрод — острым углом от себя и на себя. Первый способ сложнее, но позволяет делать менее глубокий шов (это нужно в работе с тонким металлом). Второй — проще, это стандартный метод работы.
Электрод при электродуговой сварке нужно вести не по прямой, а зигзагообразными движениями, чтобы получался шов, похожий на строчки швейной машинки. Ход электрода должен перекрывать обе стороны соединяемых листов.
Тренироваться сначала нужно просто на кусочке стали, потом — переходить на сварку листового металла.
Оборудование для ручной дуговой сварки
Оборудование, необходимое для ручного дугового сваривания, состоит:
- из источника питания, который может быть как переносным, так и стационарным в зависимости от вида выполняемых сварщиком работ;
- из кабеля с электродержателем, в котором фиксируется покрытый специальной обмазкой электрод;
- из кабеля обратного заземления для соединения свариваемого изделия с источником питания.

Также не стоит забывать о дополнительных средствах, таких, как: защитная маска, перчатки сварщика, разнообразные приспособления для удаления шлака и другие вещи, необходимые для удобства специалиста.
Требования госстандартов
На электродуговую, как и на многие сварки плавлением, существуют свои ГОСТы, которые обязательны к выполнению на любом производстве. Они описывают классификацию сварки металлов, методы оценки качества, специфику применяемых присадок и флюсов, и многое другое.
В частности, ГОСТ 11533-75 описывает автоматическую и полуавтоматическую дуговую сварку под флюсом, ГОСТ 14771-76 — дуговую сварку в защитных газах. Сварщики, работающие на предприятии, обязаны знать требования госстандартов минимум в своей конкретной области.
Сварщик электродуговой сварки – Сертификат об обучении
Обзор
Эта программа посвящена процессу дуговой сварки в среде защитного металла (SMAW). На трех 8-недельных курсах вы научитесь выполнять угловую и разделочную сварку труб во всех положениях. Вы также узнаете, как правильно настроить и использовать кислородно-топливную горелку. Сертификат Stick Welder Certificate — это отдельный сертификат, но его можно комбинировать с сертификатами MIG/Flux Cored и TIG для получения комплексного сертификата сварщика.
Вы также узнаете, как правильно настроить и использовать кислородно-топливную горелку. Сертификат Stick Welder Certificate — это отдельный сертификат, но его можно комбинировать с сертификатами MIG/Flux Cored и TIG для получения комплексного сертификата сварщика.
- Студенты должны приобрести сварочное оборудование и небольшие ручные инструменты на сумму около 400-500 долларов.
- Курсы, пройденные в рамках этой программы, могут быть применены к курсам академической программы. Это будет сделано в каждом конкретном случае.
Как зарегистрироваться
Чтобы получить этот сертификат, нажмите на курсы ниже, чтобы увидеть их доступность. Вы можете зарегистрироваться на курсы онлайн, и вам не нужно подавать заявление в колледж!
Свяжитесь с нами
Помощь в обучении
Учебные ресурсы
Вопросы?
Позвоните по телефону 803.732.0432, чтобы поговорить с нами об этой программе, или напишите по адресу cce@midlandstech.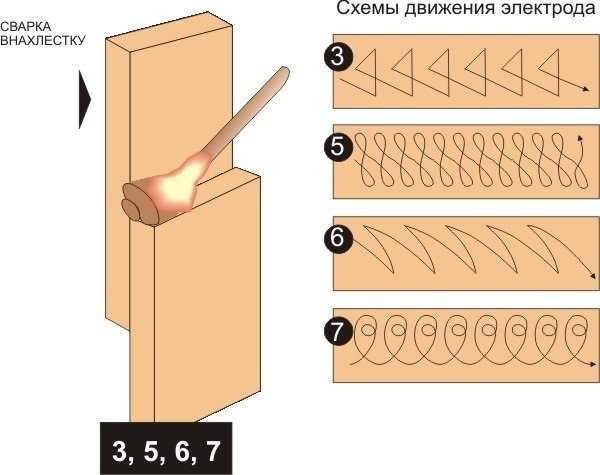 edu
edu
Образец плана программы и стоимость
| На территории кампуса | Традиционный. Классы встречаются в кампусе. |
|---|---|
| Виртуальный | 100% онлайн. Встречается с живым инструктором и одноклассниками в определенные дни, в определенное время. Использует программное обеспечение для веб-конференций, например Zoom. |
| Гибрид | Несколько занятий в кампусе. Некоторые занятия онлайн или виртуальные. |
| Онлайн | 100% онлайн. Сроки выполнения проектов и поручений. Самостоятельная работа в свое время. |
- Полная программа
| СЕУ | Классные часы | Название курса | Стоимость |
|---|---|---|---|
12. | 120 | Базовая дуговая сварка Этот класс предоставит обширную практику угловых сварных швов во всех положениях с использованием процесса дуговой сварки защищенным металлом (SMAW), также известного как сварка стержнем. Посмотреть доступные курсыВ настоящее время нет доступных разделов. Для получения информации о курсах обучения свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803-732-0432 или по электронной почте [email protected]. | 1 699,00 $ |
| 12.00 | 120 | Усовершенствованная дуговая сварка Этот класс обеспечит обширную практику сварки разделкой кромок во всех положениях, как с открытым корнем, так и с подложкой, с использованием процесса дуговой сварки в среде защитного металла (SMAW), также известного как сварка стержнем. В настоящее время нет доступных разделов. Для получения информации о курсах обучения свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803-732-0432 или по электронной почте [email protected]. | 1 699,00 $ |
| 12.00 | 120 | Ручная сварка труб Этот класс предоставит обширную практику сварки труб с использованием процесса дуговой сварки защищенным металлом (SMAW), также известного как сварка электродом. Последней целью занятия будет сварка трубы сортамента 6 сортамента 40 в фиксированном положении 6G. В настоящее время нет доступных разделов. Для получения информации о курсах обучения свяжитесь с нашим отделом корпоративного и непрерывного образования (CCE) по телефону 803-732-0432 или по электронной почте cce@midlandstech. | 1 999,00 $ |
Ориентировочная стоимость 5 397,00 долларов США | |||

 edu.
edu.Карьера
Сварщик
Сварщики могут найти работу в различных промышленных, строительных и производственных компаниях. Сварщики часто работают с конструкционной сталью, настилом и балками. Сварка стержнем также используется при ремонтной сварке больших транспортных средств или механизмов.
Прогнозируемый рост рабочих мест
Среднегодовая заработная плата
39 315 долларов США
По данным EMSI на 2022 год
Где я могу работать?
- Строительные компании
- Производственные предприятия
- Производственные компании
Что будет дальше после завершения этой программы?
Дальнейшее образование
Совершенствуйте свои навыки, пройдя курсы сварки MIG (CEWLD-888) и сварки TIG (CEWLD-887).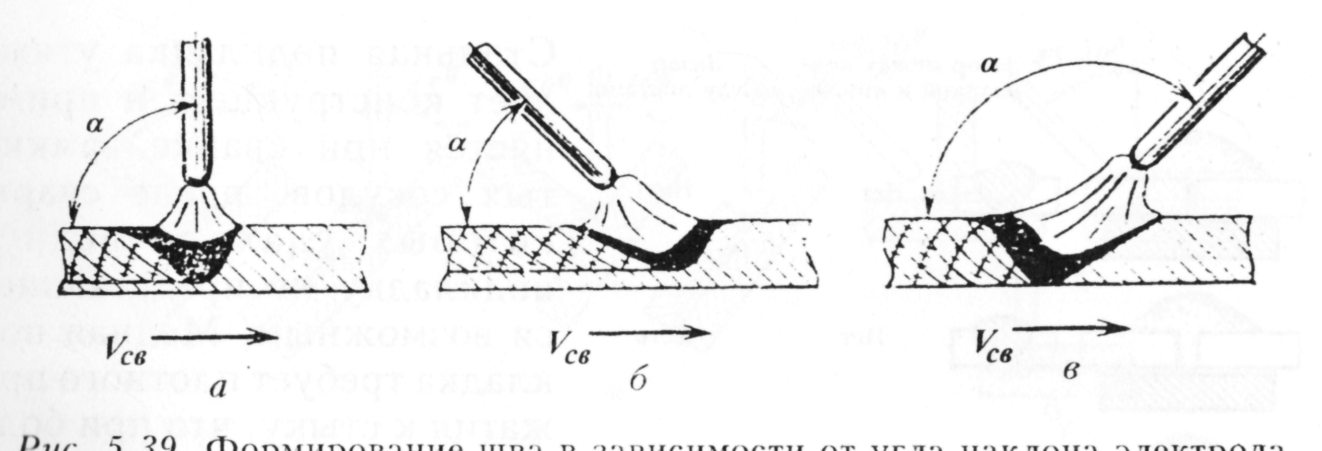
Ночной курс сварки электродом – Rochester Arc + Flame Center
Распроданный
- Описание
- Детали
- Часто задаваемые вопросы
Для тех, кто ищет комплексный курс сварки SMAW (стержневой сваркой), Rochester Arc + Flame теперь предлагает вечерний ночной курс из 10 занятий. Курс предлагается по вторникам и четвергам с 18:00 до 21:00 и включает в себя сочетание лекций и практических занятий. Он предназначен для начинающих, но также полезен для тех, кто имеет некоторый опыт, но хочет поднять свои навыки на более высокий уровень. В стоимость курса входят средства индивидуальной защиты, материалы для классных комнат и все необходимые товары для магазина.
Темы:
- Безопасность при сварке электродом
- Оборудование для сварки стержней
- Применение различных электродов
- Сварка стали в плоском положении электродами 7014
- Сварка стали в горизонтальном положении электродами 6013
- Сварка стальных вертикальных и потолочных электродами 6010
- Сварка стали электродами 7018
- Применение для сварки MIG и TIG, плазменной резки (обзор за одну ночь)
- Дефекты сварки электродом: причины и способы устранения
- Понимание правил сварки
Ближайшие сеансы: (18:00–21:00) (10 сеансов)
- В настоящее время недоступен, скоро следующий сеанс
Детали:
- 30-часовой курс. Класс собирается два раза в неделю в течение пяти недель, всего
- Каждый класс с 18:00 до 21:00
- Требуемый опыт: нет
- Включены все материалы и защитное оборудование
- Имеются торговые автоматы
 Класс собирается два раза в неделю в течение пяти недель, всего
Класс собирается два раза в неделю в течение пяти недель, всегоЗащитное оборудование в комплекте:
- Студенты получат куртку, перчатки, защитные очки, респираторы и беруши. Общая стоимость $100
- Во время курса студенты будут использовать шлемы с автоматическим затемнением, принадлежащие студии.
Размер перчаток и куртки:
- Сообщите нам свой стандартный размер перчаток и куртки. Мы используем эту информацию для предварительной загрузки нашей тележки перед началом занятия. Не волнуйтесь, если вам нужно изменить размер! Мы решим это в первый день занятий.
Другие примечания и советы:
- Рекомендуем взять с собой бутылку с водой! Питьевые фонтанчики доступны для повторного заполнения.
- Никогда не помешает взять с собой блокнот и ручку, чтобы делать записи во время лекции.
- Остались вопросы? Отправьте электронное письмо нашему директору по сварке по адресу [email protected]

ПОЖАЛУЙСТА, ПРОЧИТАЙТЕ: Здоровье студентов / Политика возврата денег / Возраст / Дресс-код
ПРИМЕЧАНИЕ. Наши программы разработаны таким образом, чтобы быть как можно более инклюзивными. Однако, если у вас есть какие-либо проблемы со зрением, слухом, ловкостью рук или психическим здоровьем, обратитесь в Центр Arc + Flame по телефону 585-349.-7110, прежде чем записаться на этот класс. Мы хотим обеспечить наилучшие впечатления от занятий для всех наших студентов.
Ознакомьтесь с нашей политикой возврата средств. Если у вас есть какие-либо вопросы, свяжитесь с нашей административной командой по телефону 585-349-7110 или по электронной почте: [email protected].
Учащимся должно быть НЕ МЕНЕЕ 16 лет, чтобы посещать занятия, если не указано иное (например, занятия Fusing Tike, Teen и Creative Kids) ИЛИ с разрешения директора департамента.