Сварка полуавтоматом для начинающих: как работает, техника, теория
Содержание:
- Классификация полуавтоматов
- Устройство полуавтомата
- Принцип работы
- Сварочная проволока
- Подготовка
- Технология процесса
- Преимущества
- Отличие от автоматической сварки
- Обучение
- Интересное видео
Прогрессивным методом соединения металлических изделий является сварка полуавтоматом. Этот способ облегчает работу, повышает производительность процесса, позволяет получить качественное соединение, уменьшает вероятность появления дефектов. Для его применения необходимо приобретение специального оборудования – полуавтомата.
Это не является особо затратным, но работа на сварочном полуавтомате для начинающих возможна только после овладения ими теоретических знаний.
Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.
Основные составные части аппарата:
- Корпус.

- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к “массе”.
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.

Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава.
Сварочный рукав – это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй – к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.
Для подключения шланга используется унифицированный разъем по евро стандарту.
Большой штуцер в центре служит для выхода проволоки. Маленький рядом – для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки – рукоятка и выходящая из нее направляющая трубка.
На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя – осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.
Регулирование натяжения проволоки осуществляется вручную.
Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Принцип работы
Теория сварки полуавтоматом заключается в следующем. Главная особенность состоит в том, что вместо электродов находит применение сварочная проволока, поступающая в зону сварки непрерывно.
Сваривание полуавтоматами может осуществляться в углекислом газе (MAG) или в инертном (MIG). Технология сварки полуавтоматом с углекислотой и инертными газами предполагает установку величины расхода проволоки на аппарате. На выходе проволоке предстоит пройти через отверстие в контактном наконечнике. Между проволокой и свариваемой деталью возникает дуга, металл от действия высокой температуры начинает плавиться, что приводит к образованию сварочной ванны. Она начинает перемещаться вслед за горелкой. Сзади остается сварочный шов, который постепенно начинает остывать.
Для формирования облака газа, имеющего конкретную форму и плотность, служит сопло. Газ в него поступает через рассеиватель, который расположен на месте крепления контактного наконечника.
Понятно, как работает сварочный полуавтомат с газом. Однако, имеется вариант без его использования. В этом случае находит применение особая проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Поскольку флюс обладает порошковой структурой, то и проволоку называют порошковой. При сварке флюс, сгорая, выделяет газ, создающий защитную среду. Для начинающих сварка полуавтоматом без газа является хорошим и более простым способом получить общие сведения об особенностях процесса. Для ответственных конструкций предпочтительной является сварка с газом.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву “А”. Две буквы “АА” свидетельствуют о металле высокой очистки.
Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.
Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее – давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.
После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать “в лодочку”. Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы – 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения.
Преимущества
К достоинствам полуавтоматической сварки относятся:
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.
Недостатком является улетучивание газовой защиты на сквозняке. Относительная легкость управления процессом делает возможной сварку полуавтоматом для начинающих.
Отличие от автоматической сварки
Автоматическая и полуавтоматическая сварка имеют много общего и сильно отличаются от ручного способа. Основное, чем отличается автоматическая сварка от полуавтоматической, – это то, что полуавтомат осуществляет механическую подачу проволоки, выполняющей роль электрода, на место проведения работы, но затем ее перемещают вручную. Это позволяет правильно формировать шов и следить за его качеством.
Это позволяет правильно формировать шов и следить за его качеством.
Автоматическую сварку целесообразно применять при массовом или крупносерийном производстве. На форумах по сварке иногда задают вопрос: как варить полуавтоматом электродами. Опытные сварщики отвечают, что для этого придется кардинально переделать аппарат, но и это не дает гарантии получения качественного шва.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание “Электрогазосварщик”. Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории “сварочные полуавтоматы” позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Интересное видео
Total Materia – Статьи
Это руководство предназначено для предоставления практических советов начинающим дуговым сварщикам. Он был создан с большой помощью и под руководством профессиональных сварщиков. чье время финансировалось участниками форума и сторонниками. Изучайте учебник медленно и отрабатывайте работу, описываемую на каждой странице, прежде чем переходим к следующему.
Дуговая сварка (сокращение от ручной дуговой сварки металлическим электродом (MMA), также известная как Stick
и SMAW) — очень сложная тема, и мы освещаем только то, что вам нужно.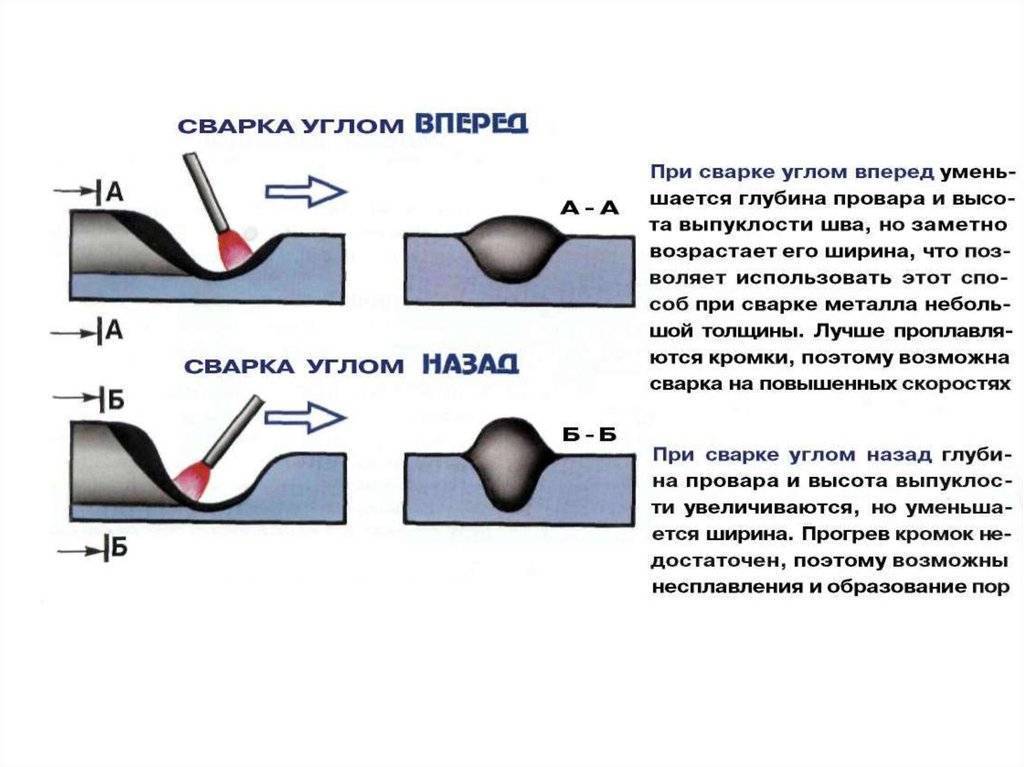 разгоняться, набирать скорость. На эту тему есть много книг, и более подробная информация
можно найти в другом месте в Интернете. Также у нас есть очень
дружественный форум, который может помочь.
разгоняться, набирать скорость. На эту тему есть много книг, и более подробная информация
можно найти в другом месте в Интернете. Также у нас есть очень
дружественный форум, который может помочь.
Как и при любом другом процессе электросварки, кожу и глаза необходимо должным образом защищены от УФ-излучения. Поражение электрическим током, пары, ожоги и пожар – другие риски. На странице безопасности обсуждается, как минимизировать эти риски. | |
Дуга зажигается мгновенным прикосновением электрода к работать, чтобы замкнуть электрическую цепь, прежде чем поднимать электрод установить дугу. «Запуск от касания» и «запуск с нуля» являются двумя распространенными методами
запуск дуги. Какой из них использовать, зависит от личных предпочтений и может
зависит от типа стержня и сварочного аппарата. | |
На этой странице описаны основы дуговой сварки с практической укладкой бусины в горизонтальном положении. Показаны угол наклона стержня, длина дуги, скорость перемещения и движение сварки. с фотографиями и видео, а видео показывает эффект изменения длина дуги. | |
Изучая любой новый процесс, вы, скорее всего, начнете что-то делать неправильный. Сравниваются профили и сечения сварных швов с различными дефектами. с хорошими сварными швами на этой странице. Рассматриваемые неисправности: неправильная скорость перемещения, неправильная длина дуги, и неправильные усилители. | |
Дуговая сварка особенно подходит для соединения толстых материалов в холодном состоянии. На этой странице рассказывается о препарировании швов и методах, используемых при множественных операциях. проходная дуговая сварка. | |
Потратив время на сварку корневого шва на предыдущей странице Вы найдете угловую сварку на одном дыхании. Многократные проходы также обычно используются в угловых соединениях. Эта страница охватывает угол стержня, последовательность сварки и небольшую конструкцию соединения. | |
Для большинства людей инвертор постоянного тока является лучшим типом дуговой сварки. для. Они имеют много преимуществ перед старыми типами, но могут упасть по стоимости ремонта и долговечности. На этой странице рассказывается, что нужно искать в инверторных сварочных аппаратах и других типах
дуговой сварки. | |
Дуговая сварка существует уже некоторое время, и есть большие различия между технологиями, используемыми в старых подержанных сварочных аппаратах и новых. На этой странице обсуждаются плюсы и минусы различных типов дуговых сварочных аппаратов. | |
Как сварить что угодно, от атомной электростанции до велосипеда рамка! В этом разделе кратко описаны процедуры сварки и расходные материалы, которые может использоваться для сварки более широко используемых типов стали, включая Мягкая сталь, кортен, Weldox, Hardox, нержавеющая сталь Сталь, хромомолибден, EN19, EN24/EN24T, EN8, Литой Железо, литые и марганцевые стали, кованые Железо и наплавка. А также есть страница, объясняющая водородное охрупчивание. |
 Обе техники проиллюстрированы
с видео на этой странице.
Обе техники проиллюстрированы
с видео на этой странице. соединений легко избежать. Это позволяет работать с более толстым материалом.
с использованием нескольких проходов сварки.
соединений легко избежать. Это позволяет работать с более толстым материалом.
с использованием нескольких проходов сварки.
Программа профессионального обучения сварщиков в Авроре, Колорадо
Перейти к содержимому местонахождениеподарокогоньподаватьпузыридомойсердцекалендарьценатегкредитная картачасыконвертыfacebookinstagramtwitteryoutubepinterestyelpgoogleredditlinkedinenvelopebbbpinteresthomeadvisorangies Программа «Сварка» предназначена для обучения навыкам сварки начального уровня. Студенты пройдут обучение по кислородно-ацетиленовой сварке, дуговой сварке металлическим электродом в среде защитного газа, дуговой сварке вольфрамовым электродом в среде защитного газа, дуговой сварке с флюсовой проволокой и чтению чертежей. В течение всего периода обучения будут использоваться современные инструменты и оборудование для обеспечения актуальности обучения. Сертификационный тест пластин Американского общества сварщиков проводится для определения компетентности в области сварки.
Студенты пройдут обучение по кислородно-ацетиленовой сварке, дуговой сварке металлическим электродом в среде защитного газа, дуговой сварке вольфрамовым электродом в среде защитного газа, дуговой сварке с флюсовой проволокой и чтению чертежей. В течение всего периода обучения будут использоваться современные инструменты и оборудование для обеспечения актуальности обучения. Сертификационный тест пластин Американского общества сварщиков проводится для определения компетентности в области сварки.
Ищете вечернее занятие? Эта программа также предлагается как вечерняя программа.
Флаер программы Шаги для зачисления Лукбук Пикенса См. Класс
Чему учатся наши студенты
- Применение различных методов сварки, включая кислородно-ацетиленовую, дуговую сварку в среде защитного газа, газовую дугу, газовую вольфрамовую дугу и дуговую сварку с флюсовой проволокой
- Чтение чертежей металлоконструкций и сварки
- Измерение размеров готовых изделий или заготовок для проверки соответствия спецификациям
- Подбор производственного оборудования в соответствии со спецификацией продукта
- Настройка элементов управления оборудованием для безопасного и эффективного изготовления и сварки
- Понимание и использование школьных концепций и стандартов S. E.N.S.E Американского общества сварщиков
 E.N.S.E Американского общества сварщиков
E.N.S.E Американского общества сварщиковПерспективы карьеры
- Возможности трудоустройства в этой области в 4 раза выше, чем в среднем по стране
- Заработная плата начального уровня от 34 000 долларов США и выше
- Средняя заработная плата составляет 48 000 долларов США
- 10% работников зарабатывают 70 000 долларов и более
Опыт программы
- Студенты тратят 50% своего времени на изучение концепций в классе и 50% своего времени в магазине на практическую работу
- Учащиеся получают опыт работы в смоделированной среде магазина с промышленным оборудованием
- Учащиеся получают сертификацию AWS в рамках учебной программы
- Варианты зачисления доступны как для старшеклассников, так и для учащихся высших учебных заведений
- 1 год занятий
Джефф Оливер
Инструктор по сварке
303-344-4910 доб. 27753
jwoliver@auorak12. org
org
С 1986 по 1990 год Джефф служил в ВМС США в подразделении промежуточного технического обслуживания самолетов, где он получил сертификат Weldshop D17.1 Aerospace Certification. 1990-1999 Джефф работал в Steward & Stevenson Fabrication Weld Shop и получил сертификат по структурному коду D1.1. С 1999 по 2017 год Джефф работал в Colorado Mechanical Welding сварщиком и монтажником труб. За это время он также получил сертификаты B31.3 и ASME, раздел 9.гидравлические и газовые. Джефф также провел 2 года, работая сертифицированным инспектором по сварке в Американском обществе сварщиков. В 2014 году Джефф получил награду AWS Section 20 Educator of the Year.
Сертификаты и степени:
- Сертифицированный инспектор по сварке (CWI)
- Сертифицированный преподаватель сварки (CWS)
- НК, уровень II (текущий)
Курсы с аккредитованными сертификатами (35 кредитов)
Все кредиты, полученные в техническом колледже Пикенса, признаются системой муниципальных колледжей штата Колорадо (CCCS) и могут быть переведены в другие колледжи штата Колорадо.
Охватывает опасности сварки для здоровья и безопасности, поиск важной информации по безопасности из кодекса или другого стандарта, а также определение и применение процедур безопасности в цеху.
Охватывает настройку оборудования и выполнение операций по резке и строжке с использованием процессов кислородно-ацетиленовой, воздушно-угольной, экзотермической и плазменно-дуговой резки. Этот курс также познакомит вас с чтением чертежей.
Охватывает интерпретацию символов сварки на чертежах, определение правильных методов компоновки и инструментов, а также правильное проектирование соединений, необходимых для различных сварочных процессов.
Охватывает теорию и практику кислородно-ацетиленовых процессов с акцентом на квалификацию сварщика AWS со сваркой электродом из мягкой стали E-7018 в горизонтальном и вертикальном положении.
Продолжает WEL 1021 с последним акцентом на квалификационном тесте сварщика AWS с электродом из мягкой стали E-7018 в позициях 2G, 3GU и 4G.
Охватывает сварку во всех положениях и различных конфигурациях соединений с использованием процесса сварки GTAW (tig) на углеродистой стали, нержавеющей стали и алюминии. Студент должен быть знаком с основами металлургии, касающимися свариваемости металлов, конструкционных соединений и безопасности в сварочной промышленности.
Охватывает проверки безопасности, мелкий ремонт, рабочие параметры, работу оборудования GMAW на простой углеродистой стали с использованием короткого замыкания и напыления, а также основные принципы металлургии.
Охватывает проверки безопасности, мелкий ремонт, рабочие параметры, эксплуатацию оборудования FCAW с использованием самозащитной проволоки, а также принципы проектирования, подготовки и выбора материалов для сварки.
Охватывает проверки безопасности, мелкий ремонт, рабочие параметры, эксплуатацию оборудования FCAW с использованием проволоки в защитном газе, а также применение основ сварки и оценку стоимости сварки, изготовления и контроля.