Типы сварочных электродов: как выбрать?
Если человек только начинает знакомиться с понятием и эксплуатацией электрода, тогда ему следует знать несколько главных моментов, которые понадобятся для правильного выбора типа сварочных электродов.
В первую очередь надо смотреть на четыре вещи:
- толщина того металла, который будет свариваться, так как от этого напрямую зависит выбор диаметра стержня. Чем толще, тем больше должен быть размер электрода;
- Марка используемой стали. Она может быть жаропрочной или чёрный металл, нержавейка и тому подобное;
- Как раз по электроду определяется сила тока, которая необходима для сварки;
- Где располагается сварка. К примеру, снизу, по горизонтали или вертикали. Вариантов положения много, так, она может быть и потолочным, и нижнее тавровое, и потолочное тавровое и даже снизу вверх.

Если брать вопрос сварочного тока, то необходимо знать, что все производители электродов выставляют его разным. Существует несколько классических параметров, составленных, по мнению профессионалов в этом направлении.
Положение в пространстве и размеры зазора также напрямую влияют на выбор силы тока сварочного электрода любого типа. Если брать, к примеру, диаметр три мм, то рекомендованный ток будет составлять 70 или 80 Ампер. Такие показатели предназначены для сварки, расположенной в потолочном положении, вертикальной на подъём или в том случае, когда размер зазора равен электроду или превышает диаметр стержня.
Если сварка располагается в нижнем положении, а также отсутствует зазор, разрешается, используя обычный электрод, задать ток на 120 Ампер. В этой ситуации необходимо учитывать толщину металла, она должна быть допустимой. Специалисты сварочных работ используют для расчёта определённую формулу, которая ускоряет этот процесс.
Чтобы рассчитать силу тока необходимо взять в основу формулу: 30 – 40 А на 1 мм электрода. То есть, в зависимости от диаметра электрода, к примеру, он составляет 5 мм, показатели тока умножаются на 5 и получается, что ток равен 150 – 200 Ампер. Если используется вертикальная сварка, то необходимо сбавить показатели тока на 15 процентов.
То есть, в зависимости от диаметра электрода, к примеру, он составляет 5 мм, показатели тока умножаются на 5 и получается, что ток равен 150 – 200 Ампер. Если используется вертикальная сварка, то необходимо сбавить показатели тока на 15 процентов.
- d 2 мм, ток 40 – 80 А называется «двойкой». Считается, что работа с этим электродом самая сложная. Считать, что чем меньше диаметр, тем проще работать ошибочно. Такой электрод требует опытного обращения и хороших навыков. При увеличении тока есть вероятность, что электрод начнёт гореть и быстро греться. «Двойка» чаще всего используется при сварке тонких металлов, а ещё она не нуждается в больших показателях тока. Только вот начинающим сварщикам с ней справиться почти невозможно.
- d 3 мм и 3,2, ток 70 – 80 А. Только если сварка осуществляется на постоянно подаваемом токе, принято считать, что показатель в 80 А является максимальной силой тока. Если показатели превышают эту цифру, работы называются резкой. Пробовать сварку советуется с 70 А и в том случае, если ничего не происходит постепенно добавлять ток.
- d 4 мм, ток 110 – 160 А. В этом случае расхождение силы тока составляет 50 А. Показатели выставляются в зависимости от толщины материала и от навыков самого сварщика. Рекомендуется начинать с меньшего числа, постепенно прибавляя ток, в случае недостатка силы.
- d от 5 мм и далее. Такие электроды считаются профессиональными и, не имея хорошего опыта, ими лучше не пользоваться. Зачастую такие большие диаметры берут для наплавки.

Типы сварочных электродов и их маркировка. Какой же выбрать?
- АНО и МР-3. Такой вид электродов советуется использовать с переменным током. Предназначаются они больше для черновых работ, чем для чистовых. То есть, ими пользуются при сварке ворот, заборов и прочих ограждений и ни в коем случае не используют электроды в сварке опорных свай или мосты. Они не бояться влаги и имеют большую популярность среди новичков и дачников.
- УОНИИ 13/55 предназначается для профессиональных работников, потому что имеет «специфические» характеристики. Работают подобные электроды только на токе с постоянной подачей и предназначены для серьёзных работ. Очень отрицательно влияют на электрод перепады напряжения.
- LB-52U используются в работах с трубами, находящимися под высоким давлением. Шов после сварки будет очень качественным, поэтому такой электрод стоит немало денег. Очень популярны они в больших организациях постоянно связанных с работами такого плана.
 Они не бояться влаги и имеют большую популярность среди новичков и дачников.
Они не бояться влаги и имеют большую популярность среди новичков и дачников.Этот небольшой перечень электродов считается самым распространённым, но существует ещё несколько менее известных марок стержней. Правда, они ничуть не хуже тех, что описаны ранее. Все они начинаются на ОК, обозначающие инициалы основателя фирмы.
- ОК 46.00 ESAB, производитель Россия. Хорошо сваривает как на постоянном, так и на переменном токе, поэтому зачастую называется универсальным. Производители предоставляют широкий выбор диаметров, что значительно упрощает поиск.
- ОК 48.00 ESAB, производитель Швеция. Работает лишь при постоянной подаче тока. Хорошо справляются с ответственной сваркой конструкций.
 Производители предоставляют широкий выбор диаметров, что значительно упрощает поиск.
Производители предоставляют широкий выбор диаметров, что значительно упрощает поиск.Типы сварочных электродов, предназначенные для специальных работ.
- ОК 61.30 ESAB. Предназначен исключительно для сварки нержавейка с нержавейкой (перечень стальных марок: 304, 308L, 03X18h21, 06X18h21, 08X18h20, 08X18h20T, 12X18h20).
- ОК 67.60 ESAB. Используется электрод для работ нержавейка со сталью.
- ОК 63.30 ESAB. Имеет российский аналог (АНВ-26). Предназначен для сваривания труб с тонкими стенками и тонколистовых конструкций.
- ОК 68.81 и ОК 68.82 предназначаются для работ со сталью, состав которой неизвестен или когда необходимо выполнить сварку разнородных изделий из стали.
Электроды для чугуна
- ОК 92.18 ESAB, сейчас получил название OK Ni-Cl, используется в сварке чугуна, у которого максимум 3 слоя.
- ОК 92.60 ESAB (OK NiFe-Cl). Электрод предназначен для работ с толстым чугуном или при сваривании чугуна и стали.

Электроды для алюминия.
Вообще, алюминий – очень «капризный» материал и справиться с ним удаётся далеко не каждому. Он быстро плавится, а потом быстро застывает, поэтому электроды в работе с ним используются редко.
- ОК 96.20 ESAB. Электрод может применяться в весьма коротком перечне алюминиевых марок.
- ОК 96.40 считается универсальным в работах с этим материалом.
Работы с данным типом сварочного электрода выполняются по специальной инструкции, предназначенной именно для алюминия. Электрод должен быть использован за один поджог, в том случае если этого не получилось необходимо заменить стержень на новый. Все работы требуется выполнять круговыми движениями и самым концом стержня.
Зачем прокаливать электрод?
Это действие совершается для того, чтобы в электроде не было влаги. Потому что отсыревший стержень может создавать дефекты при сварке и непрочные швы. Также возможно, что он прилипнет к конструкции или изделию.
Потому что отсыревший стержень может создавать дефекты при сварке и непрочные швы. Также возможно, что он прилипнет к конструкции или изделию.
Рекомендуется хранить открытые электроды в сухом месте и не допускать попадания на них воды. А ещё лучше использовать все электроды за один раз.
Полярности
Обратной полярностью называется ситуация, когда электрод имеет плюсовой заряд, а клемма минусовой. В такой работе электрод плавится гораздо быстрее.
Если же электрод минусовой, а клемма плюсовая, тогда плавиться будет металл, который подвергается сварке. Такая полярность носит название – прямая.
Аббревиатура постоянного тока выглядит так – DC, переменного – AC. В большинстве случаев ручные дуговые аппараты для сварки работают на токе с постоянной подачей.
Если сварка происходит на прямой полярности и варятся изделия из тонких листов, то проплавление получается меньше. Сваривая изделия с толстыми стенками и при обратной полярности, проплавление становится больше.
Главное, при выборе электрода выбирать качественные изделия, проверенных производителей и тогда результат сварки будет качественным и надёжным. Шов по окончании работ будет выполнен очень качественно и без единого дефекта.
Товары, которые были описаны в этой статье:
чугуна, алюминия, меди, для контактной
Сварочные электроды – основной из расходных материалов при большинстве видов сварки, но самым основным методом, с которым проводятся сварочные работы электродами, является метод электрической дуговой сварки.
В настоящее время существует довольно-таки много сварочных электродов различной маркировки.
Типы электродов для сварки
Электроды изготавливаются из металлического проводника, покрытого слоем обсыпки из металлических оксидов, керамики или стекла.
Электроды необходимы для подвода электрической дуги к месту сварки и оплавления с целью создания сварочной ванны.
Сварочные аппараты любого вида, инверторные или полуавтоматы – качественное оборудование, но рано или поздно наступает момент для его ремонта и удаления возникших неисправностей.
Сварочные трансформаторы незаменимы для ручной дуговой и некоторых видов промышленной сварки. О сварочных трансформаторах читайте здесь.
 Читайте о ремонте сварочных аппаратов.
Читайте о ремонте сварочных аппаратов.Электроды делятся на:
- металлические – из стали, медных сплавов, чугуна или даже лития;
- плавящиеся электроды, которые могут представлять собой стержни, биметаллические пластины или ленты, которые при оплавлении составляют сварочную ванну и шов;
- электроды из тугоплавкого металла – вольфрама, предназначены для использования присадочных прутков из более мягких металлов;
- неметаллические (неплавящиеся) – электроды из стержней графита или угля – электроды для подводной сварки;
Покрытые электроды для ручной дуговой сварки
Электроды покрытые слоем обсыпки представляют из себе металлические стержни, которые покрываются слоем обсыпки.
Обсыпка при сгорании укладывается на шов слоем шлака или флюса – это защищает сварочный шов от попадания воздуха.
Электродные стержни выпускаются разными диаметра от 2 мм. до 6,5 мм.
Длина электрода зависит от химического состава обсыпки и диаметра, как правило, короткими изготавливаются электроды из легированных сталей, которые предназначаются для точечного прожига толстого листового металла.
Как выбрать электроды для сварки
Прежде всего электроды должны обеспечивать следующие требования:
- электрическая дуга на электроде должна быть стабильной и достаточной мощности, для того, чтобы металл оплавлялся равномерно и без прожига, переносился в сварочную ванну;
- электрод при сгорании должен обеспечивать хорошую защиту сварочной ванны и шва слоем шлака, в ряде случаев, слоем флюса;
- шов должен содержать в себе металл близкий по свойствам металлу оплавляемых кромок для однородности неразъемного сварочного соединения;
- электрод в процессе оплавления не должен искрить и течь, образуя ровное шовное соединение;
высокая рабочая производительность; - после сгорания электрода и образования шлака на поверхности шва шлак должен легко отделяться с помощью молотка или зубила;
- шов должен обладать достаточной прочностью, не осыпаться и не откалываться из-за механических воздействий;
- при сварке должно выделяться минимальное количество дыма и продуктов горения, которые вредны для сварщика;
- малые затраты электродов, такие, чтобы расчет расхода электродов при сварке был рамках рентабельности, которая определяется процессом.

Ручной дуговой сваркой принято считать сварку электрической дугой замкнутом контуре при использовании различных сварочных электродов в зависимости от условий труда и требований, которые предъявляются к изделию. Читайте публикацию о ручной дуговой сварке на нашем сайте.
Холодная сварка – это способ соединения металлических деталей без применения температурного воздействия. Подробнее здесь.
Электроды для сварки алюминия
.
Для того, чтобы варить алюминий существуют специальные алюминиевые присадочные электроды.
Из-за того, что скорость плавления электрода намного больше обычного из стали, то скорость сварки должна быть оперативной.
Сварка должна выполняться в пределах одного электрода, а сами электроды перед их использованием необходимо просушить в течение двух часов.
Полярность электрода при этом должна быть отрицательной, а к алюминиевой плите подведен “плюсовой” шнур, это поспособствует тому, что наплавка из алюминия не будет отторгнута (почему прилипает электрод при сварке?)
Сварка алюминия свыше 2 мм. Осуществляется алюминиевым электродом на прямую, а не присадкой.
Осуществляется алюминиевым электродом на прямую, а не присадкой.
Аппараты контактной сварки применяются в тех случаях, когда сваривание металлических запчастей происходит при их нагревание посредством электрического тока дуги.
Контактная сварка – это метод часто используемый в промышленности для соединения однотипных деталей. Подробнее о методе здесь.
Электроды для сварки чугуна
Самыми распространенные марки электродов для сварки, которые использует современная индустрия для сварки чугуна являются ОЗЧ-2 с цилиндрическим стержнем из меди и электроды МНЧ-2 с цилиндрическим стержнем, который состоит из сплава никеля, меди, железа и марганца (монельметалла).
Металл, который образуется в ходе наплавки прекрасно поддается шлифовке и резанию, что очень важно для чугунных деталей и запчастей. Но электроды данных марок дорогостоящие и дефицитные ест их более дешевые аналоги:
электроды с покрытием из состава, который содержит железный порошок — 50%, мрамор — 27%, плавиковый шпат — 7%, кварц — 4,5%, ферромарганец — 2,5%, ферротитан — 6%, ферросилиций — 2,5%, соду — 0,5% (по массе).
Для облегчения сварочного процесса и повышения эффективности его результата, при сварке тугоплавких металлов используются различные присадки, в том числе и сварочная проволока.
Сварочные трансформаторы незаменимы для ручной дуговой и некоторых видов промышленной сварки. Подробнее здесь.
Электроды для контактной сварки
Особенностью электродов для контактной сварки является использование электродов из тугоплавких сплавов и вольфрама.
Прекрасно зарекомендовали себя вольфрамовые электроды в оболочки из присадочной проволоки, которая при оплавлении позволяет выполнять контактны точечные наплавки.
Такие электроды в свою очередь обеспечивают полную защиту сварочного процесса.
Электроды для сварки меди
Медь, как правило, варится тремя разновидностями электродов – присадочные из мягкого металла, графитовые электроды высокой мощности электрической дуги и электроды в аргоновой защите графитовые электроды всегда используются при постоянном токе высокой мощности.
Длина дуги электрода не должна превышать 35-40 мм.
В качестве присадочных электродов используются тонкие прутки меди.
Читайте также:
- Выбор сварочного стола Сварочный стол представляет собой верстак, предназначенный для помещения сварочных деталей, их фиксации и различных […]
- 5 видов сварочных горелок и их назначение Сварочная горелка – это основная часть сварочного оборудования. Она отвечает за обеспечение подвода электрического тока при электросварке к […]
Электроды сварочные собственного производства |
||||
| Марка электрода | Тип Электрода по ГОСТ 9467-45 Гост 9466-75 | Диаметр, мм | Род сварочного тока | Назначение |
| Электроды для сварки углеродистых сталей рядовых и ответственных конструкций | ||||
| МР-3 | Э46 |
2. 5; 3.0; 4.0 5; 3.0; 4.0
|
Переменный и постоянный обратной полярности | Рутиловое покрытие. Электроды предназначены для сварки черных металлов. Область применения- строительство и машиностроение. Электроды позволяют выполнять сварку на низких токах, а для электродов малого диаметра-от источников питания, включенных в бытовую сеть. Обеспечивают легкое отделение шлака и хорошее повторное зажигание, равномерное горение дуги в процессе сварки. |
| ОЗС-12 | Э46 | 2.5; 3.0; 4.0 | Переменный и постоянный прямой и обратной полярности | |
| АНО-21 | Э46 | 2.5; 3.0; 4.0 | Постоянный ток любой полярности, переменный от трансформатора с напряжением холостого хода не менее 50В |
Для сварки конструкций из низкоуглеродистых сталей малых толщин марок Ст3, 10, 20 и др. |
| АНО-36 | Э46 | 2.5; 3.0; 4.0 | Переменный и постоянный обратной полярности | Рутил-целллюлозное покрытие. Предназначены для сварки рядовых и ответственных конструкций из углеродистых сталей, во всех пространственных положениях шва. Также используется для сварки потолочных и вертикальных швов. Для сварки черных металлов. |
| Электроды для сварки углеродистых сталей особо ответственных конструкций | ||||
| УОНИ 13/55 | Э50А | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности |
Для сварки ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляются повышенные требования по пластичности, ударной вязкости. Сварка во всех пространственных положениях, кроме вертикального. Свариваемая поверхность должна быть тщательно очищена от окисов, ржавчины, жиров, влаги, краски и других загрязнений. Сварка во всех пространственных положениях, кроме вертикального. Свариваемая поверхность должна быть тщательно очищена от окисов, ржавчины, жиров, влаги, краски и других загрязнений.
|
| УОНИ 13/45 | Э42А | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | |
| ТМУ-21У | Э50А | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | |
|
Электроды наплавочные
|
||||
| Т-590 | Э-120Х6С2ГР3 | 2.5; 3.0; 4.0 | Постоянный ток обратной полярности | Предназначены для наплавки деталей из стали |
| ЭН-60 | Э-70Х3СМТ |
2. 5; 3.0; 4.0 5; 3.0; 4.0
|
Постоянный ток обратной полярности | |
| Электроды для сварки серого, высокопрочного и ковкого чугуна | ||||
| ЦЧ-4В | ГОСТ 9466-75 | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | Предназначены для холодной сварки или заварки деталей из высокопрочного чугуна. |
| МНЧ-2 | ГОСТ 9466-75 | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | |
| Электроды для сварки изделий из коррозионностойких хромоникелевых сталей (электроды для нержавейки) | ||||
| ЦЛ-11 | Э-08Х20Н9Г2Б |
3. 0; 4.0; 5.0 0; 4.0; 5.0
|
Постоянный ток обратной полярности | Электроды используются для сварки коррозионно- стойких нержавеющих сталей. Сварка во всех пространственных положениях. |
| ОЗЛ-8 | Э-07Х20Н9 | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | |
| НЖ-13 | Э-09Х19Н10Г2М2Б | 3.0; 4.0; 5.0 | Постоянный ток обратной полярности | |
| Электроды для сварки разнородных сталей (нержавейка+сталь) | ||||
| ОЗЛ-6 | Э-10Х25Н13Г2 | 3.0; 4.0 | Постоянный ток обратной полярности |
Данные электроды используются для сварки разнородных жаропростойких сталей. Сварка во всех пространственных положениях. Сварка во всех пространственных положениях.
|
| ОЗЛ-9А | Э-28Х24Н16Г6 | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ОЗЛ-17У | ГОСТ 9466-75 | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ОЗЛ-25Б | Э-10Х20Н70Г2М2Б2В | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ЦТ-15 | Э-08Х19Н10Г2Б | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ЭА-395/9 | Э-11Х15Н25М6АГ2 | 3.0; 4.0 | Постоянный ток обратной полярности | |
| ЭА-400/10У | Э-07Х19Н11МГ2Ф |
3. 0; 4.0 0; 4.0
|
Постоянный ток обратной полярности | |
Как выбрать электроды для сварки
Когда дело доходит до сварки, выбор оборудования может быть невероятно широк. Знание того, какой именно затемняющий шлем покупать, какое защитное снаряжение будет наиболее безопасным, или даже какой металл использовать, – это все то, что нужно знать перед началом работ.
Новичкам действительно нужно учитывать только несколько основных факторов, но как только вы встанете на ноги и начнете работать и приобретете больше опыта, вам нужно будет понять более глубоко принцип работы элементов вашего оборудования.
Возможность различать типы сварочных электродов (прутков) – и знание их сильных и слабых сторон и наилучшего применения – это только одна из тех особенностей, которые оказывают огромное влияние на прочность и качество ваших сварных швов. Специалисты smsm.ru ответят на любые ваши вопросы и помогут приобрести электроды для сварки.
Сварочный электрод – это кусок проволоки, соединенный со сварочным аппаратом. Через эту проволоку пропускается ток, который помогает прочно соединить два куска металла.
В некоторых случаях, а именно сварочных аппаратах SMAW и т.п. проволока фактически расплавляется, становясь частью самого сварного шва. Эти сварочные прутки называются расходными электродами. Для сварки TIG (ручная сварка неплавящимися вольфрамовыми электродами в среде защитного газа аргона) сварочные прутки не плавятся, поэтому они называются неплавящимися электродами.
В рамках обеих этих групп существует множество различных вариантов и типов, которые будут более подробно рассмотрены ниже.
Сварочные прутки обычно имеют покрытие, хотя материалы, из которых они состоят, могут сильно отличаться. Также доступны незащищенные электроды (изготовленные без каких-либо дополнительных покрытий), хотя они встречаются гораздо реже. Они используются для определенных специальных работ, например, для сварки марганцевой стали.
Важно выбрать подходящий тип сварочного прутка, чтобы создать чистые и прочные сварные швы высшего качества. Выбор электрода определяется требованиями сварочных работ. К ним относятся:
- Прочность при разрыве
- Вязкость
- Коррозионная стойкость
- Цветной металл
- Положение сварки
- Полярность
- Длительность работы
- Расходные электроды.
Оскар Кьельберг изобрел первый в мире сварочный электрод с покрытием в 1904 году, погрузив голую проволоку в смесь карбонатов (включая целлюлозу) и силикатов в качестве связующего.
В то время как металлургический прогресс, состав покрытия электродов и технологии производства сохраняются по сей день, фундаментальные принципы электродуговой сварки (ЭДСП), также известной как стержневая сварка, остаются неизменными. Покрытие электродов обеспечивает:
- Дуговая защита при разложении карбоната кальция (CaCO3) в покрытии до CaO и CO2 под воздействием дугового тепла.
- Основной источник шлаковой системы, поддерживающей сварочную лужу и способствующей удалению примесей из сварочного шва расплавленного металла.
- Устойчивость дуги к таким элементам, как натрий и калий.
- Первичный источник легирования и дополнительного наполнителя металла.
Как упоминалось ранее, в ручной сварке обычно используют сварочные прутки, которые здесь будут называться расходными электродами. К ним относятся электроды с легким покрытием, а также электроды с экранированной дугой или с толстым покрытием.
Для начала, глядя на классификацию сварочной проволоки, вы уже можете сказать достаточно много о типе используемого электрода. Первые две цифры относятся к прочности на растяжение или к тому, какое напряжение может выдержать сварочный шов. Чем больше число, тем сильнее электрод.
Третья цифра указывает на то, в каких положениях может использоваться сварочная проволока. Например, цифра «1» означает, что электрод является полнопозиционным.
Последнее число немного сложнее. В сварке SMAW используются электроды, покрытые различными химическими веществами, которые защищают соединения во время сварки. Последняя цифра в классификации используется для обозначения покрытий, которые были использованы на электродах, и, таким образом, какой ток должен использоваться.
Как следует из названия, электроды с легким покрытием обрабатываются тонким слоем, который был нанесен кистью или с помощью распыления. Обычно он состоит из нескольких различных материалов, которые, скорее всего, будут похожи на металлы, которые вы свариваете вместе.
Рекомендуемые товары
Дуговые потоки, создаваемые при использовании голых стержней, трудно контролировать, поэтому, если ваша работа позволяет, отдайте предпочтение использованию электрода с ламинированным покрытием, которое повысит стабильность дуги. Это сделает вашу работу быстрее и проще.
Однако это не единственная цель легкого нанесения покрытия на сварочные прутки. Другие преимущества использования электродов с тонким покрытием заключаются в том, что примеси, такие как оксиды и сера, уменьшаются (или полностью исключаются), капли металла в конце сварочной проволоки более равномерны по размеру и частоте, что означает, что ваши швы получатся более гладкими и аккуратными, и образуют только тонкий слой шлака.
Экранированные дуговые электроды аналогичны электродам со легким покрытием, за исключением того, что они имеют толстое покрытие. Благодаря своей более жесткой и прочной конструкции, они лучше подходят для сварки чугуна.
Существует три различных типа покрытий, наносимых на экранированные дуговые электроды, каждый из которых имеет свои результаты в процессе сварки. Во-первых, это электрогды с покрытиями, содержащими целлюлозу, в которых для защиты зоны сварки используется слой газа.
Покрытие на целлюлозном электроде содержит до 30% и более древесной муки. Покрытие относительно тонкое (от 12 до 15 процентов диаметра электрода) и образует тонкий, легко снимаемый, быстро замерзающий шлак, пригодный для сварки в любом положении, включая вертикально вверх и вертикально вниз.
Целлюлозные электроды обеспечивают выкапывание/привод дуги с глубоким проникновением. Сварочная лужа хорошо впитывается и распространяется, обладает отличными механическими свойствами и имеет характерные пульсации.
К целлюлозным электродам относятся E6010, E7010 и E6011, которые обычно используются для труб, барж, ремонта ферм, технического обслуживания и очистки грязных листов. Во-вторых, покрытия второго типа включают минеральные вещества, которые образуют слой шлака.
Рутил – это минерал, состоящий в основном из диоксида титана. Рутиловые электроды, такие как электроды из нержавеющей стали классов E6013, E7014 и XXX-16, обеспечивают мягкую дугу с более легким проникновением, чем целлюлозные электроды.
Шлак легко поддается контролю, дуга легко воспламеняется и ударяется, что повышает аккуратность сварки. Обычно они используются в общем производстве, где не требуются механические свойства критических сварных швов.
Третий тип покрытия на экранированных дуговых электродах состоит из комбинации целлюлозы и минералов.
Основные электроды имеют дугу со средним проникновением и отличными механическими свойствами. Покрытие выполнено из низководородного железосодержащего порошка, TiO2, CaCO3 и CaF2 (фтористый кальций). Покрытие имеет среднюю толщину, а добавление железного порошка увеличивает осаждение.
Он относительно быстро замерзает, что позволяет выполнять сварку плоским, горизонтальным, вертикальным и верхним слоем вверх. Основные электроды, такие как E7018, используются для сварных швов в металлоконструкциях, мостах, судах и морских нефтегазовых установках, где важны механические свойства.
Экранированные дуговые электроды, образующие слой газа, идеально подходят, поскольку они выступают в качестве высокоэффективного защитного барьера, создающего прочные сварные швы. Сварочная ванна должна быть защищена от определенных атмосферных газов (а именно кислорода и азота), которые воздействуют на сварные швы и делают их слабыми, пористыми и хрупкими.
Такая защита может быть обеспечена либо с помощью сварочного прутка с покрытием, либо с помощью струи газа, способной оградить сварочную ванну от воздуха (как написано в описании экранированных дуговых электродов с целлюлозным покрытием).
Как и электроды с легким покрытием, экранированные дуговые электроды уменьшают содержание оксидов, серы и других примесей в металле, оставляя чистые, гладкие, обычные сварочные швы. Кроме того, сварочные дуги, создаваемые этими сварочными прутьями, гораздо проще контролировать, чем голые электроды, которые могут вызвать большое количество брызг.
Выбор дугового электрода с минеральным покрытием, который образует шлак, может показаться не разумным, но, на самом деле, этот шлак может оказать положительное воздействие.
Он охлаждается медленно – намного медленнее, чем экранированные дуговые электроды с целлюлозным покрытием, – всасывая примеси на поверхность. В результате вы получите высококачественные, прочные, долговечные и чистые сварные швы.
Правильный выбор сварочного прутка – это гораздо больше, чем кажется на первый взгляд. Важно овладеть искусством работы с четырьмя основными и наиболее распространенными сварочными прутьями (7018, 6013, 6011 и 6010), так как это значительно облегчит понимание принципов и свойств других. Специалисты smsm.ru помогут вам с выбором нужного электрода.
Существующие виды электродов, назначение и тип их покрытия
В настоящее время существует огромное количество технологий: от сварки под флюсом и под порошком до холодной сварки. Все эти виды электродов отличаются друг от друга процессом, но подача тока на деталь происходит везде одинаково, а именно при помощи сварочных проволок. В этой статье мы расскажем об их видах и применении.
Электрод представляет собой отрезок проволоки малой длины, покрытой защитным слоем.
Проволока и покрытия могут быть выполнены из различных видов материала. Выбор материала в свою очередь зависит характера свариваемых деталей.
Содержание статьи
Для чего нужны электроды?
Обычно они служат для соединения чугунов и сталей, цветных металлов, но могут быть использованы и для их резки. Сейчас ими можно варить практически во всех пространственных положениях.
Разновидностей стержней огромное количество, каждый изготавливается для своей конкретной задачи, поэтому все марки делятся на определенные классы.
Так какие бывают марки электродов? Какие бывают виды электродов для сварки?
Итак, теперь выясним, какие существуют виды сварочных электродов.
В первую очередь начнем с того, что марки электродов для сварки бывают плавящиеся и неплавящиеся. Плавящиеся электроды не только передают ток на деталь, они также путем расплавления вступают в химическую связь с расплавленным металлом и обеспечивают соединение деталей. Неплавящиеся стержни обеспечивают подвод тока к соединяемым деталям, а присадки подводятся отдельно. Их изготавливают из различного рода тугоплавких материалов, таких как графит и вольфрам.
Кроме этого, группы электродов делятся на металлические и неметаллические. Ко второй марке электродов для сварки относятся графитовые и угольные стержни. Они обладают хорошей проводимостью и хорошо справляются со сваркой и резкой, и наплавкой, хорошо проводят токи, обладают высокой температурой плавления. Применяются они вместе с присадкой, которая может подаваться на дугу во время сварки, а может быть уложена на соединяемую область сразу. К характеристикам электродов для сварки относятся такие преимущества, как возможность многоразового использования и отсутствие прилипания к поверхности детали.
В свою очередь металлические виды электродов для сварки состоят из сердечника. Они имеют специальные покрытия, обеспечивающие высокое качество шва, улучшение эксплуатационных свойств изделия после работы и предотвращении попадания вредных включений в сварочную ванну. В газообразующее покрытие могут входить такие элементы, как крахмал, пиролюзит и другие. Такой метод повышает производительность процесса за счет применения большой величины тока, образования защитной пленки на поверхности металла и тем самым препятствию попадания атмосферного воздуха в зону сварки, более стабильная дуга.
Классификация сварочных электродов
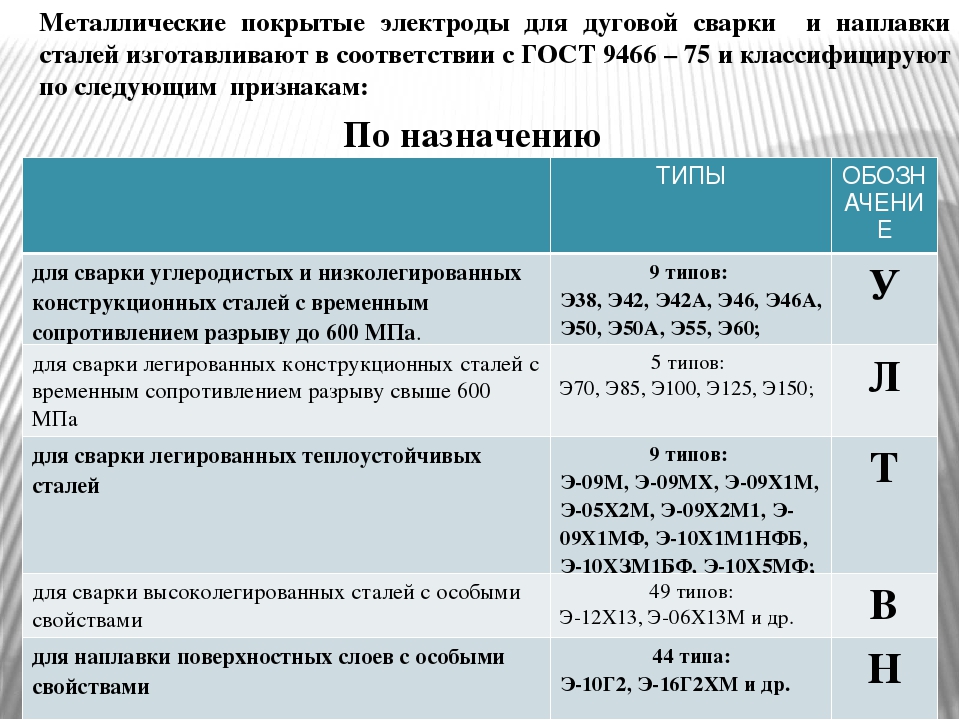
Перейдем к вопросу о том, какие бывают электроды для сварки. Остановимся на классификации электродов по назначению.
Для того, чтобы знать характеристики тех или иных стержней, существует понятие маркировки, в которой указаны различные характеристики электродов для сварки и прочие данные. Важно знать и толщину стержней. Это необходимо для правильного его подбора, работе с изделием определенной толщины. Описание, классификация и маркировка обычно указывается на упаковке.
Должно обеспечиваться:
- устойчивое горение дуги и легкое зажигание;
- равномерное расплавление покрытия;
- равномерное покрытие шлаком шва;
- не затрудненное удаление шлака со шва;
- отсутствие пор, трещин и непроваров.
Назначение электродов в большой мере зависит от состава его металлического сердечника. При изготовлении берутся во внимание ряд факторов, влияющих на качество шва:
- классификация по назначению;
- прямое назначение отдельного типа сплавов и металлов;
- пространственного положения работ и условия проведения работ;
- толщины деталей и конструкций;
- узкоспециализированные характеристики шва (изгиб, сопротивление разрыву, насыщенность кислорода, текучесть жидкого шва и др.).
Учет маркировки сведен соответствующими стандартами и сортаментами. Стержень определенной маркировки должен соответствовать всем техническим условиям, маркировка на упаковке должна совпадать с содержимым качественно и количественно. Классификация электродов по назначению характеризуется металлом, над которым будут проводиться сварочные работы.
- У — низколегированные и углекислотные стали: Э6, Э55, Э46, Э42 и другие;
- Л — легированные стали: Э70, Э85, Э100 и другие;
- Т — легированные теплоустойчивые стали: Э09М, Э09МХ и другие;
- В — высоколегированные стали с особыми свойствами: Э12Х13, Э10Х17Т и другие;
- Н — наплавка поверхностных слоев с особыми свойствами: Э10Г2, Э11ГЗ, Э16Г2ХМ и другие.
Виды сварочных проволок
Проволоки могут быть разделены на четыре типа: алюминиевые, омедненные, нержавеющие и порошковые. Давайте разберемся с особенностями, которые характеризуют данные типы проволок.
Алюминиевые проволоки используют тогда, когда необходимо произвести соединение алюминия с кремнием или алюминия с марганцем.
Нержавеющая проволока может пригодиться в случаях, когда необходимо соединить никелированные, хромированные металлы из нержавеющей стали.
Омедненные проволоки применяют в тех случаях, когда требуется соединить низкоуглеродистые и низколегированные стали. Такие проволоки позволяют повысить качество шва, поддерживают горение сварочной дуги, предотвращают разбрызгивание расплавленного металла.
И наконец, порошковые стержни применяется в судостроении, где недопустимо применение других типов проволок. Она отличается от перечисленных тем, что предыдущие производят сваривание изделия в среде защитных газов, в то время как порошковые — нет.
Стоит упомянуть и о сварке под флюсом, где вместо среды защитных газов используется флюс, которым могут являться такие элементы, как борная кислота, бура, фториды и хлориды. Он защищает сварочную ванну от попадания вредным примесей и газов, которые пагубно влияют на металл.
Говоря подробнее об назначении покрытия, оно должно обеспечивать стабильное горение сварочной дуги и получение металла на шве с заданными свойствами, такими как ударная вязкость, стойкости от коррозии, пластичность, прочность и другие. Шлак, в свою очередь, служит для защиты еще не затвердевшего расплавленного металла от попадания кислорода и азота, которые являются вредными включениями и нарушают технологичность детали. Также шлаковая оболочка в значительной мере уменьшает скорость затвердевания шва, позволяя выходить из сварочной ванны неметаллических и газовых включений. Компонентами, образующими шлак, являются: доломит, марганцевая руда, титановый концентрат, кварцевый песок, мел и многие другие.
Легирование сварочного шва производится для добавления специальных свойств изделию. Легирующими компонентами являются: хром, вольфрам, молибден, никель, марганец и другие.Также легирование металла производится проволокой, которая уже содержит нужные для этого элементы, но чаще всего легирования сварочного шва достигают введением легирующих компонентов в состав нанесения.
Иногда для повышения производительности сварочного процесса и для увеличения наплавляемого металла за отрезок времени в покрытие добавляют железный порошок. Его введение повышает технологические свойства стержня, а именно облегчает зажигание дуги, уменьшает скорость охлаждения металла, улучшая сварку при низких температурах.
Типы электродов для покрытия бывают следующими:
- А — с кислотным нанесением с содержанием окиси марганца, кремния, железа и титана. Электрод группы А может быть применен при сварке стали; для электродов марки А нет никаких пространственных ограничений.
- Б — с нанесением, в основу которого входят карбонат кальция и фтористый кальций; электроды марки Б не должны применяться для сварки в вертикальном положении.
- Ц — с нанесением из целлюлозы, в которое также входят органически вещества, создающие защиту дуги при сгорании и образующие тонкий слой шлака;
- Р — с рутиловым покрытием, которое направлено на уменьшения разбрызгивания металла, устойчивости горения дуги и формирование швов во всех пространственных направлениях;
- Ж- ставится в обозначение при присутствии в составе покрытия более 20% железного порошка;
- П — прочие виды покрытия.
Еще существуют типы электродов для покрытия с оболочкой смешанного вида, они обозначаются сразу двумя буквами.
Существуют типы электродов по применению их в определенном пространственном положении. Они тоже маркируются, а именно следующими цифровыми кодами:
- данный цифровой код говорит об универсальности типа;
- данный вид подходит для использования во все пространственных положениях, кроме вертикального;
- предназначен для вертикальных и горизонтальных работы, но работы под потолком не допустимы;
- только для горизонтальных швов.
Некоторые правила использования электродов
Необходимо соблюдать их сохранность. Для качественной и безопасной работы ее геометрия не должна быть нарушена, вес и масса ее должны совпадать с данными на упаковке, шлаковые корки должны с легкостью отделяться от шва. Все должно быть герметично упаковано, а упаковка должна предотвращать попадание влаги во внутрь. Электроды должны быть сухими, попадание влаги на них приводит к отсыреванию покрытия, а значит, и к ухудшению сварочного процесса. Допускается сушить их в специально оборудованных печах при заданной температуре 260 градусов Цельсия, а после сушки должны быть герметично упакованы для предотвращения повторного попадания воды на них. Также влага не самым лучшим образом влияет на характеристики покрытия, расплавленный металл может сильно разбрызгиваться. Из-за влаги могут образовываться поры, трещины, раковины и другие дефекты. Не рекомендуется варить гнутыми стержнями с поврежденным покрытием.
Многие характеристики занесены в таблицы. Таблица — удобный и наглядный способ получения информации о характеристиках материалов,о марках сварочных электродов и многом другом.
В настоящее время наиболее распространена ручная дуговая сварка. Электроды для ручной сварки похожи на металлический пруток. Такой тип сварки проще в применении, чем многие другие виды, компактен, допускает сварку в труднодоступных местах, с его помощью можно работать с чугуном, сталью, многими цветными металлами, прост в использовании и не требует больших материальных вложений. К минусам такого типа соединения можно отнести то, что качество шва напрямую зависит от квалификации рабочего, довольно низкий КПД по сравнению с остальными типами сварки, вредные условия труда для рабочих и другие. Для ручной дуговой сварки применяют специальные сварочные инверторы. Электроды для ручной сварки изготавливаются в соответствии с требованиями ГОСТ9466.
В заключение можно сказать, что на сегодняшний день имеется огромный спектр типов электродов и их применение, а сварка по-прежнему является важной частью многих строительных, производственных, монтажных работ. Их огромное количество, они различаются по маркам, толщинам, химическому составу и прочим характеристикам. Важно знать, какие стержни можно применять при различного рода работах, дабы добиться максимального результата и получить на выходе качественное изделие или деталь. Данный вид работ привлекает все новых специалистов, ученые продолжают работу над улучшением технологического процесса, ведь спрос на сварочные работы довольно велик.
Электродуговая сварка | Виды покрытия электродов
Электроды для дуговой сварки изобрел русский ученый Николай Николаевич Бенардос в 1811 году для соединения металлических кромок в научных целях. Разработки для улучшения сварочного процесса продолжил его соотечественник Николай Гаврилович Славянов. Он заменил угольный электрод стержнем из металла и применил флюс для защиты от выгорания и накопления вредных веществ (серы, фосфора).
Спустя некоторое время (начало XIX) английские и американские ученые усовершенствовали труды российских изобретателей и запатентовали основные технологии производства сварочных стержней с защитным покрытием (обмазкой). После получения патента началось активное внедрение дуговой сварки в производство для строения судов и машин.
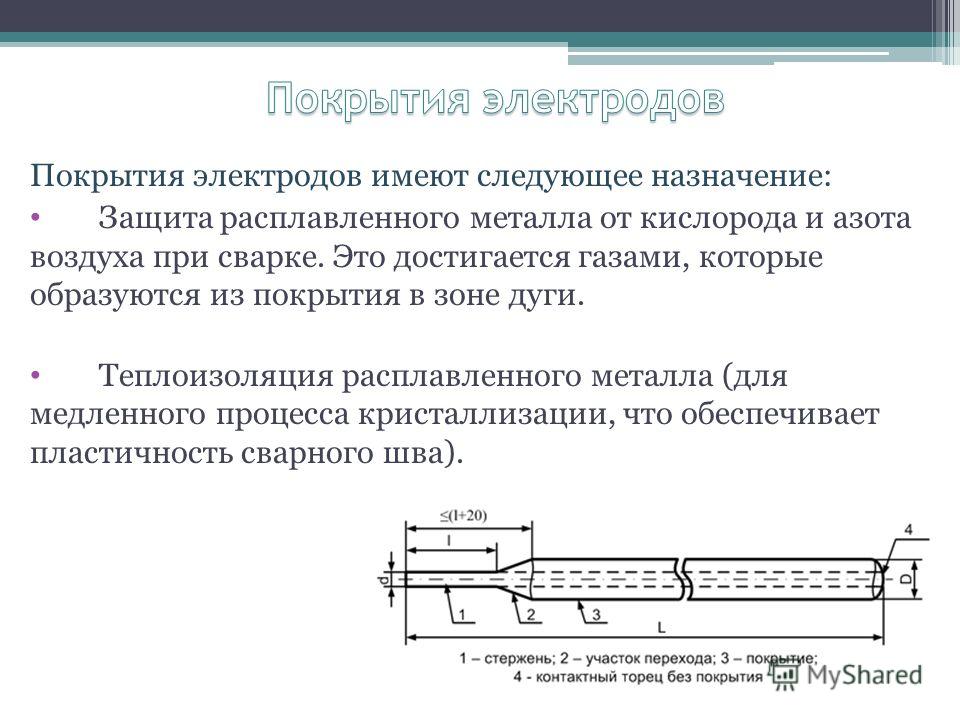
От вида покрытия электрода, посредством которого проводится дуговая сварка, зависят качество и прочность сварочного шва. Покрытие подбирается с учетом физико-химических свойств обрабатываемых металлов и условий проведения сварки. В статье изложена информация о назначении покрытий стержней, их видах, особенностях изготовления и использования.
Для чего нужна обмазка электродов?
Специальный слой на электрических стержнях-электродах выполняет ряд важных функций:- Предохраняет рабочую зону от влияния атмосферных газов (азота с кислородом и водородом). Создается двухуровневая защита: рабочая зона и шлаковая корка на поверхности расплавленного материала обволакиваются углекислым газом и углеродными окисями.
- Обеспечивает затвердение шва, препятствует появлению трещин. При снижении скорости остывания металла из расплавленного участка выходят образующиеся в процессе газы, которые негативно влияют на прочность.
- Допускает бесперебойное поддержание горящей дуги в различных режимах обработки, значительно упрощает процесс розжига. Стабильное горение достигается за счет повышенного образования ионов в рабочем пространстве.
- Очищает металлический шов от примесей, насыщает легирующими добавками.
Перечисленные свойства обеспечивают компоненты, из которых состоят различные виды покрытия электродов.
Состав обмазки электродов
Создание рабочей среды для ручной дуговой сварки обеспечивают 6-12 компонентов, каждый из которых играет определенную роль:- Целлюлоза – создает газовое облако с восстанавливающим агентом
- Фторид кальция – повышает плавкость оксидов железа, а газ, который выделяется, стабилизирует процесс горения
- Карбонаты – обеспечивают образование шлаков
- Магний и кремний – раскисляют шов после сварки
- Диоксид титана – улучшает отвердевание
- Каолин – придает пластичность
Некоторые виды покрытия электродов содержат порошок железа, который улучшает качество наплавки, и дополнительные легирующие присадки.
Как покрывают защитным слоем металлические стержни?
Сначала все компоненты перетирают в порошок, просеивают через сита, чтобы они были однородными. Далее их смешивают, соблюдая пропорции, и добавляют связующее жидкое стекло. Наносят на поверхность металлического стержня способом окунания или опрессовки, используя специальное оборудование.
Толщина электродной обмазки
Толщина обмазки определяется по отношению диаметра электрода-стержня к его внутреннему диаметру (D/d). В зависимости от этого соотношения выделяют 4 разновидности сварочный расходных материалов, которые различаются буквами на маркировке:- Тонкие (М) – отношение не превышает 1,2
- Средние (С) – до 1,45
- Толстые (Д) – порядка 1,8
- Особо толстые (Г) – более 1,8
Расходники с тонким или средним слоем обеспечивают стабильную горящую дугу, но не оказывают влияния на качество наплавки. Для создания прочного шва потребуются расходные материалы с маркировкой Д и Г, вес которых составляет 40-50% от общей массы стержня.
Основные виды покрытия электродов
Для ручной сварки используются 4 вида покрытий поверхности электродов, которые определяются по маркировке (буквы А, Б, Р, Ц). Рассмотрим особенности их состава и применения.1. Кислые (А)
Состоят из окислов железа и марганца, кремнезема, ферромарганца, целлюлозы, крахмала. Они образуют стабильно горящую дугу и обеспечат ее быстрый розжиг при питании с невысоким напряжением. Электропитание осуществляется током переменного или постоянного типа. Малочувствительны к проржавевшим кромкам, которые сплавляются.
2. Основные или фтористо-кальциевые (Б)
В состав входят карбонаты кальция и магния, плавкого шпата, ферромарганец. Благодаря слабому окислению, они обеспечивают выход кислорода из расплавленного материала. Применение расходного материала способствует защите от образования трещинок на швах, максимальная эффективность достигается при электросварке жестких конструкций с несколькими слоями. Лучшими с таким покрытием считаются японские Kobelco LB-52U, отечественные УОНИ 13/55, ОЗЛ-8.
3. Рутиловые (Р)
Содержат добавку диоксида титана (рутила), карбонаты кальция и магния, ферромарганец, кремнезем. Из доступных вариантов можно рассмотреть Fubag FB 3. Расходники дают хорошие результаты при спайке ржавых участков, соединении загрунтованных элементов без образования пор. Ровный стойкий шов получается даже у сварщиков с небольшим опытом, предварительная шлифовка кромки не требуется. Допускается сплавка в любом положении конструкции. Брызги расплава практически отсутствуют.
4. Целлюлозные (Ц)
К органическим веществам (до 50% оксицеллюлозы, крахмала) добавляются шлакообразующие материалы и легирующие присадки (ферромарганец, силикаты, диоксид титана). Они дают хорошее горение дуги при постоянном токе питания, позволяют сварщикам развивать высокую производительность за счет легкости ведения шва.
Сварка может выполняться в любом положении. В процессе выделяется немного шлака, поэтому такие расходники удобно применять при вертикальном размещении конструкции. Они подходят также для труднодоступных мест. Из минусов – грубочешуйчатая поверхность швов, поэтому понадобится дополнительная шлифовка. При работе разбрызгивается до 15% расплавленного материала.
Как подобрать подходящие электроды?
Чтобы определиться, электроды с каким видом покрытия нужны, следует учитывать такие факторы:- Толщину и состав сварной конструкции (медь, чугун, нержавеющая, низкоуглеродистая или высоколегированная сталь). Например, для высоколегированной стали оптимально подойдут расходники марок ЛМЗ-1, АНВ-1.
- Требования по эксплуатации (предварительная прокалка, положение стержня при работе). Проще всего сварка проводится в горизонтальном положении, при вертикальном положении возможно стекание шлаков. Работу в труднодоступных местах под наклоном выполняют квалифицированные сварщики.
- Марку применяющегося сварочного аппарата. Нередко в названии сварочного оборудования встречаются вставки, указывающие на особенности применения расходных материалов. Ярким примером станет модель IN 226 CEL, в названии которой указана возможность эффективной работы электродами с целлюлозным покрытием.
* Для инверторных устройств, которые пользуются популярностью в быту, подойдут стержни с обмазкой любого типа (исключая специфические задачи).
Доверие российских сварщиков заслужили немецкие аппараты Fubag и адаптированные к ним расходные материалы этой же марки – благодаря высокому качеству и удобству в эксплуатации. Исходя из толщины конструкции и диаметра стержней, важно правильно настроить сварочный аппарат, поскольку при слабом токе не получится образовать дугу, а при очень сильном – можно прожечь насквозь металл.
Изложенная информация позволит избежать ошибок при выборе и эксплуатации различных электродов для ручной дуговой сварки начинающим или малоопытным специалистам.Получите 10 самых читаемых статей + подарок!
*
Подписаться
Основные электроды для сварки
Прежде чем начинать сварочные работы, необходимо подобрать подходящие материалы. Главнейшими считаются электроды для сварки. Когда правильно выбраны марки электрода, качество шва всегда будет на высоте.
Качество сварки зависит от того, насколько правильно подобраны электроды.
Эти изделия могут быть:
- металлическими;
- неметаллическими.
- неплавящимися;
- плавящимися.
Если стержень электрода сделан не из металла, он считается неплавящимся. Пока еще не разработали электрод для сварки комбинированного типа. Каждый вид подходит для сварки конкретного материала. Он требует определенных условий работы с получением конкретного шва.
Признаки классификации электродов
Все типы электродов маркируются буквами, цифровым обозначением, каждое из которых соответствует определенному параметру. Классификация электродов придерживается следующих критериев:
Классификация видов сварки.
- марка металла;
- технология получения сварочных швов;
- толщина покрытия;
- вид тока;
- химический состав;
- состояние покрытия;
- присутствие вредных примесей.
В соответствии с ГОСТ 9467-75 материалы для дуговой сварки регламентируется определенным обозначением. Основными характеристиками, указанными в стандарте, являются:
- тип;
- марка;
- назначение;
- размер;
- материал покрытия;
- толщина;
- применение;
- вид тока.
Вернуться к оглавлению
Основные виды электродов
Схема сварочного электрода.
Металлические стержни, используемые для сварки, называются электродами. Они имеют много характерных отличий. Прежде всего, их подразделяют на металлические и неметаллические.
К неметаллическим относятся сварочные электроды:
- угольные;
- графитовые.
Стальные изделия также подразделяются на несколько групп:
- неплавящиеся;
- плавящиеся.
Первая группа делится на:
- торированные;
- нитрированные;
- лантанированные;
- вольфрамовые.
Плавящиеся электроды подразделяются на:
- покрытые;
- непокрытые.
Виды покрытия электрода для сварки.
Покрытые изготавливаются из:
- стали;
- чугуна;
- меди;
- алюминия;
- бронзы.
Непокрытые виды использовались очень давно, когда только начиналось применение этих изделий. Сегодня они представляют собой проволоку, которой варят с применением защитных инертных газов.
В основном электроды всегда считались сварочными материалами различных видов:
- сварочный флюс;
- проволока;
- присадочные прутки;
- инертные газы.
Изделия подразделяются на следующие базовые группы:
- электроды для сварки высоколегированных сталей;
- для работы с разными конструкционными сталями;
- наплавки металла;
- сварочных работ с цветными сплавами;
- сварки чугунных изделий.
Вернуться к оглавлению
Электроды для сварки труб
Чем отличаются изделия для сварки труб? В основном это обыкновенный металлический стержень, сделанный из специальной сварочной проволоки, диаметр которой максимально достигает 5 мм. Стержень покрыт обмазкой слоем разной толщины.
Когда обмазка наносится тонким слоем, то ее масса не превышает одного процента от веса стержня. Когда слой очень толстый, масса достигает 30%.
Обмазка необходима для образования шлака.
Таблица выбора электрода от толщины металла и силы тока.
Иначе говоря, неметаллического сплава, масса которого меньше веса металла. При сварочных работах шлак поднимается вверх. В результате образуется защитное покрытие, закрывающее зону сварки. Такая защита уменьшает поглощение из воздушного пространства азота, от которого зависит качество получаемого шва.
Чтобы правильно выбрать материал, необходимо учесть характеристики материала трубы. Чтобы сварить высокоуглеродистые трубы, применяют виды электродов, имеющих рутиловое покрытие. Чтобы сварить оцинкованные трубы, лучше подобрать специальные электроды, которыми можно варить такие трубы.
Когда проводятся сварочные работы с оцинкованной поверхностью, цинк начинает закипать намного раньше стали. В результате происходит его сильное испарение во время нагрева. Вот почему производство швов на таких оцинкованных деталях требует особого типа электродов. Разработан специальный технологический процесс сварки.
Точно так же требуется специальная технология, когда необходимо сварить чугунные трубы. С этой работой прекрасно справляются электроды, основой которых является:
- медь:
- железо;
- никелевые сплавы.
Вернуться к оглавлению
Изделия для сварки высоколегированных сталей
Чтобы варить подобные стали, были разработаны специальные электроды, работающие с:
Схема сварки металла.
- жаростойкими сталями;
- жаропрочными сплавами;
- никелевой основой.
Сегодняшняя классификация всех высоколегированных сталей включает в эту группу сплавы, где:
- 45% железа;
- 10% легирующих добавок.
Сплав, имеющий никелевую основу, содержит более 55% никеля. Между этими сплавами промежуточное место отдано материалам, имеющим железоникелевую основу.
Надо сказать, что элементы для сварки высоколегированных сталей должны иметь рутиловое покрытие. Эти материалы имеют:
- малую теплопроводность;
- высокое электрическое сопротивление скорости плавки.
Вернуться к оглавлению
Дополнительное деление
- Электроды для дуговой сварки.
Для таких изделий сварочным материалом является:
Способы зажигания электрода.
- штучный электрод;
- сварочная проволока.
- Штучные электроды.
Данные материалы также подразделяются на две группы: плавящиеся и неплавящиеся. Плавящиеся обязательно имеют покрытие. Их широко применяют в быту. Когда делаются сварочные работы, например, в гараже, их используют чаще всего.
Стержни, для того чтобы варить сталь, изготавливают из специальной сварочной проволоки. Она может быть:
- низкоуглеродистой;
- легированной;
- высоколегированной.
Государственным стандартом классифицируется 77 разновидностей стальной проволоки, предназначенной для производства штучных электродов самых разных диаметров.
Абсолютно различным действием обладает покрытие электродов:
- образование защитного слоя;
- стабилизация горения дуги;
- удаление вредных примесей;
- легирование.
Чтобы сварить цветные металлы и разные сплавы, для сварки подходят электроды плавящегося типа, которые изготавливают из:
Положение электрода при сварке деталей.
- алюминия;
- меди;
- никеля;
- бронзы;
- латуни.
Для того чтобы классифицировать все существующие группы электродов, за основу были взяты определенные признаки:
- назначение;
- технологические особенности;
- вид покрытия;
- химический состав;
- механические свойства;
- вид тока;
- полярность
- минимальное напряжение;
- качество;
- состояние поверхности;
- наличие вредных веществ.
В маркировке каждый параметр помечен соответствующей цифрой, имеет буквенное обозначение. Если электрод сваривает углеродистые стали, в обозначение включена буква У. При средней толщине рутилового покрытия обозначение выглядит СР. Предпоследняя единица сообщает, что такой электрод подходит для работы в любом положении. Если последней цифрой в маркировке стоит ноль, значит, электрод предназначен для постоянного тока.
Вернуться к оглавлению
И немного практических моментов
Таблица характеристик электродов.
Сегодня в основном строителями используются железобетонные конструкции, имеющие сборную технологию. Для этого применяют арматуру разного сечения. Она может быть:
- круглой;
- винтообразной.
Данный профиль арматуры дает возможность добиться лучшего сцепления бетона со сталью. Стержни приобретают увеличенную несущую способность.
На практике получила широкое распространение арматура, имеющая винтообразный профиль, изготовленная из Ст. 5. Применяются различные низколегированные стали.
Очень редко применяется в железобетоне арматура из термообработанной стали. Напряженная арматура изготавливается из стали особой прочности, которая обычно не варится.
Для соединения стержней разного диаметра стыковым способом применяется контактная сварка. Получаются сварные соединения, по прочности одинаковые с основным металлом. Однако для получения таких параметров необходимо, чтобы соотношение диаметров стержней сохранялось в диапазоне 1,25-1,50.
Когда выполняется сварка арматуры, изготовленной из Ст. 5, которая имеет высокое содержание углерода, точечные соединения получаются иногда достаточно хрупкими. Причем хрупкость соединения начинает сильно возрастать, когда увеличивается количество стержней, пересечение которых происходит в одном стыковочном узле.
Чтобы уменьшить хрупкость таких соединений, используют специальные технологические процессы, например, термическую обработку. Узел нагревается на машине точечной сварки, когда происходит замыкание электродов.
Полученные точечные соединения испытываются на прочность, для чего берутся специальные образцы, которые проходят испытания на разрывных устройствах.
Типы электродов, используемых при сварке
Потребители имеют доступ ко многим различным типам сварочных электродов. Каждый из них предлагает функции, которые делают его идеальным для определенного приложения. При сварке электричество проходит через электрод, создавая электрическую дугу на конце электрода. Сварные швы образуются, когда электрическая дуга на кончике электрода направляется на заготовку. Многие типы электродов плавятся и переносятся на заготовку, образуя металлический наполнитель, в то время как другие не плавятся, а просто создают место для электрической дуги.
6010 Электроды
Этот тип электродов часто используется для общих сварочных работ, которые не требуют каких-либо специальных функций. Они также используются для сельскохозяйственной техники, трубопроводов, кованого железа и дорожной техники. Согласно Metal Web News, электроды 6011 создают сварные швы с минимальной прочностью на разрыв около 60 000 фунтов на квадратный дюйм (psi). Сварщики могут держать этот тип электрода в любом положении для создания надлежащего сварного шва. Электроды 6010 предназначены для работы на постоянном токе (DC).Согласно советам и рекомендациям по сварке, электроды 6010 имеют внешнее покрытие с высоким содержанием целлюлозы и натрия.
6013 Электроды
6013 Электроды относительно просты в использовании. Они создают более мягкую дугу, которая идеально подходит для обработки листового металла. Этот тип электродов часто используется для общего ремонта более тонких материалов. По данным Metal Web News, сварные швы 6013 обеспечивают минимальную прочность на разрыв около 60 000 фунтов на квадратный дюйм. Эти электроды можно удерживать в любом положении и использовать как при постоянном, так и при переменном токе (AC).Электроды 6013 имеют внешнее покрытие с высоким содержанием диоксида титана и калия, согласно советам и рекомендациям по сварке.
7018 Электроды
Электрод 7018 часто называют «электродом с низким содержанием водорода», который имеет покрытие с низким содержанием влаги, которое снижает уровень проникновения водорода в сварной шов. Этот тип электрода обеспечивает получение высококачественных, устойчивых к образованию трещин сварных швов со средней проплавкой. Эти электроды перед использованием должны оставаться сухими. По данным Metal Web News, минимальная прочность сварного шва на растяжение, обеспечиваемая этим типом электрода, составляет около 70 000 фунтов на квадратный дюйм.Электроды 7018 также можно удерживать в любом положении во время сварки. Электроды 7018 предназначены для работы как при постоянном, так и при переменном токе. Согласно советам и рекомендациям по сварке, этот тип электрода имеет железный порошок и внешнее покрытие с низким содержанием водорода.
Типы сварочных электродов – The Welding Master
Вам интересно узнать о различных сварочных электродах? Тогда эта статья обязательно для вас. В этой статье вы получите глубокие знания о сварочном электроде, типах сварочных электродов и многом другом.Так чего же ты ждешь? Давайте начнем.
Что такое сварочный электрод?Сварщику нужен электрод для выработки электрического тока для дуговой сварки. При сварке электрический ток проходит через электрод, который используется для соединения основных металлов. Когда вы держите наконечник электрода рядом с основным металлом, электрический ток перескакивает с наконечника электрода на основной металл. Основное назначение электродов, используемых при сварке, – создание электрической дуги. Эти электроды могут быть положительно заряженным анодом или отрицательно заряженным катодом.
Факторы, которые необходимо учитывать перед выбором сварочных электродов:
- Стержень электрода должен иметь большую прочность на разрыв, чем основные металлы.
- Необходимо учитывать конструкцию соединения, форму, характеристики основных металлов и положения сварки.
В основном, в зависимости от процесса существует два типа сварочных электродов:
- Расходуемые электроды
- Неплавящиеся электроды
Расходуемые электроды имеют низкую температуру плавления. Эти типы сварочных электродов предпочтительно использовать при сварке в среде инертного газа (MIG). Для изготовления расходуемых электродов используются такие материалы, как низкоуглеродистая и никелевая сталь. Единственная мера предосторожности, которую вы должны предпринять, – регулярно заменять расходные электроды. Единственным недостатком использования таких электродов является то, что они не имеют большого числа промышленных применений, но в то же время просты в использовании и обслуживании.
Расходуемые электроды подразделяются на:
- Открытые электроды
- Электроды с покрытием
(i) Открытые электроды
Открытые электроды – это электроды без какого-либо покрытия и в основном используются там, где нет необходимости в покрытых электродах.
(ii) Электроды с покрытием
Электроды с покрытием классифицируются в соответствии с коэффициентом покрытия. Коэффициент покрытия – это отношение диаметра электрода к диаметру сердечника проволоки.
Итак, следующие подтипы покрытых электродов:
- Электроды с легким покрытием с коэффициентом покрытия 1,25. Легкое покрытие, нанесенное на электроды, помогает удалить загрязнения, такие как оксиды и фосфор. Легкое покрытие также помогает повысить стабильность дуги.
- Электроды со средним покрытием с коэффициентом покрытия 1,45.
- Экранированная дуга или электроды с сильным покрытием с коэффициентом покрытия от 1,6 до 2,2. Эти электроды имеют правильный и четко определенный состав.Электроды с сильным покрытием бывают трех типов – электроды с целлюлозным покрытием, электроды с минеральным покрытием и электроды с покрытием как из целлюлозы, так и с минеральным покрытием.
Также читайте:
Типы сварочного процесса – каждый должен знать
Различия между сваркой MIG и TIG
Различные типы сварных соединений
2. Неплавящиеся электродыЭти типы сварочных электродов также называются огнеупорными электродами.Снова есть два подтипа неплавящихся электродов:
- Углеродные или графитовые электроды: Он состоит из углерода и графита и в основном используется при резке и дуговой сварке.
- Вольфрамовые электроды: В основном, он состоит из вольфрама, как следует из названия, и представляет собой электрод из незаполненного металла.
Как следует из названия, эти типы сварочных электродов не расходуются в течение всего процесса сварки или, более уместно, можно сказать, что они не плавятся во время сварки.Но практически из-за процессов испарения и окисления, происходящих во время сварки, длина электрода немного уменьшается. Неплавящиеся электроды имеют высокую температуру плавления и не могут заполнить зазор в заготовке. Неплавящиеся электроды изготавливаются из таких материалов, как чистый вольфрам, графит или углерод, покрытый медью. Температура плавления углерода составляет 3350 градусов по Цельсию, а вольфрама – 3422 градуса по Цельсию. Неплавящиеся электроды используются при сварке вольфрамовым электродом в среде инертного газа (TIG) и дуговой сварке углем.
Важные характеристики нерасходуемых электродов:
- При использовании неплавящихся электродов необходимо использовать защитные газы. Защитные газы – это инертные газы, поэтому их используют для защиты зоны сварки от кислорода и окружающей атмосферы.
- Неплавящиеся электроды обычно делают катодом, а детали – анодом.
Эта классификация основана на практическом подходе к использованию и выбору сварочных электродов.Американское общество сварщиков классифицировало электроды по разным форматам для облегчения понимания различных электродов и их удобной идентификации.
Предположим, мы рассматриваем электрод с именем E6018-X
- Здесь E указывает, что это электрод.
- Две последовательные цифры после буквы E показывают предел прочности электрода на разрыв. Эта прочность на разрыв измеряется в фунтах на квадратный дюйм, и эта прочность в 1000 раз превышает данное число.Это означает, что здесь эта прочность на разрыв данного электрода составляет 60000 фунтов на квадратный дюйм.
- Здесь 1 указывает положение сварки. Положение сварки обозначено цифрами 1,2 и 4.
1 указывает плоское, горизонтальное и вертикальное положение.
2 обозначает плоское горизонтальное положение.
4 обозначает плоское, горизонтальное, вертикальное положение вниз.
- Цифра 8 дает вам информацию о типе покрытия и используемом токе.Это также говорит о проникновении электрода, то есть электрод может проникать глубоко, низко, средне.
- X в E6018-X сообщает нам о дополнительных характеристиках электрода. Здесь термин X не всегда упоминается. Применяется только тогда, когда у электрода есть дополнительные функции. Эта классификация применима к электродам с покрытием из мягкой стали. Если вы рассмотрите другие типы электродов, классификация будет такой же, но только функция, обозначенная буквой X, может отличаться.
- Некоторые дополнительные свойства, обозначенные буквой X:
-1: Это указывает на то, что электрод более пластичный и имеет высокую вязкость.
-M: Удобен для использования в военных целях и с низким содержанием влаги.
-h5 , -H8, -h26 : Все представляют собой максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 грамм. Например, -h5 = 4 мл на 100 грамм.
Меры предосторожности при обращении со сварочными электродами:
- Электроды всегда должны быть сухими.
- Поскольку влага разрушает электродное покрытие и очень вредна для электродов.Итак, как только электроды высохнут, вы должны хранить сварочные электроды в среде без влаги. Доступны различные контейнеры, которые обеспечивают отсутствие влаги.
- И последнее, но не менее важное: никогда не сгибайте электроды, так как изгиб может повредить покрытие электрода.
Короче говоря, после прочтения этой статьи вы должны получить четкую информацию о различных типах сварочных электродов, системе классификации сварочных электродов и т. Д. Надеюсь, эта статья вам поможет. Максимально делитесь этими знаниями, потому что делиться заботой.
Что такое сварочные электроды (и что вы должны знать)?
Независимо от того, являетесь ли вы профессиональным сварщиком или энтузиастом своими руками, вы должны знать, что такое сварочные электроды, и их относительные плюсы и минусы.
Так что же такое сварочные электроды? Сварочные электроды – это отрезки проволоки, которые соединяются со сварочным аппаратом для создания электрической дуги. Ток проходит через эту проволоку, образуя дугу, которая выделяет много тепла для плавления и плавления металла для сварки.
Основные типы:
- Расходные материалы
- Неплавящиеся
Эта статья поможет вам различать разные типы сварочных электродов и даст вам хорошее представление об их сильных и слабых сторонах. чтобы вы могли выбрать лучший вариант для ваших сварочных работ. Читай дальше, чтобы узнать больше.
Различные сварочные электроды
Стержни, используемые для сварки MIG и стержневой сварки, являются примерами плавящихся электродов.У них есть присадочный материал, который плавится, образуя сварные швы.
При сварке TIG, напротив, используются неплавящиеся электроды. Эти электроды состоят в основном из вольфрама, который не плавится (в отличие от расходуемых электродов) из-за своей высокой температуры плавления. Он просто подает электрическую дугу для сварки. Наполнитель подается с помощью проволоки, подаваемой вручную.
Таким образом, основное различие между ними состоит в том, что расходуемые электроды плавятся, а неплавящиеся электроды – нет.
У этих двух категорий также есть несколько типов электродов.
Расходные электроды
Расходуемые электроды являются ключом к сварке сваркой сваркой сваркой, MIG и порошковой порошковой сваркой. Расходуемые электроды, используемые для сварки штучной сваркой, называются стержневыми электродами. К ним относятся электроды с толстым покрытием, экранированная дуга и электроды с легким покрытием.
Электроды с легким покрытием
Как следует из названия, электроды с легким покрытием имеют тонкое покрытие на своей поверхности, которое наносится такими методами, как распыление или нанесение кистью.
Эти электроды и их покрытия изготавливаются из нескольких различных материалов. Присадочный материал во многом похож на свариваемый основной металл.
Световое покрытие служит еще одной жизненно важной цели. Это покрытие уменьшает количество примесей, таких как сера и оксид, для обеспечения лучшего качества сварного шва. Это также обеспечивает более равномерное плавление присадочного материала, что позволяет создавать гладкий и надежный сварной шов.
Поскольку покрытие тонкое, получаемый шлак не слишком толстый.Экранированные дуговые электроды имеют некоторое сходство с электродами с легким покрытием. Главное отличие в том, что у них более толстое покрытие. Эти сверхпрочные электроды подходят для более сложных сварочных работ, например, для сварки чугуна.
Открытые электроды
Использование неизолированных электродов может быть сложной задачей, поскольку дуга несколько нестабильна и ее трудно контролировать. Легкое покрытие увеличивает стабильность электрической дуги, облегчая вам управление ею.Применение неизолированных электродов ограничено. Например, они используются для сварки марганцевой стали.
Экранированные дуговые электроды
Экранированные дуговые электроды имеют три различных типа покрытия, которые служат разным целям. Один вид покрытия содержит целлюлозу и использует слой защитного газа для защиты области сварного шва. Второй тип покрытия содержит минералы, образующие шлак. Третий вид покрытия представляет собой сочетание минералов и целлюлозы.
Экранированные дуговые электроды создают слой защитного газа, который образует эффективный барьер для защиты зоны горячего шва от загрязнения и коррозии окружающим воздухом.Это приводит к более прочным и надежным сварным швам. Нагретая зона сварного шва должна быть защищена от атмосферных газов, таких как азот и кислород, которые вступают в реакцию с высокотемпературным металлом с образованием хрупких, пористых и слабых сварных швов.
Экранированные дуговые электроды сводят к минимуму содержание серы, оксидов и других примесей в основном металле, что обеспечивает регулярные, гладкие и чистые сварные швы. Эти электроды с покрытием также создают более стабильную электрическую дугу по сравнению с неизолированными электродами, что делает сварку более управляемой и снижает разбрызгивание.
Экранированные дуговые электроды также выделяют шлак из-за минерального покрытия. Этот шлак, кажется, сложно удалить, но он служит полезной цели. Он охлаждается намного медленнее, чем экранированные дуговые электроды. Этот процесс вытягивает загрязнения и отправляет их на поверхность. Следовательно, вы получите качественные, чистые, прочные и прочные сварные швы.
Неплавящиеся электроды
Неплавящиеся электроды проще понять не только потому, что они не плавятся, но и потому, что их всего два типа.
Угольные электроды
Первый вид – это угольные электроды, которые используются как для резки, так и для сварки. Этот электрод изготовлен из угольного графита. Он может быть покрыт слоем меди или оставлен без покрытия.
Американское общество сварки не выпустило никаких спецификаций для этого типа электродов. Однако для угольных электродов существуют военные спецификации.
Вольфрамовые электроды и их различные виды
Второй вид неплавящегося электрода – вольфрамовый электрод, который используется для сварки TIG.Эти электроды состоят из чистого вольфрама (с зеленой маркировкой), вольфрамсодержащего циркония от 0,3 до 0,5% (с коричневой маркировкой), вольфрама с 2-процентным содержанием тория (с красными маркировками) и 1-процентного вольфрамсодержащего тория (с желтой маркировкой). маркировка).
Неплавящиеся электроды из чистого вольфрама имеют ограниченное применение и подходят для легких сварочных работ. На это есть две причины. Во-первых, чистый вольфрам не обладает прочностью и прочностью вольфрамовых сплавов.Во-вторых, чистый вольфрам может иметь проблемы с большим током.
Вольфрамовые электроды с содержанием циркония от 0,3 до 0,5 процента обеспечивают отличные результаты при переменном токе. Они лучше чистого вольфрама, но не так хороши, как вольфрамовые электроды с содержанием тория.
Вольфрамовые электроды с содержанием тория 1-2% являются одними из наиболее широко используемых неплавящихся электродов, поскольку они служат дольше и имеют более высокое сопротивление, чем другие виды вольфрамовых электродов. Их можно использовать для более высоких токов по сравнению с электродами из чистого вольфрама.Эти электроды также обеспечивают лучший контроль дуги и их легче запускать.
При использовании вольфрамовых электродов лучше использовать максимально допустимый ток, если они имеют гладкую цилиндрическую форму, иначе становится трудно контролировать дугу и поддерживать ее.
Для лучшего контроля дуги и стабильности кончики этих электродов следует отшлифовать до определенной точки, то есть сделать концы конусов. Если вы это сделаете, вам придется выбрать пуск от касания вместо аппаратов для сварки постоянным током.Помните, что вольфрамовые электроды с торием и цирконием будут иметь более высокую долговечность, чем электроды из чистого вольфрама, если вы выберете конические электроды с использованием сенсорного запуска.
Как читать код на стержневых электродах
Теперь, когда вы хорошо разбираетесь в основах, пора глубже изучить классификацию сварочных стержней.
Эта классификация стержневых электродов учитывает различные факторы, такие как процентное содержание порошка железа, наиболее подходящее положение сварки, предел прочности на разрыв, материал покрытия и диаметр.
Не используйте плавящиеся электроды, толщина которых превышает толщину свариваемого металла. Наиболее часто используемый диаметр электрода составляет 3/32 дюйма. Однако в некоторых случаях требуются электроды с диаметром, который может быть в пять раз больше или всего 1/16 дюйма.
Предел прочности на разрыв – это максимальное усилие, которое может выдержать сварной шов. Чтобы сделать прочный и надежный сварной шов, вам необходимо использовать электрод с более прочным присадочным материалом, чем основной металл. Если присадочный материал слабее основного металла, сварное соединение станет слабым местом, которое может легко сломаться.
Процентное содержание порошка железа в электроде также имеет значение, поскольку при расплавлении под воздействием тепла сварки он превращается в сталь. Более высокий процент порошка железа означает, что каждый электрод может предоставить вам больше присадочного материала для сварки большего количества деталей. Однако следует учитывать, что процентное содержание железа вряд ли превысит 60 процентов.
Поняв эти свойства, вы можете теперь рассмотреть классификационный код для этих электродов.
Например, вы можете встретить E6010.Буква «E» указывает на то, что это электрод. Первые две цифры, следующие за “E”, указывают предел прочности на разрыв. «60» здесь означает, что предел прочности на разрыв составляет 60 000 фунтов на квадратный дюйм.
Таким образом, вам нужно добавить четыре нуля к этим двум цифрам, чтобы определить предел прочности электрода на разрыв. Таким образом, число 70 означает предел прочности на разрыв 70 000 фунтов на квадратный дюйм.
Если имеется пять цифр, то первые три цифры после “E” относятся к пределу прочности на разрыв.
Вторая последняя цифра указывает положение, в котором можно использовать электрод. «1» означает, что вы можете использовать электрод в любом положении – над головой, горизонтально, вертикально и горизонтально. «2» означает, что электрод подходит только для горизонтального и плоского положения.
Последняя цифра в сочетании с предпоследней цифрой указывает на покрытие. Эта информация поможет вам выбрать сварочный ток. Производитель электродов предоставит таблицу, в которой перечислены текущие настройки для различных покрытий в соответствии с двумя последними цифрами.
Связанные вопросы
Из чего сделаны сварочные электроды? Сварочный электрод состоит из двух компонентов: настоящего металла и флюсового покрытия. Сплав может отличаться от низкоуглеродистой стали, чугуна, нержавеющей стали, высокопрочной стали, бронзы, алюминия, алюминия или алюминия.
Что означают цифры на сварочном стержне 7018? В рамках этой процедуры классификации самые первые 2 или 3 числа указывают на вязкость при растяжении склеенного продукта, которая может быть измерена в kpi или килограммах на квадратный дюйм.В E7018 70 означает 70 000 фунтов на квадратный дюйм или 70 kpi. 1: 3-я цифра указывает положение сварки.
Для чего используется сварочный стержень 6012? Используйте сварочные стержни 6012, чтобы соединить открытое соединение между двумя соединениями. Профессиональные сварщики используют электроды 6012 в плоском положении из-за собственных быстрых сильноточных угловых швов.
Подобные сообщения:
Сварочные электроды – Узнайте о типах и использовании
Сварочные электроды – Узнайте о типах и применении
Сварочные электроды используются во всех типах производственных работ, от автомобилей до строительства и т. Д.Сварочный пруток имеет внешнее покрытие из флюса, которое защищает металл от повреждений, стабилизирует дугу и улучшает сварной шов. При соединении двух металлических частей вместе электроды используются для создания электрической дуги. Два металла нагреваются и плавятся, сплавляясь друг с другом в более прочную связь.
В зависимости от процесса сварки электрод может быть расходуемым или неплавящимся. Для работы его нужно выбирать очень тщательно. Различные типы сварочных стержней обладают определенными свойствами.
Давайте взглянем на типы сварочных электродов.
6013 Электроды
Это наиболее распространенный тип сварочных стержней, имеющихся на рынке. Он имеет предел прочности на разрыв 60 000 фунтов. он прочен и может выполнять большинство сварочных работ. Они создают мягкую дугу на конце, помогая сварщикам формовать металлический лист. Электрод 6013 идеально подходит для небольших сварочных работ. Он подходит для работы с более тонкими металлическими листами, обеспечивая проплавление на средней дальности.
Третья цифра, равная 1, указывает на то, что электрод можно использовать для всех положений сварки. Последние две цифры также означают, что он имеет высокое титано-калиевое покрытие, что делает его совместимым практически со всеми типами источников питания и токов. Сварочный пруток универсален, так как его можно использовать с разными типами токов.
Сварочные пруткиTata Agrico 6013 изготавливаются из высококачественной стальной катанки. Они обещают низкий уровень утечки и дымовыделения, а также потребляют минимум электроэнергии.Можно сказать, что 6013 электродов – лучший друг сварщика.
7018 Электроды
Сварочный пруток 7018 покрыт очень низким содержанием влаги, что снижает уровень водорода, не позволяя ему слишком сильно просачиваться в сварной шов. Благодаря низкому содержанию водорода в этих сварочных электродах они обеспечивают гладкие, но высококачественные сварные швы, устойчивые к образованию трещин от среднего до низкого проплавления.
Они могут выдерживать давление 70 000 фунтов на кубический квадратный дюйм.Третья цифра означает, что его можно применять во всех положениях сварки. Последние две цифры означают, что электрод покрыт железным порошком с низким содержанием водорода. Они могут работать как при переменном, так и при постоянном + токах.
Сварочные стержни7018 необходимо хранить в защищенном от влаги хранилище. Воздействие влаги сокращает срок службы этих стержней.
6011 и 6010
Сварочный стержень 6011 и 6010 выдерживают давление 60 000 фунтов.Их можно использовать для всех положений сварки.
6011 имеет очень высокий уровень покрытия из целлюлозы и калия, что делает его совместимым как с переменным, так и с постоянным + током. Его можно использовать для работы со сварочными аппаратами большего размера. Сварочные электроды 6011 лучше всего подходят для глубокого проплавления, что делает их пригодными для работы с грязными и корродированными металлами. Они идеально подходят для ремонтных сварочных работ.
Сварочный пруток 6010 имеет покрытие из натриевой целлюлозы, что означает, что его можно использовать только с постоянным током + ток.Это также может обеспечить глубокое проникновение и работать с грязными и корродированными металлами.
Tata Agrico – универсальное решение для всех ваших сварочных задач. Мы предлагаем самые лучшие электроды из низкоуглеродистой стали. Эти продукты, отмеченные знаком ISI Grade, гарантируют высокую производительность и длительный срок службы.
Ответы на 8 вопросов о стержнях для стержневой сварки
Выбор стержневых электродов
Независимо от того, являетесь ли вы домашним мастером, который выполняет сварку несколько раз в год, или профессиональным сварщиком, который занимается сваркой каждый день, одно можно сказать наверняка: сварка электродом требует большого мастерства.Это также требует некоторых ноу-хау в отношении стержневых электродов (также называемых сварочными стержнями).
Поскольку такие переменные, как методы хранения, диаметр электрода и состав флюса, влияют на выбор стержня стержня и его производительность, вооружение базовыми знаниями поможет минимизировать путаницу и лучше обеспечить успешную сварку стержнем.
1. Каковы наиболее распространенные стержневые электроды?
Существуют сотни, если не тысячи, стержневых электродов, но самые популярные из них принадлежат Американскому сварочному обществу (AWS) A5.1 Технические условия на электроды из углеродистой стали для дуговой сварки экранированных металлов . К ним относятся электроды E6010, E6011, E6012, E6013, E7014, E7024 и E7018.
2. Что означает классификация стержневых электродов AWS?
Для идентификации стержневых электродов AWS использует стандартизированную систему классификации. Классификации представлены в виде цифр и букв, напечатанных на сторонах стержневых электродов, и каждая из них представляет определенные свойства электрода.
Для электродов из мягкой стали, упомянутых выше, система AWS работает следующим образом:
- Буква «E» обозначает электрод.
- Первые две цифры представляют собой минимальную прочность на растяжение полученного сварного шва, измеренную в фунтах на квадратный дюйм (psi). Например, число 70 в электроде E7018 указывает на то, что электрод будет формировать сварной шов с минимальной прочностью на разрыв 70000 фунтов на квадратный дюйм.
- Третья цифра обозначает положение (а) при сварке, в котором может использоваться электрод. Например, 1 означает, что электрод можно использовать во всех положениях, а 2 означает, что его можно использовать только для плоских и горизонтальных угловых швов.
- Четвертая цифра представляет тип покрытия и тип сварочного тока (переменный, постоянный или оба), который может использоваться с электродом.
3. В чем разница между электродами E6010, E6011, E6012 и E6013 и когда их следует использовать?
- Электроды E6010 можно использовать только с источниками постоянного тока (DC). Они обеспечивают глубокое проникновение и способность прорваться сквозь ржавчину, масло, краску и грязь. Многие опытные сварщики труб используют эти универсальные электроды для корневых проходов на трубе.Однако электроды E6010 имеют чрезвычайно плотную дугу, что может затруднить их использование для начинающих сварщиков.
- Электроды E6011 также можно использовать для сварки во всех положениях с использованием источника сварочного тока на переменном токе (AC). Как и электроды E6010, электроды E6011 создают глубокую проникающую дугу, которая прорезает корродированные или нечистые металлы. Многие сварщики выбирают электроды E6011 для технического обслуживания и ремонта при отсутствии источника постоянного тока.
- Электроды E6012 хорошо работают в приложениях, где требуется перекрытие зазора между двумя соединениями.Многие профессиональные сварщики также выбирают электроды E6012 для высокоскоростных сильноточных угловых швов в горизонтальном положении, но эти электроды, как правило, создают более мелкий профиль проплавления и плотный шлак, что потребует дополнительной очистки после сварки.
- Электроды E6013 создают мягкую дугу с минимальным разбрызгиванием, обеспечивают умеренное проплавление и имеют легко удаляемый шлак. Эти электроды следует использовать только для сварки нового чистого листового металла.
4.В чем разница между электродами E7014, E7018 и E7024 и когда их следует использовать?
- Электроды E7014 обеспечивают примерно такое же проплавление стыка, как электроды E6012, и предназначены для использования на углеродистых и низколегированных сталях. Электроды E7014 содержат большее количество порошка железа, что увеличивает скорость осаждения. Они также могут использоваться при более высоких токах, чем электроды E6012.
- Электроды E7018 содержат толстый флюс с высоким содержанием порошка и являются одними из самых простых в использовании электродов.Эти электроды создают гладкую, тихую дугу с минимальным разбрызгиванием и средним проникновением дуги. Многие сварщики используют электроды E7018 для сварки толстых металлов, таких как конструкционная сталь. Электроды E7018 также позволяют производить прочные сварные швы с высокими ударными характеристиками (даже в холодную погоду) и могут использоваться на основных металлах из углеродистой стали, высокоуглеродистой, низколегированной или высокопрочной стали.
- Электроды E7024 содержат большое количество порошка железа, что помогает увеличить скорость осаждения. Многие сварщики используют электроды E7024 для высокоскоростных горизонтальных или плоских угловых швов.Эти электроды хорошо работают на стальной пластине толщиной не менее 1/4 дюйма. Их также можно использовать для обработки металлов толщиной более 1/2 дюйма.
5. Как выбрать стержневой электрод?
Сначала выберите стержневой электрод, соответствующий прочностным свойствам и составу основного металла. Например, при работе с низкоуглеродистой сталью подойдет любой электрод E60 или E70.
Затем сопоставьте тип электрода с положением сварки и рассмотрите доступный источник питания.Помните, что некоторые электроды можно использовать только с постоянным или переменным током, в то время как другие электроды можно использовать как с постоянным, так и с переменным током.
Оцените конструкцию стыка и подгонку и выберите электрод, который обеспечит наилучшие характеристики проникновения (копание, средний или легкий). При работе с стыком с плотной посадкой или стыком без фаски, электроды, такие как E6010 или E6011, будут создавать дуги копания для обеспечения достаточного проникновения. Для тонких материалов или соединений с широкими корневыми отверстиями выберите электрод с легкой или мягкой дугой, например E6013.
Чтобы избежать растрескивания сварных швов на толстых, тяжелых материалах и / или соединениях сложной конструкции, выбирайте электрод с максимальной пластичностью. Также учитывайте условия обслуживания, с которыми может столкнуться компонент, и спецификации, которым он должен соответствовать. Будет ли он использоваться при низких, высоких температурах или при ударных нагрузках? Для этих целей хорошо подходит электрод E7018 с низким содержанием водорода.
Также учитывайте эффективность производства. При работе в плоском положении электроды с высоким содержанием порошка железа, такие как E7014 или E7024, обеспечивают более высокую производительность наплавки.
Для критических применений всегда проверяйте спецификации и процедуры сварки для данного типа электрода.
6. Какую функцию выполняет флюс, окружающий стержневой электрод?
Все стержневые электроды состоят из стержня, окруженного флюсом, который служит нескольким важным целям. Фактически, именно флюс или покрытие на электроде определяет, где и как электрод можно использовать.
Когда зажигается дуга, флюс горит и вызывает серию сложных химических реакций.Когда ингредиенты флюса горят в сварочной дуге, они выделяют защитный газ, чтобы защитить расплавленную сварочную ванну от атмосферных примесей. Когда сварочная ванна охлаждается, флюс образует шлак, защищающий металл шва от окисления и предотвращающий пористость сварного шва.
Flux также содержит ионизирующие элементы, которые делают дугу более стабильной (особенно при сварке от источника переменного тока), а также сплавы, которые придают сварному шву его пластичность и прочность на разрыв.
В некоторых электродах используется флюс с более высокой концентрацией железного порошка для увеличения скорости осаждения, в то время как другие содержат добавленные раскислители, которые действуют как чистящие средства и могут проникать через корродированные или грязные детали или прокатную окалину.
7. Когда следует использовать стержневой электрод с высоким наплавлением?
Электроды с высокой скоростью наплавки могут помочь выполнить работу быстрее, но у этих электродов есть ограничения. Дополнительный железный порошок в этих электродах делает сварочную ванну намного более жидкой, а это означает, что электроды с высоким наплавлением не могут использоваться в смещенных позициях.
Их также нельзя использовать в критических или требуемых нормах применениях, таких как изготовление сосудов высокого давления или котлов, где сварные швы подвергаются высоким нагрузкам.
Электроды с высоким напылением – отличный выбор для некритических применений, таких как сварка вместе простого резервуара для хранения жидкости или двух кусков неконструкционного металла.
8. Как правильно хранить и повторно сушить стержневые электроды?
Отапливаемая среда с низкой влажностью – лучшая среда для хранения стержневых электродов. Например, многие электроды E7018 из мягкой стали с низким содержанием водорода необходимо хранить при температуре от 250 до 300 градусов по Фаренгейту.
Обычно температура восстановления электродов выше, чем температура хранения, что помогает устранить излишнюю влажность. Для восстановления электродов E7018 с низким содержанием водорода, описанных выше, условия восстановления находятся в диапазоне от 500 до 800 градусов по Фаренгейту в течение одного-двух часов.
Некоторые электроды, такие как E6011, необходимо хранить в сухом виде только при комнатной температуре, которая определяется как уровень влажности, не превышающий 70 процентов, при температуре от 40 до 120 градусов по Фаренгейту.
Для уточнения времени и температуры хранения и восстановления всегда обращайтесь к рекомендациям производителя.
Таблица и классификация сварочных стержней
Сварка – это процесс сплавления двух металлических частей (также называемых заготовкой) вместе. Это достигается путем пропускания электрического тока от сварочного электрода к заготовке, которая создает электрическую дугу. Электрическая дуга нагревает и плавит два металла вместе, что, в свою очередь, сплавляет два металла вместе, что приводит к более прочной связи. Сварочный аппарат подает электрический ток в форме переменного (AC) или постоянного (DC) тока.
Что такое сварочный стержень?
Сварочный электрод, который широко известен как «сварочный стержень», представляет собой кусок металлической проволоки с флюсовым покрытием, который также действует как наполнитель при использовании в процессе сварки, известном как « дуговая сварка защищенным металлом » или SMAW. В процессе SMAW, также обычно называемом сваркой «палкой», сварочный стержень (также известный как «стержневые» электроды) плавится вместе с заготовкой, действуя как наполнитель. Из-за этого сварочный стержень обычно относят к типу плавящихся электродов.
Сварочный пруток в основном состоит из металлической проволоки или прутка и внешнего покрытия из флюса. Этот металлический стержень плавится при возникновении электрической дуги и становится частью сварного шва. Этот металлический стержень обычно должен быть из материала, аналогичного заготовке. Однако есть случаи, когда сварочный стержень и заготовка изготавливаются из разнородных материалов.
Покрытие из флюса – это материал, который в процессе сварки разлагается на защитный газ. Газовая защита защищает сварочную ванну – расплавленную сталь – от загрязнения атмосферным газом.Часть этого покрытия из флюса также превращается в своего рода налет, известный как шлак, который защищает сварной шов при его охлаждении.
Что в названии?
Американское сварочное общество (AWS) разработало буквенно-цифровую систему именования сварочных стержней. В настоящее время эта система наименования, возможно, является наиболее широко используемой системой для идентификации сварочного стержня. Эта буквенно-цифровая система показывает используемые сварочные характеристики и характеристики каждого сварочного стержня.
Если вы новичок в сварочной промышленности, вы можете запутаться, взглянув на классификацию сварочных стержней, поскольку вы легко заметите, что в таблице сварочных стержней есть числовые цифры.Не стоит недоумевать, что эти цифры соответствуют определенным значениям. Если вы возьмете, например, сварочный стержень 7018, вы заметите, что он состоит из четырех цифровых цифр. Первые два числа 7018 соответствуют пределу прочности на разрыв или несущей способности сварного шва. Следовательно, в случае сварочного прутка 7018 сварной шов может выдержать 70 000 фунтов. На квадратный дюйм. По этой причине, чем выше первые два числа, тем выше прочность электрода.
Третья цифра, с другой стороны, обозначает количество положений, в которых может использоваться сварочный стержень. Было бы хорошо помнить, что существует четыре основных положения сварки, а именно: плоское, горизонтальное, вертикальное и потолочное положение. Таким образом, цифра «1» на третьей цифре означает, что ее можно использовать для всех четырех положений сварки.
Последняя цифра, однако, относится к покрытиям, нанесенным на электроды. Электроды обычно покрываются различными химикатами для защиты стыков при сварке.Эти химические покрытия могут определять количество тока, которое может быть приложено во время процесса сварки. Кроме того, источник питания для сварки зависит от силы тока, необходимого для процесса сварки. Источник питания может быть таким же простым, как автомобильный аккумулятор, или сложным, как высокочастотный инвертор, использующий технологию IGBT и управляемый компьютером. Следовательно, последняя цифра вместе с предпоследней цифрой может указывать, какой тип источника питания подходит для процесса сварки – будь то переменный ток, постоянный ток + или постоянный ток.
Различные типы материалов для покрытия флюсом сварочного стержня
В качестве флюсового покрытия используются различные материалы. Эти материалы включают рутил (TiO2-диоксид титана или диоксид титана), фторид кальция (CaF2), порошок железа и целлюлозу. Эти материалы или смесь этих материалов и / или других дополнительных материалов используются для обеспечения возможности использования определенных типов или различных типов тока во время процесса сварки. Например, определенные электроды используют для сварки обратную полярность или постоянный ток + ток; другой будет использовать постоянный ток прямой полярности; однако некоторые электроды могут использовать как DC +, так и DC- вместо каждого.Но большинство электродов также могут использовать переменный ток (AC) вместо уже упомянутых типов постоянного тока. Причем сварочные стержни делятся на три группы в соответствии с сварочными характеристиками. Эти группы следующие:
• Сварочные стержни с быстрой заливкой – Сварочные стержни с быстрой заливкой предназначены для плавления, что позволяет быстро увеличить скорость сварки. Эти сварочные стержни подходят только для сварки в плоском горизонтальном положении. «Fast-fill» – это электроды с сильным покрытием, которые оставляют много шлаков на поверхности сварного шва.
• Сварочные стержни «Fast-Freeze» – Сварочные стержни «Fast-Freeze» быстро затвердевают и подходят для любого положения сварки. В процессе сварки сварочная ванна быстро затвердевает, и это быстрое затвердевание предотвращает ее смещение. Быстрое замораживание также обычно связано с обратной полярностью (DC +), но также может работать от переменного тока. Сварочные стержни с быстрым замораживанием дают плоские валики и минимальное количество шлака.
• Сварочные стержни «заливка-замораживание» – электроды «заливка-замораживание», также известные как электроды «быстрого следования», представляют собой сварочные стержни общего назначения, которые обеспечивают широкий охват шлаков.«Заполнение-замораживание» широко известно как электроды с прямой полярностью (DC-), но они также могут использовать переменный или переменный ток.
Группа электродов, известная как сварочные стержни с низким содержанием водорода, также признана педагогами-сварщиками четвертой группой сварочных стержней. Эти сварочные стержни с низким содержанием водорода предназначены для сварки высокоуглеродистой или высокосернистой стали. Эти сварочные стержни уменьшают поглощение водорода за счет образования на сварном шве отложений рентгеновского качества.
Общие сведения об широко используемых сварочных стержнях
Существует много типов сварочных стержней, и было бы неплохо узнать, что может предложить каждый из этих сварочных стержней:
1) 6013 Сварочный стержень
Сварочный пруток 6013 способен выдержать 60 000 фунтов.напряжения на квадратный дюйм. Поскольку его третья цифра – 1, это означает, что его можно использовать для всех положений сварки. Хотя сварочный стержень 6013 имеет меньшую прочность на разрыв, чем сварочный пруток 7018, он по-прежнему довольно прочен и может выполнять большинство сварочных работ. Последние две цифры 6013 также указывают на то, что его электрод имеет высокое титано-калиевое покрытие, и по этой причине он совместим практически со всеми типами источников питания и токов. Таким образом, использование сварочного стержня 6013 дает профессиональным сварщикам большую гибкость, поскольку они могут поочередно использовать этот сварочный стержень, используя различные типы токов.
Иногда новичков в процессе сварки сначала знакомят с другими типами сварочных стержней, такими как сварочные стержни 6010 и 7018, и по этой причине они не видят преимуществ, связанных с использованием 6013. Но как только они начинают использовать 6013, они сразу же обнаруживают его преимущества. Они также узнают, что 6013 можно легко соединить с небольшими сварочными аппаратами и аппаратами начального уровня.
Плюс сварочного прутка 6013 в том, что он идеально подходит для небольших сварочных работ, поскольку он обеспечивает проплавление на средних расстояниях на более тонких металлических листах.Обратной стороной использования 6013 является то, что он производит больше брызг, чем 7018. Однако вы можете легко удалить эти шлаки, как только они появятся. Следовательно, конечный результат использования 6013 несомненно чистый и оптически привлекательный.
2) 7018 Сварочный стержень
Как объяснялось выше, сварочный стержень 7018 способен выдерживать давление 70 000 фунтов на кубический квадратный дюйм. Третья цифра также указывает на то, что это универсальная штанга. Более того, две последние цифры этого сварочного стержня также говорят нам о том, что электрод покрыт железным порошком с низким содержанием водорода.Следовательно, для работы сварочного прутка могут использоваться как переменный, так и постоянный + ток.
Сварочный пруток 7018 иногда называют прутком от низкого до высокого. Причина этого в том, что низкое содержание водорода в его электродах обычно обеспечивает гладкие, но очень прочные сварные швы. Однако недостатком использования сварочных стержней 7018 является то, что эти стержни необходимо хранить в защищенном от влаги хранилище, поскольку влага может радикально сократить срок их службы. Кроме того, эти стержни не должны контактировать с водой, так как вода также может сократить срок их службы.По этой причине вам необходимо хранить стержни 7018 в защищенном от влаги хранилище, например, в духовке с температурой около 250 ° F, особенно если вы не собираетесь использовать их в течение нескольких часов. У некоторых профессиональных сварщиков обычно есть специальная печь, предназначенная для хранения сварочных стержней такого типа. Однако, если у вас недостаточно средств для духовки такого типа, вы просто можете создать самодельную духовку, чтобы стержни 7018 не попадали в воду.
3) 6011 Сварочный стержень
Если вы уже использовали сварочные стержни 6010 и 6011, вы легко заметили бы сходство между этими двумя типами сварочных стержней.Просто взглянув на их названия, вы легко поймете, что оба сварочных стержня могут выдерживать давление 60 000 фунтов. Более того, они применимы для всех типов сварочных позиций. Различительный фактор, который отличает эти два типа сварочных стержней, заключается в учете последних двух цифр этих двух типов сварочных стержней. 6011 имеет очень высокий уровень покрытия из целлюлозы и калия. Следовательно, он может работать от переменного и постоянного + тока. Это также означает, что 6011 можно использовать со сварочными аппаратами любого типа.Вы также можете использовать его, если используете сварочные аппараты большего размера. Кроме того, с помощью этого типа сварочного прутка можно добиться глубокого проплавления, а также его можно легко использовать с грязными и корродированными металлами из-за его способности к глубокому проплавлению. По этой причине он идеально подходит для ремонтно-сварочных работ.
Однако недостатком использования этого типа прутка является то, что он производит немного шлака, который труднее удалить, чем шлаки, образующиеся при использовании других сварочных прутков.Следовательно, если у вас недостаточно терпения и времени для удаления нежелательного шлака, вам следует вместо этого выбрать другие типы сварочных стержней.
4) 6010 Сварочный стержень
Сварочный стержень 6010 идеально подходит для глубокого проплавления и сварки корродированных и грязных металлов; следовательно, он идеально подходит для лоскутных и ремонтных работ. Модель 6010 также имеет покрытие из натриевой целлюлозы с высоким содержанием натрия. Это означает, что вы можете использовать его только с постоянным током + ток. Следовательно, это бесполезно, если ваш источник питания переменного тока.По сравнению с 6011, 6010 может работать более плавно, чем 6011, и производить шлак, который легче удалить.
Однако, несмотря на то, что сварочный стержень 6010 легко доступен, на самом деле с ним очень сложно обращаться и использовать. Сложность заключается в том, что за электрод нелегко ухватиться, поскольку он дает очень тугую дугу. Следовательно, необходимо научиться сдерживать и контролировать тугую дугу 6010, прежде чем вы сможете овладеть ею.
Сварочный стержень различных типов и размеров
Направляющая для сварочного электрода для ручной дуговой сварки
Типы флюса / электродов
На стабильность дуги, глубину проплавления, скорость осаждения металла и особенности положения в значительной степени влияет химический состав флюсового покрытия на электроде.Электроды можно разделить на три основных типа:
• Основные • Целлюлозный
• Рутиловый
Основные сварочные электроды
Основные сварочные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии. Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие – оно также быстро замерзает, что облегчает сварку в вертикальном и верхнем положении. Эти электроды используются для сварки изделий среднего и тяжелого сечения, где требуется более высокое качество сварки, хорошие механические свойства и устойчивость к растрескиванию (из-за высокой прочности).
Характеристики:
Металл шва с низким содержанием водорода
Требуются высокие сварочные токи / скорости
Плохой профиль валика (выпуклый и грубый профиль поверхности)
Затрудняется удаление шлака
Когда эти электроды подвергаются воздействию влаги из воздуха. вверх быстро. Из-за необходимости контроля содержания водорода эти электроды следует тщательно высушить в сушильном шкафу с регулируемой температурой. Обычно время высыхания составляет один час при температуре примерно от 150 ° C до 300 ° C, но перед использованием вы всегда должны проконсультироваться с данными производителя.
После контролируемой сушки основной и основной / рутиловый электроды необходимо выдержать при температуре от 100 ° C до 150 ° C, чтобы защитить их от повторного поглощения влаги покрытием. Эти условия могут быть достигнуты путем переноса электродов из основной сушильной печи в раздаточную печь или нагретый колчан на рабочем месте.
Металлические порошковые электроды
Металлические порошковые электроды содержат добавку металлического порошка к флюсовому покрытию для повышения максимально допустимого уровня сварочного тока.Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент нанесенного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии.
Обычно шлак легко удаляется. Электроды из железного порошка в основном используются в плоском и горизонтальном / вертикальном положениях, чтобы использовать преимущества более высоких скоростей наплавки. Эффективность 130-140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик искрения, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
ПРИМЕЧАНИЕ. Качество сварного шва зависит от стабильной работы электрода. Покрытие из флюса не должно иметь сколов, трещин или, что более важно, намокать. Электроды изготавливаются с разными типами покрытия и требуют разного обращения.
Целлюлозные сварочные электроды
Целлюлозные сварочные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и быстрым выгоранием, что обеспечивает высокую скорость сварки.Наплавленный наплавленный металл может быть крупным, а удаление шлака жидким шлаком может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Характеристики:
• Глубокое проникновение во все позиции • Пригоден для сварки вертикально вниз. • Достаточно хорошие механические свойства. • Высокий уровень образования водорода – риск растрескивания в зоне термического влияния (HAZ)
Эти электродные покрытия предназначены для работы с определенным количеством влаги в покрытии.Покрытие менее чувствительно к впитыванию влаги и обычно не требует операции сушки. Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.
Рутиловые сварочные электроды
Рутиловые сварочные электроды содержат высокую долю оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавному срабатыванию дуги и малому разбрызгиванию. Эти электроды представляют собой электроды общего назначения с хорошими сварочными свойствами.Их можно использовать с источниками питания переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых швов в горизонтальном / вертикальном (H / V) положении.
Характеристики:
• Умеренные механические свойства металла шва. • Хороший профиль валика за счет вязкого шлака. • Возможна позиционная сварка жидким шлаком (содержащим фторид)
• Легко удаляемый шлак
Рутиловые покрытия могут выдерживать ограниченное количество влаги, и покрытия могут разрушиться, если они пересохнут.Перед использованием всегда сверяйтесь с данными производителя.
Твердоизнашивающиеся / наплавочные сварочные электроды
Твердосплавные или изнашиваемые электроды используются в основном для нанесения твердой поверхности на более мягкий основной материал. Существует широкий спектр этих типов продуктов, и обычно они используются для ремонта изнашиваемых поверхностей, таких как зубы, на землеройном и горнодобывающем оборудовании.
Сварочные электроды постоянного тока с медным покрытием
Это наиболее распространенный тип из-за сравнительно длительного срока службы электродов.Эти электроды изготавливаются путем смешивания и обжига углерода, графита и связующего вещества и покрытия их медью. Они обеспечивают стабильные характеристики дуги и однородные канавки.
Плоские электроды постоянного тока
Они сконструированы так же, как электроды постоянного тока с медным покрытием, но без медного покрытия. При использовании они расходуются быстрее, чем покрытые медью.
Электроды с покрытием переменного тока
Эти электроды сконструированы путем смешивания и обжига углерода, графита и специального связующего с добавлением редкоземельных материалов для стабилизации дуги.Они покрыты медью. В этом процессе используется сжатый воздух под давлением 80-100 фунтов на квадратный дюйм на держателе электрода.
Повышение давления воздуха не приводит к более эффективному удалению металла.
Хранение сварочных электродов
Электроды всегда следует хранить в сухом и хорошо вентилируемом помещении. Рекомендуется складывать пакеты с электродами на деревянных поддонах или стеллажах на достаточном расстоянии от пола. Кроме того, все неиспользованные электроды, подлежащие возврату, следует хранить так, чтобы они не подвергались воздействию влаги, чтобы восстановить влагу.
Хорошие условия хранения: на 10 ° C выше температуры наружного воздуха. Поскольку условия хранения должны предотвращать конденсацию влаги на электродах, запасы электродов должны быть сухими.
В этих условиях и в оригинальной упаковке срок хранения электродов практически неограничен. Современные электроды теперь доступны в герметичных упаковках, что исключает необходимость сушки. Однако при необходимости неиспользованные электроды необходимо повторно высушить в соответствии с инструкциями производителя.
Сушка электродов
Сушка обычно проводится в соответствии с рекомендациями производителя, и требования будут определяться типом электрода.
Многие электроды теперь доступны в герметичных контейнерах. Эти вакуумные упаковки избавляют от необходимости сушить электроды непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, необходимо повторно высушить электроды в соответствии с инструкциями производителя.
Выбор электрода
Выбор диаметра электрода зависит от толщины заготовки, положения сварки, формы стыка, сварочного слоя и т. Д.
Уровень сварочного тока определяется размером электрода – нормальный рабочий диапазон и ток рекомендуются производители. Типичные рабочие диапазоны для выбора размеров сварочных электродов показаны в таблице. Таблица выбора сварочных электродов
JasicЭлектроды должны быть сухими и использоваться в соответствии с инструкциями.Это уменьшит водород в ванне расплава и сварном шве, избегая образования пузырей и холодных трещин.
В процессе сварки дуга не должна быть слишком длинной; в противном случае это вызовет нестабильное горение дуги, большое количество брызг, проникновение света, поднутрение, образование пузырей и т. д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.