Холодная сварка для линолеума: виды, типы, технология выполнения
Одним из самых популярных напольных материалов сегодня, несомненно, является линолеум. Помимо многих его отличных качеств застройщиков привлекает также возможность сэкономить за счет укладки покрытия своими руками. Извечный вопрос, ответы на который ищут владельцы помещений с большой площадью или нестандартной геометрией, – как постелить линолеум, чтобы стыки полотен не и расклеивались, не деформировались.
Не всегда возможно уложить линолеум во всему помещению одним куском, и тогда уложенные полосы приходится соединять. С одной стороны, места стыков после этого не будут деформироваться, а с другой – под покрытие не будет попадать мусор или влага.
Как правило, для склейки полос используют два варианта: горячая и холодная сварка для линолеума.
- В первом случае на место стыка воздействуют теплом от газовой горелки. Для самостоятельного использования этот способ затруднителен.
- Что же касается второго, то для склейки не нужно никакого дополнительного оборудования, и он достаточно легкий.
 Более того, холодная сварка позволяет склеивать сложные участки, к примеру, с поворотом.
Более того, холодная сварка позволяет склеивать сложные участки, к примеру, с поворотом.
 Более того, холодная сварка позволяет склеивать сложные участки, к примеру, с поворотом.
Более того, холодная сварка позволяет склеивать сложные участки, к примеру, с поворотом.К достоинствам этого способа относят также:
- универсальность – он применим к любому типу материала: бытовой или коммерческий, размеру и форме стыка;
- сварку наносят на уже уложенный линолеум;
- эксплуатировать пол можно сразу после обработки швов.
Виды клея
Холодной сваркой называют особый клей, в составе которого присутствует тетрагидрофуран – порядка 80%, ПВХ и пластификаторы –до 20%. Устройство стыка технологично, выполняется быстро практически чисто химическим путем. При четком соблюдении технологии монтажа стык получается визуально практически невидимым.
Важно!
Летучие компоненты клея представляют опасность для здоровья человека, поэтому в процессе работ прибегают к защитным мерам: открывают окно, используют маску на лицо, резиновые перчатки. После испарения хлора, примерно через полчаса, клей больше не несет опасности.
Клей из тюбика подается через наконечник-иглу. Это дает возможность полностью заполнить шов составом. К тому же присутствие в составе хлора, который растворяет кромки, обеспечивает его ровность и гладкость.
Различают следующие типы клеящих составов:
- тип А: предназначен для твердого или нового покрытия из поливинилхлорида. Благодаря жидкой консистенции, дает возможность справиться даже с тонкими щелями. Следует отметить, что именно из-за этой особенности при работе следует проявлять особую осторожность. Принцип действия состава в следующем: он расплавляет линолеум по краям и сваривает их, обеспечивая точность подгонки кромок. Щель после этого практически невозможно заметить.
- тип С. Преимущественно им заделывают швы старого полотна, начавшие расходиться. По своей консистенции этот состав более густой, нежели клей типа «А». Заполнив возникшую между полосами щель, она намертво скрепляет разошедшиеся кромки, в том числе и отошедшие на расстояние до 0,5 см. При такой ширине шва нельзя исключать образования выступа, который впоследствии срезают, скажем, при помощи ножа.
- тип Т. Это прозрачный вид для линолеума на войлочной основе. При ее наложении образуется эластичное соединение. Клей укомплектован Т-образной насадкой, которую навинчивают на тюбик. Именно она и определяет название этого состава.
 При такой ширине шва нельзя исключать образования выступа, который впоследствии срезают, скажем, при помощи ножа.
При такой ширине шва нельзя исключать образования выступа, который впоследствии срезают, скажем, при помощи ножа.Популярные марки
Современный рынок отличается большим разнообразием предложений этого типа, представляем вашему вниманию полезную информацию о составах, завоевавших самые лестные отзывы как домовладельцев, самостоятельно занимающихся обустройством своего жилища, так и профессионалов.
| название | расход | Стоимость |
| Homakoll s401 | 100 мл/24-30 пог. м | 145–188 руб |
| Синтекс | 100 мл/45–50 пог. м | 140–260 руб |
| Форбо | 42г / 25 пог. м | 336–449 руб |
Технология склеивания
Каждая упаковка клея снабжена подробной инструкцией, однако, есть общие положения, которые касаются сваривания полос покрытия.
Подготовка линолеума
Чтобы образованный при сваривании шов получился незаметным, края линолеума должны плотно прилегать один к другому. Этого обычно достигают, разрезав одновременно обе полосы.
Следует отметить, что одним из важных условий незаметности шва при этом способе сварки является однородность линолеума и отсутствие утеплителей.
Полотна укладывают с нахлестом в несколько сантиметров и очищают их кромки от пыли. Для этого может подойти обычная тряпка. Сам напольный материал необходимо защитить от клея. С этой целью на нижний край реза приклеивается скотч, а после укладки полос такой же клеется на верхний.
Выровняв полотна, их одновременно разрезают по планке, скажем по металлической линейке из металла. Под стык рекомендуется укладывать фанеру. Во-первых, при этом не притупится нож, а, во-вторых, не повредится основание.
Затем обрезки полотен убирают, укладывают полосы, проследив чтобы их высота была одинакова.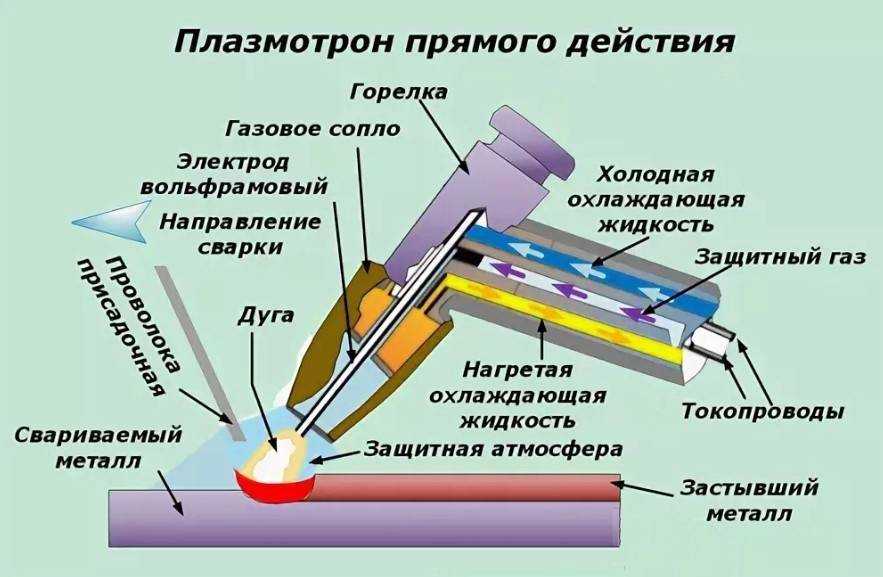 При необходимости края можно примять.
При необходимости края можно примять.
Можно также после выполнения двойного реза наклеить скотч таким образом, чтобы стык проходил примерно по его середине. Затем скотч разрезают по линии стыка.
Если кромки покрытия ровные, то можно не прибегать к двойному резу, просто совместить края полотен, уложить скотч и разрезать его, как и в предыдущем случае, вдоль стыка.
Нанесение клея
- Наконечник тюбика вводят в щель между полосами и нажимают на него, дозируя поступление сварки. Как только на скотче появится маленькая капелька клея, начинают плавно вести иглу по стыку.
- Полоска клея, образовавшаяся на скотче должна иметь ширину порядка 3–5 мм. Только в этом случае клей гарантированно заполнит стык и этого в достаточном количества будет достаточно, чтобы расплавить края линолеума и соединить их.
- Скотч можно удалить примерно через четверть часа, после чего острым ножом необходимо срезать образовавшиеся бугорки.
- Если точно следовать технологии, то получится аккуратный и очень прочный шов, который визуально практически не будет выделяться на поверхности.

Если же при выполнении холодной сварки клей попал на незащищенный участок напольного материала, то не рекомендуется вытирать его сразу же. Такие действия могут привести к стиранию рисунка с поверхности покрытия и ухудшению качества шва. Необходимо дать клею высохнуть, затем счистить ножом.
Обратите внимание:
свежеуложенная холодная сварка немножко пружинит, поэтому нельзя исключать, что натяжение, возникающее в процессе срезания, может способствовать образованию канавок. Вот почему лучше удалять излишки двумя заходами.
Наглядно представить, как получить ровный шов можно, просмотрев склеивание на видео.
© 2023 prestigpol.ru
Холодная сварка для линолеума | Типы
Основными аргументами в пользу выбора линолеума как напольного покрытия становится его ценовая доступность, практичность, лёгкость укладки. При монтаже важно обеспечить надёжность и прочность стыковых соединений, отсутствие зазора между полотнами. Строителями используется чаще всего следующие методы: фиксация на двусторонний скотч, порожки из пластика, резины или металла или холодная сварка для линолеума.
При монтаже важно обеспечить надёжность и прочность стыковых соединений, отсутствие зазора между полотнами. Строителями используется чаще всего следующие методы: фиксация на двусторонний скотч, порожки из пластика, резины или металла или холодная сварка для линолеума.
Для получения при укладке линолеума плотных стыков, которые не выделяются на фоне материала в целом, обладают высокой прочностью на разрыв, обеспечивают надёжное соединение, выглядят эстетично, именно холодная сварка станет лучшим решением.
Типы холодной сварки для линолеума
Большинство мастеров отдают предпочтение холодной сварке при формировании стыков полотен линолеума из-за универсальности этого метода. При выборе оптимального состава для соединения полотен необходимо учитывать их состав и материалы изготовления. Он включает тетрагидрофуран и ПВХ с добавлением пластификаторов. В результате применения холодной сварки формируется практически незаметный влагонепроницаемый шов с гладкой поверхностью.
Тип A
Если в качестве напольного покрытия планируется использование нового или твёрдого линолеума, лучше всего подойдёт тип A. Такой состав отличается жидкой консистенцией.
За счёт этого удастся полностью заполнить даже минимальные зазоры. Клей расплавляет края материала, соединяя их между собой. Работать с составом нужно аккуратно, чтобы не допустить его попадания на линолеум.
Тип C
В процессе эксплуатации между полотнами со временем образуется зазор, шовное соединение постепенно разрушается и требует ремонта.
Для таких ситуаций предназначен тип C – клей, который способен надёжно скрепить кромки при расстоянии между ними до 0,5 см. При этом возможно возникновение выступа в области шва, но его можно срезать строительным ножом.
Тип T
Для напольных материалов, изготовленных на полиэстеровой или войлочной основе, рекомендуется использовать тип T. Такой вид холодной сварки станет оптимальным выбором для скрепления многослойных полотен, толстого линолеума. Это прозрачный клей, который после застывания образует эластичное соединение.
Это прозрачный клей, который после застывания образует эластичное соединение.
Расход холодной сварки для линолеума зависит от ширины образовавшегося между полотнами зазора, профессиональных навыков мастера (способность экономно выполнять подобные работы приходит с опытом). Также стоит учитывать толщину покрытия, тип клея. К примеру, при использовании состава типа С на 25 м. п. шовного соединения потребуется 75‑90 мл, при использовании типа А для выполнения аналогичной задачи – 50‑60 мл.
Плюсы и минусы использования
Среди основных аргументов в пользу решения использовать холодную сварку для линолеума специалисты приводят следующие аргументы.
- Высокая скорость выполнения работ.
- Нет необходимости в использовании специальных инструментов, оборудования. достаточно комплекта, поставляемого производителем.
- Эксплуатировать помещение в полном объёме можно сразу после окончания работ.
- Чтобы успешно использовать клей для сварки линолеума не нужен опыт выполнения подобных работ.
- Герметичность соединения.
- Стабильно высокое качество результата.
- Эстетичность сформированного шва при условии соблюдения технологи и сварки.
- Доступная стоимость клея.
- Способность шва выдерживать высокие нагрузки (метод применяется в жилых, коммерческих помещениях с высокой проходимостью).

Все виды холодной сварки для линолеума токсичны, поэтому перед покупкой стоит детально ознакомиться с инструкцией и не пренебрегать рекомендуемыми мерами безопасности. Работать нужно с использованием индивидуальных средств защиты, чтобы избежать её попадания на кожу. Рекомендуется выполнять работы при открытых окнах в респираторе. Уже через 30 минут после нанесения на поверхность происходит испарение хлора, вредные вещества полностью улетучиваются.
Если при сварке клеящий состав попал на поверхность линолеума, не стоит сразу пытаться его оттереть. Полностью убрать пятно можно после полного застывания при помощи ножа или небольшого шпателя.

Популярные марки холодной сварки
Среди представленных на рынке марок холодной сварки, используемой при монтаже линолеума, заслуженной популярностью пользуются следующие модификации. Каждая из них соответствует действующим международным стандартам качества и безопасности.
- WernerMuller. Он эффективен при холодной сварке листов линолеума из ПВХ, укладываемых с плотной резкой внахлёст. В комплектацию входит металлическая игла из прочного стального сплава, форма которой удобна в работе.
- Rico. Важное преимущество компаундного состава – его безопасность за счёт отсутствия тетрагидрофурана, который успешно заменяет пенополиуретан или искусственная резина. Выдерживает разрывную нагрузку до 40 кг/м. п., может эксплуатироваться в температурном диапазоне от -40 до +60°С.
- Tytan PROFESSIONAL. Производитель предлагает прозрачный состав для ПВХ линолеума, выдерживающего большие нагрузки. Для надёжной сцепки достаточно зафиксировать полотно в нужном положении в течение 5 минут. Шов выдерживает без повреждений нагрев до +150°С, время полного застывания – 24 часа. 100 мл холодной сварки достаточно для монтажа 40‑50 м. п.
- Axton. Максимально допустимый зазор при соединении полотен – 3 мм. Стандартная упаковка – тюбик объёмом 60 мл, которого достаточно для соединения 15‑25 п. м. В комплектацию не входит игла, что может стать причиной неудобств при нанесении.
 Шов выдерживает без повреждений нагрев до +150°С, время полного застывания – 24 часа. 100 мл холодной сварки достаточно для монтажа 40‑50 м. п.
Шов выдерживает без повреждений нагрев до +150°С, время полного застывания – 24 часа. 100 мл холодной сварки достаточно для монтажа 40‑50 м. п.Лучшая холодная сварка для линолеума – это качественный клей, изготовленный проверенным производителем, при использовании которого мастер чётко придерживался технологии выполнения работ. Практика показала, что такой метод соединения прост, эффективен, способен обеспечить надёжное и долговечное соединение. Для успешной фиксации достаточно придерживаться инструкции и действовать аккуратно.
Жидкость для холодной сварки на виниловой основе тип A 132 г
16,16 фунтов стерлингов (включая НДС)
13,47 фунтов стерлингов (без НДС)
12,12 фунтов стерлингов + НДС – ЧЕРНАЯ ПЯТНИЦА СКИДКА 10% НА ЭТОТ ПРОДУКТ
Werner Müller
Жидкость для холодной сварки Тип A 132 г
Рейтинг Обязательно Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема обзора Обязательно
Комментарии Обязательно
- Артикул:
- 21155
- Доставка:
- Рассчитывается на кассе
Запросить образец
- Описание
Привет, я статический пользовательский контент для всех страниц продукта.
- сопутствующие товары
- Клиенты также просмотрели
25 февраля 2023 г.
Руководство по очистке упругих полов
Как очистить защитный пол? Какое средство для чистки виниловых полов самое лучшее в Великобритании? При чистке винила пол или при чистке винила во влажных помещениях вам понадобится коммерческий пол очиститель для обеспечения глубокой очистки и эффективной дезинфекции винила камин
Подробнее
22 февраля 2023 г.
Часто задаваемые вопросы о подрезке под углом
Что делает подрезка под углом? Подставка для скоса используется в качестве отличной направляющей при ручной резке соединений под разными углами. Угловые блоки обычно обеспечивают контур для 45 и 9углы 0 градусов. Эти блоки упрощают работу с различными типами
Подробнее
22 февраля 2023 г.
Часто задаваемые вопросы по установке и инструментам LVT
Какие инструменты мне нужны для напольных покрытий LVT? Рулетка, карандаш, нож для резки, гильотина LVT, перчатки, средства индивидуальной защиты, клей или двусторонний скотч в зависимости от LVT. подготовка основания перед укладкой LVT.Wh
Подробнее
20 декабря 2022 г.
Руководство по напольным покрытиям для торговых помещений
Существует несколько различных соображений и требований к напольным покрытиям для торговых помещений. Прежде всего, напольное покрытие для розничной торговли должно хорошо выглядеть — и оно должно быть достаточно прочным, чтобы хорошо выглядеть в течение длительного времени при эксплуатации. Для клиентов торговые полы должны иметь класс
Подробнее
20 декабря 2022 г.
Лабораторный пол
Лабораторный пол должен соответствовать нескольким требованиям. В Floormart мы храним и поставляем все необходимое для успешного проекта лабораторных полов. Лабораторные полы должны быть нескользкими, не оставлять пятен, не впитывать влагу, прочными и простыми в уходе и чистке
В Floormart мы храним и поставляем все необходимое для успешного проекта лабораторных полов. Лабораторные полы должны быть нескользкими, не оставлять пятен, не впитывать влагу, прочными и простыми в уходе и чистке
Подробнее
20th Dec 2022
Руководство по коммерческим виниловым напольным покрытиям
Коммерческие виниловые полы — популярный выбор для многих коммерческих зданий и отраслей промышленности, и они используются в самых разных предприятиях и организациях, от заводских этажей до университетских коридоров. Он популярен по многим причинам; есть массивный обр
Подробнее
20 декабря 2022 г.
Как снять ламинат?
Если вы заменяете ламинированный пол — в рамках ремонта вашей собственности или для замены плохо уложенного или в плохом состоянии ламината — удаление старого ламината и укладка нового может быть работой своими руками. Даже если вы не
Подробнее
20 декабря 2022 г.
Почему мой ламинат поднимается?
Ламинат — отличный вариант напольного покрытия. Он прочный, экономичный и выглядит фантастически. К сожалению, при неправильной установке ламинат может выглядеть довольно плохо. Одна из самых распространенных проблем с ламинатом —
Подробнее
20 декабря 2022 г.
Нужна ли подложка для виниловых полов?
Можно с уверенностью сказать, что для большинства виниловых или LVT-полов не требуется подложка. Причина этого в том, что виниловое напольное покрытие разработано и изготовлено с базовым слоем, то есть ему не нужен дополнительный базовый слой, его можно наносить на осколки 9.0003
Подробнее
20 декабря 2022 г.
Как выровнять бетонный пол
Если вы укладываете новое напольное покрытие, такое как ковер или линолеум, рекомендуется посмотреть на состояние основания пола. При необходимости найдите время, чтобы отремонтировать основание пола.
Подробнее
20 декабря 2022 г.
Руководство по укладке подложки и часто задаваемые вопросы
Подложка является жизненно важной частью любого ковра или напольного покрытия, но она необходима при укладке ковра. В этом посте мы рассмотрим некоторые из наиболее часто задаваемых вопросов о подложке ковра и рассмотрим процесс, который мы используем при укладке ковра под 9.0003
Подробнее
20th Dec 2022
Часто задаваемые вопросы о захватах для ковров
Захваты для ковров — невоспетые герои укладки ковров, почти так же, как и подложка! С глаз долой и из памяти захваты для ковров выполняют несколько важных функций. Без них укладка ковра в некоторых случаях может выглядеть плохо; №
Подробнее
20 декабря 2022 г.
Руководство по укладке школьных полов
Если вы отвечаете за проект напольного покрытия в школе, вам нужно учесть множество моментов. Вам нужно выбрать такой тип напольного покрытия, который будет отлично выглядеть как можно дольше и будет соответствовать всем критериям гигиены и безопасности. Выбор идеального напольного покрытия
Вам нужно выбрать такой тип напольного покрытия, который будет отлично выглядеть как можно дольше и будет соответствовать всем критериям гигиены и безопасности. Выбор идеального напольного покрытия
Подробнее
20 декабря 2022 г.
Как уложить пол из массивной древесины
Установка нового пола из массивной древесины может быть пугающей даже для самых опытных мастеров. Дорогие продукты и полы из массивной древесины, не имеющие конструкции для легкой укладки, такие как ламинат с защелкой, означают, что требуется некоторое планирование, когда приложение
Подробнее
20th Dec 2022
Офисные полы
Офисы могут представлять собой довольно сложную среду, поэтому следует рассмотреть ряд различных вариантов напольных покрытий для разных зон внутри офисного комплекса. Первое место в списке приоритетов для тех, кто ищет напольное покрытие для офиса, занимает форма &; функция
Подробнее
18th Nov 2022 Tom Shaw
Часто задаваемые вопросы о линолеуме
Линолеум по-прежнему популярен? Несмотря на жесткую конкуренцию со стороны винила, линолеум остается популярным выбором напольного покрытия. Он прочный, устойчивый, экологически чистый и очень привлекательный. Он также доступен по цене и имеет множество фантастических дизайнов. Винил VS Линол
Он прочный, устойчивый, экологически чистый и очень привлекательный. Он также доступен по цене и имеет множество фантастических дизайнов. Винил VS Линол
Подробнее
18 ноября 2022 г. Tom Shaw
Marmoleum Часто задаваемые вопросы
Что такое мармолеум?Мармолеум – это основной бренд напольных покрытий Forbo. Это выбор натурального напольного покрытия, обеспечивающего долговечность, экологичность и высокое качество. Он на 97 % состоит из сырья и на 43 % из переработанных материалов. Он также нейтрален к CO2. Можно ли использовать мармолеум
Подробнее
24 октября 2022 г. Tom Shaw
Ковровая плитка Часто задаваемые вопросы
Ковровая плитка — один из лучших вариантов для коммерческих помещений, и мы поставляем ковровую плитку для целого ряда коммерческих помещений — от школ до предприятий. Многие клиенты связываются и задают ряд вопросов о ковровой плитке; пн
Подробнее
24 октября 2022 г. Tom Shaw
Tom Shaw
Руководство по напольным покрытиям для коммерческих кухонь
На Floormart.co.uk мы храним и поставляем превосходный ассортимент виниловых напольных покрытий, которые идеально подходят для коммерческих кухонь. Коммерческие кухонные помещения являются одними из самых сложных условий для напольных покрытий: за одну смену приходится c
Подробнее
24 октября 2022 г. Tom Shaw
Лучшие наколенники для работы
На Floormart.co.uk, наряду с поставкой огромного ассортимента инструментов и напольных покрытий, мы также поставляем средства индивидуальной защиты, необходимые для обеспечения вашей безопасности при работе на объекте или в проектах «сделай сам». Одной из самых недооцененных областей средств индивидуальной защиты являются наколенники, которые
Подробнее
Просмотрите все наши статьи, посетив наш блог
Сварка твердого тела
Сварка в твердом состоянии представляет собой группу сварочных процессов, при которых происходит коалесценция при температурах существенно ниже точки плавления соединяемых основных материалов без добавления припоя.
Сварка в твердом состоянии — это группа сварочных процессов, при которых коалесценция при температурах существенно ниже температуры плавления основные материалы соединяются без добавления припоя. Давление может использоваться или не использоваться. Эти процессы иногда ошибочно называемые процессами сварки в твердом состоянии: эта группа процессов сварки включает холодную сварку, диффузионную сварку, сварку взрывом, кузнечную сварку, сварка трением, сварка горячим давлением, сварка роликами и ультразвуковая сварка.
Во всех этих процессах время, температура и давление по отдельности или в комбинации производят коалесценцию основного металла без значительного плавление основных металлов.
Сварка твердого тела включает в себя некоторые из самых старых способов сварки.
процессы и некоторые из самых новых. Некоторые процессы предлагают
определенные преимущества, так как основной металл не плавится и не образует самородок. Соединяемые металлы сохраняют свои первоначальные свойства без
проблемы в зоне термического влияния, связанные с плавлением основного металла.
При соединении разнородных металлов их тепловое расширение и проводимость
имеет гораздо меньшее значение при сварке в твердом состоянии, чем при дуговой
сварочные процессы.
Соединяемые металлы сохраняют свои первоначальные свойства без
проблемы в зоне термического влияния, связанные с плавлением основного металла.
При соединении разнородных металлов их тепловое расширение и проводимость
имеет гораздо меньшее значение при сварке в твердом состоянии, чем при дуговой
сварочные процессы.
Здесь задействованы время, температура и давление; однако в некоторых процессах элемент времени чрезвычайно короток, в диапазоне микросекунд или до несколько секунд. В других случаях время увеличивается до нескольких часов. Как температура повышается, время обычно сокращается. Поскольку каждый из этих процессов отличается каждый будет описан.
Холодная сварка (CW)
Холодная сварка — это процесс сварки в твердом состоянии, при котором используется давление при комнатной температуре. температура для коалесценции металлов со значительной деформацией у сварного шва.
Сварка выполняется с использованием чрезвычайно высоких давлений на чрезвычайно
чистые соединительные материалы. Можно получить достаточно высокое давление
с помощью простых ручных инструментов при соединении очень тонких материалов.
При холодной сварке более тяжелых профилей обычно требуется пресс для
достаточное давление для успешного сварного шва.
Можно получить достаточно высокое давление
с помощью простых ручных инструментов при соединении очень тонких материалов.
При холодной сварке более тяжелых профилей обычно требуется пресс для
достаточное давление для успешного сварного шва.
Углубления обычно делают в деталях, свариваемых методом холодной сварки. Процесс легко адаптируется к соединению пластичных металлов. Алюминий и медь легко сваривается холодным способом. Алюминий и медь можно соединять вместе методом холодной сварки.
Диффузионная сварка (DFW)
Диффузионная сварка — это процесс сварки в твердом состоянии, при котором коалесценция поверхностей обшивки за счет приложения давления и повышенные температуры. Процесс не связан с микроскопической деформацией расплавление или относительное движение частей. Присадочный металл может быть или не быть использовал. Это может быть в виде гальванических поверхностей.
Этот процесс используется для соединения тугоплавких металлов при температурах,
не влияет на их металлургические свойства. Отопление обычно
осуществляется индукцией, сопротивлением или печью. Атмосфера и
используются вакуумные печи, а для большинства тугоплавких металлов используется защитный
желательна инертная атмосфера.
Отопление обычно
осуществляется индукцией, сопротивлением или печью. Атмосфера и
используются вакуумные печи, а для большинства тугоплавких металлов используется защитный
желательна инертная атмосфера.
Были выполнены успешные сварные швы на тугоплавких металлах при температурах чуть более половины нормальной температуры плавления металла. К выполнить этот тип соединения подготовка шва с очень жесткими допусками требуется и используется вакуум или инертная атмосфера. Процесс используется достаточно широко для соединения разнородных металлов. Процесс считается Диффузионная пайка, когда слой присадочного материала помещается между сопрягаемые поверхности соединяемых деталей. Эти процессы используются в первую очередь авиационной и аэрокосмической промышленности.
Сварка взрывом (EXW)
Сварка взрывом — это процесс сварки в твердом состоянии, при котором
слияние происходит за счет движения частей друг к другу с большой скоростью. для соединения производится управляемой детонацией. Несмотря на то, что тепло
не применяется при сварке взрывом, оказывается, что металл при
интерфейс плавится во время сварки.
для соединения производится управляемой детонацией. Несмотря на то, что тепло
не применяется при сварке взрывом, оказывается, что металл при
интерфейс плавится во время сварки.
Это тепло исходит из нескольких источников, от ударной волны, связанной с при ударе и от энергии, затрачиваемой при столкновении. Тепло также освобождается за счет пластической деформации, связанной с струйной обработкой и пульсацией образования на стыке свариваемых деталей. Пластик взаимодействие между металлическими поверхностями особенно заметно, когда происходит поверхностная струйная обработка. Установлено, что необходимо дать металлу пластически течь, чтобы обеспечить качественный сварной шов.
Сварка взрывом создает прочный сварной шов практически между всеми металлами.
Используется для сварки разнородных металлов, сварка которых невозможна.
дуговые процессы. Сварка, по-видимому, не мешает эффектам
холодной обработки или других форм механической или термической обработки. процесс является автономным, он портативный, и сварка может быть достигнута
быстро на больших площадях. Прочность сварного соединения равна или
больше, чем прочность более слабого из двух соединенных металлов.
процесс является автономным, он портативный, и сварка может быть достигнута
быстро на больших площадях. Прочность сварного соединения равна или
больше, чем прочность более слабого из двух соединенных металлов.
Сварка взрывом не получила слишком широкого применения, за исключением нескольких ограниченных поля. Одно из наиболее распространенных применений сварки взрывом. был в плакировании основных металлов с более тонкими сплавами. Другой Применение сварки взрывом – соединение труб с трубами. листы для изготовления теплообменников. Процесс также используется в качестве ремонтного инструмента для ремонта негерметичных соединений труб с трубными решетками. Еще одним новым применением стало соединение труб в раструб. соединение. Это приложение будет иметь все большее значение в будущем.
Кузнечная сварка (FOW)
Кузнечная сварка — это процесс сварки в твердом состоянии, при котором
сращивание металлов путем нагревания их в горне и нанесения
давление или удары, достаточные для того, чтобы вызвать необратимую деформацию на
интерфейс.
Это один из старейших сварочных процессов, который когда-то назывался молотковая сварка. Кузнечные швы, сделанные кузнецами, были сделаны путем нагрева части, которые должны быть соединены, до красного каления значительно ниже расплавленного температура. Обычной практикой было применение потока к интерфейсу. кузнец, умело используя молот и наковальню, смог создать давление на соприкасающиеся поверхности, достаточное, чтобы вызвать коалесценцию. Этот процесс имеет незначительное промышленное значение сегодня.
Сварка трением (FRW)
Сварка трением — это процесс сварки в твердом состоянии, при котором
коалесценция материалов за счет тепла, полученного от механически индуцированных
скользящее движение между трущимися поверхностями. Рабочие части удерживаются вместе
под давлением. Этот процесс обычно включает вращение одной части
против другого, чтобы генерировать фрикционное тепло на стыке. Когда подходящее
достигается высокая температура, вращательное движение прекращается и
прикладывается давление и происходит коалесценция.
Существует два варианта процесса сварки трением. В оригинале процесса одна часть удерживается неподвижно, а другая часть вращается двигатель, поддерживающий по существу постоянную скорость вращения. Два части приводятся в контакт под давлением в течение определенного периода времени с определенным давлением. Мощность вращения отключается от вращения шт., и давление увеличивается. Когда вращающаяся часть останавливает сварку выполнен. Этот процесс можно точно контролировать, когда скорость, давление и время строго регламентированы.
Другой вариант называется инерционной сваркой. Здесь вращается маховик
двигателем, пока не будет достигнута заданная скорость. Он, в свою очередь, вращает один из
детали, подлежащие сварке. Двигатель отсоединен от маховика и другого
свариваемая деталь приводится в контакт под давлением с вращающимся
кусок. В течение заданного времени, в течение которого скорость вращения
часть уменьшается, маховик немедленно останавливается и
создается дополнительное давление для завершения сварки.
Оба метода используют тепло трения и производят сварные швы одинакового качества. Немного лучший контроль заявлен в оригинальном процессе.
К преимуществам сварки трением относится возможность получения высоких качественные сварные швы за короткое время цикла. Присадочный металл не требуется и флюс не используется. Процесс способен сваривать большинство распространенных металлы. Его также можно использовать для соединения многих комбинаций разнородных металлов.
Для сварки трением требуется относительно дорогое оборудование, подобное станок. Есть три важных фактора, влияющих на создание сварка трением:
- Скорость вращения, связанная с обрабатываемым материалом сварного шва и диаметр сварного шва на границе раздела.
- Давление между двумя свариваемыми деталями. Изменения давления
во время последовательности сварки. В начале он очень низкий, но
увеличивается для создания теплоты трения. Когда вращение остановлено
давление быстро увеличивается, так что ковка происходит немедленно
до или после остановки вращения.
- Время сварки. Время зависит от формы и типа металла и площадь поверхности. Обычно это вопрос нескольких секунд. Настоящий работа машины автоматическая и управляется последовательностью контроллер, который можно настроить в соответствии с установленным графиком сварки для соединяемых частей.

Обычно при сварке трением одна из свариваемых деталей имеет круглую форму.
в поперечном сечении; однако это не является абсолютной необходимостью. визуальный
контроль качества сварного шва может быть основан на вспышке, которая возникает
по внешнему периметру сварного шва. Обычно эта вспышка
выходить за пределы наружного диаметра деталей и будет закручиваться вокруг
назад к детали, но соединение будет выходить за пределы
наружный диаметр детали. Если вспышка выступает относительно
прямо из сустава это признак того, что время было слишком
Короче говоря, давление было слишком низким, или скорость была слишком высокой. Эти
суставы могут треснуть. Если вспышка загибается слишком далеко наружу
диаметра это признак того, что время было слишком долгим и
давление было слишком высоким. Между этими крайностями находится правильная форма вспышки.
Заусенец обычно удаляется после сварки.
Если вспышка загибается слишком далеко наружу
диаметра это признак того, что время было слишком долгим и
давление было слишком высоким. Между этими крайностями находится правильная форма вспышки.
Заусенец обычно удаляется после сварки.
Сварка горячим давлением (HPW)
Сварка горячим давлением — это процесс сварки в твердом состоянии, при котором коалесценция материалов при нагревании и приложении давления достаточно для макродеформации основного металла.
В этом процессе происходит коалесценция на границе раздела частей.
из-за давления и тепла, что сопровождается заметной деформацией.
Деформация поверхности растрескивает поверхностную оксидную пленку и увеличивает
участки чистого металла. Сварка этого металла с чистым металлом
примыкающая часть достигается за счет диффузии через границу раздела, так что
происходит коалесценция облицовочной поверхности. Этот тип операции является
обычно проводится в закрытых камерах, где вакуум или экранирование
можно использовать среду. Используется в основном при производстве сварных изделий.
для аэрокосмической промышленности. Разновидностью является горячее изостатическое давление.
метод сварки. В этом случае давление прикладывается с помощью горячего
инертный газ в сосуде под давлением.
Используется в основном при производстве сварных изделий.
для аэрокосмической промышленности. Разновидностью является горячее изостатическое давление.
метод сварки. В этом случае давление прикладывается с помощью горячего
инертный газ в сосуде под давлением.
Роликовая сварка (ROW)
Роликовая сварка — это процесс сварки в твердом состоянии, при котором коалесценция металлов при нагревании и приложении давления валками достаточно, чтобы вызвать деформацию поверхностей обшивки. Этот процесс аналогична кузнечной сварке, за исключением того, что давление прикладывается с помощью валков, а не ударами молотка. Коалесценция происходит в поверхность раздела между двумя частями посредством диффузии на облицовочные поверхности.
Одним из основных применений этого процесса является плакирование мягких или
низколегированной стали с высоколегированным материалом, таким как нержавеющая сталь.
Он также используется для изготовления биметаллических материалов для инструмента. промышленность.
промышленность.
Ультразвуковая сварка (USW)
Ультразвуковая сварка — это процесс сварки в твердом состоянии, при котором коалесценция за счет локального применения высокочастотных вибрационных энергии, так как рабочие части удерживаются вместе под давлением. Сварка происходит, когда ультразвуковой наконечник или электрод, устройство сопряжения энергии, прижимается к заготовке и заставляет колебаться в плоскости параллельно границе сварки.
Комбинированное давление зажима и осциллирующие силы обеспечивают динамику напряжения в основном металле. Это приводит к незначительным деформациям, которые создать умеренное повышение температуры основного металла в зоне сварки. Это в сочетании с зажимным давлением обеспечивает коалесценцию по всему периметру. интерфейс для производства сварного шва. Ультразвуковая энергия поможет очистка зоны сварки путем разрушения оксидных пленок и нанесения их быть унесенным.
Вибрационная энергия, вызывающая малейшую деформацию, исходит от
преобразователь, преобразующий высокочастотную переменную электрическую энергию
в механическую энергию.