Таблица сварки полипропиленовых PPR труб и фитингов
Выберите категорию:
Все
Канализационные трубы и фитинги SINIKON
» Внутренняя канализация SINIKON STANDART
» Шумопоглощающая канализация SINIKON COMFORT
» Наружная канализация SINIKON UNIVERSAL и НПВХ
» Внутренние водостоки SINIKON Rain Flow
» Трапы канализационные
» Противопожарные муфты для пластиковых трубопроводов
Трубы и фитинги для тепло- и водоснабжения
» Трубы и фитинги из полипропилена PP-R VALFEX
» Трубы и фитинги из полипропилена PP-R-100 PRO AQUA
» Трубы и фитинги для тепло- и водоснабжения RAUTITAN, Rehau
» Трубы и фитинги для водяного теплого пола RAUTHERM S, Rehau
» Трубы PEX-b SINIKON THERMOLINE и РЕ-RT SINIKON PROLINE
» Фитинги для труб из сшитого полиэтилена
» Противопожарные муфты для трубопроводов из пластика
Канализационное оборудование HL (HUTTERER & LECHNER)
Запорно-регулирующая арматура
» Краны шаровые латунные
»» Краны шаровые латунные для воды и газа Valfex
»» Краны шаровые латунные VALTEC BASE
»» Краны шаровые латунные Bugatti
»» Краны шаровые латунные ITAP
» Краны шаровые стальные
»» Краны шаровые стальные Broen
»» Краны шаровые стальные 11с67п Маршал
» Регуляторы давления воды
» Воздухоотводчики
» Термостатические клапана для радиаторов
» Фильтры сетчатые
» Клапаны обратные
Контрольно-измерительные приборы
» Счетчики воды
» Счетчики тепла
» Манометры и термоманометры
» Термометры
Соединительные части
» Фитинги латунные
» Фитинги чугунные оцинкованные
» Фитинги стальные
» Фитинги латунные для труб PEX
Хомуты и крепеж
» Хомуты металлические оцинкованные Mayer
» Хомуты металлические оцинкованные стандартные
» Хомуты металлические оцинкованные высокой (тяжелой) нагрузки
» Метизы для хомутов
» Хомуты для труб SML
Теплоизоляция и уплотнения
» Теплоизоляция ENERGOFLEX
»» Трубки ENERGOFLEX SUPER
»» Трубки ENERGOFLEX BLACK STAR и BLACK STAR Split
»» Рулоны ENERGOFLEX
»» Аксессуары ENERGOFLEX
» Теплоизоляция K-FLEX
»» Трубки K-FLEX ST
»» Трубки K-FLEX SOLAR HT
»» Рулоны K-FLEX
»» Аксессуары K-FLEX
» Уплотнительные материалы
Трубы и фитинги чугунные безраструбные SML
Инсталляции для подвесной сантехники
Грувлочные соединения
Название:
Артикул:
Текст:
Производитель:
ВсеСиникон, РоссияAQUERHL, АвстрияРоссияBugatti, ИталияЕМКА, РоссияИтэлма, РоссияICMA, ИталияWIKA, ГерманияROLS ISOMARKETITAP, ИталияGebatoutVALTEC, ИталияRehau, ГерманияValsir, ИталияKRONTIF, РОССИЯAquasfera, КитайVALFEX, РоссияРОСМА, РосияЗавод К-ФлексMAYERPro Aqua, РоссияUnipak, ДанияLoctite, от HenkelNO NAMEКНРОГРАКС, ГК УНИХИМТЕК, РоссияФеникс, Компания Унитэк, РоссияОГНЕЗА, РоссияWatts, ГерманияЗавод теплотехнических приборов, Республика БеларусьOLI, ПортугалияТатполимерGiacomini
Результатов на странице: 5203550658095
Найти
Сварка полипропиленовых труб | Статьи Московского завода FDplast
Контактную сварку враструб следует осуществлять с соблюдением следующей последовательности операций:
– Перед началом работ следует провести визуальный осмотр труб и фитингов на наличие каких-либо дефектов, возникших в результате транспортировки.
– Для труб FD армированных алюминием перед проведением контактной сварки необходимо произвести зачистку (удаление) алюминия на свариваемых участках трубы. При внутреннем армировании – зачищается торец свариваемого участка, при внешнем армировании – зачищается внешняя поверхность свариваемого участка. Зачистка (удаление) алюминия производится специальными зачистными устройствами, которые представлены ассортименте Московского завода FDplast для труб различных диаметров. Не допускается наличие остатков алюминия на свариваемом участке трубы после проведения зачистки. Если на свариваемом участке трубы после проведения зачистки алюминий удален не полностью, то необходимо произвести настройку инструмента и сделать зачистку свариваемого участка трубы повторно (рис.3).
– Ножом или специальным приспособлением снять фаску под углом 30-45 градусов с наружного конца трубы, предназначенного для нагревания (для труб диаметром ≥40).
– Конец трубы и фитинг при необходимости перед сваркой очистить от пыли и грязи, после чего обезжирить спиртом или тангитом.
– При помощи маркера нанести на трубу метку на расстоянии, равном глубине фитинга минус 1-3 мм.- Поместить трубу и фитинг на соответствующие насадки (трубу вставить в насадку до отметки, обозначающей глубину сварки). Не вращать и не поворачивать трубу и фитинг; для лучшей ориентации можно использовать вспомогательные маркировки на фитингах (рис. 4, 5).
Выдержать необходимое время нагрева, которое указано в таблице 1.
– По окончании нагревания снять трубу и фитинг с насадок и соединить их равномерным движением без осевого поворота на всю глубину до отметки (рис. 6).
– Выдержать время охлаждения.Таблица 1. Технологическое время сварки (при температуре наружного воздуха +20 °С).
| Диаметр трубы, мм. | Время нагрева, сек. | Сопряжение деталей, не более, сек. |
Время охлаждения, мин. |
| 16 | 5 | 4 | 2 |
| 20 | 6 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
| 75 | 30 | 8 | 6 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 8 |
| 125 | 55 | 12 | 8 |
| 140 | 60 | 15 | 10 |
| 160 | 70 | 18 | 12 |
Необходимо помнить:
– При выполнении технологической операции «нагрев» не допускается отклонение осевой линии трубы от осевой линии нагревательного устройства более чем на 5 градусов. Для диаметров труб более 32 мм, в случае если длина участка трубы более 2 м, необходимо использовать дополнительные подставки, обеспечивающие соосность трубы и нагревательного устройства.- По истечении времени прогрева трубы и фитинга необходимо снять их с нагревательных насадок без кручения и покачиваний из стороны в сторону.- При пайке труб FD Premium до сопряжения деталей необходим визуальный контроль заплавления ранее «зачищенного» торца.- Сразу после съема деталей с насадок паяльника их следует соединить равномерным движением строго соосно на всю глубину до отметки, исключая осевое кручение.- Во время охлаждения запрещается производить любые механические воздействия на трубу или соединительную деталь после сопряжения их оплавленных поверхностей с целью более точной установки.- Выдержать время охлаждения согласно таблице, при этом запрещается использовать какие-либо средства для ускорения охлаждения сварного соединения.- Трубы диаметром 50 мм рекомендуется сваривать при помощи специального монтажного приспособления, в целях обеспечения необходимого давления и во избежание осевых поворотов.
Для диаметров труб более 32 мм, в случае если длина участка трубы более 2 м, необходимо использовать дополнительные подставки, обеспечивающие соосность трубы и нагревательного устройства.- По истечении времени прогрева трубы и фитинга необходимо снять их с нагревательных насадок без кручения и покачиваний из стороны в сторону.- При пайке труб FD Premium до сопряжения деталей необходим визуальный контроль заплавления ранее «зачищенного» торца.- Сразу после съема деталей с насадок паяльника их следует соединить равномерным движением строго соосно на всю глубину до отметки, исключая осевое кручение.- Во время охлаждения запрещается производить любые механические воздействия на трубу или соединительную деталь после сопряжения их оплавленных поверхностей с целью более точной установки.- Выдержать время охлаждения согласно таблице, при этом запрещается использовать какие-либо средства для ускорения охлаждения сварного соединения.- Трубы диаметром 50 мм рекомендуется сваривать при помощи специального монтажного приспособления, в целях обеспечения необходимого давления и во избежание осевых поворотов.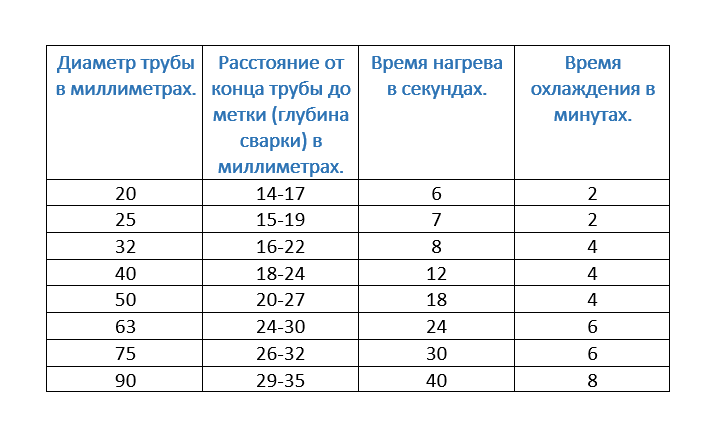
Внешний вид сварных соединений должен удовлетворять следующим требованиям:- отклонение между осевыми линиями трубы и соединительной детали в месте стыка не должно превышать 5°;- наружная поверхность соединительной детали, сваренной с трубой, не должна иметь трещин, складок или других дефектов, вызванных перегревом деталей, таких как изменение цвета материала;- у кромки раструба соединительной детали, сваренной с трубой, должен быть виден сплошной (по всей окружности) валик оплавленного материала, слегка выступающий за торцевую поверхность соединительной детали.
Технология сварки полипропиленовых труб для пожарного водопровода.
Монтаж систем пожаротушения
1. Отмерить и отрезать под прямым углом к оси кусок трубы необходимой длины с помощью ножниц. При помощи маркера нанести на трубу метку на расстоянии, равном глубине фитинга минус 1—3 мм.
2. Поместить полипропиленовую трубу и фитинг на соответствующие насадки (трубу вставить в насадку до отметки, обозначающей глубину сварки). Не вращать и не поворачивать трубу и фитинг, для лучшей ориентации можно использовать вспомогательные маркировки на фитингах. Выдержать необходимое время нагрева, которое указано в таблице.
Не вращать и не поворачивать трубу и фитинг, для лучшей ориентации можно использовать вспомогательные маркировки на фитингах. Выдержать необходимое время нагрева, которое указано в таблице.
Технологическое время термической сварки в зависимости от диаметра свариваемых трубы и фитинга при температуре насадок 260 °C:
| Наружный диаметр трубы (мм) | Время нагрева (с) | Время сварки (с) | Время охлаждения (мин) |
| 20 | 6 | 4 | 2 |
| 25 | 7 | 4 | 3 |
| 32 | 8 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 18 | 5 | 5 |
| 63 | 24 | 6 | 6 |
| 75 | 30 | 6 | 7 |
| 90 | 40 | 8 | 8 |
| 110 | 50 | 10 | 9 |
3. По окончании нагрева снять трубу и фитинг с насадок и соединить их равномерным движением без осевого поворота на всю глубину до отметки. Выдержать время охлаждения.
По окончании нагрева снять трубу и фитинг с насадок и соединить их равномерным движением без осевого поворота на всю глубину до отметки. Выдержать время охлаждения.
Полипропиленовые трубы диаметром более 50 мм включительно рекомендуется сваривать при помощи специального монтажного приспособления, в целях обеспечения необходимого давления и в избежание осевых поворотов.
Время сварки начинается в момент соединения полипропиленовой трубы с фитингом. В процессе охлаждения нельзя использовать какие-либо средства, например, холодную воду.
HDPE Pipe – Системы полиэтиленовых труб высокой плотности
4- Чтобы объединить водопроводные трубы, необходимо сделать удобный выбор для загрузки.
Перед погружением трубы в воду должен быть соответствующий береговый пандус, а при отводе дно трубы необходимо очистить, чтобы не повредить поверхность трубы.
5- Для подготовки модернизации подводного дна и осуществления контроля перехода с суши на воду.
Следует уделять первоочередное внимание трубе в траншее до тех пор, пока вода не будет набирать непрерывно, чтобы обеспечить дополнительную защиту.Для защиты от всевозможных происшествий, которые могут повлиять на водопровод, траншея должна быть вырыта по длине и глубине. Настолько, что выполняемая операция промывки должна оставаться надежной, даже если акула Умеда образовала море. Которая будет удерживаться для защиты и стабилизации трубопровода, высотой 30-50 см может быть укреплением на наполнителе.
6- Труба обратного потока для формирования одного элемента трубопровода
Ресурсы, сделанные birleştirildik, концы водопроводных труб перед оставшимися частями начнут еще ползать.
По возможности следует уменьшить вес над водопроводной трубой, соединенной с водой после плавучей платформы. Если вес невозможен, это нужно делать, не касаясь водопровода.
7. Подключение весового блока
Требуется достаточное оборудование и транспортные средства для выполнения операции. Выполнение весовой сборки, снизу из нижней части трубы были сняты блоки, сверху помещены для сжатия верхней части трубы, также требуется использование этого оборудования и транспорта.Чтобы уменьшить вес подсоединяемой водяной трубы, ее следует оставлять вниз по пандусу. В любом случае поверхность трубы для удаления минимального количества аппарелей должна быть как можно ближе к воде
Выполнение весовой сборки, снизу из нижней части трубы были сняты блоки, сверху помещены для сжатия верхней части трубы, также требуется использование этого оборудования и транспорта.Чтобы уменьшить вес подсоединяемой водяной трубы, ее следует оставлять вниз по пандусу. В любом случае поверхность трубы для удаления минимального количества аппарелей должна быть как можно ближе к воде
8- Прикреплена к погружной трубе (7 можно безопасно выполнять одновременно с присутствующим веществом)
Вес можно легко загрузить через прилагаемую рампу для водопровода. При попадании в воду по трубам вода по пандусам способна удерживать вес благодаря пандусу.Не следует использовать веревку для удержания материала трубы, так как вместо нее рекомендуется использовать цепь с широкими полосами.
9- Погружение трубы в заданную точку
Для подготовки первой погружной трубы протягивается над установленной линией трубы. Погруженная в процесс запуска земля продолжает погружаться в воду. Для обеспечения того, чтобы трубу сначала нужно поднять до начала трубы, создайте воздушный карман. Один из вопросов, который следует учитывать в процессе погружения, – это завершение процесса фальцовки без риска чрезмерного изгиба.При контролируемом введении в водопровод не будет такой проблемы. Погружен в ситуацию, которая может возникнуть во время подачи, в противном случае удерживайте сжатый воздух от клапана и направляйте воду, чтобы снова плавать. Однако сжатый воздух не должен использоваться более чем на 50%, давление в трубе из-за давления воды опасно.
Для обеспечения того, чтобы трубу сначала нужно поднять до начала трубы, создайте воздушный карман. Один из вопросов, который следует учитывать в процессе погружения, – это завершение процесса фальцовки без риска чрезмерного изгиба.При контролируемом введении в водопровод не будет такой проблемы. Погружен в ситуацию, которая может возникнуть во время подачи, в противном случае удерживайте сжатый воздух от клапана и направляйте воду, чтобы снова плавать. Однако сжатый воздух не должен использоваться более чем на 50%, давление в трубе из-за давления воды опасно.
10. Подготовка перехода с суши на воду
Установка полезна для контроля веществ, упомянутых ниже, с конца;
– Правильный фитинг трубы HDPE
– Обычное отсутствие весового блока
– Проверка на предмет контакта с любым материалом, который может вызвать повреждение вокруг трубы
– Удаление контрольного наполнителя и временная установка материала на место обязательно должны быть проверены специалистами.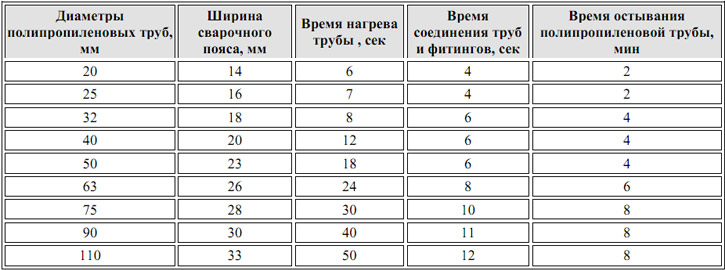
Socket Fusion • Доступные соединения • Pestan North America
Подготовка к сварке
Закончив подготовку сварочного инструмента, приступайте к подготовке труб и фасонных частей к процессу сварки. Трубу нужно отрезать желаемой длины. Для получения дополнительной информации о методах резки щелкните здесь.
Маркировка
Проверьте внутренние стенки трубы и ее внешнюю поверхность на предмет повреждений или дефектов. Используйте направляющую для маркировки при сварке муфт.Это руководство входит в комплект поставки утюга и указывает, насколько глубоко фитинг должен входить в утюг. Чтобы отметить подходящую длину гнезда, установщик может использовать рулетку или направляющую для разметки и отметить соответствующую глубину Fusion Stab Depth, используя приведенную ниже таблицу.
Обогрев труб и фитингов
При создании муфтовых соединений важно, чтобы и труба, и фитинги нагревались в течение одного и того же периода. Вставляя трубу и фитинг в утюг, используйте их для оказания давления друг на друга.Если труба или фитинг нагреваются, а другая часть – нет, сплавление не будет выполнено должным образом. Вставьте трубу в сварочную головку до отмеченной точки, но не продвигайтесь дальше. Одновременно надавите на фитинг, пока он не достигнет конца сварочной головки. Маркировать фитинг не нужно, потому что вы четко видите конец сварочной головки. Время нагрева начинается после достижения глубины оплавления. В следующей таблице показано время нагрева.
Вставляя трубу и фитинг в утюг, используйте их для оказания давления друг на друга.Если труба или фитинг нагреваются, а другая часть – нет, сплавление не будет выполнено должным образом. Вставьте трубу в сварочную головку до отмеченной точки, но не продвигайтесь дальше. Одновременно надавите на фитинг, пока он не достигнет конца сварочной головки. Маркировать фитинг не нужно, потому что вы четко видите конец сварочной головки. Время нагрева начинается после достижения глубины оплавления. В следующей таблице показано время нагрева.
Соединительная труба к штуцеру
После снятия трубы и фитинга со сварочной головки, как описано выше, и до соприкосновения нагретой трубы и фитинга, выровняйте их.Затем вставьте конец трубы в фитинг. Правильный метод – осторожно протолкнуть трубу в фитинг до тех пор, пока буртик на трубе не коснется края фитинга. Сделайте это как можно быстрее.
После того, как труба вставлена в фитинг, у вас есть несколько секунд во время сварки, чтобы отрегулировать угол трубы до 10 °, чтобы правильно выровнять ее с фитингом. Отрегулируйте правильный угол в процессе подключения.
Отрегулируйте правильный угол в процессе подключения.
После вставки и исправления оставьте трубу и фитинг в окончательном положении, пока соединение не остынет.
Охлаждение сустава
В считанные минуты соединение может быть полностью герметизировано и введено в эксплуатацию. Соединение не должно подвергаться никакому напряжению во время периода охлаждения, и не пытайтесь ускорить охлаждение водой с какой-либо другой жидкостью. Продолжительность охлаждения зависит от диаметра трубы, как показано в следующей таблице.
Следующее видео показывает быструю презентацию Socket Fusion с использованием Pestan Pipe and Fitting.
Таблица ниже включает все параметры Socket Fusion.Чтобы увеличить масштаб или сделать таблицу доступной для печати, щелкните по ней.
металлов | Бесплатный полнотекстовый | Сварная конструкция переходной арматуры с металлических труб на пластиковые
3.1. Результаты анализа усталостных характеристик переходных фитингов
Для проведения исследований с точки зрения усталостных характеристик фитингов были изготовлены девять фитингов каждого типа, и они были испытаны по очереди с помощью помощь машины для испытаний на усталость. Таким образом, три штуцера одного и того же типа были испытаны для каждого стрессового состояния, и полученные результаты представляют собой среднее из трех измеренных значений. После испытаний четырех типов фитингов на усталостные характеристики были получены результаты, представленные в Таблице 12. Учитывая, что на графике, на котором по ординате (вертикальной оси) указано Δσ, а по горизонтали – количество циклов до разрушения, получаются кривые долговечности. Эти кривые долговечности соответствуют указанным в соотношениях (2) – (5) и с помощью программы расчета MathCad путем математической обработки результатов, полученных в результате испытаний на усталость, значениям p1 = 2 и r1 = 6.8 были определены для фитингов T1, для которых график функции Δσ1 наиболее близок к нашим точкам, представленным вектором числа циклов, отмеченным как n1 = (16210; 154610; 197750), и вектором силы, обозначенным F = (3; 2 ; 1). При тех же условиях были обработаны данные, полученные для фитингов T2, T3 и T4, и значения p2 = 1,4 и r2 = 5,2 были получены для фитинга T2, для фитинга T3 значения p3 = 1.
Таким образом, три штуцера одного и того же типа были испытаны для каждого стрессового состояния, и полученные результаты представляют собой среднее из трех измеренных значений. После испытаний четырех типов фитингов на усталостные характеристики были получены результаты, представленные в Таблице 12. Учитывая, что на графике, на котором по ординате (вертикальной оси) указано Δσ, а по горизонтали – количество циклов до разрушения, получаются кривые долговечности. Эти кривые долговечности соответствуют указанным в соотношениях (2) – (5) и с помощью программы расчета MathCad путем математической обработки результатов, полученных в результате испытаний на усталость, значениям p1 = 2 и r1 = 6.8 были определены для фитингов T1, для которых график функции Δσ1 наиболее близок к нашим точкам, представленным вектором числа циклов, отмеченным как n1 = (16210; 154610; 197750), и вектором силы, обозначенным F = (3; 2 ; 1). При тех же условиях были обработаны данные, полученные для фитингов T2, T3 и T4, и значения p2 = 1,4 и r2 = 5,2 были получены для фитинга T2, для фитинга T3 значения p3 = 1. 9 и r3 = 6.5 соответственно для Подгонка Т4 значения p4 = 1,8 и r4 = 6.1. Кроме того, с помощью уравнений (2 ÷ 5) был рассчитан Δσ, изменение напряжения, возникающее в результате изменения силы, приложенной между максимумом и минимумом для четырех типов фитингов в упомянутых условиях напряжения, результаты Представленные в Таблице 13. После испытаний четырех типов фитингов на усталостные характеристики были получены результаты, представленные в Таблице 12. Кроме того, на рисунке 3 представлена графическая эволюция количества циклов до разрушения образцов.Кроме того, путем обработки этих экспериментальных данных кривые долговечности были построены в линейных координатах (рис. 4) следующим образом: для фитингов T1 – кривая Δσ1, для фитингов T2 – кривая Δσ2, для фитингов T3 – кривая Δσ3, для T4. арматура – кривая Δσ4. На рисунке 4 показано, что ни одна кривая долговечности не является асимптотической по отношению к горизонтальной оси. Следовательно, эти кривые будут пересекаться в некоторой точке с горизонтальной осью, т.
9 и r3 = 6.5 соответственно для Подгонка Т4 значения p4 = 1,8 и r4 = 6.1. Кроме того, с помощью уравнений (2 ÷ 5) был рассчитан Δσ, изменение напряжения, возникающее в результате изменения силы, приложенной между максимумом и минимумом для четырех типов фитингов в упомянутых условиях напряжения, результаты Представленные в Таблице 13. После испытаний четырех типов фитингов на усталостные характеристики были получены результаты, представленные в Таблице 12. Кроме того, на рисунке 3 представлена графическая эволюция количества циклов до разрушения образцов.Кроме того, путем обработки этих экспериментальных данных кривые долговечности были построены в линейных координатах (рис. 4) следующим образом: для фитингов T1 – кривая Δσ1, для фитингов T2 – кривая Δσ2, для фитингов T3 – кривая Δσ3, для T4. арматура – кривая Δσ4. На рисунке 4 показано, что ни одна кривая долговечности не является асимптотической по отношению к горизонтальной оси. Следовательно, эти кривые будут пересекаться в некоторой точке с горизонтальной осью, т. Е. Нет напряжения, для которого у нас есть бесконечный усталостный ресурс, поскольку кривая Велера построена теоретически, где есть напряжение σ0, для которого мы записываем бесконечный срок службы до усталость.Кроме того, наиболее близкие значения, наблюдаемые в случае кривых долговечности к реальным значениям, получены в случае фитинга типа Т2, но и в случае других типов фитингов разница очень мала и находится в диапазоне 2–9 Из таблицы 12 видно, что с уменьшением испытательных усилий образцов количество циклов, в которых пробирки поддаются приложенной усталости, увеличивается. Кроме того, из той же таблицы видно, что наилучшее поведение в ответ на усталость соответствует фитингу типа T1, за которым следуют фитинги T3, T4 и T2, соответственно.Фитинги типа Т2, Т3, Т4 имеют одинаковую технологию сборки, но имеют различия в геометрии внутренней и внешней втулки соответственно. В этих условиях можно сделать вывод, что существенное влияние на сопротивление усталости переходной арматуры оказывает конструктивная форма внутренней и внешней втулки соответственно.
Е. Нет напряжения, для которого у нас есть бесконечный усталостный ресурс, поскольку кривая Велера построена теоретически, где есть напряжение σ0, для которого мы записываем бесконечный срок службы до усталость.Кроме того, наиболее близкие значения, наблюдаемые в случае кривых долговечности к реальным значениям, получены в случае фитинга типа Т2, но и в случае других типов фитингов разница очень мала и находится в диапазоне 2–9 Из таблицы 12 видно, что с уменьшением испытательных усилий образцов количество циклов, в которых пробирки поддаются приложенной усталости, увеличивается. Кроме того, из той же таблицы видно, что наилучшее поведение в ответ на усталость соответствует фитингу типа T1, за которым следуют фитинги T3, T4 и T2, соответственно.Фитинги типа Т2, Т3, Т4 имеют одинаковую технологию сборки, но имеют различия в геометрии внутренней и внешней втулки соответственно. В этих условиях можно сделать вывод, что существенное влияние на сопротивление усталости переходной арматуры оказывает конструктивная форма внутренней и внешней втулки соответственно.
Из переходных фитингов T2, T3 и T4 лучшее сопротивление усталости соответствует фитингу T3, и это демонстрирует, что конструктивные различия между внутренней и внешней втулками могут влиять на сопротивление усталости.Таким образом, в случае внутренней втулки, которая имеет разность диаметров на одном конце, на сопротивление усталости влияет тот факт, что наличие большего диаметра для внутренней втулки ближе к концу, где должно быть выполнено сварное соединение. определяет защиту материала трубы HDPE от тепла, выделяемого в процессе соединения при сварке. В этих условиях требуется, чтобы внутренние втулки переходной арматуры присутствовали на конце, где выполняется сварное соединение, с добавлением материала, который позволял бы поглощать количество тепла, выделяющееся во время сварки.
Что касается геометрии внешней втулки, было замечено, что она влияет на сопротивление усталости в том смысле, что не указано, что на поверхности втулки должен быть очень острый геометрический профиль, который вызывает выраженную деформацию материал в трубе HDPE. Таким образом, профиль каналов на поверхности внешней втулки должен быть менее острым и, следовательно, напряжения, вносимые в материал труб из полиэтилена высокой плотности, должны быть как можно более низкими.
Таким образом, профиль каналов на поверхности внешней втулки должен быть менее острым и, следовательно, напряжения, вносимые в материал труб из полиэтилена высокой плотности, должны быть как можно более низкими.
Что касается фитинга типа T1, он показал лучшие усталостные характеристики, что можно объяснить как геометрией внутренней и внешней втулки, так и тем фактом, что в процессе сборки этого типа фитинга процесс сборки сварка выполняется перед вставкой трубы из ПНД.
Что касается кривых долговечности, показанных на Рисунке 4, видно, что четыре кривые долговечности, ведущие параллельную линию к горизонтали, пересекаются в четырех точках, которые дают нам информацию о количестве циклов до выхода четырех типов фитингов. Из рисунка 4 видно, что фитинг типа T1 имеет точку, характеризующуюся наибольшим количеством циклов напряжения, пока фитинг не выйдет из строя.3.2. Результаты анализа твердости материала труб из HDPE
Из анализа поведения при усталостном воздействии четырех типов фитингов было обнаружено, что геометрия внутренней и внешней втулки, соответственно, может иметь Особое влияние оказывает но и технология сборки применяемой сварки. В этих условиях на данном этапе исследования было произведено измерение твердости материала труб из ПНД. Что касается точек измерения твердости HDPE, для этих четырех типов фитингов они показаны на рисунке 1. Таким образом, точка 1 представлена концом трубы HDPE от сварного шва, а следующие точки измерения расположены от 4 дюймов. 4 мм, пока на трубу из ПНД не перестанет влиять металлическая конструкция фитинга. Развитие результатов, полученных после измерения твердости для четырех типов фитингов, показано на рисунке 5.Из анализа значений твердости материала труб из ПНД, представленных на Рисунке 5, было замечено, что дополнительная деформация ПНД вызывает повышение твердости, но в то же время принятая технология сварной сборки вызывает изменение ПНД. твердость. Это изменение твердости HDPE, возникающее в процессе сборки фитингов, не способствует их поведению при использовании.
В этих условиях на данном этапе исследования было произведено измерение твердости материала труб из ПНД. Что касается точек измерения твердости HDPE, для этих четырех типов фитингов они показаны на рисунке 1. Таким образом, точка 1 представлена концом трубы HDPE от сварного шва, а следующие точки измерения расположены от 4 дюймов. 4 мм, пока на трубу из ПНД не перестанет влиять металлическая конструкция фитинга. Развитие результатов, полученных после измерения твердости для четырех типов фитингов, показано на рисунке 5.Из анализа значений твердости материала труб из ПНД, представленных на Рисунке 5, было замечено, что дополнительная деформация ПНД вызывает повышение твердости, но в то же время принятая технология сварной сборки вызывает изменение ПНД. твердость. Это изменение твердости HDPE, возникающее в процессе сборки фитингов, не способствует их поведению при использовании. Таким образом, наибольшее изменение твердости ПЭВП наблюдалось в случае фитинга типа Т2, а наименьшее изменение твердости наблюдалось в случае фитинга Т1.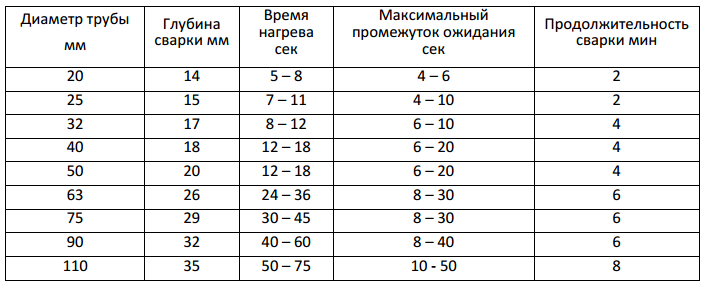 Эти различия в изменениях твердости HDPE можно объяснить тем фактом, что в случае фитинга типа T1 сварка металлической конструкции выполняется до введения трубы HDPE, и, таким образом, отсутствует влияние тепла от пораженной головки. зона (HAZ) на этом. Также малейшее изменение твердости ПНД для фитингов Т2, Т3, Т4 наблюдалось в случае фитинга Т3, который отличается тем, что он имеет внутреннюю втулку специальной конструкции, которая в некоторой степени предотвращает проникновение тепла. от ЗТВ до ПНД.Кроме того, влияние на изменение твердости HDPE оказывает геометрия внешней втулки в том смысле, что чем острее профиль внутренней втулки, тем больше изменения твердости HDPE.
Эти различия в изменениях твердости HDPE можно объяснить тем фактом, что в случае фитинга типа T1 сварка металлической конструкции выполняется до введения трубы HDPE, и, таким образом, отсутствует влияние тепла от пораженной головки. зона (HAZ) на этом. Также малейшее изменение твердости ПНД для фитингов Т2, Т3, Т4 наблюдалось в случае фитинга Т3, который отличается тем, что он имеет внутреннюю втулку специальной конструкции, которая в некоторой степени предотвращает проникновение тепла. от ЗТВ до ПНД.Кроме того, влияние на изменение твердости HDPE оказывает геометрия внешней втулки в том смысле, что чем острее профиль внутренней втулки, тем больше изменения твердости HDPE.
Что касается результатов, полученных во время измерения твердости, на них могут влиять определенные погрешности, определяемые погрешностями измерительного устройства, а также режимом позиционирования зонда. Все эти возможные погрешности не влияют на окончательный вывод о том, что способ деформации материала труб ПНД с помощью внешних и внутренних втулок, а также выделяющееся при сварном соединении тепло вызывает изменение твердости труб. материал из труб ПНД.В этих условиях при проектировании переходной арматуры особое внимание следует уделять как геометрии сварной металлоконструкции, так и принятой технологии сварки.
материал из труб ПНД.В этих условиях при проектировании переходной арматуры особое внимание следует уделять как геометрии сварной металлоконструкции, так и принятой технологии сварки.
3.3. Результаты анализа переходных фитингов с помощью FEM
Для четырех типов фитингов цель состояла в том, чтобы установить максимальное напряжение, которое возникает в их материале в условиях напряжения при максимальной силе 28000 Н. При выборе этого размера силы , было принято во внимание, что на практике максимальная нагрузка, которая может быть приложена к этим типам деталей, составляет 25000 Н, и рассматриваемые значения отражают эту точку зрения.
Анализ методом конечных элементов был выполнен для всех четырех типов фитингов и представлен на рисунке 6. Результаты, представленные на рисунке 6, позволяют нам наблюдать максимальное напряжение, которое появляется в материале фитинга в случае растягивающего напряжения в условиях, упомянутых выше. Из результатов, представленных на рисунке 6, наблюдались следующие значения эффективных напряжений в материале фитинга: фитинг T1—10,31 МПа; Штуцер Т2 – 23,69 МПа; Штуцер Т3 – 15,71 МПа; Фитинг Т4 – 20,97 МПа.
Таким образом, был сделан вывод, что фитинг типа T1 имеет наилучшее поведение при растягивающем напряжении, и это демонстрирует, что как технология соединения фитингов, так и геометрия внутренней и внешней втулки существенно влияют на поведение при эксплуатации.
3.4. Результаты анализа переходного фитинга с улучшенной геометрией сварной конструкции
После анализа результатов экспериментальных исследований было предложено изготовить новый переходный фитинг, по технологии сборки максимально приближенный к фитингу Т1. технология, и в том же типе заимствует конструктивные элементы из конструкции других типов фитингов, которые, как было показано, положительно влияют на их характеристики.
Таким образом, для реализации переходного фитинга нового типа внутренняя втулка, которая используется для изготовления фитингов Т2 и Т3, соответственно, была выбрана вместе с внешней втулкой, используемой для изготовления фитингов типа Т3. Выбор этих типов вводов производился с учетом того факта, что экспериментальные исследования показали, что выбор этих типов вводов приводит к улучшению поведения фитингов в процессе эксплуатации. Конструктивная форма составных частей нового переходного фитинга (TN) представлена в Таблице 14, а разрез этого типа переходного фитинга показан на Рисунке 7.Этот новый тип переходного фитинга был подвергнут тем же испытаниям, что и четыре типа фитингов, проанализированных ранее. Таким образом, результаты анализа усталостного поведения этого переходного фитинга представлены в таблице 15. Анализ результатов, представленных в таблице 14, показывает, что новый тип переходного фитинга гораздо лучше реагирует на приложенную усталость по сравнению с другими четырьмя типами. переходных фитингов, проанализированных ранее, в том смысле, что было получено увеличение количества циклов примерно на 50% для фитинга TN по сравнению с фитингом T1, который имел лучшие усталостные характеристики по сравнению с фитингами T2, T3 и T4 .Это демонстрирует, что выбор геометрии детали и улучшенная технология сборки могут позволить получить фитинги с превосходными характеристиками.Кроме того, переходной фитинг нового типа прошел испытания на твердость для материала HDPE в тех же условиях, что и фитинги T1, T2, T3 и T4. После испытаний на твердость была получена самая высокая твердость 58 Sh D для HDPE, которая показывает, что новая геометрия внутренней и внешней втулок вызывает очень небольшое изменение твердости материала HDPE, который первоначально имел твердость 55 Sh Д.Это можно объяснить тем, что влияние тепла от HAZ на HDPE очень мало, а геометрия, принятая для втулок, не вызывает большого увеличения твердости.
FEM-анализ переходного фитинга TN был выполнен при тех же условиях, что и в случае других четырех типов переходных фитингов, что показано на рисунке 8. Из результатов, представленных на рисунке 8, было замечено, что фитинг TN имеет эффективные напряжения в материале от составных частей 6.37 МПа, что демонстрирует, что этот тип фитинга имеет более низкое натяжение материала примерно на 90% по сравнению с фитингом T1, который был лучшим из четырех первоначально проанализированных.Это намного лучшее поведение при растяжении фитинга TN можно объяснить тем фактом, что конструкция переходного фитинга была значительно улучшена за счет конструкции и выбора оптимальных форм для внутренней втулки и внешней втулки, а также за счет применения улучшенной сварочной сборки. технология, позволяющая избежать воздействия тепла, выделяемого в процессе сварки, на трубы из полиэтилена высокой плотности.
Из представленного видно, что способ формирования сварного соединения очень сильно влияет на поведение используемых фитингов. Таким образом, конструкция сварной конструкции должна быть максимально ограничена HAZ, чтобы не повлиять на трубу HDPE. Также необходимо рассмотреть возможность замены этой технологии сварки ультразвуковой сваркой, состоящей из вращающегося сонотрода, который перемещается вокруг свариваемых деталей, или того, что ультразвуковой сварочный аппарат представляет собой сонотрод, вокруг которого вращаются свариваемые детали. .Это технологическое решение возможно, потому что ультразвуковая сварка имеет множество преимуществ, таких как тот факт, что повреждение поверхности минимально, потому что тепло выделяется на границе раздела (очень ограниченная ЗТВ), и, в то же время, это чистый процесс соединения, потому что он не образуют дым или искры во время сварки и поэтому считаются экологически чистыми [23,24]. Кроме того, при изменении геометрии деталей в конструкции фитинга температура HDPE не должна превышать 50 ° C, поскольку выше этой температуры этот тип материала быстро теряет пластичность.Процесс потери пластичности зависит от морфологического вида структур HDPE. Кроме того, тенденция к увеличению модуля упругости при более высокой температуре воздействия указывает на температурную чувствительность к химической кристаллизации [25]. Результаты, полученные в исследованиях, подтверждают результаты, полученные при испытании предела текучести при растяжении полиэтилена высокой плотности с использованием инструментальных испытаний на вдавливание с цилиндрическим цилиндром с плоским концом. индентор [26,27]. Однако, в отличие от предыдущих исследований, были проанализированы различные формы внутренних и внешних втулок, которые обеспечивают разную степень деформации для HDPE, тем самым устанавливая геометрическую форму сварной конструкции, которая обеспечивает оптимальную деформацию трубы HDPE.Что касается оптимальной геометрии поверхностей внутренней и внешней втулок, теоретические и практические исследования могут быть выполнены с помощью математического моделирования. Эти аспекты оправданы тем фактом, что во многих предыдущих исследованиях исследователи в основном анализировали закон механической деформации гибких труб с помощью лабораторных испытаний и численного моделирования [28,29]. В ходе исследований изучалось поведение переходных фитингов при динамическом напряжении, поскольку , хотя изначально было установлено, что статическая нагрузка приводит к повышенной деформации труб из ПНД [30], последующие исследования показали, что динамическая нагрузка более чем в три раза превышает статическую [31,32].Учитывая проведенные исследования, нагрузку, при которой требуются фитинги, можно уменьшить, если их покрыть пенополистиролом (EPS), чтобы уменьшить давление и деформацию гибких труб из полиэтилена высокой плотности (HDPE), заглубленных на поверхность [33]. Таким образом, с учетом предложенных решений по усовершенствованию сварной конструкции переходной арматуры, а также технических решений, предложенных другими исследователями, создаются условия, при которых срок службы и количество циклов напряжения до их разрыва существенно увеличиваются.Хотите удвоить дневную производительность сварки?
Если вы хотите удвоить ежедневную сварку, мы объясним, как это сделать.
С помощью этой машины мы можем ежедневно сваривать двойную сварку 250-миллиметровых трубопроводов.
За годы, когда HDPE был установлен на трубопроводах по всему миру, было создано множество стандартов сварки, почти по одному для каждой страны, например UNE, UNI, DVS, WIS, ANSI, ASTM.
Стандарты ISO были созданы с целью гармонизировать различные стандарты и создать единый набор, охватывающий лучшие процедуры и обеспечивающий максимальное качество сварки HDPE.После анализа всех доступных стандартов ISO согласилась с тремя, кратко изложенными ниже.
ISO SINGLE FORCE ; Это наиболее часто используемый в Европе (DVS) режим, в котором в процессе нагрева и охлаждения используется давление 0,17 Н / мм2, а также более длительный период охлаждения.
ISO DUAL FORCE ; Это регулирование (WIS) эквивалентно одинарной силе (DVS), но в этом случае используется два давления для охлаждения, одна часть прикладывает давление 0,15 Н / мм2, а остальная часть – 0.025 Н / мм2 давление.
ISO HIGH FORCE ; Это регулирование является наиболее используемым в EEUU, и его основная характеристика заключается в том, что он обеспечивает давление 0,52 Н / мм2 на протяжении всего процесса нагрева и охлаждения, что представляет в три раза большее давление, и время охлаждения составляет половину , чем у Single Force (DVS) и Dual Force (WIS)
Ниже мы показываем вам график давления и времени для каждого правила.
Качество стыка: качество стыка одинаково при использовании любого из трех методов ISO.Все методы использовались в течение многих лет с отличными результатами, выбор метода – это просто вопрос предпочтения. Машины McElroy могут сочетать любой из стандартов, но с производительностью машин McElroy в сочетании с увеличением производительности метода высоких усилий ISO, работу можно выполнять в два раза быстрее.
Как мы видим на тележке, для ISO High Force требуется половина времени охлаждения, чем для ISO Single Force (DVS) и Dual Force (WIS), это значительный фактор для снижения стоимости установки из-за того, что с ISO High Force, может сваривать двойной трубопровод за один день , чем с Single Force (DVS) и Dual Force (WIS).
Эта высокая производительность с использованием ISO High Force обусловливает то, что в конце работы мы сможем выполнить половину времени, которое нам потребуется, используя Single Force (DVS) и Dual Force (WIS).
Для этого проекта, выполненного в Индии, использовались машины со сваркой ISO HIGH FORCE, было установлено 3.500 метров. 900мм. всего за 62 дня, в то время как на машины Single Force (DVS) и Dual Force (WIS) потребуется всего около 184 дней.(время экономии 122 дня). В этом проекте было сэкономлено больше времени, так как помимо использования правила ISO HIGH FORCE, тип используемых машин также сократил установку.
Процесс сварки: Стыковая термофузионная сварка
Термоплавкая сварка должна выполняться тремя способами: встык, фитинг и флаг, в этом посте мы поговорим о первом из них. Стыковая сварка – простой, быстрый и экономичный метод сварки полиэтиленовых труб (в том числе и с их фитингами) без необходимости использования дополнительных элементов для сварки. Это означает, что труба разрезается при нагревании до температуры плавления и при приложении давления – выполняется сварка.
ПРОЦЕСС1. Установить оборудование для стыковой сварки (бывает гидравлическое и механическое) согласно инструкции производителя. 2. Выполните обрезку свариваемой трубы. Чтобы начать процесс, вы должны выровнять обе трубы, используя для этого пресс, чтобы избежать каких-либо осевых перемещений. 3. После выравнивания и очистки термоэлемента необходимо нагреть термоэлемент до достижения соответствующей температуры плавления : в случае толщины менее 10 мм он будет колебаться в пределах 210 ± 5 ° C, а при толщине стенки более 10 мм будет быть 200 ± 5ºC. 4. Сварочные поверхности необходимо прижать к термоэлементу с силой, пропорциональной диаметру трубы , затем уменьшая его до тех пор, пока по окружности не образуется ровный шнур.(Смотрите в таблице сварочных аппаратов). 5. По истечении времени нагрева снимите термоэлемент (стараясь не прикасаться к мягкому материалу) как можно быстрее. Убедитесь, что оба конца имеют равномерный сплав. 6. Сразу соедините оба конца, постепенно увеличивая усилие (в зависимости от толщины трубы) от низкого к высокому, начиная с 1,5 кг. Прочность (смотрите в таблице сварочного аппарата). 7. Конечное давление должно быть таким же, как и первое давление для формирования валика, и должно оставаться таким, пока указывает сварочная таблица, без ускорения этого процесса водой, растворителями или сквозняками. ПРИМЕЧАНИЕ: Параметры, такие как начальная прочность при нагревании, начальная прочность при сварке, время нагрева и время охлаждения, являются рекомендациями производителя и будут включены в их спецификации в сварочные таблицы. Спросите, прежде чем начинать процесс, для получения адекватных цифр.
МАТЕРИАЛЫВ Aristegui Maquinaria у нас есть сварочный аппарат для термофузионной сварки первых торговых марок в каталоге , а также специальная арматура.Если вам интересно, вы можете спросить здесь https://aristegui.info/en/blog/category/thermofusion-pipe-welding/ У вас есть сомнения относительно процесса производства наших продуктов? Оставляйте вопрос в комментариях. Вы также можете подписаться на нас в Twitter и присылать нам свои вопросы в упоминании или в личном сообщении. Посетите наш веб-сайт, чтобы получить дополнительную информацию об Aristegui Maquinaria, компании, специализирующейся на поставках машин для сварки пластмасс, и экспертах в различных типах сварки пластмасс (гидроизоляция, сварка полиэтилена, сварка полипропилена, термофузионные машины, сварка горячим воздухом, сварка ПВХ, сварка парусной одежды. , так далее.) https://aristegui.info/en/blog/
Сварочные столы WIDOS – WIDOS Asia
Вам необходима информация о сварочном процессе, например, относительно диаметра трубы или высоты валика (параметров сварки)? Сварочные столы для наших аппаратов можно скачать в формате PDF.
Важная информация соотв. параметры процесса сварки включены в сварочные таблицы. Таблицы сварки основаны на указаниях производителей труб и DVS (Немецкая ассоциация сварщиков).Таблицы сварки содержат информацию о диаметре трубы, толщине стенки трубы, давлении выравнивания, высоте валика, времени нагрева, изменении во времени, времени нарастания давления, давлении сварки и времени охлаждения.
В случае возникновения проблем или вопросов, не стесняйтесь обращаться к нам.
Сварочные столы
| Weld It 315, стальная версия PE | EN | |
| Weld It 315, сталь, версия PP | EN | |
| Weld It 315 версия из стали PVDF | По запросу | |
| WIDOS 2500-ASM 160-315 PE | EN | |
| WIDOS 2500-ASM 160-315 PP | EN | |
| WIDOS 2500-ASM 160-315 PVDF | EN | |
| WIDOS 4000 WM PE | По требованию | |
| WIDOS 4000 WM PP | По требованию | |
| WIDOS 4000 WM PVDF | По требованию | |
| WIDOS 4000 WM 2-й цилиндр PE | По требованию | |
| WIDOS 4000 WM 2-й цилиндр ПП | По требованию | |
| WIDOS 4000 WM 2-й цилиндр PVDF | По требованию | |
| WIDOS 4001-4002 PE | EN | |
| WIDOS 4001-4002 PP | EN | |
| WIDOS 4001-4002 PVDF | По требованию | |
| WIDOS 4001-4002 2-й цилиндр PE | По требованию | |
| WIDOS 4001-4002 2-й цилиндр ПП | По требованию | |
| WIDOS 4001-4002 2-й цилиндр PVDF | По требованию | |
| WIDOS 4400 PE | EN | |
| WIDOS 4400 PP | EN | |
| WIDOS 4400 PVDF | По требованию | |
| WIDOS 4600 PE | EN | |
| WIDOS 4600 PP | EN | |
| WIDOS 4600 PVDF | По требованию | |
| WIDOS 4900-4911-4955 PE | EN | |
| WIDOS 4900-4911-4955 PP | EN | |
| WIDOS 4900-4911-4955 PVDF | По требованию | |
| WIDOS 5000 WM PE | По требованию | |
| WIDOS 5000 WM PP | По требованию | |
| WIDOS 5000 WM PVDF | По требованию | |
| WIDOS 5000 WM 2-й цилиндр PE | По требованию | |
| WIDOS 5000 WM 2-й цилиндр ПП | По требованию | |
| WIDOS 5000 WM 2-й цилиндр PVDF | По требованию | |
| WIDOS 5100-5500 PE | EN | |
| WIDOS 5100-5500 PP | EN | |
| WIDOS 5100-5500 PVDF | По требованию | |
| WIDOS 6100 стальная версия-8000 PE | EN | |
| WIDOS 6100 стальная версия-8000 ПП | EN | |
| WIDOS 6100-6113 PE | EN | |
| WIDOS 6100-6113 PP | EN | |
| WIDOS 7000 WM PE | По требованию | |
| WIDOS 7000 WM PP | По требованию | |
| WIDOS 7000 WM 2-й цилиндр PE | По требованию | |
| WIDOS 7000 WM 2-й цилиндр ПП | По требованию | |
| WIDOS 8000 WM PE | По требованию | |
| WIDOS 8000 WM PP | По требованию | |
| WIDOS 8000 WM 2-й цилиндр PE | По требованию | |
| WIDOS 7000 WM 2-й цилиндр ПП | По требованию | |
| WIDOS 10000-12000 PE | EN | |
| WIDOS 10000-12000 PE (специальный PN 12.5 СДР 13,6) | EN | |
| WIDOS 10000-12000 мобильная версия PE | По требованию | |
| WIDOS 10000-12000 мобильная версия PP | По требованию | |
| WIDOS 12000 WM PE | По требованию | |
| WIDOS 12000 WM PP | По требованию | |
| WIDOS 16000 PE | EN | |
| WIDOS 16000 чел. | EN | |
| WIDOS 16000 мобильная версия PE | По требованию | |
| WIDOS 16000 мобильная версия PP | По требованию | |
| WIDOS 20000 PE | EN | |
| WIDOS 20000 чел. | EN | |
| WIDOS 20000 армированный полиэтилен | EN | |
| WIDOS 20000 армированный полипропилен | EN | |
| WIDOS 24000 PE | По требованию | |
| WIDOS 26000 PE | По требованию | |
| WIDOS HRG 3-4 PE | EN | |
| WIDOS HRG 3-4 PP | EN | |
| WIDOS HRG 3-4 PVDF | По требованию | |
| WIDOS HRG 8-16 PE | EN | |
| WIDOS HRG 8-16 стр. | EN | |
| WIDOS Минипласт-Максипласт ПЭ | EN | |
| WIDOS Минипласт-Максипласт ПП | EN | |
| WIDOS Минипласт-Максипласт ПВДФ | По требованию |
Советы и приемы по работе с пластиковой трубой
Безопасная, прочная и дешевая пластиковая труба является стандартом для водопроводных сетей, а DWV & lpar; слив & дефис; отходы & дефис; вентиль & rpar; система.Традиционно чугун, медь и сталь использовались во всех жилых и коммерческих зданиях, но в последние 50 лет или около того эти материалы были заменены ПВХ и поливинилхлоридом. и его пластиковых собратьев ХПВХ & lpar; Хлорированный ПВХ & rpar; и ABS & lpar; акрилонитрил-бутадиен-стирол & rpar ;. Различные трубы имеют разные «графики», которые относятся к толщине трубы и тому, какое давление она будет выдерживать.
Использование пластиковых труб:
- ПВХ используется как для водоснабжения, так и для канализации, но для трубопроводов водоснабжения, только если они рассчитаны на давление.В некоторых юрисдикциях он используется для подачи в здание, но не для распределения внутри здания. Никогда не используется для горячей воды. ПВХ поставляется в разных графиках в зависимости от области применения – наиболее распространенными являются & двоеточие; график 35 для канализации, график 40 для водоснабжения и DWV и график 80 для высокого давления. ПВХ и АБС, используемые для DWV, также доступны с пенопластом.
- ХПВХ используется как для водоснабжения, так и для распределения, и, если это одобрено местными юрисдикциями, может использоваться для распределения горячей и холодной воды внутри здания.ХПВХ выпускается с медными трубками размера & lpar; CTS & rpar;, сортамента 40 и сортамента 80.
- ABS обычно используется только для DWV.
Трубы из ПВХ, ХПВХ и АБС обычно соединяются с использованием одних и тех же методов цементирования растворителем, также известных как сварка растворителем. Если это звучит немного пугающе, не волнуйтесь & двоеточие; это безопасно и просто & искл; Если вы собираетесь приступить к собственному пластиковому проекту, у нас есть несколько советов, которые помогут вам добиться успеха.
Стоит отметить, что эти трубы также могут быть соединены с использованием механических методов, таких как обжимные фитинги, переходники «папа – мама», резиновые втулки с зажимами и фитинги толкающего и дефисного типа, хотя эти методы различаются для каждой трубы и обычно не считаются так же надежно, как и приклеивание & rpar ;.Чаще всего эти альтернативные методы используются для ремонта, а не для первичной прокладки сантехники.
Прежде чем начать
- Если вам не нужно снимать застрявший фитинг или решать какую-либо другую случайную проблему, вам, скорее всего, понадобятся только основы, чтобы приступить к работе с пластиковой трубкой & двоеточием; резаки и ножницы для пластиковых труб, грунтовка для ПВХ и ХПВХ, а также клей для клея на основе растворителя. И не забудьте свое полотенце и искл.
- В случае, если разрез не &Трубы большого диаметра часто лучше разрезать ножовкой, и в этом случае удаление заусенцев является абсолютной необходимостью.
- Если у вас есть устойчивая поверхность для установки контейнеров, вы можете сэкономить время, открутив крышки для грунтовки и цемента. К крышкам следует прикрепить аппликатор или «мазок», который можно оставить внутри контейнера & двоеточие; вместо того, чтобы поворачивать и открывать контейнер при каждом использовании, вы можете просто быстро вытащить мазок. Просто не забудьте закрыть все, когда закончите & excl;
- При соединении пластмасс нужно работать быстро, но при этом нужно быть в безопасности.Хотя на самом деле вам не придется напрямую контактировать с кожей с грунтовкой или цементом & lpar ;, благодаря малярке & rpar ;, но рекомендуется носить нитриловые или другие химически стойкие перчатки. Убедитесь, что рабочая зона хорошо вентилируется, и не работайте вблизи источников высокой температуры или открытого огня.
Осторожно & искл; Существует множество различных цементов на основе растворителей & lpar; “клеи” & rpar; там, так что не забудьте внимательно прочитать этикетку того, что вы получаете.ПВХ, ХПВХ и АБС требуют разных цементов и полуфабрикатов; они не взаимозаменяемы. Существуют также переходные цементы для соединения различных материалов, а некоторые цементы специально разработаны для холодной погоды, быстрого высыхания и т. Д.
Лучшие методы измерения и резки трубы
Конечно, первый необходимый шаг к склейке труб – это отрезать куски нужной длины. Во всех типах пластиковых труб кусок необходимо обрезать под прямым углом, удалить заусенцы и снять фаску & lpar; или снять фаску & rpar; по внешнему краю перед приклеиванием.Удаление заусенцев позволит обеспечить плавный поток воды по водопроводу или плавный поток отходов через дренажную трубу, а снятие фаски упростит вставку трубы в фитинг и предотвратит выталкивание всего цемента. примерки. & lpar; При использовании механического фитинга снятие фаски предотвратит повреждение прокладки или уплотнительного кольца. & rpar;
Теперь вы, вероятно, думаете, что в этот момент вы можете собрать все вместе для своей спринклерной системы или другого проекта, чтобы вы точно знали, , сколько отрезать, сделать надрезы, а затем склеить все вместе навсегда.Отличная идея, верно & quest; К сожалению, это не работает – если вы установите пластиковые водопроводные соединения всухую с целью их измерения, вы получите неверные измерения.
Сухая труба пройдет только часть пути в фитинг – цемент на основе растворителя & lpar; и небольшое скручивание & rpar; необходим для того, чтобы труба проходила до конца дюйма, где она упиралась в выступ или выступ, называемый «ступицей». Загляните внутрь пластикового фитинга, и вы увидите ступицу чуть дальше середины отверстия.Это расстояние называется глубиной раструба.
- Пластиковые фитинги предназначены для соединения с пластиковой трубой с помощью посадки с натягом, также известной как прессовая посадка или посадка с трением. Это означает, что фитинг спроектирован так, что он не точно соответствует трубе – ступица фитинга на самом деле немного сужается, чтобы обеспечить максимально плотное прилегание, чтобы не было зазоров для заполнения клея и цемента.
- Клей для пластиковой трубы, несмотря на название, вовсе не клей. На самом деле это растворитель, который разжижает пластик, поэтому труба и фитинг будут плавиться вместе.Думайте об этом как о сварке металла – та же идея, но с использованием химикатов вместо горелки. После затвердевания соединения труба и фитинг больше не являются отдельными частями, что делает правильно зацементированное соединение практически герметичным.
- Если вам нужно точно знать, какую длину трубы вам нужно будет отрезать для вашего проекта, просто измерьте расстояние от ступицы фитинга до внешнего края, чтобы определить точную глубину раструба.
Профессиональный наконечник и двоеточие; У разных производителей может быть немного разная глубина гнезда, поэтому, если вы приобретаете фитинги у нескольких поставщиков и вам нужна высокая степень точности, вы можете измерить каждый фитинг.Если вы закупаете все фитинги от одного производителя, вам не нужно проверять каждый фитинг, но мы рекомендуем проверять хотя бы по одному каждого размера и типа.
Подготовка трубы и фитингов к приклеиванию
Подготовка к приклеиванию труб у каждого типа немного отличается. Тем не менее, ВСЕ необходимо очистить от грязи, жира, масла, воска или любых других посторонних веществ, и ВСЕ должны быть сухими и помещенными через дефис.
- Трубу и фитинги можно очистить наждачной бумагой или химическим очистителем.Помните, что очиститель не заменяет грунтовку. Грунтовка начинает химическую реакцию трубы и фитинга, поэтому может иметь место надлежащее соединение. После очистки ПВХ и ХПВХ грунтуются и склеиваются. Приклеивается только АБС & полу; грунтовка не используется.
- Чтобы обеспечить надежное клеевое соединение, трубопровод и фитинг должны быть установлены всухую и соединены дефисом. После того, как труба будет очищена и снята фаска, вставьте ее в раструб фитинга на глубину от одного дефиса до одной половины раструба.
- Если труба выходит за пределы дна & lpar;, то есть доходит до глубины раструба & rpar ;, тогда трубу и фитинг необходимо оценить, чтобы определить, какая из них выходит за пределы допуска, а затем снова начать с другой трубы или другого фитинга.
Примечания к грунтовкам
Некоторые клеи ПВХ и ХПВХ содержат грунтовку, а некоторые грунтовки содержат чистящие средства. Некоторые виды клея вообще не требуют грунтовки, обычно используемой для труб из АБС-пластика. И грунтовка, и цемент должны применяться с соблюдением всех мер предосторожности и процедур производителя, чтобы гарантировать безопасность рабочего и герметичное соединение.
Следует проконсультироваться с местной юрисдикцией относительно их конкретных требований. Если специалист по ремонту или профессиональный сантехник использует продукт, для которого не требуется грунтовка на трубе из ПВХ или ХПВХ, им может потребоваться капитальный ремонт трубы, если инспектор сочтет, что грунтовка была необходима, но не была использовал.
Праймерымогут быть фиолетового или прозрачного цвета. В некоторых юрисдикциях требуется, чтобы грунтовка была пурпурной и чтобы цвет был виден во время осмотра.Если допускается использование прозрачной грунтовки, у сантехника должна быть банка с грунтовкой на рабочем месте, чтобы инспектор мог ее оценить.
Как подключить трубу и фитинги
Фактический процесс соединения труб и фитингов из ПВХ, ХПВХ и АБС называется «сварка растворителем». Это довольно простая процедура – нужно просто двигаться быстро и стараться не навести беспорядок & excl;
- Шаг 1 и двоеточие; Перед нанесением грунтовки и цемента всегда проверяйте, чтобы ваши срезы были квадратными и без заусенцев, даже при использовании резака для труб.Неровные порезы и случайные кусочки пластика делают сварные швы слабыми и могут вызвать проблемы на стыке в будущем. Труба должна быть сухой и очищенной от грязи и мусора.
- Шаг 2 и двоеточие; Убедитесь, что срок годности клея и грунтовки не истек. Срок годности большинства чистящих средств, грунтовок и клея составляет три года. Срок годности клея ХПВХ составляет два года. Дата изготовления проставляется на банке. Цемент должен быть жидким, а не густым, как желе.
- Шаг 3 и двоеточие; ТОЛЬКО для ПВХ и ХПВХ & lpar; ABS не использует грунтовку & rpar; – Нанесите грунтовку как на внутреннюю часть фитинга, так и на внешнюю часть трубы, начиная с фитинга.Вы захотите покрыть каждый на глубину гнезда. Не будьте скупы, но не используйте слишком много, чтобы он не растекся по лужам или не растекся. Удерживайте фитинг или трубу так, чтобы в случае капания грунтовки она капала вниз и из трубы фитинга, а не внутрь.
- Шаг 4 и двоеточие; Когда вы закончите наносить грунтовку, быстро нанесите цемент на фитинг и трубу, пока грунтовка еще влажная. & lpar; Грунтовка иногда выглядит сухой, но она все равно будет влажной, если соединение будет выполнено в течение пяти минут.Это период, когда химические вещества в грунтовке испаряются. & Rpar; Нанесите большой ровный слой цемента прямо на загрунтованные участки.
- Шаг 5 и двоеточие; Вставьте трубу в фитинг, медленно повернув ее на четверть или дефис. Это приведет к растеканию цемента и созданию более прочного сварного шва. Полоса цемента должна образоваться вокруг нового шва, при этом излишки цемента будут вытеснены.
- Pro Наконечник и двоеточие; Если ориентация фитинга имеет значение – например, в случае колена или тройника – вставьте трубу фитингом на четверть или дефис от ее окончательного положения.Таким образом, фитинг будет идеально выровнен, когда вы повернете его для распределения цемента.
- Шаг 6 и двоеточие; Крепко удерживайте новое соединение в течение 30 секунд, чтобы все оставалось на месте, пока растворитель делает свое дело. Через 30 секунд два куска пластика «расплавятся» в достаточной степени, чтобы их оставили в покое для полного отверждения. Осторожно сотрите излишки цемента и грунтовки сразу после 30 секунд & полутвердого; оставив его включенным, можно повредить трубу.
- Шаг 7 и двоеточие; Время схватывания см. В инструкциях производителя цемента.Большинству потребуется не менее двух часов, прежде чем соединение будет запущено.
Соединение пластика с другими материалами
Трубы из ПВХ и ХПВХ можно соединять друг с другом и с другими материалами трубопроводов, такими как медь и полиэтиленгликоль. Это можно сделать с помощью переходников «папа» и «мама». Если при использовании этого метода один из переходников металлический, рекомендуется, чтобы пластмассовая сторона соединения была наружной стороной. Если вы примените переходник с металлической вилкой к переходнику с пластиковой розеткой, фитинг с внутренней резьбой будет подвергаться нагрузке, может сломаться и потребовать замены.
ПВХ и ХПВХ могут соединяться с помощью компрессионных муфт и нажимных фитингов. Рекомендации производителей по сборке и ограничения в отношении расположения & lpar; т. Е. Внутри или снаружи зданий & rpar; следует строго соблюдать.
Трубопровод DWV из ПВХ и АБСможно соединять с чугунным, медным DWV и оцинкованным вентиляционным трубопроводом с помощью гибких муфт. Муфты для материалов, которые могут быть соединены, будут проштампованы на фитингах. Некоторые экранированы лентой по периметру и закреплены несколькими дефисами для обеспечения стабильного перехода.Пластиковые трубы могут быть присоединены к разнородным металлическим фитингам с помощью прокладки типа «толкающий дефис», вставляемой в чугунный фитинг.
Как приклеить пластиковую трубу & lpar; Видеоурок & rpar;
Узнайте, как быстро и правильно загрунтовать и приклеить пластиковые трубы & lpar; PVC, CPVC, ABS и т. Д. & Rpar; для прочных стыков без протечек и дефисов.
.