Сварка полуавтоматом для начинающих | Как правильно варить полуавтоматом
Создание металлических конструкций либо иное производство изделий из металла невозможно без сварочных работ. Одним из самых распространенных методов является сварка металлоконструкций полуавтоматом. Он востребован при соединении разных металлических заготовок: черных и цветных, толстых и листовых. В сварке полуавтоматическими аппаратами применяются современные технологии склейки металлов, которые положительно влияют на качество шва. Наибольшее распространение технология получила в производстве или кузовном ремонте автомобилей и другой техники.
СОДЕРЖАНИЕ
- Что такое полуавтоматическая сварка
- Технология сварки полуавтоматом
- Сварка полуавтоматом с газом
- Сваривание полуавтоматом без защитной среды
- Настройка сварочного полуавтомата
- Виды сварочных швов при сварке полуавтоматом
- Вертикальный шов
- Горизонтальный шов
- Сварка тонкого металла полуавтоматом
- Сварка толстого металла полуавтоматом
- Полуавтоматическая сварка проволокой
- Присадочные проволоки
- Подготовка к процессу сварки
- После выполнения работ
- Техника безопасности
Что такое полуавтоматическая сварка
Перед началом практических занятий по освоению технологии работы с полуавтоматическими станциями следует детально изучить теорию. Оборудование состоит из таких основных узлов:
Оборудование состоит из таких основных узлов:
- основной блок, через который подается присадочная проволока и питание;
- горелка с расположенной внутри нее проволокой;
- сварочный рукав;
- система снабжения защитным газом;
- проводящий питание наконечник.
На больших предприятиях нередко применяются стационарные полуавтоматические установки для сварки деталей на сборочных линиях. Такое оборудование обеспечивает хорошее качество сварного соединения, равномерное распределение наплава по всей длине шва, высокую скорость выполнения работ и малое энергопотребление. В зависимости от принципа работа полуавтоматические модели делятся на несколько групп:
- для сваривания кромок в защитной среде;
- выполнение работ с использованием флюса;
- сваривание с порошковой проволокой;
- универсальные автоматические устройства.
Все без исключения установки отлично справляются с задачами соединения заготовок из цветных или черных металлов. В зависимости от типа подачи присадочной проволоки полуавтоматы бывают:
В зависимости от типа подачи присадочной проволоки полуавтоматы бывают:
- стационарными. Корпус установлен на специальную консоль либо иное основание и жестко закреплен;
- переносные. Устройство имеет сравнительно небольшие габариты и вес. Может без особых усилий перемещаться одним человеком;
- передвижные. Агрегат монтируется на тележке и передвигается в пределах одного помещения – как правило, цеха или сборочного участка.
Существует и классификация оборудования в зависимости от типа подающих роликов: тянущие, толкающие или толкающе-тянущие.
Технология сварки полуавтоматом
Сварка полуавтоматом с газом
При помощи полуавтомата можно сваривать детали из оцинкованного или поржавевшего металла. При соединении трудносвариваемых частей в качестве присадки применяется алюминиевая или медная проволока. Это дает возможность получить прочный с равномерным распределением наплава шов.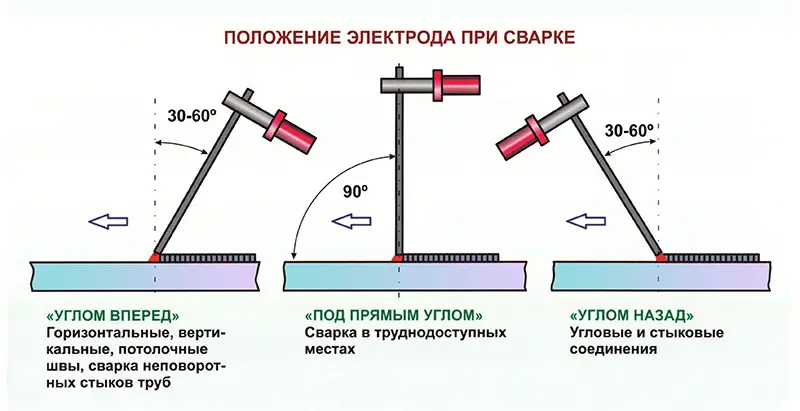
Когда планируется сваривать материалы в защитной среде или с применением флюса, предварительно выполняются подготовительные работы:
- при помощи растворителя поверхность стыков обезжиривается и очищается от механических включений;
- проверяется работа газового оборудования;
- проваривается небольшой участок стыка. В этот момент корректируются основные настройки;
- выполняется тонкий подбор напряжения и силы тока.
Самым простым вариантом применения полуавтомата считается работа в защитной среде. Используется любой инертный газ, который имеется в наличии: аргон, гелий, углекислый газ или азот. Техника сваривания от выбора газа не зависит и остается неизменной. Наиболее часто востребована углекислота, обладающая хорошими защитными свойствами и сравнительно невысокой стоимостью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Преимущества использования полуавтоматов для сваривания в защитной среде:
- остается неизменным внешний вид конструкции;
- обрабатываются даже самые труднодоступные участки изделия;
- на выходе получается тонкий и достаточно прочный сварной шов;
- минимум отходов;
- все работы выполняются быстро.
Насколько качественно будет сформирован шов зависит от трех основных факторов: соблюдения интервала между свариваемыми поверхностями, метода ведения проволоки вдоль соединения, соблюдения технологии и норм выполнения сварочных работ.
Читайте также: Какой газ используется для сварки полуавтоматом
Сваривание полуавтоматом без защитной среды
Выполнение работ без использования защитныхгазов является альтернативой, позволяющей избежать образования окислов и все время контролировать ход выполнения работ. Но это не означает, что процесс выполняется без защитной среды. В такой ситуации применяются флюсовые (порошковые) проволоки.
- подбор оптимальной сварочной проволоки с флюсом;
- настройка подачи присадочного материала;
- закладывается флюс внутрь воронки;
- открывается защитная заслонка, чтобы флюс мог попасть в зону сваривания;
- запускается полуавтомат;
- образуется электрическая дуга;
- начало сварочных работ.
Необходимо подчеркнуть, что при помощи полуавтоматом можно соединять заготовки из разных материалов, в том числе и алюминия с нестандартными характеристиками. В качестве защитного газа при соединении алюминия используется аргон. Он необходим для того, чтобы при плавлении металла на его поверхности не образовалась новая оксидная пленка.
Читайте также: Как варить полуавтоматом без газа
Настройка сварочного полуавтомата
Тонкая настройка сварочного полуавтомата является обязательным условием для получения качественного сварного соединения. Перед началом эксплуатации оборудования сварщик должен выбрать:
Перед началом эксплуатации оборудования сварщик должен выбрать:
- скорость подачи присадочного материала;
- силу тока;
- оптимальное давление инертного газа.
Установки для автоматической сварки поставляются в комплекте с документацией, где содержится в том числе и информация по регулировке основных параметров сварки. Ориентируясь на данные таблиц, опытный сварщик сможет безошибочно выбрать наиболее подходящие для работы с тем или иным материалом параметры.
Насколько хорошо настроен агрегат можно проверить на ненужных кусках металла. Если шов получается ровным, гладким, без потеков и прерывания – значит настройки выбраны правильно. Оптимальное давление защитного газа должно варьироваться в диапазоне 1-2 атмосферы.
Для подготовки полуавтоматической сварки к работе следует:
- Подобрать проволоку наиболее подходящего размера. Большая часть востребованных расходных материалов имеет диаметр от 3 до 6 мм. Для сварки полуавтоматом в большинстве случаев выбирается проволока диаметром 4 мм.

- Протянуть присадку до горелки, чтобы она вышла и отрегулировать степень ее прижатия.
- Подготовить к применению защитный газ. Наиболее часто используется аргон или углекислота. Первый обеспечивает стабильность электродуги и сводит к минимуму образование брызг. А второй выгодно отличается невысокой стоимостью и прекрасно подходит для работы со стальными заготовками.
- К аппаратуре подключается газовый баллон.
При настройке аппаратуры нужно следовать установившимся правилам. Их соблюдение станет залогом получения качественного и ровного шва. Прежде всего, нужно добиться равномерного и стабильного горения электрической дуги. Важно тщательно очистить стыки от шлака, жира, краски и прочих загрязнений. Не менее значимым условием является оптимальная скорость подачи проволоки. Все параметры настройки можно найти в сопроводительной литературе, которая идет вместе с установкой. Заводские параметры не стоит воспринимать как догму. Они могут служить базисом, от которого сварщик оттолкнется в поиске наиболее подходящего варианта.
Дело в том, что каждый раз установки могут сильно отличаться в зависимости от:
- выбранного режима работы;
- качество энергоснабжения;
- различия в составе свариваемого металла;
- температура воздуха;
- состав и диаметр присадочного материала;
- пространственное расположение стыка;
- вид и состав защитной среды.
Наиболее часто при настройке сварочного полуавтомата сварщики допускают ошибки, которые можно определить по таким симптомам:
- Посторонние звуки, которые напоминают громкий сухой треск. Такие симптомы возникают в том случае, когда присадочная проволока подается медленно. Достаточно просто увеличить скорость подачи проволоки, чтобы полностью исправить ситуацию.
- При выполнении работы наблюдается обильное разбрызгивание. Такое возможно в случаях, когда инертного газа подается слишком мало. Чтобы устранить проблему необходимо проверить редуктор – часто проблема заключается в его неисправности. Иногда достаточно просто увеличить поток газа.
- Плохое проваривание металла и как следствие – невысокое качество шва. Скорее всего, неверно выбрана индуктивность и напряжение.
- Валик получается неодинаковой толщины. Дефект образуется из-за того, что скорость движения горелки выбрана неправильно.
 Иногда достаточно просто увеличить поток газа.
Иногда достаточно просто увеличить поток газа.
Читайте также: Как настроить сварочный полуавтомат
Виды сварочных швов при сварке полуавтоматом
Манипулируя настройками полуавтоматической сварки, специалист может получать самые разные типа швов. По своему виду они разделяются на несколько видов: тавровые, стыковые, угловые, нахлестовые. Есть несколько видов соединений, которые отличаются своим пространственным положением: нижние, потолочные, горизонтальные и вертикальные.
Формирование потолочного шва делится на два этапа:
- Проваривание основания. Коренной шов формируется, как правило, трехмиллиметровыми электродами с небольшой силой тока.
- Финальное формирование шва.

Второй этап может быть выполнен разными способами:
- Соединение заготовок посредством наложения коротких прерывистых швов или методом точечной сварки. При таком подходя вероятность того, что капли расплавленного металла будут падать на сварщика минимальна. Такая технология подразумевает дополнительное проваривание заготовок в начале и конце стыка.
- Выполнение работы с минимальной дугой. Особенность метода состоит в том, что шов очень быстро остывает: сразу после прерывания дуги.
Нижнее соединение – основной способ соединения металлов, который составляет основу промышленного производства сварных конструкций. Оно может выполняться как ручной дуговой, так и полуавтоматической сваркой. Такие швы характеризуются высокой механической прочностью, которая обеспечивается за счет равномерного распределения расплава.
При угловых соединениях режимы полуавтоматической сварки могут быть самыми разными. Расположение заготовок тоже вариативно:
Расположение заготовок тоже вариативно:
- Соединяемые поверхности размещены перпендикулярно. При подобном размещении проваривается только внутренний стык. В случаях, когда свариваются трубки, то требуется концентрическое выполнение шва по окружности.
- Угол между соединяемыми поверхностями составляет меньше 60 градусов. Это идеальный вариант расположения: детали отлично провариваются со всех сторон.
При соединении труб или листового металла применяется стыковой шов. При таком варианте проварка может быть: односторонней, односторонней с обработкой, двухсторонней. Одностороння сварка приемлема, если толщина заготовок не превышает 4-х миллиметров. С более толстыми кромками желательно обрабатывать стык с двух сторон.
При односторонней сварке особое внимание следует уделять предварительной подготовке металла. Основательная разделка кромок является важным предусловием формирования качественного шва при полуавтоматической сварке в защитной среде. Разделывается кромка при помощи напильника или болгарки. Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов.
Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов.
Соединение заготовок внахлест выбирается, когда нужно обеспечить высокое сопротивления шва на разрыв. Чтобы предотвратить скопление влаги, нужно положить швы по обе стороны соединяемых поверхностей. Тавровое соединение отлично подходит для соединения основания металлической конструкции.
Вертикальный шов
Технология формирования вертикального шва при помощи полуавтомата отличается несколькими особенностями:
- Расплав должен остывать намного быстрее, нежели при горизонтальной сварке. Это необходимо для того, чтобы расплавленные капли не стекали на пол. Размер капель можно уменьшить, минимизировав размер сварочной дуги.
- Вертикальная сварка выполняется по направлению снизу-вверх. В таком случае удается положить ровный шов, без наплывов и неровностей.
Чтобы добиться хорошего результата при вертикальном сваривании заготовок по направлению сверху-вниз, следует придерживаться нескольких основных правил.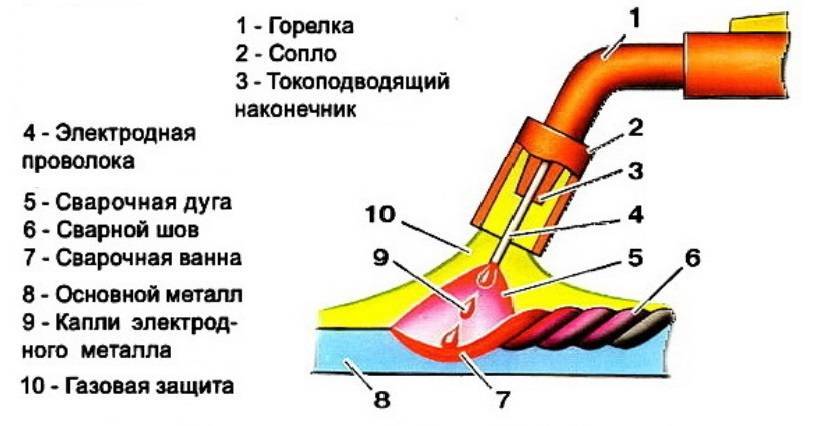 Первое – применять исключительно короткую дугу, чтобы уменьшить разбрызгивание и минимизировать объем расплава. Второе – в начале сварки электрод должен располагаться строго перпендикулярно по отношению к рабочей поверхности. Третье – дальше электрод ставится под острым углом. Но не стоит ожидать идеального результата. Как показывает практика швы обладают весьма скудными характеристиками. Прибегать к такому методу сваривания рекомендуется только в крайних случаях.
Первое – применять исключительно короткую дугу, чтобы уменьшить разбрызгивание и минимизировать объем расплава. Второе – в начале сварки электрод должен располагаться строго перпендикулярно по отношению к рабочей поверхности. Третье – дальше электрод ставится под острым углом. Но не стоит ожидать идеального результата. Как показывает практика швы обладают весьма скудными характеристиками. Прибегать к такому методу сваривания рекомендуется только в крайних случаях.
Существуют несколько основных техник формирования вертикального шва полуавтоматической сваркой:
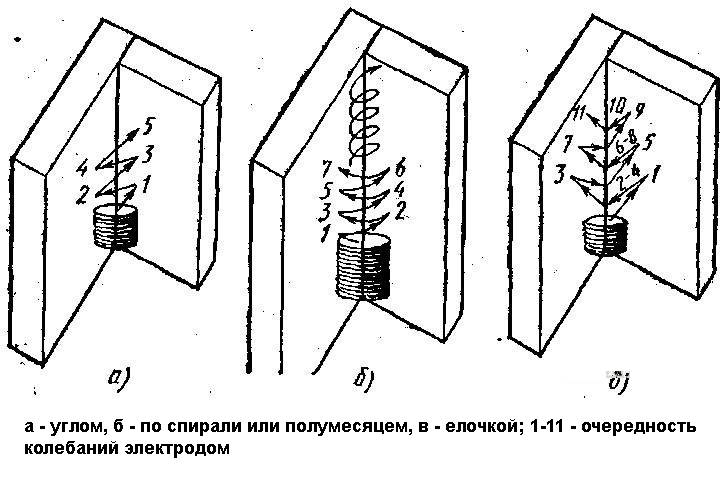
- Треугольник. Метод используется в случаях, когда соединяются заготовки с толщиной кромок до двух миллиметров. Его суть заключается в том, что передвижение снизу-вверх заставляет жидкий метал наплывать на уже застывший. Он довольно быстро застывает, не стекая на пол или на оператора. Шлак в этом случае перемещается под определенным углом, образуя некоторое подобие треугольника.
- Елочка. Техника используется для сваривания стыков 2-3 мм в глубину. Передвижение электрода начинается у одной из кромок. Металл плавится по всей толщине, а дуга постепенно перемещается вглубь стыка.
- Лестница. Оптимальный способ соединить две заготовки, между которыми большой зазор. Электрод перемещается от одной кромки к противоположной зигзагообразно.
 Передвижение электрода начинается у одной из кромок. Металл плавится по всей толщине, а дуга постепенно перемещается вглубь стыка.
Передвижение электрода начинается у одной из кромок. Металл плавится по всей толщине, а дуга постепенно перемещается вглубь стыка.Горизонтальный шов
Полуавтоматическая сварка дает возможность выполнить горизонтальные швы самого высокого качества вне зависимости от направления движения. Для получения высококачественного шва нужно учесть некоторые особенности:
- нужно уравновесить силу тяжести капель расплавленного металла и силу горения электродуги;
- важно выбрать оптимальную скорость перемещения электрода вдоль стыка;
- чтобы контролировать расплав, следует выполнять сварочные работы непрерывно.
В некоторых случаях завершить шов одним проходом не удается. Тогда можно прибегнуть к технике, включающей периодическое гашение дуги. Можно использовать разные сварные рисунки на заготовках с кромками до 4 мм. Во всем остальном качество шва будет зависеть от опыта и мастерства сварщика.
Во всем остальном качество шва будет зависеть от опыта и мастерства сварщика.
Сварной горизонтальный шов создается за четыре этапа:
- Формирование корневого валика. Он выполняется короткой электрической дугой. Электрод по отношению к рабочей поверхности держится под углом 80 градусов. Первичный валик формируется, как правило, на максимальной силе тока.
- Наложение вторичного валика. Перед началом процесса устанавливается средняя сила тока. Выполняется валик за один проход электродом максимально большого диаметра. При формировании валика применяется технология углом вперед.
- Создание третьего валика. В зависимости от ранее полученных результатов для формирования валика третьего используется один из двух способов. Площадь вторичного валика большая – третий ложится по центру. Когда размеры вторичного соответствуют норме, то выполнение третьего этапа совершается в два подхода.
- Проверка качества работы.
Сварочные дефекты чаще всего образуются в верхней части шва. Поэтому следует внимательно следить за качеством работ на этом этапе.
Поэтому следует внимательно следить за качеством работ на этом этапе.
Сварка тонкого металла полуавтоматом
В зависимости от типа металла сваривание может выполняться одним из двух способов:
- Обычные листовые заготовки свариваются любым способом.
- Тонкий заклепочный материал следует соединять внахлест. Проваривается через отверстия, которые в верхнем листе были предварительно подготовленные.
При выполнении работ нужно обращать особое внимание на некоторые нюансы:
- скорость подачи проволоки, напряжение и сила тока снижаются до минимально допустимых параметров;
- не допускается задержка электрической дуги в одном месте. Это может вызвать прожег заготовки или наплыв валика;
- заклепочный материал желательно начать сваривать от центра нижней заготовки. В противном случае можно залить ранее подготовленные отверстия.
В случаях, когда герметичность не является обязательным условием, можно прибегнуть к точечному соединению. Расстояние между местами сварки может составлять от 1 до 5 сантиметров.
Расстояние между местами сварки может составлять от 1 до 5 сантиметров.
Сварка толстого металла полуавтоматом
Металл, имеющий толщину стенок более 4-х миллиметров, требует предварительной подготовки: снимаются фаски с обеих кромок. Это позволяет сформировать ровный и в то же время очень прочный шов.
При работе с толстыми заготовками следует выполнять горелкой колебательные движения, чтобы прогревалась большая площадь кромок. Производитель к сварочным полуавтоматам прилагает документацию, где содержится полезная справочная информация. Среди прочих данных есть и таблицы с рекомендованными параметрами для сваривания заготовок из толстого металла.
Основные правила выполнения работ:
- зазор между кромками не должен превышать двух миллиметров;
- ширина сварного шва должна соответствовать толщине металла;
- выбирая расходные материалы, следует учитывать рекомендации производителя оборудования.
Если специалисту поставлена задача максимально хорошо проварить заготовку с толщиной свыше пяти миллиметров, то работу нужно выполнить в несколько подходов.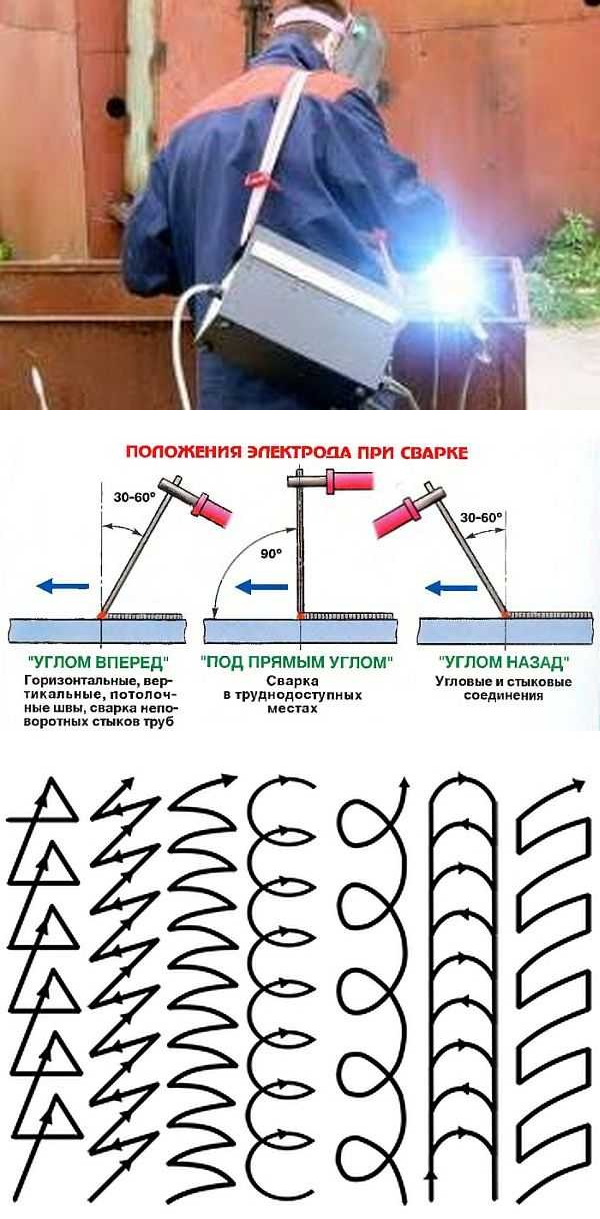 Первым делом проваривается центр стыка. После этого деталь проваривается сверху и снизу. Сваривать заготовки желательно на открытой площадке или же в просторном хорошо вентилируемом помещении.
Первым делом проваривается центр стыка. После этого деталь проваривается сверху и снизу. Сваривать заготовки желательно на открытой площадке или же в просторном хорошо вентилируемом помещении.
Полуавтоматическая сварка проволокой
Присадочные проволоки
При соединении металлов полуавтоматом с использованием присадочной проволоки необходимо учесть некоторые нюансы:
- требуется соответствие по химическому составу между присадочным и свариваемым материалом;
- проволока должна быть от проверенного производителя, то есть, качественной и сертифицированной;
- должны быть соблюдены сроки и условия хранения присадки.
Так сложилось, что на производстве и в домашних условиях чаще всего нужно варить сталь или марганец. Именно для этих целей наиболее востребована проволока, которая поставляется для сварочных работ.
Для работы с черными металлами используются такие виды материала:
- Св-08ГС. Применяется для легированной или низкоуглеродистой стали;
- Св-08Г2с. Предназначена для работы с высокоуглеродистой сталью.
 Предназначена для работы с высокоуглеродистой сталью.
Предназначена для работы с высокоуглеродистой сталью.Очень часто для выполнения конструкций из черного металла применяется порошковая проволока. Материал выгоден тем, что дает возможность работать без подачи защитного газа в область сваривания. Не нужно тащить на объект баллон с инертным газом. Это важно, когда необходима скорость выполнения работ в сочетании с мобильностью: требуется быстро побывать на нескольких объектах.
Материал представляет собой трубку, изготовленную из низкоуглеродистой стали, полость которой наполнена специальным порошкообразным составом. Металл плавится, в результате чего освобождается порошок. В результате его горения создается газовое облако, которое и защищает рабочую зону от атмосферного воздуха. В подавляющем большинстве случаев в состав порошка включены металлическая пыль и рутил.
Для соединения нержавеющей стали применяется проволока Св.-06Х19Н9Т, Св.-01Х19Н9 или Св.-04Х18Н9. Эти материалы обеспечивают высокую прочность сварного шва. Для алюминиевых заготовок предназначена проволока СВ-АК5. Ее характерная особенность – оригинальный цвет шва.
Для алюминиевых заготовок предназначена проволока СВ-АК5. Ее характерная особенность – оригинальный цвет шва.
Подготовка к процессу сварки
Требуется предварительная подготовка перед началом сварочных работ. Она состоит из четырех этапов:
- Создаются на кромках скосы или фаски.
- Поверхность очищается от загрязнений.
- Зона сваривания обрабатывается едким веществом, которое будет препятствовать быстрому образованию тугоплавкой пленки из оксида алюминия.
- Тефлоновый канал обрабатывается с целью уменьшения трения присадочной проволоки о его стенки.
Начинающий сварщик должен усвоить, что в любой ситуации перед началом работ помимо перечисленных нужно выполнить и такие манипуляции:
- убрать с рабочего места ненужные на данный момент инструменты и другие предметы;
- дать максимальный приток освещение на рабочее место;
- разложить по местам необходимые для работы инструменты и вспомогательное оборудование;
- проверить целостность кабеля и готовность к работе удлинителей.

После этого можно приступать к подготовке оборудования. Порядок выполнения манипуляций:
- аккуратно разложить сварочный рукав;
- проверить состояние сопла горелки;
- подсоединить газовый баллон;
- на столе закрепить соединяемые детали. Если работы выполняются непосредственно на конструкции, то обеспечить неподвижность свариваемых поверхностей доступными способами;
- надеть спецовку и прочую амуницию сварщика;
- дать питание на полуавтомат;
- поднести горелку к стыку.
После выполнения работ
После выполнения работы необходимо:
- перекрыть подачу проволоки и инертного газа;
- отключить аппарат от источника питания;
- позволить шву остыть;
- внимательно осмотреть его и при обнаружении дефектов повторить сварку.
Полуавтомат дает возможность использовать разные типы присадочной проволоки.
Важно по максимуму применять доступные средства защиты. Полная экипировка состоит из таких функциональных компонентов:
Полная экипировка состоит из таких функциональных компонентов:
- Защита глаз. В идеале при выполнении сварочных работ использовать специальную маску. Допускается также одевать защитные очки или применять щиток.
- Защита органов дыхания. Есть специальные фильтрующие маски, которые пригодятся в условиях плохой вентиляции или отсутствии таковой.
- Защита от брызг. Избежать ожогов помогает специальный костюм, выполненный из жаропрочного материала.
Техника безопасности
Чтобы избежать травм следует соблюдать простые правила техники безопасности:
- При выполнении работы следует постоянно находиться на деревянных подмостках.
- Для освещения рабочего места использовать свет от источников питания в 12 вольт.
- На высоте страховаться в обязательном порядке. Размер страховой бечёвки должен быть не менее двух метров.
- Сварочные работы в закрытых помещениях выполнять только при наличии эффективной вытяжки. В случаях, когда вентиляция невозможна, сварщик должен использовать шланговый противогаз. При малой задымленности допускается работа в респираторе.
- Строго запрещено брать свариваемые детали голыми руками.
- На открытых площадках запрещена работа при выпадении осадков.
 В случаях, когда вентиляция невозможна, сварщик должен использовать шланговый противогаз. При малой задымленности допускается работа в респираторе.
В случаях, когда вентиляция невозможна, сварщик должен использовать шланговый противогаз. При малой задымленности допускается работа в респираторе.Заключение
Большинство профессиональных сварщиков хорошо знают особенности работы с полуавтоматическим оборудованием. Этому обучают в учебных заведениях, на курсах. Или же можно просто открыть инструкцию производителя и ознакомиться с основными аспектами. Современные технологии упростили сварочные полуавтоматы и теперь они стали доступны для любителей. Оборудование отлично зарекомендовала себя в быту и малом бизнесе.
Сварка для начинающих сварщиков, выбор сварочного аппарата, что делать не нужно
Что такое сварка?
Сварка – это соединение двух металлических деталей между собой. На первый взгляд занятие простое и не требующее каких-либо конкретных знаний, но это только на первый взгляд. В настоящее время повсеместно предлагаются услуги профессиональных сварщиков, и множество мужчин считают, что им самим не пригодится умение пользоваться сварочным аппаратом.
Ведь если и не заказать услугу, то можно попросить помощи у родственника или друга. Хотя часто может потребоваться время, чтобы дождаться мастера или свободного времени друга, когда в срочном порядке все уже мог бы сделать сам!
Взвесив все за и против, мужчина приходит к решению самому учиться сварке.
На первый взгляд занятие простое и не требующее каких-либо конкретных знаний, но это только на первый взгляд. В настоящее время повсеместно предлагаются услуги профессиональных сварщиков, и множество мужчин считают, что им самим не пригодится умение пользоваться сварочным аппаратом.
Ведь если и не заказать услугу, то можно попросить помощи у родственника или друга. Хотя часто может потребоваться время, чтобы дождаться мастера или свободного времени друга, когда в срочном порядке все уже мог бы сделать сам!
Взвесив все за и против, мужчина приходит к решению самому учиться сварке.
С чего начинается освоение сварочного ремесла
Начинаем не только с выбора аппарата, но и с основ техники безопасности. При работе со сваркой тело и лицо мастера должны быть защищены специальной одеждой из плотной
ткани, на руках должны быть брезентовые или кожаные перчатки, на лице – защитный щиток, который закрывает глаза и кожу от яркой дуги и кусочков шлака.
Основное правило в обучении сварке – не спешить! Недаром говорят: «7 раз отмерь, 1 раз отрежь», в данном случае – привари. Поспешить и неправильно сделать – легко, для такого случая под рукой всегда нужно иметь круги и «болгарку».
Поспешить и неправильно сделать – легко, для такого случая под рукой всегда нужно иметь круги и «болгарку».
Перед каждым применением сварочного аппарата необходимо провести внешний осмотр всех электрических соединений, температуры кожуха, розеток и проводов, которые будут использоваться при работе сварочного аппарата. Кроме того, вблизи места работы со сваркой не должно быть каких-либо легковоспламеняющихся предметов, так как пожар может возникнуть даже от самого мелкого остатка электрода.
Какой использовать сварочный аппарат для начала обучения
В настоящее время существуют сварочные аппараты как переменного, так и постоянного тока. При работе с любым из них силу тока нужно выставить равную величине 110 ампер (при увеличении силы тока есть возможность прожечь сварочный материал). При этом нужно учитывать и толщину материала для сварки, то есть при разной толщине, и сила тока должна быть разная.
Не используйте сварочный аппарат, изготовленный в домашних условиях! Он не дает гарантии безопасности, несмотря на какие-либо его преимущества. Достаточно один раз потратить деньги на добротный сварочный аппарат в магазине, который будет надежно служить вам долгое время!
Достаточно один раз потратить деньги на добротный сварочный аппарат в магазине, который будет надежно служить вам долгое время!
Приступаем к освоению процесса
Итак, у вас хороший аппарат, вы надели комплект защиты и маску – значит, можно приступать к работе! Для того чтобы сварить железную дугу, нужно приложить ее элементы (железяки) друг к другу. Рассмотрев через маску стык – место соединения железяк, можно брать в руки держатель электродов и зажигать железную дугу! Маску поднимать категорически запрещено. Во время сварки необходимо соблюдать угол электрода менее 45 градусов. Толщина обмазки является необходимым зазором между железом и электродом, и за зазором дополнительно следить не надо. Но стоит обратить особое внимание на плавное ведение электродом по материалу к выбранной точке.
Если вам удалось удачно приварить участок соединения элементов, нужно подождать, пока корочка из шлака остынет, и только затем с помощью молотка с острым наконечником осторожно отбить ее. Делать это нужно по-прежнему в перчатках и с защитой на лице.
Делать это нужно по-прежнему в перчатках и с защитой на лице.
Если же с первой попытки не удалось приварить дугу, необходимо устранить причину неудачи. Таковой может являться напряжение в сети, оно должно быть никак не меньше 220 В. Или очень длинные провода (по низкой или высокой стороне). И настроение самого мастера влияет на процесс. Поэтому не стоит отчаиваться – нужно исправить неполадку и пробовать снова.
Что нельзя делать во время проведения работ
Категорически запрещается сварочные электроды держать в гараже или сарае. Их необходимо хранить в теплом месте дома, например, на батарее или печке. Используются электроды по мере необходимости, но закупить их лучше все-таки сразу в большом количестве, так как большое количество электродов потребуется на первое время обучения, привития навыков сварки и получения положительных результатов. В начале обучения лучше всего использовать синие электроды, ведь именно они являются универсальным материалом для сварки. Использование старых электродов не принесет больших успехов в обучении, поэтому специалисты советуют использовать только новые. К тому же их диаметр должен составлять 3 мм, электроды с большим диаметром дают сильную нагрузку на электрическую сеть, а электроды с меньшим диаметром используются при сварке более тонкого металла.
К тому же их диаметр должен составлять 3 мм, электроды с большим диаметром дают сильную нагрузку на электрическую сеть, а электроды с меньшим диаметром используются при сварке более тонкого металла.
Выводы
Итак, при работе со сваркой нужно помнить о качестве аппарата, комплекте спецодежды, порядке рабочего места, хранении электродов, силе тока и напряжении в сети.
После первого практического занятия для получения отличных навыков профессионального сварщика нужно практиковаться раз за разом, и только тогда труд принесет свои положительные плоды. Вам уже не нужно будет обращаться к мастеру или ждать помощи друга. В любой необходимый момент вы сможете сами приварить детали друг к другу.
Как начать заниматься сваркой для начинающих
Содержание 1. Риски, связанные со сваркой-самоучкой2. Испытайте искры вдохновения: сварка для начинающих 3. Открытие путей карьерного роста: лучший путь для начинающих сварщиков 3.  1 Сварщики-любители учатся на практике 1 Сварщики-любители учатся на практике 3.2 Более глубокие пути обучения для начинающих сварщиков 4. Несколько мыслей о сварке для начинающих 5. Сварка для начинающих – часто задаваемые вопросы |
Сварка — это навык, не похожий ни на что другое. Хотя он предназначен для мастеров, он может быть полезным ремеслом для любителей. В других местах увлеченные автолюбители любят сваривать, может быть, чтобы они могли сами ремонтировать кузов. Известно, что даже художники усваивают дуговую сварку. Они превращают куски металлолома в красивые металлические скульптуры с помощью собственного сварочного оборудования. Удивительно, но малярная кисть или сварочные пистолеты — это просто разные инструменты для опытного художника. Очевидно, что сварочное оборудование не предназначено для промышленных типов. Буквально каждый может овладеть этим навыком.
Фото @defiantmetal
Однако новичкам нужно с чего-то начинать. Это поднимает вопрос, на который следует ответить, прежде чем эта статья пойдет дальше. Должен ли новичок учиться сварке? Возможно. Научиться сварке может практически каждый, купив недорогой, но полноценный сварочный аппарат. Что-то типа Tooliom MIG TL-135M подойдет новичку. Он предлагает простой в освоении режим MIG, а также режим TIG. Если студент чувствует необходимость расширить свои навыки, оборудование дает ему пространство для роста.
Должен ли новичок учиться сварке? Возможно. Научиться сварке может практически каждый, купив недорогой, но полноценный сварочный аппарат. Что-то типа Tooliom MIG TL-135M подойдет новичку. Он предлагает простой в освоении режим MIG, а также режим TIG. Если студент чувствует необходимость расширить свои навыки, оборудование дает ему пространство для роста.
Многофункциональный сварочный аппарат MIG/Stick/TIG TL-135M 3 в 1 IGBT инвертор постоянного тока | Tooliom
Риски, связанные со сваркой самоучкой
Существуют пошаговые видеоролики для просмотра, онлайн-курсы и т. д. Однако следует учитывать риски безопасности. Представьте себе человека, который самостоятельно учится играть на гитаре по онлайн-видео. Плохо сыгранный аккорд не причинит никакого вреда. Чего нельзя сказать о плохой технике сварки.
Даже при подключении к бытовой электросети 110 В во время сварки следует опасаться сильных токов. Одной из проблем является поражение электрическим током, но есть и сама дуга, которая достаточно мощна, чтобы вызвать всплеск радиации.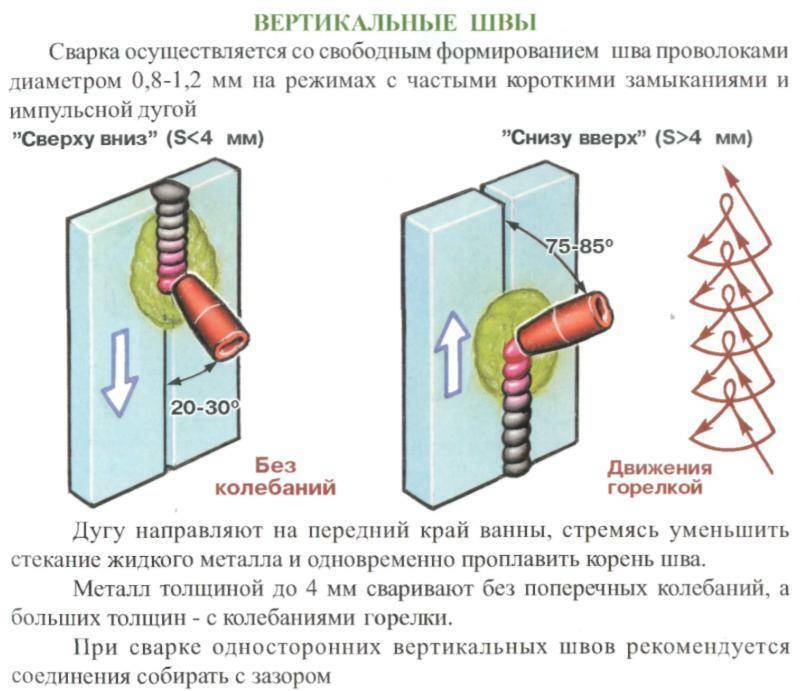 Инфракрасное и ультрафиолетовое излучение воздействует на глаза и кожу сварщика. Результатом является повреждение кожи, похожее на солнечный ожог. Точно так же горячий металлический шлак и искры могут отлетать от зоны сварки, вызывая неприятные ожоги кожи. Словом, быть сварщиком-самоучкой вполне можно, но не всегда у новичков получается безопасно. При обучении сварке должен быть включен должным образом применяемый набор правил техники безопасности. Поэтому лучше нанять кого-то другого, педагога какого-нибудь.
Инфракрасное и ультрафиолетовое излучение воздействует на глаза и кожу сварщика. Результатом является повреждение кожи, похожее на солнечный ожог. Точно так же горячий металлический шлак и искры могут отлетать от зоны сварки, вызывая неприятные ожоги кожи. Словом, быть сварщиком-самоучкой вполне можно, но не всегда у новичков получается безопасно. При обучении сварке должен быть включен должным образом применяемый набор правил техники безопасности. Поэтому лучше нанять кого-то другого, педагога какого-нибудь.
Сварочный шлак
Фото @welder_zzw из TikTok
Опыт Искры вдохновения: сварка для начинающих
Поймите, никто не хочет отговаривать потенциальных сварщиков. Просто нужно подчеркнуть определенные опасности. Если новичок оснащен защитным снаряжением и инициировал все соответствующие протоколы безопасности, то этот навык становится невероятно полезным. Таким образом, с практикой как любители, так и профессионалы могут научиться работать с различными видами металлов, опять же, при условии, что у них есть приличное оборудование.
Любители плавят и ремонтируют поврежденные детали автомобилей. Если ремонтные работы не интересуют энтузиаста-новичка, как насчет работы по настройке автомобиля? Если автомобили и мотоциклы не впечатляют, то изделия из металла, вдохновленные искусством, могут быть интересны. Действительно, многие новички работают над вычурными скульптурами из металла. Автомобили, мотоциклы, металлические заборы, металлические скульптуры — нет предела количеству работы, которую может найти мотивированный любитель.
Кроме того, есть полупрофессионалы, мастера, работающие на подземных трубопроводах и металлоконструкциях. Их работа настолько существенна, настолько структурно важна, что ее нужно проверять второй парой глаз. Для этой роли подготовлены инспекторы по сварке. Иногда они даже используют электронные инструменты для проверки внутреннего состава сварного шва, вплоть до его сердцевины. Специальные ультразвуковые и радиографические приборы проверяют внутреннюю поверхность сварного шва на механическую прочность.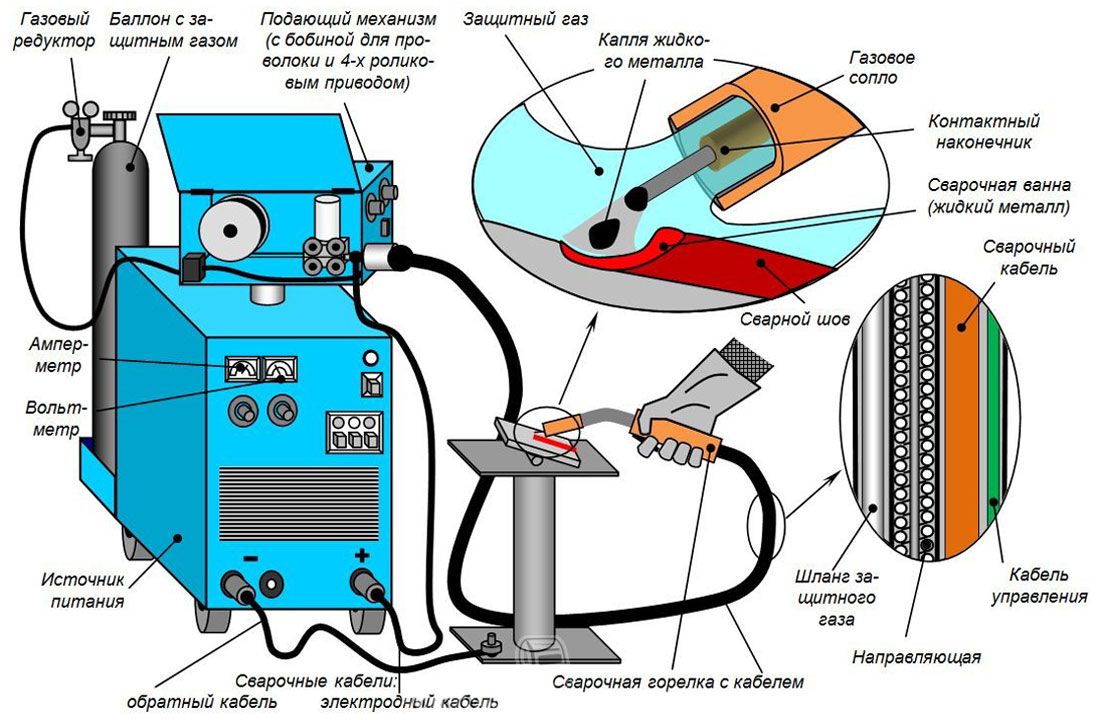
Фото @pa.trick8158
Несмотря на то, что эти профессионалы в области сварки приобрели солидную профессию, они начинали как новички. Тогда возникает вопрос; какие карьерные пути они выбрали, чтобы достичь того, что они сегодня?
Открытие путей карьерного роста: лучший путь для начинающих сварщиков
Как и большинство объявлений о вакансиях, квалифицированные сварщики всегда востребованы. Для тех, кто нуждается в недорогом ремонте кузова автомобиля, работу берет на себя опытный сварщик, работающий в своем гараже. У кого-то треснула рама мотоцикла? Посещение того же гаража вскоре устраняет трещину. Однако это любительская операция. Да, работа может быть сделана хорошо, но никаких сертификатов, подтверждающих обещания владельца гаража, нет. На самом деле, многие страховые компании теперь требуют эту сертификацию. Они будут отправлять своих клиентов только в гараж, где есть сертифицированный сварщик.
Приведенный выше пример доказывает одно: новички могут получать удовольствие от любительской сварки, и они могут зарабатывать на жизнь, пройдя небольшое обучение и имея подходящее оборудование. Однако для более профессиональной карьеры новичкам необходимо использовать долгосрочное мышление. Им необходимо пройти обучение, аккредитованное в профессиональном училище, иметь сварочный аппарат гарантированного качества и много практики. Только когда они достигли определенного уровня мастерства в области сварки, им может быть предоставлена необходимая сертификация. Тогда рынок труда открывается широко.
Однако для более профессиональной карьеры новичкам необходимо использовать долгосрочное мышление. Им необходимо пройти обучение, аккредитованное в профессиональном училище, иметь сварочный аппарат гарантированного качества и много практики. Только когда они достигли определенного уровня мастерства в области сварки, им может быть предоставлена необходимая сертификация. Тогда рынок труда открывается широко.
Обучение в классе
Источник: https://fsmdirect.com/training-welders/
Сварщики-любители Учитесь на практике
Для начала новичок покупает оборудование и защитное снаряжение. Просматриваются пошаговые видеоролики и проводится своего рода репетиторство. Это может быть вечерняя школа или торговый колледж.
Конечно, чтение курсовых и книг по сварке ценно, но новичок не может овладеть этим навыком только по книгам. Чтобы снова использовать этот пример обучения игре на гитаре, игроки не могут научиться играть на инструменте, читая книгу. В какой-то момент им приходится брать инструмент и начинать играть, каким бы болезненным ни был звук, исходящий от струн. Начинающие сварщики-любители следуют тому же правилу. У них есть свои материалы для самообучения, свои книги и курсы. В конце концов, однако, им нужно пойти и купить сварочный аппарат, собрать несколько обрезков металла и применить на практике то, что они узнали.
Начинающие сварщики-любители следуют тому же правилу. У них есть свои материалы для самообучения, свои книги и курсы. В конце концов, однако, им нужно пойти и купить сварочный аппарат, собрать несколько обрезков металла и применить на практике то, что они узнали.
Вот основной список вариантов оборудования, которые может изучить новичок:
Сварка MIG: Металл в среде защитного газа, также известный как дуговая сварка металлическим электродом в газе (GMAW), использует дугу, генерируемую машиной. Электрически индуцированная дуга горит между расходуемым проволочным электродом и металлической заготовкой.
Фото @hitboxservice
Сварка ВИГ: Сварка вольфрамовым электродом в среде инертного газа, также известная как дуговая сварка вольфрамовым электродом в газе (GTAW), заменяет расходуемую проволоку на вольфрамовый стержень. Сложнее научиться, но оборудование создает более точный шов.
Фото @harrison_stone
Сварка электродом (SMAW): Дуговая сварка в среде защитного металла использует электрод с флюсовым покрытием в качестве расходуемого стержня. Флюс содержит порошкообразные металлы, связующие вещества и химическое соединение. Это соединение испаряется, образуя газовое облако, защищающее от окисления.
Флюс содержит порошкообразные металлы, связующие вещества и химическое соединение. Это соединение испаряется, образуя газовое облако, защищающее от окисления.
Фото @hitboxservice
Архитектуры сварочных аппаратов: Оборудование в основном вырабатывает электроэнергию, вызывающую дугу. Внутри находится трансформатор и инверторный модуль. Управляется настройками на передней панели корпуса оборудования. Точно настроенные настройки напряжения и тока направляют энергию переменного или постоянного тока через кабели оборудования на электрод, где дуга «перескакивает» через зазор между стержнем и металлической заготовкой. Для замыкания этой цепи к металлу источника крепится заземляющий зажим.
Переменный ток | Постоянный ток | Два основных типа электричества при сварке
Источник: https://www.raypcb.com/ac-circuit-vs-dc-circuit/
Защитный газ: Облако инертного газа, обычно аргона, защищает сварной шов лужа от атмосферного загрязнения. Эти газы в баллонах обычно продаются отдельно.
Эти газы в баллонах обычно продаются отдельно.
Включение и настройка защитного газа при сварке
Источник: https://makers.dozuki.com/
Присадочные стержни: Расходуемые электроды, прикрепленные к пистолету для снаряжения. Наполнитель плавится и соединяется с основным металлом, образуя прочную связь. Наполнитель добавляет материал к сварному шву, что улучшает конечное качество сварного шва. Доступны многочисленные типы наполнителей. В зависимости от сплава сварного шва специальные композитные наполнители могут добавить все: от прочности и защиты от ржавчины до дополнительной пластичности.
Различные типы сварочных электродов
Источник: https://www.theengineerspost.com/welding-rods/#more-18608
Опять же, это общедоступная информация. Начинающему любителю нужно всего лишь просмотреть несколько пошаговых руководств в поисках вдохновения для сварки. Однако один важный момент заключается в том, что к трем вышеупомянутым методам сварки прилагается лестница сложности. Полный новичок начал бы со сварки электродом. Это простой в освоении метод, который дает удовлетворительные результаты. Сварочный аппарат Tooliom Stick, номер модели TL-135S TOOLIOM, хорошо подойдет для этой цели. Сварка MIG — это следующий по простоте метод, который требует более сложного освоения сварки вольфрамом. Методы TIG создают точные швы и чистые сварные швы. Это относится и к нержавеющей стали. Тем не менее, TIG может быть немного недоступен для начинающих. Сварка пикапом и TIG, а затем переход на установку TIG, такую как TL-200T. Новички в этой области вряд ли ошибутся с таким подходом.
Полный новичок начал бы со сварки электродом. Это простой в освоении метод, который дает удовлетворительные результаты. Сварочный аппарат Tooliom Stick, номер модели TL-135S TOOLIOM, хорошо подойдет для этой цели. Сварка MIG — это следующий по простоте метод, который требует более сложного освоения сварки вольфрамом. Методы TIG создают точные швы и чистые сварные швы. Это относится и к нержавеющей стали. Тем не менее, TIG может быть немного недоступен для начинающих. Сварка пикапом и TIG, а затем переход на установку TIG, такую как TL-200T. Новички в этой области вряд ли ошибутся с таким подходом.
Кстати, Tooliom TL-200T представляет собой сварочный аппарат 2-в-1, что означает, что пользователи могут перейти от сварки электродами к TIG, не вкладывая средства в новое оборудование.
Высокочастотный сварочный аппарат TIG/Stick с двойным напряжением TL-200T 2 в 1 | Tooliom
Пути более глубокого обучения для начинающих сварщиков
Упомянутые выше любители могут когда-нибудь перейти к полноценной карьере сварщика. Тем временем целеустремленный новичок изучает все, что нужно знать о металлообработке. Шаг первый, они поступают на профессиональное обучение. Хорошо работает традиционное ученичество в сварочном цехе или на авторемонтной мастерской, а также в торговом колледже или технологическом институте. Часто названия этих учебных заведений взаимозаменяемы, поэтому на этом начальном этапе рекомендуется ознакомиться с их учебной литературой.
Тем временем целеустремленный новичок изучает все, что нужно знать о металлообработке. Шаг первый, они поступают на профессиональное обучение. Хорошо работает традиционное ученичество в сварочном цехе или на авторемонтной мастерской, а также в торговом колледже или технологическом институте. Часто названия этих учебных заведений взаимозаменяемы, поэтому на этом начальном этапе рекомендуется ознакомиться с их учебной литературой.
Ученичество — популярный способ обучения будущих сварщиков. Они применяют поэтапные графики обучения, а это означает, что равные периоды практического опыта и обучения в классе гарантируются. При зачислении для поступления на курс должно быть достаточно базового аттестата средней школы. Отсюда на уроках в классе учат протоколам безопасности и основным инженерным принципам. Это означает, что нужно научиться читать чертежи и освоить все основы сварочного оборудования.
Источник: https://fsmdirect.com/school-choice/
Дополнительные классные занятия, вероятно, охватывают металлургические исследования, тем лучше, чтобы убедиться, что правильные методы сварки применяются к определенному сплаву. Здесь также применимы присадочные металлы и составы защитного газа. Возможно, практическая часть обучения еще более важна. Именно в полевых условиях возникают реальные проблемы. Эти проблемы оцениваются и преодолеваются с помощью опытной руки, и эта практика сначала контролируется опытным профессионалом. Однако вскоре новички набираются достаточно опыта, чтобы стоять и работать без посторонней помощи.
Здесь также применимы присадочные металлы и составы защитного газа. Возможно, практическая часть обучения еще более важна. Именно в полевых условиях возникают реальные проблемы. Эти проблемы оцениваются и преодолеваются с помощью опытной руки, и эта практика сначала контролируется опытным профессионалом. Однако вскоре новички набираются достаточно опыта, чтобы стоять и работать без посторонней помощи.
Проблем много. Любители могут справиться с трещинами и некоторыми загрязнениями в зоне сварки, но они знают, что их работа по существу надежна. Возвращаясь к начинающему, а теперь уже имеющему опыт сварщику, этот человек отвечает за создание многочисленных механически прочных сварных соединений в некоторых из самых опасных зон, которые только можно себе представить. Были освоены различные положения сварки, оперативно решаются проблемы, и началась долгосрочная карьера в области сварки, сертифицированной для промышленных/строительных работ.
Трещина сварки
Источник: https://www. bruker.com/en/applications/industrial/metals/welding.html
bruker.com/en/applications/industrial/metals/welding.html
Несколько мыслей на прощание о сварке для начинающих
Разрыв между сваркой для новичков и работой от среднего до профессионального уровня значителен. Тем не менее, каждый специалист по сварке должен с чего-то начинать. Для любителей может быть достаточно нескольких ночных занятий, некоторые из которых уделяют большое внимание безопасности, чтобы начать. Поговорите со профессионалом, получите рекомендации по сварочному аппарату и подготовьтесь к развлекательному сплаву металлоконструкций. Чтобы получить наилучшие результаты, рассмотрите возможность выбора сварочного аппарата Tooliom 2-в-1. Таким образом, новичок может перейти на более высокий уровень сварочной лестницы, не покупая дополнительное оборудование.
Высокочастотный сварочный аппарат TIG/Stick Dual Voltage TL-200T 2 в 1|Tooliom
Вернемся к целеустремленным новичкам, новичкам в сварке, которые хотят получить толчок в своей карьере. Важна прочная основа. Эти вдохновленные люди будут нуждаться в обучении на рабочем месте и за его пределами. Их обучение готовит их, обучая их всем основным компонентам сварочной операции. Оборудование, кабели и шланги, режимы TIG/MIG/Stick, защитный газ и наполнители — все эти части сварочных работ охвачены. Сертификаты выдаются для подтверждения понимания.
Важна прочная основа. Эти вдохновленные люди будут нуждаться в обучении на рабочем месте и за его пределами. Их обучение готовит их, обучая их всем основным компонентам сварочной операции. Оборудование, кабели и шланги, режимы TIG/MIG/Stick, защитный газ и наполнители — все эти части сварочных работ охвачены. Сертификаты выдаются для подтверждения понимания.
Снаружи, на какой-нибудь унылой стройплощадке или в грязном гараже, те же самые стажеры проходят настоящую работу. За ними следит опытный сварщик. По прошествии недель практика оттачивает их мастерство. Ошибки, которых нельзя было бы ожидать на уроке, обнаруживаются и преодолеваются. Постепенно стажер становится сварщиком среднего уровня, кем-то, кто знает все тонкости проекта сварки TIG так же, как он знает менее подробную работу по сварке электродом.
сварка на грязном рабочем месте
Источник: https://www.zetec.com/blog/pipeline-weld-inspection-your-complete-guide-to-visual-and-ndt-inspection-methods/
не такой уж и другой. Они оба начинают с нескольких уроков и приличного сварочного аппарата. Это путешествие приведет новичков в хорошо проветриваемый гараж или сарай. Отсюда их пути несколько расходятся: любитель сосредотачивается на любительской сварке, а будущий техник-сварщик сосредотачивается на более длительной карьере, которая включает в себя занятия, обучение на месте и много профессионального наставничества. Когда-нибудь этот стажер может даже стать наставником, кем-то, у кого есть опыт работы на уровне подмастерья во всех положениях сварки и всех типах соединений, от угловых до тройниковых и других.
Они оба начинают с нескольких уроков и приличного сварочного аппарата. Это путешествие приведет новичков в хорошо проветриваемый гараж или сарай. Отсюда их пути несколько расходятся: любитель сосредотачивается на любительской сварке, а будущий техник-сварщик сосредотачивается на более длительной карьере, которая включает в себя занятия, обучение на месте и много профессионального наставничества. Когда-нибудь этот стажер может даже стать наставником, кем-то, у кого есть опыт работы на уровне подмастерья во всех положениях сварки и всех типах соединений, от угловых до тройниковых и других.
Сварка для начинающих – часто задаваемые вопросы
Каковы риски сварки?
- Сильные токи
- Поражение электрическим током
- Дуговая сварка
- Инфракрасное и ультрафиолетовое излучение воздействует на глаза и кожу сварщика.
- Горячий металлический шлак и искры могут вызвать ожоги кожи.
Рекомендуется ли поступать в школу сварщиков для начинающих?
Это зависит от вас. Однако важно учиться систематически. Может быть, пойти в школу, чтобы тренироваться, это хороший выбор.
Однако важно учиться систематически. Может быть, пойти в школу, чтобы тренироваться, это хороший выбор.
Что нужно приготовить новичкам?
Вы должны начать с нескольких уроков, подготовить приличное оборудование, в том числе сварочный аппарат, сварочный шлем, перчатки и так далее. И самое главное – это ваше душевное состояние.
Вернуться к блогуПодпишитесь на нашу рассылку
Узнавайте первыми о новых коллекциях и эксклюзивных предложениях.
Основы сварки | WD-40
Основы сварки
<< Назад Для людей, не привыкших работать с металлом, обучение сварке может оказаться сложной задачей. Высокая температура, электричество, ослепляющий свет, летящие кусочки металла и другие испытания ждут тех, кто хочет попробовать себя в этом ремесле, а для того, чтобы стать опытным сварщиком, требуется много времени и опыта. Тем не менее, обучение сварке также может быть отличной возможностью приобрести новый набор навыков, принять вызов лицом к лицу и расширить возможности того, чего вы можете достичь. Вам не нужно быть опытным сварщиком или производить безупречные и красивые сварные швы, чтобы быть эффективным во многих задачах и проектах. Читайте ниже, чтобы узнать о различных видах сварки, и посмотрите, может ли это путешествие пробудить ваше любопытство.
Вам не нужно быть опытным сварщиком или производить безупречные и красивые сварные швы, чтобы быть эффективным во многих задачах и проектах. Читайте ниже, чтобы узнать о различных видах сварки, и посмотрите, может ли это путешествие пробудить ваше любопытство.
Начало работы
Четыре основных типа сварки: MIG, TIG, сварка электродом и сварка под флюсом. Для каждого требуется машина с питанием от электричества и защитное оборудование, такое как сварочный шлем для защиты головы, лица и глаз. Home Depot предлагает статью о том, как выбрать лучший сварочный шлем, когда вы будете готовы его купить. Прежде чем покупать сварочный аппарат, выберите стиль, в котором вы заинтересованы, и, возможно, протестируйте его с другом или на уроке сварки. Эта статья предназначена не для инструкций по сварке, а для предоставления информации, чтобы узнать о сварке и с чего начать. Вы можете продолжить исследования, просмотрев множество видеороликов на YouTube или других онлайн-ресурсах, таких как «Сварка 101: полное онлайн-руководство» The Crucible. Продолжайте читать ниже, чтобы прочитать о четырех основных типах сварки.
Продолжайте читать ниже, чтобы прочитать о четырех основных типах сварки.
Сварка электродом , также известная как электродуговая сварка в среде защитного газа или сварка стержнем, является одним из наиболее рекомендуемых способов сварки для начинающих. В нем используется «стержень» электрода с металлическим сердечником, часто стальным, окруженным флюсовым покрытием. Держатели электродов из кабелей сварщика прикрепляются к свариваемому металлу, и электрическая дуга плавит сердечник стержня (защищенный флюсом) для соединения материалов. Сварка стержнем отлично подходит для сварки общего назначения и структурных швов.
Сварка с флюсовой сердцевиной очень похожа на сварку электродом, за исключением того, что сварочный материал содержит флюс в сердцевине и металл снаружи. Сварочный материал сматывается в рулон и подается мотором, а не вручную. С помощью этого метода легче зажечь дугу, потому что материал подается автоматически, поэтому вы можете поддерживать постоянное расстояние от поверхности.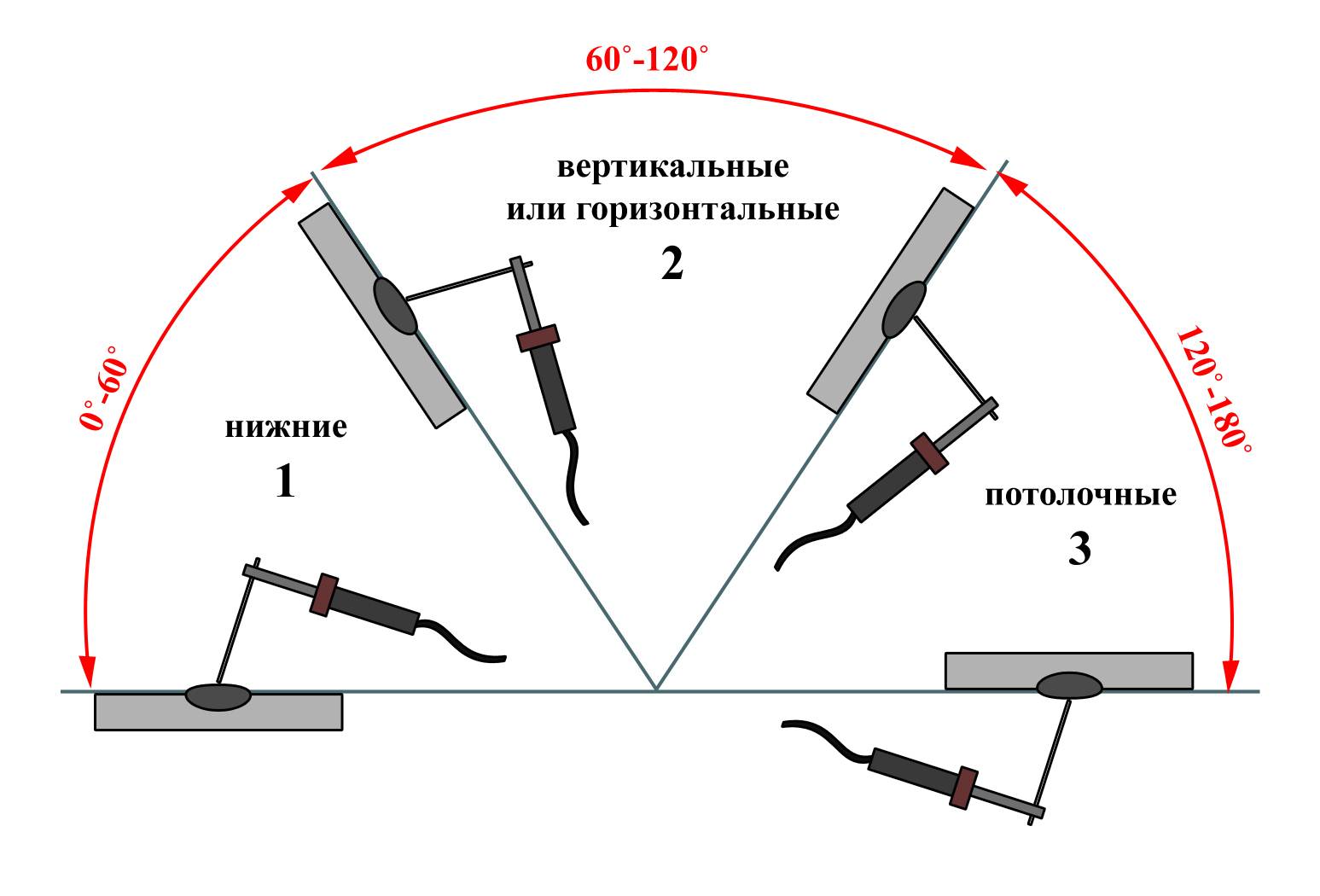 Для некоторых людей сварка с флюсовой проволокой является отличным выбором для новичков из-за простоты процесса сварки и относительно низкой стоимости оборудования.
Для некоторых людей сварка с флюсовой проволокой является отличным выбором для новичков из-за простоты процесса сварки и относительно низкой стоимости оборудования.
Сварка MIG выполняется быстро, легко и не оставляет шлакового налета, поскольку не используется флюс. Рулон проволоки подается автоматически, аналогично сварке под флюсом, но теперь только с металлом — например, со стальной проволокой, покрытой защитным наружным слоем меди. Когда проволока подается через сварочный аппарат MIG, горелка имеет сопло, которое выпускает защитный газ (двуокись углерода, аргон или их смесь), который защищает сварочную ванну по мере ее затвердевания. Сварка MIG получается намного чище, чем сварка стержнем или флюсом, но одним потенциальным недостатком является стоимость оборудования и материалов. Примечание: можно использовать сварочный аппарат с флюсовой проволокой для начала, а затем перейти на сварку MIG с добавлением газового баллона.
Сварка TIG , или дуговая сварка вольфрамовым электродом, использует дугу, создаваемую электродом из вольфрама, который не плавится. Стержень из металлического наполнителя (тип металла варьируется) вручную прикладывается к точке дуги, чтобы расплавить металл в нужном месте. Сварка TIG является наиболее точным из видов сварки, но и наиболее сложной для изучения. Он идеально подходит для сварки алюминия и требует более дорогого аппарата, который использует как постоянный, так и переменный ток, хотя общая стоимость аналогична сварочным аппаратам TIG с включенными газовыми баллонами.
Стержень из металлического наполнителя (тип металла варьируется) вручную прикладывается к точке дуги, чтобы расплавить металл в нужном месте. Сварка TIG является наиболее точным из видов сварки, но и наиболее сложной для изучения. Он идеально подходит для сварки алюминия и требует более дорогого аппарата, который использует как постоянный, так и переменный ток, хотя общая стоимость аналогична сварочным аппаратам TIG с включенными газовыми баллонами.
В зависимости от ваших целей и намерений при обучении сварке, вы можете придерживаться одного типа или поэкспериментировать с несколькими. В конце концов, разные рабочие места лучше подходят для того или иного типа машины или процесса. Существуют многопроцессорные машины, которые могут выполнять различные типы сварки с помощью одного оборудования, хотя они имеют определенные недостатки и существуют некоторые проблемы для конкретных задач (например, с алюминием или когда требуется переменный ток).
Совет для профессионалов.