Выпрямитель постоянного тока для точечной контактной сварки
Точечную сварку можно встретить не только на производстве, но и в бытовых условиях. Преимущества выбора такого вида сварки заключается в ее надежности. Данным способом крепления легко соединить разноуглеродные стали, цветной металл. При этом, можно строить практически любые конфигурации и совмещения с металлами.
Позволяет создавать изделие под любые фантазии и потребности.
Чаще всего, точечная сварка получила широкое применение в ремонте кабелей и бытовой техники. Точечная сварка позволяет производить ремонт аккумуляторов и других мобильных переносных устройств.
Технология сварки аккумуляторов достаточно проста, пример можно посмотреть по видео ниже.
Весь процесс сварки заключается в нагреве рабочей металлической поверхности до пластичного состояния. В таком состоянии изделия легко деформируются и соединяются.
Для обеспечения качества требуется постоянное проведение процесса плавления. Непрерывность и определенная скорость рабочего темпа, сила нажатия являются ключевыми в работе. В дальнейшем эти параметры характеризуют качество изделий.
Основой принципа работы данной сварки служит преобразование электрической энергии в тепловую. Под воздействием тепла металлическая поверхность подвергаются плавлению.
Контакт электродов следует помещать в местах соединения 2 рабочих поверхностей деталей, необходимых для закрепления.
Застывание расплавленной массы происходит в момент отключения тока. Тем самым, исключается эффект растекания поверхности швов. Поэтому, данный вид сварки носит название точечный.
Присоединение частей деталей осуществляется за счёт закрепления поверхности при помощи специальных клещей. Которые, подразделяются на подвесные и ручные.
- Подвесные. Получили широкое применение в условиях завода и промышленных предприятий, подлежат многократному использованию.

- Ручные. Основной функцией служит передача электротока на электроды.

- Высокая скорость работы;
- Наивысшая степень электробезопасности;
- Обеспечение качественного соединения;
- Изготовить устройство для сварки можно в ручную.
Вся система построена на элементарной передаче тепла в целях плавления металла в местах закрепления. На качество сварки может повлиять плохая очистка поверхности, видимые окислы.
Ознакомиться с техпроцессом можно по ссылке на видео.
Пользуясь законом теплопроводности, следовало бы учитывать этот параметр для большинства распространенных металлов. Параметры теплопроводности для некоторых из них представлены ниже в таблице.
Температура плавления, Сᵒ
Железо (низкоуглеродистая сталь)
- Теплопроводность;
- Электропроводимость;
- Механическая прочность;
- Скорость обработки.

Электроды недолговечны и требуют бережного отношения. При постоянном воздействии температурного режима, необходимо прерываться. Данная возможность позволяет остыть электродам и свариваемой поверхности. Таким образом, продлевается ресурс электродов.
Диаметр электродов влияет на характеристику силы тока, а соответственно и на качество шва. Диаметр сечения электрода подбирается исходя из толщины рабочей поверхности. Электрод должен быть приблизительно в два раза толще закрепляемых изделий.
Контактная сварк а позволяет проводить работы в обычных домашних условиях. Но, чаще всего, этот способ широко применяется в промышленности.
Заводы-изготовители позаботились о том, чтобы домашних условиях не присутствовали громоздкие аппараты по точечной сварке. Уже давно придуманы компактные мобильные устройства. Их предназначение заключается в ремонте домашней бытовой техники.
Такое устройство получило название споттер. Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
Устройство оснащено двумя выводами, предназначенными для закрепления одного из них к рабочей поверхности изделия. Второй же вывод подводится к электроду.
В данной конфигурации в клещах нет необходимости. Источник тока должен располагаться на достаточно близком расстоянии от места проведения работ.
Не стоит обращать на малогабаритное устройство, она достаточно функционально для своего размера.
Наиболее простые устройства используют однофазный ток. Но надеяться на то, чтобы закрепить деталь более одного миллиметра не стоит. Закрепление более сложных деталей производится с привлечением дополнительного трансформатора.
Стоимость споттеров достаточно невелика. В самой дорогой категории находятся инверторные.
Как правило, бытовые устройства не требует больших мощностей. Поэтому, можно обойтись и самодельным аппаратом.
Точечная сварка отличается своим качеством шва. В большинстве случаев, чтобы его разрушить требуется применение серьезных механических воздействий. Чаще всего, для этого используются сверла.
Чаще всего, для этого используются сверла.
Если существует такая потребность, есть желание сделать устройство самому, то собрать его вполне возможно в домашних условиях.
Размеры аппарата по точечной сварке зависит, прежде всего, от потребностей. Наиболее удобными выступают устройства со средними габаритами.
Рисунок. Схема сварочного аппарата по точечной сварке.
Работа устройства заключается на принципе Ленца-Джоуля. Требования физического закона гласит, что проводник должен вырабатывать тепло в количестве равным пропорции с сопротивлением проводника, а также квадратом тока и затраченного времени.
К такому схемному решению обязательна установка выпрямительного моста. Через тиристорный мост происходит заряд конденсатора. Первый тиристор выступает в качестве катода.
Конденсаторный блок является своеобразной защитой и служит в качестве высвободителя тока. Создается принцип качели, постоянная зарядка и разрядка конденсаторов. Данный принцип позволяет создавать эффект точечной пайки. Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Шов равномерно и своевременно остывает, не позволяя расплываться металлу.
Для увеличения мощности в схему, также добавляются дополнительный тиристор с реле выключения.
Важной деталью сварочного аппарата служит трансформатор. Минимальное значение по мощности должно составлять 750 Вт.
Видео по созданию собственноручного устройства.
Создать устройство можно при помощи инвертора. Прежде чем, приступать к цели, необходимо обладать некоторыми навыками в области электротехники.
Более простой считается схема с использованием трансформатора взамен инвертора. Но такие устройства недостаточно мощные, чтобы производить работы с металлами достаточной толщины более 1 мм.
Шаги создания устройства
- Извлечь трансформатор из ненужной микроволновки;
- Избавиться от вторичной обмотки, креплений, шунтов;
- Произвести вторичную обмотку более толстым проводом, чем в первичной;
- Проверить собранное устройство на утечку тока;
- Утечки устранять изоляцией при помощи ленты;
- Проверить силу тока. Значение должно быть не более 2 кА.
 Значение должно быть не более 2 кА.
Значение должно быть не более 2 кА.В качестве наконечников или электродов более всего подходит медный провод значительной толщины. Наконечники затачиваются и закрепляются.
Далее необходимо установить тумблер выключателя. Трансформатор следует закрепить к основанию. Для защиты устанавливается заземление. Соединения должны быть изолированы.
Почти весь прошлый век сварочные работы производились на переменном токе, если не использовалась газосварка. Это было связано с тем, что более простого и недорогого сварочного оборудования не было в промышленности и строительстве.
Сварочный аппарат переменного тока представлял собой мощный понижающий трансформатор с регулятором тока в виде подвижной вторичной обмотки или дополнительных отводов в ней же. Это были надежные, простые устройства, при этом очень тяжелые и габаритные. Но благодаря развитию полупроводниковой техники появилась возможность создать сварочный аппарат постоянного тока, который по потребительским свойствам лучше своего «переменчивого» собрата.
Преимущества и недостатки
Применение постоянного тока позволяет получать шов лучшего качества благодаря тому, что электрическая дуга стабильна. Нет переходов через ноль, как у аппарата переменного тока, поэтому нет брызг.
Возможность использования прямой и обратной полярности позволяет варить нержавеющую сталь, цветные металлы, то есть электродуговая сварка постоянным током имеет более широкий диапазон применения при прочих равных условиях. При использовании инверторов сварочный аппарат получается значительно меньше по габаритам и весу.
Недостатками являются относительно высокая стоимость (по сравнению с аппаратами переменного тока) и чувствительность к пыли. Приходится часто чистить внутренние блоки.
Приборы на трансформаторах
Первые модели аппаратов для сварки постоянкой были развитием приборов переменного тока. Дополнительно к сварочному трансформатору на выходе вторичной обмотки монтировали диодный выпрямитель, выполненный по мостовой схеме, затем подключали мощные конденсаторы для уменьшения пульсаций и дроссель для получения более стабильной дуги.
От однофазной или трехфазной сети переменное напряжение поступало на первичную обмотку понижающего трансформатора. На выходе вторичной получалось напряжение порядка 70 В на холостом ходу, дальше поступало на выпрямитель и сварочный электрод.
При замыкании электрода на массу и последующем отрыве на небольшое расстояние (примерно 5 мм) возникала электрическая дуга. Сварщику оставалось вести электрод вдоль будущего шва со скоростью необходимой для образования сварочной ванны.
Инверторы
По дрогу принципу работают сварочные инверторы, которые тоже относятся к аппаратам постоянного тока. Преобразования в них происходят несколько по-другому.
Входное сетевое напряжение 220 В сразу преобразуется выпрямителем в постоянный ток. С помощью фильтра низких частот пульсации сглаживаются, и ток, в качестве питающего, поступает на задающий генератор, силовые биполярные или полевые транзисторы.
Генератор вырабатывает сигнал частотой от 40 до 80 кГц. Изменение частоты переменным резистором, выведенным на лицевую панель, позволяет регулировать силу сварочного тока.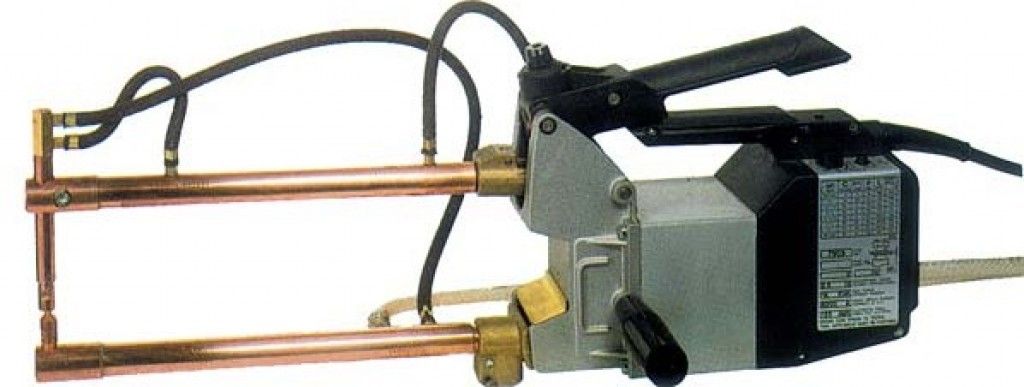 Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Эта частота поступает на управляющие входы силовых транзисторов, на выходе в результате получается импульсный ток той же частоты.
Для дальнейшего преобразования он пропускается через конденсаторы, чтобы получился высокочастотный переменный ток. Затем он подается на понижающий трансформатор.
С вторичной обмотки снимается пониженное напряжение высокой частоты. Благодаря этому не требуются такие громоздкие преобразователи (понижающие трансформаторы низкой частоты). Сварочный пост в таком случае получается компактным и эргономичным.
Получившийся высокочастотный ток вновь выпрямляется диодным мостом и превращается в постоянный. Для уменьшения пульсаций устанавливаются батареи конденсаторов, а для мягкости дуги – дроссель. Благодаря электронной схеме управления силой сварочного тока и напряжения, отсутствуют проседания мощности и нестабильность дуги.
Сварочный ток не зависит от изменения сетевого напряжения. Шов получается качественным. Сварщику гораздо легче работать таким сварочным аппаратом. Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Единственно, при пользовании электросваркой необходимо соблюдать требования к присадочной проволоке.
Электроды для сварки нужно использовать те, которые рекомендуются для данного вида металла. Диаметр необходимо выбирать исходя из толщины свариваемого материала.
Какие электроды использовать
Подбирая электроды для сваривания деталей постоянным током, в первую очередь необходимо убедиться в наличии сертификатов соответствия.
Они должны быть подтверждены соответствующими организациями типа «Центра стандартизации и метрологии» с соответствующими лицензиями. Дальше нужно выбирать электроды с учетом мощности сварочного аппарата, толщиной свариваемых деталей и вида металла. Среди многочисленных марок можно выделить такие:
- для сварки постоянным током низкоуглеродистых и низколегированных сталей подойдут электроды УОНИ13/45. Ими хорошо варить сосуды, работающие под давлением, толстостенные детали, а также заваривать дефекты литья;
- электродами УОНИ 13/55 также варят низкоуглеродистые и низколегированные стали. Используют при сварке сосудов высокого давления и стальных конструкций;
- электродами ОЗС-12 ГОСТ 9467-75 варят ответственные конструкции из низкоуглеродистой стали. Сваривание производится во всех положениях, кроме вертикального шва;
- ОЗС- 4 можно варить по окисленной поверхности с теми же сталями.
 Используют при сварке сосудов высокого давления и стальных конструкций;
Используют при сварке сосудов высокого давления и стальных конструкций;Перечисленные выше марки наиболее универсальные и простые в использовании. Их можно быстро зажечь и обеспечить стабильную дугу, поддерживаемую постоянным током.
Для средне и высоколегированных сталей применяются специальные электроды. Они имеют состав близкий к марке свариваемой стали.
Перед применением электродов необходимо убедиться, что они сухие, без сколов обмазки. Правильный подбор марки и диаметра, силы сварного тока обеспечит получение качественного сварного шва. Все необходимые данные имеются в инструкции по эксплуатации на сварочный аппарат и паспорте на электроды.
Самостоятельное изготовление
Сварочный аппарат постоянного тока имеет смысл делать своими руками, если есть запас полупроводниковых приборов подходящих по номиналам. При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
При использовании трансформаторной традиционной схемы преобразования тока все будет достаточно дешево.
Если решили собирать инверторный аппарат, то покупка силовых транзисторов выйдет в копеечку, проще купить готовый инвертор.
Выпрямитель
Постоянный сварочный ток в самодельных аппаратах обычно рассчитывают на 160-200 ампер. Для этого оптимальными будут выпрямительные диоды В200 соединенные по мостовой схеме.
Нужно только учесть, что корпус от внутренностей у диода не изолирован, то есть при подаче напряжения на выводы, корпус тоже окажется под напряжением.
Так как они сильно греются при работе, то их устанавливают на радиаторы. Они должны быть изолированы друг от друга, корпуса сварочного оборудования и других элементов схемы.
Если в распоряжении имеются диодные мостовые сборки, то это еще лучше, поскольку схему будет проще собирать. У них прямой ток порядка 35-50 А. Если требуется мост помощнее, то сборки можно спаривать, ставить параллельно.
Надежность такого соединения меньше, чем у одиночного диода из-за разброса параметров, но если установить с запасом, то все будет замечательно. Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Корпуса у них не под напряжением, поэтому можно устанавливать на один радиатор.
Другие компоненты
Самодельный сварочный аппарат постоянного тока трансформаторного типа состоит из понижающего трансформатора мощностью от 7 кВт и выше, выпрямительного моста на диодах типа В200, ВЛ200 или нескольких мостовых диодных сборок, набора электролитических конденсаторов общей мощностью 30000 мкФ и дросселя. Для охлаждения диодов применяются алюминиевые радиаторы и вентилятор.
Все контакты рекомендуется делать пайкой для уменьшения переходных сопротивлений в местах соединений. Сварочный трансформатор будет иметь различные габариты в зависимости от мощности и используемой частоты преобразования. Это необходимо учесть при конструировании корпуса или его подборе.
Сварочные кабели должны подсоединяться к устройству через болтовое соединение. В таком варианте исполнения практически отсутствуют регулировки сварки постоянным током.
Если в наличии имеется сварочный аппарат переменного тока, то добавив выпрямительную схему можно получить устройство постоянного тока, но уже с регулировками по переменному напряжению, что тоже хорошо.
Изготовление сварочного аппарата инверторного типа под силу людям, разбирающимся в электронике. Здесь нет такого большого разброса по параметрам, как в трансформаторном аппарате.
Схемы достаточно сложные для начинающего радиолюбителя, но при соблюдении всех правил пайки микросхем и полупроводниковых приборов, особенно полевых транзисторов, можно сделать аппарат требуемых параметров.
Точечная контактная сварка отличается от привычной дуговой тем, что металл плавится не при высокой температуре электродуги, возникающей между электродом и свариваемым металлом, а за счет прохождения тока сквозь контакт двух свариваемых деталей. Этими деталями могут быть тонкие листы металла, проволока, пластины. Они прочно сжимаются специальными механическими приспособлениями и сквозь место соединения пропускается импульсный ток высокой силы (1000 и более Ампер) при напряжении в несколько вольт.
Точечная сварка своими руками предполагает, что на 1 мм 2 контактной площади приходится не менее 5 кВт мощности, что соответствует силе тока до 50А/мм 2 . При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
При этом механическое давление на тот же квадратный миллиметр должно быть не менее 3-8 кг. Чтобы достичь таких параметров, необходима специальная конструкция рабочего инструмента в виде клещей.
Рабочий орган — два токопроводящих электрода, которые сжимают соединяемые детали с требуемой силой при нажатии на рукоятки. После сжатия на электроды подается импульс тока длительностью 01-1 с, который расплавляет металл до пластического состояния. После прекращения подачи тока механическое воздействие сохраняется и расплавленный металл сливается в одно целое и так застывает, образуя прочное соединение, не уступающее электродуговой сварке.
Схема сваривания выглядит так:
Аппарат точечной сварки из сварочника
Главной сложностью при изготовлении аппарата точечной сварки своими руками является сборка источника тока. Он должен выдавать короткие импульсы небольшого напряжения и высокой силы тока, превышающей 1000А. Длительность импульса регулируется тиристорной схемой или вручную обычным выключателем на первичной обмотке. Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Для низколегированных сталей необходим более длительный импульс, нержавейка сваривается при коротких импульсах, чтобы верхняя часть не успела прогреться и окислиться, что значительно снижает антикоррозионные свойства.
Во втором случае сварка таким аппаратом требует определенной сноровки — с первого раза угадать необходимую длительность импульса очень сложно, особенно на разных металлах. Но методом проб и ошибок на обрезках листовой стали или цветных сплавов вполне реально добиться качества сварки не хуже, чем на промышленных аппаратах.
Точечная сварка, собранная своими руками из старого сварочного аппарата, работает достаточно эффективно и вполне в состоянии решить ряд проблем с соединением листового металла толщиной от нескольких десятых до 2-3 мм. Для более толстого листа сложно создать требуемое усилие при помощи самодельных клещей или рычажного устройства.
Почему выбирается именно старый трансформатор? Аппарат точечной сварки своими руками предполагает его полное переоборудование, которое касается, впрочем, только вторичной обмотки. После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
После переделки обычная сварка ММА таким аппаратом становиться невозможной, поэтому и выбирается старый, но еще рабочий аппарат, по крайней мере, первичная обмотка должна быть если не в идеальном, то в приемлемом состоянии.
Вторичная обмотка удаляется полностью и на ее место устанавливается другая, из медного изолированного жгута или шины. Изолировать провод необходимо очень тщательно, в несколько слоев негорючей изоляцией. Удобна для этих целей тканевая изолента, которая чередуется с обмоткой обычным автомобильным скотчем, который используется при покраске кузова.
Сечение провода вторичной обмотки должно быть не менее 1,8 см 2 . Если удастся найти подходящий кабель заводского производства в изоляции, то лучше использовать его. Хороший результат дают как кабели с монолитной сердцевиной, так и многожильные из скрученных в жгут медных проводов. На вторичную обмотку идет несколько витков кабеля или шины с таким расчетом, чтобы при подаче 220В на первичный контур, во вторичном возникал ток напряжением 6-8 В. В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
В таком случае сила тока будет достигать 800-1000 А. Этого вполне достаточно для сварки отдельных деталей в домашней мастерской.
Как подобрать электроды
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Точечная сварка из аккумулятора
В интернете встречается информация о том, как сделать точечную сварку своими руками, используя обычный автомобильный аккумулятор на 12 В. Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Выполнять с ее помощью можно соединение небольших деталей, которые обычно соединяются пайкой. Но во многих случаях сварка дает лучший результат по прочности и более удобна для соединения разнородных металлов.
Точечная сварка своими руками из аккумулятора — конструкция несложная и может быть сделана в гараже на протяжении нескольких часов, при наличии всех частей и инструментов, естественно. Для ее монтажа не требуется каких- то особых приспособлений или сложного оборудования.
Существует три разновидности сварки при помощи аккумулятора. Первый, самый простой, можно сказать примитивный, требует только наличия аккумулятора и двух медных проводов, оголенные концы которых и выступают электродами. Как правило, используется этот способ чаще всего, но только для сваривания цветных металлов. Именно его с полным основанием можно назвать точечным.
Два других способа — угольными электродами и при помощи инвертора требуют батареи из нескольких аккумуляторов и дополнительного оборудования. Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Они тоже используются в бытовых и походных условиях, но покупать несколько однотипных аккумуляторов, чтобы сделать из них сварочный аппарат, довольно накладно. Для точечной сварки может подойти любой аккумулятор, который достаточно снять с автомобиля.
Простенькое приспособление для выполнения сварочных работ состоит из двух медных проводков сечения не менее 1,5 мм 2 , закрепленных в контактной колодке. Расстояние между зачищенными концами электродов 2-3 мм. Конечно, как и в любой самодельной конструкции, вариантов может быть множество, но как базовый лучше всего использовать именно этот тип конструкции. Как работает такая мини установка показано на видео :
Сварка от аккумулятора предназначена для соединения небольших деталей из тонкого листового металла, но даже при этом аккумулятор разряжается довольно интенсивно. Если вы сняли его с машины, то желательно иметь в гараже и зарядное устройство, чтобы вернуть батареи прежний заряд.
Приведенные примеры — самые простые самодельные конструкции аппаратов точечной сварки. Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
Если у вас есть свои разработки — пишите нам на сайт. Нас и наших читателей очень интересуют реальные разработки самодеятельных конструкторов. Самые интересные схемы мы непременно опубликуем.
особенности одноточечного оборудования и технология процесса
Одним из методов сплавления является точечная контактная сварка. Ее суть заключается в плотном соединении в определенной точке двух деталей и пропускании через место контакта электрического тока.
Аппараты точечной контактной сварки востребованы во многих отраслях промышленности. Для применения в быту их научились делать своими руками, используя трансформаторы или систему конденсаторов.
Фазы процесса
Можно выделить три фазы в процессе точечной сварки. В первой фазе происходит сжатие заготовок, которое приводит к пластической деформации в точке контакта. Для этого аппарат контактной сварки оборудован специальными клещами или другими схожими приспособлениями.
Во второй фазе происходит подача тока в область контакта, что вызывает плавление металла в точке соединения и образование расплавленного ядра. Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
Пока проходит ток, ядро расширяется до максимума. Сжатие соединяемых изделий вызывает появление плотного пояса вокруг жидкого ядра, который препятствует растеканию расплавленного металла.
В третьей фазе сварочный ток выключается, металл остывает и кристаллизуется. Для снятия напряжений при охлаждении прижимное усилие сохраняется еще некоторое время.
Требования к сварным соединениям определяет государственный стандарт – ГОСТ 15878-79. О том. Какие можно использовать электроды в аппарате контактной точечной сварки, описано в ГОСТ 14111-90. Делают их из меди или легированной хромом, кадмием, цирконием бронзы.
Виды оборудования
При точечной контактной сварке аппарат может выдавать ток разного рода и частоты. По этим отличительным признакам сварочное оборудование разделяют на четыре класса:
- контактная точечная сварка на переменном токе;
- низкочастотная контактная сварка;
- устройства конденсаторного типа;
- сваривание постоянным током.
Существует многоточечные станки контактной сварки для сварки сеток на производстве. В таких аппаратах одновременно происходит сваривание в нескольких точках. Любое оборудование имеет свои плюсы, но самыми популярными стали одноточечные устройства переменного тока.
Работа на переменном токе
Аппарат контактной сварки, работающий на переменном токе, представляет собой трансформатор, во вторичной обмотке имеющий два электрода. В качестве материала для электродов контактной точечной сварки применяется медь. Между электродами помещают детали, которые специальным устройством прижимают друг к другу.
В первичной обмотке находится тиристорный модуль, через который питающее напряжение 220 В или 380 В поступает на обмотку. Подавая управляющий сигнал на тиристор, можно получить необходимую длительность тока для контактной точечной сварки. Изменяя угол открытия тиристора, можно регулировать форму сигнала, который приходит на вторичную обмотку.
В случае применения нескольких первичных обмоток можно получить набор коэффициентов трансформации, комбинируя их соединение. В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах.
В результате во вторичной обмотке получается несколько уровней напряжения и тока. Это позволяет аппарату контактной точечной сварки работать в разных режимах.
Для управления оборудованием имеется дополнительный блок, который имеет реле, управляющую панель и схему контроллера.
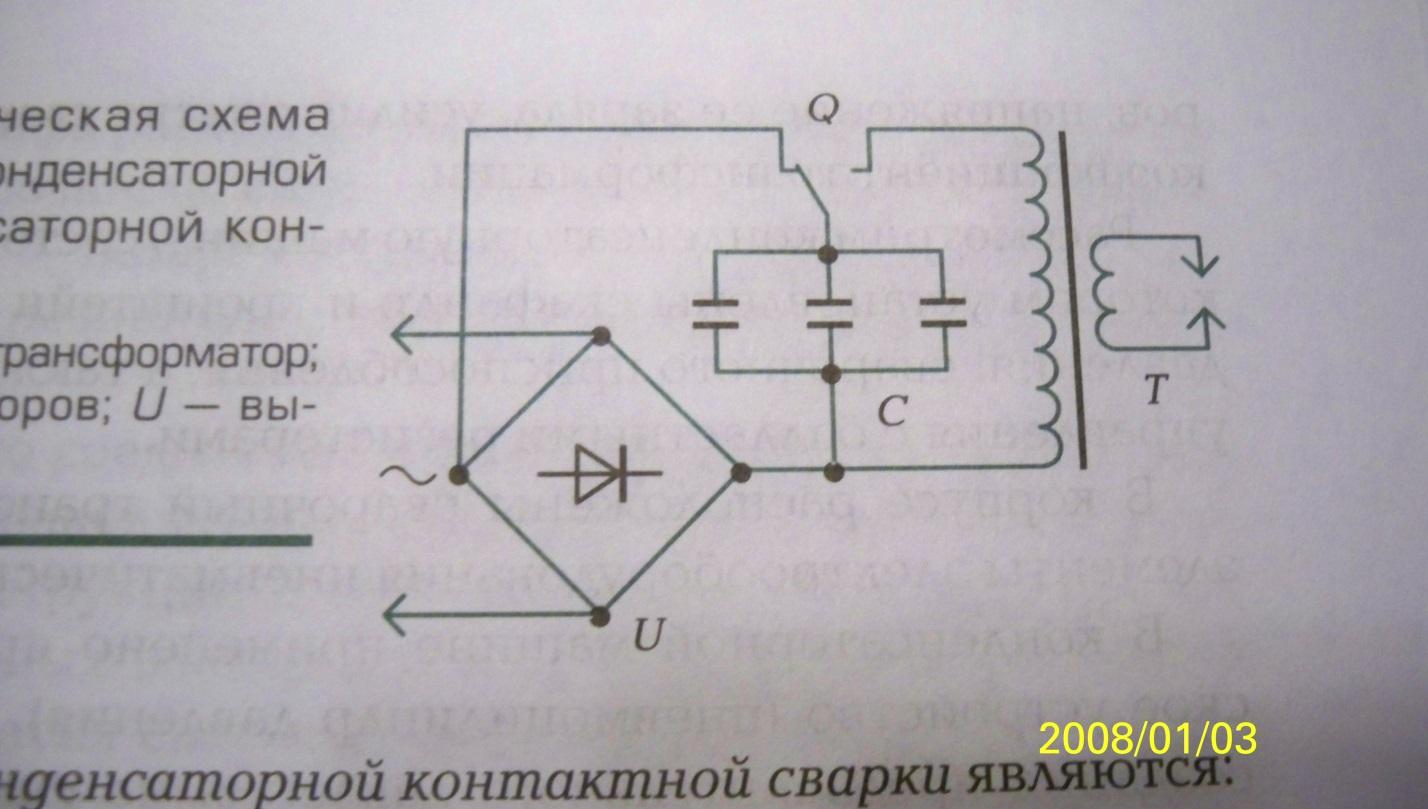
Оборудование на конденсаторах
Аппарат для точечной контактной сварки может состоять из блока заряда конденсаторов, большой батареи емкостей, управляющего блока и электродов с механизмом прижима заготовок.
Принцип контактной сварки лежит в первоначальном достаточно длительном накоплении электрической энергии на обкладках конденсаторов и мгновенном ее выбросе при создании искусственного короткого замыкания через точку контакта.
Возможность накопления заряда в емкостной батарее позволяет использовать оборудование меньшей мощности по сравнению с другими сварочными аппаратами.
Благодаря постоянству емкости батареи получается нормированное выделение энергии на один сварочный импульс, что позволяет получать стабильный результат независимо от изменения сетевого напряжения и других характеристик сети.
Конденсаторная контактная сварка длится миллисекунды, что приводит к мощному выделению энергии в маленькой области контакта. Это позволяет применять ее при сварке сплавов с высокой теплопроводностью типа меди, а также металлов с разными тепловыми характеристиками.
Конденсаторные аппараты контактной точечной сварки с жесткой характеристикой, быстрым разрядом, широко используются в радиоэлектронике и приборостроении.
При расчете необходимой энергии на сварку того или иного соединения можно использовать формулу:
W = C*U2/2,
где С – емкость в фарадах, W – энергия в ваттах; U — зарядное напряжение в вольтах. Включая в контур заряда активное переменное сопротивление, можно регулировать величину зарядного тока, время заряда и потребляемую мощность.
Где применяют метод
Особенностью точечной контактной сварки является краткое воздействие на соединяемые изделия (от единиц миллисекунд до нескольких секунд), сварочный ток в несколько тысяч ампер и напряжение величиной от 1 до 2-3 вольт. При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
При этом необходимо усилие в точке сварки от десятков до сотен килограмм. Маленькая площадь контакта приводит к малой области расплавления металла.
Благодаря этим особенностям точечную сварку используют при сваривании металлов толщиной от единиц микрон до 20-30 мм. Эти возможности обеспечили ее применение в радиоэлектронике, производстве приборов, авиационной и автомобильной промышленности, строительстве и многих других отраслях.
Невозможно представить авторемонтные мастерские без сварочных аппаратов точечной контактной сварки. При устранении вмятин они незаменимы. Все автомобили и самолеты созданы с использованием контактной сварки. Практически все литиевые батареи в ноутбуках соединены с помощью односторонней контактной точечной сварки.
Плюсы и минусы технологии
Широкое распространение технология получила из-за простоты и удобства использования сварочного оборудования, высокой производительности. Аппарат может обеспечить несколько сотен свариваний в минуту при малых затратах электроэнергии, при этом не выделяет никаких вредных веществ в атмосферу.![]()
Технология легко поддается автоматизации. Для сварки не нужно сварочной проволоки, присадок и флюсов. Соединение получается прочным и без остаточных деформаций.
Единственный недостаток заключается в негерметичном соединении изделий. Аппарат работает прерывисто, производя соединение в отдельных точках, поэтому о герметичности речь не идет.
Возможные дефекты
При точечной сварке прочность соединения такова, что разрушения возникают в основном металле, так как сварные точки имеют большую толщину. Продолжительность сваривания и прижимное усилие имеют решающее значение. Если неправильно их рассчитать, то аппарат будет варить с дефектами.
Имеется три основных вида дефектов:
- отклонения литой зоны от оптимума, ее смещение от точки контакта;
- неполный провар в точке контакта:
- изменение физико-химических свойств металла в точке сварки.
Самым опасным является отсутствие литой области. Происходит тепловое склеивание, при котором соединение выдерживает незначительные нагрузки.
Прочность нарушается при сильном давлении электродов аппарата контактной сварки, что вызывает вмятины. Также ослабляется прочность при выплесках металла.
Причины дефектов
Непровар часто обусловлен малым током или изношенностью контактной площадки электродов. Маленький ток может быть связан со слишком малым промежутком между сварными точками, что вызывает сильное шунтирование. Брак определяется визуальным осмотром и использованием специального оборудования.
Наружные трещины появляются от чересчур большого импульсного тока аппарата, слабого сжатия, загрязнения сварочной области, что изменяет параметры сварочной цепи. Изъян обнаруживается визуальным осмотром при использовании лупы.
При глубоких вмятинах от электрода необходимо разобраться с его контактной частью. Возможно, причина в слишком малом радиусе кривизны контактной площадки и слишком большом прижимном усилии. Дефект определяется визуально.
Причиной того, что при внутреннем выплеске металл вытекает в область между заготовками, может быть превышение сварочного тока аппарата, времени сварки и недостаток сжатия. Изъян определяется специальными приборами, может зафиксироваться и визуально из-за неплотного соединения деталей.
Внешний выплеск происходит при превышении длительности и силы тока, малом прижиме и перекосе электродов. Это можно заметить невооруженным глазом.
Внутренние трещины возникают от комбинации причин типа чрезмерный ток, длительность воздействия, загрязненная поверхность недостаточное сжатие и отсутствие поковочного воздействия в процессе кристаллизации. Изъяны выявляют специальной аппаратурой.
Смещение ядра возникает из-за неправильной установки электродов аппарата контактной сварки и их загрязнения. Причиной прожога являются недостаточный прижим соединяемых изделий, их загрязнения.
Устранение изъянов производится повторением процесса сварки. Если нельзя сваривать, например, недопустим повторный нагрев изделия, то дефектную область лучше высверлить и поставить заклепку.
Схемы сварочных машин электрические – Энциклопедия по машиностроению XXL
Сварочные машины. Электрическая часть машин для сварки сопротивлением состоит из трансформатора однофазного переменного тока, дающего напряжение 0,5—8 V, затем из медных электродов для подвода тока к свариваемым предметам с необходимым кабелем и из приспособления для регулирования. При наличии сети однофазного тока включение в нее сварочной- машины не представляет никаких затруднений. В сеть трехфазного тока машина включается между двумя ее фазами если таких машин имеется несколько штук, необходимо включить их в сеть т. о., чтобы все три еа фазы были нагружены по возможности равномерно. Для нагревания предметов до сварочной 1° требуются токи чрезвычайной силы для предметов крупного сечения—до 80 ООО А и выше.
В качестве источника питания электро-полировочных ванн используются также сварочные генераторы постоянного тока. Но эти генераторы имеют падающую характеристику, т. е.
 резко снижают напряжение при возрастании нагрузки. Поэтому для улучшения их “характеристики применительно к условиям переменных нагрузок при питании ванн производят некоторые изменения в их электрической схеме. У машин типа СУГ и СМГ изменение схемы заключается в переносе положительного полюса на
[c.550]
резко снижают напряжение при возрастании нагрузки. Поэтому для улучшения их “характеристики применительно к условиям переменных нагрузок при питании ванн производят некоторые изменения в их электрической схеме. У машин типа СУГ и СМГ изменение схемы заключается в переносе положительного полюса на
[c.550]Разрядная часть силовой электрической схемы конденсаторных машин включает коммутатор К1 (как правило, быстродействующий тиристор типа ТБ) и понижающий сварочный трансформатор ГС, вторичная обмотка которого подключена к шинам сварочного контура машины. [c.169]
На рис. 1.2 приведены схемы трехфазных машин контактной сварки. Использование для контактной сварки выпрямленного тока повышает технические характеристики оборудования и расширяет его технологические возможности. Сварочный контур большинства машин представляет собой электрическую цепь, индуктивное сопротивление которой на переменном токе промышленной частоты в несколько раз превышает ее активное сопротивление. Отношение это тем выше, чем больше вылет электродов и раствор сварочного контура. Так, в серийно выпускаемой машине переменного тока МТ-4019, имеющей вылет электродов 500 мм, индуктивное сопротивление сварочного контура составляет 260 мкОм.
[c.169]
Отношение это тем выше, чем больше вылет электродов и раствор сварочного контура. Так, в серийно выпускаемой машине переменного тока МТ-4019, имеющей вылет электродов 500 мм, индуктивное сопротивление сварочного контура составляет 260 мкОм.
[c.169]
Сварочные машины контактные — Электрические схемы 530 [c.1068]
Сварочные генераторы являются электрическими машинами постоянного тока, которые в зависимости от конструктивных особенностей могут иметь различные внешние характеристики. Падающая внешняя характеристика генераторов обеспечивается либо специальной схемой включения обмоток возбуждения, либо особой конструкцией полюсов статора и якоря. На рис. 196, а представлена схема сварочного генератора с самовозбуждением с параллельной намагничивающей 2 и последовательной размагничивающей 3 обмотками возбуждения. Эти обмотки генератора включены таким образом, что создаваемые ими магнитные потоки направлены навстречу друг другу. При этом намагничивающий поток Фн не зависит от нагрузки, а размагничивающий поток Фр возрастает по мере увеличения сварочного тока. В результате взаимодействия магнитных потоков генератор имеет падающую внешнюю
[c.305]
В результате взаимодействия магнитных потоков генератор имеет падающую внешнюю
[c.305]
Переключателем ступеней, состоящим из двух перемычек, обеспечивается регулирование вторичного напряжения сварочного трансформатора шестью ступенями в пределах от 2 до 3,5 в. Вторичный виток сварочного трансформатора охлаждается проточной водой. На машине типа АСИФ-25У можно осуществлять сварку стальных стержней сечением до 400 мм . Стыковую сварку стержней больших сечений обеспечивают машины с рычажным механизмом подачи типов АСИФ-50У и АСИФ-75У. Эти машины имеют одинаковое конструктивное исполнение и различаются в основном своими сварочными трансформаторами, мощности которых соответственно составляют 50 и 70 ква при ПВ-25%. Кинематическая и электрическая схемы указанных машин приведены на рис. 107. [c.187]
На рис. 156 приведена принципиальная электрическая схема машины. Как видно из схемы, сварочные трансформаторы Трх и Тр2 получают питание от двух фаз силовой сети напряжением
[c.![]() 265]
265]
На рис. 13 приведены принципиальные электрические схемы контактных сварочных машин однофазные переменного тока с электромагнитным контактором (рис. 13, а), с игнитронным контактором (рис. 13,6) и с тиристорным контактором (рнс. 13, в) трехфазные с выпрямлением тока во вторичном контуре (рис. 13, г) и конденсаторные (рис. 13,6). [c.16]
Электросварщик V разряда должен знать электрические схемы и конструкции сварочных машин различных типов, технологические свойства свариваемых металлов, включая высоколегированные стали, способы испытания и контроля ответственных сварных швов. [c.210]
Электрические схемы контактных сварочных машин различны для разных видов машин. Электрические схемы стыковых, точечных и шовных машин имеют специфические особенности. Машины, предназначенные для одного и того же вида сварки, но разной мощ- [c.13]На рис. 5 показана принципиальная электрическая схема для контактных сварочных машин. Трансформатор включается в электрическую сеть через переключатель ступеней 2 и контактор 3 (прерыватель). Эти три электрические устройства образуют силовую цепь. Предохранители и рубильник не входят в комплект электрических устройств машины их устанавливают при монтаже в цехе. Регулятор времени 4 и пусковая кнопка 5 составляют элементарную цепь управления работой машины.
[c.13]
Трансформатор включается в электрическую сеть через переключатель ступеней 2 и контактор 3 (прерыватель). Эти три электрические устройства образуют силовую цепь. Предохранители и рубильник не входят в комплект электрических устройств машины их устанавливают при монтаже в цехе. Регулятор времени 4 и пусковая кнопка 5 составляют элементарную цепь управления работой машины.
[c.13]
На рис. 72 показана электрическая схема точечной машины, цикл работы которой регулируется элементарным реле времени РВ, в сочетании с реле давления РД. При такой схеме наряду с упрощением электрического устройства машины достигается автоматическая синхронизация работы контактора, включающего сварочный ток, и системы сжатия электродов. [c.132]
Монтажная электрическая схема показывает с более или менее точным соблюдением масштаба расположение всего электрооборудования сварочной машины, расположение и сечение всех соединительных проводов и содержит другие сведения, необходимые для монтажа. [c.174]
[c.174]
В каждом конкретном случае фактическая циклограмма сварки выбирается из условий рационального удовлетворения технологических требований и соблюдения удовлетворительных энергетических и эксплуатационных показателей сварочного оборудования. В частности, плавное нарастание усилия сжатия электродов заменяется двух- или трехступенчатым. В зависимости ст-принципа действия электрической схемы и пределов электрической мощности скорости нарастания и спада температуры могут существенно отличаться от заданных. Так, например, при высоких скоростях нагревания и отсутствия возможности ее регулирования (машины однофазные переменного тока без модулирования импульса сварочного тока и др.) возникающие дефекты (выплески) предотвращают путем увеличения усилия сжатия в стадиях нагревания и сварки. [c.25]
Электрическая и пневматическая схемы машины (фиг. 20 и 21) построены так, что дают возможность осуществить полуавтоматическую работу сварочной машины.
 [c.45]
[c.45]Конструкция машины для УЗС металлов, на основе рассмотренных стержневых систем, достаточно проста. Технические требования к колебательным системам и конструкциям машин, их кинематические схемы, включая машины для шовной сварки и ручные сварочные инструменты, а также электрические схемы управления и питания, рассмотрены в работах. [48, 50]. Отметим только, что в сварочных машинах, выполненных на основе продольно-поперечной и крутильной систем, следует использовать стержневые опоры резонансной длины, соответственно кп/4 и Я, /4. Обычно стержневые опоры служат для передачи деталям давления N. [c.150]
По назначению провода и кабели подразделяют на силовые для передачи электрической энергии большой мощности монтажные, установочные и контрольные для соединения электрического оборудования в машинах и приборах и монтажа электрических схем на щитах и в цепях управления и других электрических устройствах шланговые — гибкие кабели с высокопрочной изоляцией для подвода электрической энергии к сварочным рабочим постам и к передвижным машинам обмоточные, применяемые для изготовления обмоток электрических машин, трансформаторов, электромагнитов и т. д. троллейные — для передачи электрической энергии через скользящий контакт голые провода — шины для передачи энергии на короткие расстояния (на щитах и других аналогичных устройствах) и многие другие виды узкоспециального применения. Ниже приведено описание наиболее применяемых проводов и кабелей.
[c.144]
д. троллейные — для передачи электрической энергии через скользящий контакт голые провода — шины для передачи энергии на короткие расстояния (на щитах и других аналогичных устройствах) и многие другие виды узкоспециального применения. Ниже приведено описание наиболее применяемых проводов и кабелей.
[c.144]
Электронное реле времени 2 обеспечивает плавную регулировку сварочного цикла от 0,1 до 4 сек (+5%). Электрическая схема машины позволяет работать в автоматическом и индивидуальном режимах. На пульт управления 1 вынесены кнопки включения и выключения колебаний с контактным усилием и переключатель на автоматический или индивидуальный режим. [c.25]
Особенности основных узлов. Установка для механизированной сварки контактным плавлением включает механическую часть, предназначенную для выполнения сборочносварочных операций электрическую часть управления сборочно-сварочными операциями источник питания узлы аппаратуры газового обеспечения защиты зоны сварки. В состав механической части установки входят узлы, обеспечивающие сборку деталей под сварку и узел подвода тока к месту сварки. В большинстве случаев, на специализированных установках сварка производится по двухэлектродной схеме, когда оба полюса источника питания подключают к сварочным электродам. При такой схеме практически исключается значительное протекание тока по свариваемой детали, благодаря чему сводятся к минимуму дополнительные потери энергии и деформация деталей от теплового воздействия. Кроме того, в 2 раза сокращается машинное время сварки.
[c.386]
В состав механической части установки входят узлы, обеспечивающие сборку деталей под сварку и узел подвода тока к месту сварки. В большинстве случаев, на специализированных установках сварка производится по двухэлектродной схеме, когда оба полюса источника питания подключают к сварочным электродам. При такой схеме практически исключается значительное протекание тока по свариваемой детали, благодаря чему сводятся к минимуму дополнительные потери энергии и деформация деталей от теплового воздействия. Кроме того, в 2 раза сокращается машинное время сварки.
[c.386]
Помимо оборудования, необходимого для нагревания и сварки пластмасс, требуется также и вспомогательное оборудование. В состав такого оборудования входят шкафы для предварительного подогрева, машины для формования труб, специальное сварочное оборудование для выполнения швов большой длины, генераторы электрического тока, ленточные пилы, шлифовальные круги, малогабаритные нагревательные шкафы для подогрева инструмента, гибочные прессы, пилы для угловой распиловки материала и верстаки к ним, а также различные зажимные приспособления и всевозможное вспомогательное оборудование. На фиг. 48 представлена схема типового цеха сварки пластмасс нагретым инструментом.
[c.86]
На фиг. 48 представлена схема типового цеха сварки пластмасс нагретым инструментом.
[c.86]
В первом случае автономная система стремится сохранить свое первоначальное состояние за счет направленного изменения физических параметров процесса без учета электрических н мехапических характеристик. сварочных машин. Так при точечной сварке самопроизвольное увеличение сварочного тока, связанное с гойышением напряжения питающей сети, вызывает uepei рев свариваемого металла, что приводит к росту температуры в зоне сварки, снижению сопро-тивлеиия пластической деформации, увеличению размеров контактов, снижепиго плотности тока я соответственно температуры и размеров соединений (диаметра ядра) до значений, близким к первоначальным по следующей схеме [c.112]
Ультразвуковая сварочная машина УЗСМ-1 (рис. 13) предназначена для точечной сварки тонколистовых малогабаритных деталей (например, алюминия и сплавов Д16М, АМц толщиной до 1,5 Л1Л ) и их сочетаний с деталями большой толщины.
 Соединяемые металлические листы устанавливаются на опору 7 и прижимаются сверху сварочным инструментом с наконечником 3. Машина состоит из акустического узла, механизма давления, реле времени и электрической схемы управления. Для возбужде-
[c.24]
Соединяемые металлические листы устанавливаются на опору 7 и прижимаются сверху сварочным инструментом с наконечником 3. Машина состоит из акустического узла, механизма давления, реле времени и электрической схемы управления. Для возбужде-
[c.24]За последние годы в СССР и за рубежом создано большое количество различных машин для УЗС металлов. Это оборудование можно классифицировать по способу преобразования электрической энергии в механическую (магнитострикционный или пьезоэлектрический), по характеру распространения энергии в свариваемых материалах (направленный ультразвук и не неправлен-ный), по видам дополнительных источников энергии в зоне сварки (нагрев, давление) по способу сварки (точечная, многоточечная, рельефная, шовная) по характеру установки (стационарная, переносная, подвесная) по степени автоматизации (полуавтомат, автомат) и назначению (общего применения и специализированная) по кинематической схеме и конструктивным особенностям и т. д. На данном этапе оборудование для УЗС целесообразно классифицировать и по мощности. Принимая во внимание ГОСТ 9865—68, регламентирующий выходную мощность генераторов, сварочные машины можно разбить на группы малой мощности (0,01— 0,25 кб/п), средней (0,4—4,0 кет) и большой (свыше 4,0 /сет).
[c.125]
Принимая во внимание ГОСТ 9865—68, регламентирующий выходную мощность генераторов, сварочные машины можно разбить на группы малой мощности (0,01— 0,25 кб/п), средней (0,4—4,0 кет) и большой (свыше 4,0 /сет).
[c.125]
Высокая производительность машины обеспечена за счет применения сварочного инструмента типа игла—капилляр , механизма автоматической подачи и обрыва проволоки, а также наличия двух независимых автоматически переключающихся режимов сварки. Электрическая схема управления машиной выполнена на транзисторных логических элементах с бесконтактной коммутацией цепей. Ультразвуковой генератор на транзисторах имеет автоматическую подстройку частоты. Этим достигается стабильность амплитуды колебаний сварочного инструмента. Схема сварочной головки машины МС-41П2-1 приведена на рис. 75. [c.129]
В качестве источника питания электрополировочных ванн используют также сварочные генераторы постоянного тока. Но эти генераторы имеют падающую характеристику, т.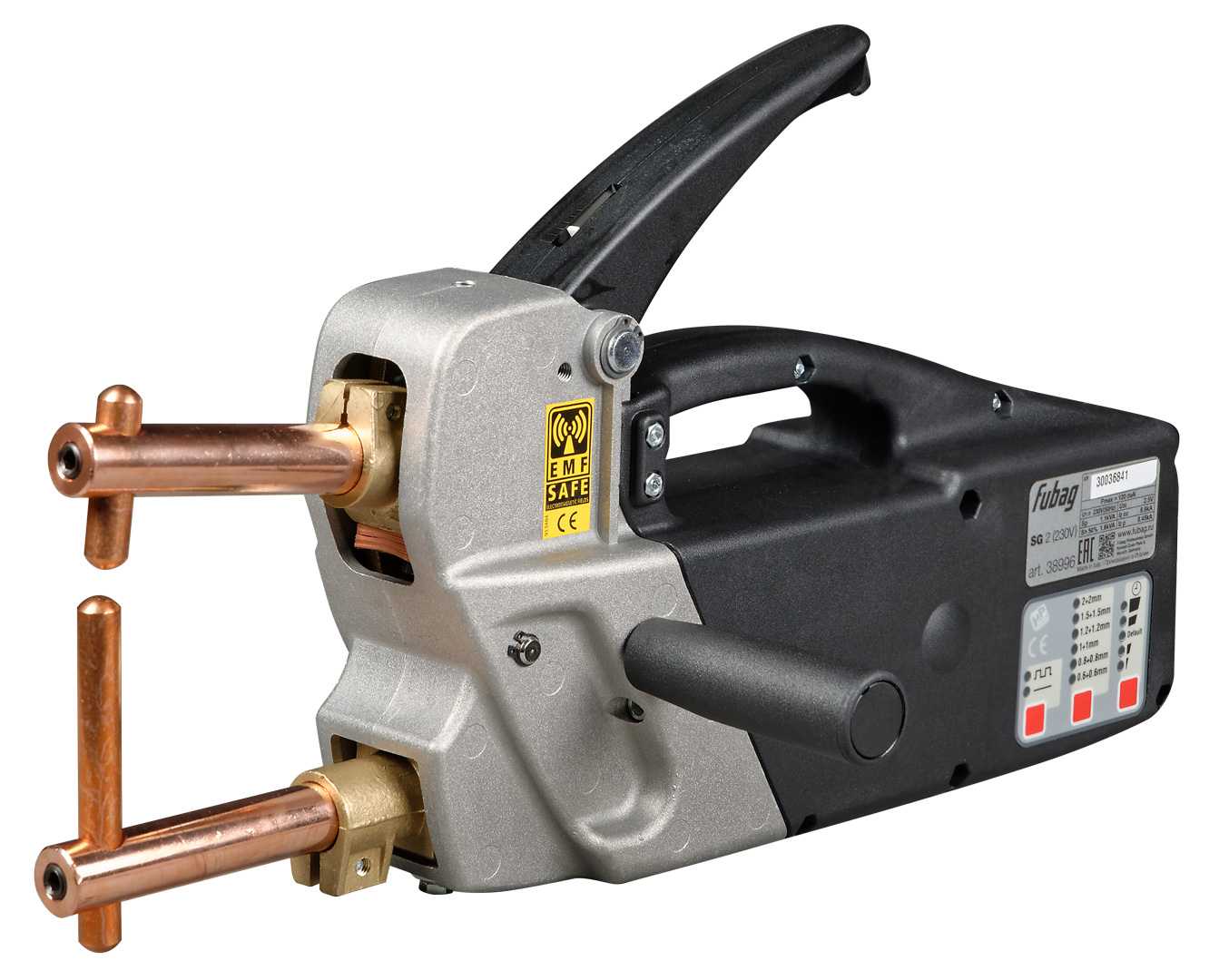 е. резко снижают напряжение при возрастании нагрузки. Поэтому для улучшения их характеристики применительно к условиям переменных нагрузок при питании ванн производят некоторые изменения в их электрической схеме. У машин типа СУГ и СМГ изменение схемы заключается в переносе положительного полюса на третью щетку, нормально служащую для питания обмоток возбуждения машины (при соответствующем увеличении этой щетки), а также в нахождении правильного положения щеток.
[c.325]
е. резко снижают напряжение при возрастании нагрузки. Поэтому для улучшения их характеристики применительно к условиям переменных нагрузок при питании ванн производят некоторые изменения в их электрической схеме. У машин типа СУГ и СМГ изменение схемы заключается в переносе положительного полюса на третью щетку, нормально служащую для питания обмоток возбуждения машины (при соответствующем увеличении этой щетки), а также в нахождении правильного положения щеток.
[c.325]
 С целью отмывки луженной полосы от со левого расплава, вынос которого с ленты составляет 15—20 г м полоса проходит моющее устройство 13, сушку 11 и поступает в камеру, где в электрическом поле высокого напряжения наносится на нелуженную сторону тонкий слой лака. Односторонне луженная и односторонне лакированная полоса проходит тянущее и петлевое устройства 4 и 5, ножницы 2 и наматывается на сматыватель 15.
[c.134]
С целью отмывки луженной полосы от со левого расплава, вынос которого с ленты составляет 15—20 г м полоса проходит моющее устройство 13, сушку 11 и поступает в камеру, где в электрическом поле высокого напряжения наносится на нелуженную сторону тонкий слой лака. Односторонне луженная и односторонне лакированная полоса проходит тянущее и петлевое устройства 4 и 5, ножницы 2 и наматывается на сматыватель 15.
[c.134]Электрическая схема этих машин практически не отличается от схемы машин МТИП. Быстрое изменение направления импульсов сварочного тока производится специальным реверсивным устройством, в котором переключение концов первичной обмотки сварочного трансформатора осуществляется игнитронами. Машины МШШИ-200-2 комплектуются дополнительным механическим реверсивным переключателем. [c.91]
Электрическая, схема этих машин практически не отличается от схемы машин МТИП. Быстрое изменение направления импульсов сварочного тока производится специальным реверсивным устройством, в котором переключение концов первичной обмотки сварочного трансформатора осуществляется игнитронами.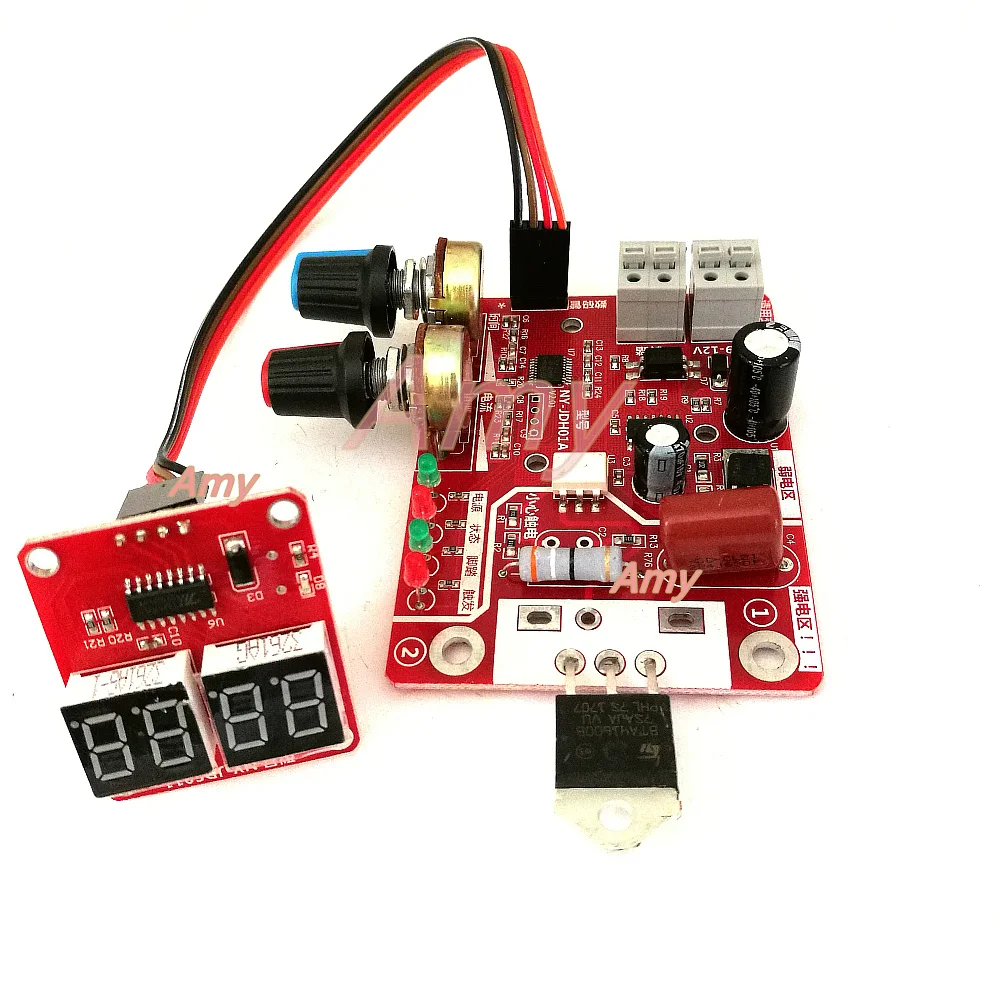 [c.106]
[c.106]
Контактная стыковая сварка меди с алюминием производится на стыковых сварочных машинах типа МСМ-150у методом непрерывного оплавления. Машина дооборудуется специальным пневматическим приводом для ударной осадки. Режим оплавления задается кулачком определенного профиля. Электрическая схема машины [c.244]
Электронное реле времени обеспечивает плавную регулировку сварочного процесса. Электрическая схема машины позволяет шроизводить как [c.226]Принципиальная электрическая схема индукционной машины показана на фиг, 195, б. При включении рубильника Р подается напряжение на первичные обмотки трансформатора 7, питающего выпрямительную установку В. При замыкании ключа К срабатывает контактор КТ, и выпрямленный ток начинает обтекать первичную обмотку сварочного трансформатора СТ, в магнитной цепи которого имеется воздушный зазор, необходимый для увеличения удельной мощности, накапливаемой в магнитном поле.
 Ток в первичной обмотке сварочного трансформатора и магнитный поток в его сердечнике при этом нарастают постепенно (кривая С, фиг. 195, в), в связи с чем в замкнутой сварочной цепи индуктируется незначительный ток 1 (кривая А, фиг. 195, в). По достижении первичным током заданной величины, которая, как следует из формулы (81), определяет при неизменной индуктивности системы количество запасенной в магнитном поле энергии, срабатывает реле тока РТ (фиг. 195, цепь первичний обмотки сварочного трансформатора. При этом в сварочной цепи возникает кратковременный импульс тока 2 (кривая А, фиг. 195, в).
[c.276]
Ток в первичной обмотке сварочного трансформатора и магнитный поток в его сердечнике при этом нарастают постепенно (кривая С, фиг. 195, в), в связи с чем в замкнутой сварочной цепи индуктируется незначительный ток 1 (кривая А, фиг. 195, в). По достижении первичным током заданной величины, которая, как следует из формулы (81), определяет при неизменной индуктивности системы количество запасенной в магнитном поле энергии, срабатывает реле тока РТ (фиг. 195, цепь первичний обмотки сварочного трансформатора. При этом в сварочной цепи возникает кратковременный импульс тока 2 (кривая А, фиг. 195, в).
[c.276]На фиг. 118 приведена электрическая схема декатронного счетчика СИ-2. С катушки L1, помещенной в магнитном поле сварочной машины (в случае машины переменного тока), электрические импульсы поступают на интегрирующий контур, состоящий из сопротивления RI и конденсатора С1. Проинтегрированные импульсы выпрямляются выпрямителем В1 и усиливаются левым по схеме тороидом лампы Л1. Далее импульсы ограничиваются правым триодом лампы Л1 и подаются на сетку лампы Л2, управляющей работой декатрона единиц (ЛЗ). Элементы схемы С6, С7, R11, R12) подобраны таким образом, что импульсы на вторые подкатоды поступают с некоторым запаздыванием относительно импульсов, поступающих на первые подкатоды, что обеспечивает четкую работу декатрона.
[c.178]
Далее импульсы ограничиваются правым триодом лампы Л1 и подаются на сетку лампы Л2, управляющей работой декатрона единиц (ЛЗ). Элементы схемы С6, С7, R11, R12) подобраны таким образом, что импульсы на вторые подкатоды поступают с некоторым запаздыванием относительно импульсов, поступающих на первые подкатоды, что обеспечивает четкую работу декатрона.
[c.178]
В машинах мощностью да 200 ква (включительно) применяются втычные переключатели ступеней, а в машинах мощностью свыше 300 кеа применяются переключатели ступеней барабанного типа.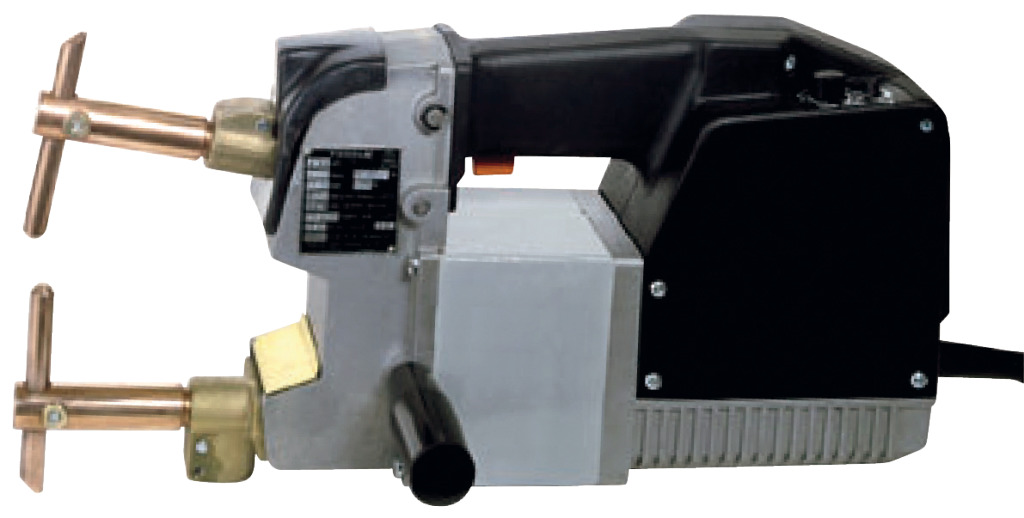 Электрическая схема машины приведена на рис. 124. При иажа-тии на педальную кнопку КП включается катушка ЭПК электромагнитного пневматического клапана, который соединяет среднюю камеру пневматического цилиндра с воздушной сетью. Одновременно с эти.м включается электроиный регулятор времени РВЭ-7, который регулирует время отдельных операций цикла сварки и управляет последовательностью действия элементов машин. По истечении заранее отрегулированного промежутка времени, необходимого для апуска-ния электрода и обеспечения заданного усилия сжатия электродов, включается игнитронный контактор КИА, который включает первичную обмотку сварочного трансформатора Трх в сеть переменного тока, и через свариваемые детали начинает проходить ток.
[c.216]
Электрическая схема машины приведена на рис. 124. При иажа-тии на педальную кнопку КП включается катушка ЭПК электромагнитного пневматического клапана, который соединяет среднюю камеру пневматического цилиндра с воздушной сетью. Одновременно с эти.м включается электроиный регулятор времени РВЭ-7, который регулирует время отдельных операций цикла сварки и управляет последовательностью действия элементов машин. По истечении заранее отрегулированного промежутка времени, необходимого для апуска-ния электрода и обеспечения заданного усилия сжатия электродов, включается игнитронный контактор КИА, который включает первичную обмотку сварочного трансформатора Трх в сеть переменного тока, и через свариваемые детали начинает проходить ток.
[c.216]
Принципиальная электрическая схема машины типа МТП-150/1200 не отличается от схемы машины типа МТП-75. Проточной водой охлаж,даются вторичный виток сварочного трансформатора, токоведущие элементы с электродами и игна-тронный контактор.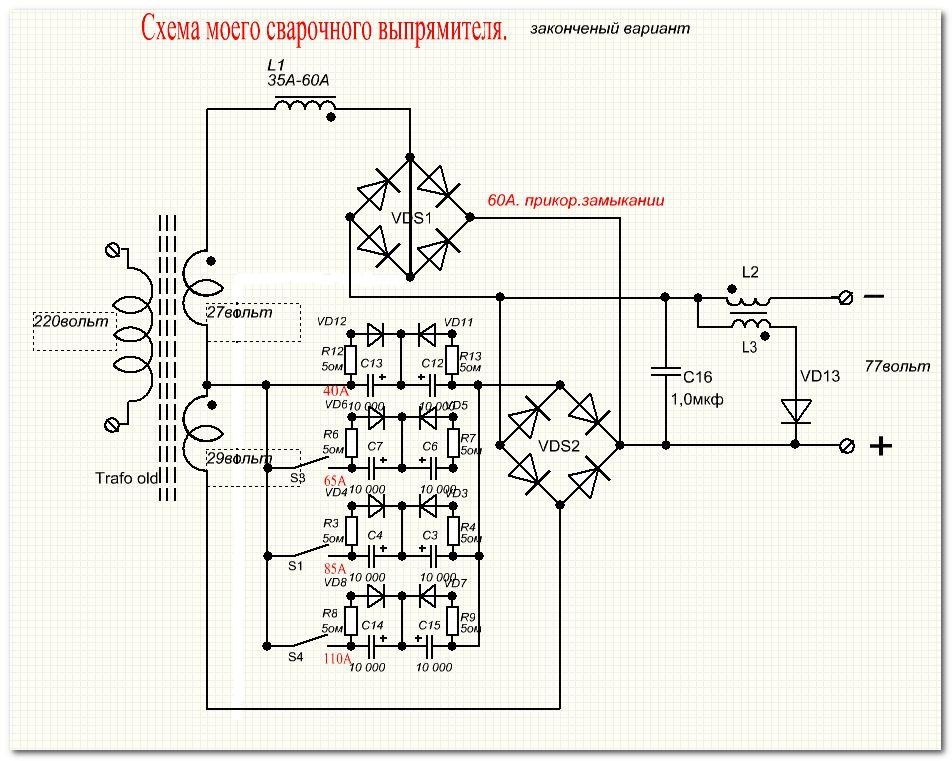 Расход воды составляет около 900 л в час. Давление водяной магистрали должно быть не менее 2 ати.
[c.257]
Расход воды составляет около 900 л в час. Давление водяной магистрали должно быть не менее 2 ати.
[c.257]
Контактная точечная сварка: особенности, принцип, технология процесса
Виды контактной сварки
Точечная сварка – один из самых популярных видов контактной сварки в домашних условиях. Однако, есть еще два типа сварки этой категории, которые используются чаще всего на заводах и в специализированных металлообрабатывающих цехах.
- Шовная контактная сварка.Принцип действия шовной контактной сварки не отличается от точечной. Привычные нам щипцы заменяют специальные медные ролики. Сварка в этом случае происходит точечно, но на определенном расстоянии, а сварочный шов напоминает дорожку из отдельных сваренных участков.
- Стыковая контактная сварка. Этот тип сварки отличается большей площадью одномоментной сварки. Электрический ток переменного импульса подается на свариваемые изделия, контактирующие в стыках. Таким образом, во время подачи импульса нагрев происходит по всей площади касания, еще её называют площадью сечения. Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит.
- Конденсаторная сварка. По такому же принципу работает и конденсаторная сварка. Ее применяют в тех сферах промышленности, где сплавляются миниатюрные детали толщиной от 0,5 – до 1,5 мм. Такой тип сварки используется в сфере электроники и приборостроения. Преимущество в том, что она практически не оставляет следов и не прожигает металл.
 Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит.
Процесс этот полностью механизирован, поэтому для самостоятельной сборки в домашних условиях не подходит.Устройства
Оборудование для выполнения такого вида сварки выпускают в виде:
- изделий, функционирующих от сети переменного тока;
- машин, которые используют ток низкой частоты;
- аппаратов, делающих сварку наподобие конденсатора;
- агрегатов, использующих сети с постоянным током.
По утверждению экспертов, точечный сварочный аппарат, работающий от сети с переменным током, пользуется повышенным спросом. Высокое напряжение достигается преобразованием аналогичного параметра от сети с применением повышающего трансформатора, а время его работы регулирует специальный модуль.
Какие нужны электроды?
Эффективность работы аппарата напрямую зависит от характеристик стержней: размер, форма и материала. Все электроды выполняют два вида работы: сжимают заготовки с нужным усилием и подают ток в место сварки. Подразделяют такие стержни на фигурные и прямые, которые в основном и используются на производстве. Наконечники также делаются разной формы: плоской или сферической.
Первые отличаются диаметром, а второй вариант — радиусом сферы на конце стержня. От их площади зависит контакт с поверхностью соединяемых деталей, что влияет на степень сжатия, плотность подаваемого тока, а также величина расплавленной точки и размер зернистости. Стержни со сферой на конце менее изнашиваются во время длительной эксплуатации, не особо чувствительны к неправильной ориентации относительно поверхности детали.
Из-за этих особенностей они применяются для соединения мягких сплавов из алюминия или меди, потому что не остается вмятин. Размер электродов варьируется в пределах 10—40 мм, что отражено в специальном ГОСТе, выбирают их в соответствии с толщиной соединяемых пластин.
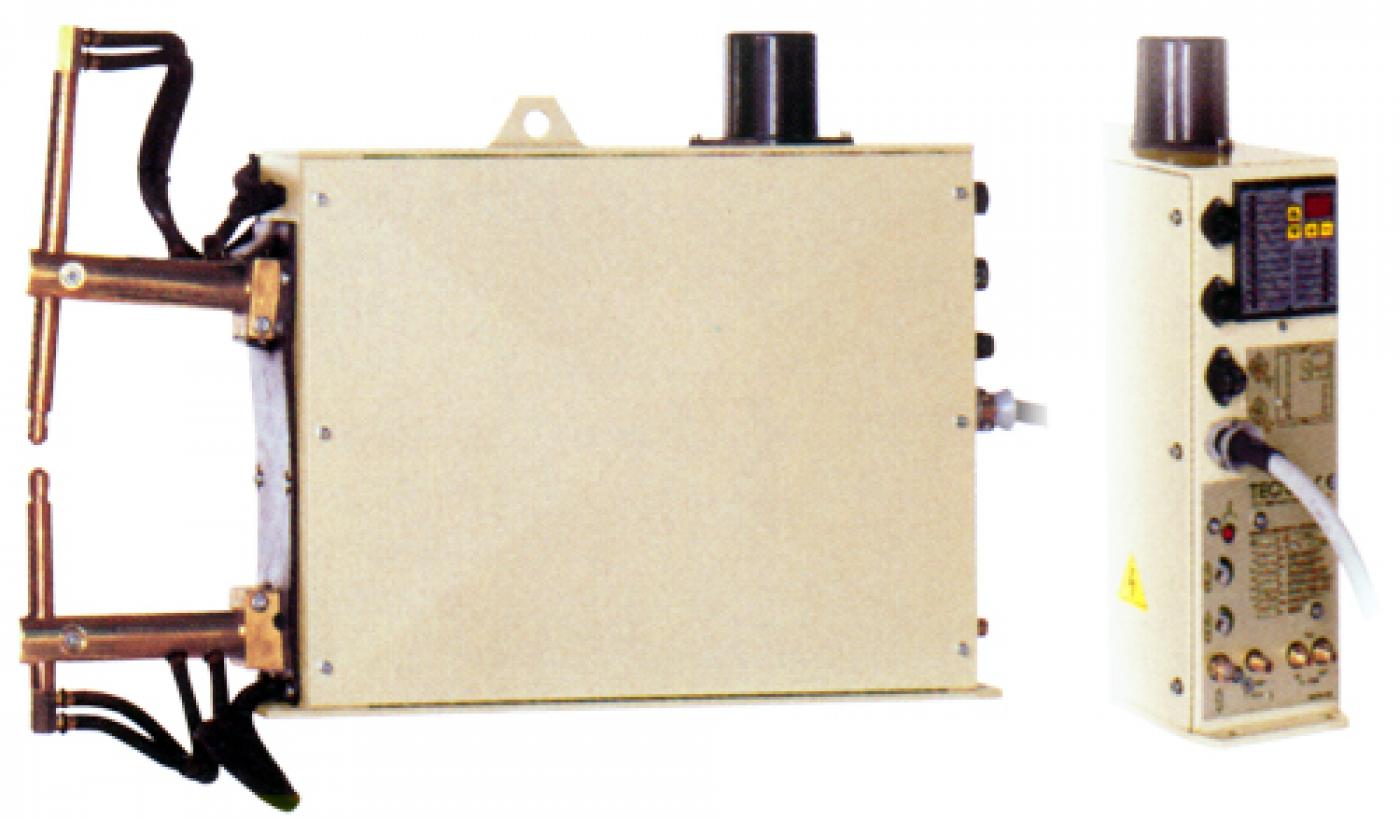
Оборудование для точечной и шовной контактной сварки
Современное оборудование для точечной и шовной контактной сварки – это комплекс
элементов для решения технологических задач. В состав оборудования входит сама
сварочная машина, средства механизации и автоматизации процессов сварки и систему
управления всеми этими устройствами.
Схема машины для точечной сварки показана на рисунке выше. В составе машины
две основные части. Первая – это механическая с элементами конструкции, которые
обеспечивают жёсткость и прочность машины (корпус, кронштейн и т.п.) и приводами
для передачи усилия и перемещения деталей. Вторая часть электрическая, в составе
которой имеется источник сварочного тока (сварочный трансформатор, выпрямитель,
аккумуляторы тока – батареи конденсаторов, инверторы – преобразователи частоты
и т.д.) и вторичный контур с токоподводами – консолями, электродержателями и
электродами.
Средства механизации и автоматизации представляют собой приспособления к универсальным
машинам или устройства, обеспечивающие подготовку изделия к сварке, сборку,
прихватку, установку, перемещение и съём узла.
Система управления необходима для задания программы работы (режимов сварки,
очерёдности выполнения операций, контроля и автоматической регулировки параметров
технологического цикла, сбора и обработки информации о состоянии оборудования
и качества изделия).
Классификация сварочных машин
Сварочные машины для контактной роликовой и шовно сварки производят в разных
странах, но их все можно классифицировать по различным признакам:
1. По способу сварки. Различают машины для точечной, рельефной и шовной сварки.
2. По назначению. Бывают универсальные машины (общего назначения) и специализированные
(обычно, по типу узла или сортамента).
3. По способу установки. Различают стационарные и передвижные машины.
4. По роду питания. Существуют машины переменного тока, машины низкочастотные
и постоянного тока, конденсаторные машины.
5. По виду привода усилия. Машины могут быть рычажные, пружинные, пневматические,
гидравлические, электромеханические и др.
6. По степени автоматизации. Машины бывают неавтоматические, полуавтоматические
и автоматические.
Электроды сварочных машин
Электроды сварочных машин – это весьма важный элемент, ведь именно от их стойкости
зависит производительность точеной и, особенно, шовной контактной сварки. Основные
требования к материалам электродов изложены в ГОСТ 14111. Для сварки алюминиевых
сплавов и подобных материалов это, прежде всего, тепло- и электропроводность.
Среди предъявляемых требований также сопротивление пластическим деформациям
при температуре 300-500°C (для сварки жаропрочных сталей).
Для изготовления электродов применяют такие материалы, как медные сплавы. В
качестве электродных вставок применяют чистые тугоплавкие металлы – молибден
и вольфрам. Отдельную группу представляют материалы, упрочнённые частицами оксидов
(Al2O3, CrO3), карбидов и нитридов, обладающих высокой жаростойкостью и электропроводностью.
Для сварки медных сплавов и сплавов алюминия применяют электродные материалы
с высокой электропроводностью, для сварки жаропрочных сплавов – с высокой твёрдостью
при больших температурах (около 500°C).
Механизация и автоматизация шовной и точечной контактной сварки
Сварочные машины для точечной и шовной контактной сварки обеспечивают почти
полную автоматизацию процесса. Для уменьшения длительности вспомогательных операций
и повышения производительности всего процесса используют различные механизированные
приспособления, машины-автоматы, автоматические линии и промышленные роботы.
К сборочно-сварочным приспособлениям относятся кондукторы, стапели, сборочные
стенды, на которых выполняют сборку, прихватку и сварку изделий. На практике
также нашли широкое применение поддерживающие (выравнивающие) приспособления,
при помощи которых можно сориентировать свариваемый узел относительно электродов
или роликов сварочной машины. Примерная схема подобного приспособления показана
на рисунке.
Автоматические линии востребованы в автомобилестроении, при производстве сельскохозяйственной
техники, в вагоностроении, в электронике, при производстве трубных заготовок
и в других областях при массовом производстве.
Процесс сварки
Контактное сваривание имеет важные особенности и нюансы, которые обязательно должны соблюдаться при проведении процесса. Но как показывает практика, чтобы выполнить этот метод не обязательно иметь большой метод, с технологией смогут справиться даже новички.
Но все же в этом деле потребуется знание алгоритма сварочной технологии:
- На начальном этапе сварные поверхности требуется очистить, тщательно обработать. Это необходимо для получения прочного и качественного соединения.
- При сваривании показатель электрического напряжения на поверхности деталей должен быть одинаковым. Для этого поверхности максимально выравнивают. Они обрабатываются механически, при помощи травления, зачистки, рихтования или обезжиривающих средств.
- После детали следует плотно прижать. Это можно выполнить с помощью механизмов или вручную, но в данном случае качество соединения выйдет не таким хорошим из-за недостаточного давления.
- Затем при помощи оборудования подается ток на поверхность деталей. Сварщик обязательно должен знать какое действие тока используется при контактной сварке, если он хочет получить прочный и качественный шов.
- Выделяемая тепловая энергия от электрического тока производит расплавление требуемой области металла. Она образует жидкое ядро, в котором возникают связи между поверхностями.
- Давление, которое подается на металл, предотвращение вытекание жидкого металла за пределы рабочей области.
- После прекращения подачи тока жидкое ядро быстро остывает. Оно образует качественное сварное соединение. Шов выходит прочным, ровным и износостойким.

Технология контактной сварки
Современная контактная сварка предусматривает использование электрического тока, за счет которого проводится соединение металла между собой. Рассматриваемый метод контактной сварки предусматривает формирование электрической дуги, которая расплавляет металл. При повышении температуры в зоне воздействия металл становится пластичным, за счет чего молекулы начинают соединяться между собой. К особенностям метода соединения контактной сваркой можно отнести нижеприведенные моменты:
Рассматриваемый метод контактной сварки предусматривает формирование электрической дуги, которая расплавляет металл. При повышении температуры в зоне воздействия металл становится пластичным, за счет чего молекулы начинают соединяться между собой. К особенностям метода соединения контактной сваркой можно отнести нижеприведенные моменты:
- На мощность образующейся дуги оказывает влияние величина тока. Именно поэтому технология применяется при соединении самых различных деталей. При повышении показателя силы тока появляется возможность работать с металлам большой толщины.
- Время воздействия и сила сжатия металлов также оказывает влияние на полученный результат. Стоит учитывать, что преимущества контактной сварки заключается именно в фиксации соединяемых элементов. За счет этого существенно повышается качество получаемого шва.
В целом можно сказать, что за счет применения специального оборудования создаются точки сварки.
На сегодняшний день выделяют различные виды контактной сварки. Наибольшее распространение получили следующие:
Наибольшее распространение получили следующие:
- Шовная.
- Точечная.
- Рельефная.
- Стыковая.
Контактная шовная сварка
Управление контактной сваркой можно провести при применении специального оборудования, которое можно изготовить самостоятельно или приобрести в специализированном магазине. Стоит учитывать, что обычный сварочный аппарат в подобном случае не подходит.
Применение контактной сварки
Область применения контактной сварки весьма обширна – от крупногабаритных строительных конструкций и космических аппаратов до миниатюрных полупроводниковых устройств и микросхем.
Контактной сваркой можно соединять практически все известные конструкционные материалы – низкоуглеродистые и легированные стали, жаропрочные и коррозионно-стойкие сплавы, сплавы на основе алюминия, магния и титана и др.
Точечная сварка – наиболее распространенный способ контактной сварки. Этот способ широко используется в автомобиле-, вагоно- и авиастроении, строительстве, радиоэлектронике и т. д. Диапазон свариваемых толщин – от нескольких микрометров до 30 мм.
д. Диапазон свариваемых толщин – от нескольких микрометров до 30 мм.
Шовная сварка обеспечивает получение прочноплотных швов при производстве чувствительных элементов в приборостроении.
Скорость сварки швов может достигать на отдельных участках 10 м/мин, а плотность соединений обеспечивает высокую надежность работы сварных конструкций в условиях очень низкого вакуума или больших давлений рабочей среды.
Стыковая сварка сопротивлением находит ограниченное применение, ввиду сложности обеспечения равномерного нагрева стыка и получения соединения по всей поверхности контакта, что обусловлено присутствием оксидных пленок. Этот способ применяется в основном при соединении проволоки, стержней и труб из низкоуглеродистой стали относительно малых сечений.
Стыковая сварка оплавлением применяется для соединения трубопроводов, арматурных стержней железобетонных изделий, железнодорожных рельсов (бесстыковые пути) в стационарных и полевых условиях, длинномерных заготовок из различных конструкционных сталей и сплавов и цветных металлов. Стыковая сварка оплавлением обеспечивает экономию легированной стали при производстве режущего инструмента. Например, данным способом сваривается рабочая часть сверла из инструментальной стали с хвостовой частью из обычной стали.
Стыковая сварка оплавлением обеспечивает экономию легированной стали при производстве режущего инструмента. Например, данным способом сваривается рабочая часть сверла из инструментальной стали с хвостовой частью из обычной стали.
- Технология и оборудование контактной сварки / Б.Д. Орлов, А.А. Чакалев, Ю.В. Дмитриев и др.; Под общ. ред. Б.Д. Орлова. – М.: Машиностроение. 1986. – 352с.
- Сварка на контактных машинах / Н.С. Кабанов. – М.: Высшая школа. 1979. – 215с.
- Основы сварочного дела / В.Г. Геворкян. – М.: Высшая школа. 1991. – 239с.
- Сварка, резка и пайка металлов / К.К. Хренов. Машиностроение. 1952. 384с.
- Справочник сварщика / Под ред. В.В. Степанова. М., Машиностроение, 1974, 520с.
Шовный метод
При шовной сварке на месте соединения деталей создается шов, состоящий из сварных зон, перекрывающих друг друга. Все необходимые операции в данном случае должны осуществляться на специализированных аппаратах с одним или несколькими роликами-электродами, которые будут прижимать, прокатывать и варить металлоизделия.
Приемлемая толщина свариваемых листов – в диапазоне от 0,2 до 3 мм. При создании объектов и предметов, для которых важна герметичность соединений (бочки, водопроводные трубы, баки для бензина) специалисты рекомендуют пользоваться именно шовной технологией.
Точечная сварка для литиевых аккумуляторов своими руками: особенности работы
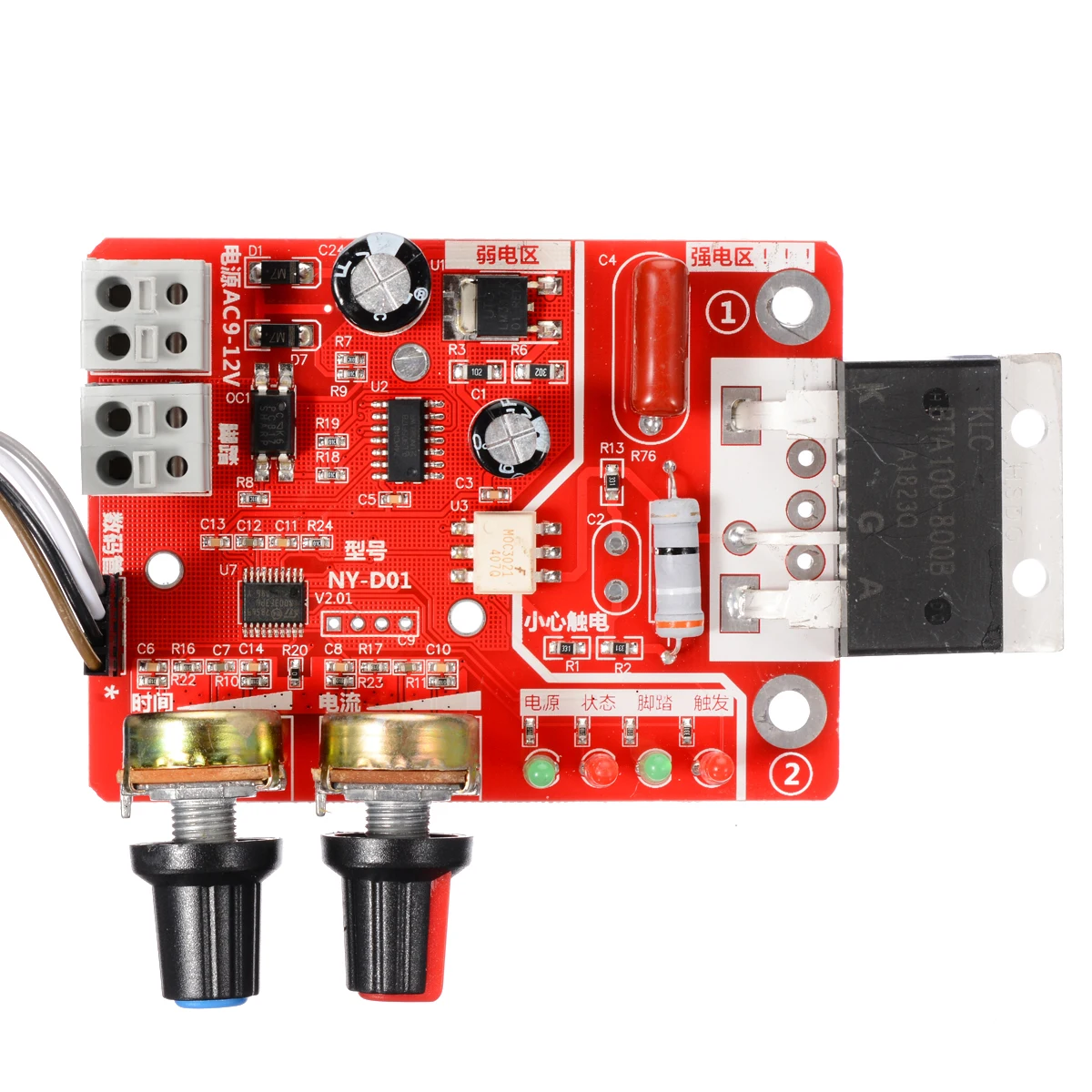
Довольно часто возникает ситуация, когда к литиевым аккумуляторам нужно прикрепить тонкую металлическую пластину. А они очень боятся перегрева от воздействия высоких температур. Помочь в этой ситуации поможет сделанная своими руками точечная сварка для аккумуляторов. Особенность такого оборудования заключается в том, что управление процессом происходит автоматически. Ниже мы рассмотрим, как работает сварочный аппарат для литиевых батарей.
| Иллюстрация | Описание действия |
| Вот так выглядит в сборе аппарат для точечной сварки аккумуляторов, сделанный из трансформатора от микроволновки. Корпус взят от старого блока питания для ПК | |
| Сварочник состоит из переделанного трансформатора от СВЧ, платы управления первичной обмоткой и дополнительного блока питания для неё | |
| Также имеется входящая схема с предохранителем | |
| На корпус выведены ручки регулировки длительности электроимпульса и мощности самого сварочника | |
| Также установлен микровыключатель от всё той же старой микроволновки | |
Непосредственно провода вторичной обмотки с электродами, сделанными из жал от электропаяльника. Они между собой заизолированы, впрочем, как и места соединений Они между собой заизолированы, впрочем, как и места соединений | |
| Теперь берём металлическую пластину толщиной 0,2 мм и литиевый аккумулятор. Выставляем длительность импульса на 8-11 микросекунд (параметр подбирался опытным путём) | |
| Устанавливаем пластину на аккумулятор, а на неё контакты. Включаем микровыключатель, и происходит сваривание наших деталей | |
| Получилось вот такое соединение. Так что сделанная своими руками контактная сварка для аккумуляторов вполне нормально работает |
Принцип действия точечной сварки
Технология контактной сварки работает довольно просто — детали плотно сжимаются и через кратчайшее расстояние подается мощный электрический импульс. Металл разогревается, в точке соприкосновения образуется расплавленное ядро. Так как детали сжаты, происходит диффузия металлов. Ток выключается, точка остывает, металл кристаллизуется. Сварная точка получается прочной, при попытке разорвать соединение лопается материал рядом с точкой. Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Принцип работы аппаратов сварки — генерирование этого импульса и плотное сжатие деталей.
Чтобы импульс тока хорошо разогрел металл, он должен быть с большой силой и низким напряжением. Промышленные аппараты имеют характеристики: напряжение на контактах всего 1 — 3 Вольта, способны давать силу тока в 10 — 15 килоАмпер.
Устройство аппарата точечной сварки
Любой аппарат точечной сварки состоит из двух блоков:
- источник питания;
- зажимные клещи.
Чтобы получить мощный разряд при небольшом напряжении, потребуется трансформатор индукционного типа. Соотношение первичной и вторичной обмоток позволяет получить электрический импульс, достаточный для расплавления металла.
Зажимные клещи состоят из двух медных или графитовых контактов, расположенных на разных рычагах, и прижимного механизма. Прижимы бывают с разным приводом:
- Механические. Состоят из мощной пружины и рычага, сжатие металлов происходит за счет мускульной силы. Применяются в самодельных или бытовых аппаратах, не дают должного контроля за степенью сжатия, обладают малой производительностью.
- Пневматические. Наиболее популярны для переносных ручных аппаратов, легко регулируются при помощи изменения давления в воздушной магистрали. Недостаток — сравнительно медленные, не дают возможности изменения давления в процессе сваривания.
- Гидравлические. Не так популярны, гидравлический привод также медленный, но обладает большей широтой настроек, благодаря применению перепускных регулируемых клапанов.
- Электромагнитные. Самые «молниеносные», применяются как на ручных аппаратах, так и на больших стационарных. Позволяют регулировать сжатие металлов в процессе сварки, что позволяет добиться провара и отсутствия «выплесков» металла.

Клещи для точечной контактной сварки
Усложнение конструкции возможно при использовании контуров жидкостного охлаждения на нагруженных аппаратах, применении различных систем управления током и прижимом, роботизации перемещения электродов.
Где применяется
Точечную сварку применяют для соединения различных конструкционных металлов и сплавов. Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
Особенности технологии — экологичность, скорость, надежность, легкость автоматизации — позволяют широко применять ее в:
- автомобилестроении для сборки кузовов;
- ювелирном деле для соединения деталей;
- микроэлектронике для спайки микросхем;
- производстве сварных арматурных каркасов для монолитных плит;
- производстве корпусов, деталей товаров народного потребления.
Преимущества и недостатки
Среди основных преимуществ точечной сварки особо выделяются:
- прочность соединения;
- технологичность;
- экономичность;
- возможность соединения как толстых, так и ультратонких деталей;
- возможность автоматизации и роботизации сварочного процесса;
- высокая культура производства и экологичность;
- универсальность в материалах и возможность масштабирования.
Среди недостатков можно выделить:
- сложность диагностики сварного соединения;
- требования к чистоте металлов при сварке;
- сложность настройки аппаратуры.
Как сделать машину для сварки своими руками?
Процесс контактной сварки можно осуществить при помощи специальных установок или при помощи самодельных, сделанных своими руками. Стандартная сварочная техника для электроконтактной сварки не подойдет.
Из трансформатора
Создать простой аппарат для сварки точечным методом в домашних условиях можно из обычного трансформатора. Для этого не нужны специальные схемы и оборудование. Разбирать сердечник нет необходимости, нужно просто спилить и высверлить вторичную обмотку – обычно она находится вверху
С помощью ножовки по металлу срезается вторичная обмотка, во время работы нужно соблюдать осторожность и аккуратность, чтобы не нарушить целостность первичной обмотки. А сверлом по металлу удаляются остатки
Теперь понадобится многожильный провод в изоляции, около 5 – 7 метров. Его наматывают на трансформатор: высота – 6 рядов; толщина – 3 слоя. Должно выйти 8 – 10 витков. Обмотка не должна быть слабой и болтаться. Направление вторичной намотки должно быть в ту же сторону, что и у первичной. Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Направление вторичной намотки должно быть в ту же сторону, что и у первичной. Выводы первичной обмотки подсоединяются к шнуру питания, а вторичной – к сварочным кабелям. На кабель устанавливается электрододержатель и медный электрод, размер которого подбирается в зависимости от силы тока.
Из микроволновки
Для работы понадобятся две микроволновки, а точнее – два трансформатора, которые находятся внутри. Они характеризуются как повышающие – напряжение в 220 вольт преобразуют в 2.5 киловольт. Мощность достигает 1200 ватт. Для начала нужно разобрать технику и демонтировать трансформаторы. Весь процесс работы проходит так же, как и при создании сварочного аппарата из трансформатора, только в данном методе их используется два, соответственно, и провода понадобится больше – около 11 – 13 метров. Его наматывают на каждый трансформатор. Включаются они последовательно – можно сделать механизм одним проводом, а можно двумя, но потом соединить их.
Затем параллельно подключаются обмотки на 220 вольт, для этого можно взять автомобильные наконечники с термоусадочной трубкой. Для удобства оба трансформатора можно монтировать на деревянную доску. Так как в процессе сварки трансформаторы сильно нагреваются, нужно давать время им остыть. Для тонкого металла такой самодельный станок не подойдет, так из-за высоко напряжения его попросту разрежет.
Для удобства оба трансформатора можно монтировать на деревянную доску. Так как в процессе сварки трансформаторы сильно нагреваются, нужно давать время им остыть. Для тонкого металла такой самодельный станок не подойдет, так из-за высоко напряжения его попросту разрежет.
Из сварочного аппарата
Изготовление споттера из инвертора (сварочного аппарата) – один из популярных способов создания контактной электросварки своими силами. Различные модификации споттера можно найти в сети интернет на различных чертежах и схемах, главное – разобраться в обозначениях. Для сборки конструкции понадобятся следующие материалы.
- Трансформатор.
- Тиристор.
- Реле.
- Контроллер.
- Диодный мост.
- Переключатель контактов.
- Сварочный инвертор.
- Кнопки, регулирующие работу.
До трансформатора должен быть подключен диодный мост. К нему подсоединяется тиристор. Трансформатор нужен для подачи питания в узел управления в цепи. Силовой кабель следует подбирать в зависимости от мощности сварочного станка – от 70 мм2. Длина провода на массу – 1.7 метров, для подсоединения молотка – 2.1 метров.
Длина провода на массу – 1.7 метров, для подсоединения молотка – 2.1 метров.
Внешняя обмотка трансформатора создается из медной проволоки размеров – 4, 5, 6. Если в оборудовании будет использоваться батарея, то медный провод можно заменить на алюминиевый. Главный механизм в устройстве споттера – это пистолет. Его можно заменить деталью от полуавтоматической сварки или приспособлением для строительного клея. Если «под рукой» не оказалось тиристора и диодного моста, в качестве замены можно взять симистры.
Работа самодельного споттера проходит в следующем порядке.
- Через кнопку питания подается сигнал на конденсатор, он включается, а вместе с ним тиристор и резистор.
- Через диоды подается электрический импульс на трансформатор.
- Затем электрод начинает «свариваться» с обрабатываемой поверхностью.
- После того как конденсатор разрядился, тиристор должен закрыться, а от трансформатора отходит электрический ток.
- На этом работа сварочной установки закончена, кроме конденсатора, который начинает заряжаться от трансформатора.

Машины для контактной сварки
Сварочные аппараты разделяют на группы по следующим критериям:
- Назначение: узкоспециальные машины, рассчитанные на работу с большими партиями однотипных деталей, или универсальные, которые обрабатывают малое количество заготовок, но легко поддаются перенастройке;
- Тип механического блока, осуществляющего сжатие и усадку деталей. По этому признаку аппараты делятся на гидравлические, пневматические, пневмогидравлические, механические и другие;
- По мобильности – передвижные, переносные, стационарные;
- По способу сварки;
- По типу блока питания: машины с выпрямителем или машины, работающие от переменного тока (однофазного, трехфазного).
Конкретный вид машины выбирается в зависимости от выполняемой задачи.
Электроды для алюминия
Сварка изделий из алюминия является непростым делом и имеет свои особенности. На поверхности этого металла имеется оксидная пленка, что вносит свои трудности при работе с этим металлом. Быстрое окисление алюминия ведет к образованию тугоплавкой пленки, что препятствует образованию цельного шва на соединениях.
Быстрое окисление алюминия ведет к образованию тугоплавкой пленки, что препятствует образованию цельного шва на соединениях.
Присутствие в сплавах на основе алюминия такого элемента, как кремний, приводит к формированию трещин между кристаллами металла. Возникновение шлака при остановках техпроцесса приводит к затруднению вторичного разжигания дуги. Сварочный валик при затвердевании может потерять свою форму вследствие высокого значения коэффициента линейного расширения.
Однако с этими проблемами могут справиться с большим или меньшим успехом самодельные электроды по алюминию. Для получения качественного шва необходимо, чтобы состав стержня электрода по своему составу соответствовал основному материалу. Поэтому для сварки алюминиевых изделий следует использовать алюминиевую проволоку в качестве стержня для самодельного электрода.
Чтобы получить качественный результат, используя электроды по алюминию своими руками, необходимо тщательно очистить поверхности соединяемых алюминиевых деталей. Это можно сделать с помощью различных растворителей типа технического спирта. Также помогут щелочные ванны.
Это можно сделать с помощью различных растворителей типа технического спирта. Также помогут щелочные ванны.
Если изготавливаются электроды по алюминию для дуговой сварки своими руками, то при их использовании необходимо обращать внимание на значении выставленного на оборудовании тока. Он должен быть минимальным
Чтобы получить электроды для сварки алюминия своими руками, надо подготовить проволоку, изготовленную из алюминия, диаметр которой не превышает 4 миллиметра, и нарезать ее на отрезки длиной приблизительно 20-25 миллиметров. По своему усмотрению можно немного скорректировать эти значения.
Затем следует приступить к приготовлению обмазки. Для этого тщательно измельченный мел, обычно белого цвета, надо смешать с приобретенным в магазине силикатным клеем, называемым часто жидким стеклом. Эту смесь следует перемешать до получения жидкой консистенции. Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить.
Далее электроды следует оставлять на просушку, дождавшись, чтобы покрытие в виде обмазки прочно затвердело. Прокаливание самодельных алюминиевых электродов надо проводить в течение двух часов при температуре не меньше, чем 200 градусов.
Сварку с помощью алюминиевых электродов надо проводить, используя постоянный ток, установив на применяемом оборудовании обратную полярность. Если предполагается сваривать толстостенные изделия, то проволоку для изготовления электродов надо выбирать большого диаметра.
Технология контактной сварки
Технология контактной сварки включает в себя нагрев стыковочной кромки деталей в сочетании с механическим давлением. Для нагрева на электроды подается ток – непрерывно или импульсами.
Меры предосторожности
При работе с контактными сварочными аппаратами опасность представляет как раскаленный металл в области шва, так и движущиеся части, соприкосновение с которыми – прямая дорога к травмам. Опасно и напряжение, подаваемое на первичную обмотку трансформатора – оно составляет 220 или 380 В. Поэтому нельзя работать на машинах, у которых не заземлен корпус, плохо изолированы провода, или неисправна система жидкостного охлаждения. Категорически запрещено переключать ступени первичной обмотки, если аппарат не отключен от сети.
Поэтому нельзя работать на машинах, у которых не заземлен корпус, плохо изолированы провода, или неисправна система жидкостного охлаждения. Категорически запрещено переключать ступени первичной обмотки, если аппарат не отключен от сети.
Все сварочные работы необходимо производить в защитных очках, во избежание попадания в глаза капель раскаленного металла. Для защиты от ожогов нужно носить спецодежду, брезентовые рукавицы и головной убор.
При контактной сварке обрабатываемая поверхность выделяет ядовитые пары – особенно, если детали имеют свинцовое или иное антикоррозионное покрытие. Требования техники безопасности предписывают, чтобы рабочее место было оборудовано вытяжкой – это предотвратит попадание паров металла, масел, угарного газа в дыхательные пути.
Подготовка поверхностей
Перед сваркой необходимо подготовить соединяемые поверхности. Подготовка заключается прежде всего в их зачистке от коррозии, грязи, машинного масла и других нежелательных наслоений. Для этого подойдет напильник, или насадка на дрель в виде щетки. Если места сваривания имеют неровности, их нужно выровнять и подогнать друг к другу
Если места сваривания имеют неровности, их нужно выровнять и подогнать друг к другу
Особенно это важно для стыковой контактной сварки, где любой зазор может испортить шов, сделав его непрочным. При подгонке отрезков трубы для их выравнивания применяется фреза
Способ и устройство для определения постоянного тока и устройство для контактной сварки
Область техники, к которой относится изобретение
Изобретение относится к способу определения протекающего в проводе постоянного тока с амплитудой более 500 А, причем этот постоянный ток складывается из нескольких, протекающих в отдельных проводах с переключательными элементами, зависящих от времени, парциальных токов.
Изобретение относится также к устройству для определения протекающего в проводе постоянного тока с амплитудой более 500 А, причем этот постоянный ток складывается из нескольких, протекающих в отдельных проводах с переключательными элементами, зависящих от времени, парциальных токов.
Изобретение относится также к устройству для контактной сварки, с двумя выполненными с возможностью перемещения друг к другу электродами, которые соединены с источником тока для подачи постоянного тока с амплитудой более 500 А для осуществления процесса сварки, причем источник тока включает, по меньшей мере, один трансформатор и один выпрямитель тока с переключательными элементами для подачи протекающих в отдельных проводах, зависящих от времени, парциальных токов и с устройством для определения постоянного тока.
Изобретение касается определения постоянных токов высокой амплитуды, которые возникают, к примеру, в устройствах для контактной сварки или же в зарядных устройствах батарей. Измерение постоянного тока является важным моментом для регулировки процесса сварки или для регулировки процесса зарядки, а также для обеспечения постоянного качества сварки или оптимального процесса зарядки. Под термином «постоянный ток» понимаются также зависящие от времени токи различного характера, среднее значение которых не равно нулю.
Измерение постоянных токов с амплитудой более 500 А, которые возникают, к примеру, в процессе контактной сварки, может производиться посредством шунтовых сопротивлений. Такого рода шунтовые сопротивления для измерения токов большой амплитуды имеют очень большую массу и должны обеспечивать показатели высокой точности. Для предотвращения температурной зависимости необходима также соответствующая компенсация температурных воздействий. Вследствие сопряженных с этим больших затрат, такого рода способы измерения постоянных токов с амплитудой более 500 А, в целом, не пригодны для серийного использования.
Уровень техники
Классические преобразователи тока также требуют относительно большого конструктивного пространства, вследствие чего могут использоваться именно для калибровки, а для перманентных измерений постоянного тока в серийном производстве не являются, однако, практикуемым вариантом использования.
Улучшение ситуации может быть достигнуто за счет того, что постоянный ток косвенным образом регистрируется посредством напряжения, индуцированного в катушке. Для этой цели так называемая катушка Роговского располагается вокруг токоведущего провода, так что протекающий в проводе ток создает магнитное поле, которое индуцирует напряжение в катушке Роговского. Чтобы иметь возможность сделать вывод относительно величины тока, проходящего по проводу, должен быть образован временной интеграл индуцированного напряжения. Таким образом, получают пропорциональное измеренному току напряжение. По сравнению с традиционными преобразователями тока, катушки Роговского, ввиду отсутствия стального сердечника, имеют существенно более компактную конструкцию. Кроме того, устраняются нелинейные воздействия со стороны стального сердечника. При этом катушка Роговского располагается в общем проводе, к примеру, для цанги, используемой при контактной сварке, чтобы в процессе измерения измерить сумму всех парциальных токов трансформатора.
Для этой цели так называемая катушка Роговского располагается вокруг токоведущего провода, так что протекающий в проводе ток создает магнитное поле, которое индуцирует напряжение в катушке Роговского. Чтобы иметь возможность сделать вывод относительно величины тока, проходящего по проводу, должен быть образован временной интеграл индуцированного напряжения. Таким образом, получают пропорциональное измеренному току напряжение. По сравнению с традиционными преобразователями тока, катушки Роговского, ввиду отсутствия стального сердечника, имеют существенно более компактную конструкцию. Кроме того, устраняются нелинейные воздействия со стороны стального сердечника. При этом катушка Роговского располагается в общем проводе, к примеру, для цанги, используемой при контактной сварке, чтобы в процессе измерения измерить сумму всех парциальных токов трансформатора.
Необходимые при измерении тока посредством катушки Роговского интеграторы оказывают, однако, негативное воздействие на точность данных измерения, так как их передаточная функция не является BIBO-стабильной (Bounded-Input Bounded-Output stabil) и, таким образом, с увеличением времени измерения приводит к дрейфу измерительного сигнала. Этот дрейф при измерении низкочастотных токов – именно постоянных токов – не отличим от измерительного сигнала. При контактной сварке в условиях продолжительной сварки, к примеру, от одной до нескольких секунд, может произойти недопустимый дрейф измерительного сигнала, который пропорционален сварочному току. К примеру, вследствие этого, вместо 10 кА для сварочного тока в конце сварки может быть измерено лишь 8 кА. Вследствие неправильных измеренных значений опять же может иметь место снижение качества в местах сварки, так как сварочный ток регулируется таким образом, что фактическое значение, которое сопровождается ошибкой, равно заданному значению.
Этот дрейф при измерении низкочастотных токов – именно постоянных токов – не отличим от измерительного сигнала. При контактной сварке в условиях продолжительной сварки, к примеру, от одной до нескольких секунд, может произойти недопустимый дрейф измерительного сигнала, который пропорционален сварочному току. К примеру, вследствие этого, вместо 10 кА для сварочного тока в конце сварки может быть измерено лишь 8 кА. Вследствие неправильных измеренных значений опять же может иметь место снижение качества в местах сварки, так как сварочный ток регулируется таким образом, что фактическое значение, которое сопровождается ошибкой, равно заданному значению.
Поэтому, в обязательном порядке, следует, по меньшей мере, уменьшить или предотвратить такого рода дрейф сварочного тока посредством использования интеграторов.
DE 2656817 A1 описывает измеритель тока для развязанного по напряжению учета фактического значения тока в проводнике с использованием катушки Роговского, причем интегратор закорачивается или обнуляется, если измеряемый синхронизированный постоянный ток стал равен нулю.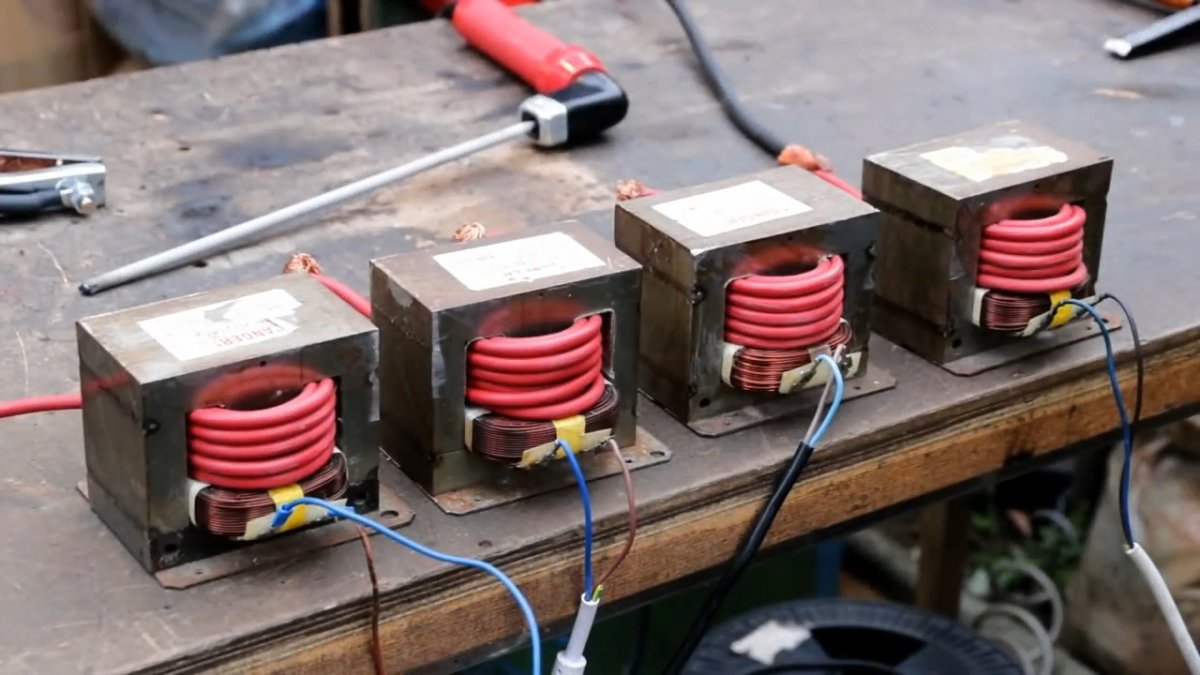 Несмотря на то что этот документ не относится к методам измерения высокочастотных токов (более 500 А), обнуление интегратора может осуществляться лишь тогда, когда ток в проводе равен нулю. То есть, что обнуление производится, к примеру, перед процессом сварки или после него.
Несмотря на то что этот документ не относится к методам измерения высокочастотных токов (более 500 А), обнуление интегратора может осуществляться лишь тогда, когда ток в проводе равен нулю. То есть, что обнуление производится, к примеру, перед процессом сварки или после него.
Поэтому для измерения постоянных токов во время их прохождения, что наблюдается в устройствах для контактной сварки, устройствах зарядки батарей и т.д., и которые, в общем и целом, во время сварочного процесса, процесса зарядки и т.д. не принимают нулевого значения, данный принцип не пригоден. Так как, таким образом, невозможно было бы обеспечить качество процесса.
В устройствах для контактной сварки уровнем техники является вариант осуществления, при котором необходимый для сварки постоянный ток измеряется посредством катушки Роговского. При этом недостатком является тот факт, что необходимый для этого интегратор может быть обнулен лишь перед процессом сварки. Таким образом, необходимо наличие чрезвычайно дорогостоящих схем подключения интеграторов, которые вызывали бы во время осуществления процесса сварки настолько минимальный дрейф, насколько это возможно. Если появляется дрейф интегратора при измерении сварочного тока, то зачастую выдача заданного значения согласуется с параметрами для сварки для поддержания требуемого качества сварочных мест.
Если появляется дрейф интегратора при измерении сварочного тока, то зачастую выдача заданного значения согласуется с параметрами для сварки для поддержания требуемого качества сварочных мест.
Следствием этого является недостаток в том, что данные параметры не могут быть один в один перенесены на равнозначное устройство для контактной сварки, так как поведение интегратора, по меньшей мере, в силу колебаний отдельных элементов конструкции, различно. Следует также учитывать, в целом, и тот факт, что для устройства, используемого для контактной сварки, необходимы, по меньшей мере, один сварочный трансформатор со встроенным блоком выпрямителя тока (источник тока) и преобразователь частоты переменного тока с регулировкой тока. В сварочный трансформатор встраивается также катушка Роговского, причем интегратор является частью преобразователя частоты переменного тока. Сварочный трансформатор и преобразователь частоты переменного тока не обязательно изготавливаются одним производителем. То есть сварочный трансформатор рассчитан таким образом, что может использоваться со всеми преобразователями частоты переменного тока различных производителей. Это отрегулировано посредством соответствующих нормативов и инструкций.
То есть сварочный трансформатор рассчитан таким образом, что может использоваться со всеми преобразователями частоты переменного тока различных производителей. Это отрегулировано посредством соответствующих нормативов и инструкций.
JP 61-271466 А описывает такую установку для контактной сварки, в которой индуцированное посредством тока с первичной стороны трансформатора напряжение регистрируется и подвергается оценке. Для уменьшения дрейфа измеренных значений были бы необходимы очень высокие требования к схемам подключения интеграторов.
Раскрытие изобретения
Целью и связанной с ней задачей предложенного на рассмотрение изобретения является, поэтому, создание способа и устройства, посредством которых постоянный ток с амплитудой более 500 А мог быть определен с максимальной точностью. Способ или устройства должны быть осуществлены или выполнены максимально просто и экономично. Недостатки известных способов и устройств должны быть устранены или, по меньшей мере, уменьшены.
Данная задача в соответствии с изобретением решается посредством вышеуказанного способа, при котором, по меньшей мере, одно индуцированное парциальное напряжение создается посредством протекающего, по меньшей мере, в одном отдельном проводе парциального тока, за счет расположения, по меньшей мере, одной катушки Роговского вокруг, по меньшей мере, одного отдельного провода, причем отдельный провод образуется посредством токовой дорожки выпрямителя тока на вторичной стороне трансформатора со средней отпайкой, и это индуцированное напряжение интегрируется, по меньшей мере, в одном интеграторе и посредством соединенного, по меньшей мере, с одним интегратором блока оценки результатов определяется величина постоянного тока. В соответствии с изобретением катушка Роговского помещается не так, как в установках для контактной сварки, обычно на токовой дорожке измеряемого постоянного тока (к примеру, постоянного тока для контактной сварки), а в отдельном проводе, который проводит парциальный ток измеряемого постоянного тока.![]() Вследствие этого, на основании парциальных токов может быть определен постоянный ток. Важным при расположении в зонах парциальных токов является то, что этот парциальный ток имеет свойство периодически принимать нулевое значение. Таким образом, парциальные токи имеют временные интервалы, в которых гарантировано, что соответствующий парциальный ток примет нулевое значение. Ввиду наличия таких временных интервалов, интегратор может быть отрегулирован таким образом, что его дрейф сводится до минимального значения, которым можно пренебречь, так как момент времени, в который парциальные токи равны нулю, входит во временной интервал измерения, то есть катушки Роговского обнуляются. Посредством такого мероприятия во время процесса сварки, процесса зарядки, с высокой точностью за счет применения катушек Роговского и интеграторов могут быть определены и постоянные токи большой амплитуды (при контактной сварке до 200 кА), так как дрейф интеграторов может быть предотвращен или уменьшен. Способ в соответствии с изобретением отличается относительной простотой и, соответственно, надежностью в работе, поскольку его применение, к примеру, при контактной сварке или при зарядке батареи возможно идеальным образом.
Вследствие этого, на основании парциальных токов может быть определен постоянный ток. Важным при расположении в зонах парциальных токов является то, что этот парциальный ток имеет свойство периодически принимать нулевое значение. Таким образом, парциальные токи имеют временные интервалы, в которых гарантировано, что соответствующий парциальный ток примет нулевое значение. Ввиду наличия таких временных интервалов, интегратор может быть отрегулирован таким образом, что его дрейф сводится до минимального значения, которым можно пренебречь, так как момент времени, в который парциальные токи равны нулю, входит во временной интервал измерения, то есть катушки Роговского обнуляются. Посредством такого мероприятия во время процесса сварки, процесса зарядки, с высокой точностью за счет применения катушек Роговского и интеграторов могут быть определены и постоянные токи большой амплитуды (при контактной сварке до 200 кА), так как дрейф интеграторов может быть предотвращен или уменьшен. Способ в соответствии с изобретением отличается относительной простотой и, соответственно, надежностью в работе, поскольку его применение, к примеру, при контактной сварке или при зарядке батареи возможно идеальным образом. Предпочтительным является также то, что при применении в соответствии с изобретением или при подключении обычного оборудования экономичным образом возможно добиться существенного повышения точности измерений. Таким образом, возможно, что катушка Роговского может быть использована для измерения и в других системах токообеспечения, которые в течение длительного времени подают постоянный ток, как при зарядке батарей, так как катушка Роговского может постоянно обнуляться и, тем самым, предотвращается дрейф.
Предпочтительным является также то, что при применении в соответствии с изобретением или при подключении обычного оборудования экономичным образом возможно добиться существенного повышения точности измерений. Таким образом, возможно, что катушка Роговского может быть использована для измерения и в других системах токообеспечения, которые в течение длительного времени подают постоянный ток, как при зарядке батарей, так как катушка Роговского может постоянно обнуляться и, тем самым, предотвращается дрейф.
В соответствии с вариантом осуществления способа согласно данному изобретению предусмотрено, что суммарное напряжение образуется, по меньшей мере, из двух, индуцированных в двух противоположно поляризованных катушках Роговского, парциальных напряжений и интегрируется в интеграторе. В предпочтительном варианте предусмотрено, по меньшей мере, две катушки Роговского для изменения индуцированных посредством парциальных токов, по меньшей мере, в двух отдельных проводах парциальных напряжений. В соответствии с изобретением за счет соответствующего расположения катушек Роговского в отдельных проводах на основании парциальных токов измеряемого постоянного тока имеющее, в основном, свободное среднее значение суммарное напряжение подается к общему интегратору. Таким образом, могут быть измерены, к примеру, оба парциальных тока состоящего из двух ветвей выпрямителя тока, и на основании этого может быть сделано заключение относительно значения, пропорционального измеряемому постоянному току. За счет свободного среднего значения суммарного напряжения дрейф может быть минимизирован. Также нет необходимости в отпуске интегратора.
В соответствии с изобретением за счет соответствующего расположения катушек Роговского в отдельных проводах на основании парциальных токов измеряемого постоянного тока имеющее, в основном, свободное среднее значение суммарное напряжение подается к общему интегратору. Таким образом, могут быть измерены, к примеру, оба парциальных тока состоящего из двух ветвей выпрямителя тока, и на основании этого может быть сделано заключение относительно значения, пропорционального измеряемому постоянному току. За счет свободного среднего значения суммарного напряжения дрейф может быть минимизирован. Также нет необходимости в отпуске интегратора.
В соответствии со следующим признаком изобретения предусмотрено, что индуцированная в катушке Роговского разность напряжений образуется за счет разности токов, образованной, по меньшей мере, из двух противоположно направленных парциальных токов. На практике это достигается посредством того, что, по меньшей мере, два отдельных провода в противоположных направлениях проводятся через катушку Роговского, так что разность токов индуцирует в катушке Роговского разность напряжений.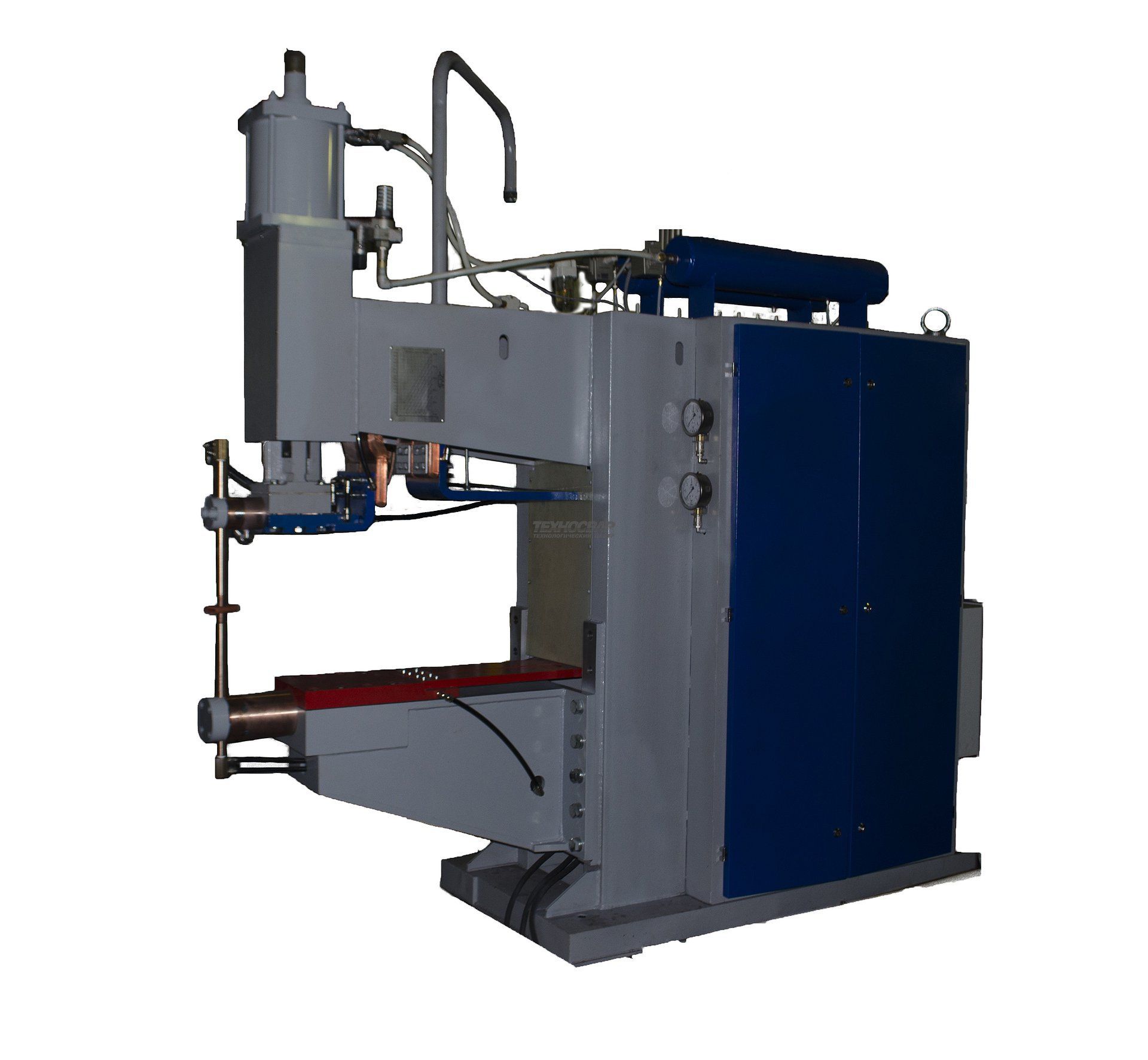 Эта разность имеет практически свободное среднее значение, так что дрейф в интеграторе может быть предотвращен или минимизирован, и может быть определено значение постоянного тока. Также, вследствие этого, нет необходимости в обнулении интегратора.
Эта разность имеет практически свободное среднее значение, так что дрейф в интеграторе может быть предотвращен или минимизирован, и может быть определено значение постоянного тока. Также, вследствие этого, нет необходимости в обнулении интегратора.
В качестве альтернативы или дополнительно к мерам в отношении свободного среднего значения поданного к интегратору сигнала, каждый интегратор посредством блока оценки результатов может также регулярно обнуляться во время прохождения постоянного тока, если вызывающий, по меньшей мере, одно индуцированное парциальное напряжение, по меньшей мере, один парциальный ток, в отдельном проводе ≤ нулю. Таким образом, используются фазы или временные интервалы парциальных токов в отдельных проводах, во время которых парциальные токи ≤ нулю (так называемые фазы нулевого тока), и эти фазы используются для обнуления интеграторов.
В соответствии с изобретением предусмотрено, что каждый интегратор обнуляется, если переключательный элемент в отдельном проводе вызывающего интегрируемое парциальное напряжение, по меньшей мере, одного парциального тока открыт. Таким образом, посредством контроля переключательного элемента в отдельном проводе регистрируется информация о том, равен ли парциальный ток в этом отдельном проводе нулю, и, как следствие, интегратор обнуляется.
Таким образом, посредством контроля переключательного элемента в отдельном проводе регистрируется информация о том, равен ли парциальный ток в этом отдельном проводе нулю, и, как следствие, интегратор обнуляется.
Способ в соответствии с изобретением используется в предпочтительном варианте в устройстве согласно последующему описанию.
Задача в соответствии с изобретением решается также посредством устройства для определения протекающего в проводнике постоянного тока, причем вокруг, по меньшей мере, одного отдельного провода расположена, по меньшей мере, одна катушка Роговского для индуцирования парциального напряжения посредством, по меньшей мере, одного парциального тока, причем отдельный провод образован посредством токовой дорожки выпрямителя тока на вторичной стороне трансформатора со средней отпайкой, по меньшей мере, один интегратор образован для интегрирования, по меньшей мере, одного парциального напряжения и, по меньшей мере, один интегратор соединен с блоком оценки результатов для определения постоянного тока. Как уже упоминалось выше, за счет расположения, по меньшей мере, одной катушки Роговского вокруг отдельного провода выпрямителя тока предотвращается или уменьшается дрейф присоединенного за катушкой Роговского интегратора во время фазы нулевого тока, так как он на этой фазе может быть обнулен.
Как уже упоминалось выше, за счет расположения, по меньшей мере, одной катушки Роговского вокруг отдельного провода выпрямителя тока предотвращается или уменьшается дрейф присоединенного за катушкой Роговского интегратора во время фазы нулевого тока, так как он на этой фазе может быть обнулен.
Задача в соответствии с изобретением решается также посредством устройства для контактной сварки, причем вокруг, по меньшей мере, одного отдельного провода расположена, по меньшей мере, одна катушка Роговского для индуцирования парциального напряжения посредством, по меньшей мере, одного парциального тока, причем отдельный провод образован посредством токовой дорожки выпрямителя тока на вторичной стороне трансформатора со средней отпайкой, по меньшей мере, один интегратор образован для интегрирования, по меньшей мере, одного парциального напряжения, и, по меньшей мере, один интегратор соединен с блоком оценки результатов для определения постоянного тока.
В предпочтительном варианте, по меньшей мере, две катушки Роговского расположены вокруг, по меньшей мере, двух отдельных проводов противоположно друг другу, и катушки Роговского для образования свободного среднего значения суммарного напряжения из индуцированных в катушках Роговского парциальных напряжений соединены друг с другом и с одним интегратором. Таким образом, как уже упоминалось выше, к общему интегратору может быть подано суммарное напряжение, в основном, со свободным средним значением.
Таким образом, как уже упоминалось выше, к общему интегратору может быть подано суммарное напряжение, в основном, со свободным средним значением.
В качестве альтернативы, катушка Роговского может располагаться также вокруг, по меньшей мере, двух, проходящих в противоположных направлениях, отдельных проводов, и катушка Роговского для образования свободного среднего значения разности напряжений из разности парциальных токов может быть соединена с одним интегратором.
В соответствии со следующим признаком изобретения каждый интегратор может быть обнулен во время прохождения постоянного тока, если вызывающий, по меньшей мере, одно индуцированное парциальное напряжение, по меньшей мере, один протекающий в отдельном проводе парциальный ток ≤ нулю.
В предпочтительном варианте, по меньшей мере, один интегратор соединен, соответственно, по меньшей мере, с одним переключательным элементом отдельного провода, так что интегратор может быть обнулен, если переключательный элемент отдельного провода открыт.
В соответствии со следующим признаком изобретения предусмотрено, что переключательные элементы устройства образованы посредством диодов.
В предпочтительном варианте, по меньшей мере, две катушки Роговского расположены вокруг, соответственно, одного отдельного провода, который проводит, соответственно, один парциальный ток измеряемого постоянного тока.
При этом каждая катушка Роговского может быть соединена с одним интегратором или все катушки Роговского могут быть соединены с одним интегратором.
Для предотвращения воздействия на данные измерения со стороны посторонних магнитных полей катушки Роговского могут быть снабжены экраном.
Чтобы зарегистрировать протекание постоянного тока, в частности сварочного тока, или пропорционального ему сигнала, по меньшей мере, один интегратор в предпочтительном варианте соединен с запоминающим устройством. При этом запоминающее устройство может быть интегрировано непосредственно в блок оценки результатов или же может быть выполнено как отдельное устройство. Отдельное запоминающее устройство может быть, к примеру, по сети соединено с блоком оценки результатов.
Отдельное запоминающее устройство может быть, к примеру, по сети соединено с блоком оценки результатов.
Устройство используется в предпочтительном варианте для осуществления описанного выше способа определения постоянного тока.
Краткое описание чертежей
Предложенное на рассмотрение изобретение разъясняется более детально на основании приложенных чертежей, на которых представлено:
фиг.1 – блок-схема традиционного метода измерения сварочного тока при помощи катушки Роговского;
фиг.2 – принципиальная блок-схема измерения постоянного тока, состоящего из нескольких парциальных токов, при помощи катушки Роговского, в соответствии с уровнем техники;
фиг.3 – принципиальная блок-схема метода измерения постоянного тока в соответствии с измерением при помощи катушек Роговского;
фиг.4 – применение способа в соответствии с изобретением в устройстве для контактной сварки;
фиг.5 – соответствующие токовые характеристики в зависимости от времени;
фиг. 6 и 7 – два альтернативных варианта осуществления способа в соответствии с изобретением при использовании в аппарате для контактной сварки.
6 и 7 – два альтернативных варианта осуществления способа в соответствии с изобретением при использовании в аппарате для контактной сварки.
Осуществление изобретения
Фиг.1 схематично демонстрирует устройство 1 для контактной сварки с обычным принципом измерения постоянного тока i(t), который в дальнейшем будет обозначаться как сварочный ток i(t). Устройство 1 для контактной сварки включает в себя два хобота 2 сварочного агрегата, на которых закреплены электроды 3. Свариваемые заготовки (не изображены) располагаются между электродами 3. Для сваривания заготовок электроды 3 прижимаются к заготовкам, и на них подается сварочный ток i(t), так что заготовки при прохождении тока оплавляются и соединяются друг с другом. Для снабжения сварочным током i(t) электроды 3 соединены с источником 4 тока, который обычно включает в себя трансформатор 5 и выпрямитель 6 тока. Таким образом, сварочный ток i(t) при обычном порядке величин в несколько кА вырабатывается с наименьшими потерями. Для измерения сварочного тока i(t) катушка 10 Роговского располагается обычно вокруг провода 7, который проводит сварочный ток i(t) к электродам 3. Индуцированное в катушке 10 Роговского при прохождении сварочного тока i(t) напряжение u(t) интегрируется в интеграторе 11, и подается пропорциональный величине сварочного тока i(t) сигнал х(t). Пропорциональный величине сварочного тока i(t) сигнал х(t) может быть использован для контроля качества и/или же для регулировки механизма 13 управления или источника 4 тока устройства 1 для контактной сварки. Как уже упоминалось выше, за счет интегрирования воспринятого катушкой 10 Роговского индуцированного напряжения u(t) неизбежно имеет место дрейф и ошибки в измерении сварочного тока i(t). Погрешности вследствие дрейфа могут быть относительно высокими и, поэтому, для обеспечения надежного качества сварки должны быть непременно предотвращены. Дрейф возникает в уровне техники за счет того, что измерение осуществляется в течение всего времени сварки, а обнуление интегратора невозможно, так как измеренный ток не принимает нулевого значения.
Для измерения сварочного тока i(t) катушка 10 Роговского располагается обычно вокруг провода 7, который проводит сварочный ток i(t) к электродам 3. Индуцированное в катушке 10 Роговского при прохождении сварочного тока i(t) напряжение u(t) интегрируется в интеграторе 11, и подается пропорциональный величине сварочного тока i(t) сигнал х(t). Пропорциональный величине сварочного тока i(t) сигнал х(t) может быть использован для контроля качества и/или же для регулировки механизма 13 управления или источника 4 тока устройства 1 для контактной сварки. Как уже упоминалось выше, за счет интегрирования воспринятого катушкой 10 Роговского индуцированного напряжения u(t) неизбежно имеет место дрейф и ошибки в измерении сварочного тока i(t). Погрешности вследствие дрейфа могут быть относительно высокими и, поэтому, для обеспечения надежного качества сварки должны быть непременно предотвращены. Дрейф возникает в уровне техники за счет того, что измерение осуществляется в течение всего времени сварки, а обнуление интегратора невозможно, так как измеренный ток не принимает нулевого значения.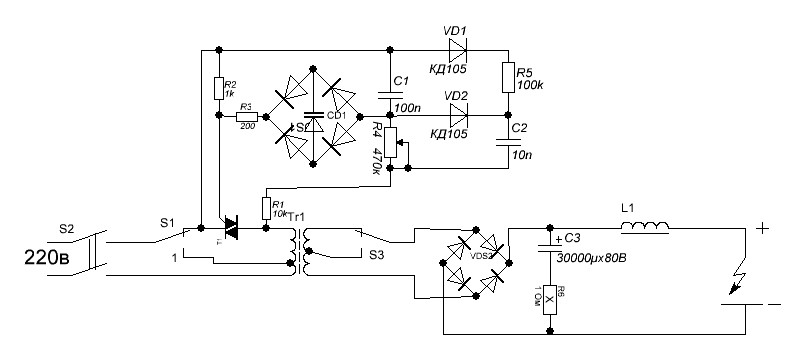 Таким образом, при длительных процессах сварки, что происходит все чаще, могут иметь место значительные погрешности. Если происходит такой случай дрейфа, то для последующего измерения изменяются заданные показатели, то есть заданные параметры, так чтобы, к примеру, стало возможно выполнить надежное сварное соединение.
Таким образом, при длительных процессах сварки, что происходит все чаще, могут иметь место значительные погрешности. Если происходит такой случай дрейфа, то для последующего измерения изменяются заданные показатели, то есть заданные параметры, так чтобы, к примеру, стало возможно выполнить надежное сварное соединение.
Фиг.2 демонстрирует схематичную блок-схему для наглядного пояснения способа измерения протекающего в проводе 7 сварочного тока i(t) с помощью катушки 10 Роговского. Измеряемый сварочный ток i(t) составляется, как, к примеру, в устройстве 1 для контактной сварки в соответствии с фиг.1, из нескольких парциальных токов ii(t), ii+1 (t),… выпрямителя 6 тока. Эти парциальные токи ii(t), ii+1 (t),… проходят по нескольким отдельным проводам 8, снабженным переключательными элементами 9, к месту суммирования, которое выходит в провод 7. В соответствии с уровнем техники катушка 10 Роговского для измерения сварочного тока i(t) располагается вокруг провода 7 и регистрирует индуцированное посредством сварочного тока i(t) напряжение u(t), которое интегрируется в присоединенном к катушке 10 Роговского интеграторе 11 и выдается пропорциональный измеряемому сварочному току i(t) сигнал х(t).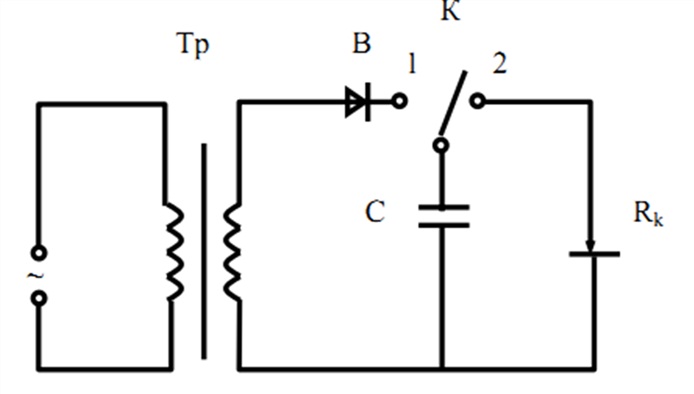 Как уже упоминалось выше, используемый в обязательном порядке интегратор 11 при измерении сварочного тока i(t) постоянно вызывает дрейф сигнала х (t), так как интегратор 11 может быть обнулен только лишь перед процессом сварки или после него.
Как уже упоминалось выше, используемый в обязательном порядке интегратор 11 при измерении сварочного тока i(t) постоянно вызывает дрейф сигнала х (t), так как интегратор 11 может быть обнулен только лишь перед процессом сварки или после него.
Фиг.3 демонстрирует схематичную блок-схему способа в соответствии с изобретением. В этом случае учитывается то, что определяемый сварочный ток i(t) образуется посредством нескольких парциальных токов ii (t), ii+1 (t), …, причем представлены два парциальных тока ii(t) и ii+1(t). Таким образом, посредством измерения, по меньшей мере, одного их парциальных токов i1(t), ii+1(t),… с помощью блока 12 оценки результатов можно сделать заключение о сварочном токе i(t) во время сварки или во время прохождения тока (во время течения сварочного тока i(t)) или определить сварочный ток ii(t). Блок 12 оценки результатов определяет при этом величину сварочного тока i(t) во время сварки, базируясь на пропорциональном сигнале х(t) интегратора 11.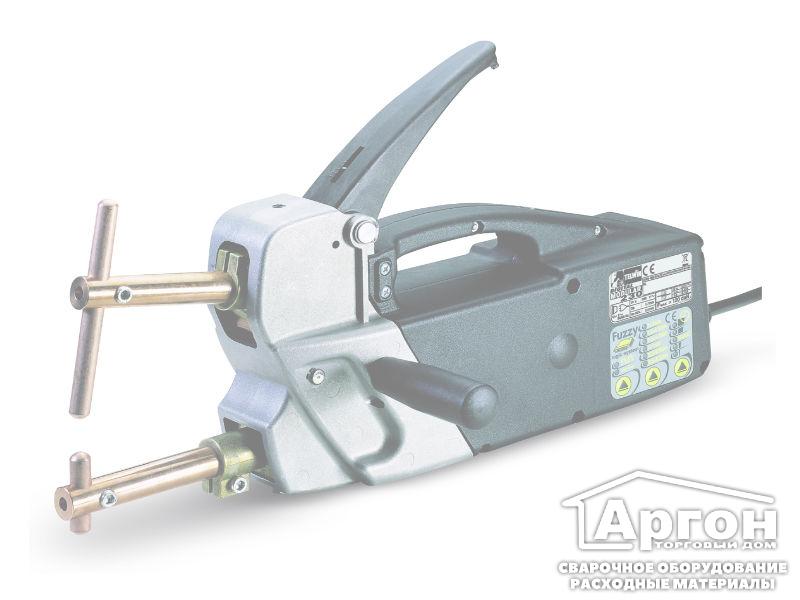 В соответствии с изобретением непосредственно во время процесса сварки измеряется, таким образом, не актуальный сварочный ток i(t), а, по меньшей мере, один из парциальных токов ii(t), ii+1(t) во время сварки, на основании которого может быть определен сварочный ток i(t) во время сварки. Таким образом, индуцированное в катушке 10 Роговского напряжение u(t) создается не посредством сварочного тока i(t), а, соответственно, парциальными токами ii(t), ii+1 (t),… . Измерения одного парциального тока, к примеру парциального тока ii(t), в целом, достаточно, так как может быть предположен симметричный режим функционирования трансформатора 5. В результате измерения нескольких парциальных токов ii(t), ii+1 (t),… точность повышается незначительно. Включение и выключение расположенных в отдельных проводах 8 активных или пассивных переключательных элементов 9 вызывает определенные токовые характеристики парциальных токов ii(t), ii+1 (t),… и гарантирует также образование временных интервалов, в которых соответствующие парциальные токи ii(t), ii+1(t),… в отдельных проводах 8, в основном, принимают нулевые значения.
В соответствии с изобретением непосредственно во время процесса сварки измеряется, таким образом, не актуальный сварочный ток i(t), а, по меньшей мере, один из парциальных токов ii(t), ii+1(t) во время сварки, на основании которого может быть определен сварочный ток i(t) во время сварки. Таким образом, индуцированное в катушке 10 Роговского напряжение u(t) создается не посредством сварочного тока i(t), а, соответственно, парциальными токами ii(t), ii+1 (t),… . Измерения одного парциального тока, к примеру парциального тока ii(t), в целом, достаточно, так как может быть предположен симметричный режим функционирования трансформатора 5. В результате измерения нескольких парциальных токов ii(t), ii+1 (t),… точность повышается незначительно. Включение и выключение расположенных в отдельных проводах 8 активных или пассивных переключательных элементов 9 вызывает определенные токовые характеристики парциальных токов ii(t), ii+1 (t),… и гарантирует также образование временных интервалов, в которых соответствующие парциальные токи ii(t), ii+1(t),… в отдельных проводах 8, в основном, принимают нулевые значения. Это означает, что парциальный ток ii(t) при открытом переключательном элементе 9 (к примеру, диоде в режиме блокировки) настолько мал, что может быть обозначен, в основном, как нулевой ток или как ток ≤ нулю. Если же парциальные токи ii(t), ii+1(t),… измеряются в этих отдельных проводах 8 с помощью катушки 10 Роговского – то есть индуцируемое ввиду протекающих в отдельных проводах 8 парциальных токов ii(t), ii+1 (t),… парциальное напряжение ui(t), ui+1(t),… подается к интегратору и интегрируется в нем – то те временные интервалы, в которых гарантировано, что в отдельных проводах 8 нет течения тока (фаза нулевого тока), могут быть использованы для обнуления соответствующего интегратора 11. Посредством такого мероприятия с большой точностью могут определяться и постоянные токи большой амплитуды – как сварочный ток i(t) – так как не сможет произойти дрейф интеграторов 11. Чтобы иметь возможность регистрировать временные интервалы, во время которых парциальные токи ii(t), ii+1 (t),… равны нулю, могут контролироваться переключательные элементы 9 в отдельных проводах 8.
Это означает, что парциальный ток ii(t) при открытом переключательном элементе 9 (к примеру, диоде в режиме блокировки) настолько мал, что может быть обозначен, в основном, как нулевой ток или как ток ≤ нулю. Если же парциальные токи ii(t), ii+1(t),… измеряются в этих отдельных проводах 8 с помощью катушки 10 Роговского – то есть индуцируемое ввиду протекающих в отдельных проводах 8 парциальных токов ii(t), ii+1 (t),… парциальное напряжение ui(t), ui+1(t),… подается к интегратору и интегрируется в нем – то те временные интервалы, в которых гарантировано, что в отдельных проводах 8 нет течения тока (фаза нулевого тока), могут быть использованы для обнуления соответствующего интегратора 11. Посредством такого мероприятия с большой точностью могут определяться и постоянные токи большой амплитуды – как сварочный ток i(t) – так как не сможет произойти дрейф интеграторов 11. Чтобы иметь возможность регистрировать временные интервалы, во время которых парциальные токи ii(t), ii+1 (t),… равны нулю, могут контролироваться переключательные элементы 9 в отдельных проводах 8. Это наглядно пояснено с помощью пунктирной линии между переключательными элементами 9 и интеграторами 11. Переключательные элемента 9 и/или интегратор 11 могут быть соединены также с механизмом 13 управления. Наконец, с интегратора 11 на блок 12 оценки результатов посылается пропорциональный парциальным токам ii(t), ii+1(t),… сигнал xi(t), xi+1(t), так что сварочный ток i(t) может быть точно определен или может быть сделано заключение о величине сварочного тока. Блок 12 оценки результатов в предпочтительном варианте связан также с механизмом 13 управления, так что разность между установленными и заданными значениями сварочного тока i(t) может быть компенсирована или отрегулирована.
Это наглядно пояснено с помощью пунктирной линии между переключательными элементами 9 и интеграторами 11. Переключательные элемента 9 и/или интегратор 11 могут быть соединены также с механизмом 13 управления. Наконец, с интегратора 11 на блок 12 оценки результатов посылается пропорциональный парциальным токам ii(t), ii+1(t),… сигнал xi(t), xi+1(t), так что сварочный ток i(t) может быть точно определен или может быть сделано заключение о величине сварочного тока. Блок 12 оценки результатов в предпочтительном варианте связан также с механизмом 13 управления, так что разность между установленными и заданными значениями сварочного тока i(t) может быть компенсирована или отрегулирована.
Этот принцип может использоваться, однако, различным образом, как описано на основании последующих фиг.4-7.
Фиг.4 демонстрирует вариант применения способа в соответствии с изобретением в устройстве 1 для контактной сварки, причем для упрощения чертежа на нем показаны лишь трансформатор 5 и выпрямитель 6 тока. Сварочный ток i(t) во время процесса сварки проходит по проводу 7 к электродам 3 устройства 1 для контактной варки (не изображено). Сварочный ток i(t) вырабатывается посредством импульсного тока i(t), который подается на первичную сторону трансформатора 5 с частотой в пределах около 1 кГц. На вторичной стороне трансформатора 5 с центральной отпайки расположен образованный из двух диодов в качестве переключательных элементов 9 выпрямитель 6 тока. В соответствии с этим, на вторичной стороне имеется два отдельных провода 8 и два парциальных тока ii(t) и ii+1 (t), причем в дальнейшем для парциальных токов будет использоваться обозначение i2а(t) и i2b(t) вместо ii(t) и ii+1(t). Это должно выражать собой тот факт, что парциальные токи, в основном, одинаковы. Сварочный ток i(t) является, в основном, чистым постоянным током, что наглядно пояснено на токовых диаграммах согласно фиг.5. Эти парциальные токи i2a(t) и i2b(t) имеют, соответственно, фазы или временные интервалы, во время которых соответствующий парциальный ток i2a (t) или i2b (t) равен нулю (фаза нулевого тока).
Сварочный ток i(t) во время процесса сварки проходит по проводу 7 к электродам 3 устройства 1 для контактной варки (не изображено). Сварочный ток i(t) вырабатывается посредством импульсного тока i(t), который подается на первичную сторону трансформатора 5 с частотой в пределах около 1 кГц. На вторичной стороне трансформатора 5 с центральной отпайки расположен образованный из двух диодов в качестве переключательных элементов 9 выпрямитель 6 тока. В соответствии с этим, на вторичной стороне имеется два отдельных провода 8 и два парциальных тока ii(t) и ii+1 (t), причем в дальнейшем для парциальных токов будет использоваться обозначение i2а(t) и i2b(t) вместо ii(t) и ii+1(t). Это должно выражать собой тот факт, что парциальные токи, в основном, одинаковы. Сварочный ток i(t) является, в основном, чистым постоянным током, что наглядно пояснено на токовых диаграммах согласно фиг.5. Эти парциальные токи i2a(t) и i2b(t) имеют, соответственно, фазы или временные интервалы, во время которых соответствующий парциальный ток i2a (t) или i2b (t) равен нулю (фаза нулевого тока). Соответственно, нулевая фаза парциального тока i2а(t) имеет место во время положительной фазы пульсирующего тока ii(t), а нулевая фаза следующего парциального тока i2b(t) во время отрицательной фазы пульсирующего тока ii(t). Таким же образом, фаза нулевого тока у парциального тока i2а(t) соответствует полной фазе парциального тока i2b(t) и наоборот. Если катушки 10 Роговского в соответствии с изобретением располагаются вокруг отдельных проводов 8 на вторичной стороне трансформатора 5, то нулевые фазы тока, то есть фазы, во время которых парциальные токи i2а(t) и i2b(t) равны нулю, могут использоваться для обнуления интеграторов 11. Обнуление может быть осуществлено посредством использования программного обеспечения или аппаратной части вычислительной машины и производится, как правило, во время процесса сварки. К примеру, периодически, в соответствии с частотой пульсирующего тока ii(t). Посредством обнуления предотвращается уже многократно упомянутый дрейф.
Соответственно, нулевая фаза парциального тока i2а(t) имеет место во время положительной фазы пульсирующего тока ii(t), а нулевая фаза следующего парциального тока i2b(t) во время отрицательной фазы пульсирующего тока ii(t). Таким же образом, фаза нулевого тока у парциального тока i2а(t) соответствует полной фазе парциального тока i2b(t) и наоборот. Если катушки 10 Роговского в соответствии с изобретением располагаются вокруг отдельных проводов 8 на вторичной стороне трансформатора 5, то нулевые фазы тока, то есть фазы, во время которых парциальные токи i2а(t) и i2b(t) равны нулю, могут использоваться для обнуления интеграторов 11. Обнуление может быть осуществлено посредством использования программного обеспечения или аппаратной части вычислительной машины и производится, как правило, во время процесса сварки. К примеру, периодически, в соответствии с частотой пульсирующего тока ii(t). Посредством обнуления предотвращается уже многократно упомянутый дрейф. Таким образом, с интегратора 11 могут быть посланы сигналы ха(t) и хb(t), которые пропорциональны парциальным токам i2а (t) и i2b(t) или индуцированным парциальным напряжениям u2a (t) и u2b(t) и, как следствие, сварочному току i(t), так что сварочный ток i(t) может быть с большой точностью определен посредством блока 12 оценки результатов. (Соответственно парциальным токам было выбрано также и обозначение для парциальных напряжений.) При этом время сварки в противоположность известному уровню техники может быть произвольно увеличено, не оказывая при этом воздействия на точность измерения тока i(t).
Таким образом, с интегратора 11 могут быть посланы сигналы ха(t) и хb(t), которые пропорциональны парциальным токам i2а (t) и i2b(t) или индуцированным парциальным напряжениям u2a (t) и u2b(t) и, как следствие, сварочному току i(t), так что сварочный ток i(t) может быть с большой точностью определен посредством блока 12 оценки результатов. (Соответственно парциальным токам было выбрано также и обозначение для парциальных напряжений.) При этом время сварки в противоположность известному уровню техники может быть произвольно увеличено, не оказывая при этом воздействия на точность измерения тока i(t).
Фиг.6 демонстрирует альтернативный вариант осуществления изобретения, при котором две катушки 10 Роговского – которые индуцируют, соответственно, парциальные напряжения u2a(t) и u2b(t) – расположены в противоположных направлениях, соответственно, вокруг одного отдельного провода 8, на вторичной стороне трансформатора 5, и соединены с общим интегратором 11.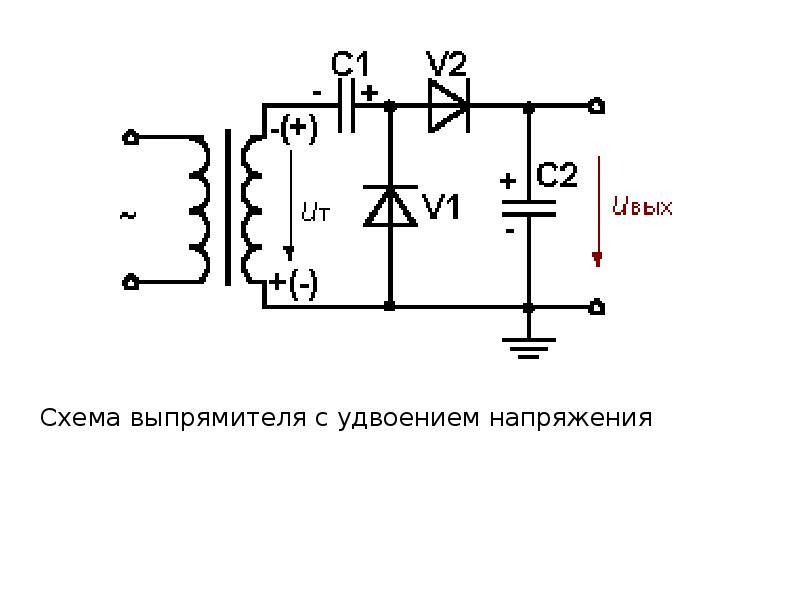 Это означает, что катушки 10 Роговского противоположными полюсами подключены в последовательное соединение. Таким образом, от обеих катушек 10 Роговского подается, в основном, имеющее свободное среднее значение общее суммарное напряжение Σu (t) индуцированных парциальных напряжений u2a(t) и u2b (t), которое подается на интегратор 11 и интегрируется. Благодаря свободному среднему значению суммарного напряжения Σu(t), дрейф интегратора 11 может быть предотвращен или существенно уменьшен.
Это означает, что катушки 10 Роговского противоположными полюсами подключены в последовательное соединение. Таким образом, от обеих катушек 10 Роговского подается, в основном, имеющее свободное среднее значение общее суммарное напряжение Σu (t) индуцированных парциальных напряжений u2a(t) и u2b (t), которое подается на интегратор 11 и интегрируется. Благодаря свободному среднему значению суммарного напряжения Σu(t), дрейф интегратора 11 может быть предотвращен или существенно уменьшен.
В варианте осуществления изобретения в соответствии с фиг.7 используется катушка 10 Роговского, которая обхватывает отдельные проводники 8 обоих парциальных токов i2a(t) и i2b(t) таким образом, что отдельный провод 8, который проводит парциальный ток i2a (t) ориентирован противоположно отдельному проводу 8, который проводит парциальный ток i2b (t). В результате этого, в катушке 10 Роговского индуцируется разность напряжений uΔi(t). Эта разность напряжений uΔi (t) образуется вследствие разности токов Δi (t) между парциальными токами i2a(t) и i2b(t). В такой системе разность напряжений uΔi(t) практически имеет свободное среднее значение, вследствие чего не сможет произойти дрейф интегратора 11.
Эта разность напряжений uΔi (t) образуется вследствие разности токов Δi (t) между парциальными токами i2a(t) и i2b(t). В такой системе разность напряжений uΔi(t) практически имеет свободное среднее значение, вследствие чего не сможет произойти дрейф интегратора 11.
К дополнение к описаниям фиг.6 и 7 следует упомянуть о том, что при этом интегратор 11 не должен быть обнулен, так как он обрабатывает каждое значение напряжения, имеющее свободное среднее значение (в сравнении с фиг.4). Свободное среднее значение обеспечивается лишь за счет использования трансформатора, что является характерным отличием от известного уровня техники. Поданный от интегратора 11 сигнал посредством BIBO-стабильной передаточной функции – которая соответствует приблизительному интегрированию – может быть, таким образом, подвергнут оценке в блоке 12 оценки результатов, и сварочный ток i(t) может быть точно определен во время процесса сварки.
В целом, в отношении описанных фигур следует упомянуть также о том, что расположение в соответствии с изобретением катушки 10 Роговского вокруг отдельных проводов 8 имеет определенное значение. Отдельный провод 8 образован при этом в предпочтительном варианте посредством токовой дорожки выпрямителя 6 тока на вторичной стороне трансформатора 5. Выпрямитель 6 тока является при этом, к примеру, элементом, по меньшей мере, одного компонента для осуществления процесса сварки, процесса зарядки батареи или преобразования постоянного тока в переменный ток. От этого не зависит, располагается переключательный элемент 9 перед катушкой 10 Роговского или после нее.
Отдельный провод 8 образован при этом в предпочтительном варианте посредством токовой дорожки выпрямителя 6 тока на вторичной стороне трансформатора 5. Выпрямитель 6 тока является при этом, к примеру, элементом, по меньшей мере, одного компонента для осуществления процесса сварки, процесса зарядки батареи или преобразования постоянного тока в переменный ток. От этого не зависит, располагается переключательный элемент 9 перед катушкой 10 Роговского или после нее.
Также интегратор 11 может рассматриваться в целом как техническая система, которая отвечает на любой входной сигнал – такой как индуцированное напряжение u(t) – выходным сигналом x(t), который пропорционален временному интегралу входного сигнала. Интегратор 11 может быть реализован посредством самых различных аналоговых схем, или же в связанных через аналого-цифровые преобразователи или цифроаналоговые преобразователи цифровых вычислительных системах. Такого рода системы обозначаются, соответственно, как интеграторы 11. Аналоговая схема интегратора может состоять, к примеру, из активных элементов (операционные усилители, транзисторы и т.д.), а также из пассивных элементов (омические сопротивления, катушки индуктивности, конденсаторы и т.д.). Цифровой вычислительной схемой для реализации интегратора 11 может являться, к примеру, цифровой процессор обработки сигналов, микропроцессор или же обычный ПК.
Аналоговая схема интегратора может состоять, к примеру, из активных элементов (операционные усилители, транзисторы и т.д.), а также из пассивных элементов (омические сопротивления, катушки индуктивности, конденсаторы и т.д.). Цифровой вычислительной схемой для реализации интегратора 11 может являться, к примеру, цифровой процессор обработки сигналов, микропроцессор или же обычный ПК.
Техническая система, которая отвечает на определенные классы сигналов (такие, к примеру, как индуцированное напряжение u(t)) выходным сигналом x(t), который пропорционален временному интегралу входного сигнала, обозначается как приблизительный интегратор. Такого рода системы могут быть реализованы, в противоположность интеграторам 11, BIBO-стабильными.
Несмотря на то что в вышеизложенном описании мы останавливались, в основном, на способах контактной сварки, настоящее изобретение может быть использовано и для измерения других постоянных токов высокой амплитуды, которые появляются, к примеру, в зарядных устройства батарей.
Игнитронное устройство для питания сварочного трансформатора машины для контактной электросварки
Pk 94496
Класс 21, 29п
СССР
1 -1- 1 ” д. . К.”.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
М. П. Зайцев, А, М. Карелин и Л. В. Зайчик
ИГНИТРОННОЕ УСТРОЙСТВО ДЛЯ ПИТАНИЯ СВАРОЧНОГО
ТРАНСФОРМАТОРА МАШИНЫ ДЛЯ КОНТАКТНОЙ
ЭЛЕКТРОСВАРКИ
Заявлено 30 июля 1951 г. за ¹ 3680/444969 в Министерство электропромышленности СССР
Предметом изобретения является игнитронное устройство для питания от трехфазной сети сварочного трансформатора машины, осуществляющей контактную электросварку импульсами постоянного тока.
Устройство работает в режиме двухполупериодного выпрямления тока каждой фазы и снабжено вспомогательным игнитроном, шунтирующим первичную обмотку сварочного трансформатора для предотвращения возврата энергии в сеть
Отличительной особенностью предлагаемого игнитронного устройства является включение игннтронов-выпрямителей по трехфазной Мостовой схеме, подключенной к питающей сети непосредственно, т. е. без анодного трансформатора. Такое выполнение устройства существенно упрощает сварочную установку.
е. без анодного трансформатора. Такое выполнение устройства существенно упрощает сварочную установку.
На фиг. 1 изображена принципиальная схема одного из вариантов предлагаемого устройства; на фиг. 2 — схема другого варианта; на фиг. 3 — схема управления по этому варианту.
Сварочный трансформатор получает питание от трехфазной сети через игнитронный выпрямитель, вентили 1 — б которого соединены по трехфазной мостовой схеме и подключены к питающей сети непосредственно, т. е без анодного трансформатора.
Время включеHèÿ сварочного трансформатора 7 определяется временем замыкания контактов реле 8 в цепях поджигания игнитронов, которое выбирается в соответствии с заданным режимом сварки и управляется регулятором времени при помощи реле 9.
Регулятор времени автоматически обеспечивает постоянство теплового режима сварки при колебаниях напряжения сети изменением времени сварки. № 94496
Необходимая функционалы ая зависимость между временем сварки и напвяжением сети устанавливается с помощью реостата 10.
Сварочный трансформатор 7 имеет одну обмотку высокого напряжения и одну обмотку низкого напряжения.
При приложении к сварочному трансф01змато!ру постояннОГО напряжения сварочный ток постепенно возрастает. В момент, когда oi достигIIeT заданllон Вели 1ины, О!! Л1очаются цепи поджиГ11 пня 1!Гнитpok!OB; при этом сварочный трансформатор ста11овится источником э. д. с.
Шунтиру!Ощи!! 1Ггнитрон 11 автоматически загорается, закорачивает первичную обмотку трансформатора 7 и тем самым отк:иочает ее от сети: сварочный ток при этом постепенно затухает
g7iI i х!еньwe!!ия сечеl!11я маГНI! !Онровода трансформатора B схему ./ может быть введен реверсииный контактор 12, который B период между сварками переключает першшную обмотку сварочного трансформатора.
При этом сердечник тра!;сф011ма1оp3 BtÄполняется без воздушного зазора.
В случае точечной сварки импульсами длительностью менее
0,08 ceI., 3 также Hpil шов! Ой! H !ИаговоЙ сварке “, I!p3B.71 ilil Осу1цествляется согласно схе;e;lo фнг. 2 и 3. В отличие 01. первого варианта, в цепях поджигания игнитронов выпрямителя включены тиратроны 18, 14, 15 и 1б.
2 и 3. В отличие 01. первого варианта, в цепях поджигания игнитронов выпрямителя включены тиратроны 18, 14, 15 и 1б.
Управление выпрямителя осуществляется триггерной схемой на лампах 17 и .18.
В сеточные цепи ламп 17 и 18 включены переменные сопротивления 19 и 20, при помощи которых можно менять длительность импульc3 H паузы. НрН ка;Jo.”. срабатывании лампы lu (И1 !пульc) 0THHp30Tcя генераторная лампа 21, в катодную цепь которой включен трансформатор 22. Со вторичных обмоток последнего í”.ïðÿæåíèå повышенной частоты (порядка 1000 Bu) подается на сетки тиратронов.
Управление схемой осуществляется реле Л, которое входит в типовой регулятор времени, управ,;sliot!IHII пневматической схемой машины.
На фиг. 2 и 3 одни и те )ке электрические цепи обозначены позициями1и П.
Предмет изобретения
Игнитронное устройство для питания сварочного трансформатора маlпины для контактной элект1)ccварк:i импу !ьса!”.и постояннОГО тока от трехфазной сети, работающее в режиме двухнолупернодно. -о выпрямления тока каждой фазы и снаб>кенное вспомогательным игнитроном, шунтирующим первичную обв!отку сварочного трансформатора для предотвращения возврата энергии в сеть, о т л и ч à 10 щ е е с я тем, что, с целью упрощения сварочной установки, игнитроны-выпрямители включены по трехфазной мостовой схеме, подключенной и питаюц,ей сети Iieпосредственно (т- е. без анодного трансформатора).
-о выпрямления тока каждой фазы и снаб>кенное вспомогательным игнитроном, шунтирующим первичную обв!отку сварочного трансформатора для предотвращения возврата энергии в сеть, о т л и ч à 10 щ е е с я тем, что, с целью упрощения сварочной установки, игнитроны-выпрямители включены по трехфазной мостовой схеме, подключенной и питаюц,ей сети Iieпосредственно (т- е. без анодного трансформатора).
¹ 94496
7 „ р
cup /
w„z У (7
Л +ЙЧ>Комитет по делам изобретений í открытий при Совете Министров СССР
Редактор Л. А. Блатова
Гор. Алатырь, тнпография K” 2 Министерства культуры Чувашской АССР, l
1, М “Й
) ж 57
Информационно-пздательскпй отдел, Объем 0,34 и. л. 3″.каз 5186.
Подп. к печ. 21/3 П-1959 г.
Тираж 360. Цена 50 коп.
Сварочный инвертор постоянного тока или переменного?
При выборе сварки у покупателей возникает вопрос: купить инверторный сварочный аппарат постоянного тока или переменного? Оба типа инверторов имеют свои достоинства и недостатки, однако стоит отметить, что сегодня сварки переменного тока уходят в прошлое, их заменяют более совершенные сварочные аппараты токовыпрямительного или постоянного тока.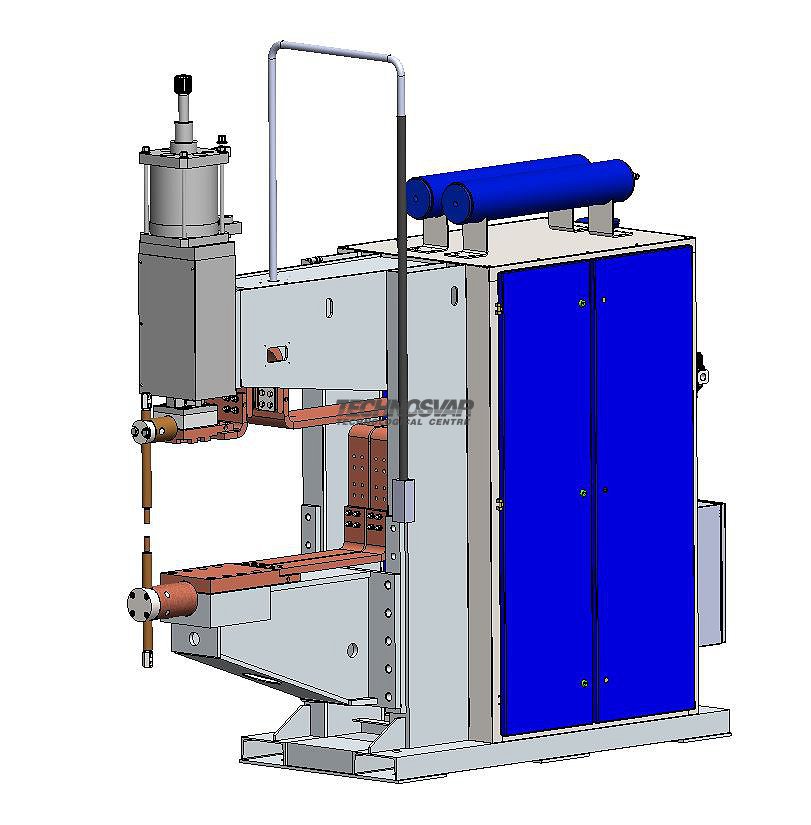
Какой аппарат выбрать?
Что выбрать – выпрямитель или трансформатор?
Трансформаторы – сварочные аппараты переменного тока, имеют следующие преимущества:
- простая конструкция;
- минимум поломок, большой рабочий ресурс;
- возможность регуляции силы сварного тока.
- низкий КПД;
- разбрызгивание металла при сварке;
- большие габариты.
- высокое качество сварных швов;
- высокий КПД;
- наличие возможности регулировать силу тока, защитный блок;
- сварка любых металлов, в т.ч. низколегированных и пр.

Как измерить силу тока сварочного инвертора?
Основная характеристика сварочных инверторов – сила тока, чем она выше, тем производительней будет аппарата. Стоимость сварки тоже напрямую зависит от этого показателя.
Для бытового использования достаточно инвертора с параметрами до 160 А, подключаемого к электросети 220 В. Если же в электросети присутствуют скачки напряжения, то рекомендуется приобретать полупрофессиональный аппарат с токовыми характеристиками 200 А. Измерить силу тока аппарата – несложно. Обычно данный показатель исправного инвертора соответствует заявленной производителем, но если есть сомнения в исправности аппарата, то показания можно измерить, используя цифровой милливольтметр или стрелочный микроамперметр. Однако учтите, что показания приборов зависят от длины сварочной дуги, диаметра электрода, правильности измерения.
Также немаловажным показателем является мощность сварочного аппарата. Как правило, она не указывается в паспорте, но зная максимально выдаваемую сваркой силу тока и другие параметры можно вычислить количество потребляемых кВт.
Например, рассчитаем, сколько киловатт потребляет ток в 160 ампер. Для этого можно воспользоваться формулой: Ватт = Ампер * Вольт или использовать специальную таблицу сварочных токов для инвертора:
Таблица сварочных токов для инвертора
T. J. Сварочное оборудование для противоскользящей сварки, расходные материалы и обслуживание
Серия DC Tech снята с производства и больше не доступна. Свяжитесь с представителем сервисной службы, чтобы обсудить лучшие варианты.
Однако мы с гордостью можем предложить некоторые другие наши продукты (Adobe Acrobat Format 444K) в качестве замены. Пожалуйста, позвоните нашим опытным сотрудникам в любое время. Наш опыт будет работать на вас, и мы сможем найти правильное решение всего за один телефонный звонок.
Инверторная сварка обеспечивает производительность и окупаемость
Предоставлено Миячи
С ростом требований к качеству и производству контактная сварка на постоянном токе с инвертором предлагает преимущества, недоступные традиционной сварке на переменном токе.В самом широком смысле инверторная сварка обеспечивает большую гибкость, чем обычная сварка переменным током. Практически любое приложение, которое может быть выполнено с помощью контроля сварки на переменном токе, может быть выполнено с помощью инверторной технологии.
Преимущества инвертора
Многие отказы при сварке сопротивлением могут быть связаны с непостоянством вторичного сварочного тока. Адаптивные системы обратной связи, используемые в инверторной технологии, используют широтно-импульсную модуляцию для непрерывного контроля и регулировки сварочного тока по всему сварному шву, компенсации неравномерного сопротивления детали, изношенных электродов и колебаний источника питания, что приводит к чрезвычайно равномерной подаче сварочного тока на протяжении каждого шва.Полученные преимущества включают более короткое время сварки, более низкие токи и силы, более высокую скорость и производительность, более длительный срок службы электрода, меньшее количество брызг при сварке и меньшую деформацию поверхности детали.
Эффективная подача сварочного тока повышает качество
При контактной сварке сварное соединение (или самородок) образуется, когда сварочный ток протекает через детали, сталкиваясь с различными электрическими сопротивлениями и выделяя тепло. По определению, переменный ток управляет включением и выключением сварочного тока дважды за цикл.Цикл переменного тока может вызвать охрупчивание и неравномерное образование самородков, что ухудшит качество и прочность сварного шва. Напротив, инверторные системы подают ток без циклического включения, таким образом, непрерывно нагревая сварные детали. Время сварки можно регулировать с шагом в одну миллисекунду. Такой точный контроль позволяет инверторным сварщикам сокращать время сварки и контролировать, как ток может подаваться на детали, «формируя» текущую форму сварного шва. Более низкий сварочный ток и меньшее усилие (по сравнению с контролем сварки на переменном токе) и могут использоваться для достижения желаемого расплавленного состояния сварных деталей для оптимального образования самородков.
Твердосвариваемые материалы
Инверторыпозволяют успешно сваривать широкий спектр материалов. Более мягкие металлы, особенно те, которые обладают высокой электрической и теплопроводностью, являются хорошими кандидатами для инверторной контактной сварки. Более высокая электропроводность означает, что необходимо использовать более высокие сварочные токи. Высокая теплопроводность требует, чтобы сварочный ток подавался быстро, чтобы минимизировать зону термического влияния. Оцинкованная сталь с цинковым покрытием также попадает в эту категорию.
Сильноточный выход – малый трансформаторный блок
Компактное инверторное оборудованиевключает небольшие и легкие сварочные трансформаторы для использования в ручной, автоматизированной и роботизированной (трансгенераторной) конфигурациях. При контактной сварке на переменном токе для более высоких выходных токов обычно требуются трансформаторы очень большого размера. Физические размеры и вес сварочного трансформатора переменного тока особенно важны в конфигурациях с трансформатором, часто ограничивая доступный выходной ток. Инверторные трансформаторы часто на 50% меньше, легче и обеспечивают более высокий выходной ток, чем обычные трансформаторы переменного тока.
Инверторные реальности
Повышение производительности инвертораможет привести к увеличению производительности с меньшими потерями времени на техническое обслуживание и замену электродов. По словам многих производителей, резко сократилось количество отказов сварных швов, брака деталей и дорогостоящих ремонтных работ. Более короткое время сварки, более низкие сварочные токи и сбалансированная линейная нагрузка уменьшают потребность в первичном токе, снижая потребление электроэнергии и расходы. Адаптивные режимы управления с обратной связью и миллисекундное программирование делают возможным точный контроль над процессом контактной сварки.Сварка с инвертором постоянным током позволяет расширить технологический диапазон, чтобы избежать отклонений в деталях и изменений производства. Это увеличенное технологическое окно – одна из основных причин того, что инверторная сварка удовлетворяет сегодняшние потребности в более высоком качестве и обеспечивает такую привлекательную рентабельность инвестиций.
Инверторные источники питанияпостоянного тока имеют большие преимущества в некоторых приложениях для контактной сварки. Предлагаемая мощностью до 325 кВА, инверторная технология постоянного тока способна обеспечить превосходное качество сварки за счет использования более низких сварочных токов, более короткого времени сварки и меньших сварочных усилий по сравнению с традиционными средствами управления переменным током.Благодаря использованию высокоскоростного управления, контролирующего несколько функций сварки с использованием адаптивной обратной связи, пользователь может регулировать процесс сварки.
Превосходный контроль над током и выделением тепла приводит к снижению энергопотребления и увеличению срока службы электродов, а также к повышению качества сварки, повышению эффективности производства и снижению затрат.
Управление с обратной связью по замкнутому контуру
Система обратной связи с обратной связью означает, что система управления получает входные данные о том, как продвигается данный конкретный сварной шов, и регулируется для поддержания сварного шва в соответствии с введенными спецификациями.Устройство управления может поддерживать сварочный ток или мощность (выбирается пользователем) путем измерения и регулировки вторичного тока и напряжения. Система управления получает новую обратную связь каждые 500 микросекунд, поддерживается постоянный сварочный ток (или мощность) на электродах, преодолевая колебания мощности и отклонения материала заготовки, которые ухудшают качество сварки.
Для получения дополнительной информации или помощи в выборе или оценке системы инвертора постоянного тока обращайтесь к T. J. Snow. Будем рады помочь любым возможным способом.
Аппарат для точечной сварки – успешный процесс контактной сварки
Контактная сварка давлением с помощью аппарата для точечной сварки
Независимо от того, какой блок точечной сварки используется, во время точечной сварки металлические детали всегда соединяются путем сжатия двух электродов и подачи Текущий. Местный ток создает тепло. Обе заготовки нагреваются в точке, где вы хотите сваривать, под действием электрического тока до тех пор, пока материал не расплавится, и под действием силы сжатия электродов из медного сплава образуется так называемый сварочный шов.Требуемое время сварки зависит от конкретной сварочной работы, а также от сварочного тока и силы электродов. Однако всегда применяется следующее: точечная сварка очень быстрая – всего за несколько секунд, хотя фактическое время сварки обычно даже меньше одной секунды. Никаких дополнительных материалов не требуется. Этот процесс создает постоянно стабильные соединения, прост в обращении и является одним из самых экономичных методов соединения. Это еще одна причина, по которой агрегаты точечной контактной сварки используются во многих автоматизированных производственных процессах.Точечная сварка алюминия предъявляет особые требования ко всем типам сварочных аппаратов.
Установка для точечной контактной сварки: могут использоваться различные технологии
Работы по контактной точечной сварке, как можно понять из названия, с сопротивлением между металлическими и проводящими материалами, которые вы хотите сваривать, которые лежат друг на друге . Сварочный ток создает наибольшее количество тепла в точке перехода между компонентами, где сопротивление наибольшее. Это необходимо, чтобы соединить материалы, которые вы хотите соединить, и связать их друг с другом.Это делает сварочный ток – наряду со сварочным усилием – наиболее решающим параметром при контактной сварке. В зависимости от используемой технологии продолжительность сварочного тока колеблется от нескольких миллисекунд до нескольких секунд.
Четыре наиболее распространенных типа генерирования сварочного тока:
- Однофазная сварка переменным током (AC)
- Трехфазная сварка постоянным током (DC)
- Среднечастотная сварка (MF-DC)
- Сварка конденсаторным разрядом (KE)
Однофазная сварка переменным током была наиболее распространенным вариантом для генерации сварочного тока в течение длительного времени, поскольку это одновременно самый дешевый и простой способ изготовить установку для контактной сварки или сварочные пистолеты .Однако с технологической точки зрения это не лучший способ. Поскольку здесь только во время каждой положительной полуволны классического переменного тока соответствующая энергия вводится в металл сварного шва, подвод тепла до плавления материала занимает соответственно больше времени, и тепло имеет достаточно времени, чтобы распространиться в окружающую среду сварочного шва. будущая точечная сварка. Это приводит к нежелательному обесцвечиванию (потускнению) и выгоранию любых возможно существующих покрытий. Наряду с этим существуют дополнительные недостатки, такие как высокое потребление тока, несимметричная нагрузка от сети, потери мощности при больших вторичных цепях, установка и управление параметрами в диапазоне периодов вместо миллисекунд.
При сварке 3-фазным постоянным током три трансформатора переменного тока соединены между собой на вторичной стороне, и с помощью блока диодного выпрямителя переменный ток преобразуется в постоянный ток. Он обеспечивает значительно больший и более высокий сварочный ток, большие вторичные цепи можно перемыкать без каких-либо серьезных потерь мощности, а подключение к сети является симметричным, что приводит к меньшим потребляемым токам и предохранителям. Недостатками системы являются относительно высокие инвестиционные затраты, место, необходимое для трех трансформаторов и выпрямителя, а также относительно длительный рост тока.
Среднечастотная сварка представляет собой почти комбинацию обеих вышеупомянутых систем. Здесь также используется только один трансформатор, как в системе переменного тока, но он запускается с частотой 1000 Гц вместо 50 Гц и имеет выпрямитель на вторичной стороне. Это позволяет использовать преимущества сварки постоянным током (более высокий сварочный ток, меньшее количество подключений к сети и плавких предохранителей, перекрытие больших вторичных цепей без больших потерь мощности и т. Д.). Но есть и другие преимущества, такие как быстрое нарастание тока, которое в сочетании с более высокой энергией сварочного тока позволяет очень короткое время сварки и, таким образом, значительно снижает потускнение и выгорание покрытий, возможность для 20-кратной более точной настройки. и настройки, поскольку система работает с частотой 1000 Гц вместо 50 Гц, а также уменьшение размера и веса трансформатора, что позволяет использовать его в ручных и роботизированных сварочных пистолетах.
С другой стороны, сварка конденсаторным разрядом продолжает считаться несколько «экзотической». Но NIMAK неоднократно доказывает, что это не относится к сложным установкам и концепциям для сварочных работ, которые можно надежно решить только с технологией KE. При сварке KE во время простоя аппарата, например, при заполнении комплектующими конденсаторная батарея заряжается от сети. Это может быть выполнено менее чем за 1 секунду, но может растянуться на несколько секунд.Чем больше времени доступно для зарядки, тем меньше требуется подключения к сети, и, в зависимости от размера, такую машину можно почти заряжать от обычной «розетки». Когда машина готова к работе, ранее заряженная батарея конденсатора разряжается через сварочный трансформатор. То, что происходит менее чем за 10 миллисекунд, необходимая энергия сварки приходится только на зону плавления, а окружающий материал не нагревается. Это также одна из причин, по которой машины KE иногда могут обходиться даже без собственного водяного охлаждения! Таким образом, благодаря количеству конденсаторов можно достичь сварочного тока до 800 000 ампер.Недостатком системы KE является необходимость в пространстве из-за конденсаторного шкафа и относительно больших и тяжелых трансформаторов, которые допускают только частичное использование, например в сварочных пистолетах. Однако взгляд на прайс-лист опровергает распространенное мнение, что машины KE всегда значительно дороже, чем системы MF. Напротив, чем больше необходим сварочный ток, тем дешевле становится установка с технологией KE по сравнению с технологией MF.
Соединение материалов посредством точечной контактной сваркиТочечная сварка соединяет металлы вместе, заставляя атомы двух частей взаимодействовать, например, в расплавленном состоянии.Возможность и насколько хорошо части могут быть соединены друг с другом посредством точечной сварки, зависит от физических свойств соединяемых частей. И от их поведения при взаимодействии с материалами электродов. Предпосылки для использования метода точечной сварки особенно благоприятны, если оба материала имеют одинаковые точки слияния и обладают низкой электрической и теплопроводностью. Высокая пластичность материала также облегчает точечную сварку. В практических сварочных работах различают три группы материалов:
- Материалы с высокой электрической и теплопроводностью и низкими сварочными характеристиками: например, алюминий и драгоценные металлы, такие как золото, серебро и бронза
- Материалы, которые можно легко сваривать: в том числе никель, титан, платина
- Твердые и хрупкие материалы с высокими температурами плавления и средней электропроводностью, такие как хром и железо
Наряду с машинами для точечной сварки, ручные и роботизированные сварочные пистолеты также могут использоваться для точечной контактной сварки.Эти пушки в основном состоят из привода, сварочного трансформатора, системы выработки электроэнергии и двух электродных рычагов. Сварочные пистолеты могут быть выполнены в X- или C-исполнении. Первые сварочные пистолеты-роботы были разработаны и выпущены на рынок компанией NIMAK в 70-х годах. В настоящее время они во всем мире используются в автоматизированных производственных процессах для всего, что касается обработки листового металла и механической обработки. В промышленном производстве наряду с мобильными сварочными пистолетами – ручными и роботизированными – используются также стационарные аппараты для точечной сварки.В зависимости от требований к сварке они могут быть настольными или напольными. Точечная сварка алюминия создает особые проблемы для сварочных аппаратов и требует больших токов, которые могут быть достигнуты только с помощью специальных высокопроизводительных трансформаторов.
Методы точечной сварки в различных секторахМетоды точечной сварки используются, например, в автомобилестроении, производстве товаров для дома, а также в металлообработке и механической обработке. В аэрокосмической отрасли детали также соединяются методом точечной сварки для создания неизменно надежных и прочных соединений.В то время как сварочные пистолеты-роботы используются в автоматизированных производственных процессах, компании любят работать над созданием прототипов или на этапах испытаний с ручными пистолетами. Ремесленные и торговые предприятия специально используют ручные пистолеты и соответствующую точечную сварку сопротивлением.
Наши решения для ваших задач: приобретение установки для точечной сварки.В качестве вашего партнера во всем, что связано с точечной сваркой, мы разрабатываем, проектируем и производим сварочные пистолеты и сварочные аппараты, которые точно соответствуют вашим требованиям.Ассортимент продукции простирается от полностью новых разработок и модульных систем с возможностью индивидуализации до стандартных машин, которые мы ориентируем в соответствии с вашими потребностями и производим в соответствии с вашими требованиями. Познакомьтесь с нашим выбором для вашей установки для точечной сварки:
Роботизированные сварочные горелки NIMAK:
Компоненты для контактной сварки, электроды для контактной сварки, манометры, держатели, стержни из сплава, стержни из медного сплава, контуры для контактной сварки, сварочные трансформаторы, охладители , Сварочные устройства, мониторы сварки, LVDT, кабели, шунты
Сварочные детали
Устройства управления контактной сваркой
КомпанияStandard Resistance Welder Company может поставить широкий спектр устройств управления контактной сваркой, от простого таймера на 1 А до комбинированных полупроводниковых устройств управления.Важно, чтобы элементы управления и приложение правильно соответствовали друг другу.
- AC, DC
- Однофазный
- Трехфазный
- Полуволновые преобразователи частоты,
- Среднечастотные средства управления сваркой.
Для получения дополнительной информации об элементах управления или для размещения заказа позвоните в наш отдел продаж по телефону 1-800-365-9943.
Сварочные трансформаторы
Standard Resistance Welder Company может поставить все типы сварочных трансформаторов мощностью от 5 до 750 кВА однофазных и от 50 до 1000 кВА трехфазных.Мы также предлагаем услуги по перемотке трансформаторов.
- Тип приспособления Трансформатор для приспособлений для многоточечной сварки
- Тип машины Трансформаторы для прессовых, шовных или сварочных аппаратов с коромыслом.
- Блок питания преобразователя для робототехники
- Однофазный или трехфазный источник питания постоянного тока для контактной сварки и нагрева
- Отводные переключатели для регулирования выходного напряжения для трансформаторов контактной сварки
- Заземляющие реакторы для защиты от поражения электрическим током, доступны несколько размеров и диапазонов напряжения
- Измерители импеданса для уравновешивания вторичных сварочных токов в машинах для многоточечной сварки.
- Трансформаторы типа Transgun / Robot для роботов или многоточечных светильников. Номинальная мощность от 20 до 100 кВА
- Трансформаторы переносного пистолетного типа для использования с переносными сварочными пистолетами или дистанционными роботами-пистолетами.
Держатели
Кабели и шунты
LVDT
Основы LVDT – Что такое LVDT? Как работает LVDT? (pdf)
Технические характеристики и размеры (pdf)
Манометры
Технические характеристики и размеры манометра (pdf)
Устройство для проверки сварных швов
- Устройство для проверки сварных швов
- Ручные устройства для проверки сварных швов
- Ручные устройства для проверки сварных швов
Мониторы сварки
Мониторы сварки
Высокоточные “миниатюрные” мониторы сварных швов
Нажмите здесь, чтобы связаться с нами для получения дополнительной информации
China Dc Точечные сварочные аппараты Производители, поставщики, фабрика – Хорошая цена
Описание
DC сварочный аппарат для точечной сварки имеет среднечастотную инверторную систему управления контактной сваркой постоянного тока, которая через схему выпрямителя передает трехфазный переменный ток в постоянный ток, а затем через схему инвертора, которая состоит из устройства переключения мощности инвертора, состоящего из прямоугольной волны средней частоты для подключения первичной обмотки сварочного трансформатора, а затем через сварочный трансформатор для снижения напряжения и выпрямления, чтобы стать источником питания постоянного тока с небольшой пульсацией на электроды, а затем выполнить сварка заготовки.Инвертор регулирует переключаемые силовые устройства через обратную связь вторичного сварочного тока, чтобы обеспечить сварочный процесс с постоянным током.
Преимущество аппарата для точечной сварки постоянным током:
1. Сварочный ток проходит через вторичную цепь постоянного тока. Следовательно, поскольку влияние сварочного тока значительно снижается из-за индуктивности вторичной цепи, вызванной глубоким погружением заготовки разной глубины.
2.Трехфазная нагрузка, снижение требований к питанию системы питания, коэффициент мощности близкий к 1, безиндуктивная составляющая, нет необходимости регулировать коэффициент мощности.
3. Устранение загрязнения источника питания, экологически чистая сварка, не обеспечивают питание в одиночку и могут работать вместе с роботизированным сварочным оборудованием.
4. Снижение энергопотребления, экономия энергии, а также уменьшение потребности и стоимости кабеля, а также значительных затрат на техническое обслуживание.
5. Значительно уменьшите вес сварочного трансформатора, легкий и маленький, вес и объем составляют всего 1/3 трансформатора переменного тока, очень подходят для роботизированных сварочных систем.
6. Повысьте эффективность ввода тепла, выход сварочного трансформатора представляет собой напряжение постоянного тока, отсутствие индуктивности, постоянный ток никогда не имел недостатка в виде пересечения нуля, что значительно повышает эффективность нагрева
7. Интеллектуальное цифровое управление с обратной связью и многое другое. точный контроль сварочного тока, точность регулировки и точность контроля в 20 раз выше, чем у системы переменного тока. Таким образом можно защитить инвертор и трансформатор.
8. Повышение стабильности сварочного процесса, сварочный процесс постоянного тока дружественный, может быть адаптирован к широкому диапазону параметров сварки, вторичный ток может поддерживаться постоянным по-настоящему, имеет перспективу более широкого использования, чем переменный ток.
9. Цифровое управление для дальнейшего улучшения контроля тока и точности измерения, точное время сварки в миллисекундах, можно контролировать любое время сварки.
10. Может сваривать алюминий, оцинкованный металл и другие материалы, хорошие результаты сварки.
11. Особенно подходит для сварки трех пластин, сварки очень тонких материалов и прецизионной сварки.
12. Прецизионная сварка сопротивлением постоянного тока с инвертором, более высокая частота инвертора, более точное регулирование тока, особенно для меди, алюминия, никеля, молибдена, вольфрама, марганца, золота, серебра и других прецизионных разъемов цветных и драгоценных металлов, широко используемых в завод аккумуляторов, светотехнический завод, автомобилестроение, медицинское оборудование, установки оптической связи, завод микромоторов и требования клиентов: относительно высокотемпературный провод / сверхтонкий провод (минимум до 0.02 мм) индукторов пост-чипа, катушек, сварки проволокой, никелевого стакана, сварки проволокой Ковара, пайки CCFL, предохранителей, нити накала и т. Д., Требования к сварке относительно высокие.
Основные технические параметры
Модель | MF-10KA | MF-18KA | MF-2560003 | ||||
MF-60KA | MF-80KA | ||||||
Номинальное напряжение | 3 фазы, (AC), 380 или 415 или 480 В, 50/60 Гц. | ||||||
Номинальная емкость | 30KVA | 50KVA | 90KVA | 150KVA | 170KVA | 250кВА | 300 кВА |
Номинальный Рабочий цикл | 50% | 50% | 50% | 50% | 50% | 50% | |
10000A | 18000A | 25000A | 32000A | 40000A | 600006002 | 600006002 9353 60 мм | |
Сварной шов Расстояние между рычагами | 380 мм | ||||||
Давление источника воздуха | 0.6МПа | ||||||
Расход охлаждающей воды | 5 л / мин | 16 л / мин | 25 л / мин | 35 л / мин | |||
Применение
Специально подходит для сварки материалов с более высокой проводимостью (таких как алюминий, медь, серебро и т. Д.) И более толстых деталей, широко используемых в автомобильной, аэрокосмической и другой продукции и промышленности с высокими требованиями.
Сертификат
Аппарат для точечной сварки постоянного тока получил сертификат CE на соответствие европейскому стандарту EN1004. Наш завод также прошел сертификацию по международному стандарту управления качеством ISO 9001, что подтверждает и гарантирует, что этот прецизионный точечный сварочный аппарат предлагает отличное безопасное качество и стабильную работу.
Наша компания
GUANGZHOU DRAGON WELDING CO., LIMITED является профессиональным производителем автоматического сварочного оборудования, который специализируется на совместном проектировании, производстве, продаже и обслуживании.
Наша продукция включает в себя точечные сварочные аппараты, аппараты для стыковой сварки, аппараты для стыковой сварки оплавлением, шовные сварочные аппараты, аппараты для сварки среднечастотным инвертором постоянного тока, аппараты для точечной сварки однофазных / трехфазных вторичных выпрямителей, аппараты для сварки проволочной сетки, линии для производства раковин, автоматическую аргонодуговую сварку швов Машины, высокочастотные / ультразвуковые / среднечастотные индукционные нагревательные машины и другое автоматическое оборудование.
Упаковка и доставка
Наши аппараты для точечной сварки постоянным током перед упаковкой и отправкой будут строго проверены, чтобы убедиться, что они могут быть довольны вами, а наша упаковочная коробка очень прочная.
Успешное дело
1. Компания Guangzhou Dragon Welding Co. Ltd была одним из производителей сварочного оборудования в Китае. Сильная профессиональная техническая команда и команда разработчиков обеспечивают производство сварочных аппаратов высочайшего качества.
2. Богатый опыт в области производства с более чем 20-летним опытом экспорта.
3. Мы предоставляем услуги OEM, ODM, вы можете сообщить нам все требования, наша команда разработчиков и техническая группа изготовят их в соответствии с вашими требованиями.
4. Мы предоставляем услуги по сварке образцов и хорошее послепродажное обслуживание.
Лицензии и квалификация
FAQ
Q1: Какой тип вашей фабрики производит машины для точечной сварки?
A: Мы производим все виды аппаратов для точечной сварки, такие как аппараты для точечной сварки постоянным током, аппараты для точечной сварки переменным током, настольные аппараты для точечной сварки, портативные аппараты для точечной сварки, аппараты для точечной сварки аккумуляторов. Мы также можем проектировать и разрабатывать аппараты в соответствии с к вашим требованиям.
Q2: Как насчет стандартного срока доставки?
A: Обычно 7-10 дней. Наш завод обеспечит своевременную доставку
Q3: В чем преимущество аппарата точечной сварки постоянным током перед аппаратом точечной сварки переменным током?
A: Прецизионная инверторная контактная сварка постоянным током, более высокая частота инвертора, более точное регулирование тока, особенно для прецизионных соединителей из меди, алюминия, никеля, молибдена, вольфрама, марганца, золота, серебра и других цветных и драгоценных металлов.
Q4: Что делать в случае повреждения машины?
A: В течение гарантийного срока (1 год) мы отправим вам запчасти бесплатно. И предоставьте технического консультанта
в любое время. если еще хуже, мы можем отправить наших инженеров на ваш завод.
Мы обеспечим такое же хорошее послепродажное обслуживание, как и предпродажное обслуживание, на любые ваши вопросы мы ответим в течение 12 часов.
Инверторное управление для контактной сварки
Замена существующего элемента управления на элемент управления WeldComputer® – это самый простой способ обеспечить стабильные характеристики терморегулирования и облегчить управление как источник отклонений, которые могут привести к неудачным сварным швам.
Инверторное управление контактной сваркойWeldComputer Corporation обеспечивает точный контроль нагрева с превосходным регулированием для сварки сопротивлением переменного или постоянного тока, трехфазной полнополупериодной, трехфазной полуволновой или с преобразователем частоты.
Инверторные блокив диапазоне от 50 до 8000 ампер доступны для любых сварочных работ.
Стандартные функции- Запатентованная система прецизионного контроля нагрева / линейной компенсации, способная быстро компенсировать влияние даже резких колебаний напряжения и частоты сети.
- Настраиваемая структура графика сварки, которая имитирует любую функцию графика сварки и предоставляет возможности, намного превосходящие возможности любого другого управления сваркой.
- Простой в использовании интерфейс оператора, который сводит к минимуму время на настройку новых сварочных работ.
- Практически неограниченная емкость хранения графиков сварки на съемных носителях.
- Программируемые параметры обратной связи для оптимизации электрических характеристик сварочного аппарата.
- Восемь оптически изолированных входных и восемь выходных модулей для активации стандартных и специальных сварочных периферийных устройств и выполнения других программируемых пользователем функций, которые могут устранить необходимость в отдельном ПЛК.
- Для ручных приложений предохранительное реле защищает оператора, физически отключая сварочный клапан и напряжение кузнечного клапана при отсутствии сигнала начала сварки.
- Цифровой контактный манометр для запрета стрельбы до достижения минимального давления в цилиндре.
- Цифровые программируемые воздушные системы для настройки давления в цилиндре из графика сварки.
- Программируемое управление двигателем для сварщиков швов.
- Дополнительные восемь оптически изолированных входных и восемь выходных модулей для сложных автоматизированных приложений.
- Обновление сети, позволяющее передавать графики сварки в сеть завода и из нее.
- Система управления усилием хода наконечника для защиты оператора от серьезных защемлений.
Сварка сопротивлением: машины и источники питания
В этой статье мы обсудим: – 1. Определение контактной сварки 2. Машины для контактной сварки 3. Источники питания 4. Электронное управление.
Определение сварки сопротивлением:
По определению, контактная сварка – это процесс, при котором через две соприкасающиеся свариваемые металлические детали пропускают достаточно сильный электрический ток, который плавит металлы за счет сопротивления, которое они оказывают протеканию электрического тока.
Контактная сварка включает стыковую сварку, точечную сварку, сварку выступом, шовную сварку и сварку ударным током. Все они похожи по принципу резистивного нагрева, но различаются деталями применения.
При контактной сварке сильный ток (более 100 А) при низком напряжении пропускается непосредственно через обрабатываемую деталь, и тепло, выделяемое сопротивлением протеканию тока, выражается выражением 1 2 R / (где I – ток в амперах, R – сопротивление в омах, а t – время или продолжительность протекания тока в секундах).Тепло, выделяемое в области контакта между свариваемыми деталями, переводит металл в пластичное состояние; затем детали прижимаются друг к другу, чтобы завершить сварку. В этом процессе предпочтительно два медных электрода включены в цепь с низким сопротивлением, и свариваемые металлы прижимаются между электродами.
Требуемое электрическое напряжение составляет от 4 до 12 В в зависимости от состава, площади, толщины и т. Д. Свариваемых металлических деталей. Количество мощности, подаваемой на сварку, обычно колеблется от 60 до 180 Вт на каждый квадратный метр.мм площади. Переменный ток оказался наиболее подходящим для контактной сварки, поскольку он может обеспечить любую желаемую комбинацию тока и напряжения с помощью подходящего трансформатора.
Во избежание деформации поверхности нельзя допускать перегрева части металла, прилегающей к сварному шву или стыку.
Сопротивление протеканию тока состоит из:
(i) Сопротивление пути тока в работе
(ii) Сопротивление между контактными поверхностями свариваемых деталей и
(iii) Сопротивление между электродами и поверхностью свариваемых деталей.
Для повышения температуры между границами свариваемого изделия, а не на поверхности изделия, контактирующей с электродами, необходимо поддерживать минимальное сопротивление между электродами и поверхностью свариваемого тела.
Для получения хорошего сварного шва необходимо поддерживать постоянное контактное сопротивление, которое зависит от состояния поверхности.
Для сварки тонких материалов сопротивление пути тока в работе сохраняется минимальным.Для сварки толстых материалов с низкой проводимостью сопротивление пути тока имеет сравнительно большее значение, и контроль контактного сопротивления не требуется. Для сварки толстых материалов с высокой проводимостью могут использоваться либо электроды пониженного давления, либо электроды с высоким сопротивлением, температура плавления которых выше, чем у свариваемого металла. Для сварки двух разнородных металлов, имеющих разную проводимость, используются электроды с низкой проводимостью на стороне металла с высокой проводимостью и наоборот, чтобы предотвратить перегрев металла с низкой проводимостью и выработать тепло, достаточное для плавления стороны металла с высокой проводимостью.
Давление, которое необходимо приложить к сварному шву, также является важным фактором. При высоком давлении могут быть получены низкотемпературные пластичные сварные швы, а там, где давление снижается, сопротивление сварочному току должно увеличиваться. Существует предел, до которого можно увеличить сопротивление, после чего произойдет горение поверхности. Давление, необходимое для выполнения сварного шва, варьируется в пределах 2,5-5,5 кгс / мм 2 .
Величина тока регулируется либо изменением первичного напряжения сварочного трансформатора (с помощью автотрансформатора между источником питания и сварочным трансформатором), либо изменением первичных витков сварочного трансформатора.Альтернативный метод управления током сварки заключается в изменении величины и волны первичного, а также вторичного тока с помощью ламп Thyratron или Ignitron в первичной цепи.
При контактной сварке очень важно время, в течение которого течет ток. Обычно разрабатываются автоматические устройства, которые отключают подачу по истечении заданного времени после приложения давления (начала сварки). Давление может быть приложено вручную, с помощью давления воздуха, пружины или гидравлических средств.После отключения питания на электродах поддерживается давление до остывания сварного шва. В машинах, которые работают непрерывно, электроды охлаждаются водой, циркулирующей через полые электроды.
Электрическая схема для контактной сварки представлена на рис. 6.1. Машина, используемая для контактной сварки, содержит трансформатор, снабженный необходимыми отводами, зажимное устройство для удержания металлических деталей и механическое средство для принуждения деталей, которые необходимо сварить, вместе для завершения сварки.
Контактная сварка имеет преимущество, заключающееся в выполнении большого объема работ на высоких скоростях, которые воспроизводятся с высоким качеством. Сварка сопротивлением выполняется очень быстро; однако у каждого процесса есть свой временной цикл. Операции контактной сварки выполняются автоматически. Хорошее качество сварных швов зависит не от навыков сварщика, а больше от правильной настройки и регулировки оборудования и соблюдения графиков сварки.
Контактная сварка применяется в основном в массовом производстве.Он легко адаптируется к тем компонентам, которые можно перемещать в машину, и они легкие. Операция очень быстрая и простая. Это единственный процесс, в котором можно контролировать нагрев и который допускает воздействие давления на сварной шов. Металлы среднего и высокого сопротивления, такие как сталь, нержавеющая сталь, монель и кремниевая бронза, легко свариваются. Однако в случае высокоуглеродистой стали требуется специальный механизм управления, а в случае материалов с низким электрическим сопротивлением используется специальное оборудование, обеспечивающее очень сильные импульсы тока (сварка с накоплением энергии).
Автомобильная промышленность является основным пользователем, за которым следует промышленность по производству бытовой техники. Он используется во многих отраслях промышленности, производящих различные изделия из металлов более тонкой толщины, а также для производства труб, насосно-компрессорных труб и конструктивных элементов меньшего размера.
При указании материала, предназначенного для сварки сопротивлением, необходимо учитывать состояние, в котором он будет поставляться в сварочный цех. Хотя небольшая ржавчина, прокатная окалина и т. Д. На материале не может в значительной степени повлиять на эффективность дуговой сварки, отсутствие чистоты будет фатальным для сварных соединений сопротивлением.Травление или дробеструйная обработка непосредственно перед операцией контактной сварки имеет важное значение для успеха этого последнего метода.
Материал толщиной до 5 мм, который будет использоваться для сварки сопротивлением, обычно приобретается в протравленном и слегка смазанном состоянии, и его следует бережно хранить, чтобы содержать в чистоте. Затем его можно использовать без удаления масляной пленки при условии, что масло чистое. Материал толщиной более 5 мм следует подвергнуть дробеструйной очистке перед отправкой в аппараты для контактной сварки.
Между дробеструйной очисткой и сваркой не должно быть длительных задержек, чтобы избежать новой коррозии, которая могла бы устранить преимущество, полученное первым. Пескоструйная очистка не рекомендуется, поскольку частицы кремнеземистого материала могут врастать в стальную поверхность и влиять на ее электрическое сопротивление.
Высокочастотная контактная сварка выполняется током от 400 до 450 кГц, который обычно подается с помощью генератора. Высокочастотный ток легко пробивает барьеры из оксидной пленки и создает тонкую зону термического влияния, поскольку он проходит по поверхности материала.
Однако контактная сварка также имеет некоторые ограничения и недостатки, перечисленные ниже:
(i) Первоначальная стоимость необходимого оборудования высока.
(ii) Для обслуживания оборудования и управления им требуются квалифицированные специалисты.
(iii) Для некоторых материалов требуется специальная подготовка поверхности.
(iv) Некоторые процессы контактной сварки ограничиваются соединениями внахлест. Соединение внахлестку имеет внутреннее устройство между двумя металлическими деталями, которое вызывает концентрацию напряжений в приложениях, где присутствует усталость.Устройство также может вызвать проблемы при наличии коррозии.
Машины для контактной сварки :Аппарат для контактной сварки включает в себя трансформатор, подходящие электроды для подачи тока к сварному шву и устройство для регулирования механического давления, и, наконец, средства для управления продолжительностью протекания сварочного тока. Механическое давление может создаваться посредством рычагов и муфты электродвигателем или сжатым воздухом.Величина требуемого давления зависит от типа работы и может варьироваться от нескольких кг для тонких листов или проволоки до тонны или более для тяжелых работ.
В старых типах сварочных аппаратов электроды приводились в действие, а электрическая цепь замыкалась нажатием педали. Таким образом, приложение давления и продолжительность протекания тока контролировались оператором, и для этого оператор должен быть опытным и квалифицированным. Современная практика заключается в пропускании сильных токов в течение более коротких промежутков времени (от 10 мс до 100 мс).Оборудование, используемое для этой цели, может быть с постоянным временем работы, с токовым или энергетическим приводом.
Оборудование постоянного времени используется в высокоскоростном производстве, где работа имеет неизменно чистую поверхность. Оборудование постоянного времени может иметь механическое или электрическое управление. При механическом управлении, обеспечивающем до 300 сварных швов в минуту, используется кулачковый переключатель, включенный в первичную цепь сварочного трансформатора, приводимый в действие сварочным аппаратом.
Для большого количества сварных швов в минуту механическое устройство становится непригодным, поскольку оно не способно обеспечить постоянно точную синхронизацию из-за износа кулачка и рабочего механизма, искрения и подгорания контактов и нарушений, вызванных замыканием переключателя при различных моменты в цикле.
Альтернативная схема – управление синхронизацией с помощью управляемых сеткой игнитронов или тиратронов. Легче построить трубки для высокого напряжения и небольшого тока, чем для низкого напряжения и большого тока.Схема с использованием клапанов во вторичной цепи последовательного трансформатора показана на рис. 6.18. Когда трубки проводят, вторичная обмотка последовательного трансформатора почти закорачивается, и все напряжение питания поступает на первичную обмотку сварочного трансформатора.
Но когда трубки не проводят ток, первичная обмотка последовательного трансформатора создает высокое сопротивление в цепи сварочного трансформатора, и ток снижается до незначительного значения. Вспомогательные клапаны используются для управления синхронизацией отрицательного потенциала, приложенного к решеткам основных трубок.
Метод контроля с постоянным временем не дает стабильно хороших результатов, когда возможны отклонения в условиях выполнения последовательных сварных швов из-за изменений напряжения питания или механического давления, износа электродов, неровностей поверхности и т. Д. используется управление, при котором к сварному шву подводится определенное количество энергии.
Метод постоянного времени контроля не оказался успешным, особенно при современной высокоскоростной сварке.Энергетическое управление, которое позволяет току течь до тех пор, пока заданное количество энергии не будет подано на сварной шов, теоретически является идеальным методом. Однако аппаратура управления довольно сложна.
Источник питания для контактной сварки: Источник питанияпеременного тока используется для контактной сварки из-за простоты и удобства, с которыми требуемый высокий ток при низком напряжении может быть получен с помощью трансформатора. КВА, необходимая для контактной сварки, когда фактически выполняется сварка, колеблется от нескольких кВА до 1 МВА.Коэффициент мощности будет около 0,25 или 0,3 с запаздыванием. Коэффициент мощности низкий в основном из-за высокого отношения реактивного сопротивления к сопротивлению петли, образованной губками сварочного аппарата. Такие сильные прерывистые однофазные нагрузки могут вызвать серьезные проблемы с падением напряжения в питающей сети.
Такие проблемы можно до некоторой степени преодолеть, подключив параллельно сварочному трансформатору конденсаторы подходящей емкости, чтобы повысить коэффициент мощности. Но при таком расположении коэффициент мощности станет опережающим, когда сварочный ток не будет потребляться.Этой проблемы можно избежать, последовательно подключив конденсаторы к сварочному трансформатору, чтобы нейтрализовать падение реактивного сопротивления в цепи питания.
Электронное управление контактной сваркой :Поскольку необходимо учитывать несколько факторов, например, ток, давление, тепло, время, ручное управление не дает хороших результатов в случае контактной сварки. Для точного контроля этих факторов используются сварочные цепи с электронным управлением.
Некоторые электронные схемы управления приведены здесь:
и.Контактор Ignitron :
Теперь обсудим теорию использования подрядчика игнитрона в качестве подрядчика для управления сильными токами.
Простой линейный контактор, использующий два игнитрона, показан на рис. 6.19. Если переключатель S замкнут в момент, когда линия 1 положительна, ток будет проходить через первичную обмотку сварочного трансформатора, выпрямитель a, переключатель S, выпрямитель b, воспламенитель I 2 и обратно в линию 2. Ток будет зажигают дугу в игнитроне I 2 , и трубка начинает токопроводить.Теперь напряжение на I 2 падает до низкого значения, вызывая падение напряжения в цепи игнитрона. Таким образом, игнитрон будет работать достаточно долго, чтобы зажег дугу. Точно так же в течение следующего полупериода линия 2 будет положительной, и ток будет течь из линии 2 через выпрямитель c, переключатель S, выпрямитель d на ignitron I 1 .
В течение этого полупериода, когда анод игнитрона I 2 становится отрицательным, он перестает проводить. В этой схеме используются металлические выпрямители.Они проводят ток в правильном направлении, тем самым предотвращая приложение отрицательного напряжения к электродам и защищая игнитроны от повреждений, связанных с обратным током. Для подачи подходящего давления через верхний подвижный электрод используется соленоид. Ручное управление переключателем контактора возможно только при длительной сварке. Но для точного контроля времени коротких сварных швов используются тиратроны для зажигания игнитронов, как показано на рис. 6.20. Сеточные цепи тиратронов управляются подходящей схемой управления синхронизацией.
Так как через игнитроны протекает очень сильный ток, скажем, 1000 ампер, а падение дуги принимается постоянным на уровне 10 вольт, поэтому будут иметь место потери до уровня 10 кВт. Таким образом, игнитроны всегда охлаждаются водой. В случае очень большой нагрузки температура воды становится слишком высокой, нормально замкнутые контакты термостата размыкаются и игнитроны перестают проводить ток.
ii. Блок контроля нагрева :
Это электронная схема, которая помогает задерживать зажигание игнитронов на определенный, заданный угол в каждом цикле и работает вместе с линейным контактором.Типовая схема, используемая для регулирования нагрева, показана на рис. 6.21. По сути, это схема управления фазовым сдвигом, которая задерживает зажигание игнитронов, тем самым уменьшая величину сварочного тока в соответствии с требованиями.
iii. Цепь таймера переменного тока :
Когда конденсатор C разряжается через резистор R, напряжение на конденсаторе падает экспоненциально, как указано выражением –
Из приведенного выше выражения ясно, что чем больше емкость конденсатора и номинал резистора, тем больше будет время, необходимое для падения напряжения на заданную величину.Таким образом, во всех схемах таймера предусмотрена возможность зарядки конденсатора до определенного значения напряжения и затем разрядки с помощью короткозамкнутого переключателя до тех пор, пока конденсатор не разрядится до определенного значения, когда сработает реле, и конкретный контакт будет размыкаться или замыкаться.
Типовая схема таймера переменного тока показана на рис. 6.22. Такая схема таймера используется для управления количеством циклов, в течение которых мощность может подаваться на сварной шов. Действие такой схемы таймера объясняется тем, что – когда переключатель S разомкнут, а клемма питания 1 положительна w.r.t. клемма 2, катод и анод тиратрона имеют одинаковый потенциал, а сетка – ve w.r.t. катод, и, следовательно, отсутствие тока между катодом и сеткой. Когда клемма 1 отрицательная по отношению к клемма 2, потенциал на a положительный, сетка становится положительной относительно катодный и анодный и электронный ток течет через R 2 , R 1 от сетки к катоду, через R 3 и к клемме 1.
За несколько циклов конденсатор C 2 будет заряжен до максимального напряжения между a и 1.Это связано с большим значением постоянной времени. Конденсатор не сильно разряжается во время отрицательного полупериода сетевого напряжения. Сопротивление R ограничивает ток цепи катод-сетка до безопасного значения, а также определяет количество циклов, в которых C 2 будет полностью заряжен. Пока переключатель S остается разомкнутым, конденсатор C 2 остается заряженным за счет действия выпрямления сети.
Как только переключатель S замыкается, сеть становится очень отрицательной по отношению к. катод, и ток зарядки конденсатора через сеточное выпрямление отсутствует.Следовательно, конденсатор начнет разряжаться через R 2 , и отрицательное смещение сетки будет постепенно уменьшаться в зависимости от постоянной времени R 2 C 2 разрядной цепи. Проводимость в лампе тиратрона начинается во время положительного полупериода анодного напряжения, когда напряжение сети мгновенно повышается до критического напряжения сети. Ток через катушку реле выпрямляется полуволнами. Таким образом, чтобы избежать дребезга клемм реле, конденсатор C 1 подключен к катушке реле.
iv. Сварочные процессы с накоплением энергии :
Чтобы удовлетворить потребность в сильноточных металлах с очень высокой проводимостью, таких как алюминий и магний, используются сварочные цепи для аккумулирования энергии. В основном существует две такие схемы, а именно цепи с электростатическим накоплением энергии и цепи с электромагнитным накоплением энергии.
1. Цепь для сварки разрядом конденсатора:
Как показано на рис. 6.23, конденсатор C (конденсаторная батарея емкостью от 2 000 до 3 000 мкФ) заряжается примерно до 3 000 вольт от выпрямителя, управляемого сетью.Когда конденсатор соединен с первичной обмоткой сварочного трансформатора с помощью контактора игнитрона, он будет разряжаться, и, таким образом, во вторичной обмотке будет образовываться высокий переходный ток для сварки материала.
Примечательные моменты в связи с этой схемой:
(i) По мере того, как напряжение конденсатора приближается к напряжению источника питания, скорость зарядки становится ниже, поэтому для зарядки конденсатора примерно до 3000 В при высокой скорости заряда потребуется напряжение примерно от 5000 до 6000 В.Схема регулирования напряжения отключает выпрямитель от банка, когда напряжение банка становится 3000 В.
(ii) Если есть остаточный магнетизм вблизи насыщения, это приведет к низкой скорости изменения потоковых связей во вторичной обмотке и, следовательно, к производству низкого тепла. Следовательно, в сердечнике сварочного трансформатора не должно быть флюса.
2. Сварочный контур с накопителем магнитной энергии:
В этом типе сварки энергия, запасенная в магнитной цепи, используется в процессе сварки.Напряжение постоянного тока выпрямителя регулируется соответствующим образом, так что ток в первичной обмотке трансформатора повышается постепенно, не вызывая большого тока во вторичной обмотке. Это необходимо для предотвращения предварительного нагрева металлов в сварном шве. Предварительный нагрев алюминия, магния и т. Д. Нежелателен, так как вызывает деформацию.
Когда в сердечнике трансформатора накоплено достаточно энергии, контактор размыкается, ток постоянного тока прекращается и происходит быстрое схлопывание магнитного поля. Спад флюса вызывает сильные токи во вторичной обмотке трансформатора для сварки.
Потребность в кВА на линии при сварке с накоплением магнитной энергии выше, чем при сварке разрядом конденсаторов, но высоковольтный выпрямитель и дорогостоящая конденсаторная батарея не требуются.
Pro Spot :: Поддержка
Подтверждение напряжения питания сварочного аппарата
Инверторные сварочные аппараты используют 208–240 В или 440–480 В. Важно знать, о каком уровне идет речь. Посмотрите на бирку с серийным номером на задней стороне корпуса, чтобы определить правильное напряжение для данного сварочного аппарата.Они могут работать на максимальной мощности, используя трехфазное питание или двухфазное питание (также известное как однофазное). Индикаторы на передней панели будут гореть в соответствии с доступной мощностью. Если индикаторная лампа фазы загорелась, это не указывает на надлежащий уровень напряжения – имеется только это напряжение. Установите выключатель на заводской панели в положение ВКЛ, а выключатель сварщика – в положение ВЫКЛ. Обратите внимание на расположение выступов на вилке сварочного аппарата. Посмотрите на три выступа, которые выглядят одинаково, и на цилиндрический штифт, который отличается. Проушина штифта будет заземлена.Выполните следующие шаги:
- Настройте измерительный прибор для измерения переменного напряжения.
- Подключить сварочный аппарат к розетке магазина.
- Удалите заглушку ровно настолько, чтобы получить доступ к проушинам заглушки с измерительными зондами.
- Измерьте от 1 до 2, от 1 до 3 и от 2 до 3.
- Запишите три показания на бумаге. Они должны быть близко друг к другу и на уровне 208В или выше. Если проверка не увенчалась успехом, снимите вилку, проверьте проводку и произведите необходимый ремонт.
- Позвоните квалифицированному техническому специалисту или электрику для дальнейшего тестирования, если не удается быстро найти положительный результат.
Поиск и устранение неисправностей пистолета точечного отжима
Двусторонний точечный пистолет подключается к вторичной обмотке сварочного трансформатора и по существу замыкает выходной сигнал во время цикла сварки. Пистолет создает очень высокое давление сжатия между электродами, что важно для качественной контактной точечной сварки. Стандартный «сжимающий» пистолет может создавать давление более 500 фунтов, а пистолет высокого давления может создавать более 1200 фунтов на концах сварных швов за счет использования большого воздушного цилиндра внутри пистолета.Каждый конец цилиндра подключен к воздуховоду, который проходит до нижней части пистолета через командный кабель. (Командный кабель – это управляющая связь между шкафом и пистолетом.)
Электрическое соединение с пистолетом представляет собой трехпроводную конфигурацию, в которой два триггера имеют общий общий (-24 В постоянного тока). Провод проходит через командный кабель. Круглый металлический 4-контактный разъем используется на передней панели, а продолговатый 3-контактный пластиковый разъем используется внутри пистолета. Специальный жгут передает сигналы непосредственно от триггерных переключателей на 3-контактный разъем, обратно в шкаф и, наконец, на печатную плату.
Отказ или плохой сварной шов
Отказ при сварке и плохая сварка из-за неисправности пистолета могут возникать двумя способами. Во-первых, пистолет может выйти из строя из-за удаленной электрической или механической проблемы или, во-вторых, из-за локальной проблемы с наконечниками сварных швов.
Подтвердите следующее: давление сжатия (от 65 до 80 фунтов на квадратный дюйм), цепь срабатывания (непрерывность на разъемах кабеля управления), соединения сварочного кабеля (затянуты с обоих концов) и точки контакта хода (втулка и уплотнительные кольца поршня в хорошем состоянии) .Наконечники должны быть чистыми, новыми или одетыми, и иметь правильные стойки и рычаги для работы. Командные кабели обычно не ремонтируются, так как компоненты нагреваются и обматываются под давлением.
Пистолет не реверсирует
Если пистолет не открывается, проверьте цепь спускового крючка. Проверьте целостность на пистолете и кабельных разъемах. Убедитесь, что поток воздуха достигает цилиндра пистолета. Возможно, был зажат воздушный шланг. Убедитесь, что стяжки кабельного жгута достаточно ослаблены, чтобы обеспечить поток.
Подтвердите поток через авиалинии к пистолету. (Отсоедините авиалинии: 1) у шкафа и нажмите триггеры, чтобы открыть соленоид – услышите воздушный поток, затем снова подключите и 2) у пистолета и снова нажмите триггеры – снова услышите взрыв. Замените все непроточные линии. (Обычно командный кабель заменяется в сборе, когда с ним возникают проблемы.) Прямое действие пистолета очень надежно, поскольку задняя воздушная камера с обоих концов герметизирована уплотнительными кольцами. Воздух обратного действия может просочиться через втулку в головке (носу) пистолета.
Убедитесь, что следующие условия не являются причиной проблемы: оплавленная втулка, слишком затянутые установочные винты наконечника, плохая смазка внутреннего уплотнительного кольца, отсутствие воздуха REV.
Низкое давление сжатия
Когда возникает вопрос о давлении сжатия:
Проверить давление воздуха по манометру на панели.
Проверьте, не пережат ли воздушный шланг.
Убедитесь, что установлены электроды правильной длины.
- Пистолет передний воздушный
- Проволока спускового крючка пистолета
- пистолет обратный воздушный
- Проволока спускового крючка пистолета для удаления вмятин
- Выключатель охлаждающего насоса
Уходит инсульт? Качество отжима гарантируется, когда в игре есть соответствующее давление воздуха и плавный ход. Эту ситуацию создают эффективные проверки и настройки оружия.
Окно сервисной панели – Индикаторы состояния системы управления
Расположение: внутри лотка для инструментов и принадлежностей i4 и PR-2000 (под резиновым ковриком).
Назначение: Быстро определить состояние многих внутренних систем, не открывая сварочный аппарат. Сварщик должен быть включен. Посмотрите в окно. Есть несколько огней, на которые стоит обратить внимание. Окна индикаторов напряжения имеют по три светодиодных индикатора в каждом окне, в то время как окна IGBT и шинопровода имеют только один индикатор на окно.
ПРИМЕЧАНИЕ: D означает диод, а число определяет расположение платы устройства.
Лампы состояния системы управления окнами служебной панели
Поднимите резиновый коврик в лотке для инструментов, чтобы открыть окно сервисной панели.
Высокое напряжение шины в норме: светодиоды 1 и 2 показывают наличие постоянного тока 300 вольт. Оба остаются включенными (но часто виден только один из них, если не снята верхняя крышка).
D06 = присутствует
D26 = присутствует
Система управления IGBT в норме: светодиоды 1, 2, 3, 4 показывают наличие напряжения на каждом затворе IGBT. Каждый светодиод должен оставаться включенным. Светодиод 5 (желтый) показывает управляющее напряжение 15 В постоянного тока и должен гореть постоянно.Эти диоды находятся на отдельной вертикальной мини-плате.
D107 = присутствует
D108 = присутствует
D109 = присутствует
D110 = присутствует
D101 = 15 В присутствует
Вход переменного тока – состояние падения напряжения: светодиоды 4, 5, 6 указывают на проблему, если какой-либо из них загорается во время сварки. Все они ненадолго загораются во время запуска, а затем остаются ВЫКЛЮЧЕННЫМИ.
D23 = Падение первичного напряжения 10%
D22 = Падение первичного напряжения 15%
D21 = Падение первичного напряжения 20%
Индикаторы напряжения постоянного тока, светодиоды 1, 2, 3 указывают на генерируемые и присутствующие логические напряжения.