“Холодная сварка” – клей, но не сварка
Сейчас на рынке представлено множество клеевых смесей и клеевых стержней под общим торговым названием “Холодная сварка” или “Быстрая сталь”. На самом деле никакого отношения к сварке они не имеют потому что:
- Холодная сварка
- сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей
Это не холодная сварка т.к. не происходит пластической деформации соединяемых деталей.
- Сварка
- процесс получения неразъемных соединений деталей посредством установления межатомных связей между свариваемыми частями при их местном (общем) нагреве или пластическом деформировании, или совместном действии того и другого
Это не сварка, поскольку нет нагрева или пластического деформирования и тем более установления межатомных связей между соединяемыми частями.
ВНИМАНИЕ! Если вам все-таки интересно: “Что такое холодная сварка?” см.
статью Холодная сварка металлов – никакого волшебства!

В данной статье мы подробно остановимся на рассмотрении клея и стержней “Холодная сварка”.
“Холодной сваркой” называют композиционные полимерные материалы, используемые как для ремонта металлов (сталь, чугун, алюминий, медь, титан и т.д.), так и для ремонта изделий из дерева, пластика и керамики.
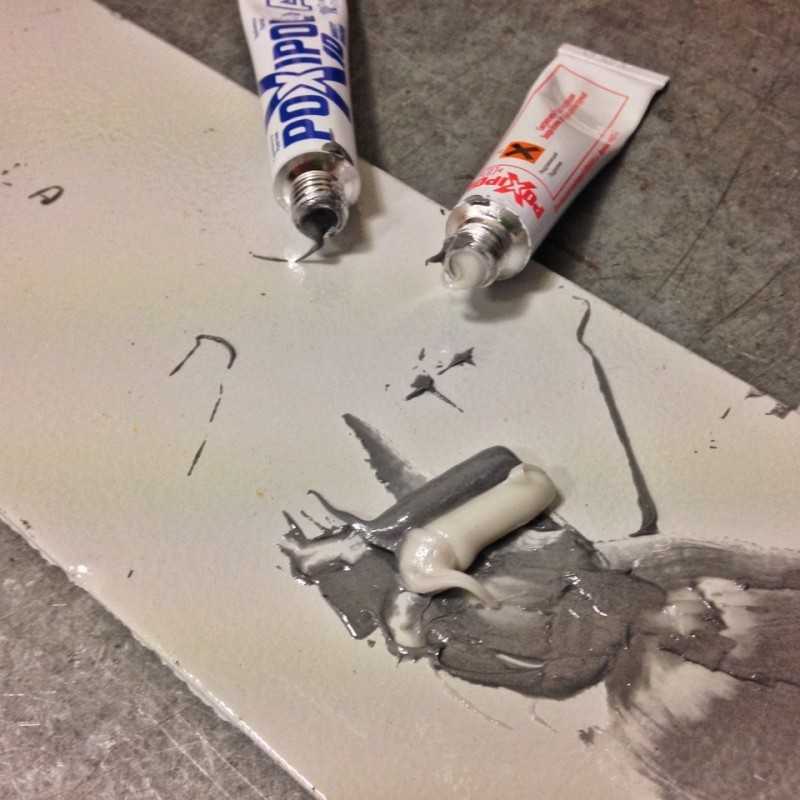
Клей “Холодная сварка” двухкомпонентный и поставляется в двух тюбиках:
- эпоксидная смола с пластификатором и наполнителем
- отвердитель
Рисунок 1 – Двухкомпонентный клей
Эпоксидные смолы в чистом виде непрочны и плохо выдерживают вибрации и ударные нагрузки, именно поэтому необходим пластификатор (компонент для повышения эластичности эпоксидной смолы). Наполнитель необходим для предания особых свойств эпоксидным смолам: теплопроводности, термостойкости, абразивостойкости и т.п. В зависимости от требуемых свойств “холодной сварки” в качестве наполнителя выступают порошки металлов (алюминий, сталь, чугун и т.
В качестве отвердителя преимущественно используют полиэтиленполиамин или аминный отвердитель, который вступая в химическую реакцию с эпоксидной смолой, производит процесс затвердевания.
Механические свойства, время застывания, рабочая температура и область применения клея “холодная сварка” зависит от входящих в его состав компонентов.
Ниже представлена обобщенная инструкция для клея и замазки “холодная сварка”, которая может меняться в зависимости от марки и производителя:
Инструкция для клея “холодная сварка”:
- Перед “сваркой” тщательно зачистить и обезжирить поверхность. Поверхность должна быть чистой, сухой без следов масла и жира.
- Подготовку клея и “сварку” производить в проветриваемом помещении. Пары клея могут оказывать раздражительное действие на слизистую глаз и носа.
- В емкость для смешивания выдавить в равных объемах (для разных клеев объемы могут быть разными) компоненты клея и тщательно смешать до получения однородной по цвету и вязкости массы.
 Время использования клея в зависимости от температуры окружающей среды, марки и производителя – от 10 до 60 минут.
Время использования клея в зависимости от температуры окружающей среды, марки и производителя – от 10 до 60 минут. - Нанести клей на обе “свариваемых” поверхности деталей и соединить вместе. Удалить излишки клея сухой или смоченной в растворителе тряпкой. При соединении поверхности нет необходимости прикладывать большие усилия или использовать пресс.
- Оставить склеиваемую деталь для первоначального застывания клея, в зависимости от марки и производителя минимум от 5 – 60 минут, в состоянии покоя.
- Время полного застывания клея зависит от температуры окружающей среды и марки, и варьируется в пределах от 12 до 24 ч.
- Хранить в сухом помещении при температуре 25±10°С.
 Время использования клея в зависимости от температуры окружающей среды, марки и производителя – от 10 до 60 минут.
Время использования клея в зависимости от температуры окружающей среды, марки и производителя – от 10 до 60 минут.Стержни или замазка “холодная сварка” производится в виде двух однородных или одного двухслойного бруска.
Рисунок 2 – Срез двухслойного бруска
Инструкция для замазки “холодная сварка”:
- Перед “сваркой” тщательно зачистить и обезжирить поверхность. Поверхность должна быть чистой, сухой без следов масла и жира.
- Отрезать нужное количество клея, смочить руки водой или одеть защитные перчатки и тщательно размешать клей 3 – 5 минут до состояния пластичности и однородности. В процессе смешивания замазка может нагреться. Время использования клея в зависимости от температуры окружающей среды, толщины слоя, марки и производителя – от 4 до 60 минут.
- Нанести необходимое количество компаунда для ремонта или формовки детали. Для разглаживания допускается использовать мокрый шпатель.
- Оставить деталь для застывания замазки от 10 до 60 минут в зависимости от температуры окружающей среды, толщины слоя, марки и производителя.
- Время полного застывания замазки зависит от температуры окружающей среды и марки, и варьируется в пределах от 12 до 24 ч. После чего можно произвести шлифовку и покраску места “сварки”
- Хранить в сухом помещении при температуре 25±10°С.
 Поверхность должна быть чистой, сухой без следов масла и жира.
Поверхность должна быть чистой, сухой без следов масла и жира.Рекомендации по применению “холодной сварки”:
1. Склеивать только материалы, указанные в инструкции к “холодной сварке”
Склеивать только материалы, указанные в инструкции к “холодной сварке”
2. Применять холодную сварку только для условий указанных в инструкции (температура, влажность, маслостойкость и т.д.)
3. Для стыковых и нахлесточных соединений плоских деталей лучше применять клей, а для таврового, углового соединения или заделки отверстия – замазку
Рисунок 3 – Результат применение “холодной сварки” для склейки разбитого вазона
Рисунок 4 – Применение “холодной сварки” для заделки отверстий в крышке
4. При исправлении трещины в горизонтальном или в вертикальном положении предпочтение стоит отдать замазке. Но также допускается применение и клеевой смеси при условии использования армировочной сетки, заплатки из стеклоткани или металлической сетки. Напоминаем, что при исправлении трещин концы трещины необходимо обязательно засверлить.
Рисунок 5 – Применение замазки “холодная сварка” для заделки отверстия в трубе
Рисунок 6 – Применение замазки для таврового соединения трубы с пластиной
5. При исправлении вмятин независимо от положения предпочтительно использовать замазку, но при необходимости вмятину на горизонтальной поверхности можно залить клеем.
При исправлении вмятин независимо от положения предпочтительно использовать замазку, но при необходимости вмятину на горизонтальной поверхности можно залить клеем.
Холодная сварка “Epoxy Metal” 57 г (2 тубы) (Дзержинск)
Холодная сварка для металлов Epoxy Metal ТУ 2385-024 -75678843-2010 — надежное средство для прочного склеивания, ремонта и шпатлевки изделий из металлов (сталь, медь, алюминий, латунь, железа, олово, свинец) и их сплавов, которые экплуатируются в экстремальных условиях.
Назначение Epoxy Metal:
- холодная сварка металлов;
- сварка керамики;
- сварка металлов с другими материалами, камнем, резиной, древесиной, бетоном, изделиями из слоновой кости и др.
Применение эпоксидной сварки Epoxy Metal:
- заполнение трещин, заделки пор и пустот, отверстий;
- ремонт радиаторов;
- восстановление резьбы;
- ремонт и шпатлевание плоских поверхностей;
- восстановление и ремонт инструментов, деталей мотоциклов, автомобилей, велосипедов, столовых приборов, металлических заборов.

Свойства эпоксидной холодной сварки:
- термостойкая сварка
- жидкая сварка
- устойчивость к силе, вибрации, напряжению
- стойкость к морской воде и разбавленным кислотам, щелочам, растворителям
- хорошая заполняемость отверстий
- износостойкость, может подвергаться окраске, шлифовке и т. д.
Температура применения Epoxy Metal: от +10 °С до +30 °С
Температура эксплуатации холодной сварки: от -60°С до +150°С
Время отверждения холодной сварки: от 5 минут
Эпоксидный клей для металла Epoxy metal поставляется в комплекте:
две металлические тубы:
- основа – эпоксидная смола модифицированная
- отвердитель
Подготовка к работе с эпоксидным клеем Epoxy Metal:
- Очистите поверхности, подлежащие склеиванию наждачной шкуркой.
- Обработайте тампоном, смоченным в ацетоном, спиртом или бензином.
- Дайте высохнуть.

Как работать с холодной сваркой Epoxy Metal
Клеевой состав необходимо готовить непосредственно перед использованием. Объем приготавливаемой смеси рассчитывайте так, чтобы чтобы иметь возможность тщательно перемешать состав — от этого напрямую зависит качество склеивания. Выдавите из тюбиков необходимое количество смолы и отвердителя в пропорции 1:1, тщательно перемешайте компоненты (например, пластиковым шпателем) до однородности смеси. Готовый эпоксидный клей Epoxymetalпригоден к использованию в течение 45 минут.
Нанесения клеевого состава Epoxy Metal
Нанесите холодную сварку тонким слоем на склеиваемые части, соедините сборку, плотно зафиксируйте с помощью чего-либо и оставьте в этом положении. Сухие остатки можно удалить механически.
Полимеризация начинается через 5 минут, а по истечению 1 часа изделия можно использовать. Полное отверждение при комнатной температуре происходит за 24 часа. При увеличении температуры отверждение эпоксидного клея Epoxy Metal происходит быстрее.
Полное отверждение при комнатной температуре происходит за 24 часа. При увеличении температуры отверждение эпоксидного клея Epoxy Metal происходит быстрее.
Срок годности Epoxy Metal: 36 месяцев с даты изготовления.
Гарантийный срок: 24 месяца.
Pressure Welding Machines Limited – Часто задаваемые вопросы
1. Каковы основные преимущества использования холодной сварки?
2. Какие материалы можно сваривать холодным давлением?
3. Как давление может создать сварной шов?
4. Можно ли сваривать разные металлы холодным давлением?
5. Почему нельзя сваривать черные материалы холодным давлением?
6. Сложно ли эксплуатировать аппарат для холодной сварки давлением?
7. Как насчет затрат на обслуживание?
8. Мне нужно соединить тонкую проволоку. Можно ли этого добиться с помощью холодной сварки давлением?
9. Могу ли я соединить секции медных стержней без использования большого количества энергии?
10. Можно ли сваривать две проволоки разного размера?
Можно ли сваривать две проволоки разного размера?
11. Какая может быть разница в размерах между двумя проводами?
12. Какова устойчивость штампа к проволоке?
1. Каковы основные преимущества использования холодной сварки?
Процесс быстрый, надежный и экономичный. Цикл сварки занимает всего несколько секунд и создает постоянное соединение, более прочное, чем основной материал, без использования тепла, наполнителей или флюсов. Настройка не требуется, и многие машины PWM включают в себя систему автоматического удаления наихудших заусенцев после завершения сварки. Аппараты для холодной сварки PWM чрезвычайно просты в использовании (поэтому обучение оператора практически не требуется) и недороги в обслуживании.
Наверх
2. Какие материалы можно сваривать холодным давлением?
Холодная сварка может использоваться для соединения большинства цветных проводов и полос диаметром от 0,08 мм (0,003145 дюйма) до 25 мм (0,984 дюйма) меди и 30 мм (1,181 дюйма) алюминия. Различные алюминиевые сплавы, 70/ 30 латунь, цинк, серебро и серебряные сплавы, никель, золото и многие другие материалы также можно сваривать холодным давлением
Различные алюминиевые сплавы, 70/ 30 латунь, цинк, серебро и серебряные сплавы, никель, золото и многие другие материалы также можно сваривать холодным давлением
Вернуться наверх
3. Как давление может создавать сварной шов?
В методе сварки холодным давлением используется принцип «многократной высадки», усовершенствованный британской компанией GEC. Каждый раз, когда активируется аппарат для холодной сварки, материал, вставленный в матрицу, захватывается матрицей и подается вперед. Когда две противоположные грани прижимаются друг к другу, они растягиваются и увеличиваются по всей площади своей поверхности. Оксид и другие поверхностные примеси вытесняются наружу из сердцевины материала, и создается связь. Рекомендуется как минимум четыре «осадки», чтобы убедиться, что все примеси выдавлены из интерфейсов.
Вернуться к началу
4. Можно ли сваривать разные металлы холодным давлением?
Холодная сварка может использоваться для соединения разнородных материалов, таких как алюминий и медь. Например, производители трансформаторов использовали машины ШИМ для приваривания концов медных стержней к концам алюминиевой обмотки.
Например, производители трансформаторов использовали машины ШИМ для приваривания концов медных стержней к концам алюминиевой обмотки.
Вернуться к началу
5. Почему нельзя сваривать железосодержащие материалы холодным давлением?
Материалы, содержащие углерод, не могут быть соединены методом холодной сварки давлением. Углерод препятствует течению материала и останавливает процесс холодной сварки. (Испытания проводились с проволокой из низкоуглеродистой стали, но даже при использовании этого материала в проволоку приходилось вводить тепло, чтобы снизить ее прочность на растяжение и вызвать слипание материала во время процесса холодной сварки.) и последствия для безопасности, связанные с включением нагревательного устройства в аппарат для холодной сварки давлением, поэтому более практично и экономично использовать горячую сварку для соединения черных металлов.
Вернуться к началу
6. Сложно ли работать с аппаратом для холодной сварки давлением?
Все наши машины чрезвычайно просты в эксплуатации. Большинству людей требуется минимальное обучение или его отсутствие для использования ШИМ-машины. Даже наши самые большие модели, аппараты для сварки стержней EP500 и P1500, требуют, чтобы оператор загружал материал и нажимал кнопку, чтобы каждый раз создавать надежный сварной шов.
Большинству людей требуется минимальное обучение или его отсутствие для использования ШИМ-машины. Даже наши самые большие модели, аппараты для сварки стержней EP500 и P1500, требуют, чтобы оператор загружал материал и нажимал кнопку, чтобы каждый раз создавать надежный сварной шов.
Вернуться к началу
7. Как насчет затрат на обслуживание?
ШИМ-машины чрезвычайно недороги в обслуживании из-за небольшого количества движущихся частей. Если у вас возникнут проблемы, наша сеть опытных международных агентов может предоставить вам квалифицированную консультацию и поддержку на месте. Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра. для получения подробной информации о ближайшем агенте.
Вернуться к началу
8. Мне нужно соединить тонкую проволоку. Можно ли этого добиться с помощью холодной сварки давлением?
Наша модель M10 Superfine позволяет сваривать проволоку из цветных металлов толщиной от 0,08 мм (0,003145″). Хотя в основном это та же машина, что и стандартная M10, эта машина изготовлена с еще более жесткими допусками, и рекомендуется, чтобы она содержалась в чистоте. для сварки сверхтонкой проволоки.
Хотя в основном это та же машина, что и стандартная M10, эта машина изготовлена с еще более жесткими допусками, и рекомендуется, чтобы она содержалась в чистоте. для сварки сверхтонкой проволоки.
Наша ручная машина M10 сваривает цветную проволоку диаметром от 0,10 мм до 0,50 мм (от 0,0039 дюйма до 0,0196 дюйма). 0,60 мм (от 0,0039 дюйма до 0,0236 дюйма).
Вернуться к началу
9. Могу ли я соединить секции медных стержней без использования большого количества энергии?
Наш аппарат для сварки стержней P1500, производительность которого составляет от 15 до 25 мм (от 0,590 дюйма до 0,984 дюйма) для меди и от 15 до 30 мм (от 0,590 дюйма до 1,181 дюйма) для алюминия, чрезвычайно экономичен в использовании, поскольку для его Блок питания мощностью 11 кВт, а цикл сварки занимает всего несколько минут.
Вернуться к началу
10. Можно ли сваривать две проволоки разного размера?
Да. Плашки могут быть изготовлены для сварки проволоки двух разных размеров.
Вернуться к началу
11. Насколько велика может быть разница в размерах между двумя проводами?
Как правило, провод большего размера не должен быть более чем на 30% больше, чем провод меньшего сечения. Тем не менее, каждое приложение отличается, поэтому для получения более подробной информации, пожалуйста, свяжитесь с нами по адресу Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Вернуться к началу
12. Каков допуск матрицы по отношению к проволоке?
-1% + 3% допуск проволоки на штамп.
Вернуться к началу
Если у вас есть другие вопросы о сварке холодным давлением, позвоните нам по телефону +44 (0) 1233 820847, факсу +44 (0) 1233 820591 или напишите нам по адресу Этот адрес электронной почты защищены от спам-ботов. У вас должен быть включен JavaScript для просмотра.
Холодная сварка против сварки TIG
24 декабря 2022 г.
Для соединения металлических деталей в процессе холодной сварки тепло не используется. Металл никогда не плавится; он всегда существует в твердом состоянии. В этом смысле холодная сварка является разновидностью сварки в твердом состоянии.
Вместо этого энергия, необходимая для связывания металла, передается посредством давления. Холодная сварка, также известная как сварка трением или дуговая сварка , отличается от сварки плавлением тем, что в ней не используется жидкий или расплавленный металл.
Давление прикладывается для максимально плотного сжатия поверхностей заготовки. Атомы металла перескакивают с одного куска на другой, как только они сжимаются вместе, независимо от наноразмерного расстояния. Два независимых куска металла объединяются в единую массу и образуют почти безупречную связь практически без последствий. Однако для этого необходимо тщательно очистить металлические поверхности. Перед попыткой холодной сварки удалите оксидные покрытия с каждого металла.
Перед попыткой холодной сварки удалите оксидные покрытия с каждого металла.
Есть только один тип холодной сварки . Вместо этого есть три подхода с похожими названиями, такие как холодный перенос металла, холодная сварка TIG, эпоксидное соединение.
Для чего используется холодная сварка?Холодная сварка используется во многих отраслях, в том числе в производстве, аэрокосмической, автомобильной и электронной промышленности. Его часто используют для соединения проводов, особенно из разных металлов. Поскольку при прокладке подземных кабелей в процессе сварки под воздействием тепла могут воспламеняться опасные пары, холодная сварка является идеальной.
Кроме того, он часто используется для герметизации термочувствительных контейнеров, таких как взрывоопасные контейнеры. Холодная сварка обычно используется, когда применение тепла может быть опасным или слишком разрушительным.
Плюсы холодной сварки- Отличный метод соединения алюминия и меди, двух металлов, которые трудно сварить обычными методами.
- Устранено большинство проблем с зоной термического влияния (ЗТВ), поскольку сварочная дуга не производит концентрированного тепла или ЗТВ.
- Обеспечивает практически безупречный сварной шов без микротрещин, хрупких интерметаллидов и других дефектов соединения.
- Снижает уровень знаний, необходимых для сварки экзотических металлов, поскольку позволяет соединять широкий спектр разнородных металлов, которые обычно трудно сплавить.

- Металл может нуждаться в очистке и подготовке несколькими способами, чтобы поверхность была безупречной.
- Дефекты поверхности, загрязнение и наноразмерные молекулярные структуры могут ухудшить результаты.
- Проблема в промышленном контексте из-за переносимой по воздуху пыли и другого мусора
- Холодная сварка работает только с цветными пластичными металлами, такими как медь, алюминий, свинец, золото и т. д., и не может выполняться с углеродистой сталью или другими закаленными металлами.
- Наиболее надежные результаты получаются на плоских поверхностях, поскольку неправильные формы затрудняют холодную сварку.
TIG, называемый инертным вольфрамовым газом, использует неплавящийся вольфрамовый электрод для создания дуги и металла сварного шва. Необходимо использовать защитный газ, обычно чистый аргон или аргон в смеси с гелием. В зависимости от типа соединяемого металла на протяжении всего процесса сварки применяется либо постоянный ток (DC), либо переменный ток (AC).
Американское общество сварщиков («AWS») определяет сварку TIG как «дуговую сварку вольфрамовым электродом». Heliarc было первоначальным названием процесса, но сегодня оно используется редко.
Благодаря отсутствию физического контакта между электродом и металлическими деталями сварка ВИГ отличается от других видов сварки . Дуга настолько стабильна и чиста, что создает привлекательные сварные швы.
Электроды используются в других методах дуговой сварки, физически взаимодействующих с металлом. Кроме того, они могут использовать различные химические флюсы, что приводит к разбрызгиванию и снижению контроля над сварочной дугой.
Кроме того, они могут использовать различные химические флюсы, что приводит к разбрызгиванию и снижению контроля над сварочной дугой.
Прецизионная сварка и соединение редких металлов, таких как нержавеющая сталь, алюминий, хромомолибден, никелевые сплавы и магний, часто выполняются с помощью дуговой сварки вольфрамовым электродом. Однако он также используется для сварки обычной низкоуглеродистой стали, когда требуется точное качество соединения. Поскольку сварка MIG быстрее и проще, она лучше подходит для низкоуглеродистой стали.
Подробнее: Сварка MIG vs Stick vs TIG
Каковы области применения сварки TIG? Прецизионная сварка и соединение редких металлов, таких как нержавеющая сталь, алюминий, хромомолибден, никелевые сплавы и магний, часто выполняются с помощью дуговой сварки вольфрамовым электродом. Однако он также используется для сварки обычной низкоуглеродистой стали, когда требуется точное качество соединения. Поскольку сварка MIG выполняется быстрее и проще, она лучше подходит для низкоуглеродистой стали.
Алюминий и магний — это два материала, которые можно сваривать только методом TIG. Алюминий также можно сваривать с помощью MIG, хотя сварка TIG на переменном токе является наиболее эффективной. Это связано с тем, что в то время как DCEN предотвращает проникновение поверхностных оксидов в вещество, DCEP устраняет их. В отличие от аппаратов для сварки TIG, источники питания для сварки MIG не могут обеспечить полный контроль.
Плюсы сварки TIG- Идеальное качество соединения
- Практически любой материал подвергается сварке.
- Fantastic для тонкой бумаги
- Минимальная вероятность загрязнения сварного шва
- Сварка с присадочным металлом или без него
- Без дыма и брызг
- Нет необходимости в шлаке или флюсе.
- Допускает все положения сварки
- Самый высокий уровень контроля дуги и тепловложения
- Обеспечивает исключительную видимость дуги и сварочной ванны.
- TIG создает самые привлекательные сварные швы.