Сварка медных проводов графитовым электродом своими руками
Для создания надежного контакта нескольких медных проводов применяется метод скрутки. С его помощью обустраивают промышленные и бытовые электросети. Дополнительно рекомендуется делать сварное соединение, предотвращающее процесс окисления между жилами и понижающее вероятность раскручивания связки. Надежная сварка медных проводов графитовыми электродами выполняется после изучения основных правил.
Технология сварки медных проводов
Соединение необходимо выполнять только после окончательного монтажа электропроводки в помещении. Для удобства минимальная длина монтажных концов должна составлять 10 см. Дополнительно учитывается расстояние между проводами и возможность их размещения в закрытой распределительной коробке.
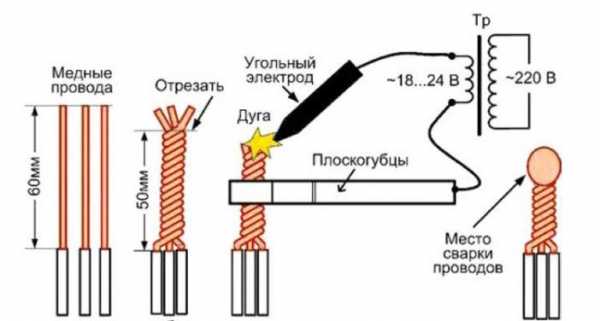
Технология сварки медных проводов с помощью графитовых электродов:
- Очистка жил от изоляции — не менее 5 см.
- Обрезание концов жил для удаления возможной окиси.
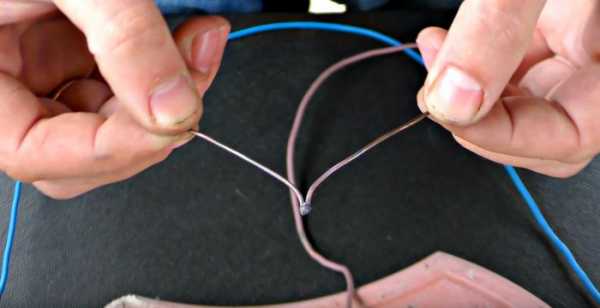
- Скручивание. Провода должны плотно прилегать друг к другу. Для этого рекомендуется закрепить их в нижней части, где есть изоляция. Скручивание делается с помощью плоскогубцев или аналогичных им инструментов.
- Сварка. Она выполняется графитовыми электродами.
- Окончательная изоляция скрутки происходит после остывания жил. Затем они помещаются в защитный короб.
Подобная технология обеспечивает надежный контакт проводов, а также исключает необходимость периодической подтяжки соединения жил. Но для обеспечения этого следует правильно подобрать инструмент, расходные материалы, а также рассчитать оптимальные параметры.
Выбор электродов и сварочного аппарата
Использование графитовых электродов для сварки медных проводов обусловлено относительно высокой температурой нагрева рабочей поверхности и возможностью их обработки. Выбор диаметра зависит от планируемой плотности тока. Также нужно учитывать их основные технические характеристики.
Так как толщина свариваемой скрутки может быть различна и зависит от количества жил и их диаметра – не существует нормативных значений силы тока. Исходя из опыта, для создания надежного соединения из 3-х медных с сечением каждого 1,5 мм² потребуется ток до 90 А. Время воздействия — около 2 секунд. В результате на конце скрутки должен сформироваться ровный шарик. Важно не допустить перегрева жил, что может привести к потере свойств изоляции.
Для выполнения сварки следует правильно подобрать аппарат. Выбор можно сделать из следующих типов устройств:
- Специальные аппараты для сварки скруток. Самая распространенная модель – ТС-700. Конструктивно – это стандартный инвертор небольшого размера и невысокой мощности. Отличия от других устройств подобного типа – возможность ношения на ремне во время работы.
- Сварочные аппараты инверторного типа заводского производства. Это могут быть любые модели, чьи характеристики отвечают требованиям по соединению медных проводов.
- Самодельные устройства. Изготавливаются из понижающих трансформаторов. Преимущества – возможность разработать конструкцию для выполнения узкопрофильных работ.
Во время сварки необходимо контролировать качество соединения. Должны отсутствовать раковины, неоднородность сформировавшегося шарика.
Полезные советы
Специалисты рекомендуют использовать графитовые электроды без омеднения. Это обусловлено тем, что при выгорании угла его сопротивление будет падать, что может привести к долгому контакту. Впоследствии это отразится на качестве соединения.

Также стоит учитывать следующие моменты:
- Перед началом работы торец графитового электрода обрабатывается – на нем формируется выемка. Это будет способствовать формированию шарика спайки правильной формы.
- В качестве альтернативы заводских графитовых электродов можно рассмотреть вариант использования токосъемников, применяемых в троллейбусах или стержней из батареек. Они имеют относительно небольшие размеры и могут быть закреплены на ручке инвертора.
- Обязательно использование защитных средств – маски сварщика (темных очков), перчаток и одежды с длинными рукавами.
По окончании сварки медных проводов необходимо проверить качество соединения. Для этого на сеть дают максимально допустимую нагрузку и проверяют – есть ли нагрев на скрутке. Только после этого можно окончательно изолировать соединение.
ismith.ru
Сварка медных проводов инвертором с применением угольного и графитового электрода, и точечным методом
Одной из частых причин возникновения пожаров является неисправность электропроводки. Возгорания происходят из-за нарушения изоляции или нагрева жил кабелей в местах соединения (розетках, выключателях или распределительных коробках).
Плохой контакт приводит к появлению большого переходного сопротивления, на котором выделяется тепло. Это разрушает изоляцию, становится причиной короткого замыкания и пожара.
Поэтому получение надежного качественного соединения медных проводников является обязательным условием безопасной работы любых домашних электроприборов.
Использование инвертора
Медные провода, наиболее распространенные в жилых домах, соединяют несколькими способами, но самым надежным считается сварка. В результате такого соединения получается однородный проводник, что обеспечивает полную пожаробезопасность.

Сварка осуществляется постоянным или переменным током напряжением от 12 до 36 В, при этом должна быть регулировка сварного тока. Этим требованиям соответствует большая часть сварочных инверторов.
Выпускают специальный аппарат для сварки медных проводов, которым пользуются электрики. Он имеет мощность в пределах 1-1,5 кВт и регулировку сварочного тока в диапазоне от 30 до 120 А.
В отличие от обычных инверторов, оборудование имеет меньшую массу и габариты, кроме этого концы сварочных кабелей оснащены специальным держаком для угольных электродов и зажимом с большой поверхностью прижима проводников.
Если в хозяйстве уже имеется инверторный сварочный аппарат, то специальный прибор для сварки медной проволоки можно не покупать.
Для удобства к сварочным кабелям с помощью сварки приваривают или прикрепляют через болтовое соединение пассатижи и держак для электрода. Роль держателя угольного электрода может играть любой мощный зажим. Предварительно его ручки нужно заизолировать.
Пассатижи крепятся к проводу «масса». Ими будут держаться за скрутку свариваемых медных проводников, при этом они будут выполнять важную функцию теплоотвода. Это необходимо для предохранения изоляции от воздействия высокой температуры.
Контактный способ
В домашних условиях для соединения бытовой электропроводки можно воспользоваться обычным трансформатором мощностью 500 Вт с напряжением во вторичной обмотке 12-36 В. Присоединив к вторичной обмотке держак для электрода и медных проводов, получим простой сварочный аппарат.
В зависимости от сечения и количества медных проводов экспериментально установлено, что ток для сварки должен быть:
- для 2-х проводов сечением 1,5 мм2 – 70 А;
- 3-х сечением 1,5 мм2 – 80 А;
- 3-х сечением 2,5 мм2 – 90-100 А;
- 4-х сечением 2,5 мм2 – 100-120 А.
Однако значения тока могут сильно различаться в зависимости от используемого кабеля и его производителя. Дело в том, что производители кабельной продукции используют медные провода с различными примесями, что влияет на электро и теплопроводность, сечения проводов иногда не соответствуют заявленным характеристикам.
Поэтому точечная сварка проводиться только после того, как отрегулирован оптимальный сварочный ток на обрезках такого же кабеля, который предстоит варить.
Порядок действий
При сварке проводов своими руками порядок действий будет следующий. Сначала нужно освободить от изоляции концы свариваемых проводников на расстояние 8-10 см.
При снятии изоляции нельзя допустить повреждения жил провода. Перед скруткой их необходимо зачистить наждачной бумагой и протереть ацетоном для обезжиривания.
Затем соединяемые медные провода скручивают и концы обрезают кусачками, чтобы торец скрутки был плоским. В результате должен получиться пучок длиной около 5 см.
Подготовительные работы на этом заканчиваются, и начинается непосредственно сварка. К скрутке присоединяют зажим массы включенного сварочного аппарата, а к торцу скрученных проводников подносится графитовый или угольный электрод, который держится на конце второго сварочного провода с помощью специального держателя.
В итоге происходит короткое замыкание с образованием электрической дуги. Ее энергии достаточно, чтобы за 1-2 секунды расплавить концы медных проводников.
На конце скрутки образуется расплавленная капля меди, ей нужно дать время на остывание. После этого место скрутки изолируют лентой или термоусадочной трубкой (трубку надо надеть заранее).
Сварочное соединение получается высокого качества, по электрическим характеристикам оно не отличается от параметров всего медного провода, и прослужит не меньше, чем он.
Особенности процесса
Сварка медных проводов имеет свои особенности. Это связано с тем, что при температуре 300 °C медь становится хрупкой, а при 1080 °C плавится.
Электроды выдерживают температуру в три раза большую. Поэтому важно не передержать дугу, чтобы не повредить изоляцию и сами провода.
Для их защиты надо подсоединить в районе скрутки мощный радиатор, желательно из меди с большой поверхностью теплоотдачи и плотным прижимом к скрутке и потом только сваривать.
При сварке медных проводов скрутку желательно располагать вертикально. В этом случае расплавленная капля приобретет сферическую форму, которая охватит все свариваемые провода.
Иногда необходима сварка не одножильных, а многожильных медных проводов. В таком случае необходимо сначала поместить скрутку в гильзу, обжать, торчащий конец отрезать и потом его заварить.
Используемые электроды
 Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Для сваривания медных проводов используются угольные или графитовые электроды с омеднением. Характеристики их практически одинаковы.
Они имеют температуру плавления в три раза больше, чем у меди, благодаря этому расход электрода минимальный; легко режутся, что позволяет получать удобную для сварки длину.
Сварку графитовыми электродами чаще используют с инверторами, имеющими регулировку тока в широком диапазоне и нетребовательны к квалификации сварщика. Кроме этого медное сварное соединение получается более высокого качества.
Внешне электроды отличаются цветом – угольные черные, а графитовые темно-серые с металлическим отливом.
Если под рукой нет фабричных электродов, то при сварке их вполне могут заменить щетки от электродвигателя или угольный стержень из старой батарейки.
svaring.com
Сварка из карандаша своими руками
Миниатюрную сварку металлических проводников или деталей небольших размеров можно произвести обычным стержнем из простого карандаша. Мини сварочным аппаратом со стержнем из графита возможно не только сваривать, но резать металлы небольшой толщины.
Как это применить и для чего, я думаю, Вы сами решите.
Понадобится
- Понижающий трансформатор.
- Простой карандаш.
- Провода.
- Зажим, типа крокодил.
Подготовка
Для миниатюрного сварочного аппарата понадобится трансформатор с выходным напряжением 27 В. Мощность его где-то 50-60 Вт. Вы можете взять любой другой трансформатор с похожими характеристиками, или использовать готовый источники с регулируемым напряжением.

Карандаш простой. Его необходимо аккуратно разделать по склейке, не повредив внутренний стержень.
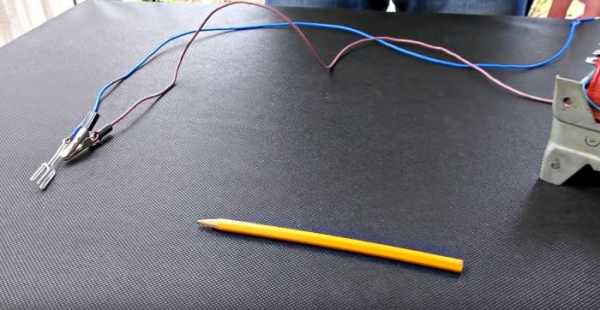
Делаем импровизированные клеммы. Крокодильчик для общего провода, а самодельный крючок из проволоки для электрода.

Закрепляем графитовый стержень в держатель. Провода припаиваем к трансформатору.
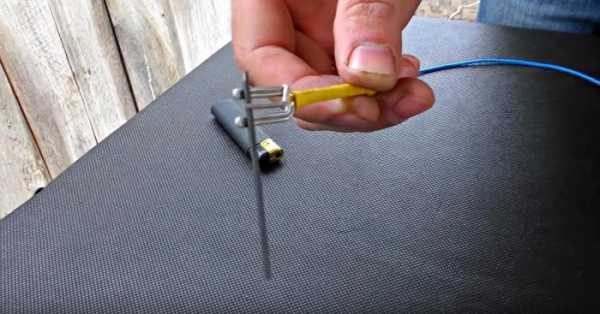
Сварка металла
Прежде чем приступить к сварке чего либо, позаботьтесь о технике безопасности. Обязательно используйте защитные очки, и не прикасайтесь к токоведущим частям. Все действия вы делаете только на свой страх и риск, так что будьте бдительны и осторожны.
Для сварки приготовьте огнеупорную поверхность: кирпич, кусок камня или плитки и тп.
Приступаем. Сваривать будем две медных проволоки. Подключаем общий к свариваемым проводам, а электродом прикасаемся к свариваемой поверхности.
Изначально дуга не зажигается, грифель дымит. Для начального запуска это нормально.

Уже через пару секунд стержень достаточно прогревается и напряжения с температурой вполне хватает для зажигания дуги.

Продолжаем сварку. Тут главное не пережечь стержень, так как он нагревается до красноты и ломается. Поэтому периодически удаляем его разрывая дугу, чтобы дать ему чуть остыть.
В итоге медные проводники отлично сварены.

Их не разорвать, так как узел стал одним целым.
Такое полезное свойство в хозяйстве точно найдется где применить.
Резка металла
Как с настоящим сварочником эта мини модель так же умеет не только сваривать, но и резать металл.
Но для этого придется увеличить и температуру и ток. Это можно достигнуть уменьшением длины электрода.
В результате температура резко поднимется. Отрезаем саморез.

Конечно пришлось потратить немного больше времени, но все разрезалось хорошо.

Большой плюс такой поделки, что не используется никаких дорогостоящих материалов, а чтобы все собрать достаточно пяти минут времени.
Не стоит недооценивать преимущества такого прибора, в некоторых случаях он точно может пригодится.
Смотрите видео
Смотрите более подробное видео.
sdelaysam-svoimirukami.ru
Сварка меди угольным электродом, сварка проводов (видео)
Все чаще монтаж электропроводки не обходится без угольного электрода для сварки медных проводов. Такой способ — альтернатива спаиванию медных скруток, для которого необходимо использование флюса и припоя. Как и у пайки, задача сварки заключается в обеспечении надежного контакта между проводами, которого невозможно добиться их обычным скручиванием, ведь на медной поверхности со временем обязательно появится пленка окисления. Правда, после сваривания неразъемное соединение скрутки получается не по всей ее поверхности, как при спаивании, а только на кончике, который оплавляется в течение 1-2 секунд, однако и такой контакт предотвращает перегрев кабелей при повышении нагрузки.
Благодаря своим техническим характеристикам графитовые электроды медленнее расходуются, легко режутся, не растрескиваются при сварке.
Как правило, сварка проводов ведется в распределительных коробках. Расположены они довольно высоко, поэтому для работы нужно использовать переносное сварочное оборудование. Существуют промышленные аппараты для этой цели, использование которых целесообразно на профессиональном уровне. Можно изготовить самодельный сварочный трансформатор, однако для сварки отлично подходят инверторные аппараты, которые сегодня есть у многих. Они мобильны и к тому же обладают возможностью настройки нужного тока сварки.
Виды электродов для сварки медных проводов
Классификация электродов для сварки.
Сварка меди должна осуществляться специализированными электродами. Об угольном уже упоминалось. Кроме него, существуют графитовые электроды. Нужно сказать, что в этом качестве могут выступать угольные щетки коллекторных двигателей, стержни элементов питания и подобные им изделия. Они полноценно заменяют электроды из магазина, разве что на них нет омеднения, но для этих приспособлений придется сконструировать более удобные держатели. Самодельные зажимы типа «крокодил» и для электрода, и для подключения массы не будут так громоздки, как штатные, поэтому ими гораздо легче пользоваться при работе в распределительных коробках. Конечно же, необходимо позаботиться и о надежной изоляции их ручек.
Угольные и графитовые электроды обладают сходством в главном: и у тех, и у других температура плавления более чем в 3 раза превышает температуру плавления меди. Благодаря этому обстоятельству их расход при монтаже электропроводки крайне низок. В то же время электроды нагреваются до высоких температур практически мгновенно, поэтому существует опасность перегрева свариваемого материала, что может привести к нарушению изоляции в кабелях. Все эти факторы необходимо учитывать сварщику, чтобы быть достаточно расторопным при выполнении работы, ведь нескольких мгновений хватит и для того, чтобы надежно скрепить скрутку, и для того, чтобы привести в негодность часть проводки.
Вернуться к оглавлению
Различия угольных и графитовых электродов
Сварка угольным электродом с подачей присадочного металла в дугу: а — «левый» способ; б — «правый» способ.
Несмотря на схожесть угольных и графитовых стержней в области применения, характеристики их несколько различаются:
- Первое различие — цена. Графитовые изделия более доступны.
- Если стержни из угля абсолютно черные, то электроды из графита обладают темно-серым цветом с металлическим отливом.
- Сварка угольным электродом требует от сварщика определенного опыта, так как этот стержень создает дугу очень высокой температуры, которая может стать причиной разрушения скрутки. В то же время высокие температурные значения достигаются при минимальном токе, поэтому электроды из угля пригодятся обладателям слабых трансформаторных устройств.
- Владельцам инверторных аппаратов, оснащенных регуляторами силы тока, лучше использовать графитовые стержни. Они менее требовательны к квалификации мастера. Кроме того, сварное соединение после их использования отличается лучшим качеством, большей прочностью, повышенной сопротивляемостью к окислению, нежели после сварки углем.
Вернуться к оглавлению
Регулирование тока сварки
Что касается регулировки силы тока, то сварка проводов осуществляется в диапазоне от 30 до 120 А (в этих пределах работают практически все инверторные сварочные аппараты). В любом случае точный ток сварки придется подбирать опытным путем, так как:
Технология сварки медных скруток угольным электродом.
- Каждому инвертору присущи свои особенности.
- Напряжение сети может отличаться от 220 В.
- Химический состав медных проводов разных производителей может отличаться.
К тому же сварщику не помешает потренироваться, чтобы работа велась как можно быстрее и качественнее.
Тем не менее следует знать о значениях силы тока, при которых ведется соединение проводов различных сечений:
- При сваривании 2-х проводков диаметром 1,5 мм2 инвертор настраивается на 70 А.
- 3 провода такого же сечения варятся при токе от 80 до 90 А.
- Ток для сварки 3-х проводков диаметром 2,5 квадрата — 80-100 А.
- 4 провода по 2,5 мм2 свариваются с выставленной на аппарате силой тока от 100 до 120 А.
Вернуться к оглавлению
Как сваривать скрутки?
Чтобы предотвратить возможное оплавление изоляции кабеля, к основанию скрутки необходимо прикрепить металлический радиатор. Отводить избыток тепла от скрутки поможет зажим с большой поверхностью, улучшающей теплообмен. Желательно, чтобы радиатор был сделан из меди, так как у нее высокая теплопроводность.
Правила техники безопасности при сварочных работах.
Процесс сваривания скрутки предваряет подготовительный этап, во время которого провода освобождаются от оболочек и изоляции. Длина оголенных сердечников должна быть не менее 10 см, тогда скрутка получится не короче 5 см.
Скручивая проводки, необходимо добиться, чтобы они как можно плотнее прилегали друг к другу. Также нужно следить за тем, чтобы их торцы в результате оказались на одном уровне, иначе какой-нибудь из проводков окажется вне сварного соединения. При необходимости конец скрутки откусывается бокорезами.
Вблизи радиатора к скрутке прикрепляется зажим «массы», после чего к кончику проводков подносится электрод. Время контакта не должно превышать 2 секунд. После его прерывания на скрутке получается небольшой наплыв сферической формы. Таким же образом свариваются остальные скрутки.
Вернуться к оглавлению
Техника безопасности
При работе необходимо соблюдать меры безопасности:
- Линия, на которой ведется сварка медных проводов, должна быть обесточена.
- Обязательно применение средств защиты (перчаток, спецодежды, спецобуви, маски).
- Место проведения работ должно быть очищено от предметов, которые могут загореться.
В распределительной коробке находятся как минимум 2 скрутки. Не стоит торопиться со сваркой следующей.
Чтобы не получить ожог, лучше дождаться, когда первая остынет.
После сваривания скрутки следует изолировать. Это можно сделать изолентой или термоусадочной трубкой. Последняя надевается на провода и подогревается феном. В результате трубка плотно облегает жилы проводки, создавая вокруг них надежную оболочку.
expertsvarki.ru
графитированные, омедненные, сварка проводов, из Китая – Расходники и комплектующие на Svarka.guru
Графитовые электроды люди применяют уже более ста двадцати пяти лет. Работать с ними начинал еще изобретатель электросварки Николай Бернадос. В наши дни большая часть сварочных работ выполняется металлическими электродами – стержневыми и проволочными. Графитовые сохраняются для специальных видов сварки.
Достоинства и недостатки
 Графитовые электроды обладают следующими достоинствами:
Графитовые электроды обладают следующими достоинствами:- простота изготовления и низкая себестоимость;
- способность проводить большой ток, не разрушаясь;
- высокая проводимость, малые потери тока;
- не окисляются даже при высоких температурах;
- простота применения, не требуется дорогостоящее оборудование;
- работает прямой и обратной полярностью;
- незаменим для ряда технологий сварки
Присущ электродам, сделанным из графита, и ряд недостатков.
- узкий диапазон применимости;
- непригодность для массовых сварочных операций;
- повышает процентную долю углерода в материале шва и в основной детали;
- невозможность сформировать стержень тоньше 6 миллиметров.
В специальных технологиях дуговой сварки преимущества значительно перевешивают недостатки, в таких случаях графитовые изделия незаменимы, для чего и нужны в современной сварке.
Физико-химический состав
Основной компонент графитного сварочного электрода- это кристаллический углерод. Стержень состоит из двух половин, правой и левой. Межу ними проложен диэлектрический слой, содержащий оксиды железа, креолитовых глин, меди, алюминиевого порошка и магния.
Основные слои выполнены либо из цельного коксующегося угля, либо из электродного прессованного графита. Графитовые сварочные материалы при нагреве свариваемых материалов повышают в них содержание углерода.
Отличия от угольного
 Прессованный графитовый электрод на практике проявляет себя как более эффективный и стабильный, чем угольный. Его проще отформовать до необходимой пространственной конфигурации; нанести медное покрытие.
Прессованный графитовый электрод на практике проявляет себя как более эффективный и стабильный, чем угольный. Его проще отформовать до необходимой пространственной конфигурации; нанести медное покрытие.Угольные изделия более прочны, однако электропроводность их ниже от 2 до 4 раз. Это вызывает большие потери тока и может привести к перегреву. Поэтому угольные электроды используют при меньшей плотности тока. Для угольных следует использовать специальный держатель, в то время как графитовые можно вставлять в обычный держак MMA.
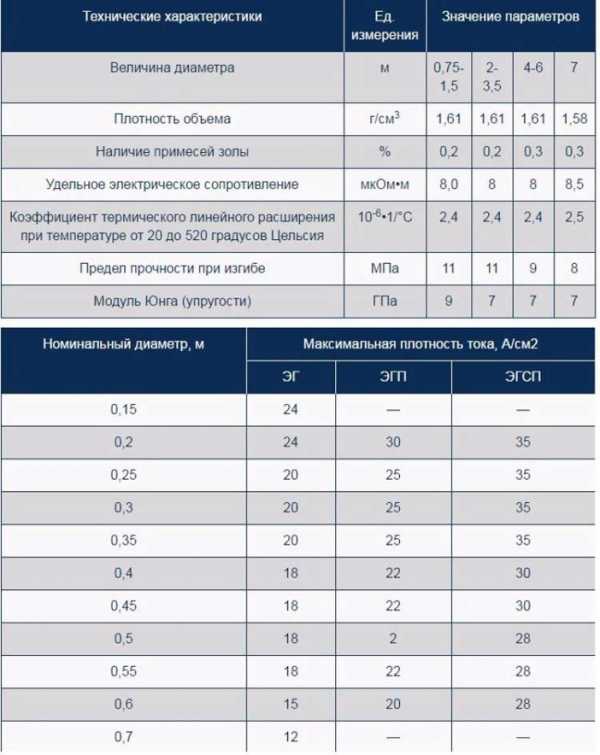
Технические характеристики
Основными физико-механическими характеристиками изделий служат:
- диаметр;
- удельный вес;
- зольность;
- удельное сопротивление;
- коэффициент линейного расширения при нагреве от 20 до 500оС;
- предел прочности на изгиб;
- модуль упругости.
Кроме того, нормируются максимальный рабочий ток, размеры формируемой канавки и некоторые другие.
Стандарты производства
Требования к технологии производства и качеству сформулированы в ГОСТ 4426-62. В нем описан химический состав изделия, способы изготовления, их конструкция и следующие типовые формы сечения:
- квадратная;
- круглая;
- овальная;
- прямоугольная.
Регламентирован также ряд диметров: от 60 до 550 мм и длин от 1 до 1,7 м.
На стержне следует нарезать резьбу для крепления ниппельного окончания.
Резьба может выполняться со следующим профилем:
- конус;
- цилиндр;
- трапеция.
В стандарте описаны способы и методики контроля качества производителем, приемки и отгрузки продукции
Процесс производства
В качестве сырья для производства используют как природный уголь, добываемый из месторождений, так и искусственно полученный графит. Связующим веществом служат различные смолы. Производство разбивается на следующие технологические стадии:
- экструзия стрежневидных заготовок при большой температуре и давлении;
- окончательная формовка и охлаждение;
- нарезка резьбы;
- омеднение.
Для выпуска изделий определенного назначения в материал добавляют небольшие количества металлических присадок.
C медным покрытием
Графитовые омедненные электроды используются для сварки заготовок из медных сплавов. Они выпускаются в следующих версиях:
- круглый, с диаметром от 3 до 19 мм;
- плоский, с прямоугольным или квадратным сечением, шириной от 8 до 25 мм;
- полукруглый, широко применяемый тип, с одной стороны плоский, с другой — полукруг, ширина от 10 до 19 мм;
- полый, выпускается для специальных применений — выполнения канавок на изделиях, диаметр от 5 до 13 мм.
Широкий диапазон форм и размеров выпускаемых изделий позволяет подобрать для каждого приложения наиболее подходящий по своим параметрам и возможностям.
Популярные марки
Среди электродов отечественного производства наиболее популярными являются следующие:
- ЭГ— графитированный, производится из нефтяного кокса с добавлением каменноугольного пека. Выдерживает плотность рабочего тока до 25 А/см2. Комплектуется ниппелями, применяется в электропечах для плавки руды и для сварки металлов в различных сочетаниях, например, сварка нихром-медь.
- ЭГС— вместо нефтяного коса используется игольчатый. Такие изделия используют в электропечах на сталелитейных заводах и установках рафинирования металлов.
- ЭГП дополнительно пропитываются пеком. Применяется в установках электродуговой резки, в литейных производствах.
- ЭГСП— изделия на базе игольчатого кокса, с усиленной пропитки пеком. Используются для того, чтобы сваривать цветные металлы, а также в плавильных печах различного назначения.
Обозначение и маркировка
Обозначение изделия указывает на его тип, способ производства и назначение. Маркировка включает в себя первые буквы обозначений:
- П – с пропиткой пеком;
- С – специального назначения;
- Г – графитированный;
- Э – электрод.
Так, например, ЭГСП-1 означает: «графитированные электроды, специального назначения, пропитаны пеком».
Импортные производители, например, из Китая, используют собственные системы марок.
Выбор
Во время выбора электрода для сварных или разделочных работ следует учитывать мощность сварочного аппарата. Его предельный рабочий ток должен соответствовать диаметру выбранного изделия.
Следующий фактор, влияющий на выбор — состав. Добавки должны соответствовать материалу заготовки.
Для сварочных операций рекомендуется выбирать по возможности меньший по диаметру электрод.
Следует также обратить внимание на наличие ниппеля.
Основные режимы и нюансы сваривания
Наиболее важной характеристикой служит плотность рабочего тока.
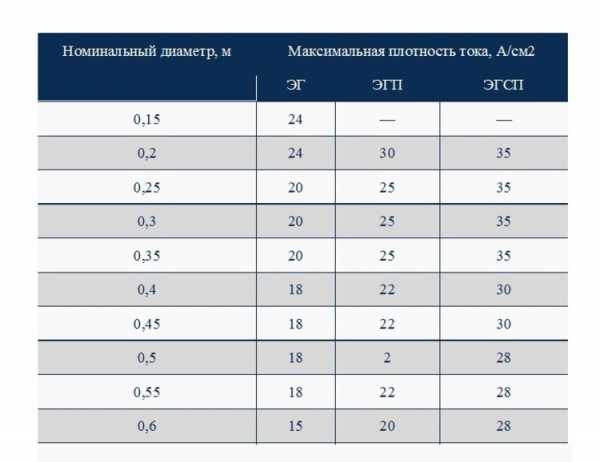 Зависимость предельной плотности тока от диаметра и марки.
Зависимость предельной плотности тока от диаметра и марки.Превышение этого ключевого параметра приводит к перегреву изделия и к выходу его из строя, вместе с оборудованием.
Регулировка силы тока
В ходе электродуговой сварки проводов силу тока устанавливают в диапазоне 30-120А, исходя из толщины заготовок, их числа и диаметра электрода. Зависит сила тока также и от химического состава конкретных свариваемых образцов, температуры воздуха и ряда других условий.
Рекомендованные значения для типовых соединений медных проводов следующие:
- две жилы сечением по 1,5 мм2: 70 А
- три жилы по 1,5 мм2: 80-90А;
- три жилы по 2,5 мм2: 80-100А;
- четыре жилы по 2,5мм2: 100-120А.
Вначале лучше провести пробную сварку образца, по ее результатам уточнить значение тока.
Сварка алюминиевых проводов
Для сварки можно применять инвертор достаточной мощности, а можно собрать аппарат самостоятельно. Устройство для сварки алюминиевых проводом отличается чрезвычайной простотой конструкции, его может собрать своими руками домашний мастер, обладающий некоторыми знаниями в области электротехники.
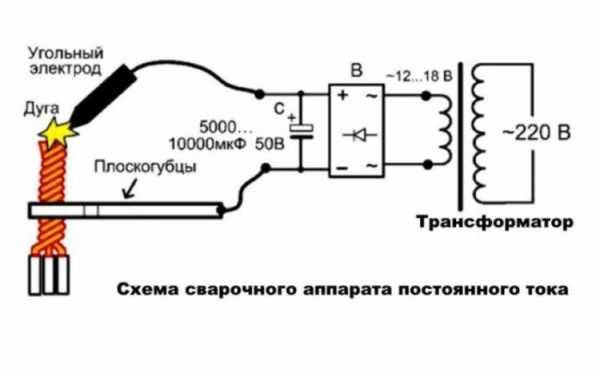 Схема устройства для сварки проводов.
Схема устройства для сварки проводов.Для сборки потребуются:
- понижающий трансформатор с 220 на 12-10 вольт;
- диодный мост достаточной мощности;
- электролитический конденсатор большой емкости;
- пассатижи для массового зажима;
- электродный держатель;
- сварочные провода сечением от 10 мм2.

питаться такой агрегат может от электросети или от генератора. Питание от 24- вольтового аккумулятора вызывает неудобства: весит он много, а разряжается быстро.
Провод ниже скрутки охватывается пассатижами, а к концу скрутки подносят графитовый стержень. Разжигается электродуга, и скрутка быстро разогревается, позволяя сварить кончики проводов.
При работе таким аппаратом очень важно не передержать электрод до такой степени, чтобы провода начали оплавляться и стекать. Такой навык приходит с опытом. Опытные сварщики сваривают провода и с помощью переменного тока.
Как правильно сделать и сварить скрутку?
Операция разбивается на несколько этапов:
- зачистка изоляции и лака с проводов;
- скручивание соединяемых концов вместе;
- подрезание скрутки с целью выровнять концы и обеспечить длину соединения в 50 мм;
- установка на скрутку медного зажима-теплоотвода, подключенного к массе;
- поднесение к концу скрутки графитового электрода, разжигание дуги на время в 1-2 секунды;
- формирование на конце скрутки оплавленного шарика металла;
- гашение дуги.
После того, как сваренное соединение остынет, его следует заизолировать изолентой или термоусадочным колпачком.
Требования техники безопасности к эксплуатации
Несмотря на то, что напряжение невысокое и время проведения операции невелико, необходимо строго соблюдать все правила техники безопасности:
- применять персональные защитные средства: маску сварщика, огнестойкая спецодежда, спилковые краги;
- удалить от зоны работ все огнеопасные и легковоспламеняющиеся материалы на расстояние от 5 метров;
- перед началом работ осмотреть оборудование на отсутствие механических повреждений и нарушения изоляции;
- обесточить свариваемые провода.
Выполнение этих несложных требований безопасности к хранению и эксплуатации графитированных электродов позволит сохранить здоровье и жизнь людей и материальные ценности.
Графитовые электроды используются для специальных приложений. Они применяются в металлургии, электролизе, сварке цветных металлов. При подборе электрода нужно учитывать состав и толщину свариваемых заготовок, климатические параметры и возможности сварочного аппарата.
svarka.guru
Сварка медных проводов графитовым электродом
Сварка — это самая надежная методика соединения медных проводов, благодаря которой эксплуатация изделий возможна не один десяток лет. Для быстрого и качественного соединения применяются медные электроды, предназначенные для сварки, специальные трансформаторы, спецификой работы которых является непостоянность их нагрузки. Такой инструмент вполне можно изготовить в бытовых условиях. При этом сварочные работы может выполнять даже еще недостаточно опытный сварщик.
Какие электроды можно использовать для соединения кабеля из меди
Для соединения проводов из меди, как правило, подходят не все электроды. В данном случае используются угольные, графитовые электроды. В бытовых условиях при выполнении сварочных работ своими руками в качестве таких электродов вполне могут быть:
- щетки коллекторных двигателей;
- стержни батареек;
- прочие похожие инструменты, сделанные из графита.
Графитовые стержни — прекрасная альтернатива заводским электродам, но они не имеют омеднения, поэтому при их использовании нужно усовершенствовать держатель проводников.
Чтобы немного подкорректировать держатель под стержни из графита, нужно приспособить для соединения массы аналогичный «крокодил», который используется под электроды. Они будут более компактными, чем заводские, соответственно, в электрощитах работать намного комфортней. Нужно также не забыть про дополнительную изоляцию самих ручек.
Угольные, графитные электроды имеют общее сходство: их температура плавления намного выше температуры плавления чистой меди в четыре раза, в результате чего расход электродов достаточно небольшой.
Необходимо обратить внимание! Электроды для сварки медных проводов нагреваются до максимальных температур мгновенно, в результате чего существует риск перегревания соединяемого материала, а это может способствовать повреждению изоляции медного кабеля.
Сварщик должен учитывать эти моменты в процессе выполнения работ с электрической проводкой.
Чем отличаются между собой графитные, угольные электроды
Несмотря на сходство данных инструментов, их некоторые характеристики немного отличаются:
- Стоимость. Графитовые электроды дешевле.
- Цвет. Электроды из графита имеют темно-серый цвет, металлический отблеск, а угольные абсолютно черного цвета.
- Стержень из угля формирует дугу достаточно большой температуры, поэтому с таким инструментом должен работать уже опытный сварщик, чтобы не допустить разрушения кабеля. Но, есть и положительная сторона — высокая температура достигается при низком токе, поэтому угольные электроды можно использовать для маломощных сварочных трансформаторов.
- Графитовые стержни больше подходят для сварки инверторного типа с регуляторами тока. Они идеальны для начинающих сварщиков, любителей. При использовании данного инструмента сварные шва лучшего качества, чем выполненные угольными электродами.
Технология сварки
Чтобы не допустить оплавления изоляции медного кабеля, нужно к основанию скрутки подсоединить металлический радиатор. Отведение лишней тепловой энергии от скрутки будет осуществлять зажим с плоскостью большей площади, за счет которой и происходит тепловой обмен.
Сварка медных электродов предполагает предварительную подготовку:
- Провода необходимо зачистить — снять оболочку, изоляционный слой. При этом длина оголенных проводов должна получиться не меньше 10 см, в результате сама скрутка будет не меньше 5 см.
При скрутке оголенных проводов нужно добиваться максимальной плотности их соприкосновения. Торцы должны в итоге находиться на одинаковом уровне, чтобы случайно один из проводов не оказался вне соединения. Если нужно, конец скрутки можно откусить плоскогубцами.
К скрутке возле радиатора подсоединяется зажим-масса, к окончаниям свариваемых проводов подносится электрод. Для контактной сварки период контакта должен составлять не более двух секунд. В результате такой пайки на скрутке формируется небольшой наплыв, имеющий сферическую форму. Аналогично соединяются следующие скрутки.
Одним из самых надежных способов соединения проводов из меди считается ручная дуговая сварка медными электродами, предназначенными для сварки. Главное преимущество этой технологии — максимальное приближение значения сопротивления на участке соединения к сопротивлению свариваемого материала. Благодаря отсутствию коррозии соединение получается высочайшего качества, с достаточно продолжительным эксплуатационным периодом.
electrod.biz
Режимы сварки для графитовых электродов
Факел угольной дуги постоянного тока под действием магнитных сил и потока воздуха отклоняется, затрудняя ведение процесса сварки. С целью получения устойчивой дуги применяют катушку, состоящую из 6—10 витков. Катушку изготовляют обычно из меди. Один конец катушки зажимается в электрододержатель, в другой конец вставляется и закрепляется электрод (фиг. 67). Более совершенный электрододержатель показан на фиг. 67, б. У него катушка изготовляется из медной трубки, через которую проходит вода.
Угольным электродом без присадочного металла осуществляют сварку материала толщиной 1—3 мм (фиг. 68, а). При сварке металла большей толщины в шов предварительно укладывается присадочный металл в виде круглого прутка или полоски, который, расплавляясь вместе с основным металлом, образует шов (фиг. 68, б).
Материал толщиной 0,3—1 мм сваривается следующим способом. Присадочный пруток с ионизирующим покрытием подается левой рукой сварщика под углом 20—30° к месту сварки. Дуга направляется на конец прутка и, расплавляя его, дает плотный, ровный шов, без прожогов. Дуга при этом горит достаточно устойчиво, чему способствует ионизирующее покрытие. Схема сварки тонколистового металла показана на фиг. 69.
Табл. 59.Режимы сварки для графитовых электродов
При сварке угольным электродом сила сварочного тока подбирается в зависимости от диаметра электрода и толщины свариваемого материала. В табл. 59 даны режимы сварки для графитовых электродов. Величина силы тока при сварке различи ных видов соединений отличается незначительно и легко коррек- » тируется.
Для сварки предпочтительно применять не угольные, а графитовые электроды. Графитовые электроды имеют хорошую электропроводность и более стойки против сгорания на воздухе.
Конец электрода должен быть заточен под углом 60—70°. В целях уменьшения нагрева электрод выставляется на небольшую, удобную для работы длину.
Угольный электрод применяют для резки металла, разделки металла в шихту, отрезки прибылей и литников, а также для воздушно-электродуговой резки.
www.prosvarky.ru