Как выполняется сварка ленточных пил своими руками?
Время чтения: ≈10 минут
Ленточная пила представляет собой неразъемное замкнутое изделие, с частыми зубьями на одной из сторон. Проще говоря, это кольцо из гибкого металла, на одной стороне которого есть зубья. Ленточные пилы широко применяются при конструировании дерево- и металлообрабатывающих станков.

Если есть спрос на пилы подобного типа, значит необходима и их предварительная сварка. В этой статье мы подробно расскажем, как выполняется сварка ленточных пил своими руками.
Содержание статьи
Общая информация
На первый взгляд сварка и пайка ленточных пил по дереву или по металлу не кажется такой уж сложной задачей. Работа простая и незамысловатая. Это действительно так, но есть свои нюансы. Вы должны учитывать, что ленточная пила в процессе эксплуатации испытывает значительные нагрузки. Эти нагрузки постоянно растягивают и изгибают пилу. И если пила с успехом справляется, то сварное соединение может не выдержать этих нагрузок. И дело здесь только в качестве работ. Чтобы шов выдержал все нагрузки необходимо, чтобы он был таким же прочным, как и сама пила.

Как добиться качественного соединения? Конечно, доверив сварку специальному аппарату. Чтобы добиться прочного неразъемного шва можно использовать технологию контактной стыковой сварки. Но при этом использовать специальный аппарат для сварки ленточных пил. Давайте поговорим об этом подробнее.
Применяемое оборудование
Существует отдельная группа сварочных аппаратов для работы с ленточными пилами. Они так и называются — станок для сварки ленточных пил. Все они отличаются лишь степенью автоматизации. Самые простые бюджетные модели имеют на борту ручную регулировку режима сварки и контроля формирования шва. А самые дорогие модели способны выполнять сварку в автоматическом режиме без оператора.
Мы расскажем вам про простейший аппарат для сварки ленточных пил по дереву или металлу. Он изображен на картинке ниже. Конструкция проста: 1 — корпус, 2 — сварочный трансформатор, 3 — зажимной механизм с электродами, 4 — кнопка запуска.

Этапы сварочных работ
Резка
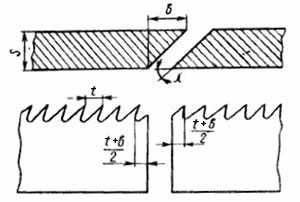
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
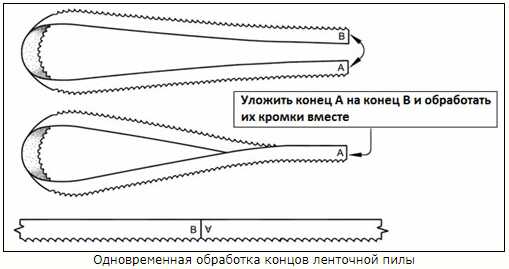
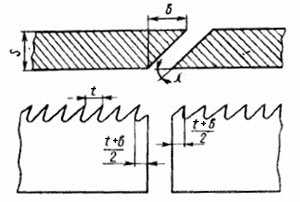
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
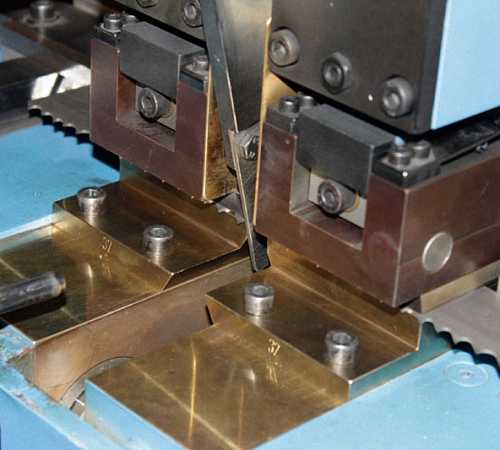
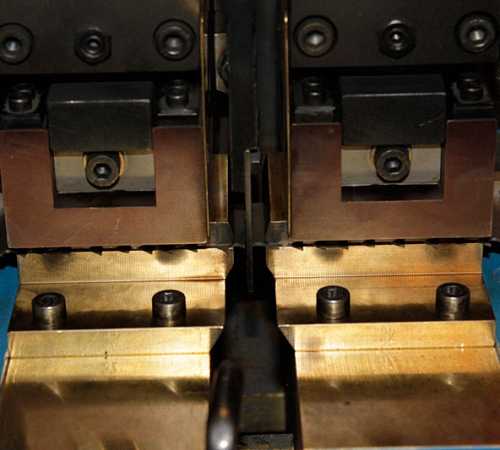
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.
Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы. Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно. Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
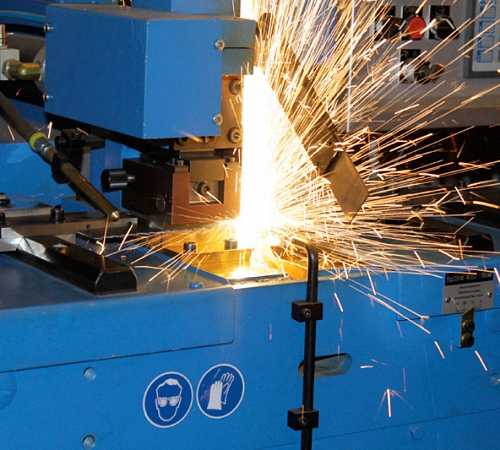
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!

Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.

Контроль качества
Сварка ленточных пил своими руками окончена. Но при отсутствии опыта у вас наверняка будут видимые дефекты. Так что проведите визуальный контроль качества. Внимательно осмотрите шов и убедитесь, что нетдефектов.Самые распространенные дефекты — смещение кромок, выброс расплавленного металла на полотно и непровар. Кромки смещаются из-за недостаточной силы тока. Выброс расплавленного металла наоборот при слишком большой силе тока. А непровары образовываются из-за малого давления или маленькой силы тока.
Читайте также: Визуально-измерительный контроль сварных соединений
Также необходимо проверить, насколько качественно был выполнен отжиг. Для этого согните полотно пилы в окружность. Диаметр окружности должен быть около 25 сантиметров. Теперь обратите внимание, какова форма изгиба полотна. Если форма похожа на круг, то отжиг выполнен качественно. Если похожа на букву V, то некачественно. Также посмотрите на поведение шва. Не появляются ли там трещины? Если трещины образовались, значит отжиг был слишком кратковременным или охлаждение было слишком быстрым.
Вместо заключения
Сварка ленточных пил своими руками — это несложный процесс, пусть и состоящий из множества этапов. Чтобы добиться качественного соединения необходимо правильно использовать оборудование для сварки пил по дереву и металлу, а также соблюдать технологию сварки. При этом сварочный аппарат для ленточных пил необязательно должен быть дорогостоящим. Простой сварочник вполне справится с этой задачей, пусть и с меньшей производительностью. А вы когда-нибудь занимались сваркой ленточных пил? Расскажите об этом в комментариях ниже. Желаем удачи в работе!
svarkaed.ru
самодельный станок для сварки и как пользоваться бурой для пайки
В деревообрабатывающей промышленности широко используются пилы, главной особенностью которых является непрерывная режущая поверхность. Она представляет собой кольцо из ленты с металлическими зубцами.
Сварка ленточных пил лежит в основе их изготовления, поскольку они получаются путем соединения заранее подготовленной ленты в кольцо. Данный процесс используется также и в их ремонте. В данной статье будет рассказано об основных особенностях сварки подобных приспособлений.
Сварочные работы
Сварка ленточных пил подразделяется на несколько этапов. На каждом технологическом этапе необходимо строго придерживаться методики, чтобы достичь наилучшего результата.
Существует несколько типов устройств позволяющих осуществлять процесс соединения. Обычно они функционируют следующим образом: кромки концов пилы соединяются посредством их стыковки и пропускания через них тока.
Аппараты сварки сопротивлением – один из видов оборудования, позволяющих надежно соединять концы режущего инструмента. Они отличаются небольшой стоимостью, однако и производительность у них невысокая.
Подобное оборудование отлично подойдет для маленьких объемов работ, особенно эффективным оно будет в ремонте пил производственных лесопилок.
Чертеж соединения ленточных пил.
Данный метод предполагает высокое качество подготовки стыка и электродов, а также правильность выбора режимов. Аппараты функционирующие по принципу оплавления предлагают более высокую производительность. Кроме того они способны работать со всеми типами полотен. Такие устройства относят к среднему классу.
Метод также требует хорошую подготовку поверхности, правильность выбора режимов и учет расхода металла.
Автоматические устройства, работающие по технологии оплавления, требуют от оператора станка только лишь установки качественных материалов, а также их снятия после завершения обработки. Широкое использование данный инструмент получил в профессиональных мастерских и сервисных центрах.
Процесс сварки пил, как уже было отмечено выше, разделяется на этапы, каждый из которых будет описан ниже.
Резка
Помимо станка для сварки пил потребуются и некоторые другие инструменты. К ним относятся гильотинные ножницы, используемые для резки полотна. Если подобного устройства нет, тогда можно воспользоваться зубилом или отрезным станком.
В случае выполнения соединения на ранее используемом участке, следует с каждой стороны отрезать по пять миллиметров. Рез необходимо выполнять строго перпендикулярно между зубцами. С каждой стороны оставляют пятимиллиметровый припуск.
Зачистка
Сварка ленточной пилы.
Следующим шагом является зачистка полотна для пил. В этих целях необходимо провести тщательную очистку поверхности инструмента. В качестве растворителей можно использовать ацетон или спирт.
Помимо загрязнений нужно удалить заусенцы и неровности. Проще всего это сделать на заточном станке.
Установка
После подготовки полотна в соответствии с перечисленными выше этапами, полотно устанавливают в оборудование для сварки. Кромки изделия должны совпадать друг с другом.
Такие параметры оборудования, как усилие, режим и ход осадки устанавливают исходя из выбранного для полотна материала. Необходимые режимы содержатся в таблицах, приведенных в документации к оборудованию.
Сварка
Если используется профессиональное оборудование, то стыковая сварка ленточных пил запускается посредством поворота соответствующих ручек или нажатием кнопки. Ток подается на электроды, проходит через стык, нагревает метал до температуры плавления и соединяет концы полотна между собой.
Одним из существенных параметров является время подачи тока. В автоматическом оборудовании оно составляет одну-две секунда. Если сварка осуществляется своими руками – то время задается мастером.
В случае неудачного соединения режимы меняются на более подходящие и записываются. В будущем эти значения могут быть использованы в случае сварки таких же полотен.
Отжиг
Процессы подготовки ленточных пил.
Сразу же после выполнения соединения пила не пригодна к использованию. Чтобы подготовить инструмент у применению необходимо выполнить еще несколько операций с полотном.
Сварочный аппарат делает материал пилы хрупким. Использовать его в работе становится невозможно. Решить данную проблему позволяет отжиг. Данный процесс осуществляется путем пропускания тока меньшей величины через изделие. В результате шов нагревается, а затем его охлаждают.
Контролировать температуру отжига можно с помощью пирометра. В случае его отсутствия контроль осуществляется визуально по цвету металла. Самым оптимальным является вишнево-красный цвет, а вот оранжевый или желтый свидетельствуют о перегреве.
Зачистка
Завершающим этапом является зачистка соединения от наплывшего металла. Также необходимо вывести правильную форму впадины между зубьями. В этих целях можно использовать любой абразив. Однако, как уже упоминалось ранее, лучше всего подойдет заточный станок.
Пайка ленточной пилы
Пайка ленточных пил также является допустимым способом соединения краев полотна. Если выполнить данный процесс в соответствии со всеми правилами, то в итоге удастся получить качественную и долговечную пилу, которую можно смело использовать в ленточнопильном станке или же, например, в станке по дереву.
Наиболее предпочтительным данный метод является для применения в домашних условиях.
Подготовка
Особенности сварки ленточных пил.
Пайка ленточной пилы в домашних условиях – это дешевый и доступный способ изготовления режущего инструмента. Первое, что необходимо сделать перед соединением – очистить кромки полотна от каких-либо загрязнений.
Соединять концы полотна следует встык. Важно, чтобы они были скошенными. Получить грани необходимой формы можно на абразивном круге. Форма скоса представляет собой прямоугольный треугольник, длина одного из катетов которого определяется толщиной металла.
Скошенные поверхности должны быть максимально ровными и идеально прилегать друг к другу. Не стоит забывать и о шаге зубцов. При формировании скоса, нужно позаботиться о том, чтобы шаг сохранился.
Оборудование
Существует множество способов, позволяющих нагреть металл до нужной температуры. Однако самым обычным и распространенным является применение газовой горелки. Ее пламя, если это возможно, должно быть с небольшой нехваткой кислорода или нейтральным.
В зависимости от марки выбранного припоя устанавливается температура. Важно не переусердствовать с нагревом. При определенных температурах в изделии могут произойти нежелательные структурно-фазовые превращения.
Важно иметь в своем распоряжении аппарат для сварки ленточных пил, позволяющий разместить концы полотна встык. Такое устройство можно изготовить самостоятельно по одному из чертежей, доступных в интернете.
Процесс пайки

Сварочный аппарат для сварки ленточной пилы.
По большому счету пайка данного инструмента очень похожа на такой же процесс работы с высокотемпературными припоями других изделий.
Скошенные кромки полотна покрывают флюсов и зажимают в станке так, чтобы кромки плотно прилегали друг к другу. Важно сделать так, чтобы флюс покрывал только кромки инструмента. Если сделать данную процедуру плохо, то флюс затечет туда, где он не нужен. В последствии придется потратить лишнее время на его удаление.
Затем осуществляется нагрев соединения горелкой до необходимой температуры. В стык соединения подается припой. За счет действия капиллярных сил, припой затекает между кромками. В результате по всему периметру стыка появляется полоска.
Очень важно, чтобы припой плавился не от пламени горелки, а от температуры, передаваемой от прогретого металла.
Изделию следует дать несколько минут на то, чтобы оно остыло и только после этого снимать его со станка. В случае правильного выполнения всей последовательности действий наплывы припоя должны отсутствовать. Если же они есть, то избытки нужно аккуратно удалить.
Данный способ отлично подходит для домашнего применения, например, при создании самодельного инструмента и использовать его в качестве пилы по дереву.
Итог
Ленточные режущие инструменты широко используются в различных деревообрабатывающих областях. К ним относится производство мебели, пилорамы, ленточно-делительные станки, столярные работы и т.д.
В каждой из перечисленных сфер применения пил возникает необходимость в их ремонте, который зачастую сопряжен со сваркой или пайкой. Выполнить данные процедуры можно как с использованием современного сварочного оборудования, так и с применением газовых горелок.
tutsvarka.ru
Сварка ленточных пил своими руками

Для нормального функционирования ленточной пилы, она подвергается свариванию. Способ, с помощью которого выполняется данный процесс, подбирается индивидуально, в соответствии с особенностями эксплуатации данного материала. Об оборудовании для сварки ленточных пил, рассмотрим далее.
Оглавление:
- Ленточная пила: устройство и принцип работы
- Самодельная сварка ленточных пил своими руками
- Сварка ленточных пил цена и особенности пайки
Ленточная пила: устройство и принцип работы
Существует большое количество разнообразных пил, которые имеют индивидуальные особенности применения и своеобразную конструкцию. У одних, в качестве режущего инструмента используется диск, а у других лента.
Установка пилящей ленты осуществляется на шкивы ведущего и ведомого направления. Для ее натягивания следует приложить огромные усилия, только в таком случае, линия распила будет равномерной.

Главными особенностями данной конструкции являются отдельные блоки, которые дополняются и наращиваются самостоятельно. На простом устройстве, материал для распила в которое подается ручным способом, устанавливаются дополнительные механизмы, такие как электронная система контроля работоспособности устройства, благодаря которой оно работает без постороннего участия человека.
Среди основных конструктивных элементов ленточной пилы, отметим наличие:
- рамы, на которой имеются направляющие, с помощью которых движется лента;
- для того, чтобы натянуть ленту используется механизм, на котором имеется привод пружинного, механического и гидравлического назначения;
- удерживатель ленты для распила;
- механизм винтового подъемного типа, который устанавливается вблизи ленты;
- передача ременного типа, на которой находятся клинья;
- электрический двигатель, мощность которого составляет около пятнадцати киловатт или двигатель на бензиновой основе, с такой же мощностью;
- эксцентрики, с помощью которых бревно фиксируется на раме;
- бак с водой и кран, который намачивает деталь в процессе распила;
- рельсовая полоса, на которой перемещается конструкция.

Также, каждая пила отличается индивидуальными конструктивными элементами, такими как кожухи для ограждения, и упорные механизмы, которые повышают безопасность работы. Для того, чтобы регулировать и настраивать работу на рабочей поверхности имеются планки, на которые нанесена разметка.
Принцип работы механизма основывается на укладке бревна между двумя направляющими и его жесткую фиксацию. Для определения толщины доски, следует ее поднять с помощью специального механизма.
Самодельная сварка ленточных пил своими руками
Для того, чтобы соединить два конца ленточной пилы, следует выполнить их сваривание. Данный процесс выполняется с помощью специального оборудования для сварки ленточных пил. Контактная сварка ленточной пилы состоит в том, что через два соединенных конца пилы, проходит электричество, которое приводит к их перегреву и расплавлению кромок на полотне. Для подводки тока используют электроды, соединенные с зажимами.
Различают огромное количество сварочных аппаратов, с помощью которых выполняется контактная сварка. Некоторые, усовершенствованные варианты способны обеспечить автоматизацию цикла сваривания и отжига. Поэтому, ошибки, связанные с чрезмерным свариванием или неправильным временем, в процессе которого передается импульс, исключены. В более простых механизма, контроль подачи отжига и сваривания осуществляется с помощью оператора.
Самостоятельное сваривание ленточной пилы возможно лишь в том случае, если у вас есть опыт работы с подобного рода оборудованием. Среди основных конструктивных особенностей станка для сварки ленточных пил, отметим наличие:
- корпусной части;
- трансформатора сварочного типа;
- зажимных механизмов на которых имеются электроды и зажимные рычаги;
- кнопка пуска;
- зажимы: подвижной и неподвижной.

Главная функция подвижного зажима – свободный ход, с помощью которого выполняется осадка. В процессе того, как концы пилы двигаются друг к другу, образуется сварочной валик. Для того, чтобы концы пилы прижимались друг к другу используется специальная пружина, создающая давление.
Сварка ленточных пил своими руками, состоит из таких этапов:
- выполнение резки пилы;
- выполнение зачистки ее торцевых участков;
- монтаж полотна в конструкцию сварочного аппарата, определения режима работы: ход и усадка;
- сваривание полотен;
- выполнение отжига;
- зачистка швов.
Первый этап – резка, подразумевает определение размера пилы. Для того, чтобы отрезать необходимый участок полотна, воспользуйтесь гильотинными ножницами или отрезным кругом. При использовании полотна, которое раньше подвергалось свариванию, с каждой стороны отрезается около пяти сантиметров.
В данной ситуации, при выполнении резки следует учесть ряд правил:
- место, на котором полотна соединяются между собой должно быть расположено между верхними частями зубьев;
- в процессе резки следует оставить немного припуска для компенсации усадки металла, оптимальный припуск – полтора миллиметра с каждой стороны;
- старайтесь сделать линию реза максимально ровной, от этого зависит качество дальнейшей сварки.
Только в таком случае, полотна будут иметь ровную линию на изгибе.
Довольно простым способом выполнения резки выступает укладка пилы в определенное положение, обрезка и зачистка каждого из концов по отдельности. В таком случае, даже при наличии не перпендикулярной линии среза, ее концевые участки все равно будут состыкованы. В таком случае, полотно после сваривания будет отличаться ровным швом.
Дальнейшие действия связаны с выполнение зачистки полотна. Данные участки следует очистить от грязи, обезжирить с помощью ацетона или спирта. Для зачистки кромок используйте абразив. В итоге, должны получиться идеально ровные и гладкие участки.
Далее следует монтаж полотна на поверхность аппарата. Подготовленную пилу следует установить во внутрь зажимного механизма. При этом, одна ее часть остается подвижной, а вторая – нет. В центральной части кромки пилы соединяются между собой. Совпадение кромок должно быть идеальным.
С помощью ручек управления на аппарате, регулируется усилие, ход, усадка, режим работы устройства. Данные параметры для каждой пилы подбираются индивидуально и зависят от ее размера, толщины стали, особенностей эксплуатации и т.д. С увеличением сечения пилы, увеличивается сила тока, необходимая для сварки.
Для того, чтобы более точно определить данные параметры, воспользуйтесь инструкцией к аппарату. В ней должна быть таблица, согласно которой следует определить режим работы оборудования. В некоторых устройствах, достаточно выбрать только режим сваривания, не указывая при этом силу тока и напряжение для работы. Для того, чтобы выполнить сваривание пилы, следует установить рычаг в определенном положении.
Сварка ленточной пилы выполняется с помощью нажатия кнопки или поворота рычага. После этого, ток подводится к каждому зажиму, а от них передается пиле. Таким образом, металл в зоне состыковки двух участков расплавляется и соединяется между собой.

Пружина воздействует на поверхность подвижного зажима, который смещается к неподвижному зажиму, на осадку. При этом, в стыковой зоне происходит образование сварного валика, с помощью которого пилы соединяется.
Определяя параметры сваривания, следует выбрать время, за которое осуществляется подача токовых импульсов. Сварочные аппараты с автоматическим режимом работы отключают ток, по истечению нескольких секунд с момента их подачи. Однако, если данный параметр на сварочной аппарате регулируется вручную, то необходимо за ним следить.
В процессе сваривания возникают определенные сложности, связанные с материалом, из которого изготовлена пила. В соответствии с данным параметром определяется режим работы сварочного аппарата. В некоторых случаях, без опыта определить данный параметр очень сложно. Если в итоге сварка вас не удовлетворила, то следует экспериментировать, подбирая необходимый режим на ненужном обрезке полотна. После подбора оптимального режима работы, запишите его параметры, чтобы применить его в дальнейшем.
Учтите, что электроды, которые вступают в контакт с пилой должны быть чистыми. Посторонние вещества или грязь на их поверхности, отрицательно сказываются на качестве сварки пилы.
Дальнейшие действия связаны с выполнением отжига, который помогает металлу, ставшему в процессе сварки хрупким и довольно твердым, приобрести прочность, вязкость и пластичность. Для произведения отжига используются те самые зажимы, что и в процессе сваривания. Однако, для работы используется другой режим подачи тока.

Оптимальная температура, на которой выполняется отжиг составляет около шестисот градусов. При этом, следует поддерживать охлаждение устройства в медленном темпе, для этого кнопку подачи тока следует удерживать, нажимать и отпускать в определенное время. Для того, чтобы металл остывал постепенно, периодически следует нажимать кнопку подачи тока для отжига.
Если на сварочном аппарате пирометр отсутствует, то температура контролируется по внешним характеристикам металлической поверхности. В процессе обжига, сталь приобретает красно-вишневый оттенок. Ни в коем случае не разогревайте металл до оранжевого или тем более насыщено красного цвета. Процесс постепенного охлаждения металла занимает не более пяти минут. Для некоторых полотен потребуется провести два цикла по отжигу. В некоторых случаях, сварка и отжиг выполняются в одном процессе. В данной ситуации, время на охлаждение швов, увеличивается, с помощью периодической подачи тока к металлу.
После сварки следует зачистить полотна от наплыва, образовавшегося на сварном шве. Для зачистки швов подойдет практически любой инструмент с абразивными характеристиками. Главное условие качественно зачистки – получение ровной и гладкой поверхности.
Предлагаем ознакомиться с основными ошибками, возникающими в процессе сварки:
1. Смещение сваренных кромок – в данном случае, полотна находятся в разных плоскостях. Данная проблема возникает при недостаточной силе тока в процессе сваривания или при сильно большой осадке.
2. Расплав, находящийся на полотне, наблюдается в процессе подачи сильно большого тока.
3. Непроваренные участки образуются в том случае, если давление, подающееся в систему слишком низкое.

Минимальное значение выступа шва на качественно проваренной плите, составляет около полутора миллиметров.
Для проверки качества отжига полотно сгибается в радиусе двадцати сантиметров и осматривается. Если дуга напоминает стандартную окружность и шов остается целым, то качество сварки находится на должном уровне.
Сварка ленточных пил цена и особенности пайки
Стоимость работ по сварке ленточных пил определяется прежде всего их размером, толщиной стали и особенностями эксплуатации. Однако, существует еще один способ соединения пилы – это пайка. Данный вариант более простой для выполнения в домашних условиях, нежели сварка.
Прежде всего, следует подготовить полотно, для этого кромки пилы очищаются от грязи и обезжириваются. Концы полотна соединяются в стыковом положении, однако грани при этом должны быть скошены.
Для того, чтобы придать граням форму скоса используйте абразивный круг. Оптимальная величина скоса составляет от восьми до двенадцати сантиметров. Скошенные участки должны соединяться между собой максимально ровно.
Для того, чтобы выполнить пайку пилы потребуется наличие припоев, оптимальный вариант – серебряные пСР45 или пСр65. Припои, содержание серебра у которых меньшее, не рекомендуется использовать.

В качестве флюса, предпочтительнее использовать пасту, которая применяется в процессе пайки металла. Данный вариант флюса отличается удобством работы. При отсутствии данного вещества, возможен вариант его самостоятельного изготовления. Для этого, соединяется хлористый аммоний с бурой в соотношении один к десяти. С помощью воды регулируется консистенция состава, который должен стать пастообразным.
Для выполнения нагрева пилы в процессе пайки используют газовую горелку. Температуру нагрева определяет тип припоя, оптимальное значение составляет от 650 до 600 градусов. Не перегревайте металл, чтобы не нарушить его структуру. С помощью специального приспособления концы пилы соединяются между собой. Процесс пайки состоит в следующем. Прежде всего, следует нанести флюс на поверхность кромок. Старайтесь нанести пасту исключительно на скошенные участки.
Далее, соединения нагреваются до определенной температуры и припой подается к месту соединения торцов пилы. После этого, на поверхности появляется полоска, свидетельствующая о том, что пайка выполнена правильно. Плавление припоя выполняется не под воздействием горелки, а от ранее нагретого металла. По истечении нескольких минут металл остывает, только после этого, пила снимается с механизма. При наличии небольших наплывов, производится очистка шва любым абразивным материалом.
Сварка ленточных пил видео:
strport.ru
Сварка ленточных пил по дереву и металлу специальными сварочными аппаратами
Ленточные пилы, как по дереву, так и по металлу изготовляются из режущего полотна, соединённого в кольцо. Поскольку во время работы они подвергаются циклическим нагрузкам на растягивание и изгиб место соединения по прочности в идеале не должно уступать материалу полотна. Поэтому для сварки ленточных плит используется специальное оборудование.
Аппараты для сварки ленточных пил
Наиболее прочное соединение создаётся на специальных сварочных аппаратах контактной сварки. В зависимости от используемого метода они подразделяются на 3 вида:
- Агрегаты, осуществляющие сварку сопротивлением. К их достоинствам относятся компактность и низкая стоимость. Однако имеют малую производительность.
- Оборудование для сварки оплавлением более громоздко и стоит дороже. Обладает высокой производительностью, может соединять ленты из любого материала.
- Автоматизированные системы, работающие по методу оплавления, применяются на крупных предприятиях.

Аппарат для сварки ленточной пилы
Технология сварки
Независимо от вида сварка пил производится по единой методике осуществляемой поэтапно.
Подготовка полотна
Чтобы соединяемые концы были ровными, резка полотна производится гильотиной. При её отсутствии можно воспользоваться болгаркой или слесарным зубилом. При повторном сваривании по месту разрушенного старого шва у концов отрезается по 5 мм. Линия реза должна проходить строго между зубьями. На обоих концах оставляется припуск на осадку 1,5 мм. С помощью абразивного инструмента удаляются неровности и заусеницы. После очистки торцов от грязи они обезжириваются раствором технического спирта или ацетоном.
Процесс сварки
После подготовки концы полотна вставляются встык в зажимное устройство аппарата для сварки ленточных пил. Необходимо убедиться, что кромки совпадают по высоте и расположены посредине между подвижным и жёстко закреплённым фиксаторами. По прилагаемой таблице устанавливается, ток, усилие, ход усадки. В зависимости от выбора режима работы, автоматический или ручной, определяется время сварки. В первом случае она длится несколько секунд, во втором — контролируется оператором.
Процесс сварки ленточной пилы
Перед началом сваривания нужно проверить чистоту электродов, так как грязь создаёт дополнительное сопротивление. После включения аппарата на концы ленты подаётся ток. В месте, где они стыкуются, металл начинает плавиться. Одновременно начинается движение подвижного зажима на величину заданной усадки. В итоге создаётся сварной шов в виде валика.
Если материал полотна ленточной пилы неизвестен или его нет в таблице, параметры тока подбираются экспериментальным путём на ненужных обрезках. При достижении удовлетворительного результата показатели настроек записываются, чтобы использовать в будущем при работе с аналогичными изделиями. Таким образом, составляется дополнительная таблица, куда заносятся нестандартные значения настроек.
При недоступности использования специальных станков можно сварить пилу в домашних условиях. Для этого достаточно иметь простой сварочный аппарат и тиски. После подготовки полотна по методике, указанной выше, его концы зажимаются в тисах. Для создания прочного соединения рекомендуется для сварки применять присадочный металлический прут. После наложения шва полотно переворачивается, операция повторяется на другой стороне.
Отжиг
Металл в месте сварки под действием высокой температуры становится хрупким. Для возврата прежних свойств его подвергают отжигу, используя тот же аппарат для стыковой сварки ленточных пил, не снимая полотна. Настройками выставляется нулевое значение хода и меняется токовый режим.
После подачи тока место соединения нагревается до +600˚C. Температура контролируется по показаниям пирометра. Если он отсутствует, ориентируются по цвету металла. Нормальным считается вишнёво-красный оттенок. Появление оранжевого или жёлтого цвета означает перегрев. При достижении необходимой температуры подача тока прекращается. Оптимальное время отжига составляет 3 — 5 минут. Чтобы предотвратить быстрое остывание металла при низкой температуре окружающего воздуха циклически на краткие промежутки времени включается подача тока.
В зависимости от металла иногда нужно отжиг осуществлять дважды. Для повышения производительности возможно совмещение операций. Сразу после сварки начинают периодически подавать импульсы тока, чтобы увеличить время остывания. После ручной сварки отжиг осуществляется с помощью печи и масла.
Зачистка
На заключительном этапе производится удаление валика и восстановление формы впадины между зубьями. Зачистка осуществляется с помощью абразивного инструмента. Наждачный круг направляется не поперёк, а вдоль шва. Его поверхность должна быть заподлицо с полотном.
Зачистка сварного шва ленточной пилы осуществляется с помощью абразивного инструмента
Контроль качества
При небрежной сварке возможно образование следующих дефектов:
- смещение плоскостей полотна относительно друг друга случается из-за большого хода или малого тока;
- выплески расплавленного металла на поверхности ленты возникают при завышенном токе;
- непровар случается при низком усилии и малом ходе подвижного зажима или недостаточном токе.
У качественно сваренного полотна валик шва выступает над плоскостью не меньше 1,5 мм. Проверка осуществляет сгибанием ленты с радиусом 20 -25 см. Если получается окружность, а на шве не образуются трещины, беспокоиться не о чем. Если полотно изгибается в виде буквы V — металл передержали на отжиге. Появление трещин свидетельствует о поспешном охлаждении.
Пайка
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Заключение
Как следует из статьи освоить сварку пил несложно, особенно с помощью специализированных станков. Для качественного соединения необязательно иметь дорогостоящий станок. Дешёвые модели вполне успешно справляются с этой задачей, хотя с меньшей производительностью. В экстренных случаях можно обойтись вообще без оборудования, используя ручное сваривание и пайку.
svarkaprosto.ru
Сварка ленточных пил | Сварка своими руками

Спец.аппарат для сварки ленточных пил
Когда может потребоваться сварка ленточных пил?
- В процессе эксплуатации ленточной пилы она может порваться. В таком случае требуется ремонт;
- Пилы поставляются в бухтах, для подготовки к работе также требуется их сварка.
Процесс сварки может выполняться на специальных аппаратах, которые по сути являются аппаратами контактной сварки стыковой. Такие аппараты также способны производить локальный отпуск, или отжиг зоны шва без необходимости вынимать пилу из аппарата после сварки. Отжиг, как известно, применяют обычно для того, чтобы повысить пластичность металла, а отпуск — для снятия внутренних напряжений, образовавшихся в структуре шва.
Безусловно, использование специализированных аппаратов для сварки ленточных пил дает наилучшее качество: ее ресурс будет выше, чем при использовании других способов. Однако, стоимость таких аппаратов может доходить до тысяч долларов для пил по дереву и еще выше для пил по металлу. Понятно, что не целесообразно использовать такое оборудование в домашних условиях, если только вы не занимаетесь ремонтом и вводом в эксплуатацию пил в промышленном масштабе. Возможно, что остались еще советские бывшего использования аппараты для сварки пил небольших толщин, которые можно приобрести по доступной цене для своей мастерской. В принципе, до сих пор некоторые предприятия используют оборудование для контактной сварки чуть ли не полувековой давности и все нормально работает. Выбор, как говорится, за вами.
Для единичного ремонта приемлемо использовать также аргонодуговую сварку ленточных пил, а также пайку. Гарантию, правда, что после такого ремонта пила прослужит вам долго никто не даст, однако, это лучше, чем просто выбросить ее в мусор.
Технологичные сложности сварки:
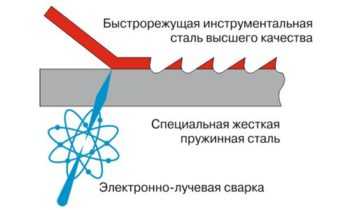
- Ленточные пилы изготавливаются из сталей, сплавов, биметаллов, которые относятся к трудносвариваемым (по этой причине при профессиональном ремонте не применяется аргонодуговая, полуавтоматическая сварка и тем более пайка, которая по прочности сильно уступает любой сварке по понятной причине). Кроме того, производители держат в секрете информацию, из чего изготовлена пила. Поэтому сварочные режимы, как правило, приходится устанавливать опытным путем.
- Форма зуба в околошовной зоне оказывает влияние на величину нагрузки при работе.
Технология сварки ленточной пилы на спец.аппарате стыковой сварки
В первую очередь, после того, как вы приобрели пилу, вам необходимо нарезать полотно в размер. Для этого применяют гильотину и разделочный стол. Отмечаете длину, сколько вам нужно отрезать и режете пилу с припуском для того, чтобы соблюдать шаг.
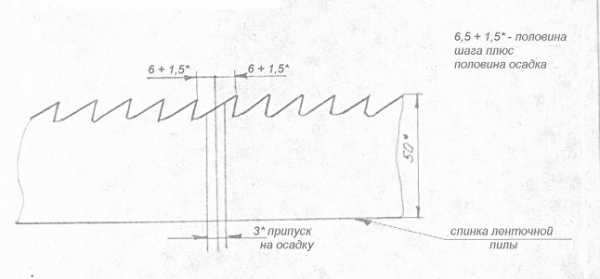
Резка полотна осуществляется по вершинам зубьев. Свариваемые кромки после порезки должны быть ровными, без заусенец, под прямым углом к спинке полотна. Их нужно подготовить идеально, иначе проведение дальнейшей работы просто не будет иметь смысла. За неимением гильотинных ножниц можно использовать банальное зубило и молоток. В подготовку также входит обезжиривание в любом доступном растворителе: ацетон, бензин, нефрас, или уайт-спирит. Заусенцы и неровности доводят с помощью абразива.
В зависимости от толщины и ширины свариваемого полотна на аппарате контактной стыковой сварки устанавливаются режимы: усилие сжатия, начальное расстояние, конечный выключатель тока и сила тока. В зависимости от марки материала при отпуске выставляется температура и время. Для низколегированного металла температура отпуска 400 — 450 °С, для высоколегированного биметалла 600-650°С.Чем выше температура отпуска, тем меньше время выдержки. Однако, если никто вас не подгоняет, предпочтительнее делать отпуск при более низкой температуре с увеличением времени выдержки. Считается, что в таком случае металл прогревается равномерней, а структура уравновешивается более эффективно. Пример режима высокотемпературного отпуска для пилы по дереву: Т=(600±10)°С; t=40мин.
После сварки полотна нужно произвести его зачистку с помощью болгарки, или любым другим удобным способом.Пила в результате должна выглядеть вот так:
Заканчивается технологический процесс контролем качества сварных швов.
Для удобства транспортировки ленточных пил их можно складывать двумя способами:
-кольцом;
-сворачиванием в петлю.
Дальнейшая обработка для пил по дереву.
Если пила у вас не подготовлена к работе, необходимо произвести ее разводку и заточку. Разводка делается в половину толщины тела, т.е если у вас пила 1 см, соответственно, разводка делается 0.5 см на сторону. Разводка идет: один зуб вправо, второй — влево, третий зуб прямой — выкидывающий стружку. На твердую породу и на зимний лес желательно делать разводку на десятку поменьше. Когда вы производите заточку, камень должен проходить весь профиль, поджоги не допускаются.
Аргонодуговая сварка пил на примере ремонта ленточного полотна для резки цветных металлов
Для удобства работы и обеспечения точной стыковки полотен изготавливают простейшее приспособление, состоящее из основания, фрезерованного таким образом, чтобы можно было упереться спинкой полотна в бортик, и двух прижимных планок. Приспособление можно сделать из обычной черной стали.

Пила сваренная на таком приспособлении может выдержать более тридцати резов по кругляку (алюминий) диаметром 30 мм. Пила варится на минимальном токе, который только возможно выставить на вашем инверторе с образованием небольшого обратного валика. В качестве присадки используется омедненный пруток СВ-08Г2С. После сварки пила должна остынуть в оснастке. Шов зачищается механически до плоскости пилы.
Пайка ленточных пил
Приспособление для пайки ленточных пил можно использовать аналогичное тому, что мы использовали для сварки TIG. Однако, если при сварке свариваемые кромки контактировали с металлом оснастки и обеспечивали минимальный теплоотвод, то для пайки приспособление в месте стыковки кромок полотнищ нужно выфрезеровать «сквозняком». Концы пилы соединяются встык по скошенным граням, которые можно получить обработкой на абразивном круге. Переменная (в) зависит от толщины и может быть до 12мм. Скошенные кромки должны быть точно и плотно подогнаны друг к другу, заусенцы, неплоскостность скошенных поверхностей не допускается.
Пайка высокотемпературная, ее технология ничем не отличается от технологии пайки твердыми припоями любых других изделий. В качестве припоев рационально применять серебряные припои с высоким содержанием серебра ПСр 40; ПСр45, еще лучше Пср65 (приобрести импортный аналог Castolin EcoBraz 38240 вы можете в интернет-магазине Сварпортал в разделе «Расходные материалы — Припои»). Припои с малым содержанием серебра, например, Пср25 для пайки не годится. В качестве флюса используют пасты, или сухой порошкообразный флюс ПВ209 (как приготовить самостоятельно читайте здесь) Пасту также можно приготовить самостоятельно, взяв десять частей буры и смешав ее с одной частью хлористого амония. К полученной смеси добавляют воду, чтобы получить пасту. При использовании припоя самофлюсующегося Castolin EcoBraz 38240 в использовании вышеописанных флюсов нет необходимости.
Пайку осуществляют горелкой в ацетилено-кислородном пламени, которое имеет достаточную интенсивность нагрева и высокую температуру сгорания. Припой должен плавиться не от пламени горелки, а от теплоты нагретого металла. Расплавленный припой самопроизвольно затянется в плотно подогнанный стык пилы благодаря действию капиллярных сил.
Пила остывает до комнатной температуры. Наплывы металла подлежат зачистке.
svarka-master.ru
Сварка ленточных пил – подробное описание технологии
Сварка ленточных пил – аппараты, технология
Ленточные пилы широко применяются во всей деревообрабатывающей промышленности, для столярных работ, в мебельной промышленности и т.д. Они используются в различных пилорамах, ленточнопильных и ленточно — делительных станках.
Особенностью ленточных пил является непрерывная режущая поверхность, представляющая собой кольцо из металлической ленты с зубьями. Для изготовления ленточных пил заранее подготовленную ленту сваривают в кольцо. Также сварка используется для ремонта порванных пил. О технологии сварки ленточных пил и будет рассказано в статье.
Технология сварки ленточных пил
Она делится на несколько этапов – подготовка, заточка, сварка и разводка зубьев полученной пилы. На всех этапах необходимо соблюдать должную тщательность. Рассмотрим технологию подробней.
Ремонт ленточных пил, имеет свои особенности
Аппараты для сварки ленточных пил
Как правило, аппарат для сварки ленточных пил работает так: концы пилы зажимаются в зажимах, стыкуются, а затем через них пропускается ток, который оплавляет и сваривает кромки торцов. Ток подводится через электроды, которые соединяются с фиксаторами-зажимами.
Существуют разные виды таких аппаратов. Далее мы рассмотрим, чем они отличаются. Условно их можно классифицировать на три группы.
Аппараты сварки сопротивлением
Эти аппараты дешевы, компактны, отличаются не очень большой производительностью и предназначаются для небольших объемов работ – например, для ремонта пил на производственных лесопильных участках.
Особенности технологии требуют высокого качества подготовки шва, высокого качества электродов, хорошей регулировки фиксаторов и правильной настройки режима.
Аппараты сварки оплавлением
Производительность существенно выше, такие аппараты можно причислить к среднему классу. Они работают на принципе непрерывного оплавления и предназначаются для сварки всех видов полотен, в том числе и биметаллических.
Особенности технологии – высокие требования к поверхности полотен и электродов, необходимость соблюдения правильного шага зубьев с учетом потерь металла. Правильно подобранный режим характеризуется хорошим, ровным процессом оплавления на всем протяжении сварки.
Автоматизированные аппараты сварки оплавлением
Процесс сварки автоматизирован, от оператора требуется лишь устанавливать пилы в аппарат и снимать сваренные полотна. Такие аппараты отличаются хорошей производительностью и применяются, как правило, в сервисных центрах.
Помимо аппаратов для сварки, при сварке ленточных пил требуются некоторые вспомогательные аппараты – гильотины для полотен, станки для зачистки, пирометры и так далее.
Процесс сварки ленточных пил
Рассмотрим технологию сварки. Как говорилось выше, она делится на несколько этапов, которые будут рассматриваться по порядку.
Подготовка полотна
Перед тем, как сваривать полотно, его необходимо подготовить. Подготовка пилы состоит из нескольких шагов.
Резка полотна
Полотно отрезается посредством специальных гильотинных ножниц. Если таковых не имеется, можно отрезать полотно с помощью зубила либо отрезного станка. Если сварку предполагается проводить по участку, который сваривался раньше, то с каждой стороны от прошлого шва нужно отрезать по 5 миллиметров.
Полотно отрезается между вершинами зубьев. С каждой стороны оставляют припуск около полутора миллиметров. Линия реза должна проходить строго перпендикулярно к спинке пилы.
Ленточная пила, очень гибкий, но хрупкий инструмент
Зачистка концов
Подготовленное полотно необходимо зачистить. Для этого их очищают от загрязнений, при необходимости чистят ацетоном или спиртом. Кромки обрабатывают абразивным материалом, удаляя заусенцы и неровности – это удобно делать на заточном станке.
За тем идет сварка полотна. Подготовленное полотно закрепляется в станке и сваривается.
Установка пилы в аппарат
Подготовленное полотно монтируют в зажимной механизм аппарат для сварки ленточных пил так, чтобы кромки полотна полностью совпадали и находились посередине пространства между фиксаторами. Усилие, режим осадки и ход осадки выбирают в зависимости от полотна – документация на аппараты содержит таблицы с информацией режимах для различных полотен. Выбранный режим задается поворотами управляющих рукояток.
Сварка полотна
Станок запускается поворотом рубильника или нажатием кнопки. При этом ток начинает подаваться на электроды и расплавляет металл в месте стыка. Подвижный зажим идет к неподвижному и образует на месте шва сварной валик.
Важный параметр – время подачи тока. Как правило, при автоматической сварке оно составляет одну-две секунды, при ручной – контролируется оператором.
Если сварка прошла неудовлетворительно – подбираются подходящие настройки и записываются; в дальнейшем они используются для сварки аналогичных полотен.
Электроды должны быть чистыми. Плохой контакт между электродами и полотном повышает сопротивление и нарушает процесс сварки.

Для соединения пил требуется, специальная установка
Обработка пилы после сварки
Сразу после сварки пила не пригодна к использованию. Для того, чтобы привести ее в должное состояние, проводятся несколько операций.
Отжиг шва
При сварке материал полотна твердеет и становится хрупким. Отжиг позволяет ему вернуть пластичность и вязкость. Пилу не вынимают из станка, осадка выставляется нулевой, выбирается другой режим тока. Нажатием кнопки подачи тока на отжиг разогревают шов, а затем медленно охлаждают. Если нет пирометра – температуру контролируют визуально. Оптимальный цвет каления металла – вишнево-красный. Оранжевый или желтый цвет сигнализирует о перегреве.
Охлаждение длится три-пять минут. Для некоторых полотен нужно проводить два цикла.
Зачистка полотна
При зачистке полотна со сварного участка удаляют наплыв металла, а также выводят правильную форму впадины между зубьями полотна. Для зачистки подходит любой абразив, лучше всего – заточный станок.
Технологические особенности
Стоит учитывать, что:
- Сплавы, из которых изготавливают полотно пил, являются трудносвариваемыми;
- При работе на сварочный шов приходятся предельные нагрузки;
- Геометрия зубьев на участке шва влияет на нагрузки при работе.
Заключение
Из прочитанного выше вы узнали, как проводится сварка ленточных пил, какие существуют аппараты для сварки ленточных пил и какие у этого процесса особенности. Надеемся, что приведенная информация будет полезной для вас.
zavarimne.ru
Полотно ленточной пилы хочу попробовать сварить?! – Aргонодуговая сварка – TIG
Эээ…Дорогой, зачем деньга телефон тратить, звони узнавай с людмя говори нет смислы. smile.gif Купи новый железк и хорошо будет. Новый железк из твой голова своя девушка делать не будет.
вах, дарагой, правильн сказал, слющий!
Это те кто делает пилы по ДЕРЕВУ… ленточная пила по металлу заточке не подлежит. Как и сварке в месте разрыва. Те кто торгует полотнами по металлу сразу скажут сваривать имеет смысл только если разрыв по шву т.к. это брак сварки. В случае разрыва в другом месте сварка бесполезна скорее всего почти сразу лопнет в другом месте. Полотно лопается либо при неисправности станка либо при его износе. В первом случае надо искать причину и ремонтировать станок (может быть либо перетянуто полотно, либо кривые направляющие), во втором полотно уже все в микротрещинах и заварив одно слабое место, сразу же лопнет в другом.
тожье правильн сказал!
короче, не надо пытаться из говна конфетку делать, ничего хорошего не выйдет.
Кстати, а кто какими ленточными пилами пользуется?
мы биметалл Eberle пользуем, нареканий нет, берем 2 вида-по алюминию и нержавейке, если выпадает пилить другой материал, берем что-то из имеющегося, продавцу один раз сказали свои задачи, нам подобрали зуб, так это и покупаем. вообще есть интерес твердосплавные попробовать, но руки никак не доходят.
www.chipmaker.ru