Сверло для высверливания точечной сварки своими руками
Высверливание точечной сварки
Приветствую Вас на блоге Kuzov.info!
В этой статье подробно рассмотрим процедуру высверливания точек контактной сварки.
Несущий кузов автомобиля состоит из отдельных элементов, которые соединены между собой и образуют прочную конструкцию. Несъёмные детали кузова соединены друг с другом воедино точками контактной сварки. В легковом автомобиле может быть от 3000 до 5000 таких точек.
 Обработка шлифовальной бумагой помогает улучшить видимость точек контактной сварки
Обработка шлифовальной бумагой помогает улучшить видимость точек контактной сваркиБывает необходимо убрать краску, герметик или другое покрытие, чтобы лучше видеть точки сварки. В большинстве случаев краску снимать не обязательно, либо достаточно немного обработать места с точками контактной сварки шлифовальной бумагой, чтобы они были лучше видны.
Высверливание точечной сварки является самым эффективным и аккуратным способом разъединения такого вида сварки. Нужно высверливать на малых оборотах. На высоких оборотах сверло быстро перегреется, затупится и будет больше скользить, чем сверлить. Кроме того, низкие обороты помогают лучше контролировать процесс и меньше вероятности повредить нижележащую панель. Скорость при высверливании зависит от прочности стали. Чем твёрже сталь, тем ниже должны быть обороты.
Для высверливания применяется специальное сверло или фреза размером 8–9.5 мм. Свёрла бывают разные и имеют свои преимущества и недостатки.
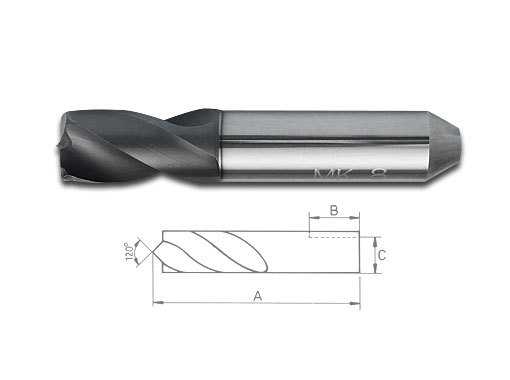
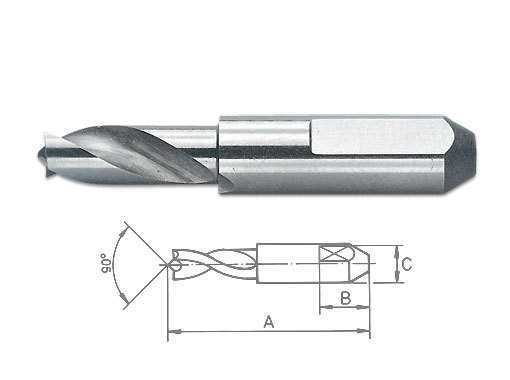
Главное отличие заключается в кончике сверла (см. фото). То, что справа имеет больший кончик. При высверливании им точки сварки останется отверстие в центре. Это не слишком большая проблема, так как отверстие можно заварить.
Большой кончик позволяет допускать ошибки при отсутствии опыта высверливания, так как такое сверло легче удержать ровно. Сверло с большим кончиком будет удобнее использовать при сверлении не слишком ровной поверхности. В этом случае оно прослужит дольше без дополнительного затачивания. Сверло с маленьким кончиком требует более точного сверления. Если поверхность, на которой расположена точка сварки, ровная, то лучше использовать сверло с маленьким кончиком. Таким сверлом удобнее будет высверливать, если предварительно просверлить маленькое отверстие посередине точки сварки (2–3 мм). Можно, также, использовать керн для того, чтобы наметить центр точки. Это поможет сверлу не скользить в разные стороны при сверлении. Сверло с маленьким кончиком оставляет нижнюю панель практически целой.Бывают свёрла с ещё меньшим кончиком. Чем меньше кончик, тем сложнее удерживать сверло прямо, чтобы оно не скользило. Для этих целей существует специальное приспособление, увеличивающее удобство высверливания. Достаточно расположить сверло по месту и нажать на триггер. Устройство зажимает место высверливания с двух сторон и сверло подаётся на нужную глубину.

Для высверливания можно применить фрезу с регулируемым кончиком. Этот кончик центрует и ограничивает глубину среза. Перед применением такой фрезы нужно сначала просверлить в центре точки маленькое отверстие, в которое должен вставляться, но не проваливаться кончик. Фреза не высверливает всю точку сварки полностью, как сверло, а сверлит по контуру точки и отделяет её от металла панели. После снятия панели нужно просто сточить оставшуюся точку «болгаркой».


Кроме сверла или фрезы можно также использовать отрезной или шлифовальный диск для удаления точки сварки. Нужно поставить диск вертикально на точку и снимать металл его ребром, двигая вперёд-назад. Это не самый аккуратный способ удаления точек сварки, но, в некоторых случаях, может пригодиться. Такой способ уместен в местах, где ограниченный доступ для ровного расположения сверла или неровная поверхность после повреждения, где расположена точка сварки. Также, ребром шлифовального или отрезного диска можно убирать точки сварки, сделанные полуавтоматом.

После удаления точек сварки, следующим шагом является демонтаж самой детали. Это не слишком сложно сделать, но есть определённые тонкости. Отсверленная панель может держаться за кузов за счёт грунта или герметика, а также на остатках не до конца высверленных точек сварки. В некоторых случаях можно срезать демонтируемую панель вдоль точек сварки, которые сложно рассоединить. К примеру, так можно сделать вдоль колёсной арки, а также при демонтаже крыши, если возникает сложность её отсоединения после высверливания. Таким образом, у Вас появится более удобный доступ, чтобы отсоединить оставшуюся полоску металла от кузова.

Для отсоединения панели используется зубило. Важно им воздействовать в правильном направлении. Если на высверленной точке осталось немного сварки, которая держит часть детали в этом месте, то лучше действовать зубилом именно с той стороны точки, где находится её остаток. Таким образом, зубило срежет точку без коробления прилегающего металла.
Более нестандартный метод удаления точек сварки – использование плазменной резки, которая способна аккуратно прожечь отверстие в местах точек по всей толщине металла. Плазменная резка не так доступна, как дрель со специальным сверлом или «болгарка» и используется редко.
kuzov.info
Сверла для точечной сварки
Точечная сварка очень широко распространена и повсеместно используется практически во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении. Чаще всего с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.

Специально для решения данной задачи были созданы специализированные сверла для точечной сварки повышенной прочности. С их помощью снять деталь, сваренную точечным методом, достаточно легко. Продаются они по высокой цене, но она с лихвой окупается их возможностями и функционалом. Стоит отметить, что сверла, при наличии специализированного оборудования, неоднократно можно подвергать заточке.
Достоинства сверла для высверливания точечной сварки
Относительно альтернативных способов удаления соединений, созданных с помощью с точечной сварки, использование специализированного сверла имеет ряд преимуществ.

- Отсутствие необходимости в проведении разнообразных подготовительных процедур. Процесс высверливания начинается сразу же без предварительного накернивания и т.д.
- Возможность удаления нескольких соединений подряд без пауз.
- При наличии оборудования, с помощью которого можно заточить сверло, срок его эксплуатации очень высок.
- В процессе высверливания второй лист металла не повреждается, это позволяет использовать снятую деталь в дальнейшем по ее основному назначению.
Большое количество различных изделий, устройств, детали автомобилей и т.д. соединяются между собой не разъемными способами (болты, гайки, шурупы и т.д.), а именно с помощью точечной сварки. Соответственно снять ее не повредив, используя разнообразные методы, достаточно проблематично. С помощью же сверла для сварк
i-perf.ru
Приспособление (сверло) для высверливания точечной сварки
Кузов любого транспортного средства не является монолитным, а включает большое количество элементов, объединенных между собой в одну конструкцию, причем это производится благодаря точечной сварке. Если требуется снять тот или иной элемент, то прибегают к специальному сверлу, рассчитанному на точечную сварку.
Как подготовить участок под высверливание?
Чтобы работать с кузовом автомобиля было как можно проще, следует убрать с его поверхности герметизирующий состав, краску, а также все дополнительные покрытия — это позволяет довольно хорошо наблюдать точки, где производились сварные работы. Стоит отметить, что профессиональные работники мастерских, занимающихся кузовами транспортных средств, далеко не всегда снимают саму краску. Им вполне достаточно слегка зачистить участки, сваренные по точечной технологии, при помощи шлифовальной бумаги или угловой шлифовальной машинки — этого бывает вполне достаточно, чтобы хорошо видеть сваренный участок.
Эффективное удаление точечной сварки
Проще всего высверлить точечную сварку, так как данная технология является одной из наиболее удобных и довольно аккуратных методов, связанных с разъединением точечно сваренных деталей. Фреза должна идти только на минимальных оборотах, так как при их повышении коронки будут нагреваться чересчур быстро, станут затупляться. Тупое сверло прекратит нормально работать, вместо этого оно будет скользить по металлу.
Применение низких оборотов позволяет держать весь процесс высверливания под своим контролем, к тому же намного сокращается вероятность возможного повреждения нижележащей панели. Заточку сверла, как и количество оборотов, выбирают в зависимости от того, насколько прочная сталь кузова. Чем она будет тверже, тем меньшее количество оборотов нужно будет выставлять.
Стоит отметить, что максимальный диаметр сверла в данном случае находится в промежутке от 7 до 9,5 мм. Для высверливания точечной сварки следует брать сверло, имеющее довольно большой кончик — это позволяет с первого раза удалить провар, а отверстие в дальнейшем заваривается довольно легко.
Еще одним положительным качеством широкого кончика является не слишком высокая точность работы, потому что подобное сверло держать строго перпендикулярно просверливаемой поверхности совершенно необязательно. Кроме того, оно не требует регулярной заточки.
Сверлом с тонким кончиком обычно пользуются опытные автомеханики, так как оно нуждается в более осторожном подходе к выполнению работ, к тому же максимальный высверливаемый диаметр в данном случае составляет всего лишь 2–3 мм. Это довольно удобно в случае, когда сварка осуществлялась небольшими прикосновениями, соответственно, просверливать отверстия значительного диаметра не возникает необходимости.
В принципе, при желании можно отыскать в продаже сверла, обладающие еще меньшим диаметром, однако такие изделия удержать прямо, в строго перпендикулярной плоскости будет практически невозможно. Чтобы не допустить такого дефекта, многие пользуются особой конструкцией, позволяющей добиться наиболее эффективного результата: она подразумевает зажим сверла в небольшом патроне, который позволяет добраться даже до наиболее труднодоступных участков.
Когда точечная сварка будет полностью удалена, начинают демонтировать сам кузовной элемент. Проделать такое не слишком сложно: достаточно срезать заклепки, удалить «бабочки» и открутить болты. После этого деталь отойдет сама по себе.
Стоит отметить, что в последнее время вместо высверливания пользуются плазменной резкой. Благодаря ей участки точечной сварки попросту прожигаются по всей толщине железных элементов. Стоит отметить, что данная технология довольно дорогая, поэтому используют ее только в исключительных случаях: большинство специалистов, которые специализируются на кузовных работах, все-таки отдают предпочтение сверлу.
Сверло для точечной сварки
При проведении ремонтных работ на различных видах техники нередко возникает необходимость замены элементов или запчастей, закрепленных точечной сваркой. Наиболее часто с такой проблемой сталкиваются автолюбители при замене элементов кузова.
Как известно, крепление многих деталей на различных видах техники осуществляется путем точечной сварки, заменяющей крепежные болты. Для замены подобных деталей без их повреждения разработан достаточно простой, но эффективный инструмент – сверло для удаления точечной сварки. Свою достаточно высокую стоимость эти изделия оправдывают эффективным и качественным решением поставленных задач. Высверливать точечную сварку с использованием специального сверла можно обычной дрелью. Для получения оптимального результата предпочтительно применять электродрель с регулятором мощности.
Какими преимуществами обладает сверло для точечной сварки?

Как было отмечено выше, применение сверл для высверливания точечной сварки позволяет эффективно выполнять достаточно сложные задачи. Какими же преимуществами обладает этот инструмент?



- Отсутствие необходимости предварительной подготовки точки сверления. Оригинальная конструкция сверла позволяет приступить к работе без накернивания точки сварки.
- После удаления сварной точки можно без перерыва и дополнительной подготовки приступать к высверливанию очередного соединения.
- При правильной заточке сверл для точечной сварки один инструмент может служить очень долго.
- Удаление точечной сварки с использованием этих сверл позволяет избежать высверливания сквозных отверстий в металле. Благодаря этому детали не получают критических повреждений, и, при необходимости, могут использоваться повторно.
Как использовать сверло для точечной сварки?
Как правило, качественный инструмент изготавливается из высокопрочных сплавов с наличием титана. Сверла разных диаметров выпускаются в односторонней и двухсторонней версиях. Выбирать инструмент необходимо с учетом размеров высверливаемой сварной точки – диаметр сверла должен превышать на 1-1,5 мм размеры точки. Рекомендуется приобретать изделия только от известных производителей, несмотря на их относительно высокую стоимость – дешевые аналоги не держат заточку и ломаются от каждого неосторожного движения.
Приступая к работе, сверло для сварки вставляется в патрон электродрели. Как было отмечено выше, для проведения этой операции рекомендуется использовать дрель с регулятором мощности. При отсутствии регулятора, предпочтение следует отдавать инструменту, технические параметры которого позволяют работать на малых оборотах.

Технология работы не предусматривает предварительного кернения сварной точки перед ее высверливанием, однако, для обеспечения большей точности и удобства, его можно производить.
Для удаления сварных точек стандартного размера чаще всего используется сверло для точечной сварки 8мм. Тем не менее, приступая к работе, следует осмотреть все точки и подобрать для их обработки инструмент соответствующего диаметра.
При высверливании ось сверла должна устанавливаться строго перпендикулярно к поверхности сварной точки – работа сверла под углом недопустима.
Плотно прижав инструмент к поверхности, следует просверлить только сварное крепление, избегая сквозного просверливания металлического листа.
Как заточить сверло для точечной сварки?
Как и любое другое сверло, специальные буравчики также нуждаются в своевременной и правильной заточке. Правильная обработка сверла позволит в значительной мере увеличить срок его службы без ущерба для качества работы.
Заточка сверл для точечной сварки предусматривает следующие действия:
- Затупление острия при помощи наждачной бумаги.
- Стачивание боковых граней с использованием абразивного камня. При этом следует избегать повреждения режущих кромок.
- Проверка ровности краев.
- Заточка всех краев средней части сверла. При заточке следует регулярно контролировать центровку сверла во избежание переточки одной из сторон.
svarkagid.com
Фреза для высверливания точечной сварки
Сверла для точечной сварки
Точечная сварка очень широко распространена и повсеместно используется практически во всех сферах промышленности и не только. Однако нередко возникает задача, суть которой заключается не в точечной сварке, а, наоборот, в ее удалении. Чаще всего с данной процедурой сталкиваются автовладельцы, в процессе замены или ремонта кузовных деталей и т.д.

Специально для решения данной задачи были созданы специализированные сверла для точечной сварки повышенной прочности. С их помощью снять деталь, сваренную точечным методом, достаточно легко. Продаются они по высокой цене, но она с лихвой окупается их возможностями и функционалом. Стоит отметить, что сверла, при наличии специализированного оборудования, неоднократно можно подвергать заточке.
Достоинства сверла для высверливания точечной сварки
Относительно альтернативных способов удаления соединений, созданных с помощью с точечной сварки, использование специализированного сверла имеет ряд преимуществ.

- Отсутствие необходимости в проведении разнообразных подготовительных процедур. Процесс высверливания начинается сразу же без предварительного накернивания и т.д.
- Возможность удаления нескольких соединений подряд без пауз.
- При наличии оборудования, с помощью которого можно заточить сверло, срок его эксплуатации очень высок.
- В процессе высверливания второй лист металла не повреждается, это позволяет использовать снятую деталь в дальнейшем по ее основному назначению.
Большое количество различных изделий, устройств, детали автомобилей и т.д. соединяются между собой не разъемными способами (болты, гайки, шурупы и т.д.), а именно с помощью точечной сварки. Соответственно снять ее не повредив, используя разнообразные методы, достаточно проблематично. С помощью же сверла для сварки выполнить эту процедуру проще простого. Стоит отметить, что, несмотря на достаточно узкую специализации сверла, для его использования подойдет абсолютно любая дрель. Однако лучше всего применять такое оборудование, которое позволяет производить регулировку рабочей мощности. Конечно же, изделие не сможет выполнить всю работы за мастера, поэтому если деталь в последующем будет применяться еще раз, то работа требует повышенной аккуратности.

Как работать со сверлами для точечной сварки?
В качестве основного компонента для создания сверла для точечной сварки используются твердые материалы, например как титан, или же их сплавы. Сверло может иметь как один, так и два рабочих наконечника. Номенклатура изделия достаточно обширна, среди широкого ассортимента найти сверло требуемого диаметра не составит проблем. Существует одна особенность, которую нужно соблюдать в обязательном порядке. Она заключается в том, что диаметр используемого сверла, должен примерно на полтора миллиметра превышать размер высверливаемого соединения.

Изделие устанавливается в дрель, можно конечно использовать механическую версию, но работа будет выполнена в разы быстрее при применении электрического оборудования. Самым идеальным вариантом является такое устройство, которое позволяет выполнять настройку рабочей мощности оборудования.
Перед началом выполнения процедуры нудно точно определится с моделью сверла. Оно должно быть прочным и хорошо заточенным. После выбора определенной модели, по указанному выше принципу, требуется подобрать нужный диаметр изделия. Сам процесс никаких трудностей не вызывает даже у неопытного мастера.
Обязательная необходимость в накернивании отсутствует, но профессионалы своего дела все-таки рекомендуют выполнять его сверлом малого диаметра, так как это упрощает поставленную задачу. Рабочий крутящий момент оборудования должен быть равен примерно восьмистам оборотам в минуту.
Важно: ни в коем случае нельзя выполнять процедуры под углом, сверло должно контактировать с местом соединения строго перпендикулярно, если возможность соблюсти данное условия отсутствует, то для высверливания точечной сварки нужно выбрать какой-либо другой способ.

После выбора модели сверла и настройки оборудования можно начинать приступать к работе. Все манипуляции выполняются исключительно с верхней частью металлической детали, проще говоря, убираются только сварочные крепления.
Заточка сверла для точечной сварки
Каждое сверло, вне зависимости от его основного назначения, нуждается в периодической заточке. Изделия для удаления соединений точечной сварки не являются исключением. Как бы странно это не звучало, начинать выполнять заточку сверла нужно с его предварительного затупления. Для этого можно использовать обычную жесткую наждачную бумагу.

Далее обрабатываются боковые грани, но, ни в коем случае не режущие кромки. Альтернативой бумаге может стать наждачный камень. После заточки граней нужно проверить ее качество и ровность краев. В конце осуществляется заточка середины изделия. В данном процессе требуется соблюдать правильную центровку.
svarkagid.com
Сверло для высверливания точечной сварки. Особенности заточки
 Специалистам по кузовному ремонту известна ситуация, когда необходимо снять элемент конструкции автомобиля, прикреплённый к смежным деталям путём точечной сварки. Гидропробойником удаётся воспользоваться далеко не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Специалистам по кузовному ремонту известна ситуация, когда необходимо снять элемент конструкции автомобиля, прикреплённый к смежным деталям путём точечной сварки. Гидропробойником удаётся воспользоваться далеко не всегда, поэтому наилучший вариант – специальное сверло для высверливания точечной сварки, установленное в патрон электродрели.
Конструкция
Сверло для точечной сварки опознать просто – его рабочий торец плоский, а по оси имеется заточенный на конус 90º кернящий выступ, благодаря которому можно избавиться от наиболее трудоёмкого этапа – центровки сверла. Поэтому умельцы часто для высверливания используют обычные свёрла, заточенные специальным образом.
Принципиально возможен и другой вариант высверливания точечной сварки – использование специальных коронок. Такой инструмент включает в себя центрирующий подпружиненный стержень, на который насажен режущий диск с несколькими торцевыми зубьями. Предполагается, что сначала пользователь вдавливает керн в металл, а затем, по мере погружения коронки в его толщу, производит высверливание металла вокруг зоны сварного шва. Для придания инструменту необходимой жёсткости, вся конструкция заключена в оправку.
Выполним сравнительную оценку эффективности обоих методов высверливания, предполагая, что металл коронки и сверла одинаков: быстрорежущая сталь Р18 (хотя инструменты такого рода изготавливаются также из сталей Р6М5, Р6М5К5 и даже Р9К6). Предпочтительно использовать инструмент отечественного производства: китайские производители могут вместо быстрореза предложить совсем иную сталь, типа 45Х с ожидаемо плохим финалом.

Коронка для точечной сварки
Инструмент – достаточно массивный, поэтому сначала рекомендуется плотно прижать к поверхности детали центрирующий стержень, а затем, на малых оборотах, приступать к вырезанию металла. Сложность в том, что при точечной сварке малоуглеродистая сталь, из которой изготавливаются все кузовные детали, существенно упрочняется. Поэтому вдавливание в металл центрирующего стержня потребует от работающего значительных усилий.
Вторая проблема — неодновременность врезания зубьев коронки в сталь. Это происходит потому, что поверхность в зоне сварки имеет микронеровности, образовавшиеся в результате термического воздействия от электродов для контактной сварки. Результат – вероятная эксцентричность высверленного отверстия.

Специалисты советуют предварительно кернить места высверливания (например, при помощи шуруповёрта), поскольку нередки случаи, когда центрирующий стержень выскакивает из гнезда, и коронка начинает сверлить сталь совсем в другом месте. В этом случае для операции необходимо иметь дв
www.samsvar.ru
Удаляем точечную сварку | Блог Хомы-гаражника
Удаляем точечную сварку
Удаление точечной сварки специальным сверлом от Wurth
Точечную сварку приходится удалять всякий раз, когда нужно удалить повреждённую деталь — крыло, порог, или чего — нибудь ещё.
Один из способов удаления точечной сварки, описанных автором этого сайта, включает в себя следующие действия: накернивание, сверление тонким сверлом (около 3мм), сверление перовым сверлом по металлу (8мм). Исследуя каталог Wurth, я обнаружил сверло для удаления точечной сварки с артикулом 0710 008. Судя по описанию, оно не требует ни накернивания, ни предварительного засверливания. Было решено купить это сверло и испытать его на деле.
Итак, точечная сварка:

Сверло:

Результаты работы:

К плюсам можно отнести:
- В накернивании и предварительном засверливании нет никакой надобности. Прицелился и отсверлил.
- Второй лист металла не имеет сквозных отверстий после удаления сварной точки
К недостаткам:
- Высокая стоимость. Около 500р.
В заключении хотел бы сказать, что покупка себя оправдала. Больше практики — и отсверленные точки будут еще более аккуратными. Пока ничего не могу сказать о сроке службы сверла. Пробег: около 15 сварных точек.
Написал Александр, март 2010
Понравилось это:
Нравится Загрузка…
Похожее
This entry was posted on 29.03.2010 at 20:07 and is filed under Страница гаражного мастера Александра из Воронежа. You can follow any responses to this entry through the RSS 2.0 feed. You can leave a response, or trackback from your own site.
Навигация по записям
« Previous Post Next Post »hom2.wordpress.com