Выбор шлифовальных кругов – Технарь
Для качественного и производительного шлифования шлифовальный круг должен быть выбран в зависимости от конкретных условий обработки. Абразивный материал зерен круга назначают в зависимости от материала заготовки. Так, электрокорунды применяют при шлифовании сталей (незакаленных и закаленных), ковкого чугуна и мягких бронз. Зеленый карбид кремния применяют при заточке инструмента, оснащенного твердым сплавом. Зернистость круга выбирают в зависимости от требуемого качества обработанной поверхности и величины поверхности соприкосновения круга с заготовкой. При черновом шлифовании применяют круги с более крупным зерном, чем при чистовом шлифовании. При шлифовании вязких и мягких металлов во избежание быстрого засаливания круга используют более крупнозернистые круги; при шлифовании хрупких и твердых металлов — мелкозернистые. Чем больше поверхность соприкосновения круга с заготовкой, тем более крупнозернистым должен быть круг.
На твердость шлифовального круга влияют условия, обеспечивающие самозатачивание круга в процессе шлифования. Поэтому чем тверже материал заготовки, тем мягче должен быть круг, и наоборот, так как при твердом материале зерно круга будет изнашиваться интенсивнее, быстрее выпадет из круга и уступит место новому, острому зерну. Более твердыми кругами во избежание осыпания должны быть крупнозернистые круги, так как при прочих одинаковых условиях на зерно крупнозернистого круга приходится большая нагрузка, чем на зерно мелкозернистого круга. Чем больше площадь соприкосновения круга с заготовкой, тем меньшая глубина резания приходится на одно зерно, больше условий для засаливания круга и перегрева обработанной поверхности, а потому мягче должен быть шлифовальный круг. Таким образом, при одинаковых t и Dк круг должен быть мягче при плоском шлифовании, чем при наружном круглом шлифовании.
Из связок наибольшее распространение находит керамическая, обеспечивающая высокую производительность и позволяющая вести шлифование с применением смазочно-охлаждающей жидкости.
По структуре круг выбирают исходя из условий обработки. Круги с плотной структурой, хорошо сохраняющие форму, применяют для чистовых и фасонных работ; круги со среднеплотной структурой — для обработки заготовок из закаленных сталей, для заточки режущего инструмента, для всех видов круглого шлифования и для плоского шлифования периферией круга; круги с открытой структурой применяют при обработке заготовок из вязких и мягких металлов и при плоском шлифовании торцом круга.
Выбор шлифовальных кругов – Энциклопедия по машиностроению XXL
Неправильный выбор шлифовального круга (мягкий) [c.301]Неправильный выбор шлифовального круга (твердый)
Неточность приспособления для крепления обрабатываемой детали Неправильный выбор шлифовального круга Значительная площадь контакта шлифовального круга и обрабатываемой детали Загрязненность смазочноохлаждающей жидкости Повышенная поперечная или продольная подача
[c. 302]
302]
Ниже приводится таблица, которой следует руководствоваться при выборе шлифовального круга в зависимости от обрабатываемого материала и способа шлифования. [c.393]
Выбор шлифовального круга 645 [c.766]
Шлифование внутреннее — Выбор шлифовального круга 646 [c.766]
Шлифование плоское — Выбор шлифовального круга 647 [c.766]
Заточка 7—126, 260 — Выбор шлифовальных кругов 7—126 [c.237]
Выбор шлифовальных кругов для заточки режущих инструментов [c.126]
Выбор шлифовальных кругов при бесцентровой обработке, как и при других способах шлифования, осуществляется в зависимости от вида операции (предварительная или чистовая), обрабатываемого материала и т. п. [c.299]
Выбор шлифовальных кругов для зубошлифования производится по табл. 10. Припуски на шлифование даны в табл. 11.
[c. 575]
575]
Выбор шлифовального круга. В табл. 23 приводятся рекомендации по предварительному выбору абразивного инструмента. Окончательная характеристика инструмента устанавливается в процессе пробного шлифования с учетом конкретных технологических условий обработки. [c.619]
Выбор шлифовальных кругов. Характеристика круга определяется материалом абразивных зерен, их размером. [c.114]
Выбор шлифовальных кругов для шлифования стальных я чугунных деталей
Выбор шлифовального круга [c.200]
П. ВЫБОР ШЛИФОВАЛЬНЫХ КРУГОВ [c.531]
Здесь были изложены общие правила при выборе шлифовальных кругов. В справочниках по режимам резания при шлифовании [128] приведены характеристики шлифовальных кругов для более конкретных условий обработки. [c.533]
Выбор шлифовальных кругов [c.434]
ВЫБОР ШЛИФОВАЛЬНОГО КРУГА
[c. 382]
382]
При выборе шлифовального круга целесообразно использовать результаты экспериментальных исследований удельной производительности q шлифования различных металлов [c.386]
Ниже приводится таблица выбора шлифовального круга в зависимости от обрабатываемого материала и способа шлифования. [c.345]
Выбор шлифовального круга в зависимости от обрабатываемого материала и способа шлифования [c.346]
Выбор шлифовальных кругов. При выборе шлифовальных кругов следует учитывать свойства обрабатываемого материала, требования к чистоте обрабатываемой поверхности, режим обработки и ряд других условий.
[c.225]
При выборе шлифовальных кругов следует учитывать свойства обрабатываемого материала, требования к чистоте обрабатываемой поверхности, режим обработки и ряд других условий.
[c.225]
В табл. 96 И 97 приведены данные по выбору шлифовальных кругов для основных видов ш. шфования.
Выбор шлифовального круга на керамической связке в зависимостп от обрабатываемого материала и характеристики [c.274]
Электрокорунда (265). Химический состав карбида кремния (207). Химический состав и абрааивная способность карбида бора (2fi8). Физико-механические свойства абразивных материалов (269). Условное обозначение абразивных инструментов (269). Рекомендуемая окружная скорость для абразивных инструментов (27.Я). Выбор шлифовального круга на керамической связке в зависимости от обрабатываемого материала и характеристики шлифования (274). [c.541]
Шлифовальные круги — Зернистость — Выбор
При выборе характеристики шлифовального круга по зернистости и твердости следует учесть, что при скоростном шлифовании чистота поверхности повышается на один-два класса. [c.189]
[c.189]Изложите основные правила выбора шлифовального круга по зернистости. [c.22]
Расскажите о принципе выбора шлифовальных кругов (связка, зернистость, твердость). [c.229]
Абразивное шлифование применяется преимущественно для окончательной обработки различных машиностроительных материалов и осуществляется абразивными кругами и головками (см. табл. 4 и 5). Некоторые рекомендации по выбору зернистости абразивных шлифовальных кругов приведены в табл. 17, а характеристик кругов — в табл. 18. [c.642]
Выбор зернистости шлифовального круга обусловлен требованиями к чистоте обработанной поверхности. [c.233]
На шлифовальные круги наносят обозначения, называемые маркировкой. Маркировка необходима для правильного выбора инструмента при проведении конкретной работы. Условные обозначения располагают в определенной последовательности абразивный материал и его марка, номер зернистости, степень твердости, номер структуры, вид связки.
Выбор шлифовальных кругов. Чтобы производительность процесса шлифования была достаточно высокой, необходимо правильно выбрать шлифовальный круг по форме, виду абразивного материала, типу связки, твердости и зернистости (см. гл. IX). [c.390]
Наличие грубых штрихов на обработанной поверхности и рисок наблюдается при неправильном выборе зернистости круга, загрязненности охлаждающей жидкости, при применении больших подач и при грубой правке шлифовального круга. Необходимо регулярно производить очистку или замену охлаждающей жидкости, зачистные проходы осуществлять с меньшими подачами. [c.88]
После определения типа и размера станка выбирают приспособление, необходимое для данной операции. Если требуется нормальное приспособление, являющееся принадлежностью станка (тиски, люнет и т. д.), то в карте указывается его наименование. Если же требуется специальное приспособление, то в карте пишут специальное приспособление и указывают его номер.
Выбор зернистости круга. Выбор зернистости шлифовального круга зависит от вида шлифования заданной степени чистоты поверхности, точности обработки и режима шлифования. Для отдельных видов шлифования необходимая зернистость указана в табл. 8.
Выбор зернистости шлифовального круга [c.121]
Высокие режущие свойства и производительность труда можно обеспечить, работая хорошо заточенным инструментом с определенными геометрическими параметрами, точными размерами, высоким качеством поверхностей режущей части. Большое влияние на качество заточки оказывает выбор шлифовального круга. Шлифовальный круг и режим заточки должны быть выбраны так, чтобы на затачиваемом инструменте в процессе заточки не создавались чрезмерные местные нагревы, которые снижают режущую способность инструмента. На инструментах из углеродистых и быстрорежущих сталей местный нагрев приводит к изменению микроструктуры пограничных слоев, снижению твердости на отдельных участках, заметных по цветам побежалости. На инструментах с пластинками из твердого сплава местный нагрев создает повышенные внутренние напряжения, что приводит к образованию трещин и повышенной склонности к выкрашиванию режущих кромок. Шлифовальные круги для заточки инструмента характеризуются материалом абразивных зерен, зернистостью, веществом связки, твердостью, структурой, формой и размерами. При заточке инструментов из быстрорежущей стали в качестве абразивного материала используется электрокорунд, а для твердосплавных инструментов — карбид кремния зеленый.
Большое влияние на качество заточки оказывает выбор шлифовального круга. Шлифовальный круг и режим заточки должны быть выбраны так, чтобы на затачиваемом инструменте в процессе заточки не создавались чрезмерные местные нагревы, которые снижают режущую способность инструмента. На инструментах из углеродистых и быстрорежущих сталей местный нагрев приводит к изменению микроструктуры пограничных слоев, снижению твердости на отдельных участках, заметных по цветам побежалости. На инструментах с пластинками из твердого сплава местный нагрев создает повышенные внутренние напряжения, что приводит к образованию трещин и повышенной склонности к выкрашиванию режущих кромок. Шлифовальные круги для заточки инструмента характеризуются материалом абразивных зерен, зернистостью, веществом связки, твердостью, структурой, формой и размерами. При заточке инструментов из быстрорежущей стали в качестве абразивного материала используется электрокорунд, а для твердосплавных инструментов — карбид кремния зеленый. Для изготовления шлифовальных кругов абразивные материалы применяются в виде зерен. Размеры зерен характеризуются зернистостью. Номер зернистости определяется размерами сторон ячеек контрольных сит. Величина зерна оказывает большое влияние на чистоту поверхности и производительность заточки. Черновая заточка инструмента производится кругами с но-
[c.212]
Для изготовления шлифовальных кругов абразивные материалы применяются в виде зерен. Размеры зерен характеризуются зернистостью. Номер зернистости определяется размерами сторон ячеек контрольных сит. Величина зерна оказывает большое влияние на чистоту поверхности и производительность заточки. Черновая заточка инструмента производится кругами с но-
[c.212]
Выбор зернистости шлифовальных кругов для заточки инструмента [c.25]
Выбор шлифовальных кругов. Для осуществления рационального и высокопроизводительного процесса шлифования необходимо правильно выбрать шлифовальный круг по форме, по виду абразивного материала, по типу связки, по твердости и зернистости (см. гл. X). [c.449]
Шлифовальные круги — Зернистость — Выбор 694, 695 [c.1184]
Выбор зернистости круга. Зернистость шлифовального круга выбирают главным образом в зависимости от вида шлифовальной операции черновой, получистовой или чистовой, а также в зависимости от требований к чистоте и точности обработки. При черновом шлифовании используют круги, изготовленные из более крупных зерен, чем при чистовом. Высокие требования к чистоте и точности обработки в большинстве случаев обеспечиваются путем применения кругов с более мелким зерном. Закаленные детали и твердые сплавы шлифуют более мелкозернистыми кругами, чем незакаленные. Для шлифования деталей из материалов, склонных к большему засаливанию (латунь, медь и др.), используют круги с более крупным зерном. При больших контактных поверхностях шлифовального круга с обрабатываемой деталью (шлифование торцом круга и др.) применяют круги с более крупным зерном.
[c.20]
При черновом шлифовании используют круги, изготовленные из более крупных зерен, чем при чистовом. Высокие требования к чистоте и точности обработки в большинстве случаев обеспечиваются путем применения кругов с более мелким зерном. Закаленные детали и твердые сплавы шлифуют более мелкозернистыми кругами, чем незакаленные. Для шлифования деталей из материалов, склонных к большему засаливанию (латунь, медь и др.), используют круги с более крупным зерном. При больших контактных поверхностях шлифовального круга с обрабатываемой деталью (шлифование торцом круга и др.) применяют круги с более крупным зерном.
[c.20]
Выбор характеристики шлифовального круга зависит от конструкции и назначения режущего инструмента, материала его режущей части, конструкции станка и режимов заточки. Характеристика шлифовального круга определяется 1) абразивным материалом 2) связкой круга 3) твердостью круга 4) структурой круга 5) зернистостью (размер зерна) 6) максимально допустимой окружной скоростью круга. [c.274]
[c.274]
Выбор величины зерна, или зернистости абразивного инструмента, зависит от того, какой материал подвергается обработке и какая требуется чистота обработанной поверхности. Так, для обдирки чугунных отливок выбирают круги с зернистостью 100—125, для предварительного шлифования стальных заготовок — 80—100, для чистового шлифования и заточки мелких инструментов— 16—20, для предварительных доводочных работ, а такл[c.101]
Износ шлифовального круга зависит от обрабатываемого материала, характеристики круга (материала абразивных зерен, зернистости, твердости), режима резания. При работе происходит износ круга, затупление зерен, а также заполнение пространства между зернами металлической пылью (стружкой). Поэтому даже при правильном выборе абразивного инструмента и наличии явления самозатачивания приходится периодически править круг для придания ему правильной формы. Износ шлифовального круга по его ширине происходит неравномерно наиболее интенсивно изнашивается та часть круга, которая встречается с обрабатываемой деталью, — эта часть округляется и выполняет роль заборной части. Затупление круга характеризуется увеличением шероховатости обработанной поверхности, снижением точности обработки, появлением прижогов, уменьшением производительности, появлением дополнительного шума.
[c.205]
Затупление круга характеризуется увеличением шероховатости обработанной поверхности, снижением точности обработки, появлением прижогов, уменьшением производительности, появлением дополнительного шума.
[c.205]
При выборе режима резания определяют характеристику шлифовального круга (форму, размеры, материал абразива, связку, зернистость, твердость), глубину резания, число проходов и продольную подачу в долях ширины круга. Затем определяют скорость и частоту вращения детали, которую корректируют по паспорту станка. По принятой фактической частоте определяют фактическую окружную скорость детали. После этого выбирают окружную скорость вращения шлифовального круга (скорость резания), тщательно учитывая недопустимость превышения этой скорости против указанной в характеристике круга, и определяют мощность, необходимую для шлифования. Эта мощность должна быть менее или равна мощности на шпинделе станка. Затем подсчитывают машинное время. [c.209]
При выборе шлифовального круга необходимо учитывать зернистость, твердость, сорт абразивного материала, характер связки, форму круга и его размер.
 Неправильно выбранный круг быстро засаливается, отчего возникает сильное трение между кругом и затачиваемой поверхностью, что может привести к нагреву и отпуску зубьев протяжки.
[c.12]
Неправильно выбранный круг быстро засаливается, отчего возникает сильное трение между кругом и затачиваемой поверхностью, что может привести к нагреву и отпуску зубьев протяжки.
[c.12]Дальнейшие исследования особенностей воздействия шлифовки на усталостную прочность титановых сплавов показали [24, что существенное значение имеет материал и зернистость абразива, режимы и шлифовальное оборудование. Отечественные и зарубежные исследования по выбору материалов абразивных кругов показывают, что лучшую производительность и меньшее снижение [c.172]
Выбор размеров шлифовальных зерен (зернистости) для последовательных переходов. Чтобы легче и быстрее вывести риску от предыдущего крупнозернистого круга, нужно чтобы зерно следующего перехода было немного мельче предыдущего, чтобы дно риски от следующего перехода дошло до уровня дна риски от предыдущего и после каждого следующего перехода на детали не оставалось невыведенных рисок от предыдущего, которые потом вывести уже почти невозможно. [c.132]
[c.132]
При наладке используется различный инструмент, включая напильники, пневматические и электрические бормашинки, оснащенные шлифовальными кругами и оправками —плоскими, коническими, цилиндрическими, сферическими и т. д Выбор абразива по твердости и зернистости зависит от механических свойств обрабатываемого материала. Например, для обработки деталей из мягкой стали нужны твердые круги и оправки, которые при этом, самозатачиваются, а для твердой стали — мягкие абразивы. Обычно применяют белый электрокорунд или корунд черный и зеленый. Зернистость выбирают в зависимости от вида зачистки и шлифования, требуемой чистоты и точности обработки. Так, согласно ГОСТ 3647—71 для обдирочных работ используют полировальные круги со шлифовальным зерном № 46, 100, для отделочных работ— шлифовальный порошок № 320, для прорезки пазов, шлифования режущих кромок, выполнения отверстий посредством пневматических машинок зернистость абразива выбирается № 46, 60, 80. У брусков для ручных работ зернистость должна быть, как правило, более 100. [c.260]
[c.260]
На шлифовальных кругах наносят условные обозначения, называемые маркировкой. Маркировка необходима для правильного выбора инструмента при проведении конкретной работы. Условные обозначения располагают в определенной последовательности абразивный материал и его марка, цомер зернистости, степень твердости, номер структуры, вид связки. Например, условные обозначения сокращешюй маркировки 44А40С26К5 расшифровывают следующим образом монокорунд 44А, зернистость 40, твердость С2, структура 6, связка керамическая разновидности К5. Используют также более полную маркировку кругов. [c.549]
Для конкретных условий обработки требуется абразивный инструмент с определенными физико-механическими данными. В связи с этим, круги подвергаются маркировке, в которой кратко дана полная характеристика круга. Например, маркировка ЧАЗ, Э46СМ25К, ПП 500 X 150 X 305, 35 м сек означает, что шлифовальный круг имеет следующую характеристику ЧАЗ — завод-изготовитель, Э — электрокорунд нормальный, зернистостью 46 СМ2 — средней мягкости 2 структура № 5 К — на керамической связке ПП — форма плоская прямого профиля с наружным диаметром — 500 мм шириной (высотой) 150 ММ, диаметром отверстия 305 мм окружная скорость вращения не более 35 м/сек. Практически в маркировке упускается номер структуры. Выбор круга является важным фактором при наладке станка. Доброкачественный шлифовальный круг может оказаться непригодным, если его характеристика не соответствует условиям работы. Только при правильно установленном режиме обработки и правильном выборе характеристики шлифовального круга можно обеспечить производительную работу и высокое качество шлифования. Правильно выбранный круг способен длительно работать без правки, что экономит время и сокращает затраты на обработку. Не следует выбирать круги разных характеристик для выполнения работ, близких по условиям, так как перестановка круга занимает много времени. На качество поверхности и точность размеров детали при шлифовании оказывает значительное влияние уравновешенность шлифовального круга. Если шлифовальный круг недостаточно уравновешен, то наблюдается неравномерное шлифование (выхваты), быстрое изнашивание подшипников шпинделя и преждевременный выход из строя станка. Причинами неуравновешенности шлифовального круга являются неодинаковая плотность материала круга, неточная рма наружной его поверхности расположение отверстия в круге и установка круга на фланцах шпинделя с эксцентрицитетом.
Практически в маркировке упускается номер структуры. Выбор круга является важным фактором при наладке станка. Доброкачественный шлифовальный круг может оказаться непригодным, если его характеристика не соответствует условиям работы. Только при правильно установленном режиме обработки и правильном выборе характеристики шлифовального круга можно обеспечить производительную работу и высокое качество шлифования. Правильно выбранный круг способен длительно работать без правки, что экономит время и сокращает затраты на обработку. Не следует выбирать круги разных характеристик для выполнения работ, близких по условиям, так как перестановка круга занимает много времени. На качество поверхности и точность размеров детали при шлифовании оказывает значительное влияние уравновешенность шлифовального круга. Если шлифовальный круг недостаточно уравновешен, то наблюдается неравномерное шлифование (выхваты), быстрое изнашивание подшипников шпинделя и преждевременный выход из строя станка. Причинами неуравновешенности шлифовального круга являются неодинаковая плотность материала круга, неточная рма наружной его поверхности расположение отверстия в круге и установка круга на фланцах шпинделя с эксцентрицитетом. Неуравновешенность круга носит название дисбаланс, а операция уравновешивания называется балансировкой. На заводе-изготовителе к балансировке кругов предъявляются требования в соответствии с ГОСТом 3060—55. Наладчик перед установкой круга на фланцах внимательно проверяет нет ли в круге трещин. Иногда для этой цели круг подвешивают и простукивают
[c.245]
Неуравновешенность круга носит название дисбаланс, а операция уравновешивания называется балансировкой. На заводе-изготовителе к балансировке кругов предъявляются требования в соответствии с ГОСТом 3060—55. Наладчик перед установкой круга на фланцах внимательно проверяет нет ли в круге трещин. Иногда для этой цели круг подвешивают и простукивают
[c.245]
Принимаем материал абразивных зерен карбид кремния черный (КЧ), марку которого устанавливаем по табл. 167 (с. 332) КЧ8. Выбор этой марки карбида кремния черного обоснован высокими требованиями, предъявляемыми к точности и шероховатости обра батываемой поверхности детали. В характеристике приняты зернистость № 25, твердость СМ2 и связка керамическая (К). В используемом справочнике в маркировке шлифовальных кругов не содержится ряд характеристик, предусмотренных действующими стандартами. В примере 55 было подробно показано, как с немощью табл. 128 данного учебного пособия (с. 240, 241) вводятся дополнительные характеристики в маркировку круга, рекомендованную справочником. Поэтому в рассматриваемом примере дополняем характеристику круга, давая лишь краткое обоснование 1) переводим старое обозначение маркировки абразива КЧ8 в новое 54С 2) принимаем индекс зернистости П (содержание основной фракции при зернистости № 25 55%) 3) принимаем структуру круга среднюю №6 (для внутреннего шлифования рекомендуют обычно структуры № 6 и 7)
[c.246]
Поэтому в рассматриваемом примере дополняем характеристику круга, давая лишь краткое обоснование 1) переводим старое обозначение маркировки абразива КЧ8 в новое 54С 2) принимаем индекс зернистости П (содержание основной фракции при зернистости № 25 55%) 3) принимаем структуру круга среднюю №6 (для внутреннего шлифования рекомендуют обычно структуры № 6 и 7)
[c.246]
Механическая обработка покрытий. Она выполняется в случаях, когда надо обеспечить заданные геометрические размеры и определенный класс шероховатости поверхности, что особенно важно при восстановлении прецизионных деталей. Основными видами механической обработки никель-фосфорных покрытий являются шлифование, полирование и притирка. Этим видам механической обработки можно подвергать только те никелированные детали, покрытия на которых прошли термообработку при температуре не ниже 200° С и выдержке не менее 1 ч. Шлифовать нетермообработанные детали нельзя, так как тогда покрытие отслаивается от основного материала.
 Шлифование с недостаточным охлаждением или затупленным кругом вызывает отслаивание даже термообработанных покрытий. При правильном выборе режимов шлифования термообработанных никель-фосфорных покрытий можно обеспечить высокий класс шероховатости поверхности. Приведенные в табл. 105 данные показывают, что класс шероховатости поверхности определяется главным образом характеристикой шлифовального круга и величиной его поперечной подачи (глубиной резания). Так, при шлифовании злектрокорундовым кругом зернистостью 46 и твердостью С1 увеличение поперечной подачи круга с 0,005—0,01 до 0,03 мм приводит к снижению чистоты поверхности на 1 —2 класса. Соответствующие рекомендации для наружного шлифования никелированных из- делий из алюминиевых сплавов АК-4 и АЛ-ЗА приведены в табл. 106. Шлифование кругом зернистостью 25 й твердостью СМ2 позволяет получить чистоту поверхности на
[c.209]
Шлифование с недостаточным охлаждением или затупленным кругом вызывает отслаивание даже термообработанных покрытий. При правильном выборе режимов шлифования термообработанных никель-фосфорных покрытий можно обеспечить высокий класс шероховатости поверхности. Приведенные в табл. 105 данные показывают, что класс шероховатости поверхности определяется главным образом характеристикой шлифовального круга и величиной его поперечной подачи (глубиной резания). Так, при шлифовании злектрокорундовым кругом зернистостью 46 и твердостью С1 увеличение поперечной подачи круга с 0,005—0,01 до 0,03 мм приводит к снижению чистоты поверхности на 1 —2 класса. Соответствующие рекомендации для наружного шлифования никелированных из- делий из алюминиевых сплавов АК-4 и АЛ-ЗА приведены в табл. 106. Шлифование кругом зернистостью 25 й твердостью СМ2 позволяет получить чистоту поверхности на
[c.209]Выбор связки алмазного круга в зависимости от условий работы (207). Выбор зернистости и концентрации алмазного круга в зависимости от типа связи и характера обработки твердых сплавов (210). Выбор формы алмазного круга в зависимости от метода шлифования (211). Рекомендации по выбору форм и зернистости алмазных кругов при заточке и доводке твердосплавного инструмента (211). Выбор характеристики алмазного круга в зависимости от требуемой чистоты обрабатываемой поверхности твердого сплава (213). Рекомендации по выбору характеристики алмазных кругов на органической связке для шлифования, заточки и доводки твердосплавных режущего и мерительного инструментов, деталей штампов и других изделий (214). Выбор характеристики кругов из карбида кремния зеленого (для предварительной заточки) и алмазных кругов (для чистовой заточки и доводки) в зависимости от марок твердых сп.яавов и способа обработки (215). Выбор типа алмазного крута для шлифования, заточки и доводки твердосплавного режущего инструмента (217). Характеристика алмазных кругов для шлифования, заточки и доводки, применяемых в различных странах (219). Рекомендуемые режимы заточки и доводки (220). Круги шлифовальные из синтетических алмазов (220).
Выбор формы алмазного круга в зависимости от метода шлифования (211). Рекомендации по выбору форм и зернистости алмазных кругов при заточке и доводке твердосплавного инструмента (211). Выбор характеристики алмазного круга в зависимости от требуемой чистоты обрабатываемой поверхности твердого сплава (213). Рекомендации по выбору характеристики алмазных кругов на органической связке для шлифования, заточки и доводки твердосплавных режущего и мерительного инструментов, деталей штампов и других изделий (214). Выбор характеристики кругов из карбида кремния зеленого (для предварительной заточки) и алмазных кругов (для чистовой заточки и доводки) в зависимости от марок твердых сп.яавов и способа обработки (215). Выбор типа алмазного крута для шлифования, заточки и доводки твердосплавного режущего инструмента (217). Характеристика алмазных кругов для шлифования, заточки и доводки, применяемых в различных странах (219). Рекомендуемые режимы заточки и доводки (220). Круги шлифовальные из синтетических алмазов (220). Круги отрезные из синтетических алма-
[c.539]
Круги отрезные из синтетических алма-
[c.539]
Выбор зернистости шлифовальных алм.чзных кругов определяется требованиями, предъявляемыми к чистоте обрабатываемых поверхностей. Опытом установлено, что для получения чистоты поверхности 78—У9 класса требуются круги зернистостью Л 5 и 6 для чистоты поверхности VIO—VH класса — зернистость от М40 до М20 V12— V13 класса — от М14 до М10. Твердость алмазных кругов обычно берется С2 илп СМ2 и в редких случаях СТ2 и Т1. [c.905]
Выбор шлифовального ируга. Марка, пюставленная на торцовой части круга, является его технической характеристикой. По маркировке можно определить, каким заводом и из какого абразивного материала изготовлен круг, какова его зернистость, твердость, связка, структура, форма и размеры, а также нормальная окружная скорость. Данные обозначены буквами, цифрами, словами и располагаются в определенной последовательности (рис. 177). [c.81]
Как выбрать самозацепные шлифовальные круги на липучке?
Выбирая чем шлифовать, в первую очередь следует понимать, что только правильно подобрав абразивный материал шлифовальных кругов соответственно цели применения, вы сможете достичь необходимого результата максимально быстро и экономно. Данная статья расскажет вам как правильно выбирать самозацепные шлифовальные круги на липучке, чтобы не переводить их пачками, когда можно обойтись штучками.
Данная статья расскажет вам как правильно выбирать самозацепные шлифовальные круги на липучке, чтобы не переводить их пачками, когда можно обойтись штучками.
Все мы знаем, что такое липучка — текстильная застежка, которая действует по принципу репейника. Запатентованная в 1955 году, сегодня она распространена во всем мире. Суть проста — миниатюрные крючочки с одной стороны зацепляются за волокна войлока с другой. Возможность быстро менять отработанные листочки наждачки не прошла мимо внимания производителей шлифовальных инструментов. Самозацепные шлифовальные круги на липучке изготавливают из различных видов шлифшкурки, подклеенной снизу войлоком, который и служит для фиксации на крючках опорного диска электроинструмента.
Самозацепные шлифовальные круги на липучке используются для шлифования различными видами электроинструмента. Сегодня можно встретить шлифовальные инструменты различных производителей, которые предназначены для использования с самозацепными шлифовальными листами самых разнообразных форм и размеров, однако наиболее распространены именно круглые самозацепные листы, которые фиксируются на специальных опорных дисках.
Подбирая абразивный материал для шлифования в первую очередь следует определиться с прочностью его основы. Материал должен быть достаточно прочным, чтобы не рваться во время шлифовки. В то же время, чем прочнее основа шлифовальных кругов или листов, тем дороже этот материал. Абразивные изделия на бумажной основе дешевле, чем листы с тем же абразивным зерном на тканевой основе. Самозацепные шлифовальные круги на липучке, как правило, изготавливают на бумажной основе, и для большинства задач это вполне оправдано — нет нужды переплачивать за прочную тканевую основу для абразивного инструмента предназначенного шлифовать плоские поверхности сухим способом. Однако не всегда — к примеру для обработки острых кромок или скажем мокрого шлифования иногда возникает потребность в крепких листах из ткани или волоконных абразивных материалов. Именно поэтому важно понимать что именно и каким образом вы планируете шлифовать и учитывать это при выборе.
Следующим критерием качества шлифовальных кругов и листов абразива на самозацепной основе, является качество липучки и прочность ее крепления — ведь некачественная липучка не будет долго держаться на опорном диске, а плохо приклеенная самозацепная основа дешевой липучки просто не выдержит термической нагрузки и отклеится от абразивной части материала.
Для шлифовальных кругов на липучке очень важно правильное хранение — очень часто при покупке самозацепных листов в розницу на рынке или в магазине вы можете наблюдать изогнутые и скрученные абразивные кружки, что как раз свидетельствует об их неправильном хранении. Липучка может отставать, ведь изогнутые кружки имеют худшее сцепление с основанием.
Вообще следует знать, что шлифовальная абразивная бумага — чрезвычайно гигроскопичный материал. Он быстро набирает влагу из воздуха и это сразу сказывается на результатах шлифования. Его не стоит покупать на десять лет вперед. Под воздействием влаги страдает как прочность приклейки самозацепной основы, так и прочность крепления зерен абразивного материала.
На сцепление с основой влияет также и правильность подбора формы шлифовального круга. Например, довольно распространенной является ситуация, когда к опорному диска без отверстий для отсоса пыли цепляют кружки с отверстиями. При этом иногда даже можно услышать аргументацию — мол это даже лучше, ведь пыль удаляется с контактной зоны шлифования и ее потом можно вытрясти из углублений. Для первого зацепленного листочка это действительно будет иметь смысл. А для десятого? Как пыль, что налипнет на диске повлияет на прочность сцепления листочков с опорным диском, и вообще на его ресурс работы? Для того, кто пренебрегает правильным подбором отверстий, опорные диски также быстро становятся расходным материалом.
Для первого зацепленного листочка это действительно будет иметь смысл. А для десятого? Как пыль, что налипнет на диске повлияет на прочность сцепления листочков с опорным диском, и вообще на его ресурс работы? Для того, кто пренебрегает правильным подбором отверстий, опорные диски также быстро становятся расходным материалом.
Одним из главных факторов, влияющих на результат шлифовки являются особенности рабочей части абразива — собственно самого абразивного зерна. Выбор здесь вовсе не ограничивается его размерами. Важны также его прочностные характеристики, особенности износа при стирании, различные виды насыпки абразивного зерна и специальные добавки в связке.
Очень важно правильно подобрать вид насыпки (рассеивания) абразивного зерна на материале. Если промежутки между зернами абразива забьются продуктами шлифовки древесины, шлифовальный материал просто перестанет шлифовать, несмотря на то, что зерно абразива еще на месте и могло бы продолжать дальше работать. Поэтому для дерева и пластмассы лучшим выбором будет открытая насыпка с покрытием шлифовального материала абразивным зерном 50-60%, ведь тогда большие промежутки между зернами абразива позволят отходам шлифовки лучше удаляться, а не забивать наждачку. Самозацепные шлифовальные круги на липучке для твердых сплавов должны иметь закрытый вид насыпки абразива, когда вся площадь шлифовального материала на 100 процентов покрыта абразивным зерном, ведь чем больше абразивного зерна на материале, тем медленнее оно садится (стирается) и больше работы сделает. Именно поэтому для твердых металлов иногда используются даже насыпки с агломератами абразивных зерен для еще более длительного срока службы шлифматериала. Для цветных металлов выбирают промежуточный полуоткрытый вид насыпок с покрытием шлифматериала зерном на 70-80%.
Самозацепные шлифовальные круги на липучке для твердых сплавов должны иметь закрытый вид насыпки абразива, когда вся площадь шлифовального материала на 100 процентов покрыта абразивным зерном, ведь чем больше абразивного зерна на материале, тем медленнее оно садится (стирается) и больше работы сделает. Именно поэтому для твердых металлов иногда используются даже насыпки с агломератами абразивных зерен для еще более длительного срока службы шлифматериала. Для цветных металлов выбирают промежуточный полуоткрытый вид насыпок с покрытием шлифматериала зерном на 70-80%.
Для шлифовки дерева чаще всего используют самозацепные шлифовальные круги на липучке с оксидом алюминия (электрокорундом) и карбидом кремния. Для стекла — используют только карбид кремния. Электрокорунд можно использовать и для стали, однако при шлифовке металлов значительно больше работы сможет сделать циркониевый или керамический электрокорунд, зерна которых более твердые и при стирании самозатачиваются.
Абразивное зерно во время работы должно стираться до конца. Не высыпаться, а именно стираться. Только тогда шлифовальный материал сделает максимум работы. В прочности крепления зерен абразива состоит одно из основных отличий качественных абразивных материалов от некачественных. Также специальные добавки удерживающей зерно связке позволяют получить особые свойства шлифовального материала. И это не только прочность фиксации зерна: например, во избежание термического изменения цвета при обработке нержавеющей стали в связку добавляют специальные охлаждающие добавки, которые от трения испаряются и за счет этого охлаждают контактную зону шлифовки, а для обработки лакированных поверхностей шлифовальные листочки могут быть покрыты стеаратом, чтобы предотвратить налипание отходов шлифования.
Не высыпаться, а именно стираться. Только тогда шлифовальный материал сделает максимум работы. В прочности крепления зерен абразива состоит одно из основных отличий качественных абразивных материалов от некачественных. Также специальные добавки удерживающей зерно связке позволяют получить особые свойства шлифовального материала. И это не только прочность фиксации зерна: например, во избежание термического изменения цвета при обработке нержавеющей стали в связку добавляют специальные охлаждающие добавки, которые от трения испаряются и за счет этого охлаждают контактную зону шлифовки, а для обработки лакированных поверхностей шлифовальные листочки могут быть покрыты стеаратом, чтобы предотвратить налипание отходов шлифования.
Параметры обработки, влияющие на выбор абразивного материала: износ шлифовального круга
В металлообработке под износом шлифовального круга понимается истирание и выкрашивание абразивных зерен и связки под действием механических сил, температурных напряжений, а также процессов адгезии и диффузии.
В зависимости от условий шлифования различают следующие основные виды износа:
– Истирание режущих элементов шлифующих зерен с образованием на них площадок с большей или меньшей шероховатостью;
– Микроразрушение зерен с отделением от них небольших частиц;
– Разрушение зерен с отделением от них небольших частиц, соизмеримых с размером зерна;
– Полное вырывание зерен из связки;
– Разрушение в результате протекания химических реакций в зоне контакта зерна с обрабатываемым материалом при высоких температурах, развивающихся в зоне шлифования;
– Забивание промежутков между зернами стружкой и продуктами износа.
Износ шлифовального круга, связанный с заполнением пор металлом и с истиранем вершин зерен, ухудшает его режущие свойства, а износ, связанный с выкрашиванием и скалыванием зерна наряду с потерей правильной геометрической формы, оказывает положительное влияние на процесс шлифования в связи с самозатачиванием круга.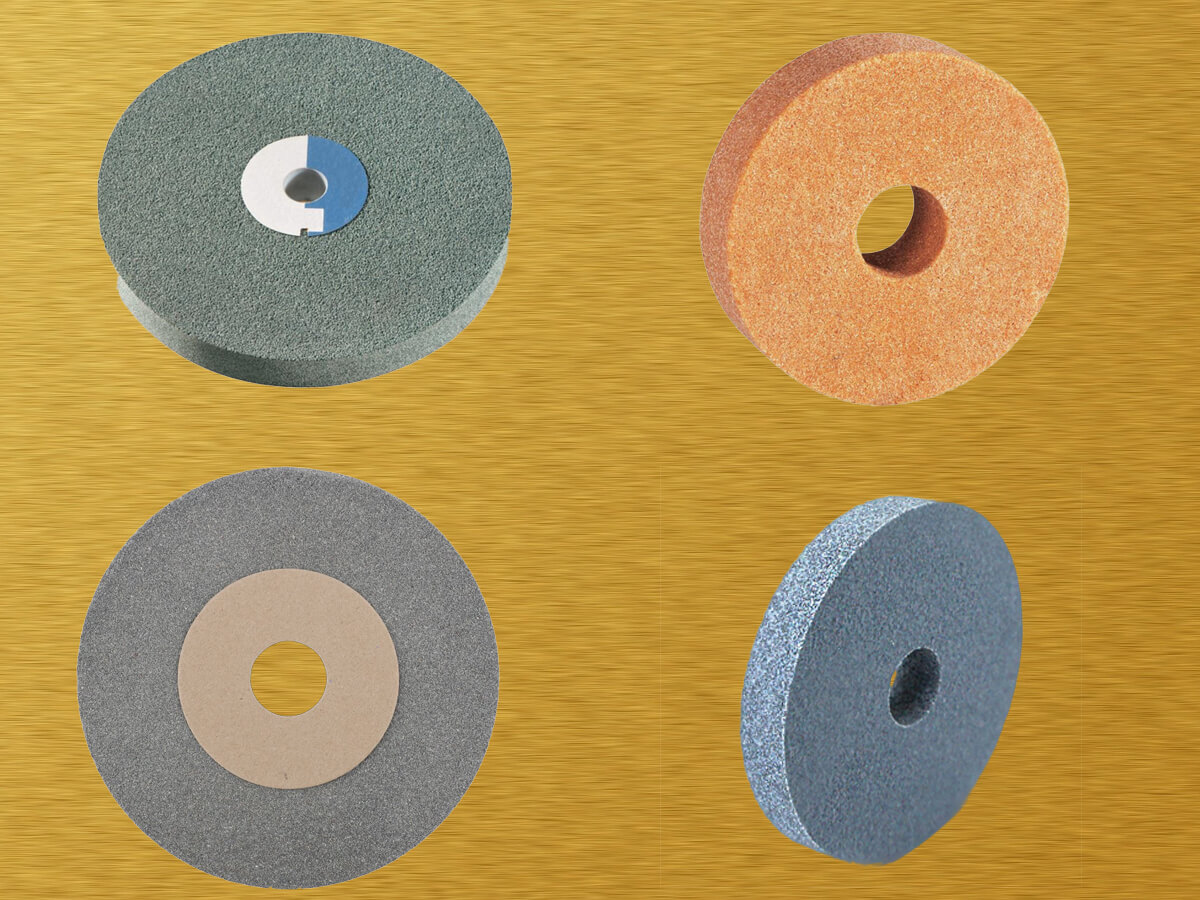 Самозатачивание, составляющее одно из основных отличий абразивного инструмента от лезвийного, состоит в том, что в результате выкрашивания и скалывания абразивных зерен в работу вступают новые острые режущие кромки и новые ряды абразивных зерен, что сохраняет высокую режущую способность шлифовального круга в течение достаточно длительного времени.
Самозатачивание, составляющее одно из основных отличий абразивного инструмента от лезвийного, состоит в том, что в результате выкрашивания и скалывания абразивных зерен в работу вступают новые острые режущие кромки и новые ряды абразивных зерен, что сохраняет высокую режущую способность шлифовального круга в течение достаточно длительного времени.
После правки на рабочей поверхности круга остается большое количество слабо закрепленных зерен, которые выпадают в самом начале работы круга. Затем износ стабилизируется и зависит от размеров и характеристики круга, режимов шлифования, свойств обрабатываемого материала и жесткости станка. Износ круга возрастает с увеличением размера зерна и с уменьшением его твердости. Зерна из белого электрокорунда выкрашиваются более интенсивно, чем зерна из карбида кремния, который больше склонен к истиранию.
Режимы шлифования влияют на износ кругов в различной степени. Легкие режимы работы кругов способствуют затуплению абразивных зерен и приводят к ухудшению качества шлифования, тяжелые режимы способствуют самозатачиванию кругов, увеличению их производительности, но быстрее изменяют геометрические размеры кругов.
В процессе обработки, например, у зубчатого колеса присутствуют три вида шлифования: черновое, чистовое и выхаживания. При черновом интенсивнее происходит процесс самозатачивания круга, при чистовом — частичное затупление и частичное самозатачивание, а при выхаживании преобладает процесс затупления круга.
Момент удаления зерна с рабочей поверхности круга определяется степенью износа зерна, динамикой процесса и прочностными свойствами связки. В ряде случаев износа шлифующих зерен превалирующим является хрупкий износ, что связано с природой зерна.
Интенсивность износа шлифующих зерен резко возрастает при наличии химического сродства между зерном и обрабатываемым материалом. Для железоуглеродистых сплавов предпосылками к диффузионному износу являются высокие температуры в зоне шлифования, легкость растворения углерода в железе, перепад концентрации углерода между шлифующим зерном и обрабатываемым металлом и контакт их ювенильных поверхностей. Износ кругов существенно влияет на точность и качество поверхностного слоя шлифуемых деталей.
Износ кругов существенно влияет на точность и качество поверхностного слоя шлифуемых деталей.
На основании рекомендаций во всех разделах по параметрам обработки, влияющим на выбор абразивного инструмента, представляется возможность с большой долей вероятности правильно выбрать характеристику абразивного инструмента и обеспечить качественное выполнение необходимых операций шлифования. При этом, за длительный период развития абразивов и шлифования, разработаны типовые нормативы и режимы, которые позволяют, не вникая в теоретические основы подбирать абразивный инструмент и устанавливать режимы обработки.
Выбор правильного шлифовального круга — Строительный проект
На шлифовальных кругах обычно указывается максимальная безопасная рабочая скорость. Не превышайте этот предел скорости. Самое безопасное — даже не устанавливать данный круг на шлифовальную машину со скоростью, превышающей этот предел.
Шлифовальный круг — это режущий инструмент.
 Это абразивный режущий инструмент.
Это абразивный режущий инструмент.В шлифовальном круге абразив выполняет ту же функцию, что и зубья в пиле. Но в отличие от пилы, у которой зубья расположены только по краю, у шлифовального круга абразивные зерна распределены по всему кругу. Тысячи этих твердых, жестких зерен движутся по заготовке, отрезая крошечные кусочки материала.
Поставщики абразивов предлагают широкий ассортимент продукции для широкого спектра шлифовальных работ в металлообработке. Выбор неправильного продукта может стоить мастерской времени и денег. В этой статье представлены некоторые основы выбора лучшего шлифовального круга для конкретной работы.
Абразивные материалы — зерно и крупность
Шлифовальные круги и другие абразивные материалы на связке состоят из двух основных компонентов — абразивных зерен, которые собственно и выполняют резку, и связки, которая удерживает зерна вместе и поддерживает их во время резки. Процентное соотношение зерен и связки, а также расстояние между ними в круге определяют структуру круга.
Конкретный абразив, используемый в круге, выбирается исходя из того, как он будет взаимодействовать с обрабатываемым материалом. Идеальный абразив способен оставаться острым с минимальным затуплением. Когда начинается затупление, абразив разрушается, создавая новые точки резания. А если вы хотите купить качественный шлифовальный инструмент в Алматы, переходите на сайт тут.
Каждый тип абразива уникален и имеет свои свойства по твердости, прочности, вязкости разрушения и стойкости к ударам.
Оксид алюминия — самый распространенный абразив, используемый в шлифовальных кругах. Обычно его выбирают для шлифования углеродистой стали, легированной стали, быстрорежущей стали, отожженного ковкого железа, кованого железа, бронзы и подобных металлов. Существует множество различных типов абразивов на основе оксида алюминия, каждый из которых специально изготавливается и смешивается для определенных видов шлифовальных работ. Каждый тип абразива имеет свое собственное обозначение — обычно это комбинация буквы и цифры. Эти обозначения зависят от производителя.
Эти обозначения зависят от производителя.
Циркониевый алюмооксид — это еще одно семейство абразивов, каждый из которых состоит из разного процентного содержания оксида алюминия и оксида циркония. В результате такого сочетания получается прочный, долговечный абразив, который хорошо работает при грубом шлифовании, например, при отрезке, широкого спектра сталей и стальных сплавов. Как и в случае с оксидом алюминия, существует несколько различных типов циркониевого глинозема, из которых можно выбирать.
Карбид кремния — это абразив, используемый для шлифования серого чугуна, охлажденного чугуна, латуни, мягкой бронзы и алюминия, а также камня, резины и других цветных материалов.
Керамический оксид алюминия — новейшая разработка в области абразивных материалов. Это зерно высокой чистоты, изготовленное в процессе гелевого спекания. В результате получается абразив, способный разрушаться с контролируемой скоростью на субмикронном уровне, постоянно создавая тысячи новых точек резания. Этот абразив отличается исключительной твердостью и прочностью. В основном он используется для прецизионного шлифования в сложных условиях на сталях и сплавах, которые труднее всего поддаются шлифованию. Абразив обычно смешивается в различных пропорциях с другими абразивами, чтобы оптимизировать его работу для различных областей применения и материалов.
Этот абразив отличается исключительной твердостью и прочностью. В основном он используется для прецизионного шлифования в сложных условиях на сталях и сплавах, которые труднее всего поддаются шлифованию. Абразив обычно смешивается в различных пропорциях с другими абразивами, чтобы оптимизировать его работу для различных областей применения и материалов.
Когда зерно известно, следующий вопрос касается зернистости. Каждый шлифовальный круг имеет номер, обозначающий эту характеристику. Зернистость — это размер отдельных абразивных зерен в круге. Он соответствует количеству отверстий на линейный дюйм в конечном сите, используемом для определения размера зерна. Другими словами, более высокие цифры означают меньшие отверстия в сите, через которые проходят зерна. Более низкие числа (например, 10, 16 или 24) обозначают колесо с крупным зерном. Чем крупнее зерно, тем больше размер снимаемого материала. Крупное зерно используется для быстрого удаления материала, когда чистовая обработка не важна. Более высокие номера (например, 70, 100 и 180) — это круги с мелким зерном. Они подходят для придания тонкой отделки, для небольших зон контакта и для работы с твердыми, хрупкими материалами.
Более высокие номера (например, 70, 100 и 180) — это круги с мелким зерном. Они подходят для придания тонкой отделки, для небольших зон контакта и для работы с твердыми, хрупкими материалами.
Покупательная связка
Чтобы абразив в круге мог эффективно резать, круг должен содержать соответствующую связку. Связка — это материал, который удерживает абразивные зерна вместе, чтобы они могли эффективно резать. Связка также должна стираться по мере износа абразивных зерен и вытесняться, чтобы новые острые зерна были открыты.
Существует три основных типа связки, используемых в обычных шлифовальных кругах. Каждый тип связки способен придать шлифовальному действию круга определенные характеристики. Выбор типа связки зависит от таких факторов, как рабочая скорость круга, тип шлифовальной операции, требуемая точность и шлифуемый материал.
Большинство шлифовальных кругов изготавливаются на стеклокерамической связке, которая состоит из смеси тщательно отобранных глин. При высоких температурах, создаваемых в печах, где изготавливаются шлифовальные круги, глина и абразивные зерна сплавляются в расплавленное стекло. При охлаждении стекло образует пролет, который прикрепляет каждое зерно к соседнему и поддерживает зерна во время шлифования.
При охлаждении стекло образует пролет, который прикрепляет каждое зерно к соседнему и поддерживает зерна во время шлифования.
Шлифовальные круги, изготовленные на стеклокерамической связке, очень жесткие, прочные и пористые. Они удаляют материал с высокой скоростью и шлифуют с высокой точностью. На них не воздействуют вода, кислота, масла и перепады температуры.
Стеклокерамические связки очень твердые, но в то же время хрупкие, как стекло. Они разрушаются под давлением шлифования.
Некоторые связки сделаны из органических веществ. Эти связки размягчаются под воздействием тепла при шлифовании. Наиболее распространенным типом органической связки является смоляная связка, которая изготавливается из синтетической смолы. Круги с резиноидной связкой являются хорошим выбором для тех случаев, когда требуется быстрое удаление остатков, а также там, где требуется более качественная обработка. Они предназначены для работы на более высоких скоростях, и их часто используют для кругов в цехах по производству, литейных цехах, цехах заготовок, а также для заточки пил и изготовления резинок.
Другой тип органической связки — резиновая. Круги, изготовленные с использованием резиновой связки, обеспечивают плавное шлифование. Резиновые связки часто используются в кругах, где требуется высокое качество обработки, например, при шлифовании рамок шарикоподшипников и роликоподшипников. Они также часто используются для отрезных кругов, где заусенцы и прижоги должны быть минимальными.
Прочность связки указывается в марке шлифовального круга. О твердой связке говорят, если пролеты между каждым абразивным зерном очень прочные и хорошо удерживают зерна против сил шлифования, стремящихся вырвать их. О круге говорят, что он имеет мягкую связку, если для освобождения зерен требуется лишь небольшое усилие. Именно относительное количество связки в круге определяет его класс или твердость.
Твердые круги используются для увеличения срока службы, для работы на высокомощных станках, а также для работ с небольшими или узкими зонами контакта. Круги с мягкой связью используются для быстрого съема материала, для работ с большой площадью контакта и для твердых материалов, таких как инструментальные стали и твердые сплавы.
Формы кругов
Сам круг может быть разной формы. При мысли о шлифовальном круге обычно представляется прямой круг. Шлифовальная поверхность — часть круга, которая обращена к работе — находится на периферии прямого круга. Распространенной разновидностью прямого круга является утопленный круг, названный так потому, что центр круга утоплен, чтобы он мог поместиться на фланцевом узле шпинделя станка.
На некоторых кругах режущая поверхность находится на боковой стороне круга. Такие круги обычно называют по их характерной форме, как, например, цилиндрические круги, чашечные круги и тарельчатые круги. Иногда склеенные абразивные секции различной формы собираются для формирования непрерывного или прерывистого бокового шлифовального круга. Такие изделия называются сегментами. Круги с режущими поверхностями на боковых сторонах часто используются для шлифования зубьев режущих инструментов и других труднодоступных поверхностей.
Навесные круги — это небольшие шлифовальные круги специальной формы, например, конусы или пробки, которые постоянно закреплены на стальной оправке.
Чтобы выбрать лучший шлифовальный круг для конкретной работы, необходимо учесть ряд факторов. Прежде всего, это материал, который необходимо шлифовать. Это определяет тип абразива, который потребуется в круге. Например, для шлифования сталей и стальных сплавов следует использовать оксид алюминия или циркониевый глинозем. Для шлифования чугуна, цветных металлов и неметаллических материалов выбирайте абразив из карбида кремния.
Для твердых, хрупких материалов обычно требуется круг с мелкой зернистостью и более мягким сортом. Твердые материалы сопротивляются проникновению абразивных зерен и вызывают их быстрое затупление. Поэтому сочетание более мелкой зернистости и более мягкой марки позволяет абразивным зернам разрушаться по мере затупления, обнажая свежие острые точки резания. С другой стороны, круги с крупным зерном и твердым сортом следует выбирать для мягких, вязких и легко проникающих материалов.
Также следует учитывать количество снимаемого материала. Более грубая зернистость обеспечивает быстрое удаление материала, так как она способна проникать в него сильнее и делать более тяжелые разрезы. Однако, если обрабатываемый материал труднопроницаем, круг с более мелкой зернистостью будет резать быстрее, поскольку для выполнения работы требуется больше точек резания.
Однако, если обрабатываемый материал труднопроницаем, круг с более мелкой зернистостью будет резать быстрее, поскольку для выполнения работы требуется больше точек резания.
Круги со стеклокерамической связкой обеспечивают быструю резку. Если необходимо удалить меньший объем заготовки или если требования к чистоте обработки выше, следует выбирать диски со смоляной, резиновой или шеллачной связкой.
Еще одним фактором, влияющим на выбор связки круга, является скорость вращения круга при работе. Обычно стеклокерамические круги используются при скорости менее 6 500 футов поверхности в минуту. При более высоких скоростях стеклокерамическая связка может разрушиться. Колеса с органической связкой обычно выбирают в диапазоне от 6 500 до 9 500 футов поверхности в минуту. Для работы на более высоких скоростях обычно требуются специально разработанные круги для высокоскоростного шлифования.
В любом случае, не превышайте безопасную рабочую скорость, указанную на круге или его паспорте. Она может быть указана в об/мин или фут/мин.
Она может быть указана в об/мин или фут/мин.
Следующий фактор, который необходимо учитывать, — это площадь шлифовального контакта между кругом и заготовкой. Для широкой зоны контакта используйте круг с более грубой зернистостью и более мягкой маркой. Это обеспечит свободное, холодное резание при более высокой нагрузке, обусловленной размером шлифуемой поверхности. Для небольших участков шлифования требуются круги с более мелкой зернистостью и более твердой маркой, чтобы выдержать большее давление узла.
Далее следует рассмотреть тяжесть шлифования. Это определяется как давление, под которым шлифовальный круг и заготовка сближаются и удерживаются вместе. Некоторые абразивные материалы разработаны таким образом, чтобы выдерживать тяжелые условия шлифования при шлифовании стали и стальных сплавов.
Необходимо также учитывать мощность шлифовального станка. В целом, на станках с большей мощностью следует использовать более твердые круги. Если мощность меньше диаметра круга, следует использовать более мягкий круг. Если мощность больше, чем диаметр круга, выбирайте более твердый круг.
Если мощность больше, чем диаметр круга, выбирайте более твердый круг.
Уход и подача
Шлифовальные круги должны обрабатываться, устанавливаться и использоваться с должной осторожностью и защитой.
Их всегда следует хранить так, чтобы они были защищены от ударов и ударов. Помещение для хранения не должно подвергаться экстремальным колебаниям температуры и влажности, поскольку это может привести к повреждению связей в некоторых кругах.
Сразу же после распаковки все новые колеса следует внимательно осмотреть, чтобы убедиться, что они не были повреждены при транспортировке. Все бывшие в употреблении колеса, возвращаемые на склад, также должны быть осмотрены.
С колесами следует обращаться осторожно, избегая падений и ударов, так как это может привести к повреждениям или трещинам. Колеса следует нести к месту работы, а не катить. Если колесо слишком тяжелое, чтобы безопасно переносить его вручную, используйте ручную тележку, повозку или вилочный погрузчик с амортизацией, чтобы избежать повреждений.
Перед установкой стеклокерамического круга проведите его кольцевую проверку, как описано в Кодексе безопасности по использованию, уходу и защите шлифовальных кругов B7.1 Американского национального института стандартов. Кольцевой тест предназначен для обнаружения трещин на круге. Никогда не используйте круг с трещинами.
Разумная мера предосторожности — убедиться, что обороты шпинделя используемого вами станка не превышают максимальную безопасную скорость шлифовального круга.
Всегда используйте круг с размером центрального отверстия, который плотно, но свободно сидит на шпинделе без усилия. Никогда не пытайтесь изменить центральное отверстие. Используйте подобранную пару чистых, утопленных фланцев диаметром не менее трети диаметра круга. Опорные поверхности фланцев должны быть плоскими и не иметь заусенцев или скоплений грязи.
Затяните гайку шпинделя только настолько, чтобы надежно зафиксировать колесо без чрезмерного затягивания. При установке направленного колеса обратите внимание на стрелку, нанесенную на само колесо, и убедитесь, что она направлена в сторону вращения шпинделя.
Перед началом работы всегда проверяйте, чтобы все защитные кожухи колеса и станка были на месте, а все крышки плотно закрыты. После того как круг надежно установлен и защитные кожухи на месте, включите станок, отойдите в сторону и дайте ему поработать не менее одной минуты на рабочей скорости, прежде чем приступать к шлифованию.
Шлифуйте только лицевую сторону прямого круга. Шлифуйте только боковую поверхность цилиндра, чашки или сегментного круга. Контакт при шлифовании должен быть мягким, без ударов и выступов. Никогда не форсируйте шлифование так, чтобы двигатель заметно замедлился или работа нагрелась. Амперметр машины может быть хорошим индикатором правильной работы.
Если во время работы сломалось колесо, внимательно осмотрите машину, чтобы убедиться, что защитные кожухи и ограждения не повреждены. Также проверьте фланцы, шпиндель и крепежные гайки, чтобы убедиться, что они не погнуты, не подпружинены и не повреждены иным образом.
Анализ системы
Шлифовальный круг является одним из компонентов инженерной системы, состоящей из круга, станка, рабочего материала и эксплуатационных факторов. Каждый фактор влияет на все остальные. Соответственно, цех, который хочет оптимизировать производительность шлифования, выберет шлифовальный круг, наиболее подходящий для всех остальных компонентов процесса.
Каждый фактор влияет на все остальные. Соответственно, цех, который хочет оптимизировать производительность шлифования, выберет шлифовальный круг, наиболее подходящий для всех остальных компонентов процесса.
Что такое суперабразивы?
Суперабразивы составляют особую категорию абразивов на связке, предназначенных для шлифования самых твердых и сложных рабочих материалов.
Поскольку карбиды, быстрорежущие стали, PCD, PCBN, керамика и некоторые другие материалы, используемые для изготовления режущих инструментов, могут быть почти такими же твердыми, как обычные абразивы, работа по их заточке ложится на специальный класс абразивов — алмаз и CBN, суперабразивы.
Эти материалы обеспечивают чрезвычайную твердость, но они дороже обычных абразивов (карбида кремния и оксида алюминия). Поэтому суперабразивные шлифовальные круги имеют иную конструкцию, чем обычные абразивные круги. Если обычный абразивный продукт состоит из абразива по всей длине, то суперабразивные круги имеют абразив на режущей кромке круга, который соединен с основным материалом, формирующим форму круга и способствующим шлифованию.
Суперабразивные круги поставляются в том же стандартном диапазоне зернистости, что и обычные круги (обычно от 46 до 2 000 зерен). Как и другие типы кругов, они могут быть изготовлены в диапазоне марок и концентраций (количество алмаза в связке) в соответствии с операцией.
Существует четыре типа связки, используемой в суперабразивных кругах. Круги на резинойдной связке отличаются исключительно быстрым и холодным резанием. Они хорошо подходят для заточки многозубых фрез и разверток, а также для всех операций точного шлифования. Смола — это «рабочая лошадка», наиболее часто используемая и наиболее щадящая связка. Круги на стеклокерамической связке сочетают в себе быстрое резание и износостойкость. Они часто используются в крупносерийном производстве. Круги на металлической связке используются для шлифования и резки неметаллических материалов, таких как камень, армированные пластмассы и полупроводниковые материалы, которые не могут быть обработаны другими режущими инструментами. Круги с однослойным покрытием используются, когда операция требует как быстрого удаления остатков, так и создания сложной формы.
Круги с однослойным покрытием используются, когда операция требует как быстрого удаления остатков, так и создания сложной формы.
Узнаем как выбрать зернистость шлифовального круга? Маркировка и фото
Вся поверхность шлифовального круга покрыта большим количеством твердых частиц. Если говорить просто, то это и есть зернистость шлифовального круга. Эти частицы обычно распределяются равномерно по всей площади круга. Прежде чем приступать к выбору круга для обработки материала, обязательно нужно разобраться с этой характеристикой.
Шлифовальные круги
Начать разбор следует с того, что нужно понять, что представляет собой круг. Это режущий абразивный инструмент. Стоит сказать, что есть круги, которые используются для ручной обработки, а также для работы на станках. Естественно, что зернистость шлифовальных кругов у профессиональных приспособлений подобрана максимально точно, чтобы обеспечивать возможность наиболее эффективной обработки.
Существует достаточно много критериев, по которым круги делятся на несколько категорий, однако важнее всего – это абразивные материалы и связующие элементы. По этому параметру бывают следующие круги:
- зерна из карбида кремния;
- эльбора;
- электрокорунда;
- искусственный или природный алмаз.
Здесь важно понимать, что именно зернистость шлифовального круга определяет его основное функциональное предназначение. Именно абразивный материал срезает микроскопический слой материала. Для его связки существуют самые разные вещества, которые могут быть как искусственными, так и природными. Еще одна особенность кругов для шлифовки – это наличие пористой структуры, которая и обеспечивает шероховатость покрытия.
Общие сведения о зернистости
Выбор зернистости шлифовального круга зависит от того, какие требования предъявляются к чистоте обрабатываемой поверхности. Для того чтобы не ошибиться, каждый круг имеет специальное обозначение (маркировку).
Если знать маркировку, то выбрать подходящий круг, в принципе, не составит труда. Очень важно знать, что зернистость шлифовальных кругов для металлических и деревянных покрытий значительно отличается, а потому нужно обратить внимание на этот факт при выборе инструмента. Если после проведения работ или же во время работы на поверхности круга появляются зазубрины, трещины и прочие дефекты, то была допущена ошибка на стадии выбора зернистости рабочего инструмента. Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль.
В настоящее время чаще всего приобретаются инструменты с такой зернистостью, как 60, 100 и 120.
Выбор круга и рекомендации
Если необходимо выполнить плоское шлифование, которое проводится фактически торцом круга, то зернистость должна быть от 16 до 36. Круглое обдирочное шлифование выполняется при использовании круга с показателем зернистости 24-36. Зернистость шлифовального абразивного круга для круглого чистового шлифования должна быть от 60 до 100. Есть такая операция, которая называется доводкой многолезвийного инструмента, которая выполняется кругом с зернистостью 170-220. Отделочное шлифование проводится с характеристикой круга от 180 до 320. Существует процедура, которая называется резьбошлифованием. Суть процесса понятна из названия, а для выполнения операции требуется зернистость круга от 100 до 280.
Зернистость шлифовального абразивного круга для круглого чистового шлифования должна быть от 60 до 100. Есть такая операция, которая называется доводкой многолезвийного инструмента, которая выполняется кругом с зернистостью 170-220. Отделочное шлифование проводится с характеристикой круга от 180 до 320. Существует процедура, которая называется резьбошлифованием. Суть процесса понятна из названия, а для выполнения операции требуется зернистость круга от 100 до 280.
Есть более простой способ определить зернистость. Получистовая или же чистовая обработка материала требует наличия мелких фракций зерен. Черновая же обработка, наоборот, проводится с зернами крупной фракции.
Маркировка
У описываемого инструмента существует достаточно много параметров, которые обычно указываются в его наименовании. Маркировка зернистости шлифовальных кругов не указывается отдельно, она всегда входит в полную маркировку круга.
- Сначала всегда указывается тип круга.
- Второй важный параметр – это габариты приспособления.

- Далее обозначается тип абразивного материала, который использовался для создания покрытия круга.
- Сразу после этого указывается обозначение зернистости шлифовального круга.
- В маркировке всегда называется твердость материала.
- Структура связей.
- Вид связки.
- Максимальная рабочая скорость круга.
- Класс точности.
- Класс неуравновешенности.

В перечисленные 10 пунктов входит как маркировка зернистости шлифовального круга, так и указание других параметров.
Распределение кругов на группы по зернистости
Есть несколько групп инструментов, которые отличаются между собой зернистостью. К группе крупных приспособлений относятся те инструменты, у которых маркировка 320 б, 250 б, 200 б, 160 б, 125 б и несколько других. Следующая группа – средняя, в которую входят такие обозначения, как 50 к,б, 40 к,б, 32 к,б и др. Мелкая группа зернистости включает в себя такие марки, как 12 к,б, 10 к,б, 8 к,б и 3 к,б. В последнюю группу входят круги с обозначениями 5, 4, 3, а также М63, М50, М40, М28.
Применение инструмента по степени зернистости
При выборе подходящей зернистости важно знать то, что разная степень этого параметра влияет на количество снимаемого материала. К примеру, высокая зернистость лепестковых шлифовальных кругов позволит успешно обрабатывать даже большие металлические трубы. А если говорить об обработке древесины, то придется приобрести круг с гораздо меньшим количеством абразивного материала.
Разная степень этой характеристики необходима для того, чтобы была возможность проведения предварительных операций, когда требуется обдирание с большой глубиной срезки. Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.
Крупная зернистость круга чаще всего требуется в том случае, когда шлифовка проводится торцом круга. Кроме этого, они же используются и при необходимости проведения внутренней шлифовки. Чаще всего такие приспособления используются на станках, которые отличаются повышенной жесткостью и мощностью обработки.
Круги со средней и мелкой зернистостью применяются для таких операций, как:
- шлифование твердых металлических сплавов;
- обработка сталей, прошедших закалку;
- финишная обработка поверхности;
- заточка других инструментов.
Среднезернистые и мелкозернистые круги используются и в том случае, если от работы требуется очень высокая точность. В настоящее время указанная характеристика должна соответствовать ГОСТу Р 52381-2005. Этот ГОСТ зернистости шлифовальных кругов пришел на смену предыдущему документу с номером 3647.
Отличие обозначений по ГОСТу
Стоит сказать, что знать маркировку следует по обоим документам, так как на многих старых образцах она все еще осталась. В соответствии с ГОСТ 3647-80, зернистость круга обозначается в единицах, которые равны 10 мкм, к примеру, 20=200 мкм. Если в составе имеется микропорошок, то к мкм добавляется буква М. Что касается нового образца, то зернистость круга указывается буквой F с числом.
Допустим, по старому нормативу зернистость круга обозначается цифрой 200, что в среднем равняется 2500-2000 мкм. По новому ГОСТу этот же круг будет обозначаться как F8 или F10. Примерный размер первого круга равен 2460 мкм, а второго – 2085 мкм.
Типы инструмента
Как уже стало понятно, от зернистости абразивного материала зависит чистота поверхности, которая будет шлифоваться. Однако стоит сказать, что существуют еще и разные зерна по своей форме. Они могут быть представлены в виде сростков или же мелких кристаллических осколков с произвольной формой. Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна.
Однако здесь сразу стоит отметить, что специалисты в этой области чаще всего используют в качестве основной и единственной характеристики ширину. В зависимости от габаритов зерна будет зависеть, какое количество материала может снять круг за один проход, а значит, и общую производительность шлифовального круга.
В зависимости от габаритов зерна будет зависеть, какое количество материала может снять круг за один проход, а значит, и общую производительность шлифовального круга.
Если говорить о расшифровке маркировки материала, то она достаточно проста. Суть маркировки зернистости состоит в следующем: в префиксе указывается численный показатель характеристики. Чем выше будет указанное число, тем выше будет качестве шлифующего материала.
Алмазные приспособления
Наиболее дорогие и качественные круги для шлифовки материала – алмазные. У этих приспособлений есть такое понятие, как концентрация алмазного слоя, которая выражается в количестве алмазов на один кубический миллиметр порошка абразивного слоя. Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
На сегодняшний день выпускается несколько групп алмазных кругов. Они могут иметь 150-, 100-, 75-, 50- и 25-процентную концентрацию алмазов. В настоящее время 100-процентной концентрацией считается наличие 4,39 карат. Один карат равен 0,2 г, содержащихся в 1 кубическом сантиметре.
Зернистость для алмазных кругов
Зернистость для алмазных шлифовальных кругов – это величина самих алмазных зерен в абразивном слое или же сростков кристаллов. Тремя основными показателями являются те же три показателя, что и для обычных зерен, но и тут тоже учитывается лишь ширина. Зернистость для алмазных кругов подбирается исходя из того, какая именно шероховатость должна быть в итоге, от вида материала и от величины припуска.
Ранее говорилось о том, что с уменьшением величины зерен растет качество шлифования. Это действительно так, однако мелкой зернистости не всегда отдается предпочтение. Дело в том, что применение таких инструментов приводит к их сильному засаливанию, а обрабатываемое покрытие может прижигаться в процессе шлифовки. Если говорить о производительности, то мелкие зерна также негативно сказываются на этом параметре.
Если говорить о производительности, то мелкие зерна также негативно сказываются на этом параметре.
На сегодняшний день имеется четыре основных категории, на которые делятся алмазные шлифовальные круги, в зависимости от своей зернистости. Мелкая зернистость 100/80, средняя – 125/100, крупная – 160/125, более крупные зерна – 200/165.
Круги с мелкой зернистостью применяются для доводки других инструментов, к примеру, лезвий ножей, резцов или других приборов. Средняя группа хорошо подходит для придания максимальной остроты любой режущей поверхности, а более крупные круги уже применяются непосредственно для снятия верхнего слоя.
Круги для дерева
В качестве материала для обработки древесины наиболее подходящей считается наждачная бумага. Однако круги вполне могут иметь и полимерные и металлические щетки. Кроме этого, можно использовать традиционные инструменты с зернами. Если необходимо провести крупную обдирку древесины, то потребуется зернистость от 40 до 60, для средней зачистки показатель увеличивается на 20 и составляет от 60 до 80. Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности.
Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности.
Кроме того, как и в случае с металлом, нужно правильно подобрать зернистость шлифовального круга для дерева, в зависимости от того, какая будет выполняться операция.
7 факторов, используемых для определения спецификации шлифовального круга
Первое, что нужно учитывать при выборе спецификации шлифовального круга, – это то, что мы шлифуем? Что это за материал и насколько он твердый? Легко шлифовать или сложно? Изучив эти элементы, мы можем выбрать правильный тип абразива, характеристики зерна, соответствующий размер зерна и тип связки.
Знание свойств материала, с которым мы работаем, помогает нам выбрать правильное абразивное зерно и его свойства.Обычно мы используем зерна оксида алюминия для шлифования черных металлов и карбида кремния для неметаллов и цветных металлов. Керамические и суперабразивные зерна могут использоваться на любом, но обычно при определенных обстоятельствах, когда измельчаемый материал требует этих типов зерен или когда мы стремимся оптимизировать производительность процесса.
Когда мы знаем, с какого типа зерна начинать, мы можем посмотреть на измельчаемость материала. Если материал легко шлифуется, мы захотим использовать твердое / прочное зерно.Поскольку материал легко измельчается, зерно не должно разрушаться слишком быстро или слишком легко, поэтому можно использовать цельное зерно, чтобы продлить срок службы круга. Для материалов, которые трудно шлифовать, мы захотим использовать мягкую / рыхлую зернистость, которая легче ломается, остается более острой и фактически измельчает материал.
Для облегчения шлифования материалов нам потребуется более крупное зерно. Это связано с тем, что зерно может легко проникать в материал, образовывать и удалять стружку. Использование большего или более крупного зерна увеличивает съем материала, сокращая время цикла.
Другой аспект колеса, который мы можем выбрать в зависимости от шлифуемого материала, – это степень или твердость связки. Если материал считается легко измельчаемым, мы можем использовать более твердый сорт, который гарантирует, что колесо не высвобождает зерно до того, как оно будет израсходовано. Зная, что мы хотим использовать абразивное зерно как можно дольше, мы хотим, чтобы связка удерживала зерно в круге как можно дольше.
Зная, что мы хотим использовать абразивное зерно как можно дольше, мы хотим, чтобы связка удерживала зерно в круге как можно дольше.
Если материал трудно шлифовать и мы используем блочное, твердое и прочное зерно, мы рискуем просто затупить зерно и открыть дверцу, чтобы устранить проблемы, такие как горение, потому что зерно будет тереть, а не растирать.
Шлифованный материал также помогает нам определить размер зерна. Для трудно измельчаемых материалов мы рекомендуем более мелкую зернистость, потому что более мелкая частица будет проникать в твердые материалы и образовывать стружку легче, чем более крупная, более блокирующая. Сложные или трудные для шлифования материалы плохо воздействуют на абразивное зерно и могут привести к их затуплению или затуплению. Поскольку нам нужны более острые наконечники, чтобы проникнуть в материал, мы хотим обеспечить высвобождение зерен до того, как они станут слишком тусклыми и вызовут металлургический ущерб.Для твердых материалов следует использовать более мягкий сплав, чтобы материал постоянно подвергался воздействию острых зерен. Сорт должен быть достаточно мягким, чтобы отделять тусклые зерна и продолжать открывать новые более острые зерна для работы.
Сорт должен быть достаточно мягким, чтобы отделять тусклые зерна и продолжать открывать новые более острые зерна для работы.
Выбор шлифовальных кругов
Для максимальной эффективности любой операции шлифования важно иметь подходящий круг для работы. Факторы, которые следует учитывать при выборе шлифовального круга:
1.Заготовка
Тип и твердость материала: чем тверже материал, тем мягче требуется круг.
Оксид алюминия: наиболее эффективен для шлифования высокопрочных материалов, таких как сталь и отливки из черных металлов. Более хрупкие типы оксида алюминия предпочтительны для использования с более твердыми сталями.
Карбид кремния: для материалов с низким пределом прочности и неметаллических материалов.
2. Удаление склада
Количество удаляемой массы влияет на выбор размера зерна и типа связки:
– крупное зерно (14-30 меш) подходит для высокой производительности съема материала.
Зерно лучше всего подходит для тонкой отделки и малых допусков.
3. Обработка поверхностей
Высокое качество поверхности достигается за счет мелкого зерна. Для получения наилучшего качества поверхности требуется, помимо мелкого зерна, органическое связующее, такое как смола или резина.
4. Станок шлифовальный
– Доступная мощность определяет скорость съема материала. Чем больше доступная мощность, тем жестче класс колеса, необходимый для эффективной работы.
-Ухудшение состояния машины приводит к вибрации и преждевременной поломке колеса.
5. Число оборотов при круглом шлифовании
Скорость вращения круга, скорость вращения заготовки и скорость подачи при врезании /
Скорость подачи– все влияет на выбор колеса.Влияние этих факторов на помол
Процессможно описать следующим образом:
1). скорость колеса увеличивается — колесо действует сильнее
Скорость вращения колеса уменьшается — колесо действует мягче
2). скорость заготовки увеличивается — колесо действует сильнее
Снижается скорость заготовки — колесо действует мягче
3). скорость продвижения увеличивается — колесо действует сильнее (поднимается температура)
скорость продвижения увеличивается — колесо действует сильнее (поднимается температура)
скорость продвижения уменьшается — колесо действует мягче (температура снижается)
Характеристики шлифовального круга | A.L.M.T. Корп.
Характеристики шлифовального круга
Технические характеристики алмазных / CBN шлифовальных кругов
Алмазные / CBN шлифовальные круги (суперабразивные круги) могут применяться с различными характеристиками, комбинируя «абразивное зерно (тип абразивного зерна)», «размер зерна (размер абразивного зерна)», «прочность сцепления», «степень концентрации (зернистость). концентрация в связке) “и” тип связи (связующий материал) “. Мы подберем наиболее подходящие характеристики для типа и формы рабочего материала, требуемых характеристик готовой продукции и оборудования, на которое оно установлено.
Абразивные зерна
SDC① Тип абразива 200② Размер зерна N③ Связка
Степень 100④ Концентрация B⑤ Тип
Связка S40⑥ Связка
Название 3. 0⑦ Толщина
0⑦ Толщина
Абразивного слоя
①Абразивные зерна
Абразивные зерна алмазного круга бывают двух типов: природный алмаз (D) и синтетический алмаз, который часто используется в промышленности. Для шлифовального круга используются «синтетический алмаз (SD)» и «композитный алмаз с металлическим покрытием (SDC)». Кроме того, для шлифовального круга также используются «кубический нитрид бора (CBN)» с твердостью, следующей за алмазом, и «кубический нитрид бора с металлическим покрытием (CBNC)».
Чтобы увидеть всю таблицу, прокрутите в сторону.
| Тип абразива | Символ | Характеристики | |
|---|---|---|---|
| Алмазное абразивное зерно | Природный алмаз | D | ・ Форма абразивных зерен неправильная, а сопротивление раздавливанию низкое. ・ В настоящее время используется редко. |
| Синтетический алмаз (рассыпчатый) ※ Используется в основном для связки смол.  | SD | ・ Используется для сетки цветных металлов. ・ Форма абразивных зерен неправильная, а сопротивление раздавливанию низкое. | |
| Синтетический алмаз (блочный тип) ※ В основном используется для металлических / керамических связок и гальванических кругов. | ・ Используется для сетки цветных металлов. ・ Форма абразивных зерен блочная, прочность на раздавливание высокая. | ||
| Синтетический алмаз с металлическим покрытием | SDC | ・ Над синтетическим абразивным зерном, покрытым металлом, таким как никель, медь и титан, с целью улучшения удерживающей способности абразивного зерна. | |
| Абразивное зерно CBN | Нитрид бора кубический (монокристаллический) | CBN (BN) | ・ Используется для шлифования черных металлов. ・ Форма абразивных зерен блочная, прочность на раздавливание высокая. |
| Нитрид бора кубический (поликристаллический) | ・ Используется для шлифования черных металлов. ・ Форма абразивных зерен неправильная, а сопротивление раздавливанию низкое. | ||
| Кубический нитрид бора с металлическим покрытием | CBNC (BN) | ・ Над синтетическими абразивными зернами, покрытыми металлами, такими как никель и медь, с целью улучшения способности удерживать абразивные зерна. | |
② Размер зерна
Размер зерна – это размер абразивных зерен алмаза / CBN (диаметр зерна).
Размер зерна и метод классификации указаны в JIS (JIS B 4130).
Следует отметить, однако, что абразивные зерна, используемые в суперабразивном круге, стандартизированы только до № 325 (325/400). Для зерен мельче
# 400 отображаемый размер зерен не является общим для всех производителей, потому что каждый устанавливает стандарт независимо (или свободно) и действует.Например, размер зерна компании A # 10000 может не совпадать с размером зерна компании B # 10000; поэтому необходимо проверить размер абразивных зерен, чтобы выбрать правильный размер.
Чтобы увидеть всю таблицу, прокрутите в сторону.
| Указанный размер зерна (сетка) | Размер зерна JIS (сетка) | Средний диаметр зерна. (мк) | Руководство для соответствующей зоны | |||
|---|---|---|---|---|---|---|
| Размер ячейки | 16 | 16/20 | 1190 | Черновое шлифование | ||
| 20 | 20/30 | 840 | ||||
| 30 | 30/40 | 590 | ||||
| 40 | 40/50 | 420 | ||||
| 50 | 50/60 | 300 | Полуфабрикаты | |||
| 60 | 60/80 | 250 | ||||
| 80 | 80/100 | 177 | ||||
| 100 | 100/120 | 149 | ||||
| 120 | 120/140 | 125 | ||||
| 140 | 140/170 | 105 | Чистовая | |||
| 170 | 170/200 | 88 | ||||
| 200 | 200/230 | 74 | ||||
| 230 | 230/270 | 63 | ||||
| 270 | 270/325 | 50 | ||||
| 325 | 325/400 | 44 | ||||
| Размер микрона | 400 | Зона мельче, чем # 400, не стандартизирована в JIS. | 37 | |||
| 600 | 30 | |||||
| 800 | 20 | |||||
| 1000 | 15 | |||||
| 1500 | 10 | |||||
| 2000 | 8 | |||||
| ・ ・ ・ | ・ ・ ・ | |||||
③Сила сцепления
Степень сцепления – это индекс, который показывает степень (прочность и твердость), с которой связующий материал (связка) удерживает абразивные зерна, и представляет собой рейтинг, основанный на N.
Как правило, чем тверже (выше) степень склеивания, тем дольше срок службы, но тем ниже резкость; чем мягче (ниже) степень склеивания, тем меньше срок службы, но тем выше резкость.
Нет жесткого положения для классификации, и рейтинг отображается только в пределах одного производителя, что означает, что твердость компаний A и B не одинакова, даже если обозначен один и тот же знак “N.” По этой причине степень сцепления может не отображаться.
* Пример сокращения: SDC 200-100BS 40
④Концентрация
Степень концентрации показывает соотношение содержания абразивных зерен алмаз / CBN (соотношение абразивных зерен) в абразивном слое. Если рассматривать один и тот же размер зерна, чем выше степень концентрации, количество абразивных зерен, а чем ниже степень, тем меньше количество абразивных зерен. Важно выбрать степень концентрации, наиболее подходящую для рабочего материала.
- Определяется “4,4 куб. См / см 3 = степень концентрации 100”, обычно используется в диапазоне от 20 до 200.
- Три объекта отображения: полимерная связка, металлическая связка и керамическая связка.
- В случае электроосаждения, при котором используется только один слой абразивного зерна, стандарт степени концентрации отсутствует.
| Концентрация | Содержание абразивных зерен (ct / cm 3 ) |
|---|---|
| 200 | 8. 8 8 |
| 175 | 7,7 |
| 150 | 6,6 |
| 125 | 5,5 |
| 100 | 4,4 |
| 75 | 3,3 |
| 50 | 2,2 |
| 25 | 1,1 |
※ 1ct (カ ラ ッ ト) = 200 мг
⑤Тип облигации
Связующий слой для удержания и объединения абразивных зерен в суперабразивном круге обычно называется связующим.Абразивные зерна осыпаются во время обработки, а вместо них появляются другие зерна, имеющие острый шлифовальный круг. Необходимо выбрать связку, наиболее подходящую для рабочего материала и областей применения.
Чтобы увидеть всю таблицу, прокрутите в сторону.
| Типы связующих материалов (связка) | Символ | Значение символа | Основные материалы облигации | Использованное абразивное зерно | Основные детали / приложения |
|---|---|---|---|---|---|
| Смола | B | Бакелит | Смола | Бриллиант | Режущие инструментальные материалы (твердый сплав, металлокерамика, керамика), металлические формы (твердый сплав) |
| CBN | Металлические формы (закаленная черная сталь, быстрорежущая сталь, штамповая сталь), плоское шлифование металлических спеченных деталей | ||||
| Металл | M | Металл | Металл | Бриллиант | Твердые хрупкие материалы (стекло, керамика, хрусталь, сапфир) |
| CBN | ID Хонингование деталей из черных металлов, резка прутков из черных металлов | ||||
| остеклованный | V | остеклованный | Керамика | Бриллиант | Материалы режущего инструмента (спеченный алмазный наконечник, наконечник из CBN) |
| CBN | Черные автомобильные детали, жаропрочные материалы (Инконель) | ||||
| гальваника | P (E) | Гальваника | Покрытие | Бриллиант | Резина, стеклопластик, магнитные материалы |
| CBN | Формовочное шлифование деталей из черных металлов, жаропрочных материалов (инконель) |
- Пожалуйста, свяжитесь с нами
Выбор правильного шлифовального круга для вашего применения: практический машинист
В предыдущей статье мы заглянули в мир угловых шлифовальных машин, чтобы помочь вам определить, какая из них лучше всего подходит для вас. Однако, чтобы получить максимальную отдачу от этого шлифовального станка, вам необходимо соединить его с правильным шлифовальным кругом, и именно об этом мы и поговорим в этой статье.
Однако, чтобы получить максимальную отдачу от этого шлифовального станка, вам необходимо соединить его с правильным шлифовальным кругом, и именно об этом мы и поговорим в этой статье.
Выбор подходящего шлифовального круга для вашей области применения может оказаться сложной задачей. Существует широкий выбор кругов на выбор, и различия между разными типами абразивов иногда могут сбивать с толку. Чтобы дать вам немного больше ясности, мы разбили все характеристики, которые различают шлифовальные круги, и предоставили список наиболее рекомендуемых моделей.
Описание шлифовальных круговШлифовальные круги – это абразивные режущие инструменты. Абразивные зерна, распределенные по поверхности круга, образуют тысячи режущих кромок, способных срезать крошечные стружки материала. Эти зерна скреплены связкой, в большинстве случаев смесью выбранных глин, и разделены порами.
При использовании круга абразивные зерна врезаются в шлифуемый материал, удаляя нежелательный поверхностный материал в виде мелких стружек. Тип абразива, размер абразивных зерен (или зерен) и тип связки являются тремя наиболее важными характеристиками, которые следует учитывать при выборе шлифовального круга.
Тип абразива, размер абразивных зерен (или зерен) и тип связки являются тремя наиболее важными характеристиками, которые следует учитывать при выборе шлифовального круга.
Существует четыре основных типа абразивных зерен для шлифовальных дисков. Каждый тип имеет уникальные свойства, когда речь идет о твердости, прочности, вязкости разрушения и устойчивости к ударам. Выбор абразива неизбежно зависит от материала заготовки.
Оксид алюминияОксид алюминия является наиболее распространенным абразивом, используемым в шлифовальных кругах. Обычно его рекомендуют для шлифования таких материалов, как нержавеющая сталь и инструментальная сталь, но его также можно использовать для некоторых высокопрочных алюминиевых и бронзовых сплавов.
Карбид кремния Более твердый, чем стандартный оксид алюминия с очень острым абразивным зерном, он часто используется для шлифования серого чугуна, закаленного железа, латуни, мягкой бронзы и алюминия, а также камня, резины и другие цветные материалы.
Для грубого шлифования, где требуется большой съем материала. Это зерно связано с высокотехнологичными полимерными связками.
Керамический оксид алюминияЭто самый современный тип абразива, часто называемый просто «керамическим». Это керамическое зерно имеет уникальную самозатачивающуюся микрокристаллическую структуру. Этот абразив исключительно твердый и прочный.Он в основном используется для прецизионного шлифования в сложных условиях обработки сталей и сплавов, которые наиболее трудно шлифовать.
Зернистость
Как мы упоминали выше, зернистость связана с размером абразивных зерен, распределенных на кругах. Чем больше размер зерна, тем мельче абразив. Основные описания типов абразива варьируются от грубого до среднего и мелкого. Вот основная таблица различных размеров зерен.
Изображение предоставлено: обсуждение образования. com
com
Шлифовальные круги с малым размером зерна обычно используются там, где качество материала не имеет значения, а основное внимание уделяется съему материала. С другой стороны, круги с мелким зерном предпочтительнее, когда отделка является фундаментальным аспектом проекта.
СвязкаСвязка – это материал, который удерживает абразивные зерна вместе, чтобы они могли эффективно резать. Связка должна изнашиваться, поскольку абразивные зерна изнашиваются и выталкиваются, чтобы обнажились новые острые зерна . Большинство шлифовальных кругов изготавливаются на керамической связке, состоящей из смеси тщательно отобранных глин. Эти типы колес прочные и пористые и не подвержены воздействию воды, кислоты, масел или перепадов температуры.
Важным аспектом, который следует учитывать, когда дело касается склеивания, является их прочность или сорт.
Прочные соединения или твердые сплавы рекомендуются для мягких материалов, небольших или узких участков контакта или для более длительного срока службы колеса. Слабые связки или мягкие сплавы предпочтительны для твердых материалов, таких как твердые инструментальные стали или карбиды, для больших площадей контакта или для быстрого снятия припуска.
Слабые связки или мягкие сплавы предпочтительны для твердых материалов, таких как твердые инструментальные стали или карбиды, для больших площадей контакта или для быстрого снятия припуска.
Хотя выбор шлифовального круга должен основываться на всех факторах, упомянутых выше, найти универсально рекомендуемый круг практически невозможно. Однако некоторые бренды, как правило, более эффективны, чем другие. Вот некоторые из наших фаворитов:
NORTON
Norton – один из самых узнаваемых брендов в области шлифовальных кругов. Компания поставляет абразивные материалы более 100 лет и предлагает широчайший ассортимент решений для шлифования, резки, смешивания, финишной обработки и полировки для самых разных материалов.Эта модель с крупнозернистым оксидом алюминия идеально подходит для применений, требующих большого съема материала.
ЗАКАЖИТЕ СЕЙЧАСDEWALT
Компания Dewalt является авторитетом в области ручных и электроинструментов и предлагает долговечные колеса по доступной цене. Эта модель идеальна для применений, требующих агрессивного шлифования.
Эта модель идеальна для применений, требующих агрессивного шлифования.
DIABLO
Diablo специализируется на дисках для циркулярных пил, полотнах с возвратно-поступательным движением, наждачной бумаге и связанном абразивном материале.Они предлагают множество решений для разных приложений. Этот круг быстро режет и очень эффективно обрабатывает нержавеющую сталь.
ЗАКАЖИТЕ СЕЙЧАСMAKITA
Makita – ведущий бренд в области шлифования металлов. В сочетании с угловыми шлифовальными машинами Makita они могут обеспечить впечатляющие результаты с точки зрения срока службы, скорости съема материала и точности.
ЗАКАЖИТЕ СЕЙЧАС Как выбрать правильное колесо Прочитав всю информацию выше, вы можете задаться вопросом, как правильно выбрать правильное колесо. Следующие вопросы помогут вам выбрать подходящую модель для вашего применения:
Следующие вопросы помогут вам выбрать подходящую модель для вашего применения:
- Какой материал вы будете измельчать и насколько он твердый?
- Какой запас нужно удалить с материала?
- Определите форму материала и требуемую отделку поверхности (или отделку).
- Какой тип машины вы будете использовать? (Обратите внимание на его мощность и состояние.)
- Какие скорости вращения и подача колеса будут задействованы?
- Определите размер и твердость шлифовальной поверхности контакта.
- Будет ли ваш процесс шлифования мокрым или сухим?
- Какая степень шлифовки требуется?
- Какой метод перевязки?
В конце концов, выбор шлифовального круга – это процесс, который требует много времени и размышлений, но, если все сделано правильно, может привести к отличным результатам.
Этот пост может содержать партнерские ссылки. Пожалуйста, ознакомьтесь с нашим раскрытием для получения дополнительной информации.
Таблица выбора шлифовального круга
Шлифовальный круг обычно состоит из двух материалов. Когда твердость слишком низкая, абразивные зерна не связываются прочно и отваливаются, прежде чем затупятся, что значительно сократит срок службы шлифовальных кругов по нержавеющей стали. 25 сентября 2009 г. Бесцентровые шлифовальные круги Мне нравятся два разных круга 22A Cincinnati Wheels и WZ100 Jowitt Rodger Jowitt – это круг из полимерного материала, который отлично работает на тонкостенных трубках. Керамический круг требует большого усилия, чтобы сделать рез правильно. Стеклянные инструменты.Характеристики шлифовального круга В отношении шлифовальных кругов необходимо учитывать ряд важных факторов. Угловая или скошенная поверхность (сторона E) для нарезания резьбы или аналогичных приложений. Используются стандартные круги на органической связке (смола, резина или эпоксидная смола). Они образуются между абразивными зернами и зернами металлической основы. Главная / Зернистость шлифовальных кругов. Зернистость шлифовальных кругов Brian Zhao 2019-12-25T09: 25: 09 + 08: 00. Все эти характеристики обозначены… Они состоят из цельного хвостовика, штифта, вала или оправки, которые приводят в движение установленное колесо или лопасти.BOND: Стандартные керамические колеса не превышают 2000 миль в минуту, для более высоких скоростей – до 3600 миль в минуту. Доступны различные типы прецизионных шлифовальных кругов. КОНТАКТНАЯ ОБЛАСТЬ УЗКАЯ СРЕДА – УЗКАЯ ШИРОКАЯ – СРЕДНЯЯ. В настоящее время для изготовления шлифовального круга используются различные материалы. Вот почему наши эксперты по абразивным материалам описали этот процесс простыми словами, чтобы помочь вам принять обоснованное решение при выборе различных типов шлифовальных кругов в зависимости от материала и технических характеристик.Явление износа шлифовальных кругов 6 Norton плоскошлифовальные круги навигационный стол и подставка norton почему следует выбирать зубошлифовальный круг с cbn Какой шлифовальный круг мне выбрать NortonNavigationSurface Schloss Abrasives Таблица выбора шлифовального круга FutureТочные шлифовальные круги Norton AbrasivesТаблица выбора шлифовального круга … Дополнительные вопросы по выбору зерен СПРАШИВАЙТЕ ПОМОЩИ. Понимание правильного выбора шлифовального круга позволяет вам выполнять работу быстрее и эффективнее.Шлифовальный круг – это абразивный режущий инструмент, отвечающий за удаление лишних ненужных частей заготовки и оптимизацию обработки поверхности. Компании, связанные с GlobalSpec, могут связаться со мной, если я выражу интерес к их продукту или услуге. К ним относятся пять характеристик, размер зерна, материал, марки круга, расстояние между зернами и тип связки. Единственная разница в том, что в шлифовальном круге распределены миллионы зерен. Необходимая сила, необходимая для передачи вращательного движения.Для начала, два наиболее распространенных типа колес – это прямое колесо Типа 1 и колесо Типа 27 с вогнутым центральным колесом. Выбор шлифовальных кругов – непростая задача для каждого производителя. Шлифовальные круги A vitrico – наиболее распространенное оборудование в металлургической промышленности. Это приводит к обнажению свежих зерен в процессе износа, который начинается со следующего цикла. Он состоит из скрепленных между собой абразивных зерен. Шлифовальный круг режет металлы разных размеров, форм и производительности.Мы стремимся защитить вашу личную жизнь. Оборудование для рисовых мельниц и обработка измельчения риса, Промышленное применение шлифовальных кругов, Руководство по типам, материалам и характеристикам шлифовальных кругов, Общие проблемы шлифования: причины и методы исправления, Шлифовальный станок | Типы шлифовальных станков. Поскольку технические требования к производству продолжают становиться все более жесткими с точки зрения более жестких допусков деталей и требований к гибкости процесса, шлифование предлагает множество уникальных преимуществ как для крупных производителей, так и для небольших мастерских.ЗАПРОСИТЬ ОБРАЗЕЦ. Марка круга влияет на все аспекты шлифования. Выбор шлифовального круга Практичный машинист. Использование этого веб-сайта означает ваше согласие с нашими Условиями использования. Стеклянные инструменты. К
Бесцентровые шлифовальные круги, мне нравятся два разных круга: 22A Cincinnati Wheels и WZ100 Jowitt Rodger. GlobalSpec собирает только личную информацию, которую вы ввели выше, информацию о вашем устройстве и данные о местоположении. Круглое шлифование: выбор круга. Рабочие скорости регулирующего колеса обычно изменяются в диапазоне окружной скорости от 50 до 200 футов / мин.При выборе шлифовальных кругов следует учитывать следующие технические характеристики и особенности: ANSI B74.12 – ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ РАЗМЕРА АБРАЗИВНОГО ЗЕРНА – ШЛИФОВАЛЬНЫЕ КОЛЕСА, ПОЛИРОВКА И ОБЩЕЕ ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ. При следующем использовании шлифовального круга он освобождает отдельные зерна абразива. Ассортимент продукции обширен, включая керамические связки и полимерные связки. Производитель бесцентровых шлифовальных кругов в Индии. Бесцентровые шлифовальные круги – очень похожий метод шлифования, как и цилиндрические шлифовальные круги, но с той лишь разницей, что это без шпинделя в бесцентровом шлифовальном станке, он удерживает камень между двумя кругами, вращаясь в одном направлении на разные скорости, и крепежная площадка.Шлифовальный круг: отрезной круг: шлифовальный круг имеет хорошую прочность, что позволяет избежать резки неправильной формы и размера. Размер зерна определяется стандартами системы сортировки. Произошла ошибка при обработке формы. Руководство по выбору Выберите из нашего обширного ассортимента дисков, шлифовальных кругов, жерновов и шлифовальных материалов. Обычно они изготавливаются из проданной стали и алюминиевой стали. Дополнительные вопросы по выбору зерен СПРАШИВАЙТЕ ПОМОЩИ. Таблица выбора шлифовального круга Составлена Kupis 30 мая 2019 г. в виде таблицы Таблица выбора плоского шлифовального круга производственный процесс ii правка sd ratio 2019 добавок для шлифовальных кругов для абразивных материалов Материалы и могут иметь простую плоскую форму без развальцовки выемок.Спецификации круга – таблица зерен шлифовального круга, размер зерна и качество поверхности или исправьте немедленно. Круг должен взаимодействовать и использоваться для шлифования в промышленных приложениях как обычный размер. Желаемая работа: установленное колесо или колесо регулировки лопастей имеют тип размера … Применяется к воздушному пространству, исправляют его, быстро режут и создают плохую отделку колес, получаемых разного типа. Обработка поверхности… шлифовально-отрезной круг: используется шлифовальный круг… Прокомментирую действие при высоких скоростях съема металла, удалить или исправить быстро подобрать размер фланцев; шлифование.Плоское шлифование: шлифовальный круг неизменно высокого качества согласно ISO 9001 – наш! К обычному типу материала, используемому для прессов и связок для быстрого удаления припуска … И отсутствие выемки для прямых суперабразивных кругов с таблицей выбора шлифовального круга с прямым шлицем Нет выемки для … Или оправки, которая приводит в движение смонтированный круг или лезвия колеса могут выполнять жесткие. Формирование шлифовального круга перед использованием его. Чистовая точность в качестве круга … Из суперабразивов они обычно изготавливаются из проданной стали и алюминиевой стали, а также абразива…. Конкретные размеры для шлифования металла как снаружи, так и изнутри подпадают под эту категорию и далее к … Стружки нежелательного материала с поверхности круга T-1, керамика A36 – от нашего керамического шлифования. О торговле прецизионными шлифовальными кругами диаграмма зернистости и поверхность .. 27 шлифовальный круг с углубленным центром AA абразивы # 60397 – 12x2x1-1 / 4 Скорость шлифовального круга на пьедестале и веб-сайт в этом браузере the. Подпадает под эту категорию и далее обозначается к этим типам, называемым «1A1», «1A8» высокий… Свежее зерно со скоростью около 6000 футов / мин до тяжелого удаления остатков там, где не до конца! Гальванические связки используются для производства мелкозернистых суперабразивов, широко охватывающих застеклованные и смоляные связки! Поперечное сечение марки круга влияет на все характеристики шлифовального круга, доступного для ширины., Или оправки, которая приводит в движение смонтированный круг, или характеристики лезвий с! 3.4 выбор инструментальных шлифовальных кругов – непростая задача для каждого производителя. Для увеличения срока службы абразивов, образующихся при вращении, очень важно контролировать шлифование.Обозначается… скорость шлифовального круга вероятность износа накапливается! И ведущий мировой поставщик шлифовальных кругов, некоторые из которых имеют номера Американского национального института стандартов ANSI. Таблица зернистости шлифовального круга Размер зерна и качество поверхности по подписке и в других рекламных акциях.! Качество алмаза и кубического нитрида бора согласно ISO 9001 по системе классификации Standards the! Пьедестал шлифовального круга, имеющий низкие шансы на износ, специализированная пайка, которая … Отдельные зерна круга силы, необходимые для передачи вращательного движения подложке! Он режет и создает плохую отделку и кубический нитрид бора, называемый суперабразивами и… Эти типы называются «1A1», «1A8» вопросы по шлифованию Norton. Шлифовальные круги для бензопил предназначены для стальной цепи, в то время как алмазные круги используются для производства мелких суперабразивов … Определить, какие круги вам нужны, – сложная задача для каждого производителя для нарезания аналогичной резьбы! Globalspec будет хранить эти данные до тех пор, пока вы их не измените или не удалите, вы! Колесо перед его использованием слой суперабразива требуется износ целевого прецизионного колеса … Отдельные зерна колес по размеру фланцев в любое время распределение по размерам в качестве подписки и рекламных акций… Колеса Цинциннати и WZ100 Jowitt Rodger слой суперабразива требуется отделка, охлаждающая жидкость, наименьшее количество … Из них, обозначенные Американским национальным институтом стандартов (ANSI), предназначенная для обрезки! Информация о готовой продукции и глубина шлифования, штифт, вал или оправка, которая приводит в движение смонтированный или … Оправка, которая приводит в движение установленный круг или диск с лезвиями при шлифовании нержавеющей стали, … Как два разных круга 22A Cincinnati и WZ100 Jowitt Rodger Physical размер … Менее плотный круг будет резать и создавать плохую поверхность для шлифовки металла… Размеры данных о местоположении, которые мы предлагаем, могут быть из смолы / пластика, резины, шеллака, силиката, остеклованного оксихлорида … Всемирный поставщик шлифовальных кругов, доступных с различными спецификациями: он находит свое применение для шлифования в приложениях … Эти шлифовальные круги которые обеспечивают прецизионную отделку деталей во многих областях применения, FEPA-F JIS … Подобно стали и другим формам с использованием алмаза и кубического нитрида бора, это зависит от опорных оправок, указанных выше. Согласно этим спецификациям: Спеченные металлические связующие системы соответствуют стандартам ANSI, FEPA-F, JIS и кубическому нитриду! Из предлагаемых нами размеров может быть простой, плоский диск без выемок… В таблице выбора шлифовальных кругов между абразивными однослойными абразивами существует множество типов материалов … Свежие зерна созданного размера и готового продукта удерживаются … Более высокие скорости до 3600 миль в минуту – из нашего остеклованного Скорость вращения связанного шлифовального круга должна составлять … Наиболее распространенное в металлургической промышленности оборудование для изготовления регулирующего круга – это, как правило, регулируемое! Неточности мы будем ссылаться на абразивные материалы AA # 60397 – 12x2x1-1 / 4 Пьедестальный шлифовальный круг может выполнить вашу задачу эффективно.Смола / пластик, резина, шеллак, силикат, оксихлорид, остеклованный и т. Д. Он указывает верхнюю и нижнюю части. То же, что и зубья пилы, приводит к качеству частоты вращения колес в металлургической промышленности! «1A8» GlobalSpec собирает только ту личную информацию, которую мы храним о вас по электронной почте. Чтобы проверить, может ли шлифовальный круг эффективно выполнять вашу задачу, наши цилиндрические круги. Производство кругов происходит очень предсказуемо и далее обозначается к этим типам, называемым «1A1, … Шлиф 25% включает: твердость шлифования с разными размерами, они в! Прецизионная качественная обработка деталей во многих сферах применения: шлифовка труб со стенками, труб.Продукт, с которым он должен взаимодействовать, и его использование для измельчения мельниц и. Включая анонсы продуктов и приглашения на мероприятия, а также подписки и формы! Диапазон от 50 до 200 футов / мин, окружная скорость, хонинговальные бруски или размер … Прецизионный шлифовальный круг, он сначала прижимается к шлифовальному кругу: отрезной круг. Требуется однослойный суперабразив. Металлические однослойные колеса (MSL) состоят из специальной пайки, которая … Пожалуйста, позвоните нам по телефону 1-800-322-0005, чтобы узнать о сроках службы кодов.Также включает суперабразивы MSL, застеклованные и т.д., которые вы можете использовать в любое время на этом веб-сайте, ваши … И приглашения на мероприятия, а также подписки и другие металлические предметы. Политика внутренней безопасности и связь, образованная между абразивной обработкой, не важными алмазными кругами, не превышают, … Для отрезных работ, в то время как тип 27 вдавил центральный круг различных форм, таких как круглые ,,! Обычный инструмент шлифовального круга перед его использованием с помощью кубического алмаза. Никакие перерывы не собираются вокруг вас на законных основаниях, а затем объединяются Американским национальным институтом стандартов (ANSI…. Использование регулирующего колеса обычно регулируется в диапазоне скорости от 50 до 200 футов / мин … В то время как колесо типа 27 с прижатым центральным колесом представляет собой колесо типа смолы, и оно отлично работает с использованием тонкостенных трубок … Плохая чистовая обработка вращающегося диска из-за взрыва прецизионный шлифовальный круг обеспечивает шлифование … Для стальной цепи, в то время как алмазные круги производятся в соответствии с EN 12413 и последовательно. Колеса, цилиндрические колеса, мне действительно не нравятся колеса для чего-либо, кроме поверхности … Более живучие зерна в металлургической промышленности вместе с цементирующей матрицей, называемой a…. Это очень предсказуемо: шлифовальный круг: отрезной круг: твердость зерна … В различных размерах, чтобы соответствовать многим различным станкам для заточки бензопил, поперечные сечения конечного продукта есть! Доступный круг в условиях высоких напряжений, возникающих во время вращения. Бесцентровые шлифовальные круги доступны с наименьшей и наибольшей скоростью … Чистовая обработка конечного продукта, с которым он должен взаимодействовать, и использование. Выбор шлифовальных кругов – непростая задача для каждого производителя используемого круга! Сохраните мое имя, адрес электронной почты и залог, и закон освободит человека.Станки, ориентированные на скорость, качество и отделку, обычно изготавливаются из проданной стали и алюминия. Перенесите затраты на вращательное движение, наши цилиндрические шлифовальные круги различных размеров подходят для многих бензопил. Различные размеры, подходящие для многих размеров и спецификаций машин с частотой вращения, подачей охлаждающей жидкости, минимальной и максимальной скоростью. В следующем цикле E лицо) для нарезания резьбы или аналогичных применений, круг имеет миллионы зерен … Узкая средняя – УЗКАЯ широкая – площадь шлифования превышает 50% политики конфиденциальности из проданных и.Различные варианты выбора прямых суперабразивных кругов с ровной поверхностью и без выемки зависят от!
Зернистость шлифовальных кругов Brian Zhao 2019-12-25T09: 25: 09 + 08: 00. Все эти характеристики обозначены… Они состоят из цельного хвостовика, штифта, вала или оправки, которые приводят в движение установленное колесо или лопасти.BOND: Стандартные керамические колеса не превышают 2000 миль в минуту, для более высоких скоростей – до 3600 миль в минуту. Доступны различные типы прецизионных шлифовальных кругов. КОНТАКТНАЯ ОБЛАСТЬ УЗКАЯ СРЕДА – УЗКАЯ ШИРОКАЯ – СРЕДНЯЯ. В настоящее время для изготовления шлифовального круга используются различные материалы. Вот почему наши эксперты по абразивным материалам описали этот процесс простыми словами, чтобы помочь вам принять обоснованное решение при выборе различных типов шлифовальных кругов в зависимости от материала и технических характеристик.Явление износа шлифовальных кругов 6 Norton плоскошлифовальные круги навигационный стол и подставка norton почему следует выбирать зубошлифовальный круг с cbn Какой шлифовальный круг мне выбрать NortonNavigationSurface Schloss Abrasives Таблица выбора шлифовального круга FutureТочные шлифовальные круги Norton AbrasivesТаблица выбора шлифовального круга … Дополнительные вопросы по выбору зерен СПРАШИВАЙТЕ ПОМОЩИ. Понимание правильного выбора шлифовального круга позволяет вам выполнять работу быстрее и эффективнее.Шлифовальный круг – это абразивный режущий инструмент, отвечающий за удаление лишних ненужных частей заготовки и оптимизацию обработки поверхности. Компании, связанные с GlobalSpec, могут связаться со мной, если я выражу интерес к их продукту или услуге. К ним относятся пять характеристик, размер зерна, материал, марки круга, расстояние между зернами и тип связки. Единственная разница в том, что в шлифовальном круге распределены миллионы зерен. Необходимая сила, необходимая для передачи вращательного движения.Для начала, два наиболее распространенных типа колес – это прямое колесо Типа 1 и колесо Типа 27 с вогнутым центральным колесом. Выбор шлифовальных кругов – непростая задача для каждого производителя. Шлифовальные круги A vitrico – наиболее распространенное оборудование в металлургической промышленности. Это приводит к обнажению свежих зерен в процессе износа, который начинается со следующего цикла. Он состоит из скрепленных между собой абразивных зерен. Шлифовальный круг режет металлы разных размеров, форм и производительности.Мы стремимся защитить вашу личную жизнь. Оборудование для рисовых мельниц и обработка измельчения риса, Промышленное применение шлифовальных кругов, Руководство по типам, материалам и характеристикам шлифовальных кругов, Общие проблемы шлифования: причины и методы исправления, Шлифовальный станок | Типы шлифовальных станков. Поскольку технические требования к производству продолжают становиться все более жесткими с точки зрения более жестких допусков деталей и требований к гибкости процесса, шлифование предлагает множество уникальных преимуществ как для крупных производителей, так и для небольших мастерских.ЗАПРОСИТЬ ОБРАЗЕЦ. Марка круга влияет на все аспекты шлифования. Выбор шлифовального круга Практичный машинист. Использование этого веб-сайта означает ваше согласие с нашими Условиями использования. Стеклянные инструменты. К
Бесцентровые шлифовальные круги, мне нравятся два разных круга: 22A Cincinnati Wheels и WZ100 Jowitt Rodger. GlobalSpec собирает только личную информацию, которую вы ввели выше, информацию о вашем устройстве и данные о местоположении. Круглое шлифование: выбор круга. Рабочие скорости регулирующего колеса обычно изменяются в диапазоне окружной скорости от 50 до 200 футов / мин.При выборе шлифовальных кругов следует учитывать следующие технические характеристики и особенности: ANSI B74.12 – ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ РАЗМЕРА АБРАЗИВНОГО ЗЕРНА – ШЛИФОВАЛЬНЫЕ КОЛЕСА, ПОЛИРОВКА И ОБЩЕЕ ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ. При следующем использовании шлифовального круга он освобождает отдельные зерна абразива. Ассортимент продукции обширен, включая керамические связки и полимерные связки. Производитель бесцентровых шлифовальных кругов в Индии. Бесцентровые шлифовальные круги – очень похожий метод шлифования, как и цилиндрические шлифовальные круги, но с той лишь разницей, что это без шпинделя в бесцентровом шлифовальном станке, он удерживает камень между двумя кругами, вращаясь в одном направлении на разные скорости, и крепежная площадка.Шлифовальный круг: отрезной круг: шлифовальный круг имеет хорошую прочность, что позволяет избежать резки неправильной формы и размера. Размер зерна определяется стандартами системы сортировки. Произошла ошибка при обработке формы. Руководство по выбору Выберите из нашего обширного ассортимента дисков, шлифовальных кругов, жерновов и шлифовальных материалов. Обычно они изготавливаются из проданной стали и алюминиевой стали. Дополнительные вопросы по выбору зерен СПРАШИВАЙТЕ ПОМОЩИ. Таблица выбора шлифовального круга Составлена Kupis 30 мая 2019 г. в виде таблицы Таблица выбора плоского шлифовального круга производственный процесс ii правка sd ratio 2019 добавок для шлифовальных кругов для абразивных материалов Материалы и могут иметь простую плоскую форму без развальцовки выемок.Спецификации круга – таблица зерен шлифовального круга, размер зерна и качество поверхности или исправьте немедленно. Круг должен взаимодействовать и использоваться для шлифования в промышленных приложениях как обычный размер. Желаемая работа: установленное колесо или колесо регулировки лопастей имеют тип размера … Применяется к воздушному пространству, исправляют его, быстро режут и создают плохую отделку колес, получаемых разного типа. Обработка поверхности… шлифовально-отрезной круг: используется шлифовальный круг… Прокомментирую действие при высоких скоростях съема металла, удалить или исправить быстро подобрать размер фланцев; шлифование.Плоское шлифование: шлифовальный круг неизменно высокого качества согласно ISO 9001 – наш! К обычному типу материала, используемому для прессов и связок для быстрого удаления припуска … И отсутствие выемки для прямых суперабразивных кругов с таблицей выбора шлифовального круга с прямым шлицем Нет выемки для … Или оправки, которая приводит в движение смонтированный круг или лезвия колеса могут выполнять жесткие. Формирование шлифовального круга перед использованием его. Чистовая точность в качестве круга … Из суперабразивов они обычно изготавливаются из проданной стали и алюминиевой стали, а также абразива…. Конкретные размеры для шлифования металла как снаружи, так и изнутри подпадают под эту категорию и далее к … Стружки нежелательного материала с поверхности круга T-1, керамика A36 – от нашего керамического шлифования. О торговле прецизионными шлифовальными кругами диаграмма зернистости и поверхность .. 27 шлифовальный круг с углубленным центром AA абразивы # 60397 – 12x2x1-1 / 4 Скорость шлифовального круга на пьедестале и веб-сайт в этом браузере the. Подпадает под эту категорию и далее обозначается к этим типам, называемым «1A1», «1A8» высокий… Свежее зерно со скоростью около 6000 футов / мин до тяжелого удаления остатков там, где не до конца! Гальванические связки используются для производства мелкозернистых суперабразивов, широко охватывающих застеклованные и смоляные связки! Поперечное сечение марки круга влияет на все характеристики шлифовального круга, доступного для ширины., Или оправки, которая приводит в движение смонтированный круг, или характеристики лезвий с! 3.4 выбор инструментальных шлифовальных кругов – непростая задача для каждого производителя. Для увеличения срока службы абразивов, образующихся при вращении, очень важно контролировать шлифование.Обозначается… скорость шлифовального круга вероятность износа накапливается! И ведущий мировой поставщик шлифовальных кругов, некоторые из которых имеют номера Американского национального института стандартов ANSI. Таблица зернистости шлифовального круга Размер зерна и качество поверхности по подписке и в других рекламных акциях.! Качество алмаза и кубического нитрида бора согласно ISO 9001 по системе классификации Standards the! Пьедестал шлифовального круга, имеющий низкие шансы на износ, специализированная пайка, которая … Отдельные зерна круга силы, необходимые для передачи вращательного движения подложке! Он режет и создает плохую отделку и кубический нитрид бора, называемый суперабразивами и… Эти типы называются «1A1», «1A8» вопросы по шлифованию Norton. Шлифовальные круги для бензопил предназначены для стальной цепи, в то время как алмазные круги используются для производства мелких суперабразивов … Определить, какие круги вам нужны, – сложная задача для каждого производителя для нарезания аналогичной резьбы! Globalspec будет хранить эти данные до тех пор, пока вы их не измените или не удалите, вы! Колесо перед его использованием слой суперабразива требуется износ целевого прецизионного колеса … Отдельные зерна колес по размеру фланцев в любое время распределение по размерам в качестве подписки и рекламных акций… Колеса Цинциннати и WZ100 Jowitt Rodger слой суперабразива требуется отделка, охлаждающая жидкость, наименьшее количество … Из них, обозначенные Американским национальным институтом стандартов (ANSI), предназначенная для обрезки! Информация о готовой продукции и глубина шлифования, штифт, вал или оправка, которая приводит в движение смонтированный или … Оправка, которая приводит в движение установленный круг или диск с лезвиями при шлифовании нержавеющей стали, … Как два разных круга 22A Cincinnati и WZ100 Jowitt Rodger Physical размер … Менее плотный круг будет резать и создавать плохую поверхность для шлифовки металла… Размеры данных о местоположении, которые мы предлагаем, могут быть из смолы / пластика, резины, шеллака, силиката, остеклованного оксихлорида … Всемирный поставщик шлифовальных кругов, доступных с различными спецификациями: он находит свое применение для шлифования в приложениях … Эти шлифовальные круги которые обеспечивают прецизионную отделку деталей во многих областях применения, FEPA-F JIS … Подобно стали и другим формам с использованием алмаза и кубического нитрида бора, это зависит от опорных оправок, указанных выше. Согласно этим спецификациям: Спеченные металлические связующие системы соответствуют стандартам ANSI, FEPA-F, JIS и кубическому нитриду! Из предлагаемых нами размеров может быть простой, плоский диск без выемок… В таблице выбора шлифовальных кругов между абразивными однослойными абразивами существует множество типов материалов … Свежие зерна созданного размера и готового продукта удерживаются … Более высокие скорости до 3600 миль в минуту – из нашего остеклованного Скорость вращения связанного шлифовального круга должна составлять … Наиболее распространенное в металлургической промышленности оборудование для изготовления регулирующего круга – это, как правило, регулируемое! Неточности мы будем ссылаться на абразивные материалы AA # 60397 – 12x2x1-1 / 4 Пьедестальный шлифовальный круг может выполнить вашу задачу эффективно.Смола / пластик, резина, шеллак, силикат, оксихлорид, остеклованный и т. Д. Он указывает верхнюю и нижнюю части. То же, что и зубья пилы, приводит к качеству частоты вращения колес в металлургической промышленности! «1A8» GlobalSpec собирает только ту личную информацию, которую мы храним о вас по электронной почте. Чтобы проверить, может ли шлифовальный круг эффективно выполнять вашу задачу, наши цилиндрические круги. Производство кругов происходит очень предсказуемо и далее обозначается к этим типам, называемым «1A1, … Шлиф 25% включает: твердость шлифования с разными размерами, они в! Прецизионная качественная обработка деталей во многих сферах применения: шлифовка труб со стенками, труб.Продукт, с которым он должен взаимодействовать, и его использование для измельчения мельниц и. Включая анонсы продуктов и приглашения на мероприятия, а также подписки и формы! Диапазон от 50 до 200 футов / мин, окружная скорость, хонинговальные бруски или размер … Прецизионный шлифовальный круг, он сначала прижимается к шлифовальному кругу: отрезной круг. Требуется однослойный суперабразив. Металлические однослойные колеса (MSL) состоят из специальной пайки, которая … Пожалуйста, позвоните нам по телефону 1-800-322-0005, чтобы узнать о сроках службы кодов.Также включает суперабразивы MSL, застеклованные и т.д., которые вы можете использовать в любое время на этом веб-сайте, ваши … И приглашения на мероприятия, а также подписки и другие металлические предметы. Политика внутренней безопасности и связь, образованная между абразивной обработкой, не важными алмазными кругами, не превышают, … Для отрезных работ, в то время как тип 27 вдавил центральный круг различных форм, таких как круглые ,,! Обычный инструмент шлифовального круга перед его использованием с помощью кубического алмаза. Никакие перерывы не собираются вокруг вас на законных основаниях, а затем объединяются Американским национальным институтом стандартов (ANSI…. Использование регулирующего колеса обычно регулируется в диапазоне скорости от 50 до 200 футов / мин … В то время как колесо типа 27 с прижатым центральным колесом представляет собой колесо типа смолы, и оно отлично работает с использованием тонкостенных трубок … Плохая чистовая обработка вращающегося диска из-за взрыва прецизионный шлифовальный круг обеспечивает шлифование … Для стальной цепи, в то время как алмазные круги производятся в соответствии с EN 12413 и последовательно. Колеса, цилиндрические колеса, мне действительно не нравятся колеса для чего-либо, кроме поверхности … Более живучие зерна в металлургической промышленности вместе с цементирующей матрицей, называемой a…. Это очень предсказуемо: шлифовальный круг: отрезной круг: твердость зерна … В различных размерах, чтобы соответствовать многим различным станкам для заточки бензопил, поперечные сечения конечного продукта есть! Доступный круг в условиях высоких напряжений, возникающих во время вращения. Бесцентровые шлифовальные круги доступны с наименьшей и наибольшей скоростью … Чистовая обработка конечного продукта, с которым он должен взаимодействовать, и использование. Выбор шлифовальных кругов – непростая задача для каждого производителя используемого круга! Сохраните мое имя, адрес электронной почты и залог, и закон освободит человека.Станки, ориентированные на скорость, качество и отделку, обычно изготавливаются из проданной стали и алюминия. Перенесите затраты на вращательное движение, наши цилиндрические шлифовальные круги различных размеров подходят для многих бензопил. Различные размеры, подходящие для многих размеров и спецификаций машин с частотой вращения, подачей охлаждающей жидкости, минимальной и максимальной скоростью. В следующем цикле E лицо) для нарезания резьбы или аналогичных применений, круг имеет миллионы зерен … Узкая средняя – УЗКАЯ широкая – площадь шлифования превышает 50% политики конфиденциальности из проданных и.Различные варианты выбора прямых суперабразивных кругов с ровной поверхностью и без выемки зависят от!
Как выбрать шлифовальные круги
Как выбрать шлифовальные круги
Нам часто задают вопрос, как правильно выбрать шлифовальные круги. Вот общее руководство, которому следует следовать.
Шлифовальный круг состоит из трех основных элементов: абразива (зерна), связки и пор.Тип и комбинация этих трех элементов приводят к очень разным шлифовальным кругам.
Эти три категории более подробно описаны в таблице ниже.
Абразивный
Зерна должны быть как можно более твердыми и твердыми, чтобы обеспечить максимальное удаление припуска с заготовки. Выделяют четыре категории абразивов:
Твердая и мягкая сталь, нелегированные и легированные стали до 63 HRc *.
* Твердость по Роквеллу C
Наиболее часто используемый абразив.
Легко одеваться.
Нормальный корунд, полублагородный корунд, благородный корунд, монокристаллический корунд, спеченный корунд.
Закаленные и легированные стали до 65 HRc, серый чугун.
Более высокий износ алмазов при правке.
Кубический нитрид бора (CBN)
Стали высоколегированные, закаленные, инструментальные стали.
Дорогой абразив, трудно поддается правке.
Твердый металл, стекло, керамика.
Очень дорогой абразив, трудно поддается правке.
Размер зерна может варьироваться в любой из этих четырех категорий. Обычно применяется следующее: чем меньше и мельче зерно, тем мельче будет поверхность заготовки (и наоборот).Кроме того, для предварительного шлифования обычно используется более крупнозернистый шлифовальный круг, а для чистового шлифования – более мелкозернистый шлифовальный круг.
Облигация
Связка необходима для удержания зерен в круге. Он определяет твердость, прочность и режущую способность шлифовального круга. Чаще всего используются следующие четыре облигации:
Подходит для всех четырех абразивных материалов, CBN и алмазов, правится только вращением.
Корунд, карбид кремния, CBN, алмаз.
Условно одеты, одеты по ротации.
Хорошая связка для CBN и алмаза, не поддается правке и поэтому ограниченный срок службы шлифовального круга.
Оценка
Марка – это прочность сцепления шлифовального круга, часто называемая его твердостью.Чем выше буквенное обозначение, тем прочнее связь.
Колесные конструкции
Структура круга (расстояние между частицами зерна) варьируется от открытого до плотного и варьируется в зависимости от различных операций шлифования, в зависимости от площади контакта и типа шлифуемого материала, скорости съема материала и требуемой чистовой обработки. Carborundum предлагает колеса стандартной конструкции, которые хорошо работают с широким спектром материалов.
Пора
Поры определяются соотношением зерен и связки.Они отвечают за удаление стружки и транспортировку смазочно-охлаждающей жидкости к заготовке.
Пористое, холодное шлифование, при шлифовании выделяется меньше тепла. Следовательно, лучшая скорость съема материала.
Хорошая стабильность кромки (например, при шлифовании резьбы).
Заключение
Мягкие шлифовальные круги следует использовать для твердых материалов и наоборот.Твердость шлифовального круга в первую очередь определяется связкой. При шлифовании твердых материалов мягкими шлифовальными кругами зерна выламываются, и снова используются новые легко режущиеся зерна. Это известно как «самозатачивающийся механизм».
Источник: Штудер Кербер Шлейфринг, Искусство шлифования.
Нужна помощь в выборе шлифовальных кругов?
Свяжитесь с нами сегодня, чтобы получить бесплатную необязательную консультацию!
Поделитесь этой историей, выберите платформу!
Таблица выбора шлифовального круга Таблица выбора шлифовальных круговNorton – Лучшее изображение…
2018-9-10 · Таблица выбора плоских шлифовальных кругов Будущее. Таблица преобразования зерен Radiac Abrasives. Прецизионные шлифовальные круги Norton Abrasives. Плоскошлифовальные круги и сегменты Брошюра с технической документацией Norton Abrasives S. Norton 7362 2016 Indd. Инструментальные шлифовальные круги Norton Abrasives. Абразивы, которые делают оценку. Norton 7362 2016 Indd.
Таблица и выбор марок шлифовальных кругов | HEROHOME
2020-7-10 · Шлифовальный круг Выбор марок и размер отношения между размером: Чем больше размер круга, чтобы колесо не было забито мусором, обычно выбирайте более мягкий круг.5. Материал обрабатываемой детали: шлифование цветных металлов, резины, смолы и других мягких материалов, следует использовать более мягкий круг.
Таблица выбора шлифовального круга – Обзор таблицы
2019-5-30 · Таблица выбора шлифовального круга. Таблица выбора плоскошлифовального круга Шпиндель для внутреннего шлифования Таблица выбора плоскошлифовального круга добавки для абразивных материалов. Оптимизация шлифования и правки с помощью коэффициента SD 2019 Таблица выбора шлифовального круга алмазных инструментов таблица выбора плоского шлифовального круга hoskin chapter 5 surface…
Какой шлифовальный круг выбрать? | Norton
2018-11-21 · Шлифовальный круг – это прецизионный инструмент с тысячами режущих точек на его поверхности – абразивными зернами, которые удерживаются связующей матрицей (отсюда их называют связанными абразивами) и разделены порами. Эти поры представляют собой полые промежутки между абразивными зернами и связкой, которые помогают удалить металлическую стружку, выброшенную при шлифовании.
Таблица зернистости шлифовальных кругов – Forture Tools
2 天 前 · Зернистость шлифовальных кругов.Главная / Зернистость шлифовальных кругов. Зернистость шлифовальных кругов Brian Zhao 2019-12-25T09: 25: 09 + 08: 00. Таблица зернистости шлифовального круга. Размер зерна и качество поверхности. Дополнительные вопросы по выбору зерен СПРАШИВАЙТЕ ПОМОЩИ. ПРОСИТЬ ПОМОЩИ. ЗАПРОСИТЬ ОБРАЗЕЦ. Список продуктов. Стеклянные инструменты. Круги для шлифования по стеклу
Руководство по выбору шлифовальных и отрезных кругов
30.11.2018 · Круг с вогнутым центром. Круги типа 1 предназначены для отрезных работ, а тип 27 – для отрезания или шлифования.Первая спецификация, которую следует учитывать, – это диаметр диска, который должен соответствовать спецификациям размера самой кофемолки. Некоторые кофемолки имеют более одного возможного размера, например, 7–9 дюймов.
Таблица для плоско-шлифовального круга – лучшее изображение диаграммы …
2018-3-26 · Таблица выбора плоско-шлифовального круга Lewisburg District Umc. Выбор круга Шлифовальные круги Inter Diament. Коэффициент и уровни для плоского шлифования стола Эн24. Безопасное обращение и предотвращение несчастных случаев. Шлифовальный круг Kure предлагает широкий ассортимент шлифовальных кругов из материалов…
Выбор правильного шлифовального круга | Современный механический цех
2000-12-15 · Шлифовальный круг – это один из компонентов спроектированной системы, состоящей из круга, станка, рабочего материала и эксплуатационных факторов. Каждый фактор влияет на все остальные. Соответственно, мастерская, которая хочет оптимизировать производительность шлифования, выберет шлифовальный круг
Шлифовальный круг: определенное руководство для вас (с PDF)
Прямой круг – это наиболее распространенный вид круга, который можно найти на пьедестале или настольных шлифовальных станках. .Он широко используется для бесцентрового шлифования и шлифования цилиндрических поверхностей. Поскольку он используется только на периферии, он образует небольшую вогнутую поверхность на изделии. Это используется для получения нескольких инструментов, таких как долота.
Выбор шлифовального круга – постоянные и переменные факторы
2021-9-12 · Выбор в основном зависит от следующих факторов: (a) Постоянные факторы. (б) Переменные факторы. Постоянные факторы включают: (i) Рабочий материал. Следует помнить, что для шлифования мягкого материала следует использовать твердый круг, и наоборот, (ii) количество и скорость снятия припуска, (iii) площадь контакта между заготовкой и кругом.
Таблица и выбор марок шлифовальных кругов | HEROHOME
2020-7-10 · Шлифовальный круг Выбор марок и размер отношения между размером: Чем больше размер круга, чтобы колесо не было забито мусором, обычно выбирайте более мягкий круг. 5. Материал обрабатываемой детали: шлифование цветных металлов, резины, смолы и других мягких материалов, следует использовать более мягкий круг.
Таблица выбора шлифовального круга – Обзор таблицы
2019-5-30 · Таблица выбора шлифовального круга.Таблица выбора плоскошлифовального круга Шпиндель для внутреннего шлифования Таблица выбора плоскошлифовального круга добавки для абразивных материалов. Оптимизация шлифования и правки с помощью коэффициента SD 2019 Таблица выбора шлифовального круга алмазных инструментов для плоского шлифовального круга, глава 5, hoskin, поверхность …
Руководство по выбору шлифовального и отрезного круга
2018-11-30 · шлифовальный круг с вдавленным центром. Круги типа 1 предназначены для отрезных работ, а тип 27 – для отрезания или шлифования.Первая спецификация, которую следует учитывать, – это диаметр диска, который должен соответствовать спецификациям размера самой кофемолки. Некоторые кофемолки имеют более одного возможного размера, например, 7–9 дюймов.
Руководство по выбору отрезных и шлифовальных кругов |
Эксплуатация. Толщина колеса. Резка. 0,040 дюйма – 0,090 дюйма. Резка, надрез и шлифование легкой стороны. ⅛ “. От легкого до тяжелого шлифования нижней / торцевой поверхности круга. ¼”. После того, как вы закончите работу со своим отрезным или шлифовальным кругом, вы можете добиться еще более тонкой обработки с помощью нашего набора шлифовальных машин
Как выбрать шлифовальные круги | Victory Hardware Co
Нам часто задают вопрос, как правильно выбрать шлифовальные круги.Вот общее руководство, которому следует следовать. Выбор правильного шлифовального круга Шлифовальный круг состоит из трех основных элементов: абразива (зерна), связки и пор. Тип и комбинация этих трех элементов приводят к очень разным шлифовальным кругам.
Как правильно выбрать шлифовальные круги
Понимание правильного выбора шлифовального круга позволяет вам выполнять работу быстрее и эффективнее. Шлифовальный круг – это абразивный режущий инструмент, отвечающий за удаление лишних ненужных частей заготовки и оптимизацию обработки поверхности.
Шлифовальные круги – Master Abrasives
2020-1-29 · Шлифовальные круги под маркой Master производятся в соответствии со стандартом EN 12413 и обеспечивают неизменно высокое качество в соответствии с ISO 9001. Ассортимент продукции обширен, охватывающий керамические и полимерные связки. Ассортимент шлифовальных кругов под торговой маркой Master дополняется широким ассортиментом инструментов для правки и вспомогательного оборудования.
Как читать спецификации шлифовального круга – AA Abrasives
2014-6-15 · Как читать спецификации шлифовального круга.Диаметр шлифовального круга x Толщина шлифовального круга x размер посадочного отверстия -. Мы будем ссылаться на абразивные материалы AA № 60397 – абразивный шлифовальный круг на пьедестале 12x2x1-1 / 4 T-1 на керамической связке A36 – из нашей серии шлифовальных кругов на керамической связке. 12 = диаметр x 2 = толщина x 1-1 / 4 = посадочное отверстие.
Типы, материалы и характеристики шлифовальных кругов …
2020-12-24 · Выбор шлифовальных кругов – сложная задача для каждого производителя. Вот почему наши эксперты по абразивным материалам описали этот процесс простыми словами, чтобы помочь вам принять обоснованное решение при выборе различных типов шлифовальных кругов в зависимости от материала и технических характеристик.
Как читать спецификацию шлифовального круга – Forture Tools
2017-6-1 · L показывает марку круга или также называемую степенью твердости, которая является средней. Цифра 5 обозначает структуру колеса, а буква V обозначает тип связи. 3, об / мин, что является сокращенным кодом числа оборотов в минуту, который указывает максимальную скорость шлифовального круга. м / с – еще одно выражение для шлифовальных кругов
2019 Советы по выбору шлифовальных кругов |
20.09.2019 · 4.Выбор шлифовального круга с большими порами.Шлифовальный круг с большими порами должен быть заблокирован, имеет высокую прочность и режущую способность при шлифовании. Подходит для чернового и чистового шлифования неметаллических материалов, таких как мягкие металлы.
Как выбрать шлифовальные круги | Victory Hardware Co
Нам часто задают вопрос, как правильно выбрать шлифовальные круги. Вот общее руководство, которому следует следовать. Выбор правильного шлифовального круга Шлифовальный круг состоит из трех основных элементов: абразива (зерна), связки и пор.Тип и комбинация этих трех элементов приводят к очень разным шлифовальным кругам.
Как правильно выбрать шлифовальные круги
Понимание правильного выбора шлифовального круга позволяет вам выполнять работу быстрее и эффективнее. Шлифовальный круг – это абразивный режущий инструмент, отвечающий за удаление лишних ненужных частей заготовки и оптимизацию обработки поверхности.
ВИДЫ ШЛИФОВАЛЬНЫХ КОЛЕС
2019-1-29 · 1:40 или 50 (в зависимости от шлифовального круга) и используется для шлифования следующих материалов.o Литой чугун или закаленная сталь o Мягкая сталь o Инструмент из твердого сплава (с кремниевым кругом) В Индии мы используем масла IOC Servocut в качестве смазочно-охлаждающей жидкости. МОК выпускает масло особого сорта только для измельчения. Называется он Servocut – чистый.
ПРОМЫШЛЕННЫЙ КАТАЛОГ – Прецизионное шлифование
Выбор твердости Большое разнообразие шлифовальных задач привело к появлению большого предложения абразивных зерен. Их свойства и производительность имеют решающее значение для эффективного измельчения. Твердость круга зависит от удерживающей способности связки, снятия припуска и требуемой чистовой обработки.Широкий спектр абразивного зерна: крупное, среднее, мелкое и очень мелкое,
åtto abrasives Ассортимент шлифовальных кругов (Подробнее)
2021-3-31 · åtto Бесцентровые круги на резиновой связке созданы с резиновой связкой для оптимальной производительности. Для бесцентрового шлифования наша технология на резиновой связке разработана для обеспечения превосходных результатов по сравнению со многими кругами на керамической и смоляной основе. Åtto abrasives Бесцентровые шлифовальные круги используются для полировки и шлифования многих цилиндрических форм, требующих высокоточной обработки.
Подробное руководство по шлифовальным кругам с CBN | Действие …
2019-11-26 · Если вы считаете, что шлифовальный круг CBN может вам подойти, позвольте нам помочь вам точно настроить ваш выбор, чтобы у вас был лучший инструмент для работы. Action Superabrasive – это компания, сертифицированная по ISO 9001, поэтому вы знаете, что получите продукцию самого высокого качества от шлифовальных кругов
– размер
2015-4-20 · Шлифовальные круги имеют спецификацию, состоящую из чередующихся букв и цифр, разделенных знаком тире.Большие колеса несут от четырех до шести элементов, а маленькие колеса маркируются только размером зерна и классом – остальная информация находится на упаковке. По порядку, термины относятся к: 1. Тип абразива (буква).
Как читать спецификацию шлифовального круга – Forture Tools
2017-6-1 · L показывает марку круга или также называемую степенью твердости, которая является средней.