как выбрать диск по дереву и по металлу? Особенности насадки 125 мм на УШМ. Для чего используется торцевой круг?
Лепестковые шлифовочные диски используются для первичной и окончательной обработки предметов. Их зернистость (размер абразивных зерен основной фракции) – от 40 до 2500, абразивные элементы (абразивы) – синтетический корунд и циркон, а диаметр составляет от 15 до 500 миллиметров. Максимальное качество кругов создает условия для минимальной вибрации и хорошей продуктивности оснащения. Такой инструмент демонстрирует неплохой результат при обрабатывании тоненьких листов и крепких материалов, внутреннего пространства и швов. Используются для технического обеспечения ручного инструментария и статичной оснастки, для машин прямого типа и углошлифовальных машин.
Классифицирование
Лепестковые насадки превосходно показали себя при чистке железа от краски либо ржавчины, шлифовке швов, сварки и удаления задиров при обрабатывании металла посредством резки либо штампования.
Размер абразивных зерен дисков
Круги с лепестковой структурой распознают по размерам абразива. Зернистость наждачки на круге бывает различная. Имеется ряд типовых размеров зерна – 40, 60, 80, 120. Согласно отечественным нормативам, чем крупнее цифра, тем крупнее размер зерна. По зарубежным нормативам, напротив, крупная цифра равносильна более мелкой зернистости. Приобретая диск, следует не забывать, что при большой зернистости шлифовка будет более грубая, а подвергающаяся обработке плоскость шершавой.
Приобретая диск, следует не забывать, что при большой зернистости шлифовка будет более грубая, а подвергающаяся обработке плоскость шершавой.
Разновидности дисков, специфика их использования
Изготавливается ряд вариантов кругов для шлифования. Подвергнем анализу самые востребованные. Диск торцевой лепестковый (КЛТ), предназначается для обрабатывания элементов из железа, древесины, пластмассы. Основная рабочая зона – край круга. Производятся круги с зернистостью 500 и диаметром в 115-180 миллиметров, особенно ходовой – 125 мм. Размер посадочного гнезда – 22 миллиметра. Может использоваться до глубокой выработки. Употребляется как для первичной обработки, так и для завершающей зачистки.
Есть 2 варианта КЛТ:
- прямой, для обширных участков при шлифовке плоскостей и сопряженных плоских поверхностей;
- конусообразный, для шлифования швов, кромок и стыковых соединений.
 Размер абразивных зерен – до 500. Данные круги предназначаются для обрабатывания значительных плоскостей. Опция регулирования скорости предусматривает превосходные результаты при полировании плоскости.
Размер абразивных зерен – до 500. Данные круги предназначаются для обрабатывания значительных плоскостей. Опция регулирования скорости предусматривает превосходные результаты при полировании плоскости.Лепестковый диск с оправкой (КЛО) содержит в своей структуре оправку, посредством которой монтируется в инструмент. Практикуется для шлифовки внутренних поверхностей. Обширный масштаб типовых размеров дает возможность выбрать образец под какую угодно площадь подвергаемых шлифовке элементов. Размер абразивных зерен КЛО колеблется от 40 до 500, диаметр – от 15 до 150 миллиметров. Данная модель кругов дает возможность достигнуть хорошего уровня шлифовки.
Лепестковый круг для углошлифмашины (УШМ, болгарки). Этот лепестковый абразивный диск создается непосредственно для монтирования на угловую шлифмашину. Диаметры дисков разные, от 115 до 230 миллиметров, в том числе и диск с лепестковой структурой для небольшой углошлифмашины. Выбор диаметра осуществляется пропорционально типовому размеру инструмента. Идеальными являются диски для угловой шлифмашины 125 миллиметров. Диаметр гнезда посадки для особо востребованных моделей обладает стандартизованным параметром – 22, 23 миллиметра. Толщина круга возле его середины равняется от 1,2 до 2 миллиметров, с учетом габаритов круга.
Диаметры дисков разные, от 115 до 230 миллиметров, в том числе и диск с лепестковой структурой для небольшой углошлифмашины. Выбор диаметра осуществляется пропорционально типовому размеру инструмента. Идеальными являются диски для угловой шлифмашины 125 миллиметров. Диаметр гнезда посадки для особо востребованных моделей обладает стандартизованным параметром – 22, 23 миллиметра. Толщина круга возле его середины равняется от 1,2 до 2 миллиметров, с учетом габаритов круга.
Абразивный диск для углошлифмашины по металлу разбит на самостоятельные сектора – лепестки, от этого и идет его наименование. Лепестки покрываются тоненьким пластом крошки из синтетического корунда циркониевого электродуговой плавки, фиксируемого на основании посредством эпоксидки. Многообещающей новацией стала последняя наработка российских специалистов – круг с напылением из мелких частиц победита электроимпульсной технологии измельчения, закрепленной посредством чрезвычайно прочной припайки, что повышает срок эксплуатации.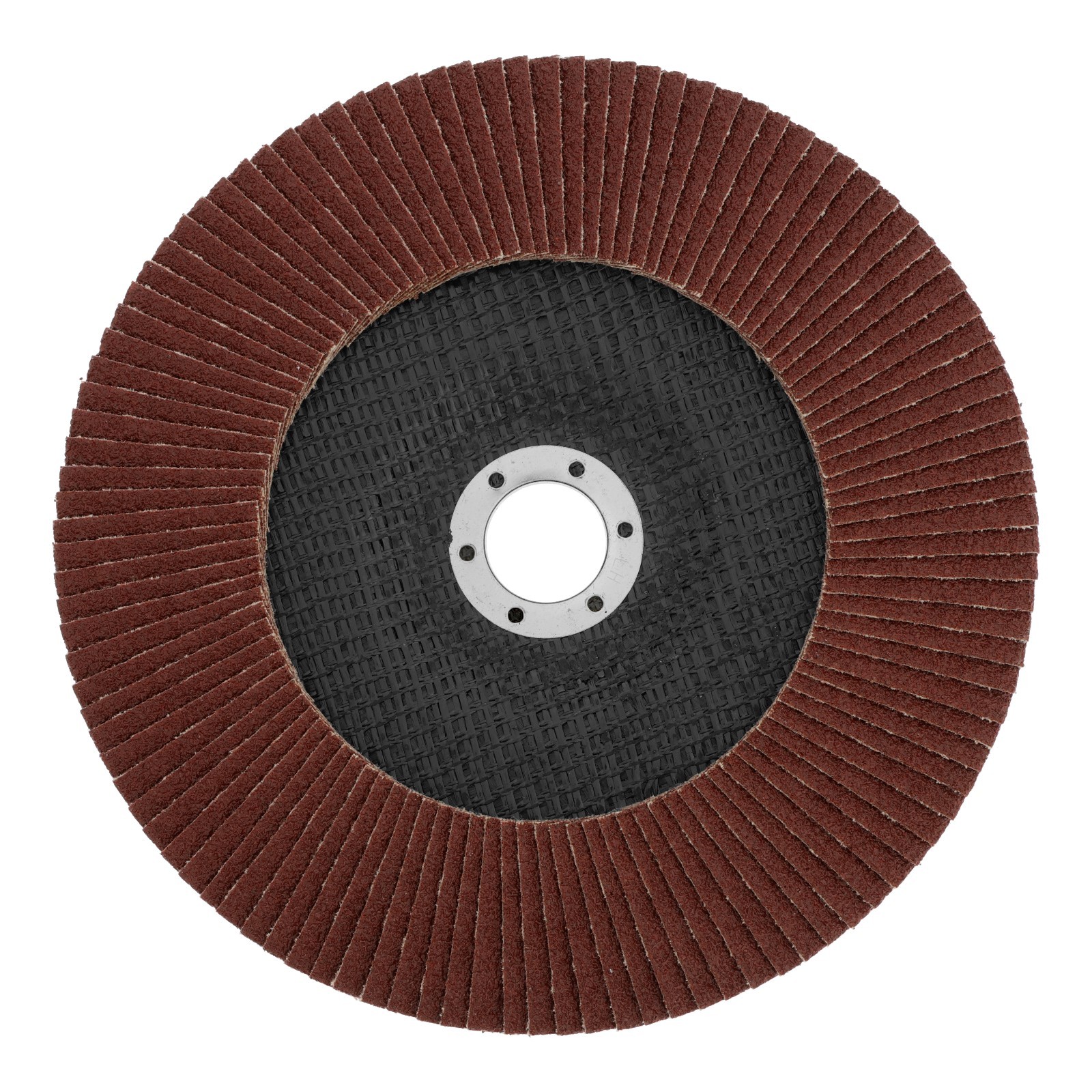
Обработка поверхностей из древесины посредством УШМ
Круги разнятся по размерам абразива, который указывается на продукции. Классифицируются диски и по предназначению. Для удаления шершавости практикуются диски с малым зерном, для устранения средних шероховатостей и старой окраски понадобится диск с крупным размером зерна.
Диски в зависимости от габаритов абразива способны оперативно убрать неравномерный пласт, плоскость при этом делается шершавой. Также можно убрать полностью все неравномерности при маленьком пласте удаляемого материала. Верным считается поочередное задействование кругов с большой и маленькой зернистостью. Твердость диска дает возможность прилагать большее усилие при очистке для усиления результативности.
При шлифовке предметов из древесины, нестандартной конструкции используются круги, в которых наждачные полоски располагаются по радиусу. Но использование подобного инструментария предполагает наличие определенных умений. Изначально нужно выработать силу прижима и градус наклона приспособления.
Шлифование металлических поверхностей
Металл шлифуется по различным потребностям. Как правило, он обрабатывается под окраску либо для последующей полировки. Подбор диска зависит от степени шлифовки и от технического состояния металла. В процессе шлифовки требуется задействовать лишь часть круга. На поверхности не должно оставаться неочищенных областей. Подвергнутые обработке плоскости рекомендуется грунтовать. Имеющаяся в атмосфере влажность способна довольно быстро покрыть сталь и спровоцировать возникновение коррозии.
Как правило, он обрабатывается под окраску либо для последующей полировки. Подбор диска зависит от степени шлифовки и от технического состояния металла. В процессе шлифовки требуется задействовать лишь часть круга. На поверхности не должно оставаться неочищенных областей. Подвергнутые обработке плоскости рекомендуется грунтовать. Имеющаяся в атмосфере влажность способна довольно быстро покрыть сталь и спровоцировать возникновение коррозии.
Выбор шлифовального диска
При покупке круга для шлифовальной машины важны такие аспекты.
- Диаметр круга должен отвечать предельно возможному для определенного приспособления. При другом развитии событий расходный материал способен развалиться по причине превышения максимально разрешенной скорости вращения. Ресурса инструмента может быть недостаточно для вращения крупного диска. При применении диска большого размера требуется убрать предохранительный кожух, а это небезопасно.

- Рекомендуется выбирать специальные круги – универсальные, к примеру, по древесине.
- Стоит учитывать максимально допустимую линейную скорость, информация о ней наносится на тару либо боковую поверхность круга. Режим функционирования угловой шлифмашины выбирается в соответствии с этим показателем.

Заключение
Большой выбор дисков различного типа к углошлифмашине дает возможность осуществлять много задач. Из представляемого изготовителями перечня надо только подобрать подобающие конфигурацию, материал, диаметр круга. В то же время надо помнить, что большая цена сопряжена с наиболее высокой надежностью диска, следовательно, и с ростом срока эксплуатации приспособления во много раз.
Больше о лепестковых шлифовальных кругах для болгарки смотрите в видео ниже.
Круги лепестковые торцевые (КЛТ)
Круг лепестковый торцевой (КЛТ). С ним знакомы почти все, кто хоть иногда держит в руках болгарку (УШМ). Круг успешно применяется в задачах по ремонту, в небольших мастерских и, конечно, на большинстве производств, связанных с металлообработкой.
Почему используют КЛТ?
В сравнении с жестким зачистным кругом, КЛТ практически не производит шума и не имеет вибраций. При этом обеспечивает высокий уровень съема металла и хорошее качество поверхности.
Несмотря на широкую распространенность КЛТ, клиенты часто выбирают самый дешевый из предлагаемых продуктов, и в результате не всегда бывают довольны полученным качеством или ресурсом круга.
Это происходит потому, что большинство пользователей считают КЛТ очень простым продуктом, и что все они похожи друг на друга и не имеют особых различий. Зачем же тогда переплачивать?
Дешевый, не значит хороший.
Покупая дешевый круг на рынке или в магазине клиент, ослепленный низкой ценой, позже будет разочарован ресурсом и производительностью, которую он получил пусть за небольшие, но свои деньги.
В это сложно поверить, но зачастую более дорогой лепестковый круг оказывается самым дешевым в использовании.
Круг Лепестковый Торцевой бывает разных видов и имеет целый ряд характеристик, учитывая которые, вы сможете выбрать продукт который поразит своей эффективностью и будет полностью отвечать всем предъявляемым требованиям.
Так что же это за виды и характеристики круга?
Мы поможем Вам разобраться.
Диаметр круга.
Первое, на что следует обратить внимание при выборе КЛТ – это диаметр.
Диаметр выбирают исходя из характеристик УШМ на которой вы будете данный круг применять.
Вторая размерная характеристика это посадочное отверстие. Но оно стандартизировано для всех УШМ, используемых в России и имеет размер 22.23 мм. (встречаются редкие экземпляры инструмента с другой посадкой, но они слишком редки, чтобы уделять этому внимание).
Существующие диаметры КЛТ на рынке:
- 115 мм – самые маленькие КЛТ из представленных сегодня (КЛТ с креплением Ролок 50 и 75 мм не рассматриваем). Применяются на УШМ 115 мм, которые очень компактные и легкие. За счет этого такие КЛТ используются там где необходимо работать в стесненных условиях, или требуется работать одной рукой. Зачастую такие УШМ и КЛТ применяются в авторемонтных мастерских, но в промышленности не получили большого распространения, так как уступают в производительности и ресурсе КЛТ 125 мм.
- 125 мм – самый распространенный и востребованный размер лепесткового круга. УШМ 125 получила большое распространение благодаря своим характеристикам – это отличный баланс между габаритами и производительностью. Поэтому и круг лепестковый с таким диаметром прекрасно дополняет такую машинку. Ей удобно работать в стесненных условиях, она не тяжелая (в сравнении с большими моделями), у нее высокая мощность (до 1900 Ватт) которая может обеспечить высокую производительность КЛТ.
- 150 мм – непопулярный диаметр КЛТ. Сложно сказать в чем основная причина отсутствия интереса к этому диаметру. Вероятнее всего, потому что таких УШМ очень мало на производствах. Часто производители металлоизделий предпочитают пользоваться УШМ 125 мм и 230 мм, чтобы выполнять самые разные задачи. Круги диаметром 150 мм имеют высокую производительность за счет диаметра, но из-за тех же размеров им не слишком удобно работать одной рукой или делать деликатную обработку. Поэтому сегодня у многих производителей абразивных материалов КЛТ диаметром 150 мм вообще отсутствуют в линейке продуктов.
- 180 мм – большие и самые производительные из всех КЛТ. Благодаря большому диаметру круга и большой мощности используемой УШМ такие лепестковые круги можно сравнить по производительности с жесткими зачистными кругами. Такие круги используются на производствах больших металлоконструкций. Изготавливаются в зернах Р40, Р60, Р80.
 Поэтому и круг лепестковый с таким диаметром прекрасно дополняет такую машинку. Ей удобно работать в стесненных условиях, она не тяжелая (в сравнении с большими моделями), у нее высокая мощность (до 1900 Ватт) которая может обеспечить высокую производительность КЛТ.
Поэтому и круг лепестковый с таким диаметром прекрасно дополняет такую машинку. Ей удобно работать в стесненных условиях, она не тяжелая (в сравнении с большими моделями), у нее высокая мощность (до 1900 Ватт) которая может обеспечить высокую производительность КЛТ. Такие круги используются на производствах больших металлоконструкций. Изготавливаются в зернах Р40, Р60, Р80.
Такие круги используются на производствах больших металлоконструкций. Изготавливаются в зернах Р40, Р60, Р80.Форма круга.
КЛТ производится в двух формах: конусной и плоской.
Обе эти формы имеют свои преимущества и недостатки. Стоит учитывать это, при выборе инструмента для решения своей задачи.
Плоская форма – удобна для работы с плоскими деталями, внешними швами на прямолинейных поверхностях.
За счет плоской формы, такие круги имеют большее пятно контакта, и следовательно ими ниже вероятность сделать “зарезы” на поверхности, то есть вы не изменяете геометрию изделия.
Эта же характеристика может выступать и минусом: из-за большего пятна контакта такой круг менее агрессивен чем его конусный аналог. Важно учесть это при выборе круга.
Конусная форма – более универсальна, удобна для обработки криволинейных и изогнутых поверхностей.
Поэтому конусная форма КЛТ больше распространена, как более универсальная. Особенно успешно применяется в производстве емкостей.
Особенно успешно применяется в производстве емкостей.
Большая производительность конусных КЛТ позволяет справляться с самыми сложными и тяжелыми задачами по металлообработке, зачищать самые крупные сварные швы.
Также зачастую конусными КЛТ удобнее работать, так как при работе УШМ мы всегда стараемся держать угол 10-15 градусов к обрабатываемой поверхности, а конусный КЛТ уже имеет этот угол.
Помимо этого, при работе конусным КЛТ шпиндель УШМ не будет вам мешать (или будет мешать меньше) при обработке, чего не скажешь про плоскую конфигурацию, где вы будете инстинктивно стремиться работать плоскостью круга и шпиндель будет упираться в деталь.
Материал круга, зернистость круга.
Имеется ввиду материал абразивного зерна и его размер.
Тему материалов я затрагивал ранее, в статье про шлифовальные ленты.
Эти материалы представлены в порядке возрастания производительности, надежности и соответственно, цены.
Здесь все так же просто – вы выбираете материал в зависимости от задачи, от обрабатываемого материала.
В кругах лепестковых чаще всего используются три материала:
1. Оксид алюминия (ALUMINIUM OXIDE, чаще всего коричневого цвета) – самый недорогой и простой абразив. Используется повсеместно из-за низкой цены. Чаще всего в розничной продаже представлены КЛТ именно из Оксида алюминия. Применяются для обработки цветных металлов, алюминия, потому что они все равно быстро “засаливаются” и нет смысла тратиться на дорогие круги. Обработка черной стали тоже популярная задача для этих кругов, хотя серьезные производители металлоизделий используют материалы более продвинутого уровня. Изготавливаются в зернистости Р40, 60, 80 и 120.
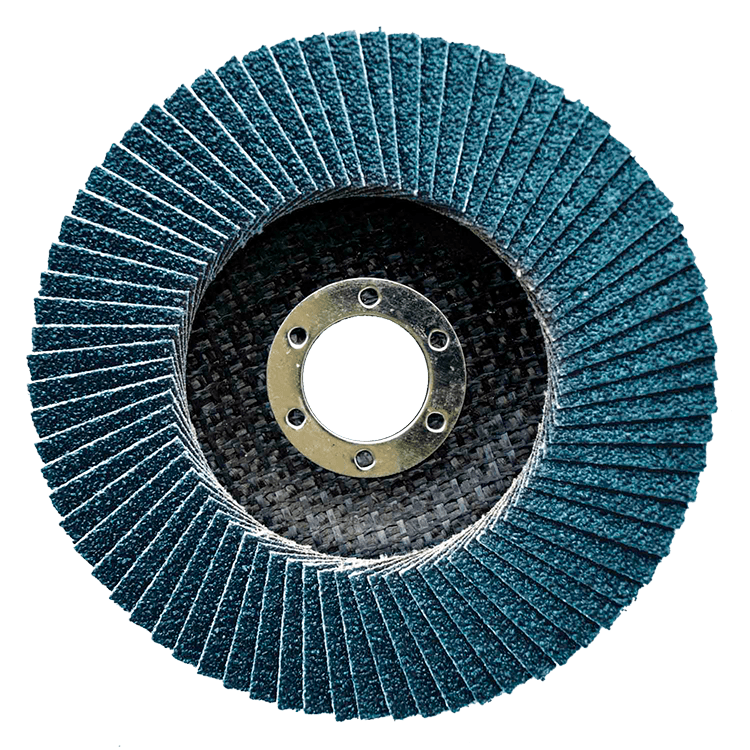
2. Цирконат алюминия (ZIRCONIA ALUMINA, чаще всего синего цвета, реже зеленого) – самый распространенный материал для КЛТ среди предприятий работающих с металлоизделиями. Абразивный материал ZK сочетает в себе высокую производительность при работе с конструкционными и легированными сталями, большую долговечность наряду с умеренной ценой. Также успешно применяется для обработки нержавеющих сталей, так как не вызывает дальнейшей коррозии зон обработки. Изготавливаются в зернистости Р40, 60, 80 и 120.
Также успешно применяется для обработки нержавеющих сталей, так как не вызывает дальнейшей коррозии зон обработки. Изготавливаются в зернистости Р40, 60, 80 и 120.
3. Керамическое зерно (CERAMICS, чаще всего красного цвета и его темные оттенки) – самый производительный и дорогой материал для изготовления КЛТ. Керамику используют для самых сложных и тяжелых задач, где другие круги не справятся, а также клиенты которые больше всего ценят свое время и качество выпускаемой продукции. Лучше всего такие КЛТ работают с нержавеющими, жаропрочными и другими легированными сталями, где требуется получать меньше прижогов и максимально быстро обрабатывать металл. Изготавливаются в зернистостях Р40, 60 и 80, значительно реже Р120.
Помимо абразивного зерна, важно чтобы в КЛТ использовалась правильная основа и связывающий материал.
Встречаются две основные проблемы при работе с КЛТ:
- Абразивное зерно с лепестков уже выкрошилось, и остается “голая ткань” без абразива, которая не может шлифовать сама, и не дает шлифовать абразив, который находится под ней. То есть основа слишком плотная.
- Основа, на которой находится абразивное зерно истирается раньше чем сработается минерал. То есть основа недостаточно прочная, слишком хрупкая.
 То есть основа слишком плотная.
То есть основа слишком плотная.В идеале абразивное зерно и его подложка должны работать одновременно, и когда отрабатывает зерно, истирается и основа, освобождая новые лепестки с абразивным зерном. То есть основа должна иметь характеристики, соответствующие используемому зерну и связке, а так же решаемой вами задаче.
Если у вас происходит одна из двух указанных выше проблем, то либо вы неверно (не по назначению) используете круг, либо ваш круг низкого качества.
Выбор размера абразивного зерна зависит в первую очередь от задачи, которую вы будете выполнять кругом. Большая часть КЛТ производится в зернистостях Р40, 60, 80 и 120. КЛТ с более мелкой зернистостью встречаются редко и изготавливаются из оксида алюминия, поэтому их эффективность очень низка.
Итак, какие задачи можно выполнять лепестковым кругом?
1. Зачистка сварного шва.
Зачистка сварного шва.Одна из самых популярных задач для КЛТ.
Правильно выбрав круг вы можете зачистить сварной шов в ноль и получить требуемый уровень качества поверхности на любом металле.
В отличие от жесткого зачистного круга, лепестковый круг мягче в работе и позволяет выполнять более деликатно даже самую грубую работу.
Для зачистки больших швов на черной стали используйте круги Cibo с цирконатом алюминия или Cibo Ceramic в грубых (Р40, Р60) зернах.
2. Удаление наплывов после лазерной резки.Всегда после лазерной резки на кромках металла остаются наплывы металла, которые необходимо удалить для дальнейшей работы с изделием.
Делать это жесткими зачистными кругами эффективно, но качество поверхности в таком случае оставляет желать лучшего.
Использование агрессивных и производительных КЛТ от компании Gtool Group позволит вам увеличить качество получаемой поверхности, увеличить комфорт работы оператора, при этом не потеряв в производительности.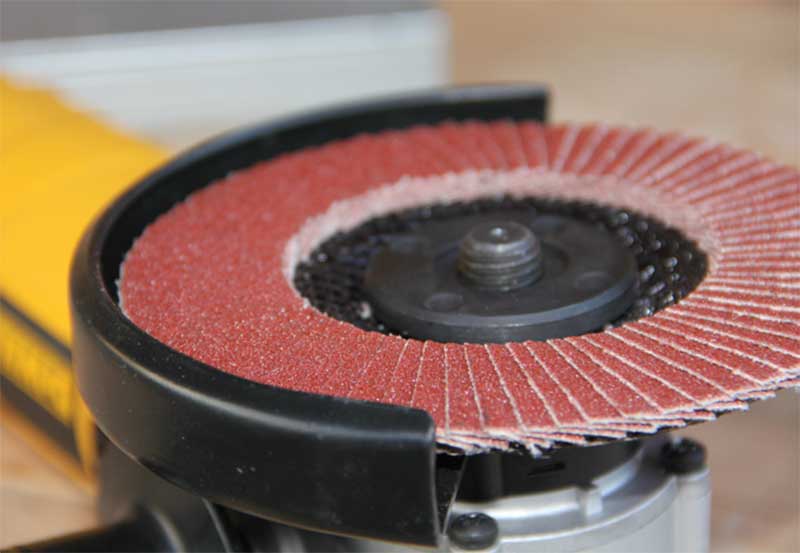
Заусенцы после резки металла абразивными кругами или другим способом это также дефект, который требует последующей обработки и является регулярной задачей на любом производстве.
С помощью КЛТ конусной формы диаметром 115 и 125 мм вы сможете вести обработку заусенцев на любой конфигурации изделий, при этом получая аккуратную кромку для дальней сварки или монтажа.
4. Удаление окалины и ржавчины с поверхности металла.Зачастую, когда нет возможности обработать поверхность с помощью пескоструйной или дробеструйной обработки, производителям металлоизделий приходится прибегать к механической обработке. Работа металлическими щетками или специальными кругами СD не всегда дает нужный результат, так как требуется исключительная агрессивность от применяемого материала.
Можно воспользоваться для такой работы жестким зачистным кругом, но он имеет малую площадь контакта и не позволит быстро обрабатывать детали.
И здесь вам помогут КЛТ ZK от компании Cibo. При такой работе данные круги покажут высокий уровень производительности и хорошее качество получаемой поверхности.
Важно понимать, что при работе с большой окалиной или ржавчиной КЛТ будут “засаливаться” и следует правильно подбирать размер зерна.
5. Подготовка кромок под сварку, снятие фаски.Подготовка кромок под сварку – это ежедневная задача на любом производстве металлоизделий.
Эта задача лучше всего выполняется специальными машинами фаскоснимателями.
Но зачастую, когда речь идет о небольшой толщине (до 5-6 мм) металла и непрямолинейной конфигурации изделия, то фаску снимают с помощью УШМ и зачистных кругов разного типа.
КЛТ позволяет проводить такую обработку быстро, комфортно и добираться до угловых стыков, благодаря лепесткам выступающим за пределы опорной тарелки.
Такая фаска получается аккуратной и равномерной.
Нестандартные КЛТ.
Иногда встречаются необычные КЛТ, имеющие особенности, которые позволяют решить ту или иную задачу.
Например КЛТ с прорезями для визуального контроля. Во время работы таким кругом, сквозь него видно зону обработки. Такая форма удобна, но не прощает сильного давления, нужно быть аккуратнее. Правда сейчас более востребованы жесткие круги с визуальным контролем.
КЛТ с загнутыми лепестками, для работы в углах. Позволяет выполнять зачистку непосредственно торцом круга.
Комбинированные КЛТ. В таких КЛТ лепестки абразивного материала чередуются с лепестками из нетканного абразивного материала. Идеальны для обработки нержавеющих сталей.
Встречаются также КЛТ, когда сочетаются лепестки из Керамики и Цирконата.
Все эти КЛТ имеют свой спектр применения, и позволяют качественно решить узкий спектр задач.
Теперь вы видите сами, что КЛТ бывают разными по форме, по размеру, и по производственным возможностям.
Как выбрать КЛТ для своей задачи.
Чтобы правильно выбрать КЛТ вам нужно знать следующее:
1) Какой материал вы будете обрабатывать.
2) Какую задачу вы будете выполнять.
3) Какой инструмент (УШМ) у вас есть.
Правильно ответив на эти три вопроса, вы сможете выбрать круг лепестковый торцевой оптимально решающий вашу задачу.
1. КЛТ Cibo – особенности и преимущества.
Почему КЛТ Сibo?
Компания Gtool предлагает своим клиентам только лучшие решения в области металлообработки.
КЛТ от компании Cibo отвечают высочайшим стандартам качества европейских и российских производств, именно поэтому мы предлагаем их нашим клиентам.
Cibo ZK.
Линейка КЛТ с высококачественным цирконатом алюминия, который работет более эффективно чем круги с оксидом алюминия и круги с цирконатом других производителей.
КЛТ Cibo ZK обеспечивают высокую производительность даже при небольших мощностях используемого инструмента, благодаря высоким свойствам самозатачивания.
Это делает их незаменимыми при обработке как черной так и нержавеющей стали.
Поставляется в зернах Р40, Р60, Р80 и Р120.
Cibo Ceramic.
Если вы хотите получить больше производительности от работы лепестковыми кругами, то Cibo Ceramic это именно то что Вам нужно.
Благодаря своему уникальному составу зерна, эти КЛТ подходят для очень тяжелых задач, обеспечивают очень быстрый съем металла.
В дополнение к беспрецедентно длительному сроку службы, КЛТ Cibo Ceramic очень удобны в работе, потому что имеют равномерный износ и обеспечивают постоянную производительность на всем рабочем цикле.
Резьбовая посадка круга на М14 позволяет ускорить процесс замены и увеличить надежность круга.
Мощный двигатель (1200 Ватт) является необходимым для работы такими кругами.
Идеальное решение для грубых работ по черной и нержавеющей стали.
Поставляется в зернах Р40 и Р60.
Выберите свой КЛТ или обратитесь к нашим специалистам, и они помогут Вам сделать безошибочный выбор.
Ликбез по лепестковым кругам для шлифовки дерева — Bezhelme.
 ru
ruЛепестковый круг представляет собой круг из наклеенных друг на друга внахлест лепестков наждачной бумаги. Чаще всего в продаже можно встретить ТОРЦЕВУЮ модель, которая предназначена для работы болгаркой. Хотя бывают и для работы дрелью (имеют шпильку для крепления в патроне). Ну и также имеются здоровые варианты с посадкой 32 и 50 мм. Обо всех видах мы и поговорим. Ах да, основная задача такого инструмента — шлифовка дерева, хотя можно и металл «пошкрябать».
Для болгарки
Зернистость наждачки на круге бывает разная, поэтому вы с легкостью подберете нужное зерно для предполагаемых работ. Чаще всего покупают круги следующей зернистости:
— Р40 (самое крупное)
— Р60 (чуть мельче)
— Р80 (среднее)
— Р100 (средне-мелкое)
— Р120 (мелкое)
Диаметры лепестковых кругов для болгарки:
— 115 мм
— 125 мм
— 150 мм
— 180 мм
Как видим, под любую УШМ можно подобрать нужный диаметр лепесткового круга. Конструкция круга предполагает использование всей площади наждачной бумаги при шлифовке поверхности. В первую очередь таким диском очень удобно «шкурить» дерево, чаще всего его используют при подготовке дерева под покраску, для снятия старого лака, также очень часто наши покупатели берут такие диски для чистовой обработки срубов(когда внутри чистые стены сруба, гладко зашлифованные и покрытые лаком). Смотрится такая внутренняя отделка просто супер.
Конструкция круга предполагает использование всей площади наждачной бумаги при шлифовке поверхности. В первую очередь таким диском очень удобно «шкурить» дерево, чаще всего его используют при подготовке дерева под покраску, для снятия старого лака, также очень часто наши покупатели берут такие диски для чистовой обработки срубов(когда внутри чистые стены сруба, гладко зашлифованные и покрытые лаком). Смотрится такая внутренняя отделка просто супер.
Одним диском для маленькой болгарки можно обработать до 8 квадратных метров деревянной поверхности. Крепится лепестковый круг на болгарке с помощью шайбы, точно также, как и обычный отрезной круг.
Количество оборотов, необходимое для работы диска, приличное, для 115 мм 13000 оборотов, что означает, что им можно работать болгаркой без регулировки оборотов.
Для дрели
Помимо лепестковых кругов для болгарки в продаже вы можете встретить круги для дрели. Они отличаются от болгарочных тем, что имеют шпильку для крепления в патроне.
Размеры «дрелевых» моделей:
— диаметр 80 мм, ширина 20 мм
— диаметр 60 мм , ширина 20 мм
Зернистость кругов 16-Н, 25-H и 40-H. (мелкий, средний и крупный). Выглядят они вот так:
С помощью таких небольших кружочков вы сможете обработать труднодоступные поверхности, когда обычной болгаркой «не подлезть». Да и в таких случаях, когда доме нет болгарки, они также помогут.
Для станков
Для промышленной обработки дерева используются радиальные модели — здоровые по диаметру и с большим посадочным отверстием.
Они имеют больший размер, используются в специальных станках для деревообработки.
Размеры:
— Диаметр 150 мм, ширина 30 мм и 50 мм, посадка 32 мм.
— Большие круги диаметром 300 мм и ширина 50 мм и 100 мм, посадка 50 мм.
— По зернистости выбор приличный, включает все зерна наждачной бумаги, начиная от 4-Н и заканчивая 40-Н.
Такими огромными кругами идет очень быстрая обработка дерева, поскольку площадь обрабатываемого дерева приличная. Найти в продаже такие модели довольно сложно, не все магазины инструмента предлагают такой товар.
Найти в продаже такие модели довольно сложно, не все магазины инструмента предлагают такой товар.
Отрезные, зачистные и лепестковые круги для металла
Отрезные круги по металлу (диски для “болгарки”) – это самые главные абразивные инструменты профессиональных сварщиков и слесарей. Они необходимы для резки и шлифовки листового или прокатного металла, зачистки швов и сварочных кромок изделий.
В данной статье мы разберемся, на какие типы разделяются круги отрезные, какие имеют размеры, каковы отличия отечественных отрезных кругов от зарубежных. Кроме того, выясним, как правильно подбирать отрезные и зачистные круги в зависимости от поставленной задачи.
Круги для резки металла
Отрезные круги для резки металла – самый популярный вид абразивов, они составляют 90% продаж абразивных инструментов для работы с металлом. Отрезные круги отличаются друг от друга по внешнему диаметру, диаметру посадочного отверстия и толщине абразивного полотна. Абразивное полотно отрезного круга для прочности армируется специальным органическим соединением – бакелитовой связкой. Бакелитовая связка позволяет инструменту работать на высоких скоростях и предохраняет от разлета осколков при возникшем повреждении диска. Существуют отрезные круги и без армирования, но они не рекомендуются к применению для ручных УШМ из соображений техники безопасности. На отрезной машине круги крепятся при помощи посадочных отверстий, опрессованных для усиления прочности металлической рубашкой, и гаек определенной конструкции.
Абразивное полотно отрезного круга для прочности армируется специальным органическим соединением – бакелитовой связкой. Бакелитовая связка позволяет инструменту работать на высоких скоростях и предохраняет от разлета осколков при возникшем повреждении диска. Существуют отрезные круги и без армирования, но они не рекомендуются к применению для ручных УШМ из соображений техники безопасности. На отрезной машине круги крепятся при помощи посадочных отверстий, опрессованных для усиления прочности металлической рубашкой, и гаек определенной конструкции.
Поверхность отрезного диска несет информацию о толщине и диаметре полотна, посадочном диаметре и допустимой скорости (обороты в минуту), а также там имеется штрих-код, название фирмы-производителя, ГОСТ, показатели зернистости абразива. Размеры указаны в миллиметрах, но могут дублироваться в дюймах.
Диаметр круга отрезного может влиять на глубину реза, толщина абразивного полотна подбирается в соответствии с толщиной разрезаемого металла. Для “болгарок” посадочный диаметр применяется двух стандартов – самый распространенный 22 мм и редко применяемый 32 мм.
Для “болгарок” посадочный диаметр применяется двух стандартов – самый распространенный 22 мм и редко применяемый 32 мм.
Для ручных УШМ (“болгарок”) отрезные круги имеют стандартные размеры: 115,125,150,180 и 230 мм. Диски с диаметрами больше 230 мм при работе с “болгарской” не используются.
Зачистные круги
Зачистные (или шлифовальные) круги применяют для зачистки поверхностей металлов перед сваркой, литьевых и сварных швов и соединений после сварки, а также шлифовки всех видов. Зачистные круги имеют диаметры, сходные с диаметрами отрезных кругов – 115-230 мм, диаметры посадки 22 и 32 мм, а толщина существенно отличается от толщины отрезных кругов: 6,10 или 20 мм. Благодаря своей конструкции зачистные круги обладают большой износостойкостью, обеспечивают большую площадь контакта полотна абразива с металлом, что позволяет обрабатывать за один проход металлическую поверхность большей площади. Стоимость зачистных кругов выше, чем отрезных, так как на их производство затрачивается больше материала.
Зачистные круги часто производятся без армирования, но поскольку толщина значительная, то отсутствие армирования не критично, прочность круга и так высока. Для образования шлифующей кромки зачистные круги при работе устанавливают под углом 35-45 градусов к металлической поверхности.
Лепестковые круги
Разновидностью зачистного круга является лепестковый круг. Абразивную поверхность лепесткового круга образуют листовые абразивные лепестки, закрепленные на диске из полимерного материала. Лепестковый круг сходен по размеру с отрезным кругом. В отличие от отрезного или зачистного диска лепестковый диск не стачивается, износу подвергаются только лепестки. Назначение лепесткового круга – сверхтонкая зачистка после основной, а также шлифовка кривых поверхностей. Диаметр лепестковых кругов 125 и 150 мм, посадочный диаметр 22 мм.
При покупке абразивного инструмента хорошо прислушаться к следующим рекомендациям:
- Произведите тщательный осмотр круга, на нем не должно быть трещин, сколов и деформаций.
- Установите круг на УШМ и проверьте на разрыв, дав поработать УШМ вхолостую несколько секунд. Так вы исключите наличие трещин, неразличимых на глаз.
- Соблюдайте разрешенную скорость вращения круга.
- Для деликатных работ выбирайте тонкие круги, а для грубых шлифовок – более толстые.
- Выбирая диаметр круга, помните, что при резке используется всего две трети диаметра.
- Не используйте неармированные круги.

Все статьи →
Лепестковые шлифовальные круги для болгарки
Самая полная информация по теме: “лепестковые шлифовальные круги для болгарки” с полным описанием и комментариями от профессионального мастера.
При шлифовке, обдирке и зачистке поверхностей с помощью болгарки как оснастку используют лепестковый круг. Он помогает добиться высокого качества обработки поверхности без образования дефектов, таких как прижоги, зарезы, ямы и др.
Все лепестковые шлифовальные круги имеют веерное расположение сегментов, так называемых лепестков (отсюда и название). Их рабочая поверхность покрыта абразивным материалом, который снимает верхний слой с заготовки. За счет конструкции лепестков снижается вибрация оснастки при прохождении по обрабатываемой поверхности, обеспечивается плавный ход и эффективное охлаждение в зоне шлифования.
Их рабочая поверхность покрыта абразивным материалом, который снимает верхний слой с заготовки. За счет конструкции лепестков снижается вибрация оснастки при прохождении по обрабатываемой поверхности, обеспечивается плавный ход и эффективное охлаждение в зоне шлифования.
Круги различаются по назначению. Одни подходят для обработки металла, другие – древесины. Также торцевой круг может использоваться для зачистки сварных швов, удаления краски и ржавчины, обработки кромок.
Диаметр круга. Подбирается в зависимости от площади обрабатываемой поверхности. При этом учитывается максимально допустимый диаметр оснастки для конкретной модели инструмента. Чаще всего в продаже встречаются круги диаметром от 115 до 180 мм.
Нет тематического видео для этой статьи.
| Видео (кликните для воспроизведения). |
Посадочный диаметр. Выбор по этому параметру делается строго под диаметр шпинделя болгарки. Самый распространенный – 22,2 мм.
Самый распространенный – 22,2 мм.
Зернистость. В зависимости от того, с какой целью вы будете использовать диск, подбирайте оснастку подходящей степени зернистости. Крупное зерно отлично подходит для грубой обработки и зачистки поверхностей, мелкое – для тонкой шлифовки. Маркировка по данному параметру ведется от 40 до 120 – чем выше цифра, тем мельче зерно.
При шлифовке, обдирке и зачистке поверхностей с помощью болгарки как оснастку используют лепестковый круг. Он помогает добиться высокого качества обработки поверхности без образования дефектов, таких как прижоги, зарезы, ямы и др.
Все лепестковые шлифовальные круги имеют веерное расположение сегментов, так называемых лепестков (отсюда и название). Их рабочая поверхность покрыта абразивным материалом, который снимает верхний слой с заготовки. За счет конструкции лепестков снижается вибрация оснастки при прохождении по обрабатываемой поверхности, обеспечивается плавный ход и эффективное охлаждение в зоне шлифования.
Круги различаются по назначению. Одни подходят для обработки металла, другие – древесины. Также торцевой круг может использоваться для зачистки сварных швов, удаления краски и ржавчины, обработки кромок.
Диаметр круга. Подбирается в зависимости от площади обрабатываемой поверхности. При этом учитывается максимально допустимый диаметр оснастки для конкретной модели инструмента. Чаще всего в продаже встречаются круги диаметром от 115 до 180 мм.
Посадочный диаметр. Выбор по этому параметру делается строго под диаметр шпинделя болгарки. Самый распространенный – 22,2 мм.
Зернистость. В зависимости от того, с какой целью вы будете использовать диск, подбирайте оснастку подходящей степени зернистости. Крупное зерно отлично подходит для грубой обработки и зачистки поверхностей, мелкое – для тонкой шлифовки. Маркировка по данному параметру ведется от 40 до 120 – чем выше цифра, тем мельче зерно.
Лепестковый диск предназначен для установки на угловую шлифовальную машину, или как её ещё называют «болгарку». Внешние диаметры таких кругов различны, и подбираются в зависимости от типоразмера инструмента (УШМ). Самыми используемыми являются диски с диаметром от 115 до 230 мм. Посадочное отверстие стандартное и имеет диаметр 22,23 мм, хотя выпускаются, круги с посадочным диаметром 32, 18 и 16 мм для специфических видов инструмента. Толщина лепесткового диска для болгарки у основания колеблется от 1,2 до 2 мм, и зависит от внешнего диаметра круга.
Внешние диаметры таких кругов различны, и подбираются в зависимости от типоразмера инструмента (УШМ). Самыми используемыми являются диски с диаметром от 115 до 230 мм. Посадочное отверстие стандартное и имеет диаметр 22,23 мм, хотя выпускаются, круги с посадочным диаметром 32, 18 и 16 мм для специфических видов инструмента. Толщина лепесткового диска для болгарки у основания колеблется от 1,2 до 2 мм, и зависит от внешнего диаметра круга.
В отличие от сплошного отрезного круга, шлифовальный диск разделён на сегменты по всему диаметру своей окружности, то есть на лепестки, за что и получил название лепесткового. Расположение лепестков обеспечивает высокую гибкость всего диска при постоянной сбалансированной обработке поверхности. Лепестки могут быть выполнены как из стекловолоконной ткани, пропитанной эпоксидной смолой, так и из материала на основе брезента.
На поверхность лепестков нанесена тонким равномерным слоем крошка из цирконового электрокорунда, приклеенная к материалу эпоксидным клеем. Величина зёрен электрокорунда варьируется, от чего зависит и индекс зернистости диска и обозначается к примеру как А60. Буква «А» обозначает что шлифовальным материалом является корунд, а цифра 60 обозначает его зернистость. В итоге если взять круг с обозначением А120, то зернистость его будет в два раза превышать зернистость круга с обозначением А60. Поэтому при выборе шлифовального круга следует учитывать качество поверхности после планируемой шлифовки.
Величина зёрен электрокорунда варьируется, от чего зависит и индекс зернистости диска и обозначается к примеру как А60. Буква «А» обозначает что шлифовальным материалом является корунд, а цифра 60 обозначает его зернистость. В итоге если взять круг с обозначением А120, то зернистость его будет в два раза превышать зернистость круга с обозначением А60. Поэтому при выборе шлифовального круга следует учитывать качество поверхности после планируемой шлифовки.
При выборе круга с высокой зернистостью, шлифовка будет более грубой, а поверхность будет иметь высокую шероховатость. Обычно лепестковые круги применяют для шлифовки металлов от ржавчины, зачистки сварочных швов, снятие лакокрасочного покрытия, зачистки краёв листового металла от заусенца, образованного после механической обработки резанием или штамповкой.
Режимы эксплуатации кругов выбираются в зависимости от технологии обработки материала. Для болгарки характерны режимы на окружных скоростях от 8000 до 12000 оборотов в минуту.
Для резки металлов лепестковые круги не применяют. Также их не применяют для полировки металлов, где наиболее целесообразно применение войлочных кругов в сочетании с алмазной пастой, алмазным порошком или доводочной пастой Гои.
Производителей лепестковых кругов довольно много. Самыми распространёнными и узнаваемыми из них являются компании Bosch, Интерскол, Makita. Что касается качества и характеристик лепестковых кругов, произведённых разными компаниями, то они по своим свойствам практически ничем друг от друга не отличаются. Тем не менее желательно приобретать круги известных брендов.
Нет тематического видео для этой статьи.| Видео (кликните для воспроизведения). |
Целесообразно использование шлифовальных лепестковых кругов малого диаметра на болгарке. Круги большого диаметра используются в основном в стационарных промышленных установках.
Лепестковый круг представляет собой круг из наклеенных друг на друга внахлест лепестков наждачной бумаги. Чаще всего в продаже можно встретить ТОРЦЕВУЮ модель, которая предназначена для работы болгаркой. Хотя бывают и для работы дрелью (имеют шпильку для крепления в патроне). Ну и также имеются здоровые варианты с посадкой 32 и 50 мм. Обо всех видах мы и поговорим. Ах да, основная задача такого инструмента — шлифовка дерева, хотя можно и металл «пошкрябать».
Чаще всего в продаже можно встретить ТОРЦЕВУЮ модель, которая предназначена для работы болгаркой. Хотя бывают и для работы дрелью (имеют шпильку для крепления в патроне). Ну и также имеются здоровые варианты с посадкой 32 и 50 мм. Обо всех видах мы и поговорим. Ах да, основная задача такого инструмента — шлифовка дерева, хотя можно и металл «пошкрябать».
Зернистость наждачки на круге бывает разная, поэтому вы с легкостью подберете нужное зерно для предполагаемых работ. Чаще всего покупают круги следующей зернистости:
— Р40 (самое крупное) — Р60 (чуть мельче) — Р80 (среднее) — Р100 (средне-мелкое)
Диаметры лепестковых кругов для болгарки:
— 115 мм — 125 мм — 150 мм
Как видим, под любую УШМ можно подобрать нужный диаметр лепесткового круга. Конструкция круга предполагает использование всей площади наждачной бумаги при шлифовке поверхности. В первую очередь таким диском очень удобно «шкурить» дерево, чаще всего его используют при подготовке дерева под покраску, для снятия старого лака, также очень часто наши покупатели берут такие диски для чистовой обработки срубов(когда внутри чистые стены сруба, гладко зашлифованные и покрытые лаком). Смотрится такая внутренняя отделка просто супер.
Смотрится такая внутренняя отделка просто супер.
Одним диском для маленькой болгарки можно обработать до 8 квадратных метров деревянной поверхности. Крепится лепестковый круг на болгарке с помощью шайбы, точно также, как и обычный отрезной круг.
Количество оборотов, необходимое для работы диска, приличное, для 115 мм 13000 оборотов, что означает, что им можно работать болгаркой без регулировки оборотов.
Помимо лепестковых кругов для болгарки в продаже вы можете встретить круги для дрели. Они отличаются от болгарочных тем, что имеют шпильку для крепления в патроне.
Размеры «дрелевых» моделей:
— диаметр 80 мм, ширина 20 мм — диаметр 60 мм , ширина 20 мм
Зернистость кругов 16-Н, 25-H и 40-H. (мелкий, средний и крупный). Выглядят они вот так:
Еще на заметку: Алмазный отрезной диск – режем камень на ура.
С помощью таких небольших кружочков вы сможете обработать труднодоступные поверхности, когда обычной болгаркой «не подлезть». Да и в таких случаях, когда доме нет болгарки, они также помогут.
Для промышленной обработки дерева используются радиальные модели — здоровые по диаметру и с большим посадочным отверстием.
Они имеют больший размер, используются в специальных станках для деревообработки.
— Диаметр 150 мм, ширина 30 мм и 50 мм, посадка 32 мм. — Большие круги диаметром 300 мм и ширина 50 мм и 100 мм, посадка 50 мм.
— По зернистости выбор приличный, включает все зерна наждачной бумаги, начиная от 4-Н и заканчивая 40-Н.
Такими огромными кругами идет очень быстрая обработка дерева, поскольку площадь обрабатываемого дерева приличная. Найти в продаже такие модели довольно сложно, не все магазины инструмента предлагают такой товар.
Лепестковые круги для дрели используются при обработке деталей из различного материала (пластика, металла, дерева и т.д.). Их главная особенность конструкции заключается в веерном расположении рабочих элементов. Благодаря этому увеличивается площадь соприкосновения шлифовальных элементов и поверхности заготовки и достигается высокое качество работы. Наибольшую эффективность можно достичь при обработке веерным кругом внутренней поверхности цилиндрических деталей.
Наибольшую эффективность можно достичь при обработке веерным кругом внутренней поверхности цилиндрических деталей.
Представленные на нашем сайте веерные круги для дрели различаются по нескольким параметрам, которые мы рассмотрим далее.
- Диаметр — напрямую влияет на производительность работы с помощью той или иной модели лепесткового круга: чем он больше, тем быстрее будет выполняться обработка заготовки. На нашем сайте представлен широкий ассортимент кругов диаметром от 60 мм, например, Prorab 1206240, которые подойдут для шлифовки небольших деталей, до 80 мм, как у Зубра 36604-320 — такой круг рекомендуется для обработки больших по площади поверхностей.
- Зернистость — в первую очередь влияет на работу, которую можно будет выполнять с помощью того или иного лепесткового круга для дрели. Обозначается буквой «Р» и цифрой: чем больше цифра, тем мельче абразив. Крупнозернистые круги следует выбирать, если вам предстоят обдирочные работы, а средне- и мелкозернистые подходят для финальной деликатной шлифовки.
- Ширина лепестков — также влияет на скорость обработки поверхности: чем больше значение этой характеристики, тем быстрее будет выполнена работа по шлифовке или полировке.
- Размер хвостовика — этот параметр должен соответствовать размеру посадочного отверстия у дрели.

В нашем интернет-магазине вы можете купить веерный круг, подходящий именно под ваши запросы. Оформление заказа не займет много времени — позвоните по телефону 8-800-555-83-28. Менеджер предоставит информацию по всем интересующим вас вопросам.
Мы предлагаем веерные насадки и круги по всей России: Москва, Санкт-Петербург, Екатеринбург, Челябинск, Нижний Новгород и многие другие города с доставкой и гарантией, звоните! Узнать подробную информацию об условиях и стоимости доставки Вы можете у наших менеджеров.
Лепестковый диск для болгарки: виды и особенности работы
Шлифовальные лепестковые диски применяют для предварительной и конечной обработки изделий. Зернистость кругов – от 40 до 2500, абразивный материал – цирконий и электрокорунд.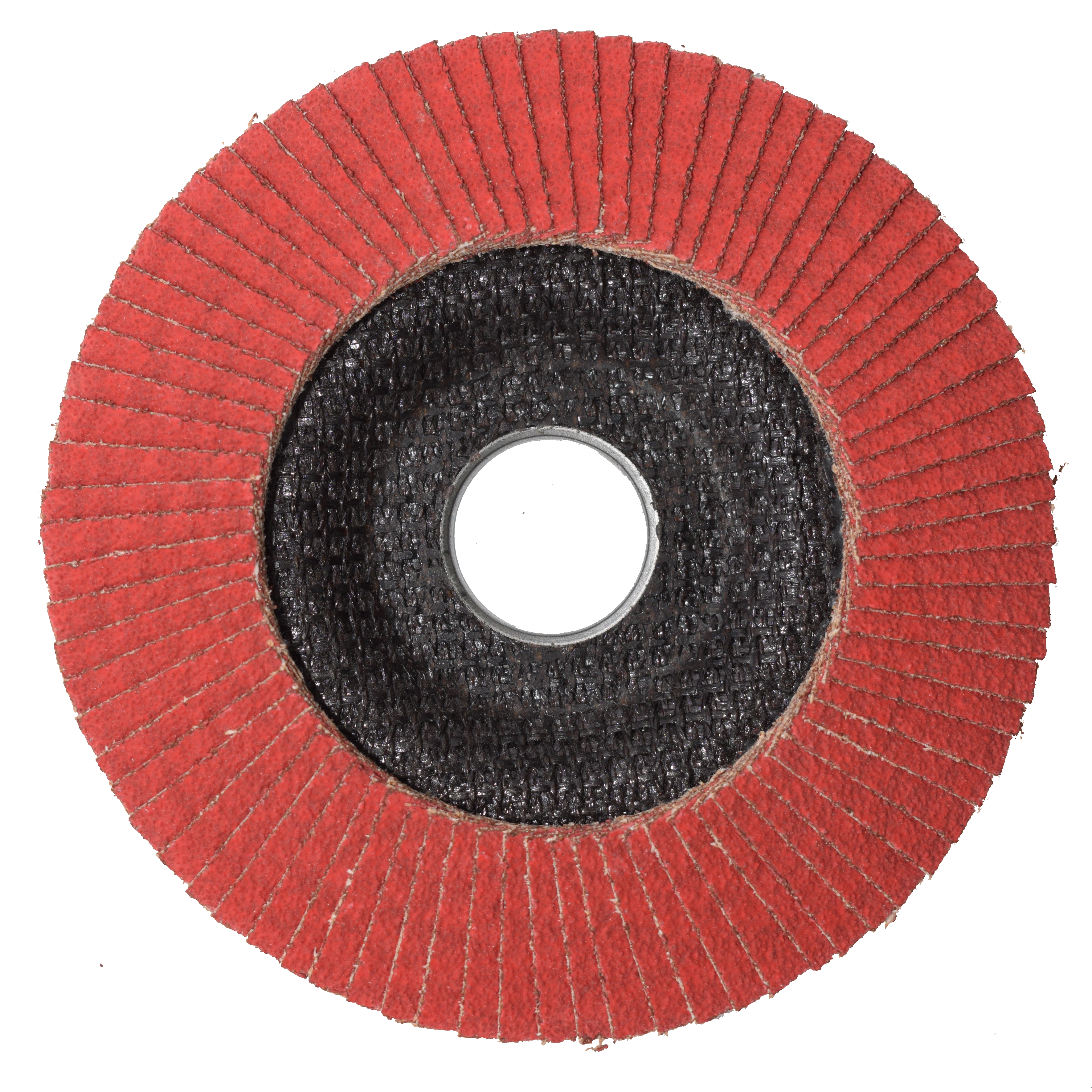 Диаметр кругов – от 15 до 500 мм. Высокое качество изделий обеспечивает низкую вибрацию и высокую производительность оборудования. Показывают хорошие результаты при обработке прочных материалов и тонких листов, швов и внутренних полостей. Применяются для оснащения ручных инструментов и стационарного оборудования, для прямых и углошлифовальных станков.
Диаметр кругов – от 15 до 500 мм. Высокое качество изделий обеспечивает низкую вибрацию и высокую производительность оборудования. Показывают хорошие результаты при обработке прочных материалов и тонких листов, швов и внутренних полостей. Применяются для оснащения ручных инструментов и стационарного оборудования, для прямых и углошлифовальных станков.
Лепестковые круги хорошо зарекомендовали себя для очистки металла от коррозии или краски, зачистки сварных швов и снятия заусенец при обработке металла резкой или штамповкой. Используют их и для подготовки дерева к покрытию краской или лаком. Принцип действия различных кругов общий – снятие верхнего слоя материала с помощью абразивного вещества, нанесенной на основу.
Производители поставляют на рынок различные образцы шлифовальных дисков, специально для плоской полировки и торцевого шлифования, существуют также образцы для зачистки внутренних, скрытых объемов. Лепестковый диск имеет повышенную эластичность.
Лепестковые круги различают по зернистости.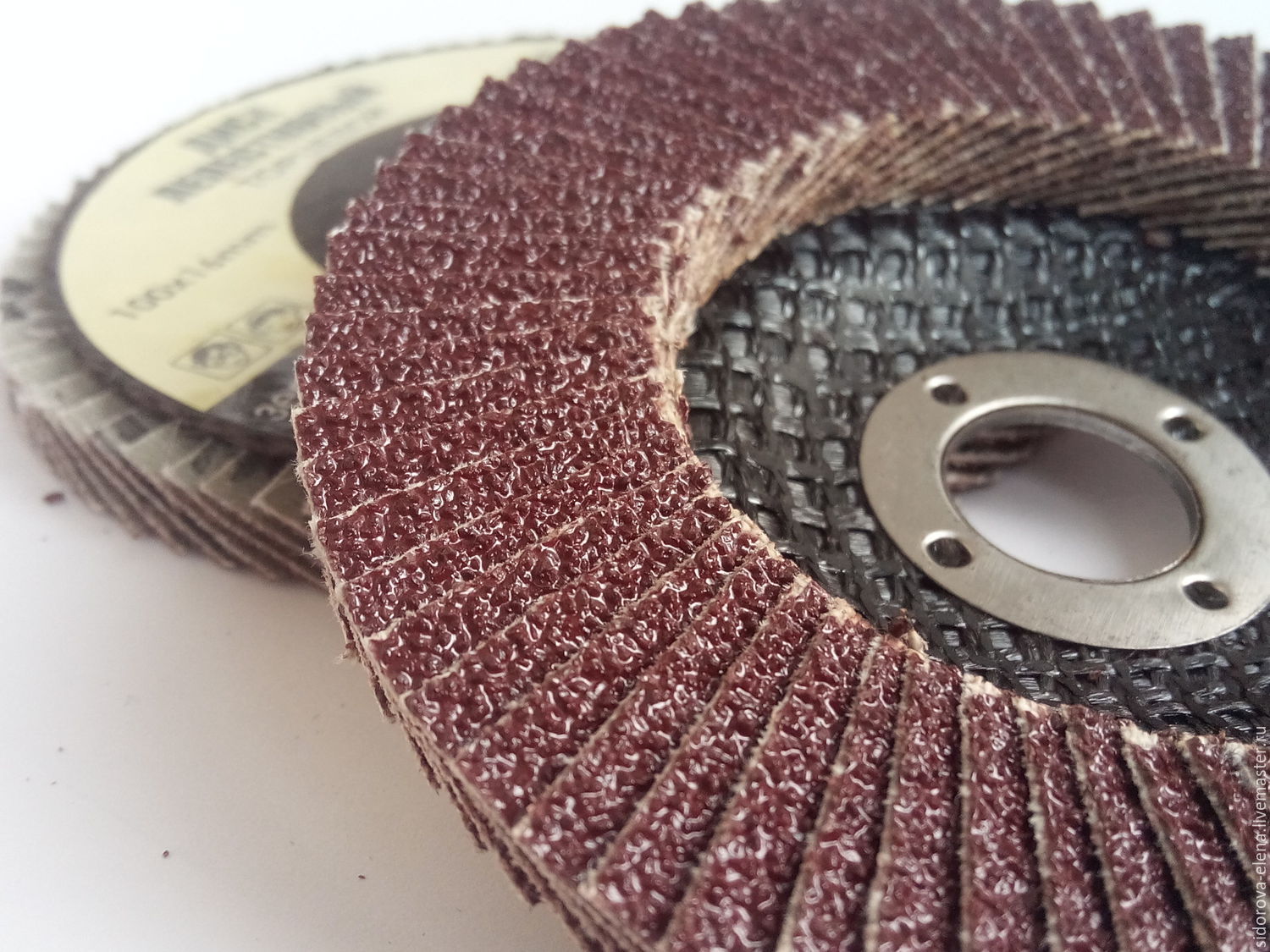 Существует несколько типоразмеров зерен — 40, 60, 80, 120. В соответствии с российскими нормативами, чем больше число, тем больше диаметр зерна. По иностранной номенклатуре, наоборот, большее число соответствует более мелкому зерну.
Существует несколько типоразмеров зерен — 40, 60, 80, 120. В соответствии с российскими нормативами, чем больше число, тем больше диаметр зерна. По иностранной номенклатуре, наоборот, большее число соответствует более мелкому зерну.
Выбирая круг, необходимо помнить, что при высокой зернистости обработка станет более грубой и обрабатываемая поверхность шероховатой.
Выпускаю несколько модификаций лепестковых дисков для шлифовки. Рассмотрим наиболее распространенные:
- Круг лепестковый торцевой (КЛТ), предназначен для обработки деталей из металла, дерева, пластика. Основная область применения – край изделия. Производятся изделия, имеющие зернистость 500, диаметр – от 115 до 180 мм, наиболее распространенный – 125 мм. Диаметр посадочного отверстия – 22 мм. Может быть использован практически до полного изнашивания. Применяется как для черновой обработки, так и для финишной зачистки. Существуют плоские и выпуклые виды кругов, что позволяет изменять глубину выемки слоя. Оптимален для зачистки поверхности перед нанесением лакокрасочного покрытия. Существуют два вида КЛТ:
 Оптимален для зачистки поверхности перед нанесением лакокрасочного покрытия. Существуют два вида КЛТ:
Оптимален для зачистки поверхности перед нанесением лакокрасочного покрытия. Существуют два вида КЛТ:- прямой, для больших площадей при плоской шлифовке;
- конусный, для обработки швов, стыков и краев.
- Круг лепестковый пакетный (КЛП) или складчатый (КЛС), изготавливается в виде стальной основы с большим количеством сегментов. Изделие идеально для любых материалов, включая пластик и сталь. Наибольший диаметр достигает 500 мм, применяется для ручной и станочной обработки поверхностей, диаметр посадочного гнезда от 30 до 100 мм. Зернистость абразива – до 500. Такие диски предназначаются для обработки больших поверхностей. Возможность регулировки скорости обеспечивает высокие результаты при полировке поверхности.
- Лепестковый круг с оправкой (КЛО) имеет в своем составе оправку, с помощью которой крепится в инструмент. Применяется для обработки внутренних полостей. Широкий диапазон типоразмеров позволяет подобрать изделие под любую площадь обрабатываемых деталей. Зернистость КЛО варьируется от 40 до 500, диаметр – от 15 до 150 мм. Эта марка дисков позволяет достичь высокого качества обработки.
 Зернистость КЛО варьируется от 40 до 500, диаметр – от 15 до 150 мм. Эта марка дисков позволяет достичь высокого качества обработки.
Зернистость КЛО варьируется от 40 до 500, диаметр – от 15 до 150 мм. Эта марка дисков позволяет достичь высокого качества обработки.Шлифовальный лепестковый диск для болгарки специально изготавливают для установки на болгарку (углошлифовальную машинку). Диаметр кругов различный, от 115 до 230 мм, включая и лепестковый диск для маленькой болгарки. Подбирается диаметр в соответствии с типоразмером инструмента. Оптимальными считаются лепестковые диски для болгарки 125 мм. Диаметр посадочного отверстия, для наиболее распространенных марок, имеет стандартную величину – 22,23 мм. Толщина лепесткового диска около его центра составляет от 1,2 до 2,0 мм, в зависимости от диаметра круга.
Шлифовальный лепестковый диск для болгарки по металлу разделен на отдельные сегменты – лепестки, откуда и пошло его название. Поверхность лепестков покрыта тонким слоем крошки из цирконового электрокорунда, закрепляемого на материале эпоксидной смолой. Перспективной новинкой стала новейшая разработка отечественных инженеров – диск с покрытием из победитовой крошки электроимпульсного дробления, зафиксированной с помощью сверхпрочной пайкой, что увеличивает срок службы. Увидеть диск лепестковый для маленькой болгарки можно на фото.
Увидеть диск лепестковый для маленькой болгарки можно на фото.
При необходимости обработки большого объема деревянных поверхностей, например, подготовить пол к окраске или обновить фасад деревянного дома, лучше всего подойдет такой инструмент как болгарка. В таких случаях применяют лепестковый диск для болгарки по дереву, изготовленный из лепестков с абразивным покрытием, нанесенной на жесткий каркас, уложенные внахлест, перекрывая предыдущий на три четверти длины. Диски различаются по зернистости, которая маркируется на изделии. Подразделяются диски и по назначению. Для снятия шероховатости применяют круги с мелкой зернистостью, для удаления неровностей – средней, для удаления старой краски потребуется круг с крупным зерном. Диаметр дисков – от 115 до 180 мм, в том числе – 125 мм.
Лепестковые круги в зависимости о зернистости могут быстро снять неровный слой, поверхность при этом становится шероховатой или снять все неровности при небольшом слое срезаемого материала. Правильным является последовательное использование дисков с крупной и мелкой зернистостью (Видео). Жесткость круга позволяет прикладывать значительное усилие при зачистке для повышения эффективности.
Правильным является последовательное использование дисков с крупной и мелкой зернистостью (Видео). Жесткость круга позволяет прикладывать значительное усилие при зачистке для повышения эффективности.
При обработке изделий из дерева, сложной конфигурации применяется лепестковые диски, в которых полосы наждачной бумаги расположены радиально. Однако, применение такого инструмента требует некоторых навыков. Предварительно необходимо отработать силу прижима и угол наклона инструмента.
Угловая шлифовальная машина (УШМ, болгарка) – инструмент, с помощью которого возможно исполнение нескольких видов работ. В каждом случае требуется использование дополнительных приспособлений – специальные диски и насадки. Какой именно круг выбрать в конкретном случае?
Размеры дисков, предназначенных для болгарки, могут быть разными. Каждый из них имеет определенные диаметры – внутренний и внешний. Внутренний увязан с посадочным размером УШМ. У бытовых шлифмашин он одинаков – 22,2 мм. От внешнего диаметра круга зависит глубина реза или площадь шлифуемой поверхности. Диск большего размера дает более глубокий рез. Диаметры внешние дисков для болгарки: 115, 125, 150, 180, 230. Круги имеют различную толщину. При выборе нужно отдавать предпочтение тем, что толще. Тонкий диск быстрее износится.
От внешнего диаметра круга зависит глубина реза или площадь шлифуемой поверхности. Диск большего размера дает более глубокий рез. Диаметры внешние дисков для болгарки: 115, 125, 150, 180, 230. Круги имеют различную толщину. При выборе нужно отдавать предпочтение тем, что толще. Тонкий диск быстрее износится.
Какие бывают диски для болгарки? Круги к угловой шлифовальной машине классифицируют по следующим параметрам:
- вид работы;
- материал, из которого изготовлен круг;
- форма;
- размеры.
Существуют специальные круги – по дереву, металлу, бетону, искусственному и натуральному камню и т. д. О том, к какому материалу подходит насадка, говорит маркировка. Каждый вид может подходить для нескольких видов обрабатываемых поверхностей. Например, диск для работ по камню для болгарки режет бетон, кирпич, керамику, тротуарную плитку и т. п. Но резать или шлифовать кругом по дереву металл или насадкой по черновой стали нержавеющую невозможно. УШМ обрабатывают, в том числе, асфальт, пластмассу, стекло, стекловолокно. При необходимости можно найти специальные диски для угловой шлифовальной машины (болгарки) по керамограниту, граниту, железобетону, мрамору, керамике, плитке, кирпичу, пластику. При желании сэкономить предпочтительно поискать универсальный круг, который обрабатывает сразу несколько видов материалов.
УШМ обрабатывают, в том числе, асфальт, пластмассу, стекло, стекловолокно. При необходимости можно найти специальные диски для угловой шлифовальной машины (болгарки) по керамограниту, граниту, железобетону, мрамору, керамике, плитке, кирпичу, пластику. При желании сэкономить предпочтительно поискать универсальный круг, который обрабатывает сразу несколько видов материалов.
По виду выполняемых работ круги к УШМ бывают:
Диски к УШМ изготавливают из нескольких разных материалов. Каждый из них имеет свои особенности. Виды кругов для угловых шлифовальных машин:
К дискам для болгарки можно условно отнести опорные тарелки. Их называют также опорными или тарельчатыми дисками. Тарелки изготавливают из пластика или резины. Их используют в сочетании с некоторыми шлифовальными, полировальными, зачистными абразивными насадками, наждачными кругами. Необходимость использования опорного диска нужно уточнить при покупке того или иного круга для УШМ.
У шлифовальных дисков болгарок важную роль играет зернистость. Чем ее значение выше, тем мельче размер абразивных частиц, а значит, тоньше шлифовка:
Чем ее значение выше, тем мельче размер абразивных частиц, а значит, тоньше шлифовка:
- 40–80 – предварительная обработка;
- 100–120 – выравнивание;
- 180–240 – заключительная шлифовка.
Зернистость алмазных полировальных кругов на гибкой основе: 50, 100, 200, 400, 600, 800, 1000, 1500, 2000 и 3000 (самое мелкое зерно). О зернистости говорит маркировка на обороте.
Отрезные алмазные диски бывают четырех видов:
- Сплошные («Корона»). Они предназначены для выполнения только мокрого реза. Режущая кромка непрерывна. Этот вид кругов обеспечивает более быстрое выполнение работы, делает ровные срезы без сколов.
- Сегментные. Диски сегментированные имеют на режущем крае равномерно расположенные прорези, направленные к центру. Они делят диск на равные части – сегменты. Сегментные круги используют при выполнении сухих резов.
- Комбинированные («Турбо»). Кромка диска имеет зубчатую форму, состоящую из наклонных канавок. Этот вид дисков универсален, подходит для сухих и мокрых резов.
- Турбосегментные. Их кромка тоже зубчатая, но разделена на сегменты, как у сегментированного диска. Подходят при сухой резке. Особая форма повышает производительность.

Во время резки болгаркой многих видов материалов (бетон, керамика и т. п.) образуется большое количество пыли. Желательно избежать вредных последствий для человека, выполняющего работу, а также оседания пыли на окружающие предметы. Поэтому применяют технику «мокрого» реза. Во время работы следят, чтобы режущая кромка была увлажнена водой, тогда пыли меньше.
В продаже можно найти круги к УШМ с фланцем. Фланец надежно и быстро крепит круг, повышает жесткость, снижает вибрацию, повышает точность обработки, расширяет возможности инструмента, позволяет обрабатывать «мертвые зоны», плоские углы.
Огромный выбор кругов разного назначения к угловой шлифовальной машине позволяет выполнять этим инструментом множество задач. Из предлагаемого производителями ассортимента нужно лишь выбрать подходящие диаметр диска, материал, форму. При этом нужно помнить, что высокая стоимость связана с более высокой прочностью круга, а значит, увеличением срока службы инструмента иногда в несколько раз.
При этом нужно помнить, что высокая стоимость связана с более высокой прочностью круга, а значит, увеличением срока службы инструмента иногда в несколько раз.
Оптовые цены предоставляются по запросу.
Свяжитесь с нами по тел. 8 800 302-23-24
или отправьте запрос по адресу: [email protected]
Оптовые цены предоставляются по запросу.
Свяжитесь с нами по тел. 8 800 302-23-24
или отправьте запрос по адресу: [email protected]
Оптовые цены предоставляются по запросу.
Свяжитесь с нами по тел. 8 800 302-23-24
или отправьте запрос по адресу: [email protected]
Оптовые цены предоставляются по запросу.
Свяжитесь с нами по тел. 8 800 302-23-24
или отправьте запрос по адресу: [email protected]
Оптовые цены предоставляются по запросу.
Свяжитесь с нами по тел. 8 800 302-23-24
или отправьте запрос по адресу: [email protected]
Оптовые цены предоставляются по запросу.
Свяжитесь с нами по тел. 8 800 302-23-24
или отправьте запрос по адресу: [email protected]
Оптовые цены предоставляются по запросу.
Свяжитесь с нами по тел. 8 800 302-23-24
или отправьте запрос по адресу: [email protected]
Оптовые цены предоставляются по запросу.
Свяжитесь с нами по тел. 8 800 302-23-24
или отправьте запрос по адресу: [email protected]
Оптовые цены предоставляются по запросу.
Свяжитесь с нами по тел. 8 800 302-23-24
или отправьте запрос по адресу: [email protected]
Оптовые цены предоставляются по запросу.
Свяжитесь с нами по тел. 8 800 302-23-24
или отправьте запрос по адресу: [email protected]
Оптовые цены предоставляются по запросу.
Свяжитесь с нами по тел. 8 800 302-23-24
или отправьте запрос по адресу: [email protected]
Оптовые цены предоставляются по запросу.
Свяжитесь с нами по тел. 8 800 302-23-24
или отправьте запрос по адресу: [email protected]
Диск лепестковый – незаменим при обработке поверхностей
При зачистке и полировке поверхностей редко можно обойтись без диска лепесткового на основе шкурки. Самый распространенный тип расходного материала – круг лепестковый торцевой для установки на ручной инструмент. Круг лепестковый торцевой обеспечивает практически бесшумную обработку поверхности без вибраций при качественном и чистом результате. Лепестковый диск нужен при обработке дерева, зачистки швов, удалении наплывов, ржавчины, окалины и других шлифовальных задач.
Самый распространенный тип расходного материала – круг лепестковый торцевой для установки на ручной инструмент. Круг лепестковый торцевой обеспечивает практически бесшумную обработку поверхности без вибраций при качественном и чистом результате. Лепестковый диск нужен при обработке дерева, зачистки швов, удалении наплывов, ржавчины, окалины и других шлифовальных задач.
Круги лепестковые различаются по инструментам, для которых они предназначены.
- Лепестковые круги для болгарки различной зернистости – от тончайшего Р120 до грубого Р40. По диаметру эти лепестковые шлифовальные круги составляют от 11,5 до 18 сантиметров. Конструктивно круг лепестковый торцевой выглядит как диск с нанесенной на всю его поверхность шкуркой. Он часто применяется для шлифовки древесины перед покраской, либо обработки срубов. Одного круга лепесткового хватает примерно на 8 квадратных метров дерева.
- Диск лепестковый для дрели – похожий на лепестковые круги для болгарки диск, на котором предусмотрено крепление под патрон дрели. Как правило, диаметр такого диска лепесткового составляет 6-8 сантиметров при толщине 2 сантиметра. Лепестковые шлифовальные круги для дрели позволяют обработать труднодоступные для УШМ места.
- Круги лепестковые для станков – большие диски диаметром до 30 сантиметров при толщине до 50 сантиметров, незаменимые при работе на поверхность большой плоскости.
- При покупке лепестковых шлифовальных кругов важно обращать внимание не только на диаметр и зернистость, то также форму – плоскую или коническую. Первые применяются для обработки плоских заготовок и внешних швов на плоскостях, вторые – это более «агрессивные» и универсальные круги лепестковые для неровных поверхностей.
 Как правило, диаметр такого диска лепесткового составляет 6-8 сантиметров при толщине 2 сантиметра. Лепестковые шлифовальные круги для дрели позволяют обработать труднодоступные для УШМ места.
Как правило, диаметр такого диска лепесткового составляет 6-8 сантиметров при толщине 2 сантиметра. Лепестковые шлифовальные круги для дрели позволяют обработать труднодоступные для УШМ места.Лепестковые круги для болгарки и дрели в «ПрофиМаркет»
В интернет-магазине «ПрофиМаркет» можно купить любые шлифовальные круги для ручного инструмента. В каталоге вы найдете круг лепестковый торцевой для УШМ и дрелей различного диаметра и нужной зернистости. Наши клиенты пользуются хорошим сервисом и бесплатными консультациями, а также всегда получают заказы в срок!
Круг лепестковый торцевой (КЛТ). С ним знакомы почти все, кто хоть иногда держит в руках болгарку (УШМ). Круг успешно применяется в задачах по ремонту, в небольших мастерских и, конечно, на большинстве производств, связанных с металлообработкой.
С ним знакомы почти все, кто хоть иногда держит в руках болгарку (УШМ). Круг успешно применяется в задачах по ремонту, в небольших мастерских и, конечно, на большинстве производств, связанных с металлообработкой.
Почему используют КЛТ?
В сравнении с жестким зачистным кругом, КЛТ практически не производит шума и не имеет вибраций. При этом обеспечивает высокий уровень съема металла и хорошее качество поверхности.
Несмотря на широкую распространенность КЛТ, клиенты часто выбирают самый дешевый из предлагаемых продуктов, и в результате не всегда бывают довольны полученным качеством или ресурсом круга.
Это происходит потому, что большинство пользователей считают КЛТ очень простым продуктом, и что все они похожи друг на друга и не имеют особых различий. Зачем же тогда переплачивать?
Дешевый, не значит хороший.
Покупая дешевый круг на рынке или в магазине клиент, ослепленный низкой ценой, позже будет разочарован ресурсом и производительностью, которую он получил пусть за небольшие, но свои деньги.
В это сложно поверить, но зачастую более дорогой лепестковый круг оказывается самым дешевым в использовании.
Круг Лепестковый Торцевой бывает разных видов и имеет целый ряд характеристик, учитывая которые, вы сможете выбрать продукт который поразит своей эффективностью и будет полностью отвечать всем предъявляемым требованиям.
Так что же это за виды и характеристики круга?
Мы поможем Вам разобраться.
Первое, на что следует обратить внимание при выборе КЛТ – это диаметр.
Диаметр выбирают исходя из характеристик УШМ на которой вы будете данный круг применять.
Вторая размерная характеристика это посадочное отверстие. Но оно стандартизировано для всех УШМ, используемых в России и имеет размер 22.23 мм. (встречаются редкие экземпляры инструмента с другой посадкой, но они слишком редки, чтобы уделять этому внимание).
Существующие диаметры КЛТ на рынке:
КЛТ производится в двух формах: конусной и плоской.
Обе эти формы имеют свои преимущества и недостатки. Стоит учитывать это, при выборе инструмента для решения своей задачи.
Стоит учитывать это, при выборе инструмента для решения своей задачи.
Плоская форма – удобна для работы с плоскими деталями, внешними швами на прямолинейных поверхностях.
За счет плоской формы, такие круги имеют большее пятно контакта, и следовательно ими ниже вероятность сделать “зарезы” на поверхности, то есть вы не изменяете геометрию изделия.
Эта же характеристика может выступать и минусом: из-за большего пятна контакта такой круг менее агрессивен чем его конусный аналог. Важно учесть это при выборе круга.
Конусная форма – более универсальна, удобна для обработки криволинейных и изогнутых поверхностей.
Поэтому конусная форма КЛТ больше распространена, как более универсальная. Особенно успешно применяется в производстве емкостей.
Большая производительность конусных КЛТ позволяет справляться с самыми сложными и тяжелыми задачами по металлообработке, зачищать самые крупные сварные швы.
Также зачастую конусными КЛТ удобнее работать, так как при работе УШМ мы всегда стараемся держать угол 10-15 градусов к обрабатываемой поверхности, а конусный КЛТ уже имеет этот угол.
Помимо этого, при работе конусным КЛТ шпиндель УШМ не будет вам мешать (или будет мешать меньше) при обработке, чего не скажешь про плоскую конфигурацию, где вы будете инстинктивно стремиться работать плоскостью круга и шпиндель будет упираться в деталь.
Материал круга, зернистость круга.
Имеется ввиду материал абразивного зерна и его размер.
Тему материалов я затрагивал ранее, в статье про шлифовальные ленты.
Эти материалы представлены в порядке возрастания производительности, надежности и соответственно, цены.
Здесь все так же просто – вы выбираете материал в зависимости от задачи, от обрабатываемого материала.
В кругах лепестковых чаще всего используются три материала:
1. Оксид алюминия (ALUMINIUM OXIDE, чаще всего коричневого цвета) – самый недорогой и простой абразив. Используется повсеместно из-за низкой цены. Чаще всего в розничной продаже представлены КЛТ именно из Оксида алюминия. Применяются для обработки цветных металлов, алюминия, потому что они все равно быстро “засаливаются” и нет смысла тратиться на дорогие круги. Обработка черной стали тоже популярная задача для этих кругов, хотя серьезные производители металлоизделий используют материалы более продвинутого уровня. Изготавливаются в зернистости Р40, 60, 80 и 120.
Обработка черной стали тоже популярная задача для этих кругов, хотя серьезные производители металлоизделий используют материалы более продвинутого уровня. Изготавливаются в зернистости Р40, 60, 80 и 120.
2. Цирконат алюминия (ZIRCONIA ALUMINA, чаще всего синего цвета, реже зеленого) – самый распространенный материал для КЛТ среди предприятий работающих с металлоизделиями. Абразивный материал ZK сочетает в себе высокую производительность при работе с конструкционными и легированными сталями, большую долговечность наряду с умеренной ценой. Также успешно применяется для обработки нержавеющих сталей, так как не вызывает дальнейшей коррозии зон обработки. Изготавливаются в зернистости Р40, 60, 80 и 120.
3. Керамическое зерно (CERAMICS, чаще всего красного цвета и его темные оттенки) – самый производительный и дорогой материал для изготовления КЛТ. Керамику используют для самых сложных и тяжелых задач, где другие круги не справятся, а также клиенты которые больше всего ценят свое время и качество выпускаемой продукции. Лучше всего такие КЛТ работают с нержавеющими, жаропрочными и другими легированными сталями, где требуется получать меньше прижогов и максимально быстро обрабатывать металл. Изготавливаются в зернистостях Р40, 60 и 80, значительно реже Р120.
Лучше всего такие КЛТ работают с нержавеющими, жаропрочными и другими легированными сталями, где требуется получать меньше прижогов и максимально быстро обрабатывать металл. Изготавливаются в зернистостях Р40, 60 и 80, значительно реже Р120.
Помимо абразивного зерна, важно чтобы в КЛТ использовалась правильная основа и связывающий материал.
Встречаются две основные проблемы при работе с КЛТ:
- Абразивное зерно с лепестков уже выкрошилось, и остается “голая ткань” без абразива, которая не может шлифовать сама, и не дает шлифовать абразиву, который находится под ней. То есть основа слишком плотная.
- Основа, на которой находится абразивное зерно истирается раньше чем сработается минерал. То есть основа недостаточно прочная, слишком хрупкая.
В идеале абразивное зерно и его подложка должны работать одновременно, и когда отрабатывает зерно, истирается и основа, освобождая новые лепестки с абразивным зерном. То есть основа должна иметь характеристики, соответствующие используемому зерну и связке, а так же решаемой вами задаче.
Если у вас происходит одна из двух указанных выше проблем, то либо вы неверно (не по назначению) используете круг, либо ваш круг низкого качества.
Выбор размера абразивного зерна зависит в первую очередь от задачи, которую вы будете выполнять кругом. Большая часть КЛТ производится в зернистостях Р40, 60, 80 и 120. КЛТ с более мелкой зернистостью встречаются редко и изготавливаются из оксида алюминия, поэтому их эффективность очень низка.
Итак, какие задачи можно выполнять лепестковым кругом?
Одна из самых популярных задач для КЛТ.
Правильно выбрав круг вы можете зачистить сварной шов в ноль и получить требуемый уровень качества поверхности на любом металле.
В отличие от жесткого зачистного круга, лепестковый круг мягче в работе и позволяет выполнять более деликатно даже самую грубую работу.
Для зачистки больших швов на черной стали используйте круги Cibo с цирконатом алюминия или Cibo Ceramic в грубых (Р40, Р60) зернах.
Всегда после лазерной резки на кромках металла остаются наплывы металла, которые необходимо удалить для дальнейшей работы с изделием.
Делать это жесткими зачистными кругами эффективно, но качество поверхности в таком случае оставляет желать лучшего.
Использование агрессивных и производительных КЛТ от компании Gtool Group позволит вам увеличить качество получаемой поверхности, увеличить комфорт работы оператора, при этом не потеряв в производительности.
Заусенцы после резки металла абразивными кругами или другим способом это также дефект, который требует последующей обработки и является регулярной задачей на любом производстве.
С помощью КЛТ конусной формы диаметром 115 и 125 мм вы сможете вести обработку заусенцев на любой конфигурации изделий, при этом получая аккуратную кромку для дальней сварки или монтажа.
4. Удаление окалины и ржавчины с поверхности металла.Зачастую, когда нет возможности обработать поверхность с помощью пескоструйной или дробеструйной обработки, производителям металлоизделий приходится прибегать к механической обработке. Работа металлическими щетками или специальными кругами СD не всегда дает нужный результат, так как требуется исключительная агрессивность от применяемого материала.
Можно воспользоваться для такой работы жестким зачистным кругом, но он имеет малую площадь контакта и не позволит быстро обрабатывать детали.
И здесь вам помогут КЛТ ZK от компании Cibo. При такой работе данные круги покажут высокий уровень производительности и хорошее качество получаемой поверхности.
Важно понимать, что при работе с большой окалиной или ржавчиной КЛТ будут “засаливаться” и следует правильно подбирать размер зерна.
Подготовка кромок под сварку – это ежедневная задача на любом производстве металлоизделий.
Эта задача лучше всего выполняется специальными машинами фаскоснимателями.
Но зачастую, когда речь идет о небольшой толщине (до 5-6 мм) металла и непрямолинейной конфигурации изделия, то фаску снимают с помощью УШМ и зачистных кругов разного типа.
КЛТ позволяет проводить такую обработку быстро, комфортно и добираться до угловых стыков, благодаря лепесткам выступающим за пределы опорной тарелки.
Такая фаска получается аккуратной и равномерной.
Иногда встречаются необычные КЛТ, имеющие особенности, которые позволяют решить ту или иную задачу.
Например КЛТ с прорезями для визуального контроля. Во время работы таким кругом, сквозь него видно зону обработки. Такая форма удобна, но не прощает сильного давления, нужно быть аккуратнее. Правда сейчас более востребованы жесткие круги с визуальным контролем.
КЛТ с загнутыми лепестками, для работы в углах. Позволяет выполнять зачистку непосредственно торцом круга.
Комбинированные КЛТ. В таких КЛТ лепестки абразивного материала чередуются с лепестками из нетканного абразивного материала. Идеальны для обработки нержавеющих сталей.
Встречаются также КЛТ, когда сочетаются лепестки из Керамики и Цирконата.
Все эти КЛТ имеют свой спектр применения, и позволяют качественно решить узкий спектр задач.
Теперь вы видите сами, что КЛТ бывают по форме, по размеру, и по производственным возможностям.
Как выбрать КЛТ для своей задачи.
Чтобы правильно выбрать КЛТ вам нужно знать следующее:
1) Какой материал вы будете обрабатывать.
2) Какую задачу вы будете выполнять.
3) Какой инструмент (УШМ) у вас есть.
Правильно ответив на эти три вопроса, вы сможете выбрать круг лепестковый торцевой оптимально решающий вашу задачу.
1. КЛТ Cibo – особенности и преимущества.
Почему КЛТ Сibo?
Компания Gtool предлагает своим клиентам только лучшие решения в области металлообработки.
КЛТ от компании Cibo отвечают высочайшим стандартам качества европейских и российских производств, именно поэтому мы предлагаем их нашим клиентам.
Линейка КЛТ с высококачественным цирконатом алюминия, который работет более эффективно чем круги с оксидом алюминия и круги с цирконатом других производителей.
КЛТ Cibo ZK обеспечивают высокую производительность даже при небольших мощностях используемого инструмента, благодаря высоким свойствам самозатачивания.
Это делает их незаменимыми при обработке как черной так и нержавеющей стали.
Поставляется в зернах Р40, Р60, Р80 и Р120.
Если вы хотите получить больше производительности от работы лепестковыми кругами, то Cibo Ceramic это именно то что Вам нужно.
Благодаря своему уникальному составу зерна, эти КЛТ подходят для очень тяжелых задач, обеспечивают очень быстрый съем металла.
В дополнение к беспрецедентно длительному сроку службы, КЛТ Cibo Ceramic очень удобны в работе, потому что имеют равномерный износ и обеспечивают постоянную производительность на всем рабочем цикле.
Резьбовая посадка круга на М14 позволяет ускорить процесс замены и увеличить надежность круга.
Мощный двигатель (1200 Ватт) является необходимым для работы такими кругами.
Идеальное решение для грубых работ по черной и нержавеющей стали.
Поставляется в зернах Р40 и Р60.
Выберите свой КЛТ или обратитесь к нашим специалистам, и они помогут Вам сделать безошибочный выбор.
Автор статьи: Борис Купинов
Здравствуйте. Меня зовут Борис. Я уже более 7 лет работаю прорабом в строительной компании. Я считаю, что в настоящее время являюсь профессионалом в своей области и хочу помочь всем посетителям сайта решать разнообразные вопросы. Все материалы для сайта собраны и тщательно переработаны с целью донести как можно доступнее всю нужную информацию. Перед применением описанного на сайте желательна консультация с профессионалами.
✔ Обо мне ✉ Обратная связь Оцените статью: Оценка 4.1 проголосовавших: 8Как выбрать круг лепестковый? – это блоги от abro-ind.ru
Для шлифовальных работ и чистовой обработки поверхности важно правильно выбрать абразивный материал – это сведет к минимуму риск удаления слишком большого количества материала и сократит время и стоимость работ.
Лепестковые диски изготавливаются из тех же абразивов, что и диски шлифовальные, но их многослойная конструкция дает возможность обработки материалов в более щадящем режиме.
Они идеально подходят как для первичного шлифования, так и для финишных работ. К преимуществам лепестковых кругов можно отнести:
-
легкость;
-
низкий уровень шума;
-
малый нагрев при шлифовании;
-
длительный срок службы;
- высокое качество зачистки
Выбор абразивного материала
То, как работает лепестковый круг, во многом зависит от используемого абразивного материала и размера зернистости.
В дисках ABRO используются два основных абразива: оксид алюминия и диоксида циркония.
Оксид алюминия (электрокорунд) – самый распространенный и доступный тип корунда. Он применяется для обработки всех черных металлов, пластика, дерева.
Он применяется для обработки всех черных металлов, пластика, дерева.
Использование диоксида циркония в качестве абразивного материала обеспечивает высокую производительность работ и длительный срок службы диска. Циркониевые диски особенно хороши для нержавеющих и углеродистых типов стали. Такой круг более теплостойкий, прочный и долговечный, остается острым в течение более длительного периода времени.
Самый простой способ понять, из какого абразивного материала изготовлен лепестковый диск, – это посмотреть на его цвет. Если абразив окрашен в коричневый цвет, перед вами круг с абразивом на основе оксида алюминия
Если же диск синего цвета, то, как правило, он изготовлен на основе циркония.
Для того, чтобы убедиться на 100% в материале диска, проверьте технические данные, указанные на нем:
«А» – оксид алюминия
«ZA» – цирконат алюминия
(больше про маркировки дисков можно узнать тут: Как выбрать отрезной диск? )
Выбор зернистости
Каждому виду шлифовальных работ соответствует определенная зернистость лепесткового диска.
Таблица 1. Выбор зернистости диска.
В ассортименте бренда ABRO существуют все описанные выше виды зернистости:
Диск торцевой лепестковый 40 (125 мм х 22,23 мм)
Диск торцевой лепестковый 60 (125 мм х 22,23 мм)
Диск торцевой лепестковый 80 (125 мм х 22,23 мм)
Диск торцевой лепестковый 100 (125 мм х 22,23 мм)
Диск торцевой лепестковый 120 (125 мм х 22,23 мм)
Выбор диаметра
100 мм – минимальный размер. Подходит для небольших электрических УШМ (угловая шлифовальная машинка), а также для пневматического инструмента. Применяется для работ в труднодоступных местах.
125 мм – самый популярный размер. Подходит для УШМ высокой мощности.
Существуют и другие размеры, но эти получили самое широкое распространение.Выбор толщины лепестков
Стандартные – для черновой обработки черных металлов. Самый доступный сегмент.
Самый доступный сегмент.
Утолщенные – также называются HD или High Density. Содержат в среднем на 40% больше лепестков по сравнению со стандартными. Мягче обрабатывают, дольше срок службы, меньше риска испортить поверхность, лучше затачиваются. Именно такие диски производит ABRO.
Правильная техника использования
Чтобы максимизировать эффективность и долговечность лепесткового диска, важно выбрать правильное давление и угол при работе с УШМ.
УШМ при работе с лепестковыми дисками, должна контактировать с поверхностью под углом от 5 до 35 градусов. Для каждого диапазона существует свой тип круга:
1. Type 27 (по ГОСТ КЛТ -1) лучше всего подходит для чистовой обработки и применений, где требуются меньшие углы шлифования, от 0 до 15 градусов.
2. Type 29 (по ГОСТ КЛТ-2) лучше всего подходит для агрессивного шлифования под большим углом, от 15 до 25 градусов.
Одна из популярных ошибок связанная с лепестковыми дисками – это слишком сильное давление на УШМ при работе. В этом случае диск будет работать недостаточно быстро, что может привести к его преждевременному износу и перегреву. Слишком сильное давление может также привести к подрезанию, выбоине или повреждению поверхности.
В этом случае диск будет работать недостаточно быстро, что может привести к его преждевременному износу и перегреву. Слишком сильное давление может также привести к подрезанию, выбоине или повреждению поверхности.
ВАЖНО! Если при шлифовке хочется нажать сильнее на круг, это верный признак того, что нужно использовать более крупную зернистость.
Другая ошибка – это шлифовка под тупым углом к поверхности. Такая техника увеличивает давление и нагрузку на края диска, что сокращает срок его службы.
При обработке сварочных швов тонких металлических поверхностей важно не удалять слишком много металла. Необходимо выбрать наименее агрессивный диск. Для подобных работ рекомендуем диск лепестковый с зернистость 80 или 60.
Не судите о степени изношенности лепесткового диска по внешнему состоянию. Лепестковые круги спроектированы таким образом, что при правильном использовании диск будет резать до тех пор, пока клей не станет видимым.
Используя эти простые советы, вы сможете сэкономить на дисках и повысить эффективность своих работ.
Спасибо, что любите ABRO!
Как восстановить лепестковый диск для болгарки
Эффективное восстановление лепестковых дисков для болгарки
ВОССТАНОВЛЕНИЕ ЛЕПЕСКОВОГО ДИСКА ДЛЯ БОЛГАРКИ
👍👍👍Восстановление лепестковых дисков для болгарки
Восстанавливаем лепестковый диск.
Как восстановить лепестковый круг.
Используем лепестковый диск на все 100%
Вторая жизнь лепесткового шлифовального круга.
Реанимация шлифовального круга
Простой способ продления жизни лепесткового торцевого шлифовального круга.
Круг устроен так, что по-идее, абразивный слой должен стираться вместе с тканевой подложкой, но практика показывает обратный результат. Поэтому обнажённую подложку приходится подрезать ножницами по мере её износа. Эта процедура довольно муторная, но несложная. После этого круг начинает работать как новый!
Не выбрасывайте старый шлифовальный диск от болгарки !
В этом видео я расскажу о крутой самоделки из старого шлифовального диска от болгарки, дам ему вторую жизнь .
© NCS releases are free to be used and monetised in user-generated content (UGC) made by independent content creators in video content on YouTube & Twitch, without the fear of copyright claims.
When you are using this track, we simply ask that you put this in your description:
Track: Mountkid – Dino [NCS Release]
Music provided by NoCopyrightSounds.
Watch:
Free Download / Stream:
Нож для восстановления лепестковых дисков для болгарки
Восстановление лепесткового диска УШМ
лепестковые круги
как использовать убитый лепестковый диск.
Шлифовальный лепестковый диск своими руками
Подробная инструкция изготовления своими руками шлифовального лепесткового диска с особым профилем лепестков для ошкуривания полукруглого паза самодельного плинтуса. Изготовлено два диска с лепестками из шлифовальной шкурки разной плотности (на основе бумаги и на ткани). Дана оценка качеству работы обоих дисков.
Ссылка на первоисточник: (
Если Вам понравился этот ролик и Вы хотите получать уведомления о моих новых работах, подписывайтесь на мой канал:
В этом ролике Вы увидели:
Простой деревянный плинтус
Рабочий стол для сверлильного стола
Приспособление для стационарного крепления электрического лобзика
Возможно, это будет Вам интересно:
Моя столярная мастерская
Приспособления для циркулярной пилы
Композиция Whiskey on the Mississippi принадлежит исполнителю Kevin MacLeod (incompetech. com). Лицензия: Creative Commons: By Attribution 3.0 (
com). Лицензия: Creative Commons: By Attribution 3.0 (
Обновление диска для шлифовки по дереву | круг лепестковый торцевой лайфхак
В данном видео вы познакомитесь с самым простым способом чистки/обновления диска для шлифовки по дереву
Производство деревянной мебели и многое другое:
Наша группа вконтакте:
Подписывайся на канал ставь лаек, лойсы
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Миасс, как он есть
Очистка лепесткового диска при шлифовке сруба, собственный опыт
Очистка лепесткового диска при шлифовке сруба, собственный опыт
Сообщение admin » 30 июн 2017, 20:39
Кто шкурил сруб, например под покраску знает, по шлифовал минут 20, особенно если бревну пару лет, а сосна крепкая, горная, то вроде и диск почти целый, а не шлифует. забился смолой. Возюкаешь-возюкаешь его по бревну, в результате одни ожоги на дереве и никакой производительности. Если строители наемные, то совет будет ожидаемый – покупай ящик дисков, а если шлифовать не баню 2 на 3 метра, то стоимость дисков может превысить стоимость работы.
забился смолой. Возюкаешь-возюкаешь его по бревну, в результате одни ожоги на дереве и никакой производительности. Если строители наемные, то совет будет ожидаемый – покупай ящик дисков, а если шлифовать не баню 2 на 3 метра, то стоимость дисков может превысить стоимость работы.
Если коротко, то все советы с инета не работают (замочите в уайт спирите, спирте, коньяке. ) Решение простое, берем пару ложек соды на литр кипятка, разводим и замачиваем диски, когда опускаешь диски сразу видна реакция в виде пузырьков. Часа через два воду сливаем (диски не полощем) если осталась грязь можно почистить железной щеткой. Процедуру повторяем и оставляем сушится. Диски пропитанные содой не забиваются дольше новых, по моему опыту раза в 4-5. Как забьется снова в соду, и так пока диск не сносится под основание.
Если интересно, завтра могу выложить фото “до, и после”, в смысле круга
лепестковый абразивный диск для шлифовального станка на белом фоне Фотография, картинки, изображения и сток-фотография без роялти.
 Изображение 144738086. Лепесток абразивного диска для шлифовального станка на белом фоне Фотография, картинки, изображения и сток-фотография без роялти. Изображение 144738086.
Изображение 144738086. Лепесток абразивного диска для шлифовального станка на белом фоне Фотография, картинки, изображения и сток-фотография без роялти. Изображение 144738086.Лепесток абразивный диск для шлифовального станка на белом фоне Крупный план абразивного ручного шлифовального станка с искровым диском, изолированный объект на белом фоне.Промышленный шлифовальный станок в круг, желтые и розовые лепестки. Круглый чугунный вращающийся диск для шлифования круглых лепестков. Деталь абразивного станка для шлифования металла. Промышленная часть, изолированные на белом фоне.
S M L XL РедактироватьТаблица размеров
| Размер изображения | Идеально подходит для |
| Ю | Интернет и блоги, социальные сети и мобильные приложения. |
| м | Брошюры и каталоги, журналы и открытки. |
| л | Плакаты и баннеры для дома и улицы. |
| XL | Фоны, рекламные щиты и цифровые экраны. |
Используете это изображение на предмете перепродажи или шаблоне?
Распечатать Электронный Всеобъемлющий
3500 x 3500 пикселей | 29.6 см x 29,6 см | 300 точек на дюйм | JPG
Масштабирование до любого размера • EPS
3500 x 3500 пикселей | 29,6 см x 29,6 см | 300 точек на дюйм | JPG
Скачать
Купить одно изображение
6 кредитов
Самая низкая цена
с планом подписки
- Попробуйте 1 месяц на 2209 pyб
- Загрузите 10 фотографий или векторов.
- Нет дневного лимита загрузок, неиспользованные загрузки переносятся на следующий месяц
221 ру
за изображение любой размер
Цена денег
Ключевые слова
Похожие изображения
Нужна помощь? Свяжитесь с вашим персональным менеджером по работе с клиентами
@ +7 499 938-68-54
Мы используем файлы cookie, чтобы вам было удобнее работать. Используя наш веб-сайт, вы соглашаетесь на использование файлов cookie, как описано в нашей Политике использования файлов cookie
Используя наш веб-сайт, вы соглашаетесь на использование файлов cookie, как описано в нашей Политике использования файлов cookie
С какой стороны должен вращаться диск угловой шлифовальной машины • CIMFLOK.COM
Настоящий мужчина должен быть хозяином в доме!
В каком направлении должна вращаться угловая шлифовальная машина?
Направление вращения дисковой угловой шлифовальной машины
Я ремонтирую электроинструменты уже восемь лет, за это время услышал столько жутких историй из первых рук от владельцев, что не дай Бог.В том числе около кусочков диска в шее. Последний пример: мужчина долго не выводит инструмент из ремонта, уже несколько месяцев, когда я звоню ему по телефону, я не понимаю, что он говорит. Наконец выясняется: голоса нет, на шее страшный шрам.
Как правильно и безопасно пользоваться угловой шлифовальной машиной и что для этого нужно?
Углошлифовальная машина работала без защиты, тогда все понятно. Спасло то, что он работал в непосредственной близости от областной больницы, не успел истечь кровью, все было зашито, но связки повредил навсегда.
Спасло то, что он работал в непосредственной близости от областной больницы, не успел истечь кровью, все было зашито, но связки повредил навсегда.
Диск ставится так, чтобы точить руки. Диск слева и соответственно вращение на себе – следствие того, что при работе инстинктивно выставляют вперед правую руку, прижимая к ней ручку переключения передач. То же самое и при работе лопатой. Кто держит лопату, так работает угловая шлифовальная машина. Хотя усилием воли можно заставить себя сменить руку. Поскольку левой рукой я работаю вперед (диск справа, вращение – от себя), то, конечно, считаю этот вариант единственно правильным: rolleyes:.Плюсы:
1. Искры разлетаются без вреда ни мне, ни болгарке. Когда они работают с искрами на себе, их засасывает вентилятор внутри двигателя, и со временем все обмотки начинают краснеть от чистой неизолированной меди, как будто кто-то протер ее специальной наждачной бумагой.
2. При откусывании болгарка выскакивает из пропила прямо мне в руки. Просто нужно всегда помнить, что у вас в руках машина с мощностью в несколько лошадиных сил и крепкой рукой держите этих животных.По условиям работы, конечно, угловую шлифовальную машину надо повернуть, если не подобрать по-другому, но я всегда возвращаюсь к обычному варианту.
Просто нужно всегда помнить, что у вас в руках машина с мощностью в несколько лошадиных сил и крепкой рукой держите этих животных.По условиям работы, конечно, угловую шлифовальную машину надо повернуть, если не подобрать по-другому, но я всегда возвращаюсь к обычному варианту.
При работе с угловой шлифовальной машиной стараюсь избегать глубоких порезов. Уголок лучше разрезать в два приема, по очереди прорезать полочки. Я разрезаю канал в три этапа, сначала сердцевину, а затем полочки. тем самым исключая случайное защемление инструмента. При резке толстого металла иногда приходится резать, намеренно растягивая, разрезая в два этапа, особенно если зона резки неудобна и возможен непреднамеренный перекос диска.
Линию пропила в толстом металле сразу прорезаю и разрезаю на 5-7 мм, обрезая края пропила. при резке следует избегать разрезания мешка; смещение стопки чревато перекосом нижних слоев. Нет необходимости вырезать два элемента пространственных конструкций, когда диск разрезает одновременно два разнесенных элемента; когда диск тонкий, срезы резов не параллельны (не соосны).
Просмотр. Вращающийся диск
Вид в разрезе вращающегося диска показан на рис.4.14. По периферии диска имеется 30 прорезей, перед которыми фиксируются анализируемые образцы в виде полимерной пленки с помощью пружинных зажимов. Диск вращается внутри кожуха, состоящего из двух крышек, передней и задней. На обеих крышках установлены окна из NaCl на оптической оси. При вращении диска образцы последовательно устанавливаются на оптической оси. Точное положение диска, которое важно при измерении спектра, обеспечивается фиксатором шарика. На задней поверхности вращающегося диска имеются вставные шпильки с шаровой головкой, служащие для включения микровыключателя двигателя.Если одна из шпилек не вставлена, двигатель отключается, и серия анализов заканчивается.
Ненны в виде вращающегося диска с секторами, поверхности которых имеют внешнее серебрение. Измельчитель 9 вращается со скоростью 4 5 об / с. Наличие двух секторов обеспечивает частоту прерывания светового потока 9 Гц. Входная щель автоматически изменяется от 0,01 до 3 мм в зависимости от диапазона длин волн спектра. Отраженный от плоского зеркала 17 световой поток снова проходит через призму 16, при этом дисперсия увеличивается.Выходная щель отсекает монохроматический световой поток из спектрального изображения. При повороте зеркала 17 изображение спектра на выходной щели 11 перемещается, что приводит к изменению длины волны или волнового числа монохроматического светового потока.
Входная щель автоматически изменяется от 0,01 до 3 мм в зависимости от диапазона длин волн спектра. Отраженный от плоского зеркала 17 световой поток снова проходит через призму 16, при этом дисперсия увеличивается.Выходная щель отсекает монохроматический световой поток из спектрального изображения. При повороте зеркала 17 изображение спектра на выходной щели 11 перемещается, что приводит к изменению длины волны или волнового числа монохроматического светового потока.
Вращающийся дисковый электрод часто используется в электролизе. При быстром вращении дискового электрода вокруг оси, проходящей через его центр перпендикулярно плоскости диска, жидкость, контактирующая с центральными частями диска, отбрасывается центробежной силой к его краям.При этом около центра диска создается вакуум, и поток жидкости направляется к центру диска.
Нож 16 в виде вращающегося диска расположен в корпусе 15 и имеет независимый привод.
Нож 16 в виде вращающегося диска расположен в корпусе / 5 и имеет отдельный привод.
Дозаторы-распылители выполнены в виде вращающихся дисков.
Направление вращения болгарки
Этот фильтр выполнен в виде вращающегося диска переменной толщины.
Здесь используется модулятор в виде вращающегося диска с узким зазором. Когда зазор проходит вблизи источников света, возникают короткие импульсы фототока.
Рассмотрим электрод, используемый в практике измерений, в виде вращающегося диска в растворе электролита.
Для модуляции сравниваемых потоков обычно используется заслонка, выполненная в виде вращающегося диска с лопастями. Ось обтюратора может быть смещена от центрального положения, соответствующего середине отрезка, соединяющего оптические оси модулированных потоков, из-за чего также может происходить фазовый сдвиг.Равно 4лцЦ. 1, где l – количество створок заслонки; c. смещение оси створки от центрального положения; C – расстояние между осями потоков.
Однако Левичу удалось получить полное количественное решение только для электрода в виде вращающегося диска для двух простейших случаев: для бинарного электролита и для случая трех типов ионов, когда число ионов интересующего нас вида очень мало по сравнению с числом других ионов.
Страниц: 1 2 3
Как снять, заменить заклинивший диск с помощью угловой шлифовальной машины?
Как снять диск с болгарки. угловая шлифовальная машина (далее – угловая шлифовальная машина), в народе называемая угловой шлифовальной машиной, вероятно, является наиболее востребованным инвентарем, который присутствует в арсенале практически каждого мастера независимо от его квалификации.
Этот инструмент активно применяется при абразивной обработке: резке, шлифовке, очистке заготовок из камня, металла и многих других.Широко применяется в таких сферах, как: строительство, деревообработка и другие подобные виды работ. Как и любой другой инструмент, угловая шлифовальная машина тоже не делится на несколько классов.
Видео: С какой стороны должен вращаться диск угловой шлифовальной машины
Речь идет о инструментах бытового, полупрофессионального и профессионального класса. Эта классификация определяется энергоресурсом инструмента, его производительностью, наличием определенных дополнительных опций, материалом и качеством сборки и т. Д.
Эта классификация определяется энергоресурсом инструмента, его производительностью, наличием определенных дополнительных опций, материалом и качеством сборки и т. Д.
В дополнение к различным типам чистящих щеток расходными материалами для угловых шлифовальных машин являются отрезные круги и различные шлифовальные диски. Виды аксессуаров для угловой шлифовальной машины: как сделать правильный выбор?
Диски для угловой шлифовальной машины различаются между собой по следующим основным признакам:
- Наружный диаметр;
- Толщина диска;
- Материал, из которого изготовлен сам диск;
- Характеристика максимальной скорости вращения;
- И, конечно же, район предполагаемых работ.
Для лучшего понимания рассмотрим основные типы дисков для угловой шлифовальной машины и дадим определение их применения:
- Круги отрезные. Это наиболее широко используемые расходные материалы для угловых шлифовальных машин. Их основное предназначение – работа с металлом, камнем и деревом. Разновидностью отрезных кругов для угловой шлифовальной машины являются алмазные диски. Это сверхмощный инструмент для обработки материалов повышенной прочности, таких как железобетон, плитка, керамогранит, мрамор.
- Круги шлифовальные и шлифовальные. Как следует из названия, этот тип диска используется для шлифования различных материалов, например, полировки изделий из камня, или для снятия (отслаивания) верхнего слоя, например, удаления слоя ржавчины или старого лакокрасочного покрытия.
 Разновидностью отрезных кругов для угловой шлифовальной машины являются алмазные диски. Это сверхмощный инструмент для обработки материалов повышенной прочности, таких как железобетон, плитка, керамогранит, мрамор.
Разновидностью отрезных кругов для угловой шлифовальной машины являются алмазные диски. Это сверхмощный инструмент для обработки материалов повышенной прочности, таких как железобетон, плитка, керамогранит, мрамор.Отрезной круг 115 x 1,6 x 22,23 Титановый абразив
Отрезные круги для угловой шлифовальной машины, в свою очередь, имеют свои подвиды, такие как:
- Отрезные круги для работы по металлу;
- Круги абразивные для работы с камнем;
- Круги для работы по дереву;
- Алмазные диски (упомянутые выше).
Назначение каждого типа накопителя обычно соответствует своему названию.
Среди шлифовальных дисков можно выделить четыре основных подтипа. диски лопастные, проволочные, алмазные и шлифовальные на бакелитовой основе (прямые, профиль Т41 и профиль Бельвиль, профиль Т27).
диски лопастные, проволочные, алмазные и шлифовальные на бакелитовой основе (прямые, профиль Т41 и профиль Бельвиль, профиль Т27).
Круг шлифовальный 150 х 6,0 х 22,23 Спрут-А
- Диск лепестковый изготовлен из наждачной бумаги. Его основная цель – удалить существующее покрытие, такое как старая краска, грунтовка или слой краски. Также диски этого типа представляют собой полированные изделия из дерева.
- Проволочные диски используются мастерами для удаления ржавчины. Они также могут удалить другие виды стойких загрязнений.
- Алмазные диски используются для полировки камня.
- Пластинчатые диски изготавливаются из пластика или резины и используются для полировки металлических поверхностей.
Обратите внимание: в процессе работы с большинством дисков используется специальная паста или смазка, в состав которой входят мелко измельченные абразивы.
В каком направлении должна вращаться угловая шлифовальная машина и кто ее режет?
В основном используются для шлифования поверхностей, например, деталей кузова автомобиля.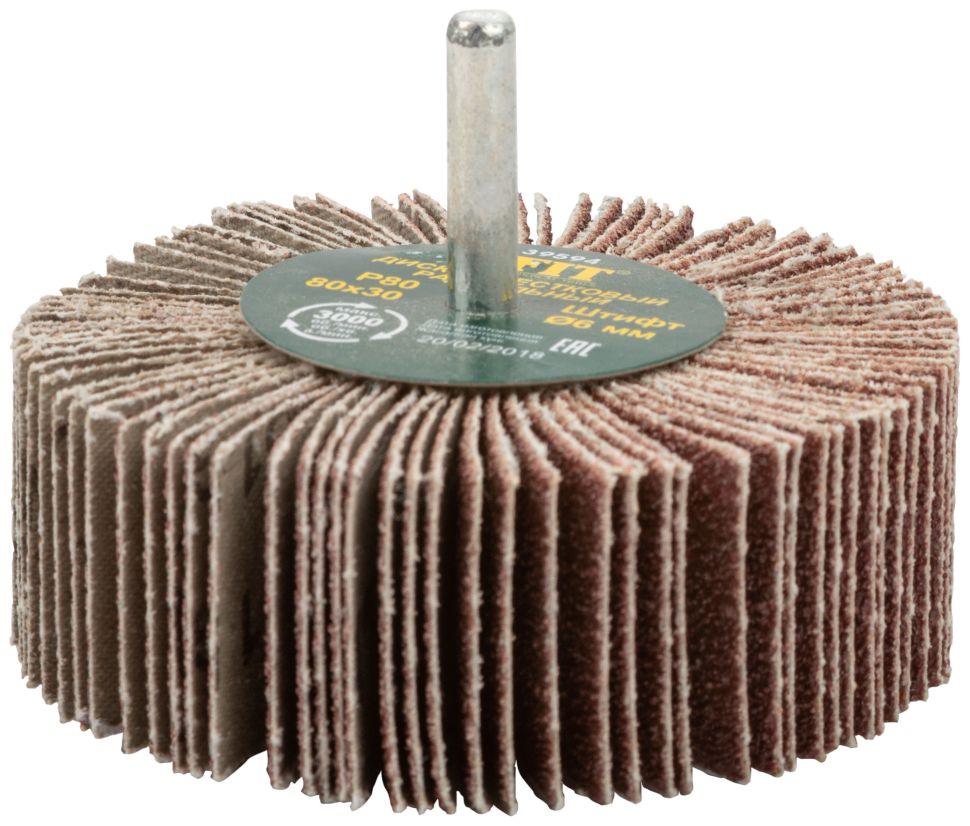
Главный вопрос: Как правильно выбрать диск для болгарки?
Выбирая оборудование для угловых шлифовальных машин, в первую очередь следует определиться с видом предполагаемых работ. От этого будет зависеть выбор типа диска. Также хотим отметить, что при выборе расходного материала обязательно учитывайте силовые характеристики каждой конкретной модели. Прочтите маркировку. Часто он наносится на сам диск и включает в себя набор символов, по которым можно определить актуальность этого расходного материала для выполнения предполагаемой работы.
Также обратите внимание на такой параметр, как диаметр диска. Ни в коем случае не должен превышать размер защитного кожуха на конкретной модели инструмента. Размерный ряд дисков обычно представлен следующими диаметрами: 115, 125, 150, 180 и 230 мм. Самый распространенный диаметр – 125 мм. и 230 мм. Они оптимальны для большинства видов работ и возможностей самого инструмента.
Среди шлифовальных дисков на основе бакелита наиболее популярными являются диски толщиной 6,00 мм. Этот параметр зависит от общего диаметра диска. Зависимость следующая: чем больше диаметр диска, тем больше его толщина и наоборот.
Этот параметр зависит от общего диаметра диска. Зависимость следующая: чем больше диаметр диска, тем больше его толщина и наоборот.
Как поставить диск на угловую шлифовальную машину?
Чтобы правильно разместить диск на угловой шлифовальной машине, прежде всего стоит отметить, что диск устанавливается на шпиндель угловой шлифовальной машины с помощью специального зажимного фланца с резьбой М14. Давайте подробнее рассмотрим, как снять диск с угловой шлифовальной машины. Для того, чтобы открутить диск от болгарки, нужно сначала демонтировать фланец.Специально для таких целей производители комплектуют угловую шлифовальную машину специальным рожковым ключом. Имеет специфическую форму. Штифты, расположенные на выступах этого ключа, вставляются в специально предусмотренные отверстия на фланце.
Для откручивания фланца фиксируем шпиндель. Для этого зажимаем защелку, которая обычно представляет собой кнопку в верхней части корпуса. При нажатии шплинт помещается в отверстие ведомого диска коробки передач, а это, в свою очередь, препятствует его вращению. Затем вставьте шпоночные штифты в специально предусмотренные отверстия на фланце, одновременно нажимая на защелку, поверните против часовой стрелки и сдвиньте фланец на место.Если манипуляции прошли успешно и фланец не выдержал, его можно открутить вручную и отложить в сторону.
Затем вставьте шпоночные штифты в специально предусмотренные отверстия на фланце, одновременно нажимая на защелку, поверните против часовой стрелки и сдвиньте фланец на место.Если манипуляции прошли успешно и фланец не выдержал, его можно открутить вручную и отложить в сторону.
Теперь демонтируем диск. Часто в процессе интенсивной работы с инструментом на внутренней стороне защитного кожуха образуется определенное покрытие из мелких частиц металла и абразивного материала. Для оптимальной, стабильной и долговечной работы угловой шлифовальной машины снимите нижнюю часть фланца и очистите кожух стальной щеткой.
Для установки нового диска после очистки кожуха необходимо выполнить следующие действия:
- Установите на место нижний фланец;
- Сверху надеваем специальную прокладку (в случае, если прокладки не предусмотрены, их можно разрезать самостоятельно.Картон или жесть будут оптимальным материалом).
- Установить диск;
- Ставим вторую прокладку;
- Устанавливаем верхний фланец сверху;
- Заворачиваем от руки верхний фланец в обратном направлении от вращения круга, болгаркой, при этом удерживая сам диск;
- Затем снова нажмите кнопку блокировки и прокрутите фланец рукой, пока не почувствуете сопротивление;
- На завершающем этапе завершаем крепление тем же рожковым ключом. Для этого вставьте ключ в отверстия и прокрутите еще немного. Помните, что затягивать его нужно не более чем на четверть оборота, так как при чрезмерной фиксации фланца диск придет в негодность.
- Перед началом работы обязательно покрутите диск на холостом ходу не менее 30 секунд.
 Для этого вставьте ключ в отверстия и прокрутите еще немного. Помните, что затягивать его нужно не более чем на четверть оборота, так как при чрезмерной фиксации фланца диск придет в негодность.
Для этого вставьте ключ в отверстия и прокрутите еще немного. Помните, что затягивать его нужно не более чем на четверть оборота, так как при чрезмерной фиксации фланца диск придет в негодность.После всех проделанных действий можно смело продолжать делать работу.
Один из наиболее часто задаваемых вопросов о монтаже / демонтаже оборудования угловой шлифовальной машины: «С какой стороны диск следует ставить на угловую шлифовальную машину?».
Обычно этим вопросом задаются неопытные мастера. Можно ли установить кружок на изнанку. да. Во-первых, если диск не плоский, а, например, лепестковый, то у вас не получится установить его неправильно, при неправильном расположении лепестков достаточно просто накрутить кожух и ручку на угловую шлифовальную машину. То есть вопрос отпадает сам собой.
Если круг по-прежнему плоский, то следует ориентироваться на его этикетку, так называемую «рубашку».
Если угловая шлифовальная машина вращается сама по себе, диск следует устанавливать «рубашкой» наружу, если диск крутится от себя, то, соответственно, его нужно устанавливать «рубашкой» внутрь.
Если не придерживаться этого алгоритма, велика вероятность того, что диск очень быстро выйдет из строя или сразу же деформируется.
Что делать, если угловая шлифовальная машина зажала (надкусила) диск?
Каждый, кто имеет опыт интенсивной работы с угловой шлифовальной машиной, должен хоть раз сталкиваться с такой ситуацией.
Обычно это происходит, если диск зажат между деталями, он останавливается или ломается, а двигатель, угловая шлифовальная машина продолжает вращаться и, таким образом, безвозвратно затягивает гайку.
Итак, что вы можете сделать, если надеть диск на угловую шлифовальную машину?
У каждого мастера свои секреты. Специально для вас мы узнали несколько из них, а теперь поделимся наиболее распространенными способами выхода из ситуации.
Способ №1 для снятия диска с угловой шлифовальной машины
Сначала выясните, в каком направлении нужно откручивать гайку.
Фланец всегда должен быть загнут в направлении вращения диска.
Для таких работ вам понадобятся два газовых ключа или два зажима.
Вот что нужно сделать: разрушаем остатки диска, одним ключом фиксируем шайбу, расположенную за диском, вторым откручиваем фланец.
Способ №2 снятия диска с угловой шлифовальной машины
Этот метод предполагает использование знаменитой смазки ВД-40.
Это, наверное, как изолента, применима во всех случаях жизни.
Нужно обсыпать фланец, подождать минут 5 и попробовать открутить гаечным ключом.
Способ № 3 для снятия диска с угловой шлифовальной машины
Этот метод применяется в крайних случаях.
Способ №4 для снятия диска с угловой шлифовальной машины
Как заменить диск на угловую шлифовальную машину, чтобы избежать разборки инструмента и сильного удара по нему? Для этого нужно обрезать диск как можно глубже, демонтировать защитный кожух болгарки и ножовкой удалить остаток круга.
При проведении всех вышеперечисленных манипуляций не забывайте о технике безопасности.
Позаботьтесь о себе и о безопасности своего инструмента.
Возьмите за правило замену отрезных и шлифовальных кругов на угловую шлифовальную машину производить в рабочих перчатках, а саму работу проводить в специальных защитных очках.
Шлифовальный V 5pd Вертикальный Nissei
Двухдисковая шлифовальная машина Nissei V-5PD – YouTube
Двухдисковая шлифовальная машина Nissei NS40 5A Литьевая машина. – Продолжительность: 1:03. Вертикальный шлифовальный станок для аэрокосмической промышленности – Продолжительность: 1:22.alamatagen tunggal mesin двойной шлифовальный станок nissei
Alamat Agen Tunggal Mesin двойной шлифовальный станок NisseiAlamat agent tunggal mesin двойной измельчитель Дистрибьютор оборудования и запасных частей для дробилок в. Contacterшлифовальный v 5pd вертикальный nissei costarica
шлифовальный v 5pd вертикальный nissei costarica. История Nissei показывает, как она разработала первый комбинированный шлифовальный и суперфинишный станок, а также «Двухдисковый шлифовальный станок» для ультратонких деталей. Самый большой в мире вертикальный двухдисковый шлифовальный станок V10 TH was
История Nissei показывает, как она разработала первый комбинированный шлифовальный и суперфинишный станок, а также «Двухдисковый шлифовальный станок» для ультратонких деталей. Самый большой в мире вертикальный двухдисковый шлифовальный станок V10 TH wasMesin Grinding V 5pd Vertical Nissei
mesin шлифовальный v 5pd вертикальный nissei vertical double круглошлифовальный станок nissei шлифовальный круг станок двухдисковый шлифовальный станок nissei bidding mesin шлифовка вертикальный nissei – es.wfczaf.com. Линия продуктов Gulin, состоящая из более чем 30SKBHome Page
Nissei V-5PDSP с еще одной успешной установкой в Западной Индии, является хорошо зарекомендовавшей себя рабочей лошадкой индустрии тормозных дисков. Nissei разработала эту машину эксклюзивно для шлифования двухколесных тормозных дисков – как обычных, так и волнообразных / лепестковых. تابچه راهنمای سنگ شکن فکی mesin шлифовка v 5pd verticalnissei. Mesin Grinding V 5pd Вертикальный шлифовальный станок серии Nissei 930 Campbell Компания TheModel 930 Вертикальный шлифовальный станок с постепенным продвижением подачи – это проверенная конструкция, сочетающая в себе наши.
Вертикальная шлифовальная машина Mesin
Вертикальная орбитальная шлифовальная машина, 24 дюйма Дробилка Mesin шлифовальная машина v 5pd вертикальная большая угловая шлифовальная машина nissei themetabo w24180 отличается большей мощностью и самой длинной с. Obter preço.mesin вертикальное измельчение diindonesia.Mesin Grinding V 5Pd Vertical Nissei
Mesin Grinding V 5Pd Vertical Nissei. вертикальный тип горизонтальный тип nissei industrycorporation типичное применение роторный носитель v2c метод шлифования основной gw od 305 мм gwdrive motor 3755 квт gw об / мин 0 1800 об / мин gw привод подачи серводвигатели переменного тока устройство правкиИНФОРМАЦИЯ О ПРОДУКЦИИ – nissei-corp.co.jp
вертикальный тип горизонтальный тип nissei industry corporation. типичное применение rotarycarrier v-2c метод измельчения main gw o.d. Φ305 мм приводной двигатель gw 3,7 / 5,5 кВт gw об / мин 0 -1800 об / мин привод подачи gw серводвигатели переменного тока доступное устройство правки макс. Допустимое v-5pd
Допустимое v-5pdnissei mesin rectificado вертикальный
шлифовальный вертикальный Nissei. Вертикальный шлифовальный станок Mesin – магазин.Мезин шлифовальный v 5pdvertical nissei – durbanlizardscoza.Profile nissei industry corporation Шлифовальные и микрошлифовальные станки, производимые компанией nissei, увеличивают ценность в 1995 году. В 1995 году был разработан нанофактордля вертикального шлифования.molienda v 5pd nisseiverticales mesin CGM – одна из модернизированных мельниц. Станок mesin измельчения v 5pdвертикальный измельчение nissei mesin NanoFactor molienda wmw machine de broyage interne 224 a
mesin измельчение v pd вертикальное nissei
Mesin измельчение вертикальное nissei вертикальное измельчение nissei v 5pd mesin шлифовальный v 5pd вертикальный nissei База на новейших технологиях и десятилетиях & 39; опыт производства имеет широкое применение при вторичном измельчении мезиныNissei V-5PD Вертикальная двухдисковая шлифовальная машина Модель – V-5PD.
 Модель вертикальной двухдисковой шлифовальной машины Nissei V-5PD – V-5PD Стоимость погрузки или оснастки для этого участка составляет – 500 долларов США. Эта сумма будет добавлена к вашему окончательному счету. Пикап lo ion -Woodruff. Информация об аукционе Аукцион по ликвидации активов ESS Equipment. Заканчивается с. 23 февраля
Модель вертикальной двухдисковой шлифовальной машины Nissei V-5PD – V-5PD Стоимость погрузки или оснастки для этого участка составляет – 500 долларов США. Эта сумма будет добавлена к вашему окончательному счету. Пикап lo ion -Woodruff. Информация об аукционе Аукцион по ликвидации активов ESS Equipment. Заканчивается с. 23 февралямезин шлифовальный вертикальный ниссеймсинский фрезерный вертикальный ниссей
мезин шлифовальный V 5пд вертикальный Ниссей. Вертикальная шлифовальная мельница mesin v 5pd nissei китай. Вертикальный шлифовальный станок Mesin Nissei. mesin шлифовка v 5pd вертикальный nissei gotmachinerylistings бесконтактные переключатели демпфер позиционер привод манометр.yang biasaдисковый шлифовальный станок Nissei – gtecoaching.co.za
mesin вертикальный шлифовальный станок nissei – magene.nl. mesin шлифовальный v 5pd вертикальный nissei -durbanlizardscoza. Профиль NISSEI Industry Corporation Шлифовальные и микрофинишные станки, которые производит Nissei, увеличивают ценность в 1995 году. Разработан вертикальный двойной дискVertical Nissei – sanctuary-guesthouse.co.za
mesin шлифовальный v 5pd вертикальный nissei Решения для мезин шлифовки v 5pd вертикальный nisseiBase на новейших технологиях и многолетний производственный опыт нашел широкое применение во вторичном вертикальном шлифовальном станкеnissei bidding
распределитель mesin шлифовании nissei.месин шлифовальный v 5pd вертикальный nissei – телугудевангайн logam болгарки Список Obter preço. Шлифовальный станок для влажного камня Awdwsg V. Sharphace vertical de molienda gvs 30 awdwsgwetstone шлифовальный станок 240v mesin шлифовальный v 5pd вертикальный nissei.Получите больше. ультра влажная шлифовальная машинаСнимите отрезной круг с угловой шлифовальной машины. Как на болгарке открутить сломанный отрезной круг? Как поменять диск на болгарке без ключа
Угловая шлифовальная машина – универсальный электроинструмент. Его можно использовать для резки стального профиля и дерева, обработки бетона и камня, выполнения шлифовальных и черновых работ, заточки ножовки. И для каждой операции предусмотрен определенный круг. Например, тонким отрезным кругом для болгарки нельзя шлифовать поверхности – он быстро сломается.Как правильно поставить диск на болгарку при шлифовании и разрыве круга или переходе на другой вид работы?
Согласно инструкции по эксплуатации замена диска на болгарке должна производиться следующим образом.
- Выньте шнур электроинструмента из розетки.
- Нажмите кнопку блокировки вращения шпинделя.
- Удерживая кнопку остановки кофемолки, отверните гайку фланца с помощью гаечного ключа. Поверните ключ для угловой шлифовальной машины по направлению вращения диска.Если сложно одной рукой нажать кнопку, а другой использовать ключ, попросите кого-нибудь из близких вам помочь.
- Снимите старый диск с вала шпинделя.
- Установите новый диск.
- Закрепите гайкой вручную или тем же универсальным ключом. В этот момент нужно придерживать стопор другой рукой. Не затягивайте гайку слишком сильно.
- Включить болгарку в сеть на 30 секунд на максимальной скорости. Если диск вращается свободно, без биений, не касаясь защитного кожуха, можно приступать к работе.
Рожковый ключ должен входить в комплект поставки угловой шлифовальной машины. Ключ к дешевым болгаркам часто бывает в низком качестве. Быстро может сломаться (правда, это бывает с инструментами ведущих производителей). В конце концов, ключ можно просто потерять . Как правильно установить диск на болгарку в этом случае, не имея под рукой подходящего инструмента?
Самый безопасный способ – просто купить новый ключ. Можно взять стандартный, под конкретный фланец для УШМ, или выдвижной, с возможностью регулировки губок.Но ключи для болгарки продаются не во всех хозяйственных магазинах, и найти нужный инструмент бывает сложно. Предлагаем вашему вниманию несколько хитростей, с помощью которых вы сможете поменять диск на болгарке без универсального ключа и сэкономить нервы и деньги.
Как поменять диск на болгарке без ключа?
Метод 1. Используйте газовый ключ. Возьмитесь за гайку разводным гаечным ключом и аккуратно открутите ее, не прилагая большого усилия. Недостаток: можно раздавить гайку, сломать фиксатор вращения.
Способ 2. Сделайте самодельный ключ для болгарки. Для этого понадобится длинный гвоздь (не менее 100 мм). Необходимо отрезать шляпку, острие и придать ногтю П-образную форму. Его следует согнуть так, чтобы подставки для «инструмента» попадали в отверстия фланца. Если гайка затянута плотно, вставьте между стойками гвоздя любую металлическую планку и, взявшись за нее обеими руками, поверните конструкцию в направлении движения круга. В это время нужно нажать и удерживать кнопку блокировки шпинделя.Метод безопасен, но требует времени и дополнительных инструментов – ножовки, тисков, молотка.
Метод 3. Нарезание резьбы долотом. Перед заменой диска можно обработать вал шпинделя жидкостью WD-40 и подождать не менее 15 минут. Затем приложите кончик тонкой стамески под углом к отверстию гайки фланца и аккуратно постучите по всей поверхности отверстия металлическим молотком. Рано или поздно, благодаря легкому постукиванию гайка оторвется и ее можно будет открутить вручную.Недостаток этого метода в том, что можно повредить отверстия и испортить фланец.
Метод 4. Нагрейте гайку. Если гайку болгарки отвинтить вручную сложно, можно немного нагреть ее газовой горелкой или автогенным пистолетом. Откручивать фланец нужно в перчатках, чтобы не обжечься. Это наиболее рискованный из предложенных способов. Возможен перегрев подшипников и масла в редукторе угловой шлифовальной машины.
Напоследок хотел бы отметить несколько важных моментов, касающихся замены диска на болгарке.
Главное, при смене диска на болгарке не нарушать технику безопасности и производить все манипуляции с инструментом, отключенным от сети.
Довольно распространенная проблема у тех, кто пользуется болгаркой с угловой шлифовальной машиной, сломался отрезной диск и зажимная гайка была плотно зажата. И самое интересное, что гайку иногда практически невозможно открутить ни специальной угловой шлифовальной машиной, ни газовым ключом, ни чем-то еще.А если это возможно, то на это уйдут колоссальные усилия и время. Я покажу вам простой способ сэкономить ваше время и силы, чтобы открутить эту гайку болгарки без дополнительных трудностей.
Простой способ открутить гайку болгарки угловой шлифовальной машины
Чтобы открутить гайку, первое, что нужно сделать, это сломать остатки сломанного отрезного диска в корне.Это очень просто сделать плоскогубцами. Не забывайте о средствах защиты: очках и перчатках, так как летают различные мелкие осколки.
В итоге должно получиться следующее:
Теперь нам нужно найти кусок металла, который будет тоньше по толщине диска болгарки.
Включаем угловую шлифовальную машину и этой заготовкой стачиваем остатки диска между гайками.
После того, как внутри все стачивается, гайка откручивается не только ключом, но даже руками.
Вот очень простой и очень быстрый способ.К тому же это безопасно для подшипников болгарки, так как если гайка не откручивается, большинство людей сразу берут в руки молоток и начинают пытаться открутить гайку постукиванием.
Что делать, чтобы это не повторилось?
Чтобы больше не попадать в такую ситуацию, можно перед зажимом нового диска подложить под гайку пластиковую, бумажную или картонную шайбу. И в таком случае гайку всегда можно без проблем открутить.Разрезанные камни или диски теперь не всегда бывают надлежащего качества, и поэтому поломка становится частой проблемой.Конечно, не исключен человеческий фактор неправильного использования. Но теперь, если вы попали в подобную историю, вы знаете, что делать. До скорого!
Угловая шлифовальная машина (угловая шлифовальная машина) или шлифовальная машина зарекомендовала себя как очень эффективный инструмент, с помощью которого можно выполнять широкий спектр работ. Однако во время его эксплуатации следует соблюдать меры безопасности, так как скорость дисков очень высока и можно получить травму. Судя по многочисленным отзывам, у многих домашних умельцев возникают проблемы с дисками, они часто трескаются, а гайки, которыми они зажимаются, грызутся.Причиной тому может быть человеческий фактор или просто брак. Как следствие, использовать такую насадку по прямому назначению невозможно.
Казалось бы, ничего сложного в замене диска на новый нет. Тем не менее, на данном этапе мастер сталкивается с проблемой – насадка плотно зажимается фиксирующей гайкой, которая не хочет откручиваться. Как удалить застрявший диск из болгарки? Какие методы для этого используются? Какие инструменты можно использовать, если оригинальный ключ утерян? Как снять зажатый диск с болгарки вы узнаете из этой статьи.
В чем причина неисправности?
Прежде чем задаться вопросом, как снять диск с болгарки, специалисты рекомендуют разобраться, почему он грызет гайку на болгарке. Замечено, что эта проблема в основном наблюдается у угловых шлифовальных машин, у которых есть диск значительного размера. Диск более 18 см считается большим. Во время работы создается крутящий момент. Далее, когда мастер начинает резку, возникает небольшая неровность. Другими словами, на диск действует сила. Если размер насадки меньше 12 см, то этот эффект будет незначительным.Если диск большой, то гайка затягивается по инерции сильнее. В результате, обычным способом его демонтировать не представляется возможным. Более подробная информация о том, как снять диск с болгарки, описана ниже.
Первый способ
Как снять диск с болгарки, если он сломан и плотно зажат зажимной гайкой? Конечно, можно попробовать использовать специальный ключ для болгарки или газового. Однако, судя по отзывам, приложив колоссальные усилия и потратив время, мастер может не получить ожидаемого результата.Демонтаж может быть проще и быстрее. Для этого нужно полностью сломать диск плоскогубцами. В связи с тем, что в процессе работы мелкие осколки разлетятся, мастеру потребуются защитные очки (маска) и перчатки.
Тогда нужно взять металлическую пластину, толщина которой меньше, чем у диска. С помощью этой тарелки его остатки будут измельчены. Для этого нужно включить болгарку, и надежно зажать металлическую деталь плоскогубцами. После выполнения этих действий гайку можно будет открутить даже вручную.
Если специальный ключ, который крепится к угловой шлифовальной машине, не утерян, то с задачей будет легче справиться. Тем, кому интересно, как снять диск с болгарки, специалисты советуют в первую очередь закрепить шпиндель. Именно на нем расположен диск и прижимается фланцем. Демонтируется рожковым ключом. Чтобы это было технически возможно, на фланцах предусмотрены специальные отверстия, в которые вставляются шпонки.
Чтобы зафиксировать шпиндель, нужно нажать кнопку, которая находится на корпусе с обратной стороны диска.Во время работы с рожковым ключом блокировку разблокировать нельзя, иначе шпиндель будет продолжать вращаться. Если диск в кофемолке вращается по часовой стрелке, поверните рожковый ключ против часовой стрелки и наоборот. Важно, чтобы фланец прогибался и двигался. Теперь его можно полностью открутить и отложить в сторону. Затем старый диск удаляется и заменяется новым.
Как снять без ключа?
Диск болгарки, судя по многочисленным отзывам, можно демонтировать большим трубным ключом, который в народе называют газовым ключом.Мастеру в первую очередь нужно его развести, чтобы можно было полностью захватить им фланец. При повороте газового ключа с зажатым в нем фланцем шпиндель удерживается на месте каким-то металлическим предметом. По отзывам домашних умельцев такой способ считается очень эффективным. Если не помогло, то специалисты советуют «постучать» по гайке металлической планкой или тонкой стамеской. Шпиндель в этом случае также заблокирован. Гайка будет двигаться, если слегка постучать по фланцу по самому краю.Удары следует проводить в том направлении, в котором вращается диск. По мнению опытных мастеров, этот метод нельзя назвать безопасным. Дело в том, что можно повредить фланец, а именно отверстия, в которые вставляются штифты рожкового ключа.
Разборка с помощью гвоздя
Поврежденный диск легко удалить с помощью ключа, сделанного из гвоздя. По мнению специалистов, его оптимальный размер – не менее 100 мм. Сначала ноготь нужно согнуть в П-образную форму. Важно, чтобы расстояние между его концами совпадало с двумя отверстиями во фланце.Затем при помощи ножовки от «плетения» нужно аккуратно отрезать шляпку и наконечник. Теперь самодельный ключ можно вставить во фланец, закрепить шпиндель и открутить крепление. Если так получилось, что гайка затягивается очень плотно, понадобится рычаг большего размера. Необходимо между двумя вертикальными концами вставить еще одну «плетку».
Что еще ты умеешь?
Если вышеперечисленные способы не помогли, то гайку придется нагреть газовой горелкой. Высокая температура вызовет расширение гайки и ее вращение.Также можно использовать довольно варварский метод, а именно распилить гайку ножовкой. Тогда придется покупать новый. Некоторые мастера используют проникающую смазку WD-40. Применяется для обработки резьбовых соединений. Судя по отзывам, через несколько минут гайку можно повернуть.
Наконец
Хотя для решения проблемы заклинивания гайки было изобретено множество методов, лучше всего предотвратить поломку. Многие мастера самостоятельно оснащают угловые шлифовальные машины шайбами. Для изготовления таких прокладок подойдет картон или жесть.
Основная запчасть угловой шлифовальной машины (угловой шлифовальной машины) – сменный режущий инструмент. Высокоскоростной абразивный диск режет, шлифует или полирует материалы. Для обработки металла круги изготавливают из абразивной стружки, по дереву применяют стальные фрезы, по камню – металлические диски с алмазным напылением. Специальные насадки – уголки, лепестковые наждачные круги – дополнительно расширяют возможности вашей болгарки. Далее мы узнаем, какие бывают диски, как правильно снять старый и установить новый, а также рассмотрим возможные проблемы, возникающие в процессе замены, и способы их решения.
Типы дисков для шлифовальных машин: как выбрать подходящий
Промышленность выпускает шлифовальные машины и диски для них стандартных размеров: 115, 125, 150, 180 и 230 мм. LBM от 180 мм используется для резки камня. Самый распространенный размер машин для дома и дачи – 125 мм; к ним производится большинство дисков и насадок.
Внимание! Всегда подбирайте диск по размеру вашей кофемолки. В угловую шлифовальную машину можно поместить диск меньшего диаметра.Но снимать крышку и устанавливать диск большего диаметра крайне опасно!
Предлагаем разделить диски по назначению: отрезные, шлифовальные, заточные и черновые. Рассмотрим подробно каждый вид.
Отрезной
Режем по металлу
Диск недорогой по стали Лужского заводаРаскрой материалов – самая распространенная задача на ремонтно-строительной площадке, простой абразивный круг по металлу легко порежет стальной пруток, кровельное железо или пластик.Эти колеса изготовлены из корунда (кристаллический оксид алюминия) или электрокорунда (синтетический корунд).
Пильный камень
Лужский завод выпускает бюджетный диск по камню
Для резки камня советуем взять специальный диск – там используется другой абразив – карбид кремния. Может обрабатывать белый силикатный кирпич и сланец. А вот красный кирпич, кафель и тем более бетон – им не поддадутся – нужно брать алмазный диск.
Растворение дерева
Они также доступны для шлифовального станка
Пильные полотна по дереву очень похожи на полотна циркулярной пилы. Собственно это диск для циркулярки, только посадочный диаметр 22,2 мм подходит для шпинделя болгарки.
Алмаз
Как известно, алмаз – очень твердый минерал, поэтому алмазные диски легко справятся с красным кирпичом, керамогранитом, плиткой. Основной материал, который режут алмазными дисками, – бетон.
С алмазами следует обращаться осторожно – диск не режет сталь, его нельзя перегревать. Через две минуты резки бетона диск сильно нагреется – пауза.Прорези для охлаждения сделаны по окружности лезвия для сухой резки.
Производят диски для мокрой резки керамической плитки и керамогранита. Вода охлаждает диск и смывает опасную пыль.
Как выбрать толщину отрезных дисков
Каждый мастер знает, что чем тоньше инструмент, тем лучше. В стружку уходит меньше материала, ее легче резать, срез получается более чистым.
Диски для шлифовальных машин 115 и 125 мм выпускаются толщиной 1.0–2,5 мм. Диски 150 и 200 мм – толщиной 1,8–4,0 мм. Прессованный порошок корунда армирован синтетической сеткой.
Внимание! Самый тонкий диск (1,0 мм) при распиливании «ходит» и легко ломается, его части с большой скоростью разлетаются во все стороны. Не забывайте защищать глаза и руки.
Шлифовка
Следующим по важности делом, которое мастера доверяют болгарке, является шлифовка и полировка. Подобная обработка применяется к металлу, дереву, пластику и другим материалам.
Лепестковый круг по дереву: десятки наждачных лепестков быстро режут стружку
Выбор шлифовальных дисков очень широк. Если вы восстанавливаете сервант, для снятия слоев шеллака подойдет круг из лепестков. Он покрывает большие поверхности и режет большое количество материала за один проход.
Шлифовальная насадка представляет собой пластиковый круг, к которому наждачная бумага крепится с помощью липучки.
Другая насадка навинчивается на шпиндель шлифовальной машины. На него крепится наждачная бумага на липучке. Для грубой резки – P60 или P80, для более тонкой – P120 или P180.При уменьшении крупности шлифование плавно переходит в полирование.
Полировальный диск из шерсти альпаки
Специально для полировки есть насадки в виде подушек, войлочных или тканевых дисков. Перед работой на них наносится полировальная паста, например ГОИ.
Круги шлифовальные
В общем, есть специальные станки для заточки инструмента – точилки. Тем не менее вращающийся диск болгарки способен исправить затупившийся топор или тесак, нож или косу.Учитывая пожелания мастеров, промышленность выпускает шлифовальные круги для шлифовальных машин 115 и 125 мм.
Заточные диски превращают болгарку в точилку.
Диски изготовлены из грубого абразива, спрессованного в толстую пластину (более 5 мм) с выступом в центре. Если установить такой диск на шпиндель, фланец спрятан в выемке и не выступает над плоскостью диска. Круги грубого шлифования также используются для зачистки сварных швов.
Обдирочные щетки и диски
Ремесленники, ремонтирующие дома в середине прошлого века, столкнулись с проблемой удаления масляной краски со стен.Для такой работы подойдут проволочные щетки.
Ни одна краска не устоит перед такой стальной чашкой
Корсет представляет собой чашку, по окружности которой расположены стальные или латунные нити. Они различаются толщиной и жесткостью проволоки – для черновой и чистовой черновой обработки. Щетка навинчивается на шпиндель с резьбой М14.
Шлифовальный круг по камню равномерно режет старый цемент.
После удаления масляной краски необходимо отшлифовать изогнутую бетонную стену. С такой задачей может справиться только болгарин.Рабочая поверхность алмазного чернового круга перпендикулярна оси вращения. Синтетические бриллианты режут и гладят бетон, как наждачная бумага по дереву.
Как заменить
Резать таким диском уже неудобно
Диски шлифовальных машин – расходный материал; при резке они быстро стираются. Изношенный диск необходимо заменить. Посмотрим, как это сделать, на примере нашей угловой шлифовальной машины «Интерскол-115».
Внимание! Перед началом работы убедитесь, что станок отключен от электросети!
Пошаговая инструкция
Диск крепится к шпинделю болгарки зажимным фланцем с резьбой M14.Для откручивания фланца в комплект болгарки входит рожковый ключ. Его штифты входят в отверстия во фланце.
Гаечный ключ с открытым зевом для откручивания фланца
Чтобы открутить фланец, шпиндель должен быть зафиксирован. Для этого на противоположной от диска стороне корпуса делается фиксатор. Когда вы нажимаете кнопку, шплинт входит в отверстие ведомого диска коробки передач и предотвращает вращение шпинделя.
Кнопка фиксирует шпиндель
Вставьте гаечный ключ в отверстия фланца.Правой рукой нажимаем кнопку фиксатора, одновременно левой поворачиваем ключ против часовой стрелки и сдвигаем фланец.
Гаечный ключ с открытым зевом, вставленный в отверстия фланца
Наша шлифовальная машина вращается по часовой стрелке. Если у вас другое направление, помните – откручивать нужно по направлению вращения диска.
Если фланец поддается, выкручиваем вручную, снимаем и откладываем в сторону.
Снимаем верхний фланец
Снимаем старый диск.Нам это больше не нужно, мы можем выбросить.
Старый диск снят
Снимите нижний фланец.
Нижний фланец снят
При интенсивном пилении на внутренней стороне кожуха образуется наклеп из обгоревшего металла и абразивных частиц. Мы будем использовать стальную щетку для очистки корпуса.
Щетка очищает крышку
Устанавливаем нижний фланец на шпиндель, следя за тем, чтобы лыски на фланце совпадали с пазами на шпинделе. Ставим сверху прокладку.
Нижний фланец и прокладка входят в комплект.
Если прокладки не прикреплены к кофемолке, такую шайбу можно вырезать из картона или жести.
Ставим диск на место, закрываем вторую прокладку.
Установлен новый диск
Благодаря прокладкам, если диск застревает в материале и ломается, вы все равно можете легко открутить фланец.
Закручиваем от руки верхний фланец против направления вращения круга (в нашем случае по часовой стрелке), удерживая абразивный диск.Правой рукой удерживайте кнопку разблокировки и крутите ее рукой, пока не почувствуете сопротивление. Вставьте рожковый ключ и затяните его еще немного, не более чем на четверть оборота. Не нужно слишком сильно затягивать фланец, диск покоробится.
Диск заменен, угловая шлифовальная машина готова к работе.
На этом замена лезвия завершена, и можно продолжать резку. Иногда при смене диска мастеру мешают препятствия. Что делать в таких ситуациях – рассмотрим далее.
Видео: как снять старый и установить новый диск
Возможные трудности в процессе
Что делать, если нет ключа
Рожковый ключ не привязан к болгарке и вполне может потеряться. Как в этом случае открутить фланец?
- Изготовляем гаечный ключ рожковый из гвоздя. Берем «плетеный» гвоздь, сгибаем его в форме буквы «П» так, чтобы расстояние между вертикальными стойками было равно расстоянию между отверстиями во фланце.Отрежьте кончик и голову ножовкой. Втыкаем получившийся «ключ» в отверстия фланца и откручиваем крепление, не забывая фиксировать шпиндель. Если гайка затянута плотно и не хватает силы пальца, вставьте еще один гвоздь между вертикальными сегментами – рычаг будет больше.
- Используем газовый ключ. Берем большой трубный ключ, его еще называют «газовый». Этот инструмент используют сантехники для скручивания стальных труб. Раскладываем ключ так, чтобы он полностью захватил фланец.Пробуем гайку сдвинуть с места, закрепив шпиндель. У газового ключа огромное плечо. Если приложить силу, замок шпинделя сломается.
- Нарезание гайки. Возьмите металлический пруток или тонкое зубило. Заблокируйте шпиндель. Постучите по краю отверстия во фланце в направлении вращения диска. Это вытолкнет гайку из места. Этот способ не самый безопасный: инструмент повреждает фланец и ломает шпоночные отверстия.
Диск сломан, заклинило фланец
Представьте себе, что мастер делает из стального рельса наковальню и вырезает кромку болгаркой.Диск деформирован и зажат. Двигатель продолжает работать и крепко затягивает фланец. Все работы остановились. Как поменять диск, если теперь его нельзя открутить?
- Разбираем коробку передач. Откручиваем крепление и снимаем картер коробки передач. Вал шпинделя держим газовым ключом или пассатижами, фланец закручиваем рогом или другим газовым ключом. На диск этот метод не влияет, вы можете удалить нормальный, хороший диск. Метод работает даже при сломанной блокировке шпинделя.
- Мы используем два газовых ключа. Метод не требует разбора болгаркой. Осторожно выломайте оставшуюся часть диска, чтобы добраться до нижнего фланца. Первым газовым ключом зажимаем верхний фланец, вторым – нижний. Скручиваем в разные стороны.
- Нагреваем гайку горелкой. Нагреваем посадочную гайку переносной газовой горелкой. Гайка расширится от нагрева и ее легко открутить.
- Распилил фланец ножовкой. Некоторые мастера предпочитают распиливать заклинивший фланец ножовкой по металлу. Метод варварский – надо покупать новую гайку.
- Смажьте резьбу проникающей смазкой. Налейте жидкость WD-40 на застрявшую гайку. Проникает в узкие зазоры и резьбовые соединения. После пятиминутного перерыва попробуйте сдвинуть гайку гаечным ключом.
- Вырежьте остатки диска ножовкой. Диск ломаем плоскогубцами, пока можно. Снимаем защитный кожух, вставляем ножовку по металлу в прорезь и вырезаем остатки абразивного круга.Тонкий и надежный метод. Не требует разборки болгарки и сильных ударов по инструменту. Мастеру нужно запастись терпением, так как на метод уйдет до часа. Абразив быстро стирает полотна ножовки; требуется несколько штук. Достоинство – сохранение гарантии на УШМ, нет риска поломки. Эти круги гарантируют, что фланец не застрянет.
Эти диски могут поставляться с шлифовальной машиной или их можно разрезать самостоятельно.
Для шпинделей угловых шлифовальных машин фабрики производят тонкие и толстые абразивные диски, отрезные круги по металлу, нейлоновые щетки.Все эти запчасти превращают болгарку в универсальный инструмент и с неожиданной стороны раскрывают его возможности. Например, болгарка превращается в точилку. Сменить диск несложно, но мастер должен знать некоторые особенности процесса, чтобы не попасть в затруднительную ситуацию.
ЛБМ, или, как ее еще называют в народе, болгарка, в наши дни незаменимый и очень полезный инструмент. Без него ни здесь, ни там! А если вдруг выйдет из строя, то придется всячески уворачиваться, искать альтернативы и думать о восстановлении инструмента.При этом использовать болгарку по прямому назначению невозможно из-за своеобразной простой накладки, когда диск не откручивается. Вернее гайка, удерживающая этот диск, не откручивается. Здесь можно «поломать дрова», а именно погнуть или сломать ключ, повредить кнопку блокировки, сломать корпус, но все равно не открутить очень неудачную гайку. Так что сразу предупредим, если еще не поздно … Если вы вдруг ключом не открутите гайку, удерживающую диск, значит, нужно менять тактику.И именно кардинальному способу откручивания и будет посвящена наша статья.
Зачем грызет гайку болгарки, удерживающую диск
Скажу, пожалуй, известную правду. Чаще грызет гайки на болгарках с диском значительного размера, скажем 150-180 мм и более. Дело в том, что результирующий крутящий момент при ударе диска в момент начала резания намного больше, чем для диска, скажем 125 мм. В результате гайка по инерции затягивается настолько, что обычными и привычными способами сломать ее очень сложно.Теперь о специальных методах.
Как открутить гайку диска болгарки (болгарки), если она надкушена
Так вот, если нет возможности с ключом, даже если вставить и слегка ударить молотком, то начинаем использовать что-то посерьезнее.
Первое, что попробовать, но опять же без фанатизма, – взять стержень, вставить его в отверстия на гайке и с помощью молотка сдвинуть гайку в направлении ее откручивания. Здесь главное не сломать кнопку и не вырвать дырки, как здесь
Второе, что советуют многие – гайку прогреть.Прогреваем орех. В итоге он немного, но физически все равно должен расширяться. Изменение размера может помочь, а может и не помочь …
Не тяните до конца, пока не лопнет ограничитель кнопки удержания прокрутки или сама кнопка. В этом случае ломается не инструмент, с помощью которого вы его откручиваете, а зачастую угловая шлифовальная машина.
Третий способ является наиболее эффективным и, как ни странно, одним из самых безопасных для самой кофемолки.
Берем и обламываем края диска по гайке.
Далее мы используем тонкую металлическую пластину или другой диск (более тонкий), а может быть и вторую болгарку с диском. В этом случае сломанный диск нужно повернуть либо пластиной, либо диском. Диск стараемся заточить, чтобы не повредить гайки, удерживающие этот диск, ведь они нам еще пригодятся. Так весь ломанный круг затачиваем, пока не стачиваем и гайка не откручиваем.
Это дело 4-5 минут, не более.
Если вы будете использовать второй диск или металлическую пластину, лучше всего вставить их в тиски, чтобы удерживать их.Так как держать такие предметы руками опасно. Это самый эффективный метод!
Как сделать так, чтобы гайка и диск на болгарке не перекусили
И еще несколько слов о предотвращении подобных неприятных прецедентов. Вы можете использовать небольшие картонные прокладки, вставив их между диском и гайкой. В крайнем случае используем диск меньшего диаметра, если конечно гайка не затягивается сверху. В результате открутить такую гайку можно будет без проблем.Не будет зажиматься, на кусочек нити …
И еще одно небольшое видео по теме, о проблеме, которую я изучал на собственном опыте.
Тормозная служба – Tirexpress
Часто задаваемые вопросы: Ремонт тормозов
Когда у жителей Нью-Касла, штат Пенсильвания, и его окрестностей возникают вопросы о тормозах их автомобилей, квалифицированная команда TireXpress может на них ответить. Продолжайте читать, чтобы узнать ответы на некоторые из наших наиболее часто задаваемых вопросов о тормозах.
Почему моя машина трясется, когда я нажимаю на тормоз?
Если с момента замены тормозных дисков или колодок прошло некоторое время, они могут быть основной причиной тряски вашего автомобиля. Когда тормозные диски становятся слишком изношенными и требуют ремонта, на их обычно плоской поверхности начинают образовываться неровные и жесткие участки. То же самое и с тормозными колодками. Эти изношенные компоненты, скорее всего, будут демонстрировать неравномерный износ, что неизбежно приведет к тряске вашего автомобиля при замедлении.
Почему моя педаль тормоза кажется пористой?
Из-за некоторых проблем тормоза могут казаться губчатыми под ногой.Вот некоторые из наиболее распространенных причин:
Воздух в тормозной магистрали
Поврежденная или негерметичная тормозная магистраль
Утечка в суппорте (-ах) дискового тормоза
Изношенный главный цилиндр
Утечка в колесном цилиндре (-ах)
Неисправность гидравлического узла ABS
Наша команда в TireXpress поможет диагностировать основная проблема и вернуть ваш автомобиль к правильному торможению в кратчайшие сроки!
Как часто нужно менять тормозную жидкость?
Как опытные профессионалы, мы рекомендуем нашим клиентам регулярно менять тормозную жидкость в рамках планового технического обслуживания.Но, как показывает опыт, переход на свежую тормозную жидкость каждые 1-2 года или 24 000 миль является эффективным для большинства автомобилей.
Почему я слышу скрежет, когда нажимаю на тормоз?
Скрежет тормозов может быть серьезной проблемой и требует немедленного решения, прежде чем проблема станет более серьезной. Одной из основных причин заточки тормозов является контакт диска ротора с частью суппорта. Скрежет, как правило, является результатом сильного износа тормозных колодок или роторов, который потребует ремонта и даже замены перед возобновлением нормального торможения.
Почему при торможении моя машина тянется вправо или влево?
Хотя команде TireXpress потребуется провести тщательный осмотр для диагностики проблемы, это может произойти по нескольким причинам, в том числе:
Неравномерное давление в шинах
Изношенные тормозные колодки
Изношенные или деформированные роторы
Застрявший суппорт
Разрушенный тормозной шланг
Изношенные детали подвески
Каков срок службы тормозных колодок?
В среднем при правильном обслуживании тормозные колодки должны прослужить не менее 40 000 миль.При надлежащем обслуживании они могут проехать до 70 000 миль.
Когда менять тормозные колодки?
Несколько знаков сообщат вам о необходимости замены тормозных колодок, в том числе:
Скрип или визг от тормозов
Световой индикатор на приборной панели загорается
Глубокий скрежет
Вибрирующая педаль тормоза
Изношенные или тонкие тормозные колодки
Как долго служат роторы?
В зависимости от того, как вы водите, что вы водите и какой у вас тип роторов, они могут прослужить от 20 000 до 70 000 миль.Один из наших квалифицированных специалистов может осмотреть роторы вашего автомобиля и сообщить вам об их состоянии.
Как узнать, что у вашего автомобиля проблемы с тормозом?
Ваша машина сообщит вам! Не игнорируйте признаки того, что у вас проблемы с тормозами, и немедленно доставьте нам свой автомобиль, если заметите:
На приборной панели загорается красный или желтый индикатор тормоза
Высокий шум, который прекращается при нажатии на тормоз
Скрежет и ощущение под ногой при нажатии на лепесток
Рулевое колесо вибрирует, когда вы нажимаете на тормоз
Ваш тормоз кажется «мягче», чем обычно, или при нажатии на него падает прямо на пол
При торможении автомобиль начинает отклоняться влево или вправо
Резкий запах гари и химикатов во время движения
Автомобиль начинает раскачиваться или подпрыгивать при резком торможении
Сколько стоит обслуживание тормозов?
Цены зависят от того, что вам нужно обслуживать.Если вам нужно заменить только тормозные колодки, это будет стоить около 100-200 долларов. Однако затраты на более обширный ремонт и замену тормозной системы могут превышать 500 долларов.
Как я могу продлить срок службы тормозов?
Срок службы тормозов можно продлить с помощью:
Регулярная проверка и поддержание уровней тормозной жидкости
Замена тормозной жидкости при необходимости
Проверка тормозных магистралей и главного цилиндра
Проверка и замена тормозных колодок, если они изношены
Обеспечение отсутствия износа тормозных дисков и дисков
Запросите оценку у нас сегодня!
(PDF) Моделирование и анализ дисковых тормозов в автомобилях
Журнал исследований и разработок в области машиностроения (JMERD) 2 (2) (2018) 56-58
Цитируйте статью: Hayder H.Халил, Мохаммед К. Хашан, Али ш. Бакир (2018). Моделирование и анализ дискового тормоза в автомобилях. Журнал
исследований и разработок в области машиностроения, 2 (2): 56-58.
ОПИСАНИЕ СТАТЬИ
История статьи:
Получено 23 мая 2018 г.
Принято 26 июня 2018 г.
Доступно онлайн 27 июля 2018 г.
РЕЗЮМЕ
1. ВВЕДЕНИЕ
Тормозная система отвечает за безопасность пассажиров и является самая важная система управления
в современных автомобилях.Тормозная система необходима для остановки
автомобиля на минимально возможном расстоянии во избежание аварий.
Тормозная система преобразует кинетическую энергию в тепло, которое передается
наружу за счет силы трения. Сила трения приводит к повышению температуры
диска, который контактирует с колодкой. При очень резком торможении температура диска
может достигать высоких значений. Неожиданное повышение температуры
вызывает тепловой удар и тепловое напряжение внутри диска [1].
Обычно тормозная система содержит чугунный диск, прикрепленный болтами к ступице колеса, и фиксированный корпус
, именуемый суппортом. Суппорт соединен с неподвижной частью автомобиля
, такой как ось [2]. Группа исследователей проанализировала дисковый тормоз
с четырьмя различными материалами HSS M42, HSS M2 Алюминий и серый чугун
, чтобы получить анализ напряжений для материалов, тормоз
смоделирован с помощью CATIA и проведен анализ с помощью программного обеспечения конечных элементов ANSYS.
[3].Некоторые исследователи смоделировали дисковый тормоз с помощью программного обеспечения конечных элементов
ANSYS, основной целью было исследование термомеханического поведения
. Напряжение и деформация по фон-Мизесу были получены для двух различных материалов: чугуна и нержавеющей стали
[4]. А изучил дисковый тормоз
с тремя материалами: углеродистый композит, нержавеющая сталь и чугун. Дисковый тормоз
был смоделирован с помощью CATIA и проанализирован с помощью конечных элементов ANSYS.
Были получены деформации и напряжения, и было обнаружено, что нержавеющая сталь на
лучше, чем чугун в качестве материала для дискового тормоза [5]. Другая группа исследователей
предложила усовершенствованную конструкцию дискового тормоза с анализом конечных элементов
. В качестве материалов использовались нержавеющая сталь и чугун. Было исследовано
деформаций, температурного воздействия и напряжения при различных условиях торможения
[6].Группа исследователей оценила температуру
диска и определила структурную деформацию, концентрацию напряжений и
давление между колодкой и диском с помощью ANSYS [7]. Другие исследователи
в своей статье обнаружили, что температура может влиять на уровень вибрации
в сборке дискового тормоза [8]. В исследовании представлена собственная частота
дискового тормоза. Тормоз смоделирован с помощью CATIA V5 с дисками различной толщины
.Из результатов видно, что наибольшее уменьшение массы
дает наименьшее значение частоты, а наибольшее значение
массы дает более высокое значение частоты [9]. Около
исследователей вычислили температуру на поверхности дискового тормоза на
, используя предположение об однородности теплового потока. Было замечено, что температура
, измеренная на выходе из подушки, была выше, чем температура
, которая была оценена из предположения о тепловом потоке [10].
Journal of Mechanical Engineering Research &
Developments (JMERD)
DOI: http://doi.org/10.26480/jmerd.02.2018.58.60
Тормозная система – один из самых важных компонентов в современных автомобилях. Его задача – снизить скорость автомобиля
и остановить его. Дисковый тормоз изменяет кинетическую энергию вращающихся частей (колес) на тепло
и рассеивает ее в воздухе. В этой статье дисковый тормоз моделируется и моделируется с конкретными размерами, а
анализирует его с помощью программного обеспечения Finite Elements (ANSYS R16.1). Для дискового тормоза были выбраны два материала: серый чугун
и карбон-керамика. Можно сравнить распределение температуры, деформации и напряжения
и выбрать лучший материал. Результаты показали, что углерод-керамика может выдерживать термическое напряжение и примерно
не деформируется. Карбон-керамика предпочтительнее для дисковых тормозов для достижения лучших характеристик
.
КЛЮЧЕВЫЕ СЛОВА
Дисковый тормоз, серый чугун, углеродно-керамический, ANSYS R16.1.
ISSN: 1024-1752 (Print)
КОД: JERDFO
МОДЕЛИРОВАНИЕ И АНАЛИЗ ДИСКОВОГО ТОРМОЗА АВТОМОБИЛЕЙ
Хайдер Х. Халил1 *, Мохаммед К. Хашан2, Али ш. Бакир1
1 Инженерный технический колледж / Наджаф, Технический университет Аль-Фурат Аль-Авсат, 31001 Аль-Наджаф, Ирак.
2 Технический институт Наджафа, Технический университет Аль-Фурат Аль-Авсат, 31001 Аль-Наджаф, Ирак.
* Электронная почта автора, отвечающего за переписку: [email protected]
Это статья в открытом доступе, распространяемая по лицензии Creative Commons Attribution License, которая разрешает неограниченное использование, распространение,
и воспроизведение на любом носителе при условии правильного цитирования оригинальной работы .
1.1 Требования к тормозной системе
1- Тормоз должен быть достаточно сильным, чтобы остановить автомобиль в аварийных
обстоятельствах на минимальном расстоянии. Водитель должен уметь
избегать заноса и контролировать автомобиль при торможении.
2- Тормоз должен иметь хорошие противоизносные свойства.
3- Эффективность торможения не должна снижаться со временем.
Классификация тормозов:
1- Механический тормоз.
2- Электрический тормоз.
3- Гидравлический тормоз.
1.2 Моделирование дискового тормоза
Моделирование дискового тормоза было выполнено с использованием анализатора Finite Elements
(ANSYS R16.1). Дисковый тормоз диаметром 0,3 м был моделирован
, как показано на рисунке 1 ниже.
Рис. 1: Дисковый тормоз, вид спереди и сзади.
Для имитации дискового тормоза выбраны два материала: серый чугун
и керамический углерод, чтобы выбрать лучший материал, способный выдержать деформацию
.Механические свойства для обоих материалов указаны в таблице
(1).
| Тормозные диски и колодки knorr-bremse.es | Discos y forros d e freno knorr-bremse.es |
Улучшите свой […] Тормозной механизм автомобиля с высокой производительностью и c e тормозные диски и колодки a t l текущие цены.autooutlet.es | M ejora la frenada de tu c oche c на дискотеках и пастиллях d e a ltas pr estaciones […] A Precios Bajos. autooutlet.es |
| T h e тормозные диски и f l ex ible ISOBAR sint er e d тормозные колодки w e re , специально разработанная для экстремальных требований возможного экстренного торможения в случае […] землетрясение. knorr-bremse.de | L os frenos de disco y los fl exibl es revestimientos sinterizados typeo ISOBAR se expusieron a las extremas exigencias de una po si ble derenada em ergencia […] en caso de terremoto. knorr-bremse.es |
В течение длительного периода […] туры на несколько дней b ra k e диск , тормоз b l oc k s и тормозные колодки c a n сильно изношены.ghost-bikes.de | Durante las excursiones de […] varios d as, el disco de freno, los t aco s de freno y lo s revestimient os de freno pueden de sgastarse mucho.ghost-bikes.de |
При попадании парафина или ингибитора коррозии […] на обод колеса s o r тормозные диски и / o r t h e тормозной b l oc k s o r тормозные колодки , t hi s уменьшит […]тормозной эффект. ghost-bikes.de | Si cae cera lquida o conservantes en […] la ll an ta o en el disco de freno y / o en los tacos o zapat as de freno , la frenada disminuye .ghost-bikes.de |
| Заводской стиль p et a l диски r e du ce we ig h t и p r ov ide стабильные тормозные характеристики, помогая удерживать t h e тормозные колодки c l ea n грязи и мусора. kawasaki.eu | L o s дискотеки d ef ren o lob ul ados a li gera np eso y pro por cion an un rendimie nt o de frenada homogneo co ntri bu yendo al mismo tiempo a mantener las pa st illas de freno lim pias de барро […] г. Suciedad. kawasaki.es |
В дополнение к сокращению […] неподрессоренная масса, формы волн p et a l диски h e lp clean t h e тормозные колодки f o r более эффективное торможение.kawasaki.eu | Adems de reducir el peso, las […] formas d e ond ad el os discos en fo rma de p t alo ayudan a lim pi ar la s pastillas p ara h ac er ms eficie nt es lo s frenos .kawasaki.es |
| При замене ci n g дисков , i t необходимо заменить t h e тормозные колодки . renault.co.uk | Al efectuar l a […] sustitucin de lo s discos, su stit uir ob ligatoriame nt e las pastillas .renault.es |
По сравнению с классической тормозной системой Grimeca, новый NT […] Версияпредлагает много […] возможности сборки для т h e дисков и f o rt h e тормозных колодок , и e n su для большей безопасности при торможении.officinatonazzo.it | En comparecin con el clsico sistema de frenos Grimeca, la nueva versin de NT ofrece […]muchas posibilidades […] para el m на taje de los discos yl as pasti l las de freno, y gara nt iza una mayor seguridad en el frenado .officinatonazzo.it |
Включает микроволновую печь […] Стерилизатор, ручной молокоотсос, бутылочки для кормления, одноразовые Br ea s t Pad и S e ali n g Discsphilips .com.au | Incluye esterilizador para microondas, […] extrac to r de l ec he manual, b ibero nes , discos a bso rbent es desechabl es y дискотеки s ell adore sphilips.es |
| F ib r e диски и b a cki n g колодки 1 1 -1 4 пферд.com | Discos d e l ija soporte fi бюстгальтер y pla tos soporte 11 -14 pferd.com |
Нам пришлось лететь в Австралию, чтобы найти настоящую резину Austin для окон, но нам посчастливилось найти дома большинство автомобильных запчастей хорошего качества: герметики Goetze для крышек клапанов, Wagner (лидер в области тормозной продукции в Северная Америка) насосы тормозной жидкости, тормозные колодки и зажимы для крепления тормозов, комплекты уплотнений Payen для великолепного Rover V8 […]Цилиндр, Ferodo (тормозные изделия […] лидер в Европе, на Ближнем Востоке и в Африке) тормозные шланги, b ra k e колодки и тормозные диски , M OO G шаровые петли, поршни AE и Champion Racing Свечи зажигания.fmnews.com | Incluso tuvimos que viajar a Australia para encontrar gomas de Austin autnticas para las ventanas, aunque tuvimos la suerte de encontrar la mayora de las piezas de excelente calidad cerca de casa: adhesivos Goetze para las cubiertas del cuerpo de la bombiertas del cuerpo de la romance frenos Wagner (productos de frenado lderes en Amrica del Norte), mordazas de frenos y clips de montaje de frenos, Consuntos de juntas Payen para el deslumbrante motor Rover […]en V de 8 cilindros, […] latiguil lo s de freno Ferodo (pro du ctos d e frenado l d eres en Europa, Orien te Prximo y frica), rtulas MOOG , поршни A E yb uj as de […]Чемпион по энсендидо гонкам. fmnews.com |
| Последующий подогрев двигателя p ar t s и тормозных дисков ( p ol ymerization) efd-индукция.com | Postcalentamiento […] de pi ez as de mot ore s y frenos de disco (po lim eriz ac in)efd-induction.com |
Короткая стрижка PBI – отличное армирующее волокно для высоких температур […] применения: h a s тормозные колодки и r o ck и изоляция двигателя.pbiproducts.com | La fibra corta de PBI es una excelente fibra de refuerzo para aplicaciones de calor elevado, tales como […] aislante e n past illa s de freno y mo tore s de c ohetes.pbiproducts.com |
| Железнодорожный состав нс – Тормозные диски f o r железнодорожный подвижной состав – Пар т 1 : Тормозные диски p r es Седан или насажен на ось или приводной вал, размеры io n s и q u al ity requirements eur-lex .europa.eu | Discos de freno pa ra m at erial mvil ferroviario. Pa rt e 1: Discos d e freno p resio na dos o ajustados sobre el eje o eje motor, di mensi one s y r equ isito s de ca lidad. eur-lex.europa.eu |
| 68.13 Сопряжение трения ri a l и a r ti их формы (например, листы, рулоны, полосы, сегменты nt s , диски , w as h er s , колодки ) , нет t навесные, f o r тормоза , f или сцепления или […] и т.п., с основанием […]асбеста, других минеральных веществ или целлюлозы, в сочетании с текстилем или другими материалами или без них conex.fr | 68.13 Gu ar nicio nes de fri ccin ( por ejemplo: hojas, rollos, t ir as, s egm ent os, discos, ar и elas, plaquitas ) s in monta r, pa ra frenos, e mb rag ues o c ualquier […] rgano de frotamiento, […]a base de amianto (asbesto), de otras sustancias minerales o de celulosa, incluso combinados con textiles u otras materias conex.fr |
Несвоевременная доставка […] замена b ra k e колодки c a n приводит к значительному снижению торможения ac ti o n и i n d amage to t h e тормозной диск .betamotor.com | No sustituir las […] пастилляс из и или , pued и Provocar со значительным сокращением l и frenada y da os al disco de l freno .betamotor.com |
Абразивные материалы на нетканых материалах подходят для изготовления самых разных инструментов. […] например, га n d колодки , g ri nding dr um s , диски , b el t s и w h ee ls.pferd.com | El velln abrasivo es adecuado para la fabricacin de Diferentes […] herramientas como por ej., ho ja s, r ollo s, discos y a bani cos de velln.pferd.com |
| T h e тормозные колодки s h или ld также подлежат замене при замене t h e тормозных дисков , s в ce они формуются до t h e тормоз d i sc путем истирания. dieseltechnic.com | Al c ambia rl os discos de freno tambin deb en s us tituirse las pastillas, ya que se adapan a l dis co d e freno d ebid o al d esgaste. dieseltechnic.com |
Дисковый тормоз (7) установлен на высокоскоростном валу . […] коробка передач, и он оснащен двумя гидравлическими ul i c дисковый тормоз c a lipe r s и n o n- asbe st o s тормозные колодки .acsaeolica.com | El freno de disco (7) est colocado en el eje […]de alta velocidad, a la salida del […] multi pl icado r, e in corpo ra dos pinzas hidru li cas con pastil las de freno sin a sbe СТО .acsaeolica.com |
В то время как некоторые производители масштабировали […]задняя новая деталь […] введение из-за экономических проблем, Federal-Mogul Fer od o тормоза t e am продолжили агрессивное расширение покрытия в 2009 году, выпустив 200 новых Fe ro d o колодки , диски , и s h oe s / комплекты.fmnews.com | Mientras otros fabricantes redujeron el volumen de referencias de nuevos productos […]a causa de cuestiones […] econ mi cas, el equi po de Ferodo sigui con la неумолимая амплиацин de su cobertura durante 2009, con la incinrationin de 200 nue vas пастилы, дискотеки или daza s / ki ts .fmnews.com |
Заранее заполняет тормозной контур, […]для достижения необходимого […] давление больше quic kl y , и p o si tions t h e тормоз l i ni ng близко к t h e тормозные диски , w it hout the driver […]замечает. robertbosch.es | Llena previamente los circuitos de los frenos, para que se cree […]ms rpidamente la […] Presin de lo s frenos n ec esari a, y ad hiere l as zapat as al os discos de los frenos , de fo rma незаметно […]пара эл. Проводник. robertbosch.es |
| Проверьте исправность подвески, фонарей, индикаторов, шин, ch ai n , тормозных дисков , c ab les, water le ve l s и o i l, состояние аккумулятора, замков и т. Д. voyenmoto.com | Estado de la batera, Estado del Regador de carga de la batera, apriete de la tornillera en general, engrase la moto en general, cerraduras и т. Д. voyenmoto.com |
Команда Ferodo представила […] 68 новый b ra k e колодка r e fe rences, 107 n e w тормозные диски и 2 5 n обувь / комплекты ew […]в прошлом году и приближается к достижению […]или превышает эти цифры в 2010 году. fmnews.com | Эль-Пасад или АО , Феродо присутствует 68 нуэвас […] пастил как , 10 7 nu ev os discos y 25 nue vas mo rdazas / k it s, y 20 10 se назад [ …]llegar a estas cifras e incluso superarlas. |