Шлифовальный круг своими руками для болгарки. Наждачный диск на липучке своими руками. Как сделать шлифовальный диск: ход работ
Если абразивная поверхность заводского шлифовального круга со временем пришла в негодность, не спешите его выбрасывать на свалку, ведь можно дать ему вторую жизнь. Причем делается это очень просто, занимает минимум времени, ну и деньги можно сэкономить, особенно если вам часто приходится заниматься разными шлифовальными работами дома или в мастерской. Почему бы не попробовать?
Как сделать шлифовальный диск: ход работ
Для начала нужно удалить с поверхности диска старые абразивные элементы – сделать это можно при помощи ножа. Затем нужно хорошо отшлифовать всю наружную сторону круга, чтобы не оставалось никаких бугров и выпуклостей.
На следующем этапе потребуется подготовить новую абразивную поверхность. Для этого можно использовать кусок наждачной бумаги нужной вам зернистости. Приложите диск от болгарки к наждачной бумаге, обведите по контуру (в том числе и центральное отверстие) маркером или карандашом, а потом аккуратно вырежьте круг ножницами. Лучше сразу сделать несколько кругов, чтобы был запас. Маленькое отверстие по центру можно проделать при помощи обычного канцелярского ножа.
Лучше сразу сделать несколько кругов, чтобы был запас. Маленькое отверстие по центру можно проделать при помощи обычного канцелярского ножа.
После этого просто устанавливаете диск на болгарку, сверху прикладываете подготовленный круг наждачной бумаги и прижимаете все быстрозажимной гайкой. Вот, собственно, и все – инструмент готов к работе. Самодельные шлифовальные диски пригодятся как дома, так и в мастерской. Самое главное – сделать их можно очень быстро и обойдутся они дешевле своих магазинных аналогов.
Если вы часто занимаетесь строительными и отделочными работами, то вам наверняка приходится очень часто зачищать какие- либо поверхности. Не секрет, что делается это обычной наждачной бумагой, которая приходит в негодность за очень короткое время. Если сравнить цену одного листика наждачной бумаги и круга на липучке, то цена будет полностью одинаковая, только круг имеет диаметр 12 сантиметров, а листик размеры в три раза больше этого круга.
Посмотрите видео, как можно сделать из листа наждачки три диска на липучке
Для работы нам потребуется:
– 1 круглый купленный диск;
– лист наждачки стандартного размера;
– двусторонний скотч;
– ножницы.
Нам нужна основа, к которой мы будем крепить наждачную бумагу и скотч.
Потом берем двухсторонний скотч и отрезаем большой кусок, который приклеиваем в самый центр нашего круга. Скотч нужно брать очень, очень липким, иначе он не будет держать
Теперь отрезаем около 8 маленьких кусочков от скотча и клеим их по периметру.
Теперь снимаем со скотча защитную пленку.
Берем наш лист наждачки и переворачиваем ее шершавой стороной к поверхности стола.
В самый уголок наждачной бумаги клеем нашу заготовку. Обязательно клеить в самый уголок, иначе у нас будет уходить очень много наждачной бумаги зря.
Теперь все это дело вырезаем.
Диск почти готов, осталось самое последние – это проделать отверстия в диске. Чтобы сделать дырки берем сверлило и любое сверло по дереву.
Теперь на стол кладем любую деревяшку, на дрели ставим реверсный ход и начинаем делать отверстия.
Все наш шлифовальный диск готов, теперь его можно цеплять на машинку и пользоваться.
У этого подхода есть несколько плюсов. Во – первых это дешево, во- вторых не нужно бегать в магазин, если у вас закончились круглые диски на липучке. В – третьих из листа можно вырезать диск, если нужной грибности нет на прилавке.
Шлифовка металлических деталей абразивным инструментом в большинстве случаев является отделочно-доводочной операцией, обеспечивающей высокую чистоту и качество поверхности. Применяют ее и для обдирочных работ – зачистка заготовок от окалины, удаление неровностей на отливках, выглаживание сварных швов, – а также при заточке всевозможного режущего инструмента.
Механизировать эту работу в домашних условиях несложно с помощью электродрели или бормашины, закрепив в патроне соответствующий абразив. Но как раз нужного-то подчас под рукой и не оказывается. Однако наиболее употребительные можно изготовить своими руками.
Для шлифовки небольших изделий часто достаточно просто наждачной шкурки, намотанной на металлическую державку. Чтобы шкурка не провертывалась, один ее край закрепляется в специальном пропиле. Намотку на стержень выполняют различными способами, получая инструмент той или иной формы. В некоторых случаях целесообразно употреблять стержни с кольцевым выступом: он препятствует сползанию листка во время работы.
Намотку на стержень выполняют различными способами, получая инструмент той или иной формы. В некоторых случаях целесообразно употреблять стержни с кольцевым выступом: он препятствует сползанию листка во время работы.
Из подручных материалов и некоторых отходов удается изготовить и абразивные головки различной формы, предназначенные для обработки и доводки фасонных поверхностей. Формуют головки из абразивного порошка – пылевидных отходов, накапливающихся под заточными устройствами. Их следует осторожно промыть для удаления слишком мелких частиц и пыли от обрабатывавшихся материалов. Железные опилки извлекаются магнитом, завернутым в полиэтиленовый пакет: время от времени магнит вынимают, а налипшие на пакет опилки смывают струей воды.
 Материалом для форм послужит и бумажный стаканчик, и фунтик из полиэтиленовой пленки или фольги, и патрончик из картона, пропитанного парафином. В заполнившей их абразивной массе выдавливается углубление или сквозное отверстие – под металлическую ножку для крепления в патроне. Такая державка вклеивается на эпоксидке, а может и запрессовываться в саму массу уже при формовке. Если готовая рабочая головка окажется не соосной с ножкой, ее следует обточить при вращении грубым абразивом.
Материалом для форм послужит и бумажный стаканчик, и фунтик из полиэтиленовой пленки или фольги, и патрончик из картона, пропитанного парафином. В заполнившей их абразивной массе выдавливается углубление или сквозное отверстие – под металлическую ножку для крепления в патроне. Такая державка вклеивается на эпоксидке, а может и запрессовываться в саму массу уже при формовке. Если готовая рабочая головка окажется не соосной с ножкой, ее следует обточить при вращении грубым абразивом.Для заточки отрезных дисковых фрез или пильных цепей требуются тонкие диски, которые входили бы между зубьями. Их легко получить, склеив обратными сторонами два листа наждачной шкурки на тканевой основе. Лучше это делать на эпоксидном клее: он пропитает ткань и дополнительно укрепит зерна. На время отверждения смолы пакет кладут под плоский тяжелый предмет.
Получившийся диск не годится для про резания узких пазов в твердых материалах – нужны другие, с зернами не только по бокам, но и внутри. Такой инструмент также можно сделать самому.

Например, диск толщиной в один миллиметр получают, пропитав эпоксидкой четыре слоя марли, на каждый из которых через металлическую сетку просеивают абразивный порошок. После составления такого «бутерброда» его помещают между листами полиэтилена (к нему не прилипает эпоксидка) и оставляют под грузом до отверждения смолы. При необходимости так же могут быть покрыты абразивом и наружные плоскости диска. Окончательная форма придается ножницами по металлу. Готовые диски закрепляют на специальных металлических оправках или на обыкновенный болт с отрезанной головкой с помощью гаек и шайб большого диаметра.
 Остается накинуть на осевой стержень с резьбой шайбу и гайку; при закручивании резиновый цилиндр сдавится, крепко захватив лепестки. При диаметре стакана 35 мм можно установить 16 лепестков.
Остается накинуть на осевой стержень с резьбой шайбу и гайку; при закручивании резиновый цилиндр сдавится, крепко захватив лепестки. При диаметре стакана 35 мм можно установить 16 лепестков.После тонкой шлифовки иногда требуется отполировать изделие. Конечно, здесь незаменим войлочный круг. Однако подойдут и обрезки хлопчатобумажной или шерстяной ткани, прошитой в 6 – 8 слоев. Такие заготовки надеваются на стержень оправки до получения желаемой общей толщины.
Сначала вкратце по пунктам пробегусь, если не передумаете, тогда буду писать уже основательно. За вечер боюсь не управлюсь:)
1. Круг – цилиндр Ориентировочно ф200 Х 30 ширины – максимум. Профиль планирую потом придавать – так это делается всегда.
Ага:) Это хорошо. Прямой профиль проще всего в изготовлении.
Пресс-форма. При небольших объемах пресс-форма подвергается ТО минимум на 45 единиц. В случае увеличения объемов п/форму желательно хромировать с последующей шлифовкой. Стойкость хромированной п/формы примерно 150-200 отпрессовок.
2. Планировал попробовать обычный гранатовый песок, который к пескоструям продается. В наших краях не так просто купить то что нужно, Да и дешего это.
С компонентами нужно быть осторожнее. Если хотите иметь прогнозируемый результат, тогда лучше отработать на каком то одном/двух видах абразива. Абразив желательно заводской с нужной дисперсностью и постоянным химсоставом (паспорт о качестве желателен, но не обязателен).
3. Не знаю. Поэтому тему и создал. Думал попробовать клей какой нибудь – если подскажут, или расплав полимера. Связка мягкая должна быть, шлифовать то дерево (тоже мягкое)
Неоднозначно это. Основное требование к связке «правильно» удерживать абразив. Шлифовка идет за счет износа абразива, а не за счет связки. Связка может усилить или ослабить результат действия абразива. Для примера инструмент на керамике и ФФС. Характеристики инструмента одинаковые. Но после шлифовки инструментом на основе ФФС поверхность будет чище, т. к. смола оказывает небольшое полирующие действие.
к. смола оказывает небольшое полирующие действие.
Я попробовал обычный камень с карбидом кремния – зеленый – так забился вмиг – и усе(((.
Скорее всего, круг был твердый с низкой пористостью
4. Есть пресс, А что такое термостат применительно к ситуации? Нечто, чтоб нагреть и контролировать – у меня имеется… – набор нагревателей разной формы и овен-овский контроллер к ним.

При использовании связки, не требующей нагрева (эпоксидная смола, жидкое стекло), вопрос про термостат отпадает сам собой. При использовании связок из термопластов, и реактопластов потребуется печка позволяющая достигать температуры 200оС. При использовании фенолформальдегидных смол (бакелит, ФФС) точность поддержания температуры во всем объеме печи должна быть плюс минус 2-3 град. При использовании реактопластов (ФФС) готовый неармированный круг можно получить, как правило, двумя способами: холодное прессование и горячее. В первом случае навеску механической смеси компонентов загружают в п/форму и прессуют. Заготовку извлекают из п/формы и помещают в печку для отверждения. Во втором случае навеску смеси загружают в п/форму и прессуют на прессе, оснащенный нагревательными плитами. По истечении определенного времени из п/формы извлекают готовое изделие. Попробовав горячее прессование почти сразу отказался от него и полностью перешел на холодное прессование.
Как закрепить шлифовальный круг на болгарке, как правильно поставить диск?
Содержание
- Из-за чего возникает проблема?
- Почему происходит затягивание гайки-фиксатора?
- Как устранить зажим диска на болгарке
- Замечания и советы
- Как перестраховаться
- Замена диска в штатном режиме
- Пошаговый алгоритм действий
- Виды дисков для болгарки
- Отрезные
- Шлифовальные и обдирочные
- Заклинило гайку – как откручивать?
- Замена диска противоположным вращением
- Рожковым ключом и торцевой головкой
- Нагрев
- С помощью гвоздя
- При помощи газового ключа
- Перфоратором или дрелью в режиме долбления
- Выстукивание гайки
- Разрушение режущего круга
- Как открутить гайку диска болгарки (УШМ) если ее закусило
- Что потребуется для установки диска?
- Меры, позволяющие исключить заклинивание
- Как сделать так, чтобы не закусывало гайку с диском на болгарке
- Полезные советы и рекомендации
- Публикации по теме:
Из-за чего возникает проблема?
При вращении на холостом ходу столкнуться с подобной проблемой сложно. Особо при работе с легкими кругами и инструментом с функцией плавного пуска. Однако после увеличения оборотов и соприкосновения с разрезаемой поверхностью происходит следующее:
Особо при работе с легкими кругами и инструментом с функцией плавного пуска. Однако после увеличения оборотов и соприкосновения с разрезаемой поверхностью происходит следующее:
- При возникновении сопротивления материала у круга резко снижается угловая скорость вращения, он тормозит.
- Двигатель по инерции продолжает несколько мгновений работать на прежних оборотах, увлекая за собой редуктор и шпиндель.
- Гайка фиксатор инерцией сильнее затягивается по резьбе шпиндельной головки, тем самым впрессовывая отрезной диск.
Все, процесс затягивания фиксирующего фланца завершен – нештатная ситуация на лицо. На ее возникновение влияют следующие факторы:
- Большой размер круга.
- Высокая мощность инструмента.
- Массивность ротора.
- Резкое увеличение глубины резки, т.е. увеличение сопротивления.
В этом случае снять диск с болгарки бывает очень сложно. Необходимо принимать дополнительные меры.
Почему происходит затягивание гайки-фиксатора?
Болгарка в зависимости от марки и диаметра рабочего диска развивает от 6 000 до 12 000 оборотов в минуту. Когда вращающийся диск резко касается обрабатываемой поверхности, происходят следующие быстропротекающие процессы.
Когда вращающийся диск резко касается обрабатываемой поверхности, происходят следующие быстропротекающие процессы.
Отрезной диск, врезаясь в материал, испытывает большое сопротивление и несколько затормаживается, но ротор электродвигателя еще несколько мгновений вращается по инерции с прежней скоростью и буквально вкручивает резьбу шпинделя в гайку-фиксатор, впрессовывая ее в отрезной круг. Открутить теперь ее будет нелегко, тем более родным ключом.
Существуют различные способы избавления от этого дефекта. Не все они проходят бесследно для инструмента. Здесь мы рассмотрим один из них, который можно назвать авто термическим.
Как устранить зажим диска на болгарке
Для реализации данного способа понадобится какой-либо массивный деревянный материал: кусок толстой доски, отрезок бруса или просто пень.
Затем берем болгарку с намертво зажатым диском, включаем инструмент и с достаточным усилием прижимаем фиксирующую гайку к поверхности пня, чтобы она непрерывно терлась о деревянную поверхность.
Процесс необходимо продолжать две-три минуты. Этого времени вполне достаточно, чтобы зажимная гайка не просто нагрелась, а раскалилась. Если нагрев не остановить вовремя, то возникает опасность повреждения подшипника шпинделя из-за перегрева.
Степень достаточности термического воздействия на фиксирующую гайку можно проверить с помощью пипетки с водой: капли из нее моментально испаряются, едва достигнув ее поверхности.
Далее поступаем стандартным образом. Нажимаем на кнопку быстрой замены диска и стандартным ключом откручиваем гайку без каких-либо усилий. В этом случае нам помогает известное свойство металла, расширяться при нагревании.
Гайка откручивается абсолютно без лишних усилий.
Замечания и советы
Для снижения вероятности зажима рабочего диска на болгарке следует плавно нагружать инструмент, чтобы исключить торможение диска при соприкосновении с обрабатываемым материалом.
Диск следует устанавливать на шпиндель рисунком (маркировкой) наружу (в сторону зажимной гайки), так как именно с этой стороны на диске имеется широкая металлическая шайба. Если произойдет заклинивание или поломка диска, то с подвижным зажимом будет легче справиться, поскольку он будет скользить по металлической шайбе, а не по шероховатой поверхности диска.
Если произойдет заклинивание или поломка диска, то с подвижным зажимом будет легче справиться, поскольку он будет скользить по металлической шайбе, а не по шероховатой поверхности диска.
Помогает подкладывание под гайку шайбы из картона или другого не слишком твердого материала. Но такой способ не оговаривается заводом-изготовителем инструмента, поскольку при этом может нарушиться балансировка и не гарантируется надежность крепления диска на шпинделе.
Нагреть гайку-фиксатор можно с помощью паяльной лампы или газовой горелки. Источник тепла в этом случае не имеет значения. Главное – не переусердствовать с нагревом, чтобы не повредить подшипник шпинделя.
Как перестраховаться
Если проблема чрезмерного самозатягивания гайки уже возникала, то предотвратить повторение этой ситуации, можно тремя способами, имеющих разную степень эффективности:
- Устанавливать отрезной диск «лицом» (картинкой) к редуктору.
- Подкладывать под зажимную гайку толстую шайбу из бумаги, картона, линолеума, пластика и т.
 п.
п. - Использовать для крепления диска не стандартную гайку, а приобретённую или изготовленную отдельно. Она представляет собой комплект шестигранной гайки и несъёмной свободно вращающейся шайбы большего диаметра. Отвинтить её во всех случаях намного проще, чем ту, что идёт в комплекте с болгаркой.
 п.
п.Также можно одновременно применить несколько этих способов.
Владельцам маломощных (до 1800 Вт) и лёгких угловых шлифовальных машин беспокоиться не стоит. Такая проблема им не грозит.
Замена диска в штатном режиме
Регулярно работая УШМ нужно постоянно менять круги, являющиеся расходным материалом. Если инструментом уже работать неудобно, то износившийся абразивный круг следует менять.
Важно! Обязательно проверьте отключение от электрической сети во избежание собственного травмирования.
Пошаговый алгоритм действий
Круг закрепляется на шпиндельной головке гайкой-фиксатором, имеющую резьбу М14. В штатной комплектации имеется рожковый ключ со специальными выступами для зацепа с отверстиями фиксирующего фланца.
Для отвинчивания гайки нужно провести фиксацию шпинделя. Для этих целей имеется специальный фиксатор, расположенный на тыльной стороне болгарки. Нажав на кнопку, шплинтом вы зафиксируете редуктор, исключив возможность его вращения.
Вставляете ключ в отверстия. Одной рукой удерживаете фиксатор, а другой проворачиваете ключом против часовой стрелки, сдвигая гайку.
Направление движения диска, как правило, по часовой стрелке. Однако встречаются модели, у которых может быть иное. В любом случае откручивание происходит в противоположную вращению сторону.
Когда гайка сдвинута, ее без усилий можно открутить рукой.
Снимаете фиксатор и старый круг.
Снимаете нижний фланец.
После интенсивной работы с инструментом с металлом внутри кожуха можно обнаружить наслоение подгоревшей окалины с абразивом. Используйте стальную щетку для удаления остатков.
После очистки нижний фланец устанавливаете на место, совмещая при этом проточки шпинделя с пазами фланца. Сверху помещается прокладка.
Сверху помещается прокладка.
Если в вашей модели нет дополнительных прокладок, то подобные шайбы можно подготовить из пластика или плотного картона. Далее нужно правильно ставить диск на болгарку и закрывать аналогичной прокладкой.
Важно! Устанавливаемые прокладки позволяют с легкостью открутить гайку, даже если диск зажало или он сломался.
Рукой закручиваете верхний фиксатор против часовой стрелки (против вращения), поддерживая режущий круг. При этом также нужно зажать фиксатор шпинделя и докручивать фланец до ощутимого сопротивления. Рожковым ключом дотягиваете еще с небольшим усилием. Не следует чрезмерно затягивать крепление, иначе можно перетянуть круг и он будет коробиться.
Теперь можно дальше работать. Однако периодически возникают проблемы и открутить диск на болгарке просто так не получается. Как поменять диск на болгарке в таких случаях посмотрим далее.
Виды дисков для болгарки
УШМ широко применяется в строительных и ремонтных технологических операциях. Диски для болгарки отличаются между собой:
Диски для болгарки отличаются между собой:
- размерами наружного диаметра и толщиной;
- материалом и способом изготовления;
- предназначением и максимальной скоростью вращения.
Выбор дисков для болгарки подразумевает знание и учёт особенностей не только обрабатываемых заготовок, но и возможностей самого инструмента.
Отрезные
Самые используемые круги для УШМ, также называются абразивными. Они классифицируются по разным признакам. Имеются диски для работы с металлом, камнем, деревом. Ещё есть алмазный диск, который служит для работы с наиболее прочными и твёрдыми материалами (железобетоном, керамогранитом, кафелем, мрамором, гранитом и другими природными и искусственными камнями).
Дадим краткую характеристику каждому виду.
Общий признак для всех отрезных дисков — классификация по наружному диаметру и толщине. Наружный диаметр бывает:
- 115 мм для маленьких бытовых болгарок;
- 125 и 150 мм для средних по мощности и весу УШМ;
- 180 и 230 мм для мощного профессионального инструмента.

Толщина дисков меняется в диапазоне от 1 до 3,2 мм. Она зависит от размера насадки: диски с большим диаметром имеют большую толщину; диски средние и малые — любую. На выбор толщины диска влияют:
- скорость вращения рабочего органа болгарки;
- предполагаемая нагрузка.
Отрезные (абразивные) круги для металла
Эти круги применяются для работы с листовой кузовной сталью (толщина дисков от 1 до 1,6 мм) и сортового стального проката: арматуры, кругляка, швеллера, уголка и других видов (толщина дисков от 2,5 до 3,6 мм). Есть специальные насадки для работы с нержавейкой, алюминием, чугуном и другими металлами.
Отрезной диск по металлу для болгарки
Данные об этом имеются на поверхности диска в виде нанесённой маркировки и цветной полоски. Абразивные диски представляют собой несколько слоёв стекловолоконной сетки, на которые под большим давлением с обеих сторон напрессован бакелитовый абразивный материал (карбид кремния, корунд, электрокорунд). Затем армированные абразивные диски, чтобы обрести прочность, помещаются в печь для термообработки. Заданная температура нагрева — 200 градусов. Там масса спекается и становится прочной и устойчивой к разрушению на осколки.
Затем армированные абразивные диски, чтобы обрести прочность, помещаются в печь для термообработки. Заданная температура нагрева — 200 градусов. Там масса спекается и становится прочной и устойчивой к разрушению на осколки.
Абразивные диски по камню
Они абсолютно идентичны дискам для металла и отличаются только применяемыми абразивами.
Круг для камня
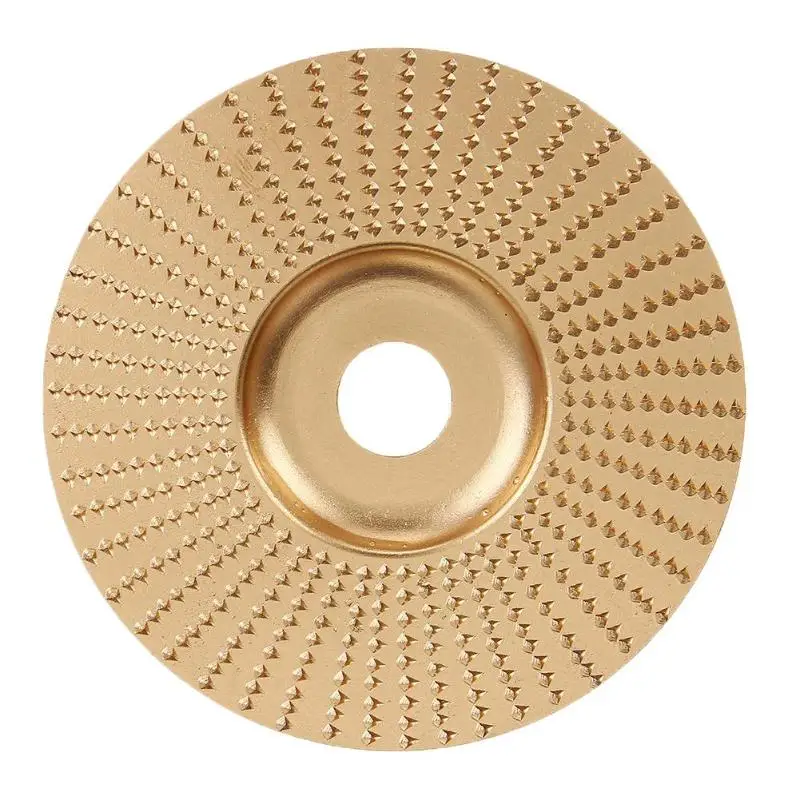
Для дерева
Они изготовлены из высокопрочной стали и оснащены по наружному диаметру острыми зубьями. Работают эти насадки по принципу циркулярки и довольно опасны в работе. Рекомендуется болгарку стационарно закреплять с помощью специального приспособления.
Отрезной диск по дереву для болгарки
Алмазные
Они применяются для резки высокопрочных материалов из природного и искусственного камня.
Алмазный диск по камню для болгарки
Существуют разные виды алмазных дисков для бетона, железобетона, камня. Между собой они отличаются фракционностью алмазного напыления и видом режущей кромки — сплошной, с крупными или мелкими прорезями, насечками. Важно знать, что алмазный диск не используется для работы с металлическими заготовками. По внешнему виду понять предназначение алмазных дисков затруднительно. Лучший вариант — перед покупкой проконсультироваться у продавца-консультанта или внимательно изучить приложение к упаковке.
Важно знать, что алмазный диск не используется для работы с металлическими заготовками. По внешнему виду понять предназначение алмазных дисков затруднительно. Лучший вариант — перед покупкой проконсультироваться у продавца-консультанта или внимательно изучить приложение к упаковке.
Некоторые производители алмазных дисков окрашивают лицевую сторону краской, в зависимости от материала, для которого они предназначены:
- зелёной — для гранита;
- жёлтой — для гипса и кафеля;
- синей — для мрамора и бетона;
- серой — для гранитокерамики и черепицы;
- оранжевый — для кирпича.
Алмазный диск с сегментированным режущим лезвием используется для резки камней сухим способом. Круги со сплошной режущей кромкой требуют водяного охлаждения. Турбодиски с прорезями в теле круга работают с более высокой скоростью вращения, чем диски с сегментированным лезвием.
Шлифовальные и обдирочные
Шлифовальные круги делятся на четыре вида:
- Специальными проволочными кругами ликвидируется ржавчина и удаляются стойкие загрязнения.

- Алмазными модификациями в виде чаши полируются изделия из камня.
- Тарельчатыми дисками из пластика или резины полируются металлические поверхности. На тарелки можно крепить сменные диски с наждачной бумагой, войлоком, губкой, тканью.
Большинство шлифовальных дисков работают со специальными пастами или жидкостями, включающими абразивы тончайшего помола. Этими насадками шлифуются поверхности любых материалов, в том числе и автомобильные кузовные детали в автосервисах.
Заклинило гайку – как откручивать?
Снять диск на болгарке, если его закусило, бывает не так просто, особенно не повредив режущий элемент или инструмент. Также рассмотрим несколько вариантов действий.
Замена диска противоположным вращением
Этот способ имеет несколько преимуществ – можно проводить без ключа и со сломанным фиксатором шпинделя. Новички в работе с УШМ ошибочно полагают, что если сломался стопор открутить гайку почти невозможно. Однако это далеко не так. Не потребуются даже ключи.
Не потребуются даже ключи.
Суть в том, что абразивный круг требуется повращать в разные направления. Надев плотные перчатки, нужно по нескольку раз ударять по режущей кромке круга. Именно этим вы обеспечите переменное движение в разные стороны. Как правило, хватает пары резких ударов, чтобы гайку можно было с легкостью открутить.
Рожковым ключом и торцевой головкой
В этом случае придется немного доработать имеющиеся стандартные инструменты – рожковый ключ на 17 и торцевую головку на 24 мм. Толщина ключа стачивается до 4 мм. На головке вытачивается 4 выступа, попадающих в отверстия гайки-фиксатора.
После подготовки ключ помещается в пространство под диск, а головка надевается на фланец УШМ и поворачивается в противоположном вращению круга направлении. После этого его можно с легкостью снять и поставить новый.
Нагрев
Это один из способов снять диск с болгарки без ключа. Фиксирующая гайка нагревается промышленным феном или газовой горелкой. После этого фланец будет откручиваться намного легче. Однако существует риск повреждения деталей из пластика болгарки или редуктора.
Однако существует риск повреждения деталей из пластика болгарки или редуктора.
С помощью гвоздя
Для этих целей лучше всего подойдет гвоздь 100 мм. Его следует согнуть в П-образную фигуру так, чтобы концы свободно входили в отверстия зажимного фланца. Удаляется острие и шляпка. Вставив гвоздь в отверстия, отворачивается фиксатор. Если усилий рук не хватает, то добавьте в форме рычага гвоздь или отвертку.
При помощи газового ключа
Применение этого инструмента обосновывается увеличением прикладываемого момента силы за счет увеличенного плеча. Газовым ключом будет намного проще раскрутить заклинившее соединение. Однако, устраняя закусывание, важно помнить, что приложив чрезмерное усилие, есть риск повредить фиксатор шпинделя или прижимную гайку.
Перфоратором или дрелью в режиме долбления
Открутить диск на болгарке без ключа можно с помощью дрели или перфоратора, предварительно переведя его в режим отбойного молотка. В качестве рабочей насадки используется подходящий бур, чаще всего, 6 миллиметров. Бур упереть в край отверстия прижимной гайки, зафиксировать движение шпинделя и кратковременным включением сдвинуть ее с места. Подобный способ позволяет отворачивать даже очень сложные закусывания.
Бур упереть в край отверстия прижимной гайки, зафиксировать движение шпинделя и кратковременным включением сдвинуть ее с места. Подобный способ позволяет отворачивать даже очень сложные закусывания.
Выстукивание гайки
Данный способ схож с предыдущим, только можно использовать подходящий металлический прут или зубило. Зафиксировав головку шпинделя, простукивать по краям отверстий зажима в направлении движения круга. Чуть сдвинув фиксатор с мертвой точки, вы сможете открутить его руками. Однако метод не самый безвредный для инструмента – повреждаются посадочные отверстия под стандартный ключ.
Разрушение режущего круга
Выкручивать заклинившую гайку можно путем полного разрушения диска. Если уже есть повреждения, то можно доламывать руками, но чаще всего этого не получится сделать. Лучше взять ножовку или полотно по металлу и распилить. В результате у вас останутся центральное кольцо и труднодоступные куски. Найдя подходящую пластину, зажав ее в тисках, сточить об нее остатки абразива до металлического кольца. После этого она будет с легкостью откручиваться стандартным ключом.
После этого она будет с легкостью откручиваться стандартным ключом.
Самым радикальным способом выкручивания заклинившей прижимной гайки является ее распил. К нему желательно прибегать только в крайних случаях. Конечно, отыскать новую вы сможете, но придется потратить свое время и деньги. Не редко запасные зажимные элементы есть в комплекте поставки УШМ.
Как открутить гайку диска болгарки (УШМ) если ее закусило
Итак, если ключом никак, даже если его вставить и слегка ударить молотком, то начинаем использовать что-то более серьезное.
Первым, что можно попробовать, но опять же без фанатизма, так это взять стержень, вставить в отверстия на гайке и используя молоток, сдвинуть гайку в направлении ее раскручивания. Здесь главное не поломать кнопку и не сорвать отверстия, как здесь
Второе, что многие советует, так это погреть гайку. Прогреваем гайку. В итоге она немного, но физически все-таки обязана расшириться. Изменение размеров может помочь, а может и нет…
Не надо тянуть до крайнего, пока не лопнет стопор кнопки удержания от прокручивания или сама кнопка. В этом случае ломается не инструмент, которым откручиваешь, а часто именно корпус УШМ.
В этом случае ломается не инструмент, которым откручиваешь, а часто именно корпус УШМ.
Третий способ самый действенный, и как не странно один из самых безопасных для самой болгарки. Берем отламываем края диска по гайку.
Далее используем тонкую металлическую пластинку или другой диск (более тонкий), а быть может и вторую болгарку с диском. При этом сломанный диск должен быть выточен или пластиной или диском. Стараемся точить диск так, чтобы не повредить гайки удерживающие этот диск, ведь они нам еще пригодятся. Так и точим весь сломанный круг, пока его не сточим и гайка не открутиться.
Это дело 4-5 минут, не более.
Если вы будете использовать второй диск или металлическую пластину, то лучше вставьте их для удержания в тиски. Так как держать руками такие предметы опасно. Вот этот метод самый эффективный!
Что потребуется для установки диска?
Установка диска на болгарку, как правило, является довольно простым процессом, в котором необходимо следовать нескольким правилам.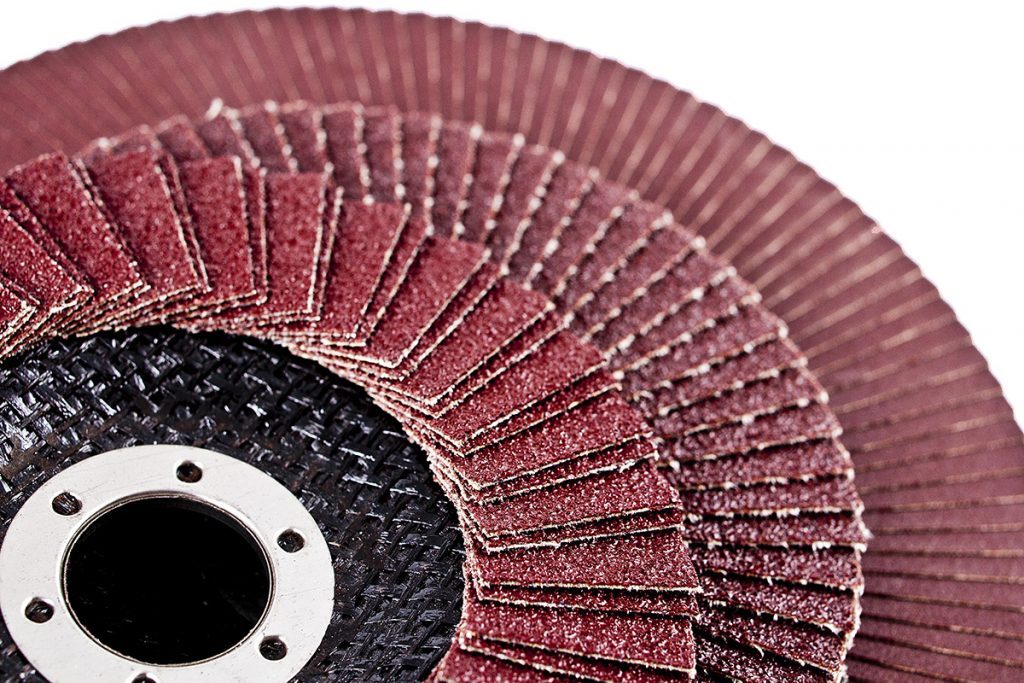 Для того чтобы ее произвести необходимо вооружиться соответствующим инструментом – ключом, который будет необходим для раскручивания гайки. Следующим этапом после того, как раскрутили ее, будет замена диска болгарки или его первичная установка. Если случилось такое, что зажало диск в болгарке, для изымания придется его раскрошить и извлечь остатки из зазора между опорным фланцем и гайки с помощью плоской отвертки или зубила.
Для того чтобы ее произвести необходимо вооружиться соответствующим инструментом – ключом, который будет необходим для раскручивания гайки. Следующим этапом после того, как раскрутили ее, будет замена диска болгарки или его первичная установка. Если случилось такое, что зажало диск в болгарке, для изымания придется его раскрошить и извлечь остатки из зазора между опорным фланцем и гайки с помощью плоской отвертки или зубила.
Меры, позволяющие исключить заклинивание
Заранее позаботившись о безопасной эксплуатации болгарки, вы избавите себя от необходимости предпринимать меры устранения нештатной ситуации. К подобным мероприятиям относится:
- Подкладывание между диском, фланцем и головкой шпинделя картонных или пластиковых шайб. Они не позволяют заклинить инструменту, но даже в случае штопорения их можно удалить/расплавить и с легкостью открутить элемент.
- Следует правильно установить абразивный круг. Для этого лицевую сторону круга ставить на опорный фланец (картинкой к редуктору). Она не должна контактировать с зажимной гайкой. В этом случае в роли шайбы, предохраняющей от заклинивания, будет штатное металлическое кольцо в центре.
- На зажимной фланец приварить обычную гайку, что позволяет прижимать установленный диск с помощью обычного гаечного ключа.
- Контролировать усилие затяжки. Не нужно чрезмерных усилий для установки режущего элемента. Иначе он будет заклинивать при интенсивных нагрузках.
 Она не должна контактировать с зажимной гайкой. В этом случае в роли шайбы, предохраняющей от заклинивания, будет штатное металлическое кольцо в центре.
Она не должна контактировать с зажимной гайкой. В этом случае в роли шайбы, предохраняющей от заклинивания, будет штатное металлическое кольцо в центре.Как сделать так, чтобы не закусывало гайку с диском на болгарке
И пару слов о предотвращении таких неприятных прецедентов вновь. Можно использовать маленькие прокладки из картона, вставляя их между диском и гайкой. В крайнем случае, используем меньшего диаметра диск, если конечно гайка закрутиться сверху. В итоге, открутить такую гайку можно будет без проблем. Ее не зажмет, на закусит на резьбе…
И еще маленькое видео по теме, о проблеме которую я изучил на собственном опыте.
Как известно, механическая коробка передач отличается достаточно высокой надежностью и неприхотливостью. Для такой КПП вполне реальным показателем пробега без ремонта является отметка около 250-300 тыс. км. и более. При этом отдельного внимания заслуживает сцепление, которое нужно менять намного раньше по тем или иным причинам.
Для такой КПП вполне реальным показателем пробега без ремонта является отметка около 250-300 тыс. км. и более. При этом отдельного внимания заслуживает сцепление, которое нужно менять намного раньше по тем или иным причинам.
Как правило, даже у аккуратного водителя, который умеет ездить на МКПП, сцепление, в среднем, выхаживает 100-120 тыс. км. В дальнейшем из строя выходит выжимной подшипник, могут возникать проблемы с диском и корзиной сцепления. Если же машина эксплуатируется активно и агрессивно, тогда сцепление можно «подпалить» и вывести из строя намного раньше.
Сама замена сцепления на МКПП (в отличие от РКПП) не является крайне сложной процедурой, однако требует наличия определенных навыков и инструментов. Также в процессе установки некоторые владельцы не знают, как правильно поставить сцепление. Далее мы рассмотрим такой нюанс, как поставить диск сцепления при его замене.
Полезные советы и рекомендации
В процессе замены всего сцепления или только диска сцепления рекомендуется наносить на рабочую поверхность корзины маленькие точки клея типа «клей — момент». Затем диск нужно положить на корзину (положение пружинами от себя), после чего аккуратно выровнять по краям. Нанесение клея позволяет добиться фиксации деталей, что исключает их случайное смещение в процессе установки.
Затем диск нужно положить на корзину (положение пружинами от себя), после чего аккуратно выровнять по краям. Нанесение клея позволяет добиться фиксации деталей, что исключает их случайное смещение в процессе установки.
Рекомендуем также прочитать статью о том, почему после замены сцепления не включаются передачи. Из этой статьи вы узнаете об основных причинах затрудненного включения передач после замены сцепления, а также что делать в случае, когда владелец поменял сцепление, но передачи не включаются или включаются с трудом. Также после финальной сборки и установки КПП, следует включить передачу, выжать сцепления и затем прокрутить двигатель стартером. Если не замечено вибраций и посторонних звуков, а включение передачи происходит без затруднений, это говорит о правильной сборке всех элементов.
определение наждака+колесо в The Free Dictionary
Наждак+колесо – определение наждака+колеса в The Free DictionaryНаждак+колесо – определение наждака+колесо в The Free Dictionary
Слово, не найденное в Словаре и Энциклопедии.
Возможно, Вы имели в виду:
Пожалуйста, попробуйте слова отдельно:
наждак рулевое колесо
Некоторые статьи, соответствующие вашему запросу:
Не можете найти то, что ищете? Попробуйте выполнить поиск по сайту Google или помогите нам улучшить его, отправив свое определение.
Полный браузер ?
- ▲
- Эмери Д. Поттер
- наждачные круги
- Эмери Дрейфус
- Эмери Обойти
- Эмери Go-Round
- Эмери Дж. Сан-Суси
- Эмери Л. Фрейзер
- Эмери Мурхед
- наждачная бумага
- наждачная бумага
- наждачная бумага
- наждачная бумага
- Наждачная бумага
- Эмери Ревз
- наждачная порода
- наждачная порода
- наждачная порода
- Эмери Рот
- наждачный камень
- наждачный камень
- наждачный камень
- Эмери Валентайн
- Эмери Уокер
- Охраняемый район Эмери Уотер
- наждачный круг
- наждачный круг
- наждачный круг
- Эмери по всему миру
- Эмери Уорлдуайд Эйрлайнз
- Правило Эмери
- Наждак+диск
- Эмери, Бёрд, Thayer Dry Goods Company
- Эмери, Южная Дакота
- Эмери, Стэн
- Эмери, Юта
- Эмери, Уолтер Ральф
- Эмери, Висконсин
- Гравитационная буровая машина Emery-Dietz
- Мышечная дистрофия Эмери-Дрейфуса
- Мышечная дистрофия Эмери-Дрейфуса
- Мышечная дистрофия Эмери-Дрейфуса
- Мышечная дистрофия Эмери-Дрейфуса
- Мышечная дистрофия Эмери-Дрейфуса
- Мышечная дистрофия Эмери-Дрейфуса 4, аутосомно-доминантная
- Мышечная дистрофия Эмери-Дрейфуса 5, аутосомно-доминантная
- Мышечная дистрофия Эмери-Дрейфуса 4 типа
- Мышечная дистрофия Эмери-Дрейфуса 5 типа
- Синдром Эмери-Дрейфуса
- Школа Эмери/Вайнера
- Дискуссионная группа EmeryNet Wealth
- Эмерисон
- Эмеритальный ОФЭ
- Эмеривилл
- Эмеривилль (станция Amtrak)
- Государственный морской заповедник Emeryville Crescent
- Эмеривилл Шеллмаунд
- Станция Эмеривилль
- Молодежная художественная программа Эмеривилля
- Эмеривилль, Калифорния
- Эмеривилль, Онтарио
- ЭМЭС
- ▼
Сайт: Следовать:
Делиться:
Открыть / Закрыть
Китайский производитель шлифовальных кругов, Отрезной диск, Поставщик шлифовальных кругов
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Ручной инструмент
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Электроинструменты
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/фабрика и торговая компания | |
| Деловой диапазон: | Одежда и аксессуары, Промышленное оборудование и компоненты, Производство и переработка . .. .. | |
| Основные продукты: | Шлифовальный круг | |
| Сертификация системы менеджмента: | ИСО 9001 | |
| Доступность OEM/ODM: | Да |
Мы, SALI, являемся профессиональным производителем, расположенным в городе Юнкан, провинция Чжэцзян, Китай.