Фрезерный из дрели своими руками. Изготовление фрезера из дрели своими руками. Фрезер из двигателя от стиральной машины
Многие мастера сталкиваются с ситуацией, когда изготовление фрезера из дрели своими руками – насущная необходимость. Иногда бывает нужно сгладить конец неровно вырезанной детали или сделать паз под кант в ДСП. Для этого понадобится специальный инструмент. Найти его в продаже несложно, фразер можно купить в специализированных магазинах, но позволить себе такое приобретение может далеко не каждый из-за его высокой стоимости. Еще один вариант – поискать китайский аналог. Но гораздо быстрее можно сделать ручной фрезер из дрели.
Фрезер из дрели изготавливается быстро, но используется ограниченно.
Фрезерный станок представляет собой инструмент для формирования кромки, соединений и фрезерования элементов из дерева, а также этот инструмент служит для выполнения других функций. Это достаточно универсальный инструмент, позволяющий с его помощью выполнять разные виды работ.
Механизм имеет достаточно простое строение. Основных составляющих всего три:
- фреза;
- двигатель;
- шпиндель.
Принцип работы не отличается особой сложностью. На шпиндель надевается рабочая фреза. Вся конструкция приводится в движение с помощью двигателя.
Для изготовления фрезера обычно применяются трехфазные двигатели, реже встречаются модели, работающие от однофазной сети. Некоторые мастера могут сделать фрезер и из небольших двигателей постоянного тока. Но при создании механизма лучше следовать стандартному способу: это избавит от сложностей с электропитанием.
При выборе двигателя нужно учитывать два показателя: количество оборотов и мощность.
От количества оборотов зависит качество реза. Обычный двигатель на 220 В подключить будет несложно. Трехфазный асинхронный двигатель подключается по совершенно другой схеме: звезда-треугольник. Это может обеспечить наибольшую мощность устройства.
Мощность двигателя устройства для работы с деревянными заготовками может быть до 500 Ватт. Но такое устройство не оправдает ожиданий, к тому же работать будет нестабильно. Поэтому сбереженные средства не окупятся. Оптимальная мощность для ручного фрезера из дрели – более 1000 Ватт. Привод мощностью 1-2 кВт позволит использовать любые фрезы и работать в нормальном режиме.
Но такое устройство не оправдает ожиданий, к тому же работать будет нестабильно. Поэтому сбереженные средства не окупятся. Оптимальная мощность для ручного фрезера из дрели – более 1000 Ватт. Привод мощностью 1-2 кВт позволит использовать любые фрезы и работать в нормальном режиме.
Рабочие фрезы можно использовать разные: выбор зависит от того, с каким материалом предстоит работать, и вида операции. Простые фрезы подойдут для обработки дерева, которое не требует высокой скорости работы и прочности материала. Сложнее обрабатывать металл, особенно трудно поддается латунь. Для обработки материалов вроде стекла подойдут фрезы из различных сплавов.
Шпиндель должен быть сделан из жесткого и прочного металла. Требования по этим показателям предъявляются повышенные.
Вернуться к оглавлению
Изготовление основы для фрезера
При изготовлении фрезы своими руками нужно работы выполнить в несколько этапов. Для этого понадобится фреза, двигатель и патрон.
На первом этапе нужно определиться, от какой сети будет работать двигатель инструмента. Для бытовых работ нужно сделать инструмент, способный работать от электросети в 220 В. В этом случае можно взять двигатель практически от любого бытового прибора, который можно найти дома.
Для бытовых работ нужно сделать инструмент, способный работать от электросети в 220 В. В этом случае можно взять двигатель практически от любого бытового прибора, который можно найти дома.
Если питание двигатель будет получать от сети с трехфазным напряжением, найти подходящий агрегат будет гораздо сложнее. Скорее всего, придется обратиться в специализированный магазин или мастерскую, спросить на заводе.
Прежде чем приступить к изготовлению самого инструмента, стоит подготовить основание, на которое он будет устанавливаться. Сборка стола позволит обрабатывать детали большего размера, затрачивая при этом гораздо меньше усилий. Для основания подойдет какой-нибудь простой материал, вроде листа ДСП, или прочный пластик. Толщина листа должна быть около 12 см.
При изготовлении стола или основы для фрезера, необходимо учитывать качества выбранного материала. Из ДСП стол делать удобнее и быстрее. При работе он будет отчасти поглощать вибрации, но при этом материал боится влаги. Лучше крышку изготавливать из более долговечного материала: фенольного пластика или плит-МДФ.
Лучше крышку изготавливать из более долговечного материала: фенольного пластика или плит-МДФ.
Направляющие для деталей можно также сделать из ДСП или фанеры так, чтобы оставалась возможность регулировать их положение.
При работе с ручным фрезером неиспользующееся пространство вокруг рабочей фрезы нужно закрывать. Для фиксации проталкиваемой детали не лишне установить прижимной механизм.
Из материала для основания вырезается небольшая панель. Для опоры необходимо подготовить 4 деревянных бруска.
На поверхности основания нужно вырезать с помощью электрической ножовки или лобзика отверстие полукруглой формы. Затем сделать отверстия для упорного листа и креплений.
Готовая панель прикрепляется к двигателю с помощью болтового соединения или специальных застежек.
Стол для фрезера – незаменимая деталь. Если нет возможности своими руками собрать основу, можно купить стол.
Приобрести его можно в крупных специализированных магазинах. Цена будет зависеть от функционала, но даже самый простой стол с хорошим покрытием обойдется недешево.
Вернуться к оглавлению
Изготовление ручного фрезера
При изготовлении фрезера из дрели своими руками, необходимо помнить некоторые правила. В первую очередь, важно помнить, что регулировочный лифт изготавливается из твердой древесины и устанавливается на поверхность стола. По этой причине сила оборотов должна быть достаточно большой.
Станок подобного вида изготавливают, не применяя в работе шкивы и ремешки. При этом фрезы насаживаются на моторный вал. Для изготовления лифта понадобится основной корпус, каретки, скользящие полозья, ось с нанесенной резьбой и крепление для фиксации.
При вращении оси каретка передвигается по ней вверх или вниз. В роли направляющих выступают полозья. Затем выставляется высота, и при помощи крепежа устанавливается каретка. Всю конструкцию удерживает несущий корпус, его закрепляют снизу на крышке верстака.
Важно следить, чтобы каретка и мотор не шатались, иначе это скажется на работе фрезера: выборка будет неровной. Подобное устройство позволяет устанавливать вылет фрезы над поверхностью стола.
Подобное устройство позволяет устанавливать вылет фрезы над поверхностью стола.
Некоторые мастера советуют дополнительно изготовить шестерни и оснастить ими самодельную конструкцию, а также поменять положение поворотного рычага, установив его сбоку, а не сверху.
Далее остается самое сложное – закрепить патрон и двигатель. Для этого можно использовать специальный переходник. Купить его можно в магазине. А вот с установкой будет сложнее: сделать эту работу самостоятельно очень сложно, это лучше доверить специалистам.
После установки переходника можно считать, что ручной фрезер готов к работе, можно провести первое испытание. Сначала устанавливается простая легкая фреза. Инструмент подключается к электросети. Если после этого фрезер работает правильно, можно переходить к его постоянной эксплуатации. Теперь с его помощью можно накручивать резьбу, сверлить отверстия на деревянных деталях или обрабатывать кромку.
При ремонте и обустройстве квартиры иногда надо вырезать паз или красиво обточить торец доски. Ради этого не обязательно покупать дорогой электроинструмент. Можно сделать фрезер из дрели своими руками. Принцип передачи крутящего момента на шпиндель у агрегатов идентичный. Достаточно сделать для дрели фрезерный стол, и можно использовать ее в качестве фрезера. Варианты фиксации корпуса инструмента могут быть различными. Главное, чтобы не было перекосов и люфтов.
Ради этого не обязательно покупать дорогой электроинструмент. Можно сделать фрезер из дрели своими руками. Принцип передачи крутящего момента на шпиндель у агрегатов идентичный. Достаточно сделать для дрели фрезерный стол, и можно использовать ее в качестве фрезера. Варианты фиксации корпуса инструмента могут быть различными. Главное, чтобы не было перекосов и люфтов.
Внимание! Нельзя использовать в качестве фрезера ударную дрель.
Материалы и инструменты
Обычно в любом гараже или домашней мастерской легко найти необходимые инструменты. Шуруповерт можно заменить крестовой отверткой, лобзик – ножовкой.
Конструкция фрезера из дрели
Учитывая мощность и количество оборотов, можно сделать только легкий фрезер из дрели. Для качественной обработки доски рабочий инструмент должен быть зафиксировано на столе, а обрабатываемая деталь перемещаться. Конструкция с верхним расположением инструмента позволяет делать детали сложной конфигурации.
Стол с фрезером
Обработку торцов и фрезерование пазов для соединения шип-паз, удобно делать, используя фрезерный стол с выступающим инструментом. У него простая конструкция, чертежи легко разработать самостоятельно. Подойдет небольшой верстачный стол.
Крышка переворачивается. В ней прорезается отверстие. Размер его примерно на 5 мм больше максимального диаметра фрезы, которая будет использоваться. Перпендикулярно столу монтируется планка. Она устанавливается параллельно боковой стороне на таком расстоянии, чтобы ось шпинделя прикрепленной электродрели совпадала с центром отверстия.
Хомутами и упорами к планке крепится корпус электроинструмента. В нормальном состоянии стола патрон должен располагаться под крышкой, а вставленная в него фреза выступать. При обработке деревянная деталь движется по столу, упираясь в шаблон, происходит фрезеровка.
Инструмент можно закрепить другим способом. Главное, чтобы центр отверстия совпадал с осью фрезы. Выключатель и патрон были доступными. Все элементы станка должны крепиться жестко, без перекосов.
Главное, чтобы центр отверстия совпадал с осью фрезы. Выключатель и патрон были доступными. Все элементы станка должны крепиться жестко, без перекосов.
Простой станок
Конструкция станка для создания фрезера из дрели своими руками состоит из 3-х основных деталей, вырезанных из фанеры:
- подошва;
- стойка;
- косынка.
Они должны располагаться строго перпендикулярно. В подошве делается отверстие под выход инструмента. Стойка по ширине равна размеру корпуса электродрели и на 20 мм длиннее. На ней с помощью хомута, расположенного выше патрона, крепится дрель. Она дополнительно фиксируется упором, прижимающим тыльную сторону корпуса с обратной стороны от шпинделя, или вторым хомутом ниже ручки. Косынка обеспечивает жесткость конструкции. Одна сторона прилегает к подошве, вторая к стойке.
При раскрое подошвы – основания конструкции, надо нарисовать на фанере квадрат, со сторонами равными ширине корпуса электродрели. С двух прилегающих сторон к нему добавить полоски, равные толщине фанеры. Отметить центр расположения инструмента и сделать отверстие корончатым или перьевым сверлом.
Отметить центр расположения инструмента и сделать отверстие корончатым или перьевым сверлом.
Вырезать подошву по контуру. Угол, противоположный соединению стойки и косынки, надо скруглить. На обратной стороне просверлить отверстия 4 мм и сделать углубления – потайные под головки саморезов, сверлом 8 мм. В противном случае шляпки винтов будут выступать и царапать стол, нарушать прилегание подошвы. Образуется перекос.
Снизу на подошву можно наклеить тонкую резину или кусочек линолеума. Это обеспечит плавное скольжение при работе фрезера.
Используя угольник, установить на место стойку и прикрутить ее винтами. Косынка крепится одной стороной к основанию, второй к стойке, обеспечивая жесткость конструкции. Отмечается положение электродрели, когда инструмент опускается ниже подошвы. Прикручивается хомут и упор. Для удобства работы подошву можно сделать из оргстекла.
Станок с вертикальным перемещением фрезы
Недостаток простого станка в невозможности делать глухие шпоночные пазы и выборки. Инструмент может входить в доску только со стороны торца. Небольшое дополнение позволит дрели полностью заменить легкий вертикальный фрезер.
Инструмент может входить в доску только со стороны торца. Небольшое дополнение позволит дрели полностью заменить легкий вертикальный фрезер.
Подошва делается длиннее. К ней прикручивается массивная доска с закрепленным вертикально П-образным профилем – 2 штуки. Это направляющие. На планке с одной стороны установлена дрель, с другой прикручены 2 рейки, которые заведены в металлические профили. Снизу в подошве установлен винт, служащий упором при перемещении корпуса электродрели вниз.
Имея опыт слесаря и необходимый набор деталей, можно установить самодельный фрезер на боковых цилиндрических стойках. Снизу на них одеваются пружины, поднимающие дрель вверх.
Крепление осуществляется металлическими уголками, скобами и саморезами. Глубина фрезерования регулируется винтами-упорами.
Алгоритм сборки
Перед тем, как делать фрезер из дрели, следует подготовить все необходимые материалы и чертеж, с указанием размеров и как будет крепиться дрель, заменяющая ручной фрезер.
- Отметить на столе или подошве центр оси шпинделя.
- Вырезать отверстие под выход инструмента.
- Положить электродрель на стойку и отметить положение хомута и упора, закрепить их.
- Строго под прямым углом прикрутить стойку и косынку.
- Зафиксировать корпус инструмента на основании.
Станок, сделанный своими руками, должен быть прочный, без люфтов и перекосов. Тогда на нем можно будет работать, как фрезером.
Преимущества и недостатки фрезера
Основное преимущество станка для фрезеровки электродрелью – не надо для выполнения единичных операций покупать дорогостоящий фрезер. На самодельном приспособлении легко сделать несколько пазов, обработать край полочки.
В электродрели сверло вставляется в патрон. При работе на самодельном фрезере надо пользоваться фрезой для дрели. В магазинах имеется большой выбор:
- цилиндрические;
- концевые;
- торцевые;
- угловые;
- фигурные;
- дисковые.
Все они имеют хвостовик и легко крепятся в патроне. Замена инструмента происходит быстро. Недостаток патрона в том, что он может открутиться во время работы, особенно при наличии вибрации инструмента. Надо постоянно проверять и затягивать крепление.
Замена инструмента происходит быстро. Недостаток патрона в том, что он может открутиться во время работы, особенно при наличии вибрации инструмента. Надо постоянно проверять и затягивать крепление.
Перед тем, как сделать фрезер из дрели, следует определиться с объемом работы. Самодельный фрезер подходит для выполнения электродрелью домашних ремонтных работ, отдельных операций по обработке деревянных деталей. Фрезеровать дрелью длительное время и с большими нагрузками нельзя.
Основной недостаток фрезерного станка из дрели, малое число оборотов. При сверлении резание происходит по небольшой площади. Чистота при этом не нужна, древесина перерабатывается в стружку. На сверлильном инструменте максимальное вращение достигает 3000 об/мин. В то время как у самого легкого фрезера минимальное значение 4000 об/мин. Каждый специалист знает, что чистота обработки зависит от скорости вращения инструмента. Чем быстрее вращается фреза, тем красивее кромка и торец шпонки. После обработки на самодельном станке, обработанные места придется долго шкурить.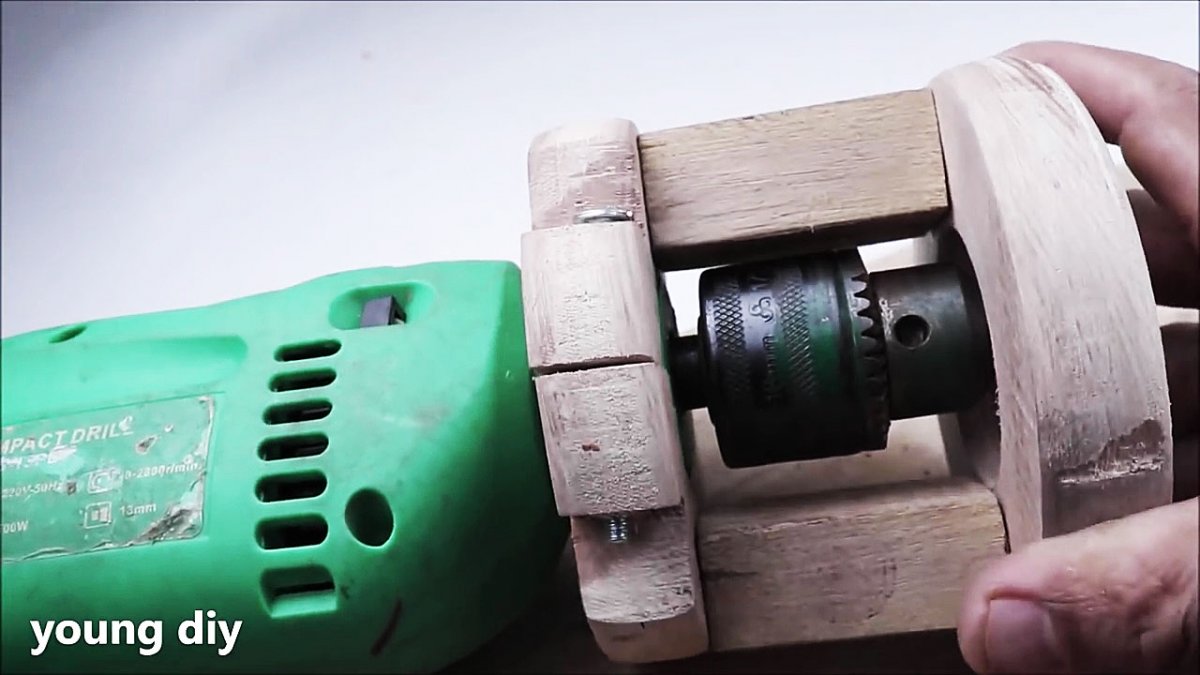
Двигатель на инструменте для сверловки значительно слабее фрезерного. Он рассчитан на непродолжительное включение. Долго работать на предельной мощности он не сможет. Во время фрезеровки дрелью ее надо постоянно выключать, давать ей остыть.
Самодельный станок подойдет для разовых работ. Для постоянной лучше приобрети фрезер.
Часто возникают ситуации, когда нужно сделать паз, аккуратно подравнять край доски или изготовить деталь сложной формы. Обычно такую работу выполняют при помощи фрезера. В хорошо оборудованной мастерской под рукой есть любой инструмент и все необходимые станки.
Но как быть, если, к примеру вместо мастерской гараж, а в наличии только дрель. Можно решить вопрос в ближайшем магазине электроинструмента. Но, как обычно, всё упирается либо в финансы, либо в тот факт, что инструмент для фрезеровки необходим только на время, а потом просто будет пылиться на полке. Как известно, из любой ситуации есть выход, а конкретно из этой – фрезер своими руками из дрели.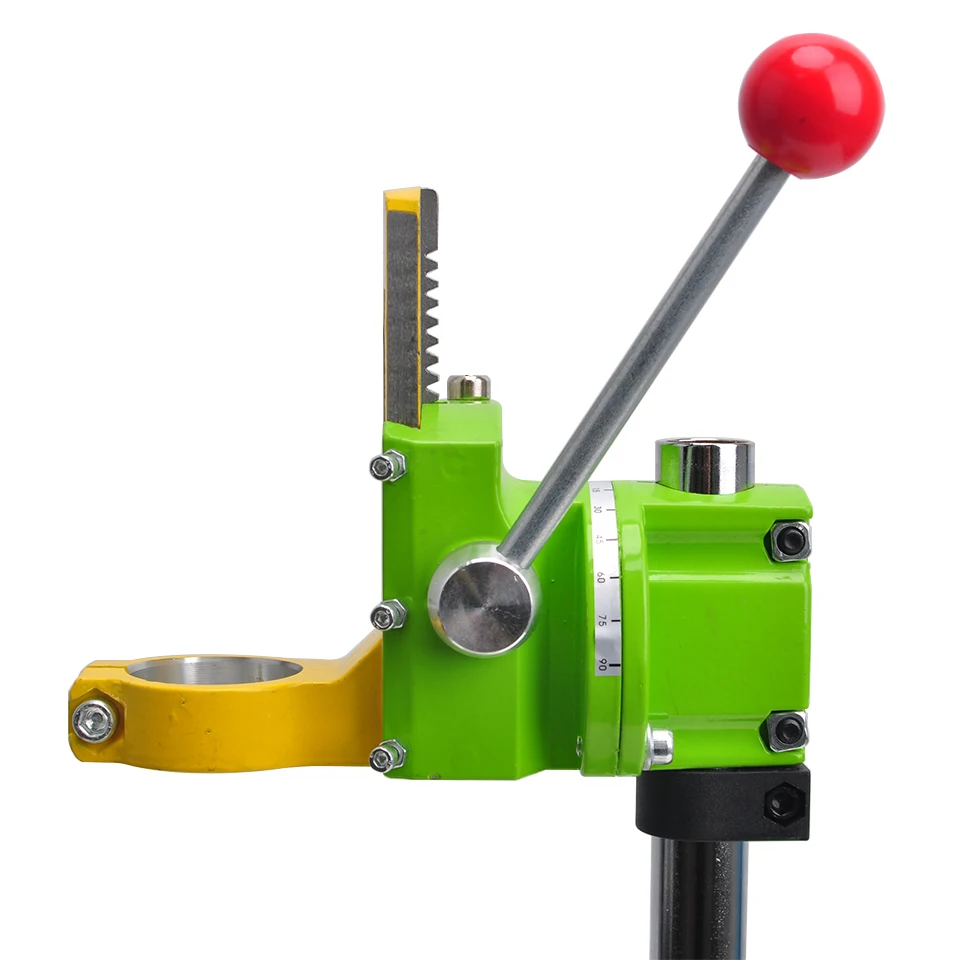
Дрель выступает в качестве привода. В патрон зажимают режущий инструмент (фрезу или сверло) и производят обработку. При этом корпус электродрели крепится на каком-либо основании или механизме, обеспечивающем необходимое расположение режущей части относительно заготовки или детали.
Принцип действия аналогичен заводским вариантам фрезеров. Конструкция механической части также схожа или полностью повторяет элементы устройства не кустарного производства. Исключением являются детали крепления дрели. Кроме того, конструкция механизма зависит от материала изготовления.
Фрезеровальное устройство может быть простым и содержать минимум деталей и узлов, но при необходимости ничего не мешает «расширить» возможности электродрели, соорудив достаточно сложную конструкцию. Всё зависит от собственных возможностей и требований к функционалу самодельного инструмента.
Сделать фрезер своими руками из дрели можно, используя любые подручные материалы. Основное требование: конструкция должна быть прочной, наличие люфтов и перекосов не допускается, электродрель должна быть надёжно закреплена.
Для изготовления деталей можно использовать:
- ДСП или многослойную фанеру толщиной от 12 мм;
- обрезки доски подходящей толщины;
- деревянные бруски.
Также возможно использование других материалов. К примеру, можно использовать металл. Неплохая идея – основание, сделанное из толстого оргстекла или акрила. Сквозь такой материал будет видна обрабатываемая поверхность.
Детали соединяют при помощи саморезов. Для надёжности все неподвижные соединения можно проклеить любым подходящим клеем (столярным, ПВА и прочим).
Для крепления подвижных узлов могут понадобиться болты или шпильки диаметром 6 – 8 мм . К ним будут нужны гайки, как обычные, так и барашковые. Для некоторых соединений могут потребоваться шайбы. Возможно использование мебельной фурнитуры: направляющие механизмы, различный крепёж и так далее.
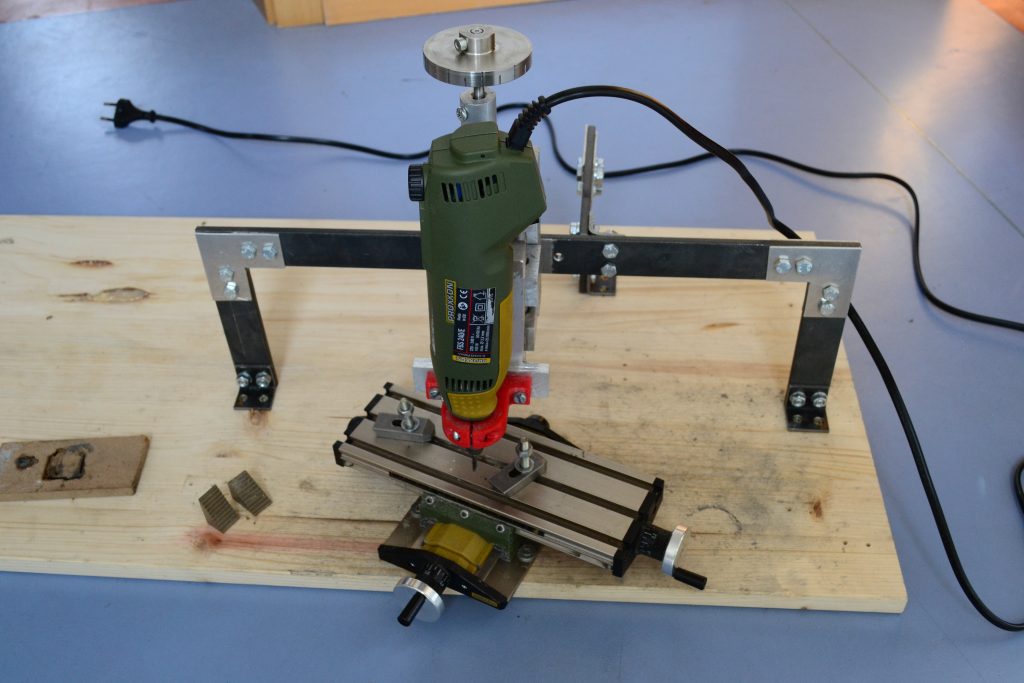
В быту часто используют вертикальный ручной фрезер. Он имеет наиболее простую для повторения конструкцию. Достаточно изготовить стойку с креплением для электродрели, и устройство для выполнения простых операций готов. Пример такого самодельного агрегата на фото ниже.
Достаточно изготовить стойку с креплением для электродрели, и устройство для выполнения простых операций готов. Пример такого самодельного агрегата на фото ниже.
Процесс изготовления подобного основания достаточно прост:
- Первая деталь, с которой лучше начать – основание (подошва). Необходимо вырезать заготовку круглой или овальной формы.
- Далее проделывают отверстие для фрезы. Оно должно иметь смещение относительно центра детали с учётом толщины боковой стойки.
- В зависимости от габаритов электродрели изготавливают стойку необходимого размера и крепят её к основанию саморезами или мебельными конфирматами.
- Жёсткость крепления обеспечивает распорка (косынка). Внутренние стороны этой детали должны иметь угол строго 90 о .
- Следующий элемент – крепление для дрели. Можно использовать хомут для труб, как на фото или изготовить зажим из дерева или фанеры и закрепить его с помощью саморезов.
- В качестве дополнительной фиксации над дрелью устанавливают упор.


Такой вариант подойдёт для выполнения черновой работы или послужит временной альтернативой полноценному инструменту. Для выполнения более точных операций придётся разработать конструкцию посложнее.
Ничего не мешает снабдить свою «самоделку» регулировкой вылета фрезы или возможностью менять угол наклона. Не исключено использование дрели в настольном фрезерном станке. Для этого электродрель устанавливают вертикально под рабочей поверхностью.
Сделать фрезер своими руками из дрели – задача не самая трудная. Сложности проявляются в использовании такого устройства. Стоит учитывать, что электроинструмент не рассчитан на такой способ применения и работа с ним будет иметь некоторые особенности и даже недостатки.
Первое, что необходимо учесть – скорость вращения. Двигатель фрезерного станка может иметь до 20 000 оборотов в минуту
. У электродрели этот показатель находится в районе 3 000
. Отсюда следует, что придётся ограничиться использованием фрез, предназначенных для работы на низких оборотах, а регулятор скорости вращения должен находиться в максимальном положении.
Аналогичная ситуация с мощностью. Двигатель простой электродрели потребляет около 500 – 600 Вт. Мощность фрезера составляет 1 – 2 кВт . Это означает, что самодельный фрезерный станок справится с обработкой не слишком твёрдых материалов (дерево, фанера, пластик).
Точность обработки фрезой также не идеальна. В конструкции заводского фрезера отсутствуют шестерни или редукторы. В электродрелях для передачи вращения от двигателя к патрону используют зубчатую передачу. Из-за этого возможно наличие люфтов, а следовательно, может иметь место биение и вибрация, что будет негативно отражаться на качестве работы.
Видео: Фрезер из дрели Bosch
Простая конструкция, скорее всего, не будет предусматривать регулировку глубины реза. Выставить фрезу или сверло можно, зажав хвостовик в патроне на необходимой высоте.
Также не стоит забывать о технике безопасности. Патрон – не самый идеальный вариант крепления фрезы. На высоких оборотах под действием вибрации плохо затянутый патрон может раскрутиться.
Кнопка включения самодельного фрезера будет расположена в неудобном месте. Следует надёжно удерживать устройство руками во время работы.
Конечно, недостатков у самодельного фрезера из дрели хватает, но есть и положительные стороны. Попробуйте просверлить обычным фрезером стену. Теоретически это возможно, но удобнее сделать это электродрелью. Для этого достаточно извлечь её из крепления и применить по назначению.
Многих любителей мастерить различные изделия часто интересует то, как собрать фрезер из дрели своими руками.
Не у всех есть возможность держать в домашних условиях крупногабаритный фрезерный аппарат.
Но если в помещении проводится ремонт, то свой ручной фрезер часто может быть нужен.
Это устройство может фрезеровать элементы из древесины, производить формовку кромки и совершать другую работу.
Задачи и особенности изготовления фрезерного устройства
Бытовое фрезерное устройство работает следующим образом. Двигатель аппарата вращает шпиндель с надетой на него специальной насадкой – фрезой.
Фреза вставляется в цанговый или кулачковый патрон. Двигатель, обеспечивающий вращение, работает от электросети.
Сделанный самостоятельно фрезерный прибор способен обрабатывать древесину, металл, стекло, пластик и керамику.
Например, сделать отверстия для дверных замков или обработать кромки деталей и полостей.
То, какая насадка будет использована для работы, зависит от фрезеруемого материала и может быть абсолютно разной.
Самое доступное для обрабатывания – дерево, поэтому и фрезы для него доступны по цене и часто встречаются в продаже.
Металлы обладают разной степенью вязкости и жесткости. Для их фрезерования применяют насадки, отличающиеся по своим качествам.
Подбирая их, следует учитывать свойства, присущие обрабатываемому металлу.
Прежде чем сделать фрезер для домашнего использования, нужно сконструировать стол, на который будет установлен аппарат.
Столешницу можно подготовить, используя обычный лист фанеры толщиной 1,2 см. В качестве опоры для нее подойдут четыре бруса из дерева.
На поверхности фанеры размечают отверстие, соответствующее размеру фрезера, после чего добавляют направляющую.
Пазовое отверстие для фрезера делают полукруглой формы и вырезают лобзиком с электрическим приводом или ручным. После подготовки столешницы приступают к сборке фрезерного устройства.
Фрезер делают из дрели своими руками, используя электрический привод, мощность которого должна быть от 500 до 1100 Вт в зависимости от ширины обрабатываемого материала.
Наиболее подходящими вариантами являются дрель, болгарка или перфоратор.
Именно дрель считается самым дешевым и доступным инструментом для изготовления фрезера.
Чтобы собрать устройство, понадобятся следующие инструменты, детали и материалы:
- двигатель, работающий от электрической сети;
- ручная ножовка или электролобзик;
- сверло;
- хомут, саморезы, контргайки, винты;
- фреза;
- патрон;
- четыре деревянных бруска;
- струбцины, которые можно быстро зажать;
- ДСП – для основания аппарата.

Для работы с данным перечнем инструментов не обязательно быть профессионалом.
Заранее позаботьтесь проверить работоспособность электроинструментов и соблюдение правил техники безопасности.
Порядок сборки фрезера
Собирать фрезер намного проще, если использовать чертежи. Процесс конструирования аппарата для фрезеровки, использующего в качестве двигателя дрель, условно разделяют на этапы.
Этапы сборки конструкции:
- изготовления основания-подставки;
- подготовка хомута;
- крепление хомута;
- упор;
- сборка.
Изготовление фрезерного аппарата на этом не заканчивается, но пользоваться им можно и в таком состоянии.
Достаточно надежно зафиксировать дрель при помощи хомута, затянуть фрезу в патрон подходящего параметра, закрепить всю конструкцию и начать фрезеровку.
Чтобы работа была более точной и безопасной, оборудование можно дополнить некоторыми элементами.
Для дополнительной точности и безопасности необходимо использовать направляющую.
В результате ее применения обработка материалов будет более качественной, так как не нужно зрительно оценивать расстояние.
Саморезами прикрепляют собранную конструкцию к рабочей поверхности. Если предстоит обработка стопки дощечек или планок, то нужно сделать крепеж максимально надежным.
Быстрозажимающиеся струбцины идеально подходят для фиксации направляющей, контролирующей движение материала.
Собранный собственноручно фрезер обладает несколькими плюсами. Изготовить его несложно, а затраты на работу небольшие.
Чтобы сделать устройство, достаточно воспользоваться инструментами и материалами, имеющимися у каждого любителя мастерить.
Купить нужно будет только хомут и фрезы.
Но серьезных минусов у ручного фрезера существенно больше. Все инструменты, собранные собственноручно и имеющие элементы, вращающиеся при больших скоростях, требуют строгого соблюдения правил техники безопасности.
Нельзя пренебрегать установкой специального щита на аппарат, потому что в процессе работы в домашней мастерской сложно предугадать возникновение опасных для здоровья ситуаций.
Необходимо знать, что дрель имеет малое число оборотов, чтобы фрезеровать. Поэтому обработка твердых материалов и выполнение объемной работы фрезером из дрели затруднительны.
Некорректное использование устройства постепенно приведет дрель в негодность.
Пользоваться аппаратом, собранным своими руками, следует только тогда, когда не нужно соблюдать большую точность.
Даже применение направляющей не может обеспечить максимально верное фрезерование.
Но если нужен аппарат для обработки небольшого количества нетвердого материала, то есть предъявляемые требования к фрезеру невысоки, то устройство можно соорудить собственными руками.
Во время сборки и использования фрезера нужно всегда соблюдать правила техники безопасности – осторожность позволит избежать получения травм.
Любители мастерить различные вещи дома по достоинству оценили появление на рынке такого инструмента, как ручной фрезер в качестве альтернативы фрезерному станку, несмотря на все возможности, которые дает последний.
Держать дома крупногабаритный аппарат зачастую неудобно – он занимает слишком много места.
Ручной
Небольшие фрезерные машины сейчас в достаточно обширном ассортименте представлены на рынке практически всеми компаниями, производящими электроинструменты.
Стоит учесть: готовая фрезерная машина стоит весьма ощутимых денег, так что подчас купить подобный аппарат хочется, а возможности подобной нет.
Однако эта не та проблема, которая действительно может остановить настоящих мастеров своего дела, поскольку фрезер можно несложным образом сделать своими руками.
Инструкций для осуществления подобного небольшого подвига в домашних условиях вместе с фото и видео материалами, приложенными чертежами и подробными рекомендациями в интернете достаточно.
Изготовление подобного инструмента доступно многим людям, которые будут готовы потратить несколько часов времени на изучение материалов, чертежей и самого процесса создания прибора.
Устройство и задачи
Упрощенно устройство фрезерного приспособления можно описать следующим образом: двигатель аппарата передает вращение на шпиндель, на который надета фреза (специальная насадка).
При устройстве ручного инструмента фреза вставляется в специализированный патрон, цанговый или кулачковый.
Знаете ли Вы что: основная задача инструмента – обработка металла, дерева, стекла, керамики, оргстекла или пластиков.
Вполне известный пример – подготовка отверстий под дверные замки в деревянном полотне. Также это может быть нарезка резьбы или обработка кромок деталей, фрезеровка пазов и полостей.
Вращение обеспечивается двигателем, работающим от сети переменного тока. Насадки могут использоваться самые разные, в зависимости от материала, который необходимо фрезеровать.
Самый простой материал для фрезеровки – это дерево, поэтому, как правило, и фрезы для его обработки будут наиболее часто встречающимися и дешевыми.
Для металлов различной степени жесткости и вязкости должны использоваться насадки, отличающиеся по своим характеристикам в зависимости от свойств самого обрабатываемого материала.
Разумеется, фрезы для дерева или металлов не подойдут для обработки стекла или керамики, для подобных материалов необходимо подобрать фрезы с иными характеристиками.
Изготовление
Разумеется, основным элементом приспособления для фрезеровки будет двигатель. Самым простым решением будет подбор электромотора, работающего от обычной сети 220 Вольт.
Таким может послужить двигатель от бытовых приборов, имеющихся дома. Например, подходящий по мощности и оборотам электромотор от дрели, перфоратора или болгарки
Примите к сведению: двигатели от небольших приборов вроде бормашинки, к примеру, для реализации задачи не подойдет.
Для начала необходимо определиться с основанием для крепления электромотора, которое можно изготовить из дерева, фанеры, ДСП или прочного пластика. Поскольку любой двигатель оснащен специальными креплениями под болты, использовать можно их или специальные застежки.
Совет специалиста: крепление вряд ли получится сделать самостоятельно в силу сложности конструкции, поэтому есть смысл обратиться к мастерам, способным реализовать подобную задачу.
Преимущества и недостатки
В изготовлении самодельного фрезера есть вполне очевидные преимущества по сравнению с покупкой подобного инструмента в магазине:
- затраты существенно ниже, чем при покупке готового инструмента;
- простота сборки всей конструкции;
- возможность превращения ручного фрезера в станок;
- обработка различных типов поверхностей.
Недостатки:
- низкая скорость обработки;
- меньшая прочность по сравнению с заводскими инструментами.
Так или иначе, решение о покупке инструмента в магазине или предпочтение в адрес самодельного приспособления остаётся за самим мастером.
Смотрите видео, в котором опытный мастер рассказывает как сделать фрезерный станок из дрели:
типы, виды и их назначение, прямые пазовые, концевые, дисковые, кромочные, как выбрать, спиральные
Фрезеровка — универсальная операция, способная заменить большинство других видов обработки.
 Для опытного мастера она намного важнее, чем большинство других процедур. Качественный фрезерный станок способен к выполнению как простейших, так и самых сложных видов резки материалов, созданию изделий сложной конфигурации, копированию деталей или иным специфическим операциям.
Для опытного мастера она намного важнее, чем большинство других процедур. Качественный фрезерный станок способен к выполнению как простейших, так и самых сложных видов резки материалов, созданию изделий сложной конфигурации, копированию деталей или иным специфическим операциям.Такие возможности появляются только благодаря режущему инструменту, сам станок представляет собой электродвигатель с патроном и близок по конструкции к обычной электродрели. Сменный инструмент, обеспечивающий универсальность и многогранность фрезерного станка, обладает большим разнообразием видов и вариантов конструкции. Рассмотрим его внимательнее.
Применение в работе
Главной проблемой, ограничивающей использование дрели при фрезеровании, выступает эргономика. Вся конструкция электроинструмента нацелена на обработку материала, производимую вдоль оси вращения. При фрезеровке требуются движения, направленные перпендикулярно. Обеспечить позиционирование дрели, особенно при удержании одной рукой, в большинстве случаев невозможно. Поэтому уделом владельцев только одного инструмента остаются сверление и легкие виды работ, например шлифовка кромок.
Поэтому уделом владельцев только одного инструмента остаются сверление и легкие виды работ, например шлифовка кромок.
Хорошим выходом из создавшейся ситуации выступает использование специальных приспособлений, аналогичных применяемым во фрезерах по обработке дерева. Сегодня можно найти различные варианты приставок для дрели в виде опорного стола, скользящего основания или вертикальной станины. При отсутствии таковых достаточно закрепить электродрель к столу с помощью хомутов. После этого остается установить фрезу для дрели и можно приступать к фрезеровке.
Бытовые электроприборы не предназначены для выполнения тяжелых операций, поэтому использовать дрель для металлообработки вряд ли получится. В некоторых случаях с ее помощью можно выполнить раскрой листового материала или подправить кромку. Гораздо более широкий спектр работ обеспечивается при обработке древесины. Если не требуется большой производительности, то можно выполнять практически все виды фрезерных операций. То же самое можно сказать и о работах по пластику. Некоторым недостатком в обоих случаях станет сложность подбора режимов, так как далеко не все дрели обеспечат требуемую частоту вращения инструмента. Также следует обращать внимание и на мощность двигателя электроинструмента. Этот параметр в бюджетных моделях может значительно ограничить диаметр используемой оснастки.
То же самое можно сказать и о работах по пластику. Некоторым недостатком в обоих случаях станет сложность подбора режимов, так как далеко не все дрели обеспечат требуемую частоту вращения инструмента. Также следует обращать внимание и на мощность двигателя электроинструмента. Этот параметр в бюджетных моделях может значительно ограничить диаметр используемой оснастки.
Фрезы комбинированные
Изделие представляется собой конструкцию из нескольких видов фрез, собранных на одном хвостовике. При этом можно менять их положение, с помощью втулок, прокладок увеличивать/уменьшать расстояние между ними. Технология позволяет получать заданные по чертежу профили, сделать нужную форму с учетом габаритов заготовки.
Сборка не занимает много времени, важно правильно по размерам подобрать комплектующие, поскольку изменить расстояние от оси вращения до крайней точки устройства нельзя.
Пользоваться для выполнения сложного рисунка можно и базовыми фрезами, но в этом случае нужно делать несколько проходов, каждый раз настраивая оборудования. Сборная конструкция позволит в разы сократить время операции, а все изделия получатся геометрически и качественно одинаковыми.
Сборная конструкция позволит в разы сократить время операции, а все изделия получатся геометрически и качественно одинаковыми.
Конструкция
Конструкция фрез для дрели классическая. На цилиндрический хвостовик установлена режущая часть, оснащенная обрабатывающими лезвиями. В зависимости от их расположения и формы выделяют торцевые, пазовые и фасонные модели, используемые в соответствующих видах работ.
Фрезы по дереву можно зажимать практически в любой электродрели.
Хвостовики современной оснастки имеют диаметр до 8 мм, что позволяет их устанавливать в большинство патронов. Исключение могут составить только самые маленькие модели электроинструмента. Для них подойдут фрезы по дереву для бормашины. Использование шуруповерта также допустимо, но следует иметь в виду низкое число оборотов его шпинделя. Он вряд ли сможет обеспечить качественное фрезерование и использование инструментов с большим диаметром режущей части.
Классификация и предназначение
Функции, которые способна выполнять фреза, обусловлены диаметром и формой лезвия.
В их числе присутствуют многофункциональные образцы, способные выполнять массу разнородных операций.
Используются и специализированные виды, предназначенные только для одной единственной функции.
По типу обработки бывают следующие виды фрез:
- пазовые;
- кромочные;
- концевые;
- копировальные;
- торцевые;
- дисковые;
- фасонные и т.д.
Специфика и приемы работы с фрезами разных категорий принципиально отличаются друг от друга. Для работы с ними необходим опыт, умение пользоваться комплектующими или изготавливать вспомогательные приспособления самостоятельно. Рассмотрим их по порядку.
Пазовые
Пазовые фрезы представляют собой обширную группу.
Они предназначены для изготовления углублений заданной формы и размера.
Часто их используют для врезки замков и петель.
Рабочими поверхностями являются боковые и торцовые стороны.
Используется несколько разновидностей пазовых фрез:
- прямые. Используются для получения паза с плоским дном;
- галтельные. Образуют паз с круглым днищем, подходящим для укладки трубок соответствующего диаметра;
- V-образные. Образуют паз с дном, сходящимся вод углом;
- конструкционные. Это Т-образные или фрезы «ласточкин хвост». Они применяются при изготовлении соединений высокой прочности — мебельных ящиков, коробов и т.п.;
- фасонные. Используются для нанесения рамок на филенках, орнаментов или декоративных элементов на деталях мебели или столярных изделий.
Общим признаком пазовых фрез можно считать отсутствие упорного подшипника на торцовой части инструмента. Они выпускаются в нескольких типоразмерах, с различным диаметром рабочей части. Для работы с ними необходимо наличие дополнительных приспособлений — шаблонов, упоров, циркульной штанги и т. д.
д.
Кромочные
Отличаются от остальных видов наличием подшипника в нижней (торцовой) части.
Рабочая поверхность — только боковая, создать углубление в пластике такой фрезой невозможно.
Различают следующие виды кромочных фрез:
- прямые. Предназначены для создания ровной плоской кромки детали;
- калевочные. Обрабатывают верхнюю часть кромки, скругляют или придают ей фигурный профиль;
- фальцевые. Используются для создания четверти. Диаметры подшипника и рабочей части отличаются на определенную величину, определяющую размер ступеньки. Удобны тем, что не нуждаются в создании и установке шаблона. Некоторые образцы продаются в комплекте с набором подшипников, меняя которые добиваются разного размера четверти;
- конусные. Предназначены для снятия фасок, подготовки деталей для склейки под углом и прочих нужд;
- галтельные. Образуют полукруглый паз или фаску на кромке детали;
- фигурные (фасонные, мультипрофильные). Образуют определенный рельеф, занимающий всю площадь или только часть кромки;
- полустержневые (полувалик). Создают на кромке фигуру, представляющую собой продольную половину цилиндрического стержня. Если пройти фрезой с противоположной стороны по заготовке, толщина которой равна диаметру валика, можно получить стержень круглого сечения;
- комбинированные. Это довольно большая группа инструмента, представляющего набор из нескольких режущих элементов на одном хвостовике. Они могут быть предназначены для изготовления рам, филенок (фигарейные), пазов с шипами. Широко используются специальные зубчатые наборы для сращивания древесины как в продольном, так и в поперечном направлении.
 Образуют определенный рельеф, занимающий всю площадь или только часть кромки;
Образуют определенный рельеф, занимающий всю площадь или только часть кромки;Виды фрез по дереву
Для обработки мягких материалов разработано большое число модификаций режущих инструментов. Разделяют их по результирующей геометрии поверхности изделия.
Простые концевые фрезы применяются для раскроя листового материала и выборки пазов небольшой ширины. Конструкция такой оснастки напоминает сверло, обработка ведется как торцевыми, таки боковыми лезвиями. Количество лезвий в моделях для дерева невелико. Наибольшее распространение получили однозаходные и двухзаходные модели.
Конструкция такой оснастки напоминает сверло, обработка ведется как торцевыми, таки боковыми лезвиями. Количество лезвий в моделях для дерева невелико. Наибольшее распространение получили однозаходные и двухзаходные модели.
Пазовые фрезы используются для формирования длинных выемок в массиве заготовки. В зависимости от геометрии, такая оснастка делится на прямоугольную, v-образную и галтельную. При использовании фасонных моделей совместно с фрезерными насадками на дрель, в заготовках из дерева можно получить и более сложную геометрию.
Кромочные фрезы нацелены на обработку боковых поверхностей плоских заготовок. Их главная особенность заключается в подшипнике, установленном на конце фрезы. Данный элемент позволяет упереть инструмент в край заготовки для выборки соответствующей части. Кромочные модели выпускаются для получения как прямых, так и фасонных кромок.
Инструмент типа шип-паз применяется при формировании на кромке доски соединения соответствующего типа.
Такие фрезы поставляются комплектом из двух штук. В зависимости от конкретной модели, отличается геометрия и количество лезвий. Устанавливать такие фрезы в электродрель не рекомендуется по причине малой мощности двигателя. Аналогично не рекомендуются к применению фигирейные и классические дисковые фрезы.
Фрезеровка сложных рисунков или скульптур на деревянных заготовках доступна при использовании шарошек. Поверхность этих фрез усеяна множество режущих зубцов и в первом приближении напоминает рашпиль. Для финишной отделки могут используются шлифовальные насадки. Вместо режущих лезвий, рабочая часть этого инструмента покрыта наждачной бумагой.
Что это такое?
С точки зрения конструкции, фрезерный станок чрезвычайно прост.
Вся его универсальность обусловлена возможностями режущего инструмента и оснастки.
При осевом вращении с высокими скоростями, рабочая кромка входит в соприкосновение с поверхностью детали и срезает слой материала определенной толщины.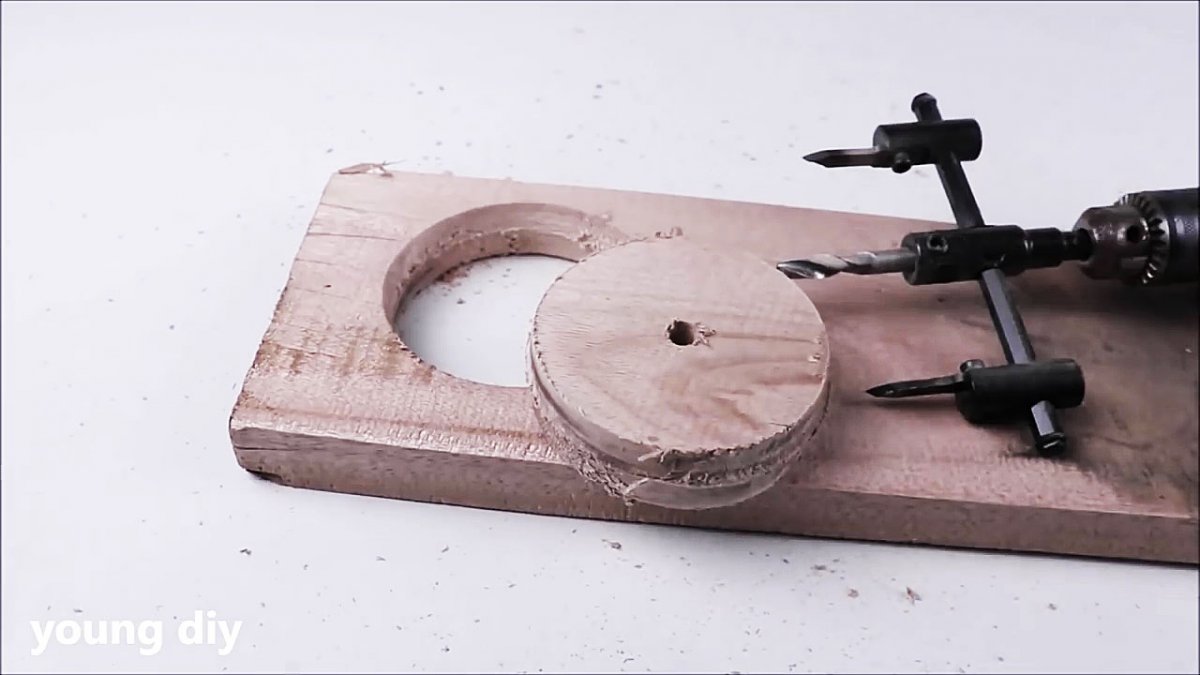
Используя различные приспособления и приемы работы, фрезеровщики получают результаты высокого качества и точности. Инструмент погружается в заготовку и образует выемку, соответствующую своей конфигурации и размерам.
Основным преимуществом ручного фрезера считается простота и безопасность обработки деталей большого размера и площади. Стационарные станки предназначены для работы со стальными заготовками, но ручные рассчитаны на обработку более мягких видов материала:
- древесина разных видов;
- ДСП, ламинированная или обычная;
- МДФ, ДВП, фанера;
- алюминий;
- мягкие виды пластмассы.
Большинство фрез имеют несколько рабочих поверхностей и способны выполнять свои функции при подаче заготовки в разных направлениях. На стационарных станках перемещается обрабатываемая деталь, ручные фрезеры сами движутся по поверхности заготовки, но общий принцип от этого не меняется. Набор функций, доступный ручным станкам, намного шире, чем у стационарного оборудования. В арсенал ручных фрезеров входят следующие операции:
В арсенал ручных фрезеров входят следующие операции:
- обработка кромок;
- изготовление пазов или гребней;
- создание декоративных элементов, рельефного орнамента;
- копирование деталей различной формы и конфигурации;
- изготовление гнезд под элементы фурнитуры, механизмы, ручки и прочие мебельные комплектующие.
Важно! Приведен далеко не исчерпывающий список возможностей этого ручного инструмента. В умелых руках он превращается в многофункциональное устройство, позволяющее создавать изделия сложной конфигурации и с высокой точностью и чистотой обработки. Качество работы зависит от квалификации мастера и от наличия необходимого режущего инструмента.
Параметры выбора
При выборе того или иного способа фрезерования дерева, в первую очередь следует обратить внимание на возможность установки фрезерной насадки на дрель. Для этого электроинструмент должен иметь цилиндрическую шейку, в продолжении которой установлен патрон. При отсутствии таковой, не рекомендуется использовать конкретную модель дрели для фрезерования. Если на специализированное приспособление для дрели, предназначенное для фрезерования, установлено, то можно выбирать фрезы. В первую очередь следует обратить внимание на вид работ. Фрезерный инструмент не является универсальным, поэтому для каждой операции потребуется своя модель оснастки. Диаметр хвостовика должен обеспечивать возможность зажима в конкретном патроне дрели. Не рекомендуется применять крупные фрезы, так как они могут потребовать значительной мощности шпинделя.
При отсутствии таковой, не рекомендуется использовать конкретную модель дрели для фрезерования. Если на специализированное приспособление для дрели, предназначенное для фрезерования, установлено, то можно выбирать фрезы. В первую очередь следует обратить внимание на вид работ. Фрезерный инструмент не является универсальным, поэтому для каждой операции потребуется своя модель оснастки. Диаметр хвостовика должен обеспечивать возможность зажима в конкретном патроне дрели. Не рекомендуется применять крупные фрезы, так как они могут потребовать значительной мощности шпинделя.
Также необходимо учесть режимы обработки. Многие инструменты для дерева требуют высокого числа оборотов, недостижимого для дрелей. Следует помнить, что любая электродрель не рассчитана на длительные нагрузки. Поэтому не рекомендуется прикладывать к ней большие усилия, и выполнять работы непрерывно, в течение длительного времени.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter..jpg)
Вопросы совместимости
Прежде чем начать обзор по функционалу, рассмотрим вопросы совместимости
На валу электроинструмента установлен цанговый зажим. Он прочно удерживает фрезу во время обработки. К этому узлу предъявляются высокие требования безопасности: если фреза выскочит в процессе работы, можно запороть заготовку, или получить травму. Кроме того, требуется высокая точность центровки – осевое биение недопустимо. Поэтому разница в диаметрах зажима и хвостовика фрезы минимальна.
Существует два стандарта: метрический и дюймовый. При переводе из одной системы измерений в другую, появляются значения в сотые доли миллиметра. Например, точный диаметр хвостовика ¼ дюйма составит 6,35 мм. В метрической системе диаметр округляется до целого значения. В результате, мы получаем зазор почти в полмиллиметра.
Такие допуски нежелательны. Поэтому при покупке рабочих наконечников, следует выбирать систему измерений вашего фрезера. В продаже имеются фрезы как дюймового, так и миллиметрового размера.
Набор для ручного фрезера
После покупки электроинструмента возникает вполне нормальный вопрос, какие фрезы лучше выбрать для ручного фрезера и на что обратить внимание. При покупке дополнительного комплекта фрез для ручного электроинструмента есть небольшие нюансы, влияющие на качество работы:
- Качество режущего механизма.
- Каким образом соединена режущая часть с валом.
- Термические характеристики.
По возможности режущий механизм должен быть съемным. Как показывает практика, такая фреза будет работать довольно долго, а в случае поломки механизм можно заменить.
Если режущая часть соединена с хвостовиком сварным швом, а не пайкой, то покупка такой фрезы будет не лучшим вариантом. Необходимо проверить качество металла, из которого изготовлен нож. Для этого следует провести напильником по острию ножа. Если на нем останется зазубрина, то качество металла оставляет желать лучшего. В случае когда нож выглядит нормально и зазубрин нет, то марка стали соответствует стандарту.
Использование ручного фрезера со съемными фрезами позволяет значительно расширить спектр выполняемых работ и облегчить работу с деревянными изделиями.
Кольцевые или корончатое сверло
Для получения отверстий в металлических заготовках применяются кольцевые фрезы, которые еще также называют корончатыми сверлами или коронками. В сравнению со спиральным сверлом, корончатое сверло обеспечивает повышенную производительность (скорость сверления в 4 раза выше), но самое главное, они позволяют сверлить отверстия больших диаметров.
Применяются кольцевые фрезы не только с ручным фрезером, но и магнитными дрелями. В быту кольцевые насадки можно применять на электродрелях, только при этом сверлить разрешается металл, толщина которого не должна превышать 4-5 мм.
В конструкции корончатых сверл имеются центрирующие сверла, которые играют роль керна. Рассматриваемые оснастки также выпускаются двух типов — с подшипниками и без. С подшипниками насадки применяются для работы на ручном фрезере с целью обрабатывания кромок детали. Безподшипниковые коронки позволяют производить обработку на любом участке заготовки, но для точных работ они не подходят.
Безподшипниковые коронки позволяют производить обработку на любом участке заготовки, но для точных работ они не подходят.
Это интересно!
Кольцевые фрезы пользуются популярностью в хозяйстве для сверления отверстий в листовых материалах. Чтобы просверлить отверстие большого диаметра в толстом металле, понадобится не только качественная фреза из твердосплавных материалов, но еще и мощные электроинструменты.
Устройство и принцип работы инструмента
Из всех видов инструментов для обработки металла, фрезы представляют самую большую и разнообразную группу. Их конструкция и принцип работы отличается от всех остальных резцов и сверл. Инструмент, закрепленный на шпинделе, вращается. Деталь перемещается относительно него поступательно по трем осям и под углом в любом направлении. Острые кромки и пластины снимают стружку. В результате на заготовке:
- обрабатываются плоскости;
- зачищаются и делаются фигурные торцы;
- вырезаются шпоночные пазы;
- делаются прорези;
- отрезаются части проката и детали;
- снимаются фаски;
- нарезаются зубья и шлицы;
- делаются т-образные и фигурные пазы;
- сверлятся и растачиваются отверстия.

Фреза относится к многорезцовым инструментам и состоит из корпуса, на котором расположены режущие кромки. Для крепления в патрон имеется конусный или цилиндрический хвостовик. На оправке деталь крепится шайбами, надевая для вращения пазом на выступ. Она может иметь для фрезеровки по металлу вставные пластины и режущие кромки, заточенные из цельной заготовки.
Фрезы фигирейные
Специальный вид изделия для изготовления филенок и похожих на них деталей. Бывают односторонние и двухсторонние. Глубокий заход в тело заготовки создает сложности в работе. Режущая кромка в процессе обработки захватывает большую массу древесины.
Фреза вязнет, либо начинает вибрировать. Опытные мастера проходят сначала деталь кромочным, пазовым аналогом, оставляя небольшой припуск. Чистовую обработку делают затем фигирейной фрезой, которая легко справляется с подавленной задачей. Двухсторонние модели данного изделия могут создавать рисунок различной формы на лицевой и обратной стороне заготовки.
Шпоночная фреза и ее конструктивные особенности
Сходство со сверлом по металлу имеют шпоночные фрезы, конструктивно представленные в виде стального стержня с рабочими кромками на боковой части. Боковые кромки кроме режущей части имеют углубления, выполненные в виде витков. Они предназначены для формирования режущих кромок и отведения стружки при выполнении работ.
Для изготовления шпоночных фрез используется легированная быстрорежущая сталь. Шпоночная фреза имеет конструктивное сходство с концевыми насадками. Главное отличие шпоночной оснастки в том, что у нее рабочими гранями являются боковые кромки. Предназначается оснастка непосредственно для изготовления шпоночных пазов в металлических заготовках. Выпускаются насадки с цилиндрическими и конусными хвостовиками согласно стандарту ГОСТ 9140.
Это интересно!
За счет своей конструкции, шпоночные оснастки позволяют выполнять фрезерование в двух направлениях.
Фрезер из дрели своими руками как сделать фрезер самостоятельно
При проведении ремонта и обустройстве квартиры порой нужно вырезать паз или прекрасно обточить торец доски. Ради этого не обязательно приобретать дорогой электрифицированный инструмент. Можно создать фрезер из дрели собственными руками. Принцип передачи крутящего момента на шпиндель у агрегатов похожий. Нужно только выполнить для дрели фрезерный стол, и можно пользоваться ею в качестве фрезера. Способы фиксации корпуса инструмента бывают самыми разными. Основное, чтобы не было перекосов и люфтов.
Внимание! Нельзя применять в качестве фрезера дрель с ударным механизмом.
Инструменты и материалы
Вертикальный фрезер в отличии от дрели имеет плоское основание – подошву, на которой он стоит и передвигается по отделываемой детали или столу. Корпус зафиксирован и передвигается вертикально по направляющим. Для создания самодельного фрезера из дрели нужно создать стойку и зафиксировать на ней дрель. При изготовления обычной конструкции пригодятся материалы:
- фанера толщиной 12 или 15 мм;
- железный хомут;
- болты с гайками М6;
- шурупы.
Фанеру можно заменить Дсп и ламинатом аналогичный толщины. Фрезер из дрели будет очень удобно в работе, если подошву – базу сделать из органического стекла 10-12 мм толщиной. Тогда отлично будет видна зона для работы, разметка на доске.
Хомут с соединителями подойдёт типовый, для труб водопровода. Размер выбирается по диаметру корпуса дрели выше патрона.
Скрепится станок для фрезеровальных работ по дереву винтами диаметром 4,8 или 5 мм и длиной 19, 20 мм. Шурупы данных размеров нередко применяют во время изготовления изделий из дерева. Ими прикрепляют спайдерные крепежи, крючки и полки. Винты нередко остаются после ремонтных работ. Заменить их можно самосверлящими шурупами диаметром 5,5 мм и длиной 18 и 22 мм.
Для того, чтобы сделать из электрические дрели станок для фрезеровальных работ по дереву, необходимы инструменты:
- дрель;
- корончатое или перьевое сверло;
- электрический лобзик;
- шуруповерт;
- сверла 4 мм и 8 мм;
- ключ для гаек.
В большинстве случаев в любом гараже или мастерской дома не сложно отыскать инструменты которые понадобятся. Шуруповерт можно заменить крестовой отверткой, лобзик – ножовкой.
Конструкция фрезера из дрели
Взяв во внимание мощность и численность оборотов, можно создать только легкий фрезер из дрели. Для хорошей обработки доски инструмент для работы должен быть зафиксировано на столе, а обрабатываемая деталь передвигаться. Конструкция с верхним расположением инструмента дает возможность делать детали сложной формы. Каждый умелец выдумывает собственную конструкцию. Они выделяются креплением и расположением электрические дрели.
Стол с фрезерным станком
Обработку торцов и фрезеровка пазов для сцепления шип-паз, комфортно делать, применяя фрезерный стол с выступающим инструментом. У него обычная конструкция, чертежи легко создать собственными силами. Подойдёт маленькой верстачный стол.
Крышка переворачивается. В ней режется отверстие. Размер его приблизительно на 5 мм больше самого большого диаметра фрезы, которая будет применяться. Перпендикулярно столу устанавливается рейка. Она ставится параллельно боковой стороне на подобном расстоянии, чтобы ось шпинделя прикрепленной электрические дрели совпадала с центром отверстия.
Хомутами и упорами к рейке фиксируется корпус электрифицированного инструмента. В обычном состоянии стола патрон должен находиться под крышкой, а вставленная в него фреза выступать. Во время обработки древесная деталь двигается по столу, упираясь в шаблон, происходит фрезеровка.
Инструмент можно зафиксировать иным вариантом. Основное, чтобы центр отверстия совпадал с осью фрезы. Выключатель и патрон были доступными. Все детали станка должны крепиться жестко, без перекосов.
Простой станок
Конструкция станка для создания фрезера из дрели собственными руками состоит из 3-х важных деталей, вырезанных из фанеры:
Они должны находиться только перпендикулярно. В подошве выполняется отверстие под выход инструмента. Стойка по ширине равна размеру корпуса электрические дрели и на 20 мм длиннее. На ней при помощи хомута, размещенного выше патрона, фиксируется дрель. Она дополнительно крепится упором, прижимающим обратную сторону корпуса с другой стороны от шпинделя, или вторым хомутом ниже ручки. Косынка обеспечивает конструкционную жесткость. Одна сторона примыкает к подошве, вторая до стойки.
При раскрое подошвы – основания конструкции, нужно изобразить на фанере квадрат, со сторонами равными ширине корпуса электрические дрели. С 2-ух прилегающих сторон к нему добавить полосы, равные толщине фанеры. Подчеркнуть центр расположения инструмента и сделать отверстие корончатым или перьевым сверлом.
Вырезать подошву по контуру. Угол, противоположный соединению стойки и косынки, нужно скруглить. С обратной стороны высверлить отверстия 4 мм и сделать углубления – потайные под головки шурупов, сверлом 8 мм. В другом случае шляпки винтов будут выступать и царапать стол, нарушать прилегание подошвы. Образуется перекос.
Снизу на подошву можно приклеить тонкую резину или кусочек линолеума. Это даст плавное скольжение во время работы фрезера.
Применяя угольник, установить на место стойку и привинтить ее винтами. Косынка фиксируется одной стороной к основе, второй до стойки, обеспечивая конструкционную жесткость. Отмечается положение электрические дрели, когда инструмент спускается ниже подошвы. Закручивается хомут и упор. Для облегчения работы подошву можно создать из органического стекла.
Станок с вертикальным перемещением фрезы
Минус обычного станка в невозможности делать глухие шпоночные пазы и выборки. Инструмент входит в доску исключительно со стороны торца. Маленькое добавление даст возможность дрели полностью заменить легкий вертикальный фрезер.
Подошва выполняется длиннее. К ней закручивается доска паркетная с закрепленным вертикально П-образным профилем – 2 штуки. Это направляющие. На рейке с одной стороны поставлена дрель, со второй прикреплены 2 планки, которые заведены в металлопрофили. Снизу в подошве поставлен винт, служащий упором при перемещении корпуса электрические дрели вниз.
Имея навык слесаря и достаточный набор деталей, можно поставить рукодельный фрезер на боковых цилиндрических стойках. Снизу на них одеваются пружины, поднимающие дрель вверх.
Крепление выполняется уголками из металла, скобками и самосверлящими шурупами. Глубина фрезеровки изменяется винтами-упорами.
Алгоритм сборки
Прежде чем делать фрезер из дрели, необходимо приготовить все сопутствующие материалы и чертеж, с указыванием размеров и как будет закрепляться дрель, заменяющая ручной фрезер.
- Подчеркнуть на столе или подошве центр оси шпинделя.
- Вырезать отверстие под выход инструмента.
- Уложить электрическая дрель на стойку и подчеркнуть положение хомута и упора, зафиксировать их.
- Строго под прямым углом привинтить стойку и косынку.
- Закрепить корпус инструмента на основании.
Станок, изготовленный собственными руками, должен быть крепкий, без люфтов и перекосов. Тогда на нем можно будет работать, как фрезерным станком.
Плюсы и минусы фрезера
Важное достоинство станка для фрезеровки электрической дрелью – не нужно для выполнения единичных операций приобретать дорогой фрезер. На самодельном приспособлении очень просто сделать несколько пазов, обработать край полки.
В электрической дрели сверло ставится в патрон. Во время работы на самодельном фрезере нужно пользоваться фрезой для дрели. В точках продажи есть выбор так огромен, что глаза разбегаются:
Они все имеют хвостовик и просто крепятся в патроне. Замена инструмента выполняется быстро. Минус патрона в том, что он может открутиться в рабочий период, тем более при наличии вибрации инструмента. Нужно регулярно проверять и затягивать крепление.
Прежде чем сделать фрезер из дрели, необходимо сформироваться у которой объем работы. Рукодельный фрезер подойдет для выполнения электрической дрелью домашних работ по ремонту, некоторых операций по отделке деталей из дерева. Фрезеровать дрелью долгое время и с чрезмерными нагрузками нельзя.
Главный минус станка для фрезеровочных работ из дрели, небольшое число оборотов. Когда происходит сверление резание выполняется по маленькой площади. Чистота при этом не требуется, древесина перерабатывается в стружку. На сверлильном инструменте максимальное вращение может достигать 3000 оборотов в минуту. Тогда как у самого легкого фрезера небольшое значение 4000 оборотов в минуту. Любой специалист знает, что чистота обработки зависит от частоты вращения инструмента. Чем быстрее крутится фреза, тем прекраснее кромка и торец шпонки. После обработки на самодельном станке, отделанные места нужно будет очень долго шкурить.
Мотор на инструменте для сверловки существенно слабее фрезерного. Он рассчитывается на непродолжительное включение. Долго работать на предельной мощности он не сможет. Во время фрезеровки дрелью ее нужно регулярно отключать, давать ей остынуть.
Рукодельный станок подойдёт для разовых работ. Для постоянной фрезеровки дерева лучше приобрети фрезер.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Похожие статьи
Моя корзина Ваша корзина пуста Расширенный поиск Название: Артикул: Текст: Выберите категорию: Все Акционные предложения FESTOOL Заклепочники GESIPA » Аккумуляторные заклепочники » Сетевые заклепочники » Пневматические заклепочники » Ручные заклепочники » Автоматические станции » Аксессуары для заклепочников GESIPA »» Аккумуляторы и зарядные устройства »» Сетевой блок питания »» Для вытяжных заклепок »»» Насадки »»»» Стандартные и удлиненные насадки »»»»» для NTS, NTX(F), Ph2-VK, Ph3-VK,Ph2-L »»»»» для SN2**, HN2, Ph2, Ph3, Ph3-KA, Ph2-Axial, Ph3000 »»»»» для SN2** AccuBird, PowerBird »»»»» для серии Taurus »»»» Суперудлиненные насадки »»»»» для NTS, NTX(F), Flipper, PH 1-VK, PH 2-VK, Ph2-L »»»»» для SN2, HN2, Ph2, Ph3, Ph3-KA, PH-Axial, Ph3000 »»»»» для Accubird, Powerbird, Taurus »»»» Пружинные насадки »»»» Для установки на мягкие и хрупкие материалы »»»»» для SN2, HN2, Ph2, Ph3, Ph3-KA, PH-Axial, Ph3000 »»»»» для Accubird, Powerbird, Taurus »»»» Для создания подвижных соединений »»»»» для SN2, HN2, Ph2, Ph3, Ph3-KA, PH-Axial, Ph3000 »»»»» для Accubird и Powerbird »»»» Универсальные насадки ( мундштук ) »»»»» для SN2, HN2, Ph2, Ph3, Ph3-KA, Ph3000 »»»»» для Accubird и Powerbird »»»» для MegaGrip »»»»» для Ph3000 »»»»» для PowerBird »»»» Насадки к Taurus 5-6 »»» Головки »»»» Угловые головки »»»»» для Ph2, Ph3 »»»»» для Taurus 1-4 »»»» Удлиненные головки для Accubird и Powerbird »»»» Удлиненные головки с уменьшенным диаметром для Taurus 1-2 »»»» Головки с уменьшенным диаметром для серии PH »»»» Параллельная головка для Taurus 1-4 »»» Губки »» Для заклепок-гаек »»» Насадки и шпильки для серии заклепочников FireBird »»» Насадки и шпильки для серии заклепочников GBM »»» Насадки и шпильки для серии заклепочников FireFox »» Для заклепок-болтов »» Дополнительная оснастка »»» Устройство отсоса стержней ( VAS) для серии PH »»» Стационарный шланг, для отвода стержней, cерия Taurus »»» Пусковой механизм давления для Taurus 1-4 »»» Ножная педаль »»» Датчик учета качества и количества установленных заклепок Taurus 1-4 »»» Система управления процессом для cерии Taurus 1-4 »» Для Taurus Speed Rivet Инструмент SKytools Вырубные прессы OEMME Пиление » Аккумуляторные дисковые пилы » Пиление: лобзики »» Лобзики »» Оснастка для лобзика »» Пилки для лобзика » Полустационарные монтажные пилы »» Монтажная дисковая пила »» Оснастка для монтажной дисковой пилы »» Оснастка для торцовочно-усовочной пилы »» Оснастка для торцовочной пилы »» Пильные диски для монтажной дисковой пилы »» Пильные диски для торцовочной пилы »» Торцовочная пила с протяжкой »» Торцовочно-усовочная пила SYM » Ручные дисковые пилы »» Погружные пилы »» Оснастка для ручных дисковых пил »» Пильные диски Фрезерование » Вертикальные фрезеры » Дисковые фрезеры » Кромочные фрезеры » Оснастка для вертикальных фрезеров » Оснастка для дисковых фрезеров » Оснастка для кромочного фрезера » Оснастка для модульного кромочного фрезера » Оснастка для оконного фрезера » Фреза для обработки многослойных материалов » Фрезы для дискового фрезера » Фрезы для кромочного фрезера OFK 500 (специальный хвостовик) » Фрезы для кромочных фрезеров OFK/MFK 700 » Фрезы для обработки полимерных материалов » Фрезы по дереву для ручного фрезера » Шипорезная система VS 600 »» Оснастка для VS 600 Сверление и завинчивание » Аккумуляторный перфоратор » Аккумуляторные дрели-шуруповёрты »» Монтажный набор из аккумуляторной дрели-шуруповёрта и маятникового лобзика Li 18 »» Аккумуляторные ударные дрели-шуруповёрты »» Аккумуляторный шуруповёрт для гипсокартона »»» Оснастка для шуруповёрта для гипсокартона DWC » Дрели / ударные дрели » Аккумуляторы и оснастка » Зарядные устройства » Оснастка для сверления и завинчивания »» Инструментальный патрон и насадки » Биты »» Программа бит impactplus »» Биты CENTROTEC » Сверлильные инструменты » Сверлильная стойка Шлифование » Шлифование пневмо инструментами »» Оснастка для пневматических эксцентриковых шлифовальных машинок »» Оснастка для пневматического шлифования »» Пневматическая шлифовальная машинка RUTSCHER »» Пневматическая эксцентриковая шлифовальная машинка »» Оснастка для шлифовальной машинки RUTSCHER » Линейная шлифовальная машинка » Ленточная-шлифовальная машинка » Плоско шлифовальная машинка RUTSCHER для тонкого шлифования » Плоско шлифовальные машинки RUTSCHER для грубого шлифования » Ротационные шлифовальные машинки » Шлифовальная машинка для стен и потолков » Щёточная шлифовальная машинка »» Оснастка для RUSTOFIX » Эксцентриковые шлифовальные машинки » Шлифовальные материалы »» Абразивный материал для всех эксцентриковых шлифмашинок: с редуктором, обычной и пневматической »» Абразивный материал для шлифмашинки для стен и потолков »» Шлифки и абразивный материал для ручного шлифования »» Шлифовальный материал для RUTSCHER, линейной и пневматической шлифовальной машинки »» Шлифовальный материал для ротационных шлифовальных машинок »» Шлифовальный материал на сетчатой основе D125 »» Шлифовальный материал на сетчатой основе D150 »» Шлифовальный материал на сетчатой основе D225 »» Шлифовальный материал на сетчатой основе 80×133 »» Шлифовальный материал на сетчатой основе 100×150/DELTA »» Granat Soft D225 » Оснастка для ленточных шлифовальных машинок » Оснастка для линейных шлифовальных машинок » Оснастка для плоско шлифовальных машинок RUTSCHER » Оснастка для ротационных шлифовальных машинок » Оснастка для шлифовальной машинки для стен и потолков » Оснастка для эксцентриковых шлифмашинок » Оснастка для эксцентриковых шлифовальных машинок с редуктором ROTEX » Аккумуляторные шлифовальные машинки » Аккумулятор для шлифмашинок Полирование » Ротационные полировальные машинки » Эксцентриковая шлифовальная машинка с редуктором » Оснастка для ротационных полировальных машинок » Полировальная оснастка для Rotex » Масляная пропитка и вощение »» Диспенсер »» Оснастка к диспенсеру Строгание » Рубанок » Головки для рубанка и ножи » Оснастка для рубанков Плотницкие инструменты » Плотницкие ручные дисковые пилы » Плотницкий рубанок » Цепнодолбёжный фрезер » Оснастка для цепнодолбёжного фрезера » Оснастка для плотницких ручных дисковых пил » Оснастка для плотницкого рубанка Системы аспирации, пылеудаление » Пылеудаляющий аппарат CT » Пылеудаляющие аппараты CTL » Пылеудаляющий аппарат CTL SYS » Пылеудаляющие аппараты СТМ » Специальный пылеудаляющий аппарат » Оснастка для пылеудаляющих аппаратов СТ и пылеудаляющих аппаратов SR »» Всасывающие шланги »» Мешки-пылесборники »» Фильтры »» Комплекты для уборки »» Насадки »» Муфты, Заглушки, Патрубки »» Адаптеры, Блоки, Держатели »» Компенсаторы кручения »» Дистанционное управление » Поворотная консоль » Сепаратор CT для крупных частиц CT-VA-20 »» Дополнительная оснастка Обработка кромок » Кромко облицовочная машина » Оснастка для кромко облицовочного станка KA 65 » Клей Организация рабочего места » Вакуумная зажимная система » Вытяжные турбины » Инструментальный центр » Консоли, блоки ЕАА, турбины » Рабочая лампа для строительных площадок » Лампа » Оснастка для вакуумной зажимной системы » Оснастка для вытяжных турбин » Оснастка для инструментального центра » Оснастка для консоли и блока EAA » Оснастка для рабочего центра » Оснастка для рабочей лампы » Рабочий центр » Система plug it » Табурет много функциональный » Универсальный центр и комплекты » Лампа бокового света STL » Мобильный верстак Полустационарные работы » Много функциональный стол » Модули CMS » Модульный кронштейн CMS » Оснастка для CMS » Оснастка для много функционального стола » Основание и модули CMS » Шлифовальная лента для CMB и CMS-BS 120 Работа виброинструментом » Виброинструмент » Оснастка для виброинструмента » Пильные диски Резка » Алмазная отрезная система » Алмазные круги для алмазной отрезной системы » Оснастка для отрезных систем Diamant » Аккумуляторные резаки » Оснастка для аккумуляторных резаков Ремонтно-восстановительные работы » Перемешивание »» Перемешиватели »» Оснастка для перемешивателей »» Оснастка, адаптер »» Перемешивающие насадки » Алмазная шлифмашина » Алмазная шлифовальная система » Зачистной фрезер » Машинка для удаления ковровых покрытий » Оснастка для алмазных шлифмашинок » Оснастка для зачистных фрезеров » Оснастка для машинки для удаления ковровых покрытий » Оснастка для устройства для удаления обоев » Устройство для удаления обоев Систейнер, сортейнер и систейнерный порт » Оснастка для систейнера » Систейнеры Festool » Систейнерный порт Система соединений DOMINO » Дюбельный фрезер » Оснастка для дюбельного фрезера DF 500 / XL DF 700 » Оснастка для дюбельного фрезера DF 500 » Оснастка для дюбельного фрезера DF 700 Системы шин-направляющих » Торцовочные шины » Оснастка для шин-направляющих » Шины направляющие Товары с атрибутикой Festool Оборудование для массива древесины Harwi » Раскроечная пила HVS-HVS Performer » Форматно-раскроечные пилы 130-180-210 » Радиально-консольная пила Delta 85-135 » Радиально-консольная пила 450-W » Радиально-консольная пила 625-U 625-H 625-H-2K » Вертикальная пила Piranha » Вертикальная пила Orca » Вертикальная пила OrcaMaticПроизводитель: ВсеSKytoolsAbsolutOEMMEGESIPAFestoolРезультатов на странице: 5203550658095Найти Главная \ Фрезеровка композитных панелей
| |||
выбираем фрезы и шарошки для шлифовки, резки и обработки дерева, а также насадку для вырезания круглых отверстий
Несмотря на то что дрели чаще всего применяют для просверливания отверстий в дереве, они могут успешно справляться с другими, не менее важными задачами. Решение последних предполагает использование насадок по работе с данным материалом – специальных приспособлений, существенно расширяющих возможности мастера. Чтобы добиться наилучшего результата, достаточно знать основные правила эксплуатации таких изделий и выбирать те из них, которые оптимально соответствуют специфике ситуации.
Характеристика насадок
Благодаря внушительному числу разновидностей описываемых приспособлений для дрели, последнюю можно назвать одним из самых универсальных инструментов. В частности, посредством насадок производится качественная шлифовка различных участков поверхности – даже тех, до которых очень тяжело добраться. Кроме того, посредством таких изделий очень удобно зачищать миниатюрные детали, требующие предельной аккуратности от исполнителя.
Другой причиной, объясняющей популярность насадок по работе с деревом, является ощутимая экономия средств. Практика показывает, что эти приспособления позволяют решать подавляющее большинство поставленных задач, эффективно заменяя специализированный и весьма дорогостоящий инструмент. Еще одна примечательная особенность насадок для дрели – возможность их самостоятельного изготовления (при условии, что мастер уделяет должное внимание балансу приспособлений и качеству используемых материалов).
Что касается причин, которые могут воспрепятствовать применению описываемых изделий, то к таковым можно отнести низкую производительность в сравнении с профессиональным инструментом и необходимость наличия определенных навыков у исполнителя. Помимо этого, многие мастера считают насадки менее удобными, нежели специализированное оборудование для обработки дерева.
Виды
Чтобы приобретенная насадка оправдала ожидания своего владельца, последнему стоит подробно ознакомиться с классификацией таких изделий – как по роду осуществляемых с их помощью работ, так и по специфике конструкции.
По назначению
В зависимости от особенностей выполняемых операций, выделяют следующие разновидности описываемых изделий.
Для шлифования
Данный тип приспособлений позволяет придавать желаемый вид обрабатываемым поверхностям и предполагает использование высокоэффективных абразивных материалов. В качестве последних чаще всего выступают карбид кремния, оксид алюминия и синтетический алмаз. Отвечающий за обработку дерева материал может приклеиваться к рабочей поверхности насадки и наносится на основу из бумаги или ткани.
Для фрезеровки
Такие приспособления предназначены для решения широкого спектра задач – в частности, качественного выравнивания пазов и работы с торцевыми кромками заготовок. Если же мастер располагает вспомогательными опорами и приставками, он может превратить дрель в полноценное оборудование для фрезерной обработки дерева.
Для полировки
Рассматриваемая разновидность насадок во многом напоминает шлифовальную, отличаясь от нее спецификой используемого наполнителя. Материал последнего отличается мягкостью (как правило, это поролон или тонкий плотный войлок), благодаря чему такие приспособления успешно применяются для тонкой обработки деревянных поверхностей.
Для зачистки
Решение данной задачи предполагает использование насадок, именуемых щетками. Подобные изделия чаще всего выполняются из жесткой проволоки и применяются для устранения остатков лакокрасочных материалов и в других ситуациях, требующих приведения поверхности в надлежащее состояние. Они подходят для черновой обработки, которая проводится до начала шлифования и других «тонких» операций.
Для резки
Описываемый тип приспособлений отличается сложностью и высокой стоимостью, а работа с ним напоминает использование электрического лобзика. Такие насадки хорошо справляются с резкой дерева, толщина которого достигает 2 см, а также ДСП и фанеры. Отдельного внимания заслуживает универсальность рассматриваемых изделий, позволяющая применять их для резки других материалов – прежде всего, искусственных полимерных соединений и некоторых сплавов.
Для работы с саморезами
Для работы с саморезами Данная самая простая разновидность насадок применяется с дрелями, способными работать на пониженных оборотах. Зачастую производители предлагают комплекты, в которые входят насадки с разными поперечниками, что позволяет использовать их для работы с большинством самонарезающих шурупов.
Также можно приобрести насадки, применяемые для создания больших отверстий, и гибкие сверла, позволяющие добраться до любого труднодоступного места. Такие приспособления используются сравнительно редко, а потому их реализацией занимается далеко не каждый специализированный магазин.
По конструктивному исполнению
На сегодняшний день известно множество насадок для обработки дерева, заметно отличающихся по форме и другим особенностям своего строения. С наиболее востребованными из них можно ознакомиться ниже.
Тарелочные
Представлены в нескольких вариациях, выполняемых с применением различных абразивных материалов. Для шлифовки дерева более всего подходят резиновые и пластиковые насадки, а для полировки оправдано использовать изделия с поверхностью из мелкозернистой наждачки. Также встречаются приспособления, позволяющие менять угол стержня крепления абразива.
Барабанные
В большинстве ситуаций применяются для качественной обработки отверстий и торцевых участков заготовок. Такие насадки выглядят как бочонки правильной цилиндрической формы, к поверхности которых прикрепляется наждачная лента. Изделия барабанного типа позволяют шлифовать дерево без каких-либо затруднений, что особенно актуально для круглых или овальных отверстий.
Чашечные
Такие приспособления хорошо подходят для снятия старой краски и других процедур, предполагающих выполнение грубой обработки деревянной поверхности. Рассматриваемые насадки представляют собой чашу с плотно зафиксированной щеткой, выполненной из проволоки или абразивного нейлона. Чтобы выбрать подходящий вариант, мастеру стоит учитывать степень обработки поверхности, которой необходимо добиться.
Дисковые
Предсталяют собой разновидность изделий, рассмотренных в предыдущем пункте. Ключевое отличие дисковых насадок от чашечных – диаметральное расположение ворсинок, позволяющее обрабатывать древесину в самых труднодоступных местах.
Лепестковые
Конструкция этих насадок, также называемых веерными, предполагает наличие штока, к которому прикрепляется множество наждачных листков. Такие приспособления оптимально подходят для радиусной шлифовки и финишной полировки. Кроме того, лепестковые приспособления оправдано использовать для аккуратной обработки заготовок со сложной поверхностью.
Торцевые
Изделия, относящиеся к данной разновидности, могут иметь существенные внешние отличия и производиться из разных материалов. Чаще всего они применяются для выполнения начального или завершающего этапа обработки отверстий и внутренней поверхности заготовок сложной формы.
Мягкие
Для данных насадок характерна минимальная устойчивость к износу, а потому они подходят только для полировки поверхностей. Наибольшей популярностью пользуются приспособления из поролона, войлока и кожи, имеющие круглую форму и надежно фиксируемые на оси.
Что касается фрезеровки при помощи дрели, то она проводится посредством применения шарошек – специальных насадок, выполняемых из твердых сплавов. Выбор конкретной разновидности данных приспособлений определяется спецификой задачи, для решения которой они используются. Так, для получения аккуратных канавок в заготовке рационально применять дисковые шарошки, а выполнение сложных вырезов желательно «поручить» фрезам фасонного типа. Также стоит учитывать форму зубьев приобретаемого изделия, на основании которой оно может быть затылованным или остроконечным. Опыт показывает, что обе разновидности хорошо справляются со своими обязанностями, однако, первые допускают большее количество переточек, нежели вторые.
Также стоит упомянуть о насадках, предназначенных для вырезания отверстий большого диаметра. К таковым относятся перьевые сверла, имеющие плоскую режущую часть и оптимально подходящие для решения вышеупомянутой задачи. Посредством этих приспособлений можно работать с древесиной, фанерой, ДСП и ориентированно-стружечными плитами, вырезая круглые отверстия диаметром 35, 50 и даже 60 мм. Кроме того, для решения данной задачи подходят сверла Форстнера, обладающее центрирующим острием, и коронки для дрели, оснащенные множеством режущих зубьев и позволяющие выполнять отверстия до 100 мм в поперечнике.
Особенности выбора
Учитывая внушительное количество насадок для обработки дерева, представленных на рынке, особое внимание стоит уделить основным правилам их выбора.
- В зависимости от своего происхождения, приобретаемые изделия могут существенно отличаться по качеству, что сказывается на эффективности и продолжительности их применения. Профессионалы советуют отказаться от покупки низкопробных насадок в пользу продукции от проверенных производителей, которая полностью оправдывает свою стоимость.
- Выбирая подходящее приспособление, исполнителю необходимо учитывать основные характеристики используемой им дрели – мощность, особенности патрона и возможность изменения частоты вращения. Если же приобретаемая насадка не полностью соответствует применяемому инструменту, достичь желаемого результата будет гораздо сложнее.
- Чтобы подобрать подходящее приспособление для дрели, начинающему исполнителю резонно обратиться за помощью к компетентному работнику специализированного магазина. Данный шаг позволяет сэкономить время и получить в свое распоряжение изделие, которое оптимально подходит условиям поставленной задачи.
Также стоит учитывать, что отдельные насадки позволяют работать не только с деревом, но и с иными востребованными материалами – например, стеклом или керамикой.
Советы по эксплуатации
Выполняя обработку дерева насадками с использованием дрели, исполнителю необходимо придерживаться следующих требований.
- Применяемое приспособление должно надежно крепиться в патроне. При наличии любого, даже минимального люфта работу начинать нельзя.
- Одним из ключевых условий, учет которых позволяет избежать травм и других неприятностей, является обязательная фиксация обрабатываемой заготовки.
- Во время работы желательно держать дрель обеими руками, что особенно актуально для мощного оборудования.
- Если исполнитель желает включить реверс, ему нужно дождаться полной остановки используемого инструмента.
- Выполняя обработку дерева, особое внимание стоит уделить нажиму. Он должен быть довольно сильным, но не чрезмерным.
По завершении работы необходимо дождаться охлаждения насадки в течение нескольких минут. Прикасаться к ней на протяжении указанного временного отрезка не стоит (можно обжечь пальцы).
Помимо этого, исполнитель не должен испытывать дискомфорт от мелких частиц, заполняющих пространство помещения при проведении работ с деревом. Вдыхать их настоятельно не рекомендуется, что делает оправданным использование респиратора – недорогого и весьма эффективного средства индивидуальной защиты. Также не стоит пренебрегать очками, сводящими на нет вероятность попадания посторонних предметов в глаза. Данный совет особенно актуален в ситуациях, когда обработка выполняется при помощи проволочных щеток.
В завершение можно уверенно констатировать, что использовать насадки для дрели по работе с деревом стоит каждому, кто ценит свои силы и время. Такие изделия обладают множеством очевидных плюсов при минимальном количестве минусов, а потому подходят подавляющему большинству исполнителей.
Об одной из насадок по работе с деревом смотрите в следующем видео.
Сверлильно-метчиковые центры для фрезерования
Тридцать конус больше не означает облегчение обработки
Сообщается, что не так давно, до текущего резкого сокращения поставок станков, количество станков с 30 конусами, которые производились и продавались в Японии, превосходило количество станков с конусами 40 и 50. центры. Изначально задуманные для высокоскоростного сверления и нарезания резьбы, как правило, в виде платформ с одним столом для обработки алюминиевых и цинковых отливок под давлением, 30-конусные сверлильные и нарезные центры превратились в полномасштабные обрабатывающие центры, сохранив при этом скорость, гибкость и способность сократить время цикла, за которое они были известны и ценились.
Обработка отливок под давлением, подобных этому корпусу, для гидростатической трансмиссии была перенесена с больших HMC на один из трех нарезных центров Brother с ЧПУ на предприятии Empire Die Casting.Представленные в США в начале 1980-х годов, 30-конические сверлильные / метчики / фрезерные центры используются производителями литых под давлением деталей для различных отраслей промышленности, включая автомобилестроение, малые двигатели, насосы и клапаны, электротехническую, аэрокосмическую и другую коммерческую промышленность. транспортных средств. Типичные детали включают детали автомобилей и мотоциклов, такие как стеллажи, корпуса насосов и дроссельные валы, общие детали машин, включая коробки передач, соединения гидравлической трансмиссии, панели камер и распределительные клапаны, а также детали информационных технологий.
Развитие центра сверления / метчика с конусом 30 продолжалось от базовых одностоловых станков для высокоскоростного сверления и нарезания резьбы метчиком до обрабатывающих центров, оснащенных сдвоенными устройствами смены поддонов или автоматизацией, обеспечиваемой специальными роботами. Диапазон обрабатываемых материалов вышел за рамки традиционных материалов из алюминия или цинка, отлитых под давлением, и включает в себя сталь, нержавеющую сталь, чугун и даже титан для применения в медицинских устройствах.
Развитие конструирования станков с 30 конусами и усовершенствование инструментов и приспособлений сделали их жизнеспособной альтернативой более медленным и большим обрабатывающим центрам.Фактически, машины с 30 конусами могут конкурировать с HMC с 40 и 50 конусами, предлагая контрактным производителям выгодное для банка преимущество при расчете стоимости работ, которые ранее были исключительно прерогативой более крупных HMC.
В основе JobShop Cell лежит Fanuc RoboDrill с автоматизацией, в данном случае оснащенной перевернутым роботом Fanuc LR Mate 200iC с двойным захватом, удерживающим деталь.Сумма цифр составляет для контрактных производителей при расчете стоимости работ на обрабатывающих центрах с 30 конусами. Основная причина – скорость обработки.Скорость играет важную роль в сокращении времени цикла за счет минимизации времени, не связанного с резкой, за счет быстрой смены инструмента и поддонов, а также упрощения переналадки и быстрой настройки. Покупка станков с конусом 30 требует меньших капитальных вложений, переход на инструмент с конусом 30, который ранее был ограничен, стал проще, поскольку производители инструментов разрабатывают новые инструменты, необходимые при переходе на новую систему инструментов с 30 конусами.
Первые 30-конические станки было трудно использовать для любого фрезерования, кроме самого легкого.Но новые станки с конусом 30 имеют более тяжелые отливки и более крупные подшипники шпинделя, чтобы выдерживать осевые нагрузки, возникающие при фрезеровании. Устройства смены паллет превратили обрабатывающие центры с 30 конусами в производственные центры для различных деталей. Кроме того, 30-конусные сверлильные / метчики / фрезерные центры оснащены высокоскоростными шпинделями, быстрым ускоренным перемещением и возможностью подачи СОЖ под высоким давлением, что позволяет сократить время цикла и минимизировать время отсутствия резания. Станки могут быть оснащены приспособлениями, такими как поворотный стол с четвертой осью и задняя бабка, гидравлический и воздушный зажим, измерительные щупы и световые завесы для высокой производительности самых сложных компонентов.Готовые к автоматизации сверлильно-резьбовые центры могут быть оснащены роботами для автономной работы.
Для некоторых компаний переход на обработку 30 конусов уже дал ощутимые результаты в плане открытия нового бизнеса, а также увеличения производительности для существующих клиентов.
Empire Die Casting (Македония, Огайо) производит литье под давлением из цинка и алюминия на своих двух литейных заводах для нескольких сотен клиентов в различных отраслях промышленности. В 2004 году компания Empire приобрела первый из трех резьбонарезных центров с ЧПУ Brother TC-32B.Раньше механическая обработка отливок выполнялась исключительно на HMC диаметром 500 и 630 мм, а также на различных VMC с конусом 40.
Empire приобрела две машины Brother TC-32B и одну TC-32BN. Один TC-32B предназначен для выполнения одной конкретной задачи, а другая машина служит его резервной копией. TC-32BN можно быстро переключить с помощью системы крепления Ball Lock от Jergens Inc. (Кливленд) для выполнения различных работ. На одной части корпуса гидростатической трансмиссии TC-32BN выполняется торцевое фрезерование, обработка кольцевых канавок, нарезание отверстий для крепления фланца, нарезание резьбы на двух 3/8 ″ (9.5 мм), нарезание резьбы в седле, просверливание отверстия в седле и просверливание трех различных отверстий с жесткими допусками.
Одна из 30-конических машин компании Empire Die Casting, TC-32B, оснащена пневматическим и гидравлическим зажимом, четвертой осью цапфы Nikken с задней бабкой и зондированием каждой детали для определения базовых плоскостей X, Y, Z . Brother TC-32BN – последняя модель этой компании, вмещающая 40 инструментов и способная обрабатывать СОЖ под высоким давлением 1000 фунтов на кв. Дюйм (6,9 МПа) с использованием инструмента BT30 вместо ранее необходимого HSK 40A – более дорогостоящий инструмент, несколько ограниченный по габаритам. длина.
«Наши обрабатывающие центры с 30 конусами совсем не слабые, крошечные мелочи для обработки отливок под давлением», – говорит Майкл Гарвер из Yamazen Inc. (Вестлейк, Огайо). «По мере того, как наши станки превращались в более мощные и мощные обрабатывающие центры, мы не потеряли огромную скорость резки, смены инструментов и быстрого перемещения, которые позволили нашим станкам минимизировать время, не требующее обработки, – говорит Гарвер.
Когда компания Brother разработала свой первый центр метчиков для сверления для собственного использования в производстве швейных машин, она также разработала собственное управление с запатентованным «синхронным нарезанием метчиков».«Благодаря этому и нашему уникальному дизайну шпинделя мы можем запускать и останавливать наш шпиндель быстрее, чем у конкурентов, что дает нам преимущество, когда дело доходит до нарезания резьбы и смены инструмента», – объясняет Гарвер. «Другими преимуществами машин Brother являются возможность позиционирования заготовки к следующему элементу, который необходимо обработать, при смене инструмента и возможность смены инструмента при смене паллеты. К тому времени, как следующая деталь, которую нужно обработать, входит в станок, шпиндель работает со скоростью 16 000 об / мин и парит над деталью, готовой к резке с помощью подходящего инструмента.”
Результаты типичны для производительности обрабатывающих центров TC-32BN с 30 конусами. Гарвер говорит: «TC-32BN имеет пороги 70 м / мин с ускорением 1,5 g и ускорением шпинделя от 0 до 16 000 об / мин за 0,46 секунды, а время от стружки до стружки составляет 2,1 с, которое взято из центра нашего X, Y ход со шпинделем при 16000 об / мин. Когда дело доходит до разницы в несколько секунд для сокращения времени цикла, эти возможности в совокупности повышают производительность и конкурентоспособность мастерских.”
Для автономной работы автоматизация с помощью роботов оказалась эффективным и надежным способом улучшения производства. Автоматизация улучшает согласованность обработки, освобождая операторов от загрузки и разгрузки деталей либо на одностоловой машине, либо на машинах с двумя поддонами, и, конечно же, облегчает работу без участия оператора.
Признавая необходимость предоставления интегрированной системы автоматизации для своего Fanuc RoboDrill VMC, компания Methods Machine Tools Inc. (Садбери, Массачусетс) разработала JobShop Cell, автоматизированную производственную ячейку, которая предназначена для удовлетворения особых потребностей мастерских.Он обеспечивает быструю настройку для деталей небольшого и среднего размера. Ячейка JobShop предварительно спроектирована для простой установки, быстрой настройки, быстрой переналадки, безопасности оператора и, прежде всего, для гибкости производства.
Ячейка JobShop легко адаптируется для работы практически с любой деталью, которая помещается в его 6-дюймовые (152,4-миллиметровые) тиски или патрон. Он поставляется в комплекте с входным и выходным конвейерами и защитой. Интерфейс обработки деталей позволяет использовать различные гидравлические или пневматические варианты крепления.Таблица четвертой или четвертой и пятой оси может быть добавлена для дальнейшего увеличения производительности производственной ячейки.
В основе системы лежит Fanuc RoboDrill. «RoboDrill – это быстрый, эффективный и доступный по цене обрабатывающий центр, который расширил возможности 30-конического сверлильного метчика за счет усиленных отливок и более крупных подшипников шпинделя», – объясняет Скотт МакИвер, председатель и вице-президент по разработке продукции, Methods Machine Tools. Inc. «Fanuc RoboDrill VMC предлагает 14 инструментов ATC, жесткое нарезание резьбы до 5000 об / мин, ускорение до 1.5 г по осям X, Y, Z , ускоренный ход до 2125 дюймов в минуту [54 м / мин], скорость подачи до 1181 дюймов в минуту [30 м / мин], высокоскоростное нарезание резьбы назад и нарезание резьбы ». Доступны опции для 21 инструмента и для жесткого нарезания резьбы при 8000 об / мин.
«Улучшение структурных компонентов станков с 30 конусами было необходимо, потому что ранние станки с конусом 30 были недостаточно прочны, чтобы выдерживать осевую нагрузку при фрезеровании, за исключением легкого снятия шва. Увеличение мощности машин в середине 90-х сразу же сократило время цикла на 60% », – говорит МакИвер.
«Этот станок решал требования производителей к метчику и небольшому легкому фрезерованию, и со временем все больше и больше производителей начали использовать станок для фрезерования стали и даже титана в медицинских целях. Любая деталь, которая может пройти сквозь дверцу RoboDrill, может быть обработана. Мы обрабатываем детали от головок V-8 до целых отливок для задней части автомобиля », – говорит МакИвер.
Разработанная для мастерских с небольшими и средними партиями, полностью интегрированная производственная ячейка сочетает в себе возможности фрезерования, сверления и нарезания резьбы RoboDrill VMC с полностью согласованным шестиосевым роботом Fanuc для автоматической загрузки и разгрузки деталей.
Шестиосевой робот Fanuc LR Mate 200iC имеет полезную нагрузку 11 фунтов (5 кг) и инструмент на конце руки с двойным захватом. Особенности включают интерфейс робота и автоматическую боковую дверцу робота, входной конвейер 12 x 60 ″ (305 x 1524 мм) и выходной конвейер 12 x 72 ″ (305 x 1829 мм). В комплект входит рабочий интерфейс для любой комбинации пневматических или гидравлических клапанов, система управления стружкой и два сопла с избыточным давлением для частичного обдува. Доступны более крупные роботы Fanuc, если ваши детали весят более 11 фунтов.
КомпанияMethods разрабатывает ячейку Med Cell для автоматизации загрузки и разгрузки частей медицинских устройств с кубом 6 дюймов. Med Cell предназначен для использования с Robodrill VMC или может быть адаптирован для токарной обработки на небольшом токарном станке Nakamura с ЧПУ. Med Cell предназначен для поддержки рынков медицинских приложений для мелкосерийного производства от 500 до 800 штук с быстрой заменой. Система технического зрения может быть добавлена для идентификации деталей разного размера.
Машины меньшего размера, такие как Haas Mini Mill, могут быть автоматизированы с помощью системы обслуживания станков Minuteman от Accura Technics.Автоматизация цеха. предлагается в системе обслуживания станков Minuteman XA от Accura Technics (Кин, Нью-Хэмпшир). Accura – производитель шлифовальных станков, которые раньше оснащались этим типом автоматизации. На выставке EASTEC Accura Technics представила систему обслуживания станков, соединенную с мини-фрезой с 40 конусами от Haas Automation (Окснард, Калифорния). «Система может быть адаптирована к любому количеству станков, как для небольших обрабатывающих центров с 40 конусами, так и для сверл / метчиков с 30 конусами», – говорит Пэт Херст, президент Accura Technics.
«Маленькие машины хорошо подходят для этого типа автоматизации для деталей размером менее 152,4 мм», – говорит Херст. «Обычно места для стягивания тисков не хватает. Возможно, вы сможете использовать пару, но еще одним ограничением является грузоподъемность ». Система Minuteman XA оснащена шестиосевым роботом Fanuc LR Mate 200iC с контроллером R-30iA. Вес заготовки составляет 11 фунтов (5 кг), а входящие / выходящие конвейеры имеют ширину 6 дюймов и длину 48 дюймов (152,4 x 1219 мм) с грузоподъемностью 75 фунтов (34 кг).
Последние записи о станках для сверления и метчика включают DT-1 от Haas Automation (Окснард, Калифорния). DT-1 – это высокоскоростной сверлильно-метчиковый станок с полным набором функций фрезерования. Станок оснащен рабочим кубом 20 x 16 x 15,5 дюймов (508 x 406 x 394 мм) и столом с Т-образными пазами 26 x 15 дюймов (660 x 381 мм). Шпиндель BT с конусом 30 вращается со скоростью 15 000 об / мин и обеспечивает жесткое нарезание резьбы на скорости до 5000 об / мин. Шпиндель с прямым приводом представляет собой систему векторного привода мощностью 15 л.с. (11 кВт), которая обеспечивает постоянный крутящий момент 15 фунт-фут (20,3 Н • м) для фрезерных и расточных операций.
DT-1 оснащен высокоскоростным устройством смены инструмента с сервоприводом на 20 карманов, которое меняет инструменты за 0,8 секунды. Высокоскоростные пороги со скоростью 2400 дюймов в минуту (61 м / мин) сочетаются с ускорением в 1 g. Максимальная скорость подачи при резке – 1200 дюймов в минуту (30,5 м / мин). Система охлаждающей жидкости затоплением на 45 галлонов (170 л) входит в стандартную комплектацию, с возможностью выбора программируемого сопла охлаждающей жидкости и охлаждающей жидкости под высоким давлением. Устройство смены инструмента с высокоскоростной боковой установкой меняет инструменты за 0,8 секунды.
Эта статья была впервые опубликована в журнале Manufacturing Engineering за август 2009 года.
Сверлильный станокпротив мельницы: какой выбрать?
Handyman’s World является участником программы Amazon Services LLC Associates, партнерской рекламной программы, разработанной для предоставления сайтам средств для получения рекламных сборов за счет рекламы и ссылок на amazon.com.
Для любого машиниста или производителя, увлеченного своим хобби, выбор подходящего инструмента – самая важная часть любой работы. При таком большом количестве вариантов трудно выбрать правильный без надлежащего исследования.
В этой статье я рассмотрю, как выбрать между сверлильным станком и фрезерным станком. Хотя они могут показаться очень похожими инструментами, ответ не так прост, как вы думаете.
Сверлильные станки и фрезерные станки: основы
Перед тем, как перейти к фактическому сравнению, давайте кратко рассмотрим, что собой представляет каждая машина.
Во-первых, вот моя любимая машина для каждого из двух типов машин.
WEN 4214
12-дюймовый сверлильный станок с регулируемой скоростью.До 3200 об / мин.
Shop Fox M1018
Комбинированный токарно-фрезерный станок с частотой вращения до 1300 об / мин.
Что такое сверлильный станок?
Сверлильный станок, такой как WEN 4208, представляет собой вертикальный стационарный станок, который перемещается по оси Z для сверления отверстий.
Бита взаимозаменяемые, поэтому вы можете изменять диаметр отверстий, и есть даже возможность вырезать квадратные отверстия специальной коронкой. Это машина с ручным управлением, с помощью которой вы можете контролировать, насколько глубоко вы погрузите яму и с какой силой толкаете вниз.Большинство сверлильных станков также имеют возможность изменять скорость вращения.
В сверлильном станке материал находится под головкой станка с тисками наверху стола. Оператор может изменять высоту стола. Для работы рукоятка поворачивается, вращающееся долото перемещается прямо вниз и разрезается материал под ним.
Что такое фрезерный станок?
Фрезерный станок – еще один стационарный инструмент, обычно используемый в мастерских.
Имеет вращающуюся головку, в которую машинист может вставлять различные инструменты.Инструменты предназначены для различных операций, которые может выполнять фрезерный станок, таких как резка, торцевание, сверление или установка пилотного отверстия.
На большинстве фрезерных станков стол может перемещаться в направлениях x, y и z, что позволяет резать по трем осям. Некоторые фрезерные станки даже позволяют вращать головку.
Машинист помещает материал в тиски наверху стола мельницы и может повернуть три ручки, каждая из которых управляет одной из осей. При этом стол перемещается вместо того, чтобы двигать головой.Затем машинист может установить скорость вращения станка и повернуть другую рукоятку, чтобы направить головку прямо вниз к заготовке.
Сверлильный пресс и мельница: в чем разница?
Различия между фрезерным станком и сверлильным станком в основном связаны с движением обоих станков.
Оси движения
Поскольку сверлильный станок может перемещаться только вверх и вниз, он не может резать вдоль граней заготовки.
С другой стороны, поскольку фрезерный станок может это делать, его можно использовать для получения плоских поверхностей материала, называемого «облицовочным» материалом, резки материала до определенного общего размера и прорезания пазов в материале, в отличие от сверлильный станок.
Размер и точность
Сверлильные станки можно сделать очень маленькими для использования в настольных приложениях. Тем не менее, существуют также сверлильные станки для пола, которые намного больше.
С другой стороны, фрезерные станки, как правило, можно увидеть на полу мастерских, они намного больше по размеру, поскольку не так много возможностей использовать меньшую версию. Они также намного более точны, когда дело доходит до размещения элементов.
Поскольку стол может перемещать материал по осям x и y, оператор может выравнивать материал лучше, чем на сверлильном станке.При использовании сверлильного станка материал необходимо укладывать вручную, а затем прижимать к столу, оставляя много места для ошибки.
Машинист может выбрать приспособление для сверлильного станка, чтобы он мог более последовательно размещать аналогичные материалы для повторяющейся работы, но в остальном это довольно неточно с точки зрения размещения заготовки под головкой.
Цена
За счет этой дополнительной возможности фрезерные станки намного дороже.
Стоимость обычного сверлильного станка может достигать нескольких сотен долларов в зависимости от размера и скорости.Типичный фрезерный станок может стоить до нескольких тысяч долларов в зависимости от того же критерия.
Какой инструмент лучше?
Фрезерные станки – очевидный выбор, когда дело доходит до работ, требующих точности, создания плоской детали, резки детали по размеру или создания элементов или геометрических фигур, отличных от круглого или квадратного отверстия.
Сверлильные станки – незаменимый инструмент, когда дело доходит до выполнения быстрых отверстий, требующих относительно меньшей точности, или когда необходим недорогой способ сверления отверстий более последовательно, чем с помощью ручного сверла.
Если у вас есть бюджет, фрезерный станок в целом является лучшим станком, поскольку он может работать как сверлильный станок без дополнительных надстроек или изменений. К сожалению, он занимает больше места и стоит дороже, но он может выполнять ту же работу, что и сверлильный станок, а также многое другое.
Превращение сверлильного станка в фрезерный станок
Поскольку головка фрезерного станка может перемещаться вверх и вниз, и он, и сверлильный станок могут просверливать, растачивать, растачивать и зенковывать отверстия в материале ниже на разной глубине.Это означает, что фрезу можно использовать как сверлильный станок, игнорируя перемещение в направлениях x и y.
Однако превратить сверлильный станок в фрезу намного сложнее.
Поскольку фрезерные станки выполняют резку в направлении x и y, перемещая стол под головкой, не так уж сложно представить, что вы можете построить свои собственные направляющие x и y, которые позволят вам перемещать деталь под головкой. сверлильного станка, но он не так точен, как фрезерный станок.
Крепко зажимая материал в тисках, которые расположены на двух отдельных направляющих – одна для изоляции направления x, а вторая – для изоляции направления y – вы можете вручную или иным образом управлять направляющими, чтобы создать индивидуальный фрезерный станок из сверлильный станок.Вы можете представить себе пластину с направляющими по оси X, прорезанными снизу, и прорезями по оси Y, идущими вверху. Над ним вы можете поставить еще одну пластину с рельсами в направлении Y внизу и тисками, прикрепленными кверху.
Стол сверлильного станка будет иметь прорези в направлении оси x, которые у многих уже есть. Это позволяет использовать те же движения, что и на фрезерном станке.
Другое препятствие заключается в том, что сверлильные станки не предназначены для установки режущего инструмента в головку, поскольку они используются только для сверления отверстий.Чтобы сверлильный станок мог работать с инструментом, который используется для резки плоских деталей, например, на фрезерном станке, потребуется дополнительная разработка.
Короче говоря, усилия, необходимые для преобразования сверлильного станка в мельницу, редко окупаются. Вместо этого лучше вложить деньги в фрезерный станок или найти место, где вы можете использовать его в течение короткого периода времени.
Резюме
Посетив любой профессиональный механический цех, вы, скорее всего, найдете и фрезерный станок, и сверлильный станок.В небольших установках гораздо чаще используются сверлильные станки, особенно настольные.
Сверлильные станки используются для быстрых сверлильных работ, которые не требуют такой точности, как фрезерный станок. Таким образом, фрезерные станки являются основным продуктом обработки и производства, в то время как сверлильные станки часто используются плотниками и мастерами-любителями.
Фрезерные станки могут просверливать отверстия, вырезать элементы, торцевать материал и резать материал до нужных габаритных размеров.Таким образом, они более универсальны, чем сверлильные станки. Тем не менее, они также стоят намного дороже.
Сверление и фрезерование – Принадлежности для станков – Принадлежности
Сверление и фрезерование – Принадлежности для станков – Принадлежности | Axminster ИнструментыМагазин не будет работать корректно, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Вместе с токарным станком сверлильно-фрезерный станок является важным инструментом в машиностроительной мастерской. У нас есть ряд сверлильных и фрезерных станков, которые подойдут энтузиастам моделирования или производственным цехам.
×Политика конфиденциальности и файлы cookie
Мы используем файлы cookie для улучшения и персонализации наших услуг, для маркетинга и социальной активности.Пожалуйста, посмотрите наш Политика конфиденциальности для получения дополнительной информации о том, как и почему мы используем ваши данные. Вы можете изменить свой настройки файлов cookie в любое время. Продолжая, вы соглашаетесь с нашими использование файлов cookie.
Учетная запись клиентаКонтур человекаКорзина для покупателяКорзина для покупок с ручкойОптовые покупкиЗвезда с множеством точекБизнес услугиКаталог Axminster ToolsКаталогClick & CollectСравнитьСравнить товарыДоставкаФургон, доставляющий посылкиПремиум-доставкаЛоготип фургона, доставляющий посылки быстроEmailbriteEdit envelope веб-сайтРазвернутьДве стрелки, отходящие друг от другаFacebookЛоготип для FacebookФильтрТочки в форме треугольника, указывающие внизфинансыКошелекInstagramЛоготип для InstagramLinkedInЛоготип для LinkedInМестоположениеЛоготип местоположенияСделано в ВеликобританииСделано в Великобритании логотипPay By FinanceHitachi Pay by Finance LogoPayPalPayPayPal Payment Pinterestточка вправоСтрелка в круге, указывающая вправоПринтерПринтер, печатающий лист бумагиЛичный замокУдалитьДве линии в форме топораВозврат nСтрелка в круге, указывающая назад к началуНастройкиПросмотр настроекСортировкаОдна стрелка, указывающая вверх, одна стрелка, указывающая внизСпинКруг, который вращается, чтобы показать, что страница загружаетсяЗапасКруг, который окрашен в цвет, чтобы показать текущий уровень запасовЗаблокировать символ галочкиТорговый счетСохранение значка тегаУдалитьУдалитьTwitterЛоготип TwitterUnavailableA no entry signVideo Играть Круг с символом воспроизведения видео внутри Гарантия Отвертка и гаечный ключ в форме x80% опускания: фрезерование сверлильным прессом
Получили на 80% меньше стоимости сборки AR-15? Хотите знать, как сделать так, чтобы полость управления огнем выглядела чисто, как если бы она была фрезерована на заводе-изготовителе? Мы расскажем, как безопасно и эффективно завершить обработку вашего ресивера на 80% ниже, используя сверлильный станок, такой как мельница.Большая часть вашей работы может (и должна) завершаться вертикальным сверлением и резкой. Мы сосредоточимся на использовании нашего сверлильного станка только для легкого фрезерования, чтобы очистить приемник после удаления большей части материала.
Это руководство является частью «Как завершить сборку приемника на 80%»
Схема бурового станка
Прежде чем мы углубимся в обработку огнестрельного оружия, вам следует ознакомиться с компонентами сверлильного станка.Что еще более важно, вы должны знать о наиболее вероятных точках отказа во время обработки. Начнем с самого главного.
Патрон сверла
Патрон для сверл удерживает ваши сверла и концевые фрезы. Сбоку патрона есть небольшое отверстие для ключа. Этот ключ блокирует и разблокирует патрон, позволяя устанавливать или снимать биты. Поворот ключа затягивает патрон, который фиксирует биту на месте.
Jacobs Taper # 33 (JT33): Это тип патрона, с которым, вероятно, идет ваш сверлильный станок.Это самый распространенный патрон, который можно найти на сверлах начального уровня в большинстве хозяйственных магазинов. JT33 представляет собой коническое запрессованное соединение с внутренней резьбой. Это означает, что он использует трение, чтобы удерживать патрон на станке.
оправка патронная
Вал представляет собой длинный металлический стержень, который соединяет патрон с пинолью, которая является вращающимся механизмом, отвечающим за выполнение работы через двигатель. Вал на сверлильном станке обычно представляет собой коническое прессовое соединение, что означает, что патрон удерживается на нем только с трением.Это называется прессовой посадкой, и поэтому использование сверлильного станка в качестве фрезерного станка должно выполняться осторожно.
MT / JT33 оправка: Наиболее распространенная оправка, которую вы найдете на сверлильном станке, – это оправка с охватываемым соединением JT33 для патрона Jacobs и соединением с охватываемым конусом Морзе (MT1 или MT2), которое удерживает оправку внутри пиноли / шпиндель с другим запрессованным соединением. В высокопроизводительных сверлильных станках и фрезерных станках может использоваться резьбовое соединение и дышло для удержания оправки внутри пиноли.Это более безопасное соединение, которое может легче воспринимать боковые нагрузки без риска выпадения оправки и патрона из станка.
Пиноль / шпиндель
Пиноль, также называемая шпинделем, соединена с двигателем сверлильного станка ремнем. Когда он раскручивается, он вращает оправку и патрон для выполнения работы. Крепеж шпинделя (один большой болт с шайбами) обычно прикрепляет его и регулировочную ручку к головке.
Головка, двигатель и переключатель
Двигатель сверлильного станка представляет собой электрический двигатель с высоким крутящим моментом, который приводит в движение станок с помощью ремней внутри головки.Голова – это не более чем пластиковая крышка для защиты ремня и механизмов внутри. Простые сверлильные станки работают с одной скоростью и имеют только переключатель ВКЛ / ВЫКЛ. Сверла среднего и высокого класса также будут поставляться с элементами управления для регулировки числа оборотов.
Колонна и ручка
Колонна поддерживает всю дрель и соединяет головку с основанием. Колонна состоит из прочной внешней трубы с прочной внутренней трубкой, которую можно поднимать и опускать с помощью ручки. Это регулирует глубину сверла относительно стола.Вы будете использовать ручку каждый раз при сверлении, чтобы контролировать глубину сверла. На рукоятке есть размеры, указывающие на глубину бита.
Стол
Стол для сверлильного станка вмещает вашу работу. В случае изготовления нижнего элемента на 80% стол устойчиво удерживает ваши тиски, которые зажимают нижнюю часть и зажимное приспособление вместе. Высота стола может регулироваться для выполнения различных работ, но после начала обработки он остается неизменным. В столе есть прорези, чтобы вы могли закрепить тиски на месте.
База
Основание удерживает сверлильный станок на рабочем месте или на полу. В нем также есть прорези для крепления машины на место. Это необходимо для обеспечения минимальной вибрации и биения во время работы. Эти два фактора играют большую роль, чем обычно, при обработке нижнего приемника, поэтому перед работой обязательно закрепите сверло основанием.
Проблемы фрезерования сверлом
При боковой загрузке патрона и оправки сверлильного станка путем резания как фрезы возникают две основные проблемы:
- Создание избыточной нагрузки на оправку, вызывающей ее выпадение.
- Создание чрезмерной нагрузки на патрон, вызывающей его выпадение.
В основном, слишком большая боковая нагрузка на станок вызовет боковое давление и вибрации, которые преодолеют коническую фрикционную посадку патрона и / или оправки. Если какой-либо блок выйдет из строя, он упадет с дрели во время вращения. Это может привести к серьезным травмам и серьезному повреждению приспособления, расположенного на 80% ниже, и станка.
Лучшие Лрактики / Советы
Итак, как минимизировать риск и заставить сверлильный станок выполнять легкое фрезерование, не развалившись и не взорвавшись?
1.Используйте только обычное фрезерование
Это один из самых важных советов, которые вы можете использовать для обеспечения максимальной безопасности фрезерования сверлом. При фрезеровании любой работы вы не просто прикладываете поперечные силы к концевой фрезу. Вы также прикладываете «верхние» или «нижние» силы к сверлу, когда оно вращается и врезается в работу. В зависимости от направления резки и подачи детали эти силы будут пытаться подтолкнуть сверло вверх в станок или потянуть его вниз и в сторону.
Обычное фрезерование / фрезерование вверх выполняется, когда направление резцов концевой фрезы движется против направления подаваемой заготовки.Эта сила вращения загоняет долото в машину. Это критически важно при выполнении резки с помощью конического / запрессованного патрона и оправки, которые можно было бы вытащить из станка.
Фрезерование с подъемом / опусканием выполняется, когда концевая фреза вращается в том же направлении, что и подача заготовки. Это отталкивает сверло от станка, потенциально разделяя конические соединения между патроном, оправкой и шпинделем.
Преимущества верхнего фрезерования
- Бита вставляется в станок, сохраняя конические соединения.
- Противоположные силы толкают изделие и тиски вниз, повышая устойчивость стола.
2. Удалите большую часть алюминия сверлением
Лучший способ фрезеровать на сверлильном станке – это тоже, ну, просто избегать этого как можно чаще. Это звучит вразрез со всем, что мы говорим, но вы обнаружите, что использование сверл для удаления большей части алюминия из 80% нижнего блока на самом деле так же просто и, вероятно, быстрее, чем фрезерование в целом. Вы можете заполнить большую часть полости управления огнем нижнего с помощью одного только сверления, как вы можете видеть ниже.
Когда приемник достиг этой стадии изготовления, фрезерование на сверлильном станке становится намного безопаснее, проще и быстрее. Это связано с тем, что вы удаляете только очень небольшое количество материала и не подвергаете свой сверлильный станок значительным боковым нагрузкам. После завершения этого «полированного» фрезерования ваш ресивер будет выглядеть так же чисто и ровно, как и любой серийно производимый ресивер AR-15:
3. Обрежьте пол ствольной коробки вертикально
Вы даже можете дополнить нижнюю часть приемника вертикальными разрезами, и вы получите те же результаты, что и выше.Это можно сделать только с помощью подходящих коронок: Концевые фрезы с центрированием могут выполнять такую вертикальную резку. С помощью фрезы с центральным вырезом дно ствольной коробки может быть идеально ровно вырезано без необходимости фрезерования из стороны в сторону. По сути, вы будете использовать концевую фрезу на своем сверлильном станке точно так же, как сверло, погружая его на конечную глубину, чтобы получить плоскую поверхность на полу. Приемник выше был укомплектован специальным приспособлением на 80%, которое мы обсудим ниже.
4. Модернизируйте патрон
Если вы купили базовый сверлильный станок в местном хозяйственном магазине, патрон, с которым он был, вероятно, не подходит для этой операции.Это нормально, потому что приличное обновление обойдется вам менее чем в 50 долларов. Это отличная мера безопасности – увеличить размер патрона, взяв его с более прочным фиксатором. Патрон с накаткой без ключа обеспечивает лучший зажим бит и упрощает замену инструмента без ключа. Что наиболее важно, модернизированный патрон снизит биение и вибрацию, снизив риск того, что патрон упадет с оправки во время резки.
5. Рассмотрим резьбовую оправку
Более того, вы также можете модернизировать оправку с конусом Морзе, чтобы полностью исключить одну потенциальную точку отказа.Некоторые производители инструментов и токарных / фрезерных станков разработали доступные резьбовые оправки для сверлильных станков. Это заменяет запрессованное соединение JT33 между патроном и оправкой на резьбовое соединение. Таким образом, оправка и зажимной патрон становятся единым целым, что значительно снижает биение и вибрацию.
6. Сделайте неглубокие пропилы
Здесь нет точных и быстрых измерений. Как правило, при фрезеровании сверлом следует поддерживать небольшую глубину резания (0,2 дюйма или меньше).Более глубокий разрез вызывает большее биение и вибрацию, увеличивая риск соскальзывания инструмента. Мелкие надрезы также продлевают срок службы ваших бит и обеспечивают более чистую отделку самой работы.
7. Go
очень медленно при фрезеровании (низкий SFM)Если вы не знакомы с обработкой, одним из наиболее важных факторов безопасного фрезерования является SFM или количество футов в минуту. Вот как быстро вы сокращаете работу. На обычном стане (который может вращаться со скоростью тысячи оборотов в минуту) заготовку или кованный алюминий можно фрезеровать быстро, со скоростью от 280 до 300 футов в минуту.Когда вы работаете с гораздо менее стабильным сверлильным станком, который, вероятно, вращается на нескольких соток оборотов, надо ехать медленно. Рекомендуется обрезать примерно один фут в минуту. Звучит слишком медленно, но вы фрезерете алюминий всего на несколько дюймов при 80% меньшем. Сделать это безопасно не займет много времени.
Лучше всего подберите правильное приспособление
Прежде всего, это приспособление, которое вы используете со своим сверлильным станком, которое позволит максимально эффективно использовать вашу импровизированную операцию фрезерования.Некоторые приспособления требуют больше резки, чем сверления, что, очевидно, увеличивает риски, присущие механической обработке. Если вы используете только сверлильный станок, вам понадобится приспособление, которое удалит большую часть алюминия из 80% нижнего блока с помощью сверл и вертикальной обработки. Давайте рассмотрим некоторые варианты, которые подходят 80% строителей, использующих сверлильный станок.
1. Сломанные руки 80% приспособление
Приспособление Broken Arms – наша лучшая рекомендация для 80% строителей, использующих сверлильный станок, потому что он в полной мере использует наши передовые практики, приведенные выше:
- Он завершает большую часть 80% нижних по вертикали, требуя только легкого фрезерования для полировки работы.
- В нем используются концевые фрезы с центральным вырезом, позволяющие делать врезные пропилы при очистке пола приемника.
- В нем используются открытые шаблонные направляющие, позволяющие концевым фрезам перемещаться по краю зажимного приспособления для обеспечения устойчивости.
Преимущество
Последняя часть важна: направляющие приспособления Broken Arms Jig позволяют выполнять чистые неглубокие пропилы с помощью обычного фрезерования и фрезерования вверх, при этом внимательно следя за скоростью подачи и глубиной резания. Пластины кондуктора направляют биту вдоль стенок ствольной коробки, чтобы сделать окончательные шлифовальные надрезы.Если вы хотите укомплектовать большую часть своего ресивера сверлами и избежать любого фрезерования, за исключением легкой полировки, это приспособление для вас.
2. Приспособление для сборки Elite Builder
Elite Builder Jig – это вариант для строителей, у которых есть сверлильный станок или сверлильно-фрезерный станок. Он работает во многом как шаблон Broken Arms Jig и позволяет строителю выполнять опускание на 80% в основном с помощью вертикальных нагрузок. Основное различие между Broken Arms и Elite Builder – это шаблоны для резки: Elite Builder использует более обычные направляющие для резки и меньше шаблонов для пилотных отверстий.Это не мешает комплектовать ствольную коробку преимущественно вертикальными отверстиями и прорезями.
Преимущество
По сравнению с Broken Arms, Elite Builder Jig может позволить вам работать быстрее. У вас есть выбор сверлить только первый набор пилотных отверстий перед использованием обычного фрезерования. По этой причине Elite Builder – лучший выбор, если у вас есть более надежный сверлильный станок или комбинированный станок для сверления и фрезерования, который может работать с обоими методами обработки.
Краткое содержание
- Сверлильный станок не предназначен для фрезерования, но легкое фрезерование на 80% ниже может быть выполнено безопасно.
- Для доработки ресивера достаточно отполировать стены и пол “сверлильным” фрезерованием.
- Ваша нижняя часть может быть практически обработана с помощью сверлильного станка и вертикально просверленных отверстий и надрезов.
- Вы должны поддерживать низкую скорость подачи (SFM) 1 фут в минуту при фрезеровании вашим сверлом.
- Всегда используйте обычное фрезерование или фрезерование «вверх», чтобы предотвратить выпадение сверла из сверла.
- Используйте большое количество обрабатывающего масла и смазки, чтобы ствольная коробка и долото оставались холодными во время резки.
- Позвольте направляющим пластинам кондуктора стабилизироваться и направлять режущее сверло, уменьшая вибрацию.
Готовы начать? Ознакомьтесь с руководством «Как полностью опустить ресивер на 80%» .
Некоторые советы по сверлению и фрезерованию медицинских компонентов
Обработка компонентов для медицинских устройств во многом очень похожа на производство деталей для аэрокосмической промышленности. Материалы титан, нержавеющая сталь, кобальтхром и другие специальные сплавы, а также полимеры с высокими эксплуатационными характеристиками часто совпадают.Требования к размерной и геометрической точности и строго контролируемой отделке поверхности очень похожи. Сами детали часто бывают сложными, тонкими и их очень трудно закрепить, в то время как обрабатываемые детали могут иметь размер от нескольких дюймов (сантиметров) до нескольких сотых долей дюйма (десятых долей миллиметра).
Хотя металлы выбираются для изготовления медицинских устройств по другим причинам, нежели они выбираются для компонентов аэрокосмической отрасли, их основные свойства в обоих случаях одинаковы.Они, как правило, остаются более твердыми и жесткими, чем более распространенные материалы, при повышенных температурах, возникающих на границе раздела инструмент / заготовка, что создает большие силы на режущей кромке во время обработки. Поскольку они изначально достаточно прочные, эти материалы также выделяют больше тепла при деформации во время формирования стружки, а из-за того, что их теплопроводность относительно низкая, даже при низких скоростях резания создаются высокие силы резания.
Проблема усугубляется тем фактом, что эти материалы имеют тенденцию к деформационному упрочнению быстро, а толщина зоны деформационного упрочнения обычно превышает стандартную скорость подачи инструмента.Это означает, что инструмент непрерывно режет материал, который намного твердее номинального значения для материала заготовки.
В результате износ режущей кромки имеет тенденцию к быстрому, и трудно поддерживать допуски на точность. При использовании неправильных параметров в компоненте могут возникать высокие уровни остаточного напряжения. Режущие инструменты, используемые для обработки этих материалов, имеют тенденцию выходить из строя из-за выкрашивания кромок и / или деформации основы.
Характеристики буровых работ
Бурение по этим материалам создает совершенно новый набор проблем, присущих процессу бурения.Например, поверхностная скорость в точном центре операции бурения чрезвычайно мала, в то время как скорость на периферии может быть довольно высокой. Осмотр сверла, который использовался для обработки типичных материалов медицинских компонентов, выявит две области сильного износа: одну в центре, а другую по периферии.
Износ центра в основном обусловлен сочетанием низкой скорости резания и низкой температуры, а также высокой твердости из-за наклепа материала заготовки. Этому состоянию лучше всего противодействовать, увеличивая твердость сверла с помощью одного из недавно разработанных карбидов с субмикронным размером зерна.
Периферийный износ обычно проявляется как кратерный износ, износ по задней поверхности и деформация режущей кромки. Высокие температуры, вызванные гораздо более высокими скоростями резания на периферии инструмента, вызывают все три условия. Лучше всего противодействовать этой ситуации, защищая сверло тонким износостойким покрытием PVD, таким как покрытие TiN / TiAlN, используемое на сверлах SecoCarboloy. Нитрид титана обеспечивает ударную вязкость и стойкость к образованию отложений, а нитрид титана-алюминия обеспечивает превосходную стойкость к высокотемпературному износу.
Геометрия сверла
Геометрия сверла также очень важна в этих материалах. Наилучшие результаты достигаются при «легкой резке»; инструменты с острыми кромками и большими углами зазора, однако высокие силы, возникающие в этих материалах, особенно в центре сверла, также требуют высокой прочности.
Одно удачное решение можно найти в SecoCarboloy & dlquo; M & drquo; и & dlquo; T & drquo; сверла, разработанные специально для таких материалов.Они изготовлены из субмикронного карбида с очень острой кромкой 0,0005 дюйма. кромка произведена с очень жесткими допусками с использованием передовых технологий производства. Эти сверла имеют передний угол наклона 12 градусов, минимальную ширину фаски и вдвое больший задний конус по сравнению с обычным сверлом, что снижает нагрев и минимизирует деформационное упрочнение.
Чтобы проиллюстрировать преимущества этой геометрии, при выполнении операции сверления на кобальтохромовой штанге с коленом переход с обычного сверла на сверло Mdrill увеличил количество отверстий на одно сверло с 16 до 31 и сэкономил производителю более 100000 долларов в год.В другом случае переход от обычной геометрии сверла Seco к сопоставимой геометрии сверла Mdrill сократил время цикла за счет увеличения скорости проходки при одновременном увеличении количества отверстий на сверло с 325 до 875, что привело к ежегодной экономии 7000 долларов на дюбелях из нержавеющей стали Ti6Al4V и 316. Третье применение на тазовых штангах Ti6AL4V увеличило количество отверстий на одно сверло с 1500 до 7300 при тех же скоростях и подаче.
Типы сверл
Для отверстий большего диаметра отличным решением являются сверла со сменными твердосплавными пластинами или сверла со сменными карбидными коронками с покрытием.Линии SecoCarboloy perfoMAX и CrownLoc являются примерами этих типов сверл. Оба были успешно применены в материалах, обычно используемых для медицинских компонентов. Одним из преимуществ сверла со сменными пластинами perforMAX является то, что центральная пластина может иметь другой материал и геометрию, чем периферийная пластина, что помогает оптимизировать производительность в обоих крайних случаях. Сверла с твердосплавными напайками обладают преимуществами низкой стоимости, а также очень быстрой смены инструмента и смены геометрии резания.
Цельные твердосплавные сверла не следует упускать из виду при использовании этого типа, особенно для отверстий меньшего диаметра.Действительно, для действительно маленьких отверстий твердосплавные сверла могут быть единственным практическим выбором, но они также дают преимущества при работе с большими размерами. Среди наиболее важных из них – возможность устранения второстепенных операций, таких как развертывание, поскольку требуемая чистота поверхности часто может быть достигнута с помощью одного твердосплавного инструмента.
Фрезерование медицинских материалов
Фрезерование медицинских материалов представляет собой во многом тот же список проблем, что и сверление, и применимы многие из тех же решений.& dlquo; Легкая резка & drquo; геометрия, прочные, острые режущие кромки и тщательный выбор сплава важны, как и установка оптимальных скоростей подачи и глубины резания.
Это еще одна область, в которой следует внимательно относиться к твердосплавным инструментам. Во многих случаях твердосплавный фрезерный станок является лучшим решением для производства сложных деталей, а не только твердых материалов. Эта коленная вставка из UHMPE, показанная здесь, является хорошим примером.
Здесь критическое требование включает тщательно контролируемый 20-дюймовый.(0,50 (м) шероховатости поверхности в критических зонах опоры. Сложность здесь заключается в том, что материал растягивается до того, как сдвигается, оставляя непредсказуемую неровную поверхность с множеством заусенцев по периферии. Материал также имеет тенденцию очень быстро изнашивать режущие кромки, несмотря на его низкий Прочность на растяжение. Это происходит потому, что режущее действие должно разрывать длинные полимерные цепи в составе материала, а не разрывать их по границам зерен, как в случае с металлами.
Изначально детали были обработаны профильными фрезами из быстрорежущей стали и специальными инструментами с использованием твердых материалов. твердосплавные пластины, но обработка поверхности была неприемлемой.Для соответствия требованиям к поверхности требовалась вторичная обработка содой или ручная полировка.
SecoJabro разработала твердосплавный инструмент, изготовленный с использованием специального процесса шлифования и геометрии кромки, который дает исключительно острую, стабильную и гладкую режущую кромку для обработки критического профиля подшипника на пластинах. (Процедура Premier Finish) С помощью этого инструмента заказчик последовательно достигает поверхности от 15 до 18 дюймов (от 0,35 до 0,45 м) с минимальными заусенцами.
При производстве коленные вставки вырезаются со скоростью 656 SFPM (200 м / мин), хотя при лабораторных испытаниях фрезы достигли требуемой чистоты со скоростью до 3281 SFPM (1000 м / мин).Скорость подачи определяется размером фрезы, при этом 39 дюймов / мин (1000 мм / мин) являются обычными для фрез диаметром более 0,98 дюйма (25 мм).
Одно интересное явление, возникшее при разработке этого приложения, заключалось в том, что любые несоответствия между управляющими сигналами и характеристиками отклика фрезерного станка немедленно проявлялись в виде неровностей на поверхности детали. Перед запуском нового инструмента в производство необходимо было тщательно настроить управляющие сигналы и реакцию станка, чтобы все оси двигались плавно и последовательно.
В более традиционном применении SecoJabro также разработала несколько специальных твердосплавных фрез для повышения производительности операции по производству набедренных чашек из поковок Ti6AlV4. В частности, они оптимизировали операцию фрезерования, которая создавала выступы, препятствующие вращению, на верхнем крае чашки, разработали сверло / фрезу, которое также производило сферические гнезда в каждом просверленном отверстии, и разработали инструмент для торцевания всех отверстий.
Эти инструменты заменили серию стандартных фрез и сверл, которые использовались для изготовления чашечных элементов в отдельных операциях.Одни и те же сверлильно-фрезерные и обратные фрезы используются для всех размеров набедренных чашек, производимых заказчиком, что дополнительно снижает производственные затраты. В целом заказчик добился 30-процентного снижения производственных затрат и 50-процентного снижения стоимости инструмента.
Инструмент для обратной облицовки особенно интересен. По сути, это фреза с Т-образным пазом с диаметром резания 0,21 дюйма (5,4 мм), способная обрабатывать паз максимальной ширины 0,07 дюйма (1,8 мм) по периферии отверстия на внешней стороне детали.Диаметр хвостовика этого инструмента составляет всего 0,06 дюйма (1,6 мм).
Особые требования к инструментам малого диаметра
Хотя инструмент для обратной наплавки, используемый на набедренной чашке, невелик по обычным стандартам, на самом деле он довольно велик в мире микроинструментов, где твердосплавные сверла и концевые фрезы доступны в диаметрах от. 0024 дюйма (0,06 мм). Для успешного использования этих крошечных инструментов требуется подходящий станок и множество изменений в стандартных методах обработки.
Вероятно, самое важное требование – это шпиндель, способный развивать скорость до 40 000 об / мин.Это необходимо, потому что маленькие инструменты должны вращаться очень быстро, чтобы достичь приемлемых скоростей резания. Как показывает практика, 20 000 об / мин – это отправная точка для твердых материалов в диапазоне 60 Rc, в то время как тому же инструменту может потребоваться 40 000 об / мин для успешной работы с таким мягким пластиком, как HDPE. Другие материалы окажутся между этими крайностями.
Подача зависит от частоты вращения, длины и диаметра инструмента и лучше всего определяется после консультации с поставщиком инструмента. Не рекомендуется просто интерполировать данные от инструментов большого диаметра и применять их к маленьким инструментам.Такие компании, как SecoJabro, которые специализируются на инструментах малого диаметра, имеют обширные базы данных результатов испытаний различных материалов, чтобы помочь клиентам установить начальные параметры для этих операций.
Удаление стружки также очень важно при обработке малых диаметров. Для большинства материалов воздух является предпочтительной средой для удаления стружки. Двумя распространенными исключениями из этого правила являются сплавы кобальта и хрома и инконели, на которых часто используются охлаждающие жидкости для регулирования нагрева.
Шпиндели и держатели инструмента также должны быть очень точными с минимальным биением.Выбег 0,01 мм – это полные 10% диаметра инструмента 0,1 мм. Предпочтительны оправки с термоусадочной посадкой или прецизионные цанговые патроны.
Термическое расширение шпинделя также необходимо учитывать при использовании сверл малого диаметра и других инструментов. По мере того, как шпиндель нагревается, он может увеличивать Zaxis от 0,01 мм до 0,1 мм. Мини-фреза 0,2 мм в этом шпинделе обычно имеет глубину резания 0,03 мм в твердом материале, и такой большой рост наверняка сломает ее.
Очевидно, что станок должен быть очень устойчивым, поскольку даже незначительные вибрации могут повредить очень маленький инструмент.Не так очевидно, но не менее важно, управляющее программное обеспечение должно обеспечивать очень последовательные, равномерные движения подачи, чтобы предотвратить поломку инструмента.
Для успешного применения сверл и концевых фрез очень маленького размера необходимо хорошо разбираться в всех этапах процесса обработки.