ИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ | Энциклопедия Кругосвет
Содержание статьиИЗМЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ, специальные устройства, применяемые для точного определения размеров и других геометрических характеристик предметов. К таким устройствам относятся кронциркули, нутромеры и глубиномеры (в том числе соответствующие микрометрические приборы и штангенприборы), щупы, индикаторные приборы, уровни и отвесы, линейки и угольники.
Микрометры, нутромеры и глубиномеры.
Некоторые часто встречающиеся размеры, например диаметр цилиндра, диаметр и глубину отверстия, невозможно точно измерить, прикладывая к детали обычную измерительную линейку. Но можно «взять» диаметр или глубину отверстия при помощи кронциркуля-нутромера или глубиномера, а затем измерить взятое расстояние по линейке или штриховой мере. Для повышения точности таких измерений применяются кронциркули прямого отсчета, снабженные шкалой, а также микрометры и штангенприборы того же назначения.
Штангенциркуль позволяет отсчитывать диаметр непосредственно и с высокой точностью. Неподвижная основная шкала британского штангенциркуля имеет 50 делений на дюйм, а подвижная шкала нониуса – всего 20 делений. Сумма этих 20 делений равна сумме 19 делений основной шкалы.
Щупы.
В тех случаях, когда требуется измерять очень малые расстояния, например, лишь в несколько раз превышающие толщину бумаги, применяются наборы пластинок-щупов – плоских и клиновых. Измерения проводятся по принципу «проходит – не проходит». В измеряемый зазор вводят одну за другой пластинки набора, пока не дойдут до такой ситуации, когда одна из пластинок едва входит в зазор, а следующая уже не входит. Клиновый щуп осторожно вдвигают в зазор до тех пор, пока он не остановится, после чего считывают указанную на лицевой поверхности щупа его толщину.
Индикаторные приборы.
Часто важное значение имеет степень эксцентричности вала, который в идеале должен вращаться вокруг своей геометрической осевой линии. Для такого контроля пользуются индикаторными приборами. Индикаторный прибор закрепляют рядом с валом так, чтобы его подвижный измерительный стержень касался поверхности проверяемого вала. При вращении вала этот стержень, прижимаемый к поверхности вала пружиной, поднимается и опускается в соответствии с биениями вала. Перемещение стержня увеличивается рычажным механизмом прибора и преобразуется в поворот стрелки по круговой шкале индикатора. Индикаторные приборы показывают биения, измеряемые тысячными и десятитысячными долями (дюйма, сантиметра).
Уровни и отвесы.
В строительном деле, а также при монтаже и наладке механического оборудования принято выверять основные оси и плоскости на параллельность или перпендикулярность направлению действия силы тяжести. Для этого пользуются такими устройствами, как уровни и отвесы. Отвес представляет собой груз, подвешенный на нити. Опустив отвес возле какого-либо элемента конструкции, который должен быть вертикальным, можно невооруженным глазом проверить, действительно ли контролируемый край этого элемента параллелен нити отвеса. Точность при таком методе зависит от того, насколько симметричен груз относительно точки закрепления нити.
Отвес представляет собой груз, подвешенный на нити. Опустив отвес возле какого-либо элемента конструкции, который должен быть вертикальным, можно невооруженным глазом проверить, действительно ли контролируемый край этого элемента параллелен нити отвеса. Точность при таком методе зависит от того, насколько симметричен груз относительно точки закрепления нити.
Уровень – это линейка с закрепленной на ней слегка искривленной герметичной стеклянной ампулой. Ампула длиной несколько сантиметров наполнена спиртом так, что в ней остается пузырек (воздуха или другого газа). Когда ампула строго горизонтальна, пузырек занимает среднее положение, отмеченное на ее стенке. Линейку кладут на контролируемую деталь (например, фундаментную плиту) и регулируют ее наклон, добиваясь, чтобы пузырек занял среднее положение. Закрепив ампулу на линейке так, чтобы ее осевая линия была перпендикулярна линейке, можно проверять вертикальные детали.
Линейки и угольники.
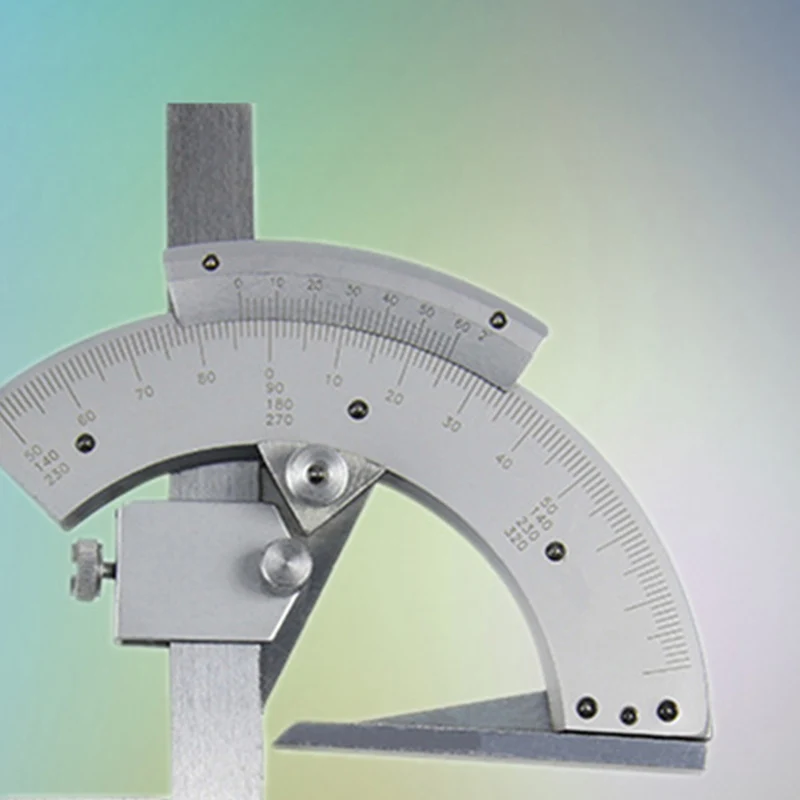
При разметке обрабатываемой детали обычно пользуются измерительными и поверочными линейками и угольниками. Угол между аншлагом и линейкой угольника чаще всего равен 90°, но бывают и угольники с углом 45°. В тех случаях, когда требуются другие углы, применяются угломеры с транспортирами, в которых угол установки угольника плавно регулируется.
Угол между аншлагом и линейкой угольника чаще всего равен 90°, но бывают и угольники с углом 45°. В тех случаях, когда требуются другие углы, применяются угломеры с транспортирами, в которых угол установки угольника плавно регулируется.
Измерительные инструменты – Машиноведение
Измерительные инструменты
Категория:
Машиноведение
Измерительные инструменты
Изготовление взаимозаменяемых деталей с требуемой точностью возможно при наличии точных измерительных инструментов. Измерительные инструменты делятся на многомерные (универсальные), с помощью которых определяют различные размеры детали (линейка, штангенциркуль, микрометр), и одномерные, т. е. измеряющие определенные размеры деталей (скобы, калибры, шаблоны).
Контрольно-измерительные операции сводятся к измерению длин (наружные и внутренние диаметры, расстояния между различными точками и поверхностями) и углов. Для измерения длин служат линейки, рулетки, штангенциркули, глубиномеры, микрометры, щупы, измерительные плитки и индикаторы. При измерении углов пользуются угольниками, угломерами, инструментальными микроскопами.
При измерении углов пользуются угольниками, угломерами, инструментальными микроскопами.
Линейки применяются для грубых измерений длины. Они изготовляются из стальной ленты, имеют обычно миллиметровые деления (иногда до 0,5 мм) и при условии правильного пользования позволяют производить измерения с точностью до 0,5 мм.
Для измерения больших длин применяют складные метры и рулетки.
Штангенциркули дают значительно большую точность измерений (0,1—0,02 мм). Они широко применяются в машиностроении для измерения наружных и внутренних размеров деталей, а также глубины отверстий.
Штангенциркуль состоит из штанги с основной шкалой, имеющей миллиметровое деление, и губки (1 и 2). По штанге может передвигаться рамка с губками (3 и 9) и глубиномером. Винт служит для закрепления рамки на штанге.
Отсчет размеров производится по миллиметровой линейке на штанге и шкале на рамке, называемой нониусом. Целое число миллиметров отсчитывается на основной шкале (миллиметровая линейка) до нулевого деления нониуса, доли миллиметра — на нониусе.
На рисунке 1 показан штангенциркуль, измеряющий с точностью до 0,1 мм. Нониус штангенциркуля устроен следующим образом: десять делений шкалы нониуса имеют длину 19 мм, отсюда каждое деление нониуса меньше миллиметрового деления штанги на 0,1 мм. Если длина измеряемой детали равна целому числу миллиметров, то нулевое деление нониуса точно совпадает с соответствующим этой длине миллиметровым делением на штанге. Если же длина детали несколько более целого числа миллиметров, то нулевое деление нониуса не совпадет с миллиметровым делением на штанге. Таким образом, при измерении предмета количество целых миллиметров указывается нулевым делением нониуса, а деление нониуса, совпадающее с одним из делений на штанге, определяет количество десятых долей. На рисунке 176 приведен пример
Микрометры дают еще более высокую точность измерений (до 0,01 мм).
Микрометр состоит из скобы, во втулке которой вращается однозаходный микрометрический винт. Этот винт соединен с гайкой, имеющей шаг резьбы 0,5 мм, поэтому за один оборот он перемещается на 0,5 мм. На боковой поверхности втулки нанесены деления через 0,5 мм каждое. Окружность гильзы, соединенной с винтом, разделена на 50 равных частей, поэтому поворот ее на одно деление перемещает винт на 0,01 мм. Измеряемая деталь помещается между пяткой и винтом и вращением трещотки отсчета размера 27,7 мм: нулевое деление нониуса показывает 27 мм, а с делением на штанге совпадает седьмое деление нониуса. Следовательно, размер, полученный на штангенциркуле, равен 27,7 мм.
На боковой поверхности втулки нанесены деления через 0,5 мм каждое. Окружность гильзы, соединенной с винтом, разделена на 50 равных частей, поэтому поворот ее на одно деление перемещает винт на 0,01 мм. Измеряемая деталь помещается между пяткой и винтом и вращением трещотки отсчета размера 27,7 мм: нулевое деление нониуса показывает 27 мм, а с делением на штанге совпадает седьмое деление нониуса. Следовательно, размер, полученный на штангенциркуле, равен 27,7 мм.
Рис. 1. Штангенциркуль.
1 — скоба; 2 — пятка; 3 — винт; 4 — втулка; 5 — гайка; 6 — гильза; 7— трещотка.
Рис. 2. Микрометр:
Рис. 3. Индикатор.
Микрометры изготовляются для измерения деталей длиной от 0 до 25 мм, от 25 до 50 мм и так далее до 1000 мм.
Индикаторы служат для проверки „биения” (эксцентричности) деталей, параллельности поверхностей и отклонений от заданных размеров. Устройство их и работа показаны на рисунке 178, где представлены общий вид (а) и кинематическая схема (б) индикатора, дающего точность отсчета 0,01 мм. Главной частью индикатора является измерительный стержень с зубчатой рейкой.
Главной частью индикатора является измерительный стержень с зубчатой рейкой.
При движении измерительного стержня начинают вращаться укрепленные на оси зубчатые колеса Zx и Z2. Колесо Z3 приводит во вращение стрелку индикатора, укрепленную на нем.
Спиральная пружина и зубчатое колесо Z4 возвращают измерительный стержень в первоначальное положение. Передаточные числа зубчатых колес подобраны так, что при перемещении стержня на 0,1 мм стрелка индикатора передвигается на одно деление. Более точные индикаторы измеряют с точностью до 0,002 и 0,001 мм.
Малые промежутки (зазоры) между поверхностями собранных деталей измеряются щупами.
Щупы представляют собой наборы плоскопараллельных стальных пластинок из 8—16 штук различной толщины (от 0,03 до 1
мм). Такими щупами измеряют зазоры между клапанами и толкателями в автомобильных и авиационных двигателях и т. п. На рисунке 179 изображен щуп № 1 с пластинкам:! от0,03 до 0,1 мм толщиной. При измерении пластинка должна проходить в зазор между деталями с легким трением.
Для проверки размеров большого количества одинаковых деталей универсальные измерительные инструменты уже неудобны, так как на их установку и отсчет размеров уходит слишком много времени. В этих случаях применяют специальные измерительные инструменты калибры.
Рис. 4. Щуп.
Рис. 5. Пробка.
Для контроля размеров цилиндрических отверстий служат предельные калибры — пробки. Одна сторона калибра имеет наименьший допустимый размер и обозначается буквами „Пр.”, т. е. „проходной”. Под действием силы собственного веса она должна проходить в отверстие. Вторая сторона имеет наибольший допустимый размер и обозначена буквами „Не.”, т. е. „пепроходной”. Если в отверстие контролируемой детали проходит „проходная” сторона калибра и не проходит „пепроходная”, то это значит, что отклонения размеров отверстия от номинального находятся в пределах допуска.
Рис. 6. Скоба.
Для измерения диаметров валов применяют калибры — скобы. Для удобства их делают часто односторонними. В этом случае при контроле необходимо только один раз одеть скобу на вал, чтобы убедиться, годен он или нет. Против „проходной” и „непроходной” частей также проставлены обозначения „Пр.” и „Не.”.
Для удобства их делают часто односторонними. В этом случае при контроле необходимо только один раз одеть скобу на вал, чтобы убедиться, годен он или нет. Против „проходной” и „непроходной” частей также проставлены обозначения „Пр.” и „Не.”.
Для контроля размеров резьбовых изделий применяются резьбовые калибры для внутренней резьбы в гайках и резьбовые кольца для наружной резьбы на винтах.
Рис. 7. Молоток с квадратным бойком.
Рис. 8. Циркуль разметочный.
Реклама:
Читать далее:
Контрольные вопросы по машиноведению
Статьи по теме:
Ручной измерительный инструмент всех видов: слесарный, строительный
Ручной измерительный инструмент используется преимущественно для строительных работ. Он позволяет добиться высокой точности расположения поверхностей. В нашем каталоге представлен большой ассортимент строительного измерительного инструмента различного класса точности: от самого грубого (строительные уровни) до самого точного (микрометры).
Виды ручного измерительного инструмента
- Строительный уровень – предназначен для выявления отклонений вертикальных и горизонтальных конструкций, используется при строительстве, монтаже, ремонте, сборке мебели. Принцип работы с ним заключается в выравнивании по уровню жидкости в колбах, расположенных внутри линейки (пузырьковый коробчатый уровень) или закрепленных на концах соединительного шланга (гидроуровень).
- Линейка – простейшее приспособление для нанесения разметки при раскрое заготовок из дерева, металла, пластика. Как правило, имеет шкалу от 15 до 100 см с ценой делений в 1 мм, от длины линейки зависит то, с какими по величине деталями можно работать. Также она пригодится при построении чертежей.
- Рулетка – используется для измерения расстояний между объектами, при разметке и отмеривании длин досок, полотен обоев, профилей. Имеет гибкое измерительное полотно, которое сматывается в небольшой корпус, при этом длина мерной ленты может быть от 1 до 50 метров, что позволяет выбрать подходящее приспособление для разного рода работ.

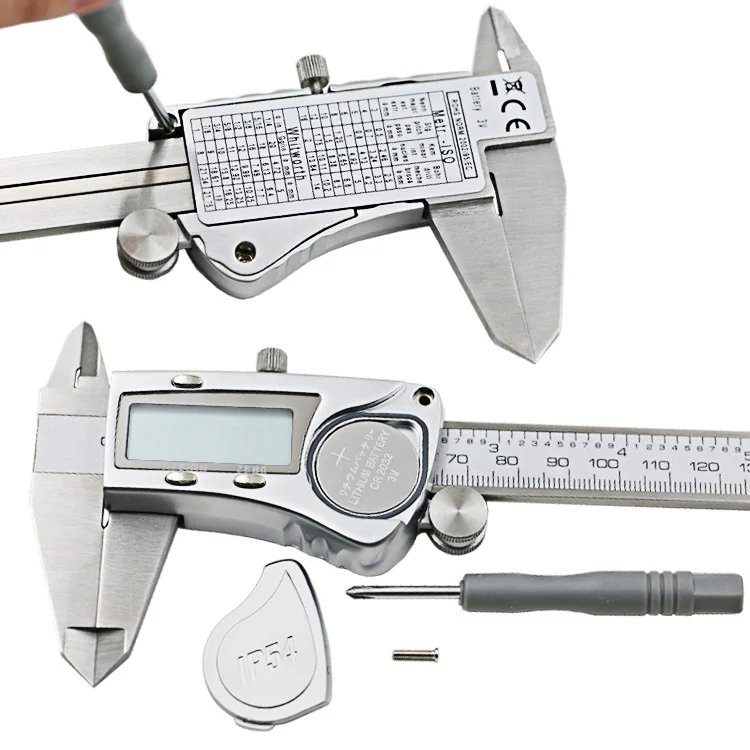
- Микрометр – это ручной измерительный инструмент для точной проверки наружных размеров заготовок, проводов и небольших деталей. Он состоит из D-образной скобы, в которой закреплена неподвижная пятка и подвижный винт. Между ними помещают деталь, вращением винта зажимают ее и по шкале определяют ее толщину с точностью до 0,01 или 0,001 мм.
- Штангенциркуль – применяется для определения внешних и внутренних размеров деталей, имеет подвижные губки и шкалу делений с шагом измерений в 0,1 или 0,05 мм.
В нашем интернет-магазине вы можете купить ручной измерительный инструмент ведущих производителей: ADA, Bahco, Bosch, FIT, MATRIX и других. Оформить заказ можно через сайт или по телефону (звонок бесплатный).
Инструменты для проведения замера – Строительный журнал Palitrabazar.ru
Измерительные инструменты: виды, применение, техника измерения
Штангенциркуль
Штангенинструмент- общее название средств измерения, имеющих в своей конструкции мерную штангу. Stange — стержень, прут (нем).
Stange — стержень, прут (нем).
Нониусный штангенциркуль, очень популярный измерительный инструмент в машиностроении и домашнем инструментарии.
Основным элементом штангенинструмента является штанга, на которую нанесена главная шкала, с шагом 1 миллиметр и скользящий по ней ползун, с расположенным на нем нониусом (еще одна шкала).
Нониусный штангенциркуль довольно универсальный инструмент, но его разновидности могут отличаться узкой специализацией:
- штангенрейсмас- измерительный инструмент, имеющий основание, которое и является началом шкалы. Измерения штангенрейсмасом производятся на мерном столе, к которому предъявляются технические требования.
- штангенглубиномер- измерительный инструмент, применяющийся для определения геометрических параметров отверстий, пазов, уступов и т.д.
- штангензубомер- измерительный инструмент применяющийся для определения толщины зубьев.
Конструкции нониусных штангенциркулей отличаются типоразмерами и характеристиками, формой подвижной рамки (ползуна), пределами измерения.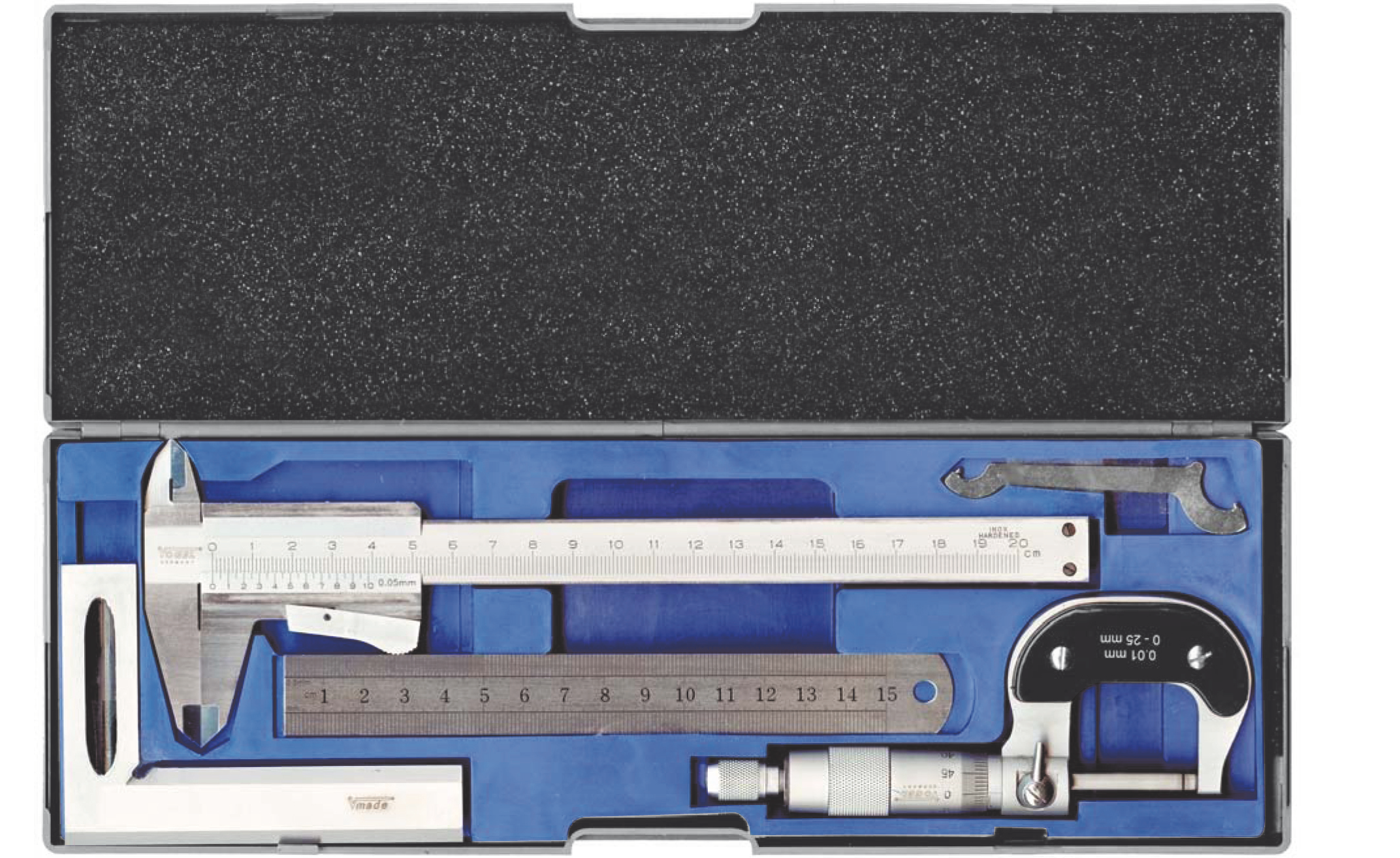
По исполнению, нониусные штангенциркули подразделяются на односторонние и двусторонние, с наличием глубиномера или без него.
Нониусные штангенциркули имеют предел измерения равный 0,1 миллиметра или 0,05 миллиметров. Предел измерения нониусной шкалы равен величине одного деления шкалы основной.
В процессе измерения, при помощи нониусного штангенциркуля, целое число миллиметров определяется по нулевому штриху на шкале нониуса, а количество десятых долей миллиметра определяется по полностью совпадающим штрихам на основной шкале и шкале нониуса.
Применение нониусного штангенциркуля
Для проведения качественного измерения нониусным штангенциркулем. необходимо удостовериться в его пригодности и работоспособности.
Точные рабочие поверхности инструмента (губки) должны быть без следов износа и повреждений, не перекошены. Рамка должна двигаться, но не шататься на основной штанге, рабочие поверхности не должны быть подвержены коррозии, риски и штрихи основной штанги и нониуса хорошо читаться.
Удостоверившись в отсутствии повреждений, коррозии, геометрической целостности и возможности корректного перемещения рамки, сомкните мерительные поверхности (губки) инструмента и посмотрите на просвет.
При отсутствии износа, губки должны плотно прилегать друг к другу, а нулевые штрихи нониуса и основной штанги должны полностью совпадать.
При смыкании рабочих мерительных поверхностей, просвет (согласно нормативам) не должен превышать 3-х микрон для мерительного инструмента с отсчетом по нониусу 0,05 миллиметра и 6-и микрон для мерительного инструмента с отсчетом по нониусу 0,1 миллиметра.
Техника измерения нониусным штангенциркулем
Измеряемую поверхность предварительно очищают и удостоверяются в возможности качественного проведения измерения. Для проведения измерения, инструмент удерживают в правой руке, при этом подвижная рамка перемещается большим пальцем.
После разведения мерительных поверхностей на расстояние необходимое для помещения измеряемой детали, инструмент смыкают, с небольшим усилием.
Критично важно правильное расположение инструмента для достижения минимально возможного значения ( для наружного измерения) и максимально возможного ( для внутреннего). То есть расположение инструмента должно быть строго перпендикулярно измеряемой поверхности.
Проведение измерений глубиномером проводится непосредственным опиранием торца штанги инструмента на плоскость детали и нажатием на подвижную рамку.
В результате нажатия, измерительный щуп выдвинется на возможную глубину.
В случае проведения разметочных работ, в штангенциркулях предусмотрена дополнительная рамка (микрометрическая подача), связанная с основной рамкой винтовой подачей, для точного перемещения.
Основная и дополнительная рамки имеют возможность жесткой фиксации на главной штанге с целью избежания случайного перемещения.
Линейка измерительная металлическая
Трудно ошибиться, если предположить, что первым измерительным инструментом, с которым знакомится человек, это измерительная линейка, во всех своих проявлениях (портняжный метр, геометрический треугольник и т. д.).
д.).
Простота и доступность в использовании, делают её самым распространенным измерительным инструментом, правда для не очень точных значений.
При изготовлении поверхность линейки оснащают одной или двумя измерительными шкалами, а само производство и параметры регламентируются ГОСТом.
Согласно ГОСТа 427-75 от 1975 года (который актуален до сих пор), линейки должны изготавливаться со следующими пределами измерений:
Внимательным ГОСТом, также регламентируется параметры наносимых миллиметровых, полусантиметровых, сантиметровых штрихов, а также диаметр отверстия под гвоздик.
Производят измерительные металлические линейки из стальной холоднокатанной термообработанной ленты с полированной поверхностью группы прочности 1П и 2П, с последующим гальваническим хромированием.
Нулевое значение шкалы ( начало отсчета) совпадает с одним из торцов, тогда как второй скруглен и оснащен отверстием (предположительно, под гвоздик, для удобства хранения).
Каждая пяти миллиметровая риска (в сантиметре), для удобства считывания, изготовляется немного выше, своих миллиметровых собратьев, а десятая делается еще выше и получает цифровое обозначение.
Просвет между поверочной плитой и плоскостью линейки, положенной на плиту шкалой вверх, не должен превышать 0,5 мм для линеек с длиной шкалы 150, 300, 500; 0,7- для линеек с длиной шкалы 1000 мм и 1 миллиметр просвета для линеек более одного метра.
Допускаемое отклонение размеров шкалы метровой металлической линейки- +/- 0,2 миллиметра.
Эксплуатация металлической измерительной линейки
Совпадение нулевой отметки (начало отсчета) с торцом линейки позволяет проводить измерение отверстий, пазов, выступов, ступеней и не требующие высокой точности осевые расстояния.
Простота использования измерительной металлической линейки позволяет производить замеры методом прикладывания. Нередко исследуемый предмет фотографируют совместно с линейкой, чтобы впоследствии ориентироваться в геометрических параметрах.
Для определения межосевого расстояния отверстий с одинаковыми диаметрами ( если конструкция детали позволяет приложить измерительный инструмент к плоскости), линейкой замеряют расстояние одноименных поверхностей ( правые края отверстий, левые края отверстий), стараясь, чтобы измерение происходило через центры.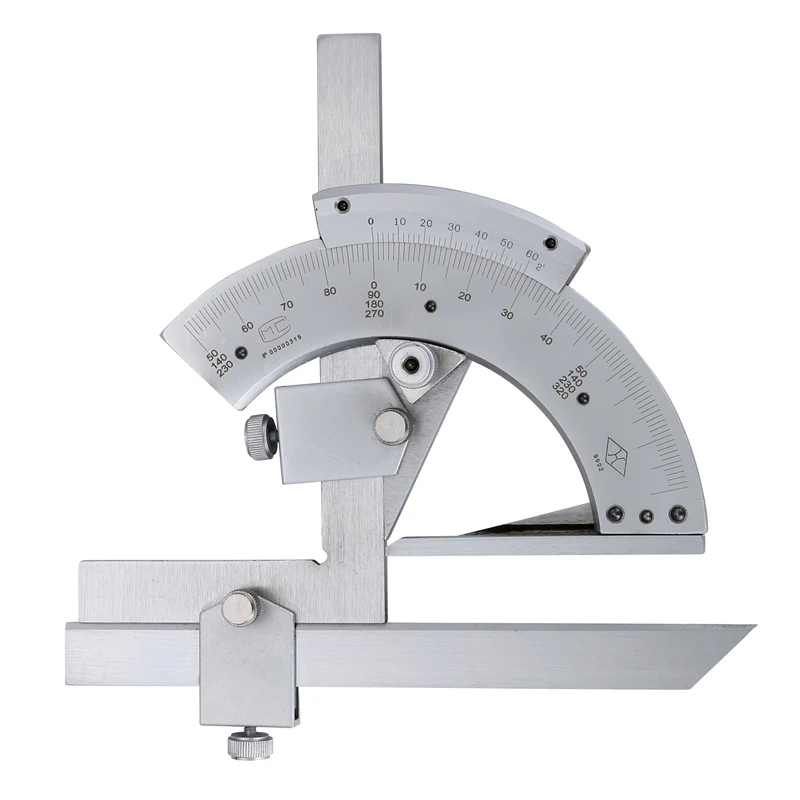
Угольники поверочные
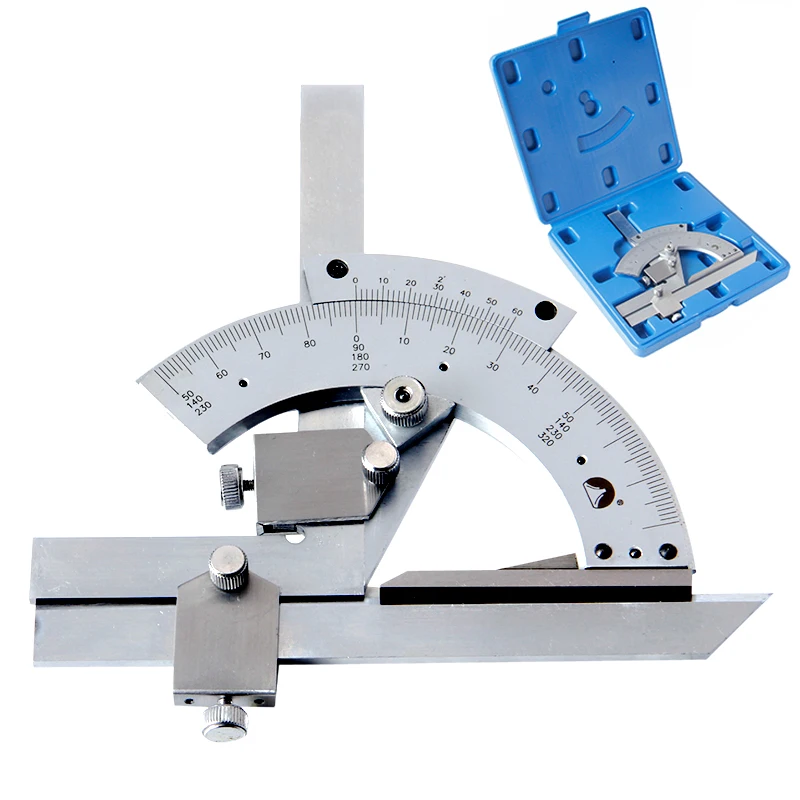
Измерение угловых величин, дисциплина к которой иногда приходится обращаться в строительстве или машиностроении.
В качестве измерительного инструмента для этих целей используют универсальные угловые измерители ( с возможностью устанавливать угловые величины) или специализированные поверочные угольники.
При проектировании, конструкторы чаще выбирают целые угловые величины 30, 45,
60, 90, 120 градусов.
Для нанесения разметки, поверки или определения углов, используют:
- угольник столярный;
- угольник плотницкий,
- угольник комбинированный;
- угломеры;
- транспортиры;
- уровень угломеры;
- угольник-уровень;
- уровни угловые и т.д.
При поверке прямых углов применяют угольники.
Угольники у которых сторона не превышает 500 миллиметров, изготавливаются из цементируемой стали с последующей термообработкой и цементацией поверхности.
Угольники поверочные подразделяются на классы точности:
- нулевой класс точности;
- первый класс точности;
- второй класс точности;
- третий класс точности.
Самый точный — нулевой.
Микрометр механический
Механические микрометры, являются универсальным инструментом, для точных измерений контактным методом. Точность измерения микрометров — от 0,002 до 0,05 миллиметра (в зависимости от параметров измерения и класса точности).
Конструкция механического микрометра
Конструктивно, механический микрометр, представляет собой скобу, подковообразной формы.
С одной стороны скобы размещается измерительная пятка, а с другой, собственно механизм микрометра ( стебель).
Стебель состоит из:
- барабан с трещоткой;
- микрометрический винт;
- стопор.
Главные элементы измерительного устройства, это микрометрический винт и микрометрическая гайка.
Винтовая микрометрическая пара преобразовывает угловое перемещение барабана в линейное перемещение микрометрического винта.
Полные обороты отсчитываются по шкале, нанесенной на стебле микрометра, а доли оборота, отсчитывают по круговой шкале нанесенной на барабан.
Из-за трудности изготовления точной винтовой пары на большой длине, оптимальным считается перемещения винта в гайке только на длину не более 25 миллиметров.
По этой причине, для измерения, изготовляют несколько типоразмеров микрометров, с шагом 25 миллиметров:
Предельный диапазон измерений самого большого микрометра заканчивается на трёх метрах.
При измерении длин более 25 миллиметров, применяется микрометры со сменными пятками, а установка такого микрометра на ноль производят при помощи концевых мер.
Измерение микрометром
Деталь зажимают между измерительными плоскостями, применяя постоянное осевое усилие которое обеспечивается храповым механизмом (трещоткой).
Вращение микровинта следует прекратить после трёх щелчков.
При измерении с помощью механического микрометра, правильно, удерживать его за скобу.
Выставленный размер на микрометре можно зафиксировать, а после измерительных работ необходимо поверить инструмент при помощи эталона.
Универсальный измерительный инструмент
Рис. 1. Универсальные измерительные инструменты: а – мерная металлическая линейка; б -штангенциркуль; в – кронциркуль нормальный;
г – нутромер нормальный; д – штангенглубиномер;
е – угломер универсальный; ж – угольник плоский на 90′
К универсальным измерительным инструментам для контроля размеров, используемым в слесарном деле, относятся складная мерная металлическая линейка или металлическая рулетка, штангенциркуль универсальный, кронциркуль нормальный для наружных замеров, нутромер нормальный для измерения диаметра, простой штангенглубиномер, угломер универсальный, угольник на 90°, а также циркули (рис. 1).
К простым специальным инструментам для контроля размеров, используемым в слесарном деле, относятся линейка угловая с двух сторонним скосом, линейка прямоугольная, шаблон резьбовой, щуп, пробка сборная односторонняя, пробка двухсторонняя предельная, скоба предельная односторонняя и скоба предельная двухсторонняя (рис. 2).
2).
Универсальный штангенциркуль – это мерный инструмент, служащий для внутренних и наружных измерений длины, диаметра и глубины. Он состоит из направляющей штанги, выполненной заодно с губкой, имеющей две опорные поверхности (нижнюю – для наружных и верхнюю – для внутренних замеров), ползуна, который составляет одно целое с нижней подвижной губкой для наружных измерений и верхней подвижной губкой – для внутренних измерений, зажимной рамки и выдвигающейся рейки глубиномера. На направляющей штанге нанесены миллиметровые деления.
Рис. 2. Простые специальные инструменты для контроля размеров: а – линейка угловая с двухсторонним скосом; б – линейка прямоугольная; в -шаблон резьбовой; г – щуп; д – пробка сборная односторонняя; е – пробка сборная двухсторонняя предельная; ж – скоба предельная односторонняя; з – скоба предельная двухсторонняя
На нижней части ползуна даны деления нониуса. Штангенциркули односторонние и двухсторонние отличаются от штангенциркуля универсального конструкцией. Диапазон измерений штангенциркулей разных размеров от 0 до 2000 мм.
Диапазон измерений штангенциркулей разных размеров от 0 до 2000 мм.
Нониус – это деления, нанесенные на нижней части ползуна штангенциркуля. При отсчете при помощи нониуса к числу целых делений штанги, расположенных ниже нуля шкалы нониуса, следует прибавить число десятых или сотых долей миллиметра, которое соответствует числу интервалов на шкале нониуса до штриха этой шкалы, совпадающего с одним из штрихов шкалы штанги. В зависимости от градуировки нониуса штангенциркулем можно измерять размеры с точностью 0,1, 0,05 или 0,02 мм. Штангенциркуль с точностью измерений до 0,1 мм имеет нониус с десятью делениями на длине 9 мм, т. е. расстояние между делениями нониуса составляет 0,9 мм. Штангенциркуль с точностью измерений до 0,05 мм имеет нониус с двадцатью делениями на длине 19 мм, т. е. расстояние между делениями нониуса составляет 0,95 мм. Штангенциркуль с точностью измерений до 0,02 мм имеет нониус с пятьюдесятью делениями на длине 49 мм, т. е. расстояние между делениями равно 0,98 мм.
Кронциркуль – это мерный инструмент, используемый в слесарном деле для снятия и переноса размеров детали на масштаб. Различают следующие виды кронциркулей и нутромеров: нормальные для наружных или внутренних замеров; пружинные для наружных или внутренних замеров. В кронциркуле может быть шкала для внутренних замеров.
Циркуль служит для вычерчивания окружностей, кривых линий или для последовательного переноса положения точек на линии при разметке деталей. Различают пружинные циркули и циркули с дуговым установом.
Шаблон угла, называемый угольником, служит для проверки или вычерчивания углов на плоскости обрабатываемого изделия. Угольники бывают плоские (обычные и лекальные), а также плоские с широким основанием. Угольник на 90° – это стальной шаблон прямого угла. Часто, используются стальные угольники с углом 120°, 45° и 60°.
Прямоугольные и граненые линейки являются простым слесарным вспомогательным инструментом для проверки плоскостности или прямолинейности поверхности. К прямоугольным линейкам относятся сплошные прямоугольные, с широкой рабочей поверхностью двутаврового сечения и линейки-мостики с широкой рабочей поверхностью. Граненые линейки бывают с двухсторонним скосом, трехгранные, четырехгранные. Граненые линейки выполняются с высокой точностью.
К прямоугольным линейкам относятся сплошные прямоугольные, с широкой рабочей поверхностью двутаврового сечения и линейки-мостики с широкой рабочей поверхностью. Граненые линейки бывают с двухсторонним скосом, трехгранные, четырехгранные. Граненые линейки выполняются с высокой точностью.
К шаблонам, которые часто использует слесарь, относятся угольники, шаблоны для резьбы, щупы, шаблоны для фасонных поверхностей.
Не нашли то, что искали? Воспользуйтесь поиском:
Инструменты и приборы для обмера помещения
Набор инструментов замерщика зависит от задачи, которая перед ним стоит. Рассмотрим перечень основных инструментов, которые используются для интерьерных обмеров.
1.Самый простой, но один из самых важных, папка или планшет с листами бумаги, а также карандаш для ведения записей. Именно карандаш, так как сделанные им записи легче исправить, если была допущена ошибка.
Можно найти много разных видов планшетов, но люди, имеющие опыт работы в сфере обмеров помещений, рекомендуют обращать внимание на планшеты размера А4, имеющие верхний зажим и крышку.
 Причем крышка – обязательный атрибут, она не только защищает листы от загрязнения, но и добавляет жесткости папке.
Причем крышка – обязательный атрибут, она не только защищает листы от загрязнения, но и добавляет жесткости папке.2. Рулетка с метражом 5 и 10 метров. Метраж зависит от задач, которые предстоит решить.
Выбирая рулетку, нужно руководствоваться такими параметрами:
-проверяйте точность измерения рулеткой, не все производители выпускают точные приборы;
-измерительное полотно рулетки должно быть достаточно жестким. Идеально, если полностью разложенная рулетка поднята вверх и при этом она не сгибается;
-рулетка должны быть достаточно легкой, так как это лишь один из инструментов, которые нужно иметь при себе во время проведения обмеров.
3.Лазерная рулетка или дальномер.
Измерительные приборы, оснащенные лазером, делятся на типы:
— Лазерные рулетки, дальномеры, которые используются для измерения расстояния. Нашли широкое применение в инженерной геодезии (когда строятся пути сообщения, гидротехнические сооружения, линии электропередач и т. д.), при проведении топографической съемки, в военном деле, при проведении астрономических исследований, в фотоделе. Принцип действия основан на проведении измерения времени, за которое волна соответствующего диапазона проходит от дальномера до второй точки линии, которая измеряется, и обратно. Будьте внимательны, так как могут возникать ошибки, которые возникают, если луч сталкивается с пылевыми частицами, а также частицами жидкости или газа.
д.), при проведении топографической съемки, в военном деле, при проведении астрономических исследований, в фотоделе. Принцип действия основан на проведении измерения времени, за которое волна соответствующего диапазона проходит от дальномера до второй точки линии, которая измеряется, и обратно. Будьте внимательны, так как могут возникать ошибки, которые возникают, если луч сталкивается с пылевыми частицами, а также частицами жидкости или газа.
Для проведения внутренних работ рекомендуется применять приборы, имеющие расчетную длину от 100 метров.
— Традиционным строительным инструментом, в который встроен лазерный маркер, является лазерный уровень. С его помощью легко достичь большей точности измерения по сравнению с обычным уровнем, поскольку появляется возможность при помощи лазерного луча увеличить профиль уровня в пространстве. Перенести любой уровень (стены, подоконника, радиатора отопления) очень просто, достаточно приложить лазерный уровень к проецируемой поверхности. После включения лазерной указки, которая встроена в уровень, она укажет на нужную точку на противоположной стене. Существует 2 типа лазерного уровня:
Существует 2 типа лазерного уровня:
1) водяной, его вертикальность/горизонтальность устанавливается за счет обычных водяных уровней.
2) гироскопический – выставление уровня происходит автоматически и зависит от уровня горизонта.
— Тахеометр представляет собой оптоэлектронный геодезический прибор, который позволяет проводить любые угломерные замеры, одновременно измеряя расстояния. При этом по полученным данным он производит инженерные вычисления. Вся полученная информация сохраняется в памяти прибора или передается на ПК для возможности дальнейшей обработки. Этот прибор соединяется в себе теодолит и дальномер. С его помощью можно рассчитывать площади и объемы участков, измерять высоты, к которым сложно подступиться, делать измерения и расчеты координат, замерять наклонные расстояния, превышения точек и т.д.
— Одним из самых старых приборов для проведения измерительных работ является теодолит. С его помощью измеряются горизонтальные и вертикальные углы. На любой стройплощадке не обходятся без теодолита, более того, он тут является практически основным измерительным прибором. Сегодня существуют оптические и электронные теодолиты.
На любой стройплощадке не обходятся без теодолита, более того, он тут является практически основным измерительным прибором. Сегодня существуют оптические и электронные теодолиты.
— Ротационные и стационарные нивелиры, которые используют для того, чтобы определить наличие превышения между точками или для выноса проектных отметок в реальность. Существуют ротационные и стационарные приборы. Первые предназначены для ведения внешних работ, их вращающийся горизонтальный луч задает плоскость.
Какие бывают измерительные инструменты?
Измерительный инструмент — это широкое понятие, обозначающее класс устройств, позволяющих устанавливать количественные соотношения каких-либо параметров в сравнении с эталоном. В научной деятельности измерения связаны с определением числовых характеристик самых разных величин: массовых, индукционных, спектральных.
В производстве измерительные инструменты и приборы применяются с целью сравнения преимущественно геометрических характеристик изготавливаемого изделия с заданным образцом.
Точность и погрешность
Основной характеристикой измерительных инструментов и приборов является точность. Под этим понятием подразумевают ту величину отклонений от истинных значений, которая возникает в результате погрешности измерений. В различных отраслях промышленности требования к точности отличаются. В деревообработке и производстве строительных металлоконструкций допускается погрешность в 1 мм, при слесарных операциях — 0,1-0,05 мм, в точном машиностроении величина отклонений может составлять 0 мкм.
На точность измерений влияет физическое состояние инструмента. Для определения износа выполняется поверка измерительного инструмента — операция по выявлению степени несоответствия мерителей заданным характеристикам. Основные методы поверки, которые используют для оценки работоспособности механического инструмента, — методы непосредственного сличения и прямых измерений. В этих случаях для поверки применяют контрольно измерительные инструменты для разметки. Это приборы, аналогичные по конструкции, параметры которых выверены.
Основное требование к точности заключается в том, чтобы с помощью измерений придать сопрягаемым деталям ту форму, которая нужна для их конструктивного взаимодействия. Точность измерения гладкости обойм и шариков в подшипниках должна быть на таком уровне, чтобы обеспечить высокую скорость вращения. При сборке рамы, деревянные детали которой не должны двигаться относительно друг друга, достаточно добиться их плотного прилегания.
Большое значение для точности имеют физические свойства обрабатываемых материалов, их способность менять параметры в зависимости от климатических условий. Отсюда вывод: столярный инструмент, измерительные приспособления токаря, слесаря и плотника имеют разную точность.
Классы, виды, типы измерительного инструмента
В первую очередь все измерители классифицируют по характеру использования. Наиболее обширный класс — это универсальный инструмент. Сюда относят все приборы общего пользования — те, что применяются во всех отраслях и сферах деятельности.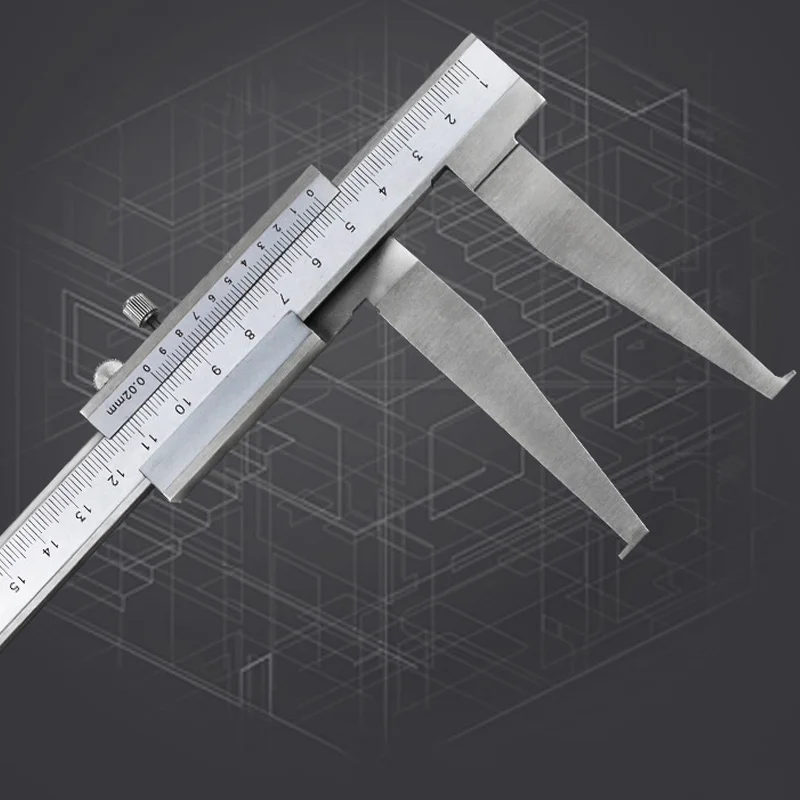
Измерители общего назначения отличаются взаимозаменяемостью, их выдача осуществляется без ограничений. Приборы часто находятся в личном пользовании мастеров. Специальный инструмент — принадлежность отдельных производств и технологических комплексов. К этому классу относятся приборы, применяющиеся для измерения специфических параметров: гладкости поверхности, ее твердости. Могут использоваться для определения параметров отдельных изделий, например шестерен. Характер пользования и хранения таких средств, как правило, носит режимный характер. Например, в ракетостроении мерительные приборы ежедневно перед выдачей поверяются метрологами.
Кроме того выделяют:
- инструменты для измерения и разметки;
- ручной и механический инструмент;
- металлический, пластиковый и деревянный.
Различают виды измерительных инструментов по технологическому признаку, например слесарный инструмент. К этому виду относятся такие типы: штангенциркуль, микрометр, щупы, линейки поверочные и разметочные. Еще один вид — столярный инструмент.
Еще один вид — столярный инструмент.
Наиболее популярные типы здесь представлены угольником, малкой, рейсмусом, кронциркулем. Строительные инструменты — это рулетки, спиртовые уровни, складные метры. Многие приборы являются универсальными: ими пользуются мастера всех инженерных профессий.
Измерители, применяемые в металлообработке
Наиболее распространенный универсальный измерительный прибор — линейка. Разметочной линейкой пользуются все специалисты, независимо от профиля. К более специфическому множеству мерных устройств относятся поверочные линейки. Их используют для выявления отклонений изделий по плоскости. Величину отклонений определяют с помощью калиброванных щупов — металлических пластин, толщина которых колеблется от 0,01 мм до нескольких мм. С помощью специальных линеек модельщики определяют усадочный размер горячих слитков.
В сфере металлообработки для измерения линейных характеристик используются два основных вида приборов:
- штриховой прибор с нониусом;
- микрометрический инструмент винтового типа.

Вернуться к оглавлению
Штриховые приборы с нониусными шкалами
Наиболее популярным представителем этого класса является штангенциркуль. Конструктивно прибор представляет собой штангу из твердого сплава, которая с одного конца заканчивается губкой. На поверхности штанги нанесена метрическая шкала с ценой деления 1 мм. По желобу штанги перемещается каретка: один ее конец заканчивается губкой. На каретке нанесена штриховая шкала. В промышленности применяется несколько видов нониусов:
- на 9 или 19 делений — с точностью 0,1 мм;
- на 39 делений — с точностью 0,05 мм.
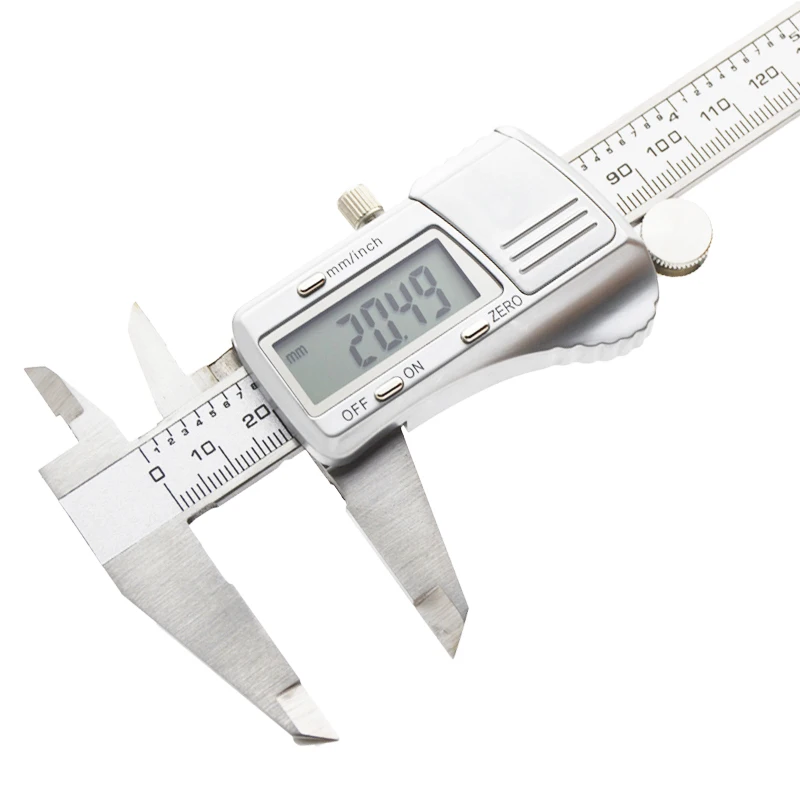
Разновидностью штангенинструментов являются мерители со стрелочным индикатором и приборы с цифровыми электронными датчиками. В первом случае поступательное движение во вращательное преобразуется системой шестерен с ползуном. Точность такого штангенциркуля повышается до 0,02 мм. Электронные устройства обеспечивают измерения с точностью 0,01 мм. Штангельрейсмасс — подвид штангенциркуля, выполненный на стационарной подставке. Этот ручной прибор предназначен для измерения и нанесения разметки.
Этот ручной прибор предназначен для измерения и нанесения разметки.
Микрометрический инструмент — это винтовая пара с мелкой резьбой, к которой присоединена скоба с прецизионной пяткой. Поступательное движение винту сообщается с помощью двух вращающихся механизмов: барабана и трещотки. Порядок измерения:
- измеряемая деталь устанавливается между винтом и пяткой;
- барабан поворачивают до тех пор, пока деталь не соприкоснется с двух сторон с винтом и пяткой;
- трещоткой доворачивают механизм до полной фиксации детали.
Показания снимают с трех шкал. Первая расположена на стебле снизу: на ней виден примерный размер детали в миллиметрах. На шкале сверху видно, больше или меньше половины миллиметра составляет погрешность первого измерения. По шкале барабана отмечают точное значение сотых долей миллиметра. Итоговый размер детали равен сумме данных со всех шкал.
Обработка древесины
Разметочно-измерительный инструмент для деревообработки включает:
- рулетки, линейки, складные метры;
- малки, кронциркули, нутромеры, рейсмус.
Первые три типа измерительных инструмента представляют собой ленточные, пластинчатые или консольные приборы, оснащенные метрической шкалой линейных мер. Каждая пятая риска миллиметровых делений увеличена на треть, каждая десятая — в полтора раза. Различаются общей длиной: линейка достигает 70-80 мм; рулетка — от 2 до 15. Столярный разметочный инструмент кронциркуль, нутромер, рейсмус.
В плотницком деле важным параметром является отношение детали к линии горизонта. Для определения вертикалей используется отвес — шнур с гирькой. Более универсальным устройством, показывающим угол отклонения от вертикалей и горизонталей, является гидроуровень, или ватерпас: линейка со стеклянными втулками, на 9/10 заполненными спиртом. Указатель — воздушный пузырек, который перемещается в жидкости.
Разметочные инструменты — это угольники, малка, ерунок. Эту группу отличает еще одна особенность — инструмент для измерения углов. Малка применяется для определения неплотностей между угловыми сочленениями. Ерунок позволяет вычерчивать углы размером 45 и 135°. Для вычерчивания линий, параллельных заданной плоскости, применяют рейсмус — колодку-кронштейн, в которой закреплены штанги с чертилками.
Ерунок позволяет вычерчивать углы размером 45 и 135°. Для вычерчивания линий, параллельных заданной плоскости, применяют рейсмус — колодку-кронштейн, в которой закреплены штанги с чертилками.
Перечисленными устройствами выбор инструмента не ограничивается. В отдельный класс выделен лазерный измерительный инструмент — достижение инженерии 21 века.
Измерительные инструменты – Ювелирное дело и драгоценные камни
Измерительные инструменты для ювелиров или серьезных мастеров, кому приходится иметь дело с точными замерами, имеют первостепен-ное значение: для подсчета конечного веса отливки, для изготовления накладок к уже имеющимся отливкам или оправы для камней. У меня всегда под рукой находится хотя бы один из них, когда я начинаю и заканчиваю работать над изделием.
В моделировании измерительные инструменты используются для трех целей: замера на плоских поверхностях, обмера объемныхдеталей по внешнему контуру и изнутри. Для измерения плоских поверхностей достаточно простой линейки. Лучше пластмассовой: она, в отличие от металлической, не царапает воск. Линейка должна быть с миллиметровыми делениями, поскольку именно эта единица измерения является стандартной в ювелирной промышленности. В более сложных измерительных инструментах миллиметровые деления даются вместе с дюймовыми.
Для измерения плоских поверхностей достаточно простой линейки. Лучше пластмассовой: она, в отличие от металлической, не царапает воск. Линейка должна быть с миллиметровыми делениями, поскольку именно эта единица измерения является стандартной в ювелирной промышленности. В более сложных измерительных инструментах миллиметровые деления даются вместе с дюймовыми.
Для наружных замеров (как, впрочем, и для внутренних) мы, естественно, пользуемся штангенциркулем (Рис. 2.15). Все штангенцир-кули действуют по одному принципу: линейка (штанга) с губками; одна губка составляет единое целое со штангой, а другая соединена с двигающейся по линейке рамкой. Купить их можно в магазине ювелирных или чертежных инструментов или в хозяйственном.Они бывают металлические или пластмассовые, а качество и сложность зависят от того, сколько вы можете заплатить. Одни снабжены стопорным винтом, позволяющим сохранить размер; другие — кру-глой шкалой, с которой очень легко считывать результат.У некоторых, более сложных и дорогих (до 175$), имеется даже очень точная шкала-дисплей. Тем не менее, хороший штангенциркуль — это все та же миллиметровая линейка с губками для внутренних замеров. Что же касается материала, то пластмасса, также хороша или даже лучше металла, по тем же причинам, да и дешевле процентов на двадцать. Однако помните: штангенциркуль тем лучше, чем точнее пригнаны его губки; сведенные вместе, они
Тем не менее, хороший штангенциркуль — это все та же миллиметровая линейка с губками для внутренних замеров. Что же касается материала, то пластмасса, также хороша или даже лучше металла, по тем же причинам, да и дешевле процентов на двадцать. Однако помните: штангенциркуль тем лучше, чем точнее пригнаны его губки; сведенные вместе, они
должны плотно смыкаться.Пластмассовые штан-генциркули очень хрупки — от нагрева их «ве-дет». Никогда не бросайте их в ящик с инстру-ментами. Один неточный замер может привести к катастрофе.
Единственным металлическим измерительным инструментом должен быть толщиномер (Рис. 2.16). Он представляет собой две ножки со шкалой, вверху заканчивающиеся губками и со-единенные винтом с пружинкой. Внерабочем со-стоянии пружина ослаблена, ножки разведены, а губки сжаты. Чтобы замерить что-то, нужно сжать пружину, тогда губки разойдутся, а ножки на шкале покажут размер. Для модельщика, имеющего дело с золотом, ежедневно поднима-ющимся в цене, толщиномер крайне необходим. Пользуются им для того, чтобы определить тол-щину стенок изделия и узнать, сколько «лишне-го» воска нужно «выбрать» изнутри; чем тоньше стенка, тем, разумеется, дешевле обойдется готовое изделие. Изогнутые губки специально предназначены для замеров в труднодоступных местах, например, внутри большого выпуклого кольца. Для таких колец стенка в 1 мм (прибли-зительно 1/25 дюйма) уже считается слишком толстой: общепринятый стандарт — 0,75 мм. И без толщиномера точно определить ее толщину практически невозможно.
Пользуются им для того, чтобы определить тол-щину стенок изделия и узнать, сколько «лишне-го» воска нужно «выбрать» изнутри; чем тоньше стенка, тем, разумеется, дешевле обойдется готовое изделие. Изогнутые губки специально предназначены для замеров в труднодоступных местах, например, внутри большого выпуклого кольца. Для таких колец стенка в 1 мм (прибли-зительно 1/25 дюйма) уже считается слишком толстой: общепринятый стандарт — 0,75 мм. И без толщиномера точно определить ее толщину практически невозможно.
К сожалению, этот инструмент предназначен для работы с металлом, поэтому для работ по воску нуждается в некоторой модификации. Но даже и в этом случае пользоваться им следует весьма осторожно. Изогнутые губки с плоской площадью контакта, хоть и предназначены специально для труднодоступных мест, однако, именно своей формой (если заточены под прямым углом), нередко мешают до них доби-раться. Кроме того, когда губки естественным образом защелкиваются пружиной, эти углы могут поцарапать воск. Пять минут работы на шлифовальном станке или полчаса старым на-пильником могут вполне поправить дело. На-ружные уголки нужно скруглить (Рис.2.16Ь), а площадь контакта губок с изделием – свести до минимума.
Пять минут работы на шлифовальном станке или полчаса старым на-пильником могут вполне поправить дело. На-ружные уголки нужно скруглить (Рис.2.16Ь), а площадь контакта губок с изделием – свести до минимума.
Контрольно-мерительные инструменты – Энциклопедия по машиностроению XXL
Контрольно-мерительные инструменты 201 [c.201]КОНТРОЛЬНО-МЕРИТЕЛЬНЫЕ ИНСТРУМЕНТЫ [c.201]
Прежде чем приступить к обмеру Деталей, нужно ознакомиться с измерительными инструментами и приемами, применяемыми при обмере. В 52 были рассмотрены некоторые специальные контрольно-мерительные инструменты. В настоящей главе дается описание различных универсальных измерительных инструментов, применяемых при обмере деталей. Эти инструменты изготовляются для измерения линейных размеров и величин углов. [c.217]
После термической и холодной обработки контрольно-мерительного инструмента из ХВГ и ХГ (рис.
 25) твердость его увеличивается до HR 60—64 (по материалам одного из заводов).
[c.67]
25) твердость его увеличивается до HR 60—64 (по материалам одного из заводов).
[c.67]Контрольно-мерительный инструмент [c.39]
Замеры размеров. Контроль фактических размеров обработанных деталей проводится с помощью универсальных мерительных инструментов. Проверяются все размеры, указанные в чертеже обрабатываемой детали. Перед контролем деталей на каждый проверяемый размер заполняется контрольная карта (рис. 8), в которой указываются модель линии наименование и номер обрабатываемой детали номер листа, соответствующий порядковому номеру проверяемого размера по чертежу обработки проверяемый размер по чертежу поле допуска на проверяемый размер по чертежу бц допустимый размах доп, определяемый в зависимости от числа принятых деталей в одной группе и поля допуска [c.261]
В настоящее время работники ОТК оснащены современными приспособлениями, мерительным инструментом, необходимой технической документацией. Для дальнейшего повышения эффективности их труда еще больше следует повышать уровень механизации и автоматизации контрольных операций, шире внедрять экономичные методы статистического контроля качества изготовления продукции,
[c. 141]
141]
Контрольное устройство ВВ-1096 изготовляется Челябинским заводом мерительных инструментов (ЧИЗ) со сменными щупами, что позволяет использовать его для контроля деталей диаметром от 2,5 до 160 мм. Показывающий прибор имеет цену деления 0,2 0,5 и 1 мкм. [c.112]
Технический контроль. Контроль рычагов в соответствии с заданными техническими условиями на изготовление осуществляется в массовом и крупносерийном производстве в контрольных приспособлениях, оснащенных предельными мерителями или индикаторами, а в серийном — при помощи универсального мерительного инструмента. [c.542]
Восстановление пароводяной арматуры во время капитального ремонта производится в механическом цехе электростанции или предприятия. Ко времени капитального ремонта котельного агрегата подготовляют комплект отремонтированной пароводяной арматуры для замены наиболее изнашиваемой, главным образом регулирующей и дроссельной арматуры. Для ремонта пароводяной арматуры применяют специальный инструмент и приспособления контрольные плиты для проверки уплотнительных поверхностей, комплекты притиров, обжимные полуцилиндры для сальников набивки, пресс н приспособления для гидравлического испытания фланцевой и бесфланцевой арматуры, мерительный инструмент — щупы, линейки, микрометры и пр. [c.326]
[c.326]
Основные элементы ПК следующие металлорежущие станки с устройствами числового программного управления ЧПУ, имеющими ввод управляющей информации от ЭВМ универсальные приспособления для базирования и закрепления обрабатываемых деталей со стандартизированными крепежными элементами режущий инструмент в виде стандартизованного комплекта с оснасткой, несущей кодовые устройства сопроводительная оснастка (тара, спутники, поддоны и др.) для комплектования и транспортирования оборотных элементов (средств) производства (обрабатываемые детали, инструмент, приспособления, сопроводительная документация, стружка и др.) транспортно-накопительные устройства с системой адресования грузов по рабочим местам загрузочно-разгрузочные механизмы контрольно-измерительная техника и мерительный инструмент. [c.552]
Для достижения взаимозаменяемости деталей не следует применять универсальный мерительный инструмент для измерения готовых детален и агрегатов. Необходимо измерять контрольными шаблонами и точными макетами там, где это практически возможно. Число одинаковых шаблонов и макетов должно быть минимально для уменьшения величины возможных ошибок при измерении.
[c.341]
Необходимо измерять контрольными шаблонами и точными макетами там, где это практически возможно. Число одинаковых шаблонов и макетов должно быть минимально для уменьшения величины возможных ошибок при измерении.
[c.341]
В крупносерийном производстве контроль рычагов осуществляется в контрольных приспособлениях при помощи индикаторов и предельных мерительных инструментов. [c.329]
На рис. 100 приведен пример типового рабочего места испытателя узлов станков для контроля, обкатки и испытания их под нагрузкой перед подачей на общую сборку. В комплект рабочего места входят стенд для обкатки и испытания узла, стеллаж-подставка для хранения узлов, инструментальная тумбочка для слесарного и мерительного инструмента, контрольно-измерительная аппаратура. На данном рабочем месте производятся следующие работы контроль геометрических параметров элементов узла до и после обкатки и испытания узла холостая обкатка узла испытание узла под
[c. 220]
220]
Основные способы геометрических проверок, осуществляемых при сборке узлов и механизмов, представлены на фиг. 27. Для обеспечения необходимой точности измерений необходимо, чтобы контролируемый узел и прибор или контрольные приспособления находились в удобном для рабочего положении и базировались на жесткие опоры. С этой целью целесообразно оборудовать контрольные посты плитами, подставками для мерительного инструмента, средствами для закрепления проверяемых узлов. [c.47]
Для всего участка сборки УСП, предназначаемых для обработки деталей изделий по 2- и 3-му классам точности, выделяется общий набор контрольного и поверочного инструмента. Каждый из монтажников может иметь небольшой набор мерительного инструмента индивидуального пользования — штангенциркуль,, лекальный угольник, щупы и т. п. [c.57]
Исключительно важное значение имеет автоматизация контрольных операций в специализированном массово-поточном производстве, когда требуется непрерывная проверка и рассортировка продукции. Причем темп указанных операций, естественно, должен соответствовать общему темпу потока. Это обстоятельство заставляет широко применять здесь не только автоматизированные контрольные приспособления, но и контрольно-сортировочные автоматы, обеспечивающие хорошее качество изделий, повышающие производительность контрольных операций, а следовательно, и высвобождающие большое число высококвалифицированных рабочих-контролеров. Например, освоенные Челябинским заводом мерительные инструменты и контрольно-блокировочные устройства для шарикоподшипниковой промышленности за семь часов производят около 16 тыс. высококачественных замеров. Если один из контролируемых разме-
[c.39]
Причем темп указанных операций, естественно, должен соответствовать общему темпу потока. Это обстоятельство заставляет широко применять здесь не только автоматизированные контрольные приспособления, но и контрольно-сортировочные автоматы, обеспечивающие хорошее качество изделий, повышающие производительность контрольных операций, а следовательно, и высвобождающие большое число высококвалифицированных рабочих-контролеров. Например, освоенные Челябинским заводом мерительные инструменты и контрольно-блокировочные устройства для шарикоподшипниковой промышленности за семь часов производят около 16 тыс. высококачественных замеров. Если один из контролируемых разме-
[c.39]
Контроль взаимного расположения осей соосных и сопряженных отверстий при работе на расточных станках выполняют обычно универсальными мерительными инструментами и контрольными валиками (табл. 21) [c.255]
М40 М20 — доводка тонких режущих лезвий, мерительных поверхностей калибров, резьбы с мелким шагом М14- МЗ — отделочная доводка калибров и измерительных поверхностей контрольно-измерительных инструментов и приборов. [c.62]
[c.62]
В процессе выполнения сборочных операций необходим систематический контроль за соблюдением геометрических размеров собираемого стыка (зазор, смещение кромок, величина притупления). Размеры замеряют универсальными шаблонами или другими мерительными инструментами (щупы, линейки). Контроль осуществляют рабочие-сборщики, бригадир сборщиков, сварщики, которым передают собранные элементы, и выборочно мастер цеха или работники контрольных лабораторий. После того как сборка признана удовлетворительной, элементы узлов передаются на сварку. [c.138]
Строганием восстанавливают также параллельность боковых сторон хвостовиков боковой стороне контрольного угла. Дальнейшая слесарная обработка должна обеспечить получение размеров ручьев и шероховатости их поверхностей в соответствии с техническими условиями. Размеры проверяют универсальными мерительными инструментами и шаблонами. Селитровая отливка непригодна для проверки размеров, так как имеет при застывании усадку от 0,8 до 1,2% в зависимости от формы полости. [c.279]
[c.279]
После мойки детали контролируют и сортируют на годные, негодные и подлежащие ремонту по результатам внешнего осмотра, путем замера контрольными и мерительными инструментами й проверки на специальных приспособлениях. При этом руководствуются техническими условиями на контроль и сортировку деталей. [c.13]
Чертежи запроектированных контрольно-мерительных приспособлений и инструмента. [c.265]
Поверхность поршневого пальца, зеркало цилиндра, обоймы шарикоподшипников Шарики и ролики, мерительные поверхности контрольно-измерительных инструментов и приборов Мерительные поверхности контрольно-измери-тельных приборов и инструментов Мерительные плитки [c.68]
Большинство разметочных работ непосредственно связано с контрольно-измерительными операциями. При этом применяются самые разнообразные мерительные инструменты и приспособления, как стандартные, так и специальные кроме того, широко используются мерительные устройства, сконструированные специально для нужд разметки. [c.296]
[c.296]
Проверять мерительные инструменты на контрольных пунктах по заранее установленному графику. [c.11]
Оборотный фонд мерительного инструмента определяется главным образом по показателю применяемости и длительности проверки в контрольно-проверочных пунктах цеха или в центральной измерительной лаборатории. [c.466]
Контроль размеров деталей в мелкосерийном производстве осуществляется универсально-мерительным инструментом, штангенциркулями, микрометрами, индикаторами и т. п. В массовом производстве для контроля деталей применяются предельные калибры, специальные контрольные приборы и приспособления, в том числе для активного контроля. Кроме того, в массовом произ- [c.62]
Геометрические размеры детали с покрытием замеряют общим мерительным инструментом. Толщина покрытия может быть определена как разница между поперечными размерами изделия с покрытием и без него, а также прямым определением с помощью толщиномеров различных классов. Толщина покрьггия в любой измеряемой точке должна быть не менее минимальной толщины, установленной в нормативной технической документации на изделие с учетом абсолютной погрешности измерения. Равномерность толщины определяется по разности максимальной и минимальной толщины в измеряемых точках, которая должна укладываться в установленный допуск. При применении образцов-свидетелей в качестве контрольного метода измерения толщины может использоваться металлографический метод. Толщину покрытия определяют на поперечном шлифе при 200-кратном увеличении с помощью металлографических микроскопов различных типов. Изготовление и подготовка шлифов производится по ГОСТ 9.302-79. Производят не менее пяти измерений по наибольшим выступам профиля слоя покрытия по всей длине шлифа. Толщина покрытий равна среднему арифметическому пяти измерений. Допускается отклонение от заданной толщины напыленного слоя в пределах 20 %. При этом толщина покрытия в любой измеряемой точке не должна быть меньше минимальной, установленной технической документацией.
Толщина покрьггия в любой измеряемой точке должна быть не менее минимальной толщины, установленной в нормативной технической документации на изделие с учетом абсолютной погрешности измерения. Равномерность толщины определяется по разности максимальной и минимальной толщины в измеряемых точках, которая должна укладываться в установленный допуск. При применении образцов-свидетелей в качестве контрольного метода измерения толщины может использоваться металлографический метод. Толщину покрытия определяют на поперечном шлифе при 200-кратном увеличении с помощью металлографических микроскопов различных типов. Изготовление и подготовка шлифов производится по ГОСТ 9.302-79. Производят не менее пяти измерений по наибольшим выступам профиля слоя покрытия по всей длине шлифа. Толщина покрытий равна среднему арифметическому пяти измерений. Допускается отклонение от заданной толщины напыленного слоя в пределах 20 %. При этом толщина покрытия в любой измеряемой точке не должна быть меньше минимальной, установленной технической документацией. [c.236]
[c.236]
Инструментально-раздаточная кладовая. ИРК организуется для обеспечения рабочих тендерного цеха режущим и мерительным инструментом, контрольно-измерительными приборами, пневматическим, котельным, слесарным инструментом и приспособлениями. [c.189]
При изготовлении отдельных деталей изделий на машиностроительном предприятии тщательно измеряются все размеры, полученные в результате механической обработки. В некоторых случаях, кроме обычного контрольно-мерительного инструмента, требуются еще и специальные контрольные приспособления для онределения точности взаимосвязанных размеров изделия. Такие приспособления конструируются для проведения пооцераЦионного контроля и для окончательной приемки. Контрольные приспособления должны быть выполнены на один класс точности выше проверяемого изделия В опытном и мелкосерийном производстве при выпуске малых серий деталей стоимость изготовления таких высокоточных приспособлений ложится большим накладным расходом на изделие. [c.210]
[c.210]
Фиг. 4 изображает планировку инструментального цеха завода авто-трокторо-деталей (11 класс) на площади 2100 м включая центральный инструментальный и абразивный склады, абразивную мастерскую и контрольно-мерительную лабораторию. В программу цеха входит изготовление инструмента, приспособлений н кузнечных штампов. Станочный парк цеха состоит примерно из 60 ед. (площади допускают его увеличение до 80—90 станков). Данный цех, как и предыдущий, расположен в одном корпусе с ремонтно-механическим и термическим цехами завода. [c.358]
С л е с а р ь-т рубопроводчик 5-г о разряда. Установка, сборка, проверка и ремонт трубопроводов различных систем и давлений из труб 3— 6″. Испытание водопроводной сети и арматуры, изготовление шаблонов средней сложности для гибки труб по чертежа . и по месту. Разметка и гибка труб любых диаметров в горячем состоянии, гибка сложных змеевиков и колен, разметка мест прокладки труб водонапорной, газовой и нефтяной сетей, монтаж по схе иам отдельных секций водопроводов, пайка и загибка свинцовых труб, установка радиаторов и стояков отопления, ремонт вентилей и задвижек кранов (прочистка, притирка, смена сальников и др. ), ремонт паровых котлов центрального отопления с установкой кранов и манометров, проверка контрольных и водомерных колонок. Ремонт пожарных линий, газовых линии высокого давления, производство прочных и герметичных соединений трубопроводов высокого и низкого давлений, установка канализационных приборов под руководством трубопроводчиков высших разрядов, проводка труб высокого давления к компрессорам, прессам, турбинам, инструктаж слесарей-трубопроводчиков низших разрядов, пользование сложными чертежами и схемами, поверочным и мерительным инструментом.
[c.119]
), ремонт паровых котлов центрального отопления с установкой кранов и манометров, проверка контрольных и водомерных колонок. Ремонт пожарных линий, газовых линии высокого давления, производство прочных и герметичных соединений трубопроводов высокого и низкого давлений, установка канализационных приборов под руководством трубопроводчиков высших разрядов, проводка труб высокого давления к компрессорам, прессам, турбинам, инструктаж слесарей-трубопроводчиков низших разрядов, пользование сложными чертежами и схемами, поверочным и мерительным инструментом.
[c.119]
Для анализа динамики трещинообразования на внутренней поверхности металла обечаек и днищ выделяются контрольные участки, обычно размером 200×200 мм, расположенные ь водяном объеме. Через определенные промежутки времени при внутренних осмотрах или перед очередными гидравлическими испытаниями проводится визуальный осмотр контрольных участков. При выявлении повреждений металла проводится МПД или другая дефектоскопия. Коррозия и еряется с помощью мерительного инструмента. При этом положение и размеры язвин фиксируются на дефектограмме чертежа-развертки барабана. Это делается для оценки динамики коррозионных процессов и определения сроков ремонтов.
[c.165]
Коррозия и еряется с помощью мерительного инструмента. При этом положение и размеры язвин фиксируются на дефектограмме чертежа-развертки барабана. Это делается для оценки динамики коррозионных процессов и определения сроков ремонтов.
[c.165]
 [c.163]
[c.163]Конструкция нриснособления для контроля включает все виды устройств, из которых обычно складывается любая компоновка для механической обработки. Широко применяются узлы для установки и фиксации контролируемой детали, зажимные устройства для ее крепления, узлы для установки и направления контрольных валиков, фиксирующих штырей, планок и т. п. С их помощью производят непосредственный замер и проверку расположения контролируемых отверстий и плоскостей. Применяются также узлы для установки и крепления нормализованного мерительного инструмента (чертилки, [c.210]
Проверяется также вновь поступающая модельная оснастка и периодически освидетельствуется находящаяся в эксплуатации оснастка, контрольный и мерительный инструмент. [c.141]
При контроле осуществления входного контроля работники Госприемки проверяют соответствие контрольно-измерительной аппаратуры, оборудования и мерительного инструмента, применяемого при входном контроле, требованиям метрологии, а также соответствие их классу точности и методам измерений. При этом необходимо знать организацию входного контроля на предприятии, методики проверок, контрольно-измерительную аппаратуру и оборудование, используемое При входном контроле.
[c.268]
При этом необходимо знать организацию входного контроля на предприятии, методики проверок, контрольно-измерительную аппаратуру и оборудование, используемое При входном контроле.
[c.268]
На этапе предъявления (до проведения ПСИ) представитель госприемки проверяет состояние готовности испытательного оборудования, измерительных приборов и мерительного инструмента, правильность настройки стенда по контрольному образцу. [c.32]
Основы измерения и измерительные инструменты
Заготовки, детали и изделия в процессе изготовления подвергаются измерениям. Под измерениями в машиностроении обычно понимается сравнение данной величины с другой величиной такого же рода, принятой за образец (длины с длиной, площади с площадью, угла с углом и т. д.).
Во всех случаях измерений определяют степень точности параметров (диаметр, длина, ширина, высота, угол и т. д.) изготовляемых заготовок, деталей и изделий путем сравнения фактических величин, полученных в результате измерения, с размерами, указанными в чертеже.
Как известно, ни одно измерение не может быть проведено абсолютно точно. Между измеренным значением величины и ее действительным значением существует всегда некоторая разница, которая называется погрешностью измерения. Чем меньше погрешности измерения, тем, естественно, выше точность измерения.
Точность измерения характеризует ту ошибку, которая неизбежна при работе самым точным инструментом или прибором определенного вида. На точность измерения влияют: точность и чувствительность измерительного инструмента, ошибки в методах измерения, неровности измеряемой поверхности, не одинаковое давление на измерительный инструмент, температура среды, окружающей измеряемый предмет и измерительный инструмент (нормальной температурой считается 20°С), умение пользоваться измерительным инструментом, условия работы (например, освещение, организация рабочего места).
Наиболее широко распространен контактный метод измерения. Этот метод основан на непосредственном соприкосновении измерительного инструмента с измеряемым предметом.
Этот метод основан на непосредственном соприкосновении измерительного инструмента с измеряемым предметом.
Достоинство контактного метода — простота пользования измерительными инструментами и невысокая стоимость их. Недостатком этого метода измерения является большая зависимость точности измерений от умения пользоваться измерительным инструментом и постоянный износ (истирание) рабочих поверхностей измерительного инструмента. Точность измерения обусловливается классом чистоты обработки измеряемой поверхности, степенью точности их формы и деформациями, происходящими при контакте измеряемого предмета с измерительным инструментом.
Заготовки, детали и изделия в медницком и жестяницком деле изготовляют с разной точностью, т. е. в пределах 4—7-го классов точности. В соответствии с этим дли измерения применяют различные нормализованные универсальные и специальные измерительные инструменты.
Измерительные приборы | PCE Instruments
Измерительные приборы и навигация
Продукция
Глоссарий терминов
Измерительные приборы – Видео
Ознакомьтесь с широким выбором инструментов для мониторинга, анализа, тестирования и измерения PCE Instruments, используемых для измерения различных параметров в физических, электрических и химических спектрах. Выбирайте из более чем 800 различных видов настольного и портативного измерительного и испытательного оборудования, имеющегося на складе и готового к отправке к вам.Независимо от задачи, с PCE Instruments вы обязательно найдете подходящий инструмент для своего приложения.
Выбирайте из более чем 800 различных видов настольного и портативного измерительного и испытательного оборудования, имеющегося на складе и готового к отправке к вам.Независимо от задачи, с PCE Instruments вы обязательно найдете подходящий инструмент для своего приложения.
Точное измерение является обязательным условием для гарантии качества работы. Таким образом, точные и надежные измерительные приборы являются незаменимыми инструментами практически в любой торговле.
Большие и малые компании нуждаются в точных и доступных по цене измерительных приборах для использования в исследованиях и разработках продукции (НИОКР), контроле качества, мониторинге состояния, безопасности на рабочем месте и многом другом. От акселерометров, используемых для измерения вибраций и колебаний в машинном оборудовании, до приборов для измерения влажности древесины, предназначенных для определения влажности пиломатериалов, широкий спектр измерительных приборов и испытательного оборудования PCE Instruments охватывает весь спектр коммерческих и промышленных применений.

Повседневным потребителям также нужны точные и доступные по цене измерительные приборы для оценки энергоэффективности дома, мониторинга погодных условий, проверки уровня pH в бассейне и многого другого. Для этих типов приложений PCE Instruments предлагает ряд простых в использовании измерительных устройств – не требующие специальных знаний.
Если у вас возникнут какие-либо вопросы, касающиеся продуктов или услуг PCE Instruments, не стесняйтесь обращаться к нам. Наш дружелюбный и знающий персонал поможет вам найти лучшее решение для измерения для вашей задачи.
Кроме того, наши сотрудники подготовили следующий глоссарий часто используемых терминов, чтобы помочь вам в поиске.
Глоссарий терминов
A-C | D-E | F-L | M-R | С-Я
Точность: определяющая переменная измерительного устройства в отношении степени точности.
Adjust: для точной настройки измерительного устройства, чтобы гарантировать получение только самых точных показаний, особенно полезно для таких предметов, как весы.
Вернуться к началу глоссария
Калибровка: для определения погрешности дисплея устройства относительно истинного измеряемого значения.
Калибровка: проверка того, что устройство правильно откалибровано в своих пределах.
Сертификат калибровки: Документация, подтверждающая, что устройство правильно откалибровано и работает в соответствии с набором стандартов.
Интервал калибровки: период времени между калибровками. Чтобы гарантировать, что измерения выполняются правильно, устройство следует периодически калибровать.Хотя невозможно точно определить, когда устройству потребуется калибровка, всегда полезно иметь рекомендации. Чтобы определить интервал калибровки для вашего измерительного устройства, примите во внимание следующие факторы:
– Допустимый предел допуска величины измерения
– Производительность измерительного прибора
– Частота использования
– Условия эксплуатации
– Стабильность предыдущих калибровок
– Требуемая точность измерения
– Требования к контролю качества для вашей компании или лаборатории
Пользователю необходимо откалибровать измерительное устройство для сохранения точности измерения с течением времени, чтобы предел погрешности не стал слишком большим для требуемого показания.
CEM: Это федеральный орган по правовой метеорологии в Испании.
Маркировка CE (знак CE): заявление производителя о том, что продукт на практике соответствует основным требованиям соответствующих европейских законодательных норм в области здравоохранения, безопасности и защиты окружающей среды. Буквы «CE» являются сокращением французской фразы «Conformité Européene», которая буквально означает «европейское соответствие».
Сертификат модификации: Заводское свидетельство, подтверждающее, что поставляемый продукт соответствует спецификациям продукта (указанным в техническом паспорте).
Порт подключения: Интерфейс подключения к компьютеру для вывода данных или обновления программного обеспечения (обычно RS-232C).
Сертификат соответствия: Сертификат, подтверждающий, что устройство соответствует строгим стандартам, установленным уведомляющим органом, и что устройство будет совместимо с некоторыми другими устройствами, указанными в сертификате.
Вернуться к началу глоссария
Регистратор данных / регистратор данных: многие устройства имеют внутреннюю память для сбора и сохранения результатов измерений.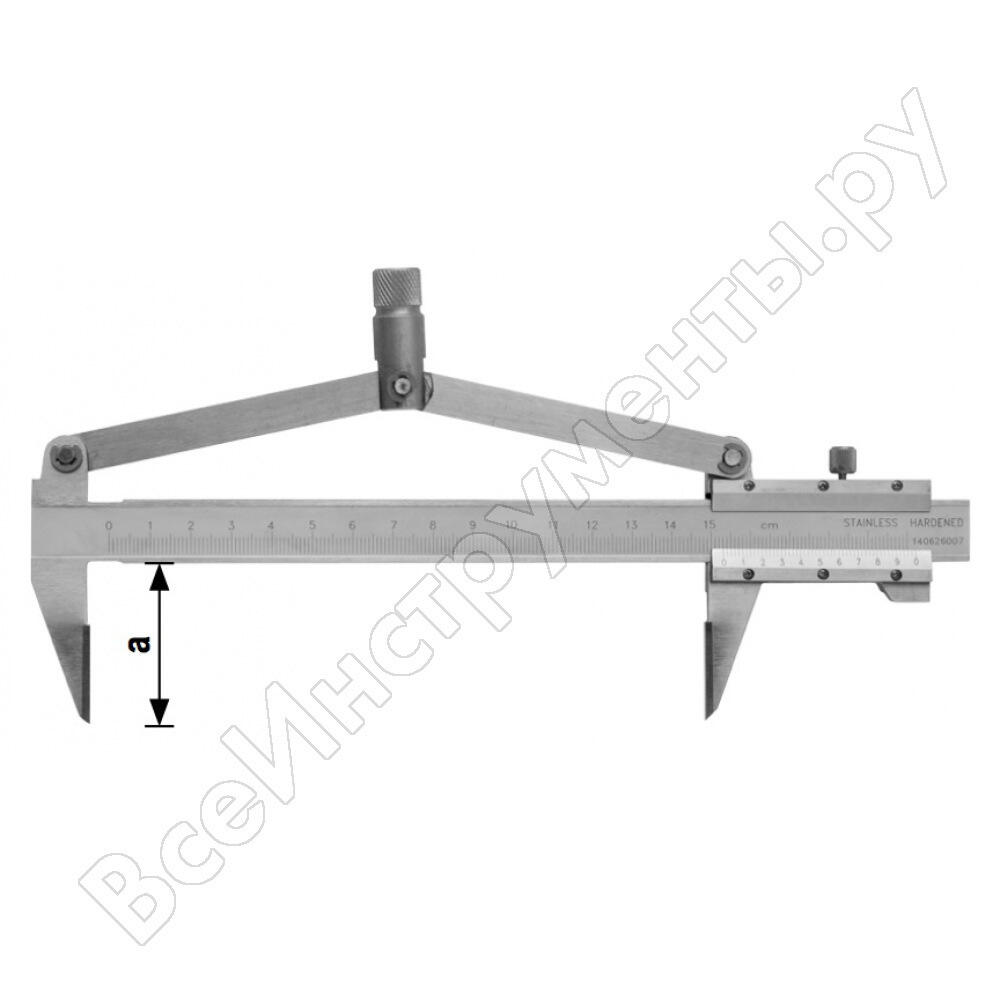 Эта память может использоваться in situ, для хранения показаний и может быть запрограммирована для работы вместе с компьютером для хранения данных для дальнейшего анализа. Таким образом, устройства, оснащенные регистратором данных, могут работать независимо, без постоянного наблюдения за устройством.
Эта память может использоваться in situ, для хранения показаний и может быть запрограммирована для работы вместе с компьютером для хранения данных для дальнейшего анализа. Таким образом, устройства, оснащенные регистратором данных, могут работать независимо, без постоянного наблюдения за устройством.
Декларация соответствия: документ, в котором декларируется, что устройство соответствует требованиям CE (электронные устройства почти всегда имеют отличительный знак CE).
DIN: Deutsches Institut für Normung (Немецкий институт стандартизации) разрабатывает нормы и стандарты для рационализации, обеспечения качества, защиты окружающей среды, безопасности и коммуникации в промышленности, технологиях, науке и правительстве, а также в общественной сфере.
Сертификация DIN EN ISO 9001: эта сертификация означает, что компания продемонстрировала, что она адаптировала всю свою систему управления в соответствии со стандартом качества DIN EN ISO 9001. После проверки соответствующими органами компании выдается сертификат качества DIN EN ISO 9001 в соответствии с действующей системой управления. Этот сертификат полностью отличается от сертификата калибровки ENAC (см. «ENAC» ниже), который относится к относительным характеристикам технических измерений, выполняемых измерительными приборами.Сертификация по DIN EN ISO 9001 – это не то же самое, что аккредитация.
Этот сертификат полностью отличается от сертификата калибровки ENAC (см. «ENAC» ниже), который относится к относительным характеристикам технических измерений, выполняемых измерительными приборами.Сертификация по DIN EN ISO 9001 – это не то же самое, что аккредитация.
Вернуться к началу глоссария
ENAC: Калибровочная служба ENAC представляет собой объединение технических измерительных лабораторий, аккредитованных на соответствие установленным параметрам. Они очень компетентны в области технических измерений. Лаборатория, аккредитованная ENAC, имеет право выдавать международно признанные сертификаты калибровки для этих параметров и средств измерений.Сертификаты ENAC действительны во многих странах мира, в том числе в странах Европейского Союза.
Вернуться к началу глоссария
Сертификат заводской калибровки / сертификат калибровки производителя: документ, подтверждающий, что измерительное устройство откалибровано и настроено в соответствии со стандартами контроля качества производителя устройства.
Вернуться к началу глоссария
Пылевлагозащита (IP): чем выше числовое значение IP, тем меньше вероятность того, что устройство будет повреждено пылью и водой, проникающими в корпус.
Интерфейс: порт для подключения к компьютеру для вывода данных или обновления программного обеспечения (обычно RS-232C).
ISO: Международная организация по стандартизации. ISO разрабатывает и издает международные стандарты.
ISO 9000: Система менеджмента качества для определения уровня контроля качества компании в соответствии со стандартами DIN. ISO 9000 – это сокращение от DIN EN ISO 9000. Стандарты семейства ISO 9000 включают:
– ISO 9001: 2015: устанавливает требования системы менеджмента качества
– ISO 9000: 2015: охватывает основные концепции и язык
– ISO 9004: 2009: фокусируется на том, как сделать систему менеджмента качества более эффективной и действенной
– ISO 19011: 2011: Содержит руководство по внутреннему и внешнему аудиту систем менеджмента качества
Вернуться к началу глоссария
Разборчивость: наименьшее числовое значение, читаемое на дисплее устройства.
ЖК-дисплей / ЖК-дисплей: В жидкокристаллическом дисплее (ЖКД) пиксели включаются или выключаются электронным способом с использованием жидких кристаллов для вращения поляризованного света. ЖК-дисплеи не подсвечиваются самостоятельно. Устройства с ЖК-дисплеями обычно имеют либо подсветку, либо их необходимо использовать в комнате с достаточным освещением.
Светодиодный / светодиодный дисплей: Светодиодный дисплей сформирован из матрицы диодов, которые излучают свет в соответствии с шаблоном для отображения того, что ожидается на экране. Этот вид дисплея самоподсвечивается.
Вернуться к началу глоссария
Предел погрешности: указывает максимально возможный диапазон погрешности для любого заданного значения, отображаемого устройством.
Измерительное оборудование: это устройства, которые обеспечивают визуальное представление данных и позволяют измерять или вычислять и отображать определенные параметры в определенных типах единиц. Измерительное оборудование может быть электронным или механическим. Измерительное оборудование часто используется вместе с компьютером, а иногда и с другими устройствами.
Измерительное оборудование может быть электронным или механическим. Измерительное оборудование часто используется вместе с компьютером, а иногда и с другими устройствами.
Отклонение измерения: отклонение отображаемого измеренного значения по сравнению с истинным значением.
Вернуться к началу глоссария
МОЗМ: Международная легальная организация по вопросам метеорологии регулирует относительные интересы в технических измерениях с точки зрения правового взаимодействия для метеорологии.
Индикатор перегрузки / индикатор перезарядки: символ или знак, отображаемый устройством, чтобы указать на перегрузку или перегрузку. Индикатор перегрузки обычно отображается как «OL.«Перегрузка может привести к необратимому повреждению измерительного прибора.
Рабочая температура: Диапазон температур, в котором измерительное устройство может использоваться надежно. Если устройство используется за пределами этого диапазона, в измерениях могут возникнуть ошибки. Если температура слишком высока, внутренняя электроника измерительного прибора может выйти из строя.
Если температура слишком высока, внутренняя электроника измерительного прибора может выйти из строя.
Вернуться к началу глоссария
Повторная калибровка. Периодически устройства необходимо проверять для подтверждения их точности.Если устройство неточно, его необходимо откалибровать, чтобы определить погрешность дисплея устройства по отношению к истинному измеренному значению. В качестве ориентира для передовой практики PCE Instruments рекомендует проводить повторную калибровку ежегодно или не реже одного раза в 3 года.
Повторяемость: этот процесс демонстрирует, что измерение, показанное на устройстве, может быть сопоставимо с одним или несколькими измерениями в соответствии с национальным стандартом для измеряемого параметра. Благодаря CEM и стандарту качества DIN EN ISO 45001 отпадает необходимость в независимой демонстрации воспроизводимости устройства.
Разрешение: минимальная ширина символа или цифры, отображаемой на дисплее измерительного устройства.
Время отклика: период времени от подключения устройства до отображения результатов измерения. Обычно медленное время отклика связано со скоростью датчика, а не со скоростью самого устройства.
Вернуться к началу глоссария
Стандартное отклонение: мера, используемая для определения возможных отклонений от одной и той же переменной, измеряемой при одинаковых обстоятельствах.
Вернуться к началу глоссария
Тепловое воздействие: это физическое влияние на измерение, которое можно скорректировать только с помощью встроенных систем компенсации измерений. Некоторые измерительные устройства поставляются с автоматической температурной компенсацией, в то время как другие включают температурную компенсацию механически – либо с помощью регулировочного колеса, либо путем индикации ошибки, возникшей из-за теплового воздействия на дисплей.
Вернуться к началу глоссария
Проверка: документально подтвержденный тест на соответствие процесса или процедуры соответствующим уровням безопасности, необходимым для выполнения конкретной задачи.
Вернуться к началу глоссария
Список измерительных приборов
Измерение – важная часть науки, строительства, искусства, дизайна и многих других профессиональных областей. Существуют сотни инструментов измерения. Каждый измерительный прибор служит определенной цели для человека, который его использует. Есть несколько измерительных приборов, которые встречаются чаще, чем другие.
Линейки, мерные и измерительные стержни
Линейки используются для измерения длины, равно как и измерительные стержни и мерки.Линейки широко используются в дизайнерских лабораториях и учебных аудиториях, а счетчики и мерки чаще используются в строительных целях. Линейка измеряется в дюймах и имеет длину двенадцать дюймов. Метр измеряет футы, дюймы и ярды и имеет длину три фута, в то время как метрическая палка измеряет метры, сантиметры и миллиметры и имеет длину сто сантиметров.
Стаканы, градуированные цилиндры и чашки
Стаканы, градуированные цилиндры и мерные стаканы используются для измерения объема жидкости. Измерительные чашки чаще всего используются на кухне как способ измерения ингредиентов, в то время как мензурки и градуированные цилиндры обычно используются в научных лабораториях. В то время как мерные чашки используют такие измерения, как столовые, чайные и чашки, мензурки и градуированные цилиндры используют метрическую систему и измеряют в миллилитрах и литрах.
Измерительные чашки чаще всего используются на кухне как способ измерения ингредиентов, в то время как мензурки и градуированные цилиндры обычно используются в научных лабораториях. В то время как мерные чашки используют такие измерения, как столовые, чайные и чашки, мензурки и градуированные цилиндры используют метрическую систему и измеряют в миллилитрах и литрах.
Весы и весы
Весы и весы используются для еще одного вида измерений – измерения веса объекта. Весы обычно имеют две подвесные корзины.С одной стороны человек кладет объект, который хочет измерить. С другой стороны, добавляются взвешенные кубики, пока обе стороны весов не сядут равномерно. Какой бы вес ни был приложен к стороне измерения, это то, сколько весит объект. Весы работают аналогичным образом, но не требуют добавления веса и просто производят расчет с помощью внутреннего программного обеспечения или скользящих грузов.
измерение | Определение, типы, инструменты и факты
Измерение , процесс соотнесения чисел с физическими величинами и явлениями. Измерение фундаментально для наук; в машиностроение, строительство и другие технические области; и почти во всех повседневных делах. По этой причине элементы, условия, ограничения и теоретические основы измерения были тщательно изучены. См. Также систему измерений для сравнения различных систем и истории их развития.
Измерение фундаментально для наук; в машиностроение, строительство и другие технические области; и почти во всех повседневных делах. По этой причине элементы, условия, ограничения и теоретические основы измерения были тщательно изучены. См. Также систему измерений для сравнения различных систем и истории их развития.
Британская викторина
Интересные факты об измерениях и математике
Что измеряет барометр? В течение какого года люди растут быстрее всего? Соберитесь с ума и измерьте свои знания, пройдя этот тест.
Измерения могут производиться невооруженными человеческими чувствами, и в этом случае их часто называют оценками, или, что более широко, с помощью инструментов, которые могут варьироваться по сложности от простых правил измерения длины до очень сложных систем, предназначенных для обнаружения и измерения величины, полностью выходящие за пределы возможностей органов чувств, такие как радиоволны от далекой звезды или магнитный момент субатомной частицы.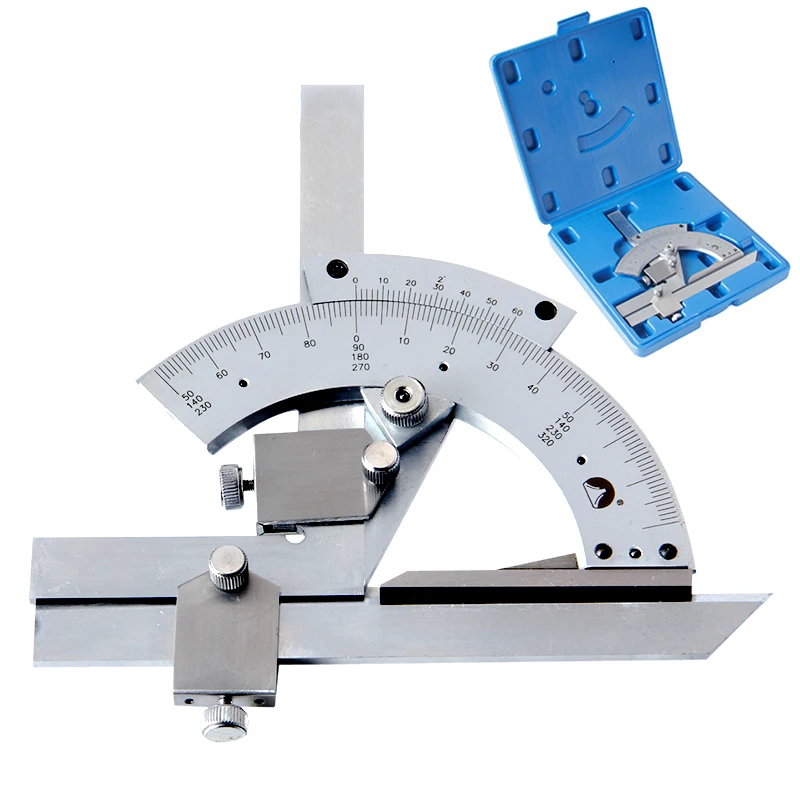 (См. Приборы.)
(См. Приборы.)
Измерение начинается с определения величины, которая должна быть измерена, и всегда включает сравнение с некоторой известной величиной того же типа.Если объект или величина, подлежащие измерению, недоступны для прямого сравнения, они преобразуются или «преобразуются» в аналогичный измерительный сигнал. Поскольку измерение всегда связано с некоторым взаимодействием между объектом и наблюдателем или наблюдающим инструментом, всегда происходит обмен энергией, который, хотя в повседневных приложениях незначителен, может стать значительным в некоторых типах измерений и тем самым ограничить точность.
Измерительные приборы и системы
В целом измерительные системы состоят из ряда функциональных элементов.Один элемент необходим, чтобы различать объект и определять его размеры или частоту. Затем эта информация передается по системе с помощью физических сигналов. Если объект сам по себе активен, например, поток воды, он может питать сигнал; если он пассивный, он должен запускать сигнал посредством взаимодействия либо с энергетическим датчиком, таким как источник света или рентгеновская трубка, либо с несущим сигналом. В конце концов, физический сигнал сравнивается с опорным сигналом известной величины, который был разделен или умножен для соответствия требуемому диапазону измерения.Опорный сигнал извлекается из объектов известного количества с помощью процесса, называемого калибровкой. Сравнение может быть аналоговым процессом, в котором сигналы в непрерывном измерении приводятся к равенству. Альтернативный процесс сравнения – это квантование путем подсчета, то есть разделение сигнала на части равного и известного размера и сложение количества частей.
В конце концов, физический сигнал сравнивается с опорным сигналом известной величины, который был разделен или умножен для соответствия требуемому диапазону измерения.Опорный сигнал извлекается из объектов известного количества с помощью процесса, называемого калибровкой. Сравнение может быть аналоговым процессом, в котором сигналы в непрерывном измерении приводятся к равенству. Альтернативный процесс сравнения – это квантование путем подсчета, то есть разделение сигнала на части равного и известного размера и сложение количества частей.
Другие функции измерительных систем облегчают описанный выше основной процесс.Усиление гарантирует, что физический сигнал будет достаточно сильным для завершения измерения. Чтобы уменьшить ухудшение результатов измерения по мере его прохождения через систему, сигнал может быть преобразован в кодированную или цифровую форму. Увеличение, увеличение измерительного сигнала без увеличения его мощности, часто необходимо для согласования выхода одного элемента системы с входом другого, например, для согласования размера считывающего измерителя с различительной способностью человеческого глаза.
Одним из важных типов измерения является анализ резонанса или частоты колебаний в физической системе.Это определяется гармоническим анализом, обычно используемым при сортировке сигналов радиоприемником. Вычисления – еще один важный процесс измерения, в котором измерительные сигналы обрабатываются математически, обычно с помощью аналогового или цифрового компьютера. Компьютеры также могут выполнять функцию контроля при мониторинге производительности системы.
Измерительные системы могут также включать устройства для передачи сигналов на большие расстояния (см. Телеметрию). Все измерительные системы, даже высокоавтоматизированные, включают в себя какой-либо метод отображения сигнала наблюдателю.Системы визуального отображения могут содержать откалиброванную диаграмму и указатель, встроенный дисплей на электронно-лучевой трубке или цифровое устройство считывания. Системы измерения часто включают элементы для записи. В обычном типе используется пишущее перо, которое записывает измерения на движущейся диаграмме. Электрические регистраторы могут включать устройства считывания с обратной связью для большей точности.
Электрические регистраторы могут включать устройства считывания с обратной связью для большей точности.
Фактические характеристики измерительных приборов зависят от множества внешних и внутренних факторов. К внешним факторам относятся шум и помехи, которые имеют тенденцию маскировать или искажать сигнал измерения.Внутренние факторы включают линейность, разрешение, прецизионность и точность, все из которых характерны для данного прибора или системы, а также динамический отклик, дрейф и гистерезис, которые являются эффектами, возникающими в процессе самого измерения. Общий вопрос об ошибке измерения поднимает тему теории измерения.
Теория измерений
Теория измерений – это исследование того, как числа присваиваются объектам и явлениям, и ее интересы включают виды вещей, которые могут быть измерены, как различные меры соотносятся друг с другом, а также проблема погрешности измерения. процесс.Любая общая теория измерения должна решать три основные проблемы: ошибка; представление, которое является обоснованием присвоения номера; и уникальность, то есть степень, в которой выбранный вид представления приближается к единственно возможному для рассматриваемого объекта или явления.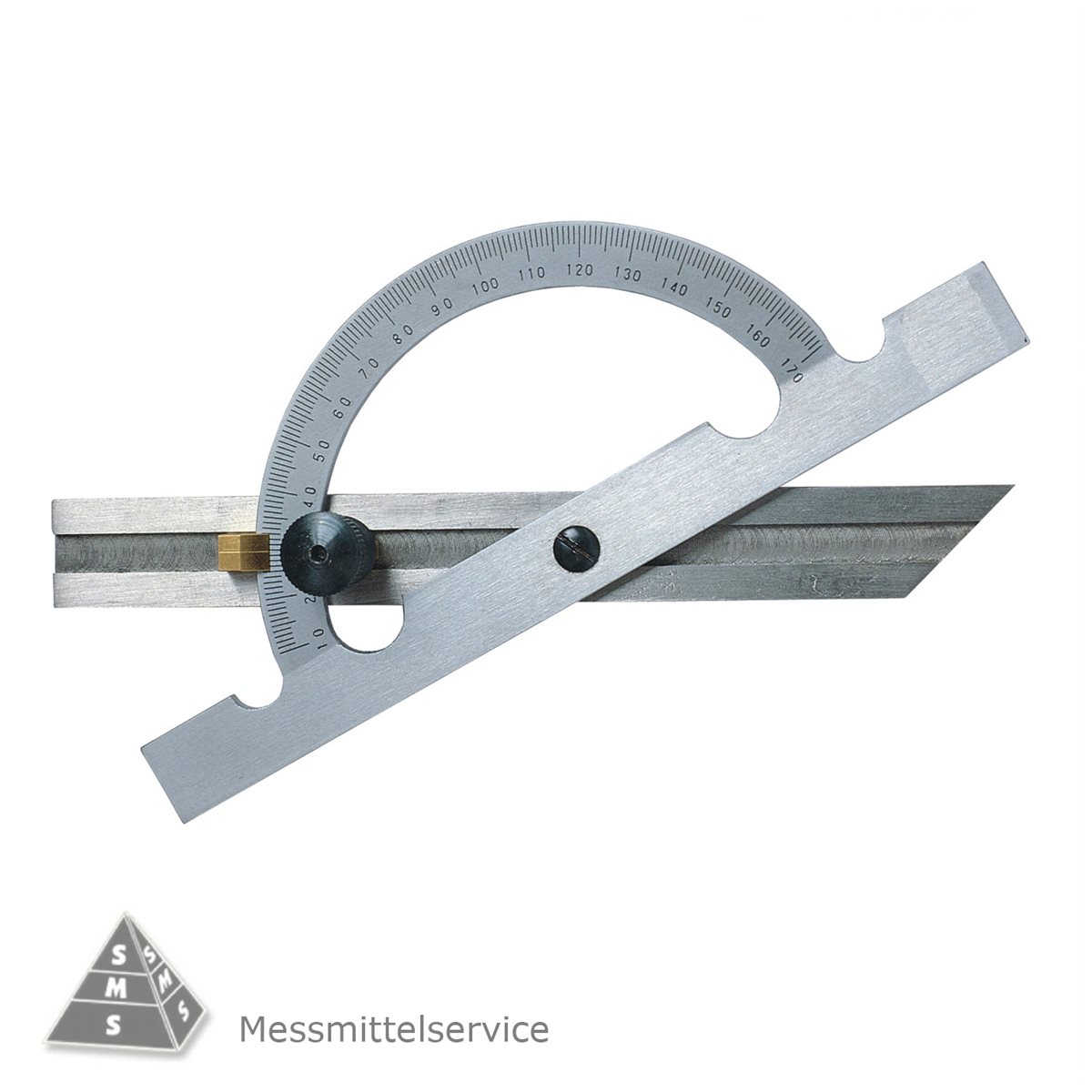
Различные системы аксиом или основных правил и предположений были сформулированы в качестве основы для теории измерений. Некоторые из наиболее важных типов аксиом включают аксиомы порядка, аксиомы расширения, аксиомы разности, аксиомы совместности и аксиомы геометрии.Аксиомы порядка гарантируют, что порядок, налагаемый на объекты путем присвоения номеров, является таким же порядком, который достигается при реальном наблюдении или измерении. Аксиомы расширения имеют дело с представлением таких атрибутов, как продолжительность, длина и масса, которые могут быть объединены или сцеплены для нескольких объектов, демонстрирующих рассматриваемый атрибут. Аксиомы различия управляют измерением интервалов. Аксиомы конджоинтности постулируют, что атрибуты, которые нельзя измерить эмпирически (например, громкость, интеллект или голод), можно измерить, наблюдая, как их составляющие измерения меняются по отношению друг к другу.Аксиомы геометрии управляют представлением размерно сложных атрибутов парами чисел, тройками чисел или даже наборами чисел n .
Проблема ошибки – одна из центральных задач теории измерений. Когда-то считалось, что ошибки в измерениях можно в конечном итоге устранить путем совершенствования научных принципов и оборудования. Это убеждение больше не поддерживается большинством ученых, и почти все физические измерения, о которых сообщается сегодня, сопровождаются некоторыми указаниями на ограничение точности или вероятную степень ошибки.Среди различных типов ошибок, которые необходимо учитывать, входят ошибки наблюдения (которые включают инструментальные ошибки, личные ошибки, систематические ошибки и случайные ошибки), ошибки выборки, а также прямые и косвенные ошибки (в которых используется одно ошибочное измерение. при вычислении других измерений).
Теория измерений восходит к IV веку до нашей эры, когда теория величин, разработанная греческими математиками Евдоксом Книдским и Феатетом, была включена в книгу Евклида « Элементы ».Первая систематическая работа по ошибкам наблюдений была произведена английским математиком Томасом Симпсоном в 1757 году, но фундаментальные работы по теории ошибок были выполнены двумя французскими астрономами 18-го века, Жозефом-Луи Лагранжем и Пьером-Симоном Лапласом. Первая попытка включить теорию измерения в социальные науки также была предпринята в 18 веке, когда Джереми Бентам, британский моралист-утилитарист, попытался создать теорию измерения стоимости. Современные аксиоматические теории измерения происходят из работ двух немецких ученых, Германа фон Гельмгольца и Отто Гёльдера, а современные работы по применению теории измерения в психологии и экономике во многом основаны на работах Оскара Моргенштерна и Джона фон Неймана.
Первая попытка включить теорию измерения в социальные науки также была предпринята в 18 веке, когда Джереми Бентам, британский моралист-утилитарист, попытался создать теорию измерения стоимости. Современные аксиоматические теории измерения происходят из работ двух немецких ученых, Германа фон Гельмгольца и Отто Гёльдера, а современные работы по применению теории измерения в психологии и экономике во многом основаны на работах Оскара Моргенштерна и Джона фон Неймана.
Поскольку большинство социальных теорий носят спекулятивный характер, попытки установить для них стандартные измерительные последовательности или методы имели ограниченный успех. Некоторые из проблем, связанных с социальным измерением, включают отсутствие общепринятых теоретических основ и, следовательно, количественных показателей, ошибки выборки, проблемы, связанные с вторжением измерителя в измеряемый объект, и субъективный характер информации, полученной от людей. . Экономика, вероятно, является той социальной наукой, которая добилась наибольшего успеха в применении теорий измерения, прежде всего потому, что многие экономические переменные (например, цена и количество) можно легко и объективно измерить. Демография также успешно использовала методы измерения, особенно в области таблиц смертности.
Демография также успешно использовала методы измерения, особенно в области таблиц смертности.
Подробнее читайте в связанных статьях Britannica:
измерительная система
… понятие мер и весов сегодня включает такие факторы, как температура, светимость, давление и электрический ток, когда-то оно состояло только из четырех основных измерений: массы (веса), расстояния или длины, площади и объема (мера жидкости или зерна). ).Последние три, конечно, тесно связаны.…
приборы
Контрольно-измерительные приборы, в технологии, разработка и использование точного измерительного оборудования.
Хотя органы чувств человеческого тела могут быть чрезвычайно чувствительными и отзывчивыми, современная наука и техника полагаются на разработку гораздо более точных измерительных и аналитических инструментов для изучения, мониторинга или управления всеми видами явлений.Некоторые…телеметрия
Телеметрия, высокоавтоматизированный процесс связи, с помощью которого производятся измерения и другие данные, собираемые в удаленных или недоступных точках и передающиеся на принимающее оборудование для мониторинга, отображения и записи. Первоначально информация передавалась по проводам, но современная телеметрия чаще использует радиопередачу.В основном процесс такой же…
 Хотя органы чувств человеческого тела могут быть чрезвычайно чувствительными и отзывчивыми, современная наука и техника полагаются на разработку гораздо более точных измерительных и аналитических инструментов для изучения, мониторинга или управления всеми видами явлений.Некоторые…
Хотя органы чувств человеческого тела могут быть чрезвычайно чувствительными и отзывчивыми, современная наука и техника полагаются на разработку гораздо более точных измерительных и аналитических инструментов для изучения, мониторинга или управления всеми видами явлений.Некоторые…Обзор электроизмерительных приборов
Вот краткий обзор некоторых основных приборов, общих для большинства инженерных рабочих столов.
Амперметр
Амперметр является основой для многих других электрических измерительных приборов. Независимо от того, измеряете ли вы вольт или ом, по сути, внутри прибора вы измеряете ток. Измерение тока в цепи несколько проблематично, потому что вся измеряемая электрическая энергия должна проходить через счетчик, поэтому возникает неудобство разрезания цепи и последующего повторного отключения цепи.Другая проблема заключается в том, что обычные амперметры, включенные в универсальный мультиметр, не могут рассеивать тепло, превышающее всего несколько ампер.
Токоизмерительные клещи – это временное решение. Он решает обе проблемы, измеряя магнитное поле, окружающее любой проводник с током. Прибор откалиброван для считывания ампер. Пользователь сжимает челюсти вокруг изолированного токоведущего проводника. Не имеет значения, центрирован ли провод внутри зажимов, или он может проходить под углом.Для измерений при малом токе проводник может быть свернут в спираль, несколько витков проходят через зажимы в одном направлении, а затем общее показание делится на количество витков. Переносной клещевой амперметр (торговое название Amprobe) может иметь номинальный ток до 600 А, что делает его полезным для работы с большими трехфазными двигателями. Специализированные инструменты на эффекте Холла могут считывать значения усилителей постоянного тока.
Переносной клещевой амперметр (торговое название Amprobe) может иметь номинальный ток до 600 А, что делает его полезным для работы с большими трехфазными двигателями. Специализированные инструменты на эффекте Холла могут считывать значения усилителей постоянного тока.
Вольтметр
В отличие от амперметра, который представляет собой последовательный прибор, вольтметр размещается параллельно через компонент, проводник, цепь или источник питания.Через прибор проходит не полный ток, а только его небольшая часть. Точная сумма зависит от измеряемого напряжения и импеданса вольтметра. Номинальное входное сопротивление прибора имеет решающее значение и определяет, насколько точно можно измерить данную цепь. Измеритель с низким импедансом создает большую нагрузку на исследуемую цепь. При использовании сверх указанного номинала или в цепи с высоким сопротивлением большое падение напряжения может привести к повреждению цепи.
Вольтметр с высоким импедансом (относительно) невидим для исследуемой цепи. Тем не менее, его нельзя использовать при напряжении, превышающем его номинальное значение. Необходимо соблюдать характеристики CAT, которые различаются в зависимости от точно определенной электрической среды. Эти рейтинги обычно печатаются рядом с входами.
Тем не менее, его нельзя использовать при напряжении, превышающем его номинальное значение. Необходимо соблюдать характеристики CAT, которые различаются в зависимости от точно определенной электрической среды. Эти рейтинги обычно печатаются рядом с входами.
Прибор с низким импедансом, такой как соленоидный вольтметр (торговое название Wiggy), полезен для проверки наличия или отсутствия напряжения и приблизительного уровня (120 или 240) в жилых, коммерческих и промышленных ответвленных цепях и центрах нагрузки. Громкое жужжание для переменного тока и одно нажатие для постоянного тока означает, что вам не нужно следить за показаниями, а отчетливая вибрация полезна в шумных местах.Этот низкоомный измеритель полезен для проверки защиты от замыкания на землю (GFCI) после устройства. Размещение одного щупа на нейтральном проводе (белый), а другой на заземлении оборудования (зеленый или оголенный) или на шасси оборудования приведет к срабатыванию устройства, если оно получает питание и работает. Запрещается оставлять прибор подключенным к источнику питания надолго, иначе он перегреется.
Запрещается оставлять прибор подключенным к источнику питания надолго, иначе он перегреется.
Омметр
Самый распространенный тип омметра для общего использования встроен в цифровой мультиметр.Аналоговые счетчики с движущимися стрелками, а не с цифровыми показаниями, также доступны, и их предпочитают некоторые старожилы. Их преимущество в том, что они более точны на улице в холодную погоду. Отражающая поверхность за иглой помогает устранить ошибку, облегчая прямое выравнивание. Цифровые мультиметры используются гораздо более широко.
имеют четырехпроводную схему (Кельвина), которая необходима для точных измерений низкого сопротивления. Четыре отдельных зонда с зажимами типа «крокодил» подключаются к четырем выделенным портам и подключаются к исследуемому сопротивлению.Четырехпроводная схема существенно снижает эффект совокупного сопротивления измерительных проводов, контактных сопротивлений и электрических путей внутри измерителя. Одна пара проводов передает тестовый ток от измерителя, а другая пара измеряет падение напряжения на исследуемом сопротивлении. Такое расположение исключает нежелательное кумулятивное сопротивление.
Одна пара проводов передает тестовый ток от измерителя, а другая пара измеряет падение напряжения на исследуемом сопротивлении. Такое расположение исключает нежелательное кумулятивное сопротивление.
Осциллограф
Осциллограф на сегодняшний день является наиболее универсальным и часто используемым (за исключением, возможно, мультиметра) из наших многочисленных электрических приборов.По сути, это вольтметр, хотя он оснащен датчиком тока, который может считывать значения в амперах, и в сочетании с другим датчиком, считывающим напряжение, его можно настроить для отображения мощности.
В наиболее широко используемом режиме, во временной области, осциллограф отображает график амплитуды в вольтах по вертикальной оси Y, отложенный в зависимости от времени в секундах по горизонтальной оси X. При необходимости автоматически появляются дробные единицы, такие как мил- и микровольт и секунды.
Благодаря чуду синхронизированной развертки быстро осциллирующий периодический сигнал может отображаться как единый стабильный сигнал. Два внешних или внутренних сигнала могут отображаться в отдельных каналах, а в математическом режиме их можно складывать, вычитать, умножать и делить. Другие функции, применимые к одиночным сигналам, включают извлечение квадратного корня, интегрирование, дифференцирование и логарифмическое отображение.
Два внешних или внутренних сигнала могут отображаться в отдельных каналах, а в математическом режиме их можно складывать, вычитать, умножать и делить. Другие функции, применимые к одиночным сигналам, включают извлечение квадратного корня, интегрирование, дифференцирование и логарифмическое отображение.
Помимо отображения дисплеев во временной области, пользователь, нажав кнопку, может мгновенно увидеть быстрое преобразование Фурье того же сигнала, отображаемое в частотной области, где амплитуда как мощность отложена по оси Y (линейная или логарифмическая шкала) и частота по оси X.Это используется для просмотра гармоник и расчета общего гармонического искажения. Кроме того, в режиме X-Y фигуры Лиссажу отображаются для одного сигнала, инициированного вторым сигналом, подаваемым на второй канал. Эти цифры меняются в зависимости от амплитудно-частотных соотношений и фазовых углов.
Ранние аналоговые осциллографы подавали внешний сигнал более или менее прямо на вертикальные отклоняющие пластины, а регулируемую временную развертку – на горизонтальные отклоняющие пластины. В ответ электронный луч записал след однородной формы волны на люминофорном покрытии на внутренней стороне стеклянного экрана, через который его можно было рассматривать как видимый свет.
В ответ электронный луч записал след однородной формы волны на люминофорном покрытии на внутренней стороне стеклянного экрана, через который его можно было рассматривать как видимый свет.
Современные цифровые инструменты достигают того же эффекта, обладая гораздо большим количеством функций и аналитических возможностей. Сигнал с каждого аналогового входа после предварительной обработки, включая усиление или ослабление по мере необходимости, поступает на отдельный аналого-цифровой преобразователь (АЦП), в котором происходит выборка. Цифровой вывод идет на процессор, память и дисплей.
Дисплей представляет собой надежный, удобный в использовании плоский экран, не требующий отклонения от высокого напряжения. Наиболее распространенные жидкокристаллические дисплеи (ЖК-дисплеи), которые сейчас используются в этих приборах, обычно имеют светодиодную подсветку.
Осциллограф смешанной области (MDO) отображает один и тот же сигнал в формате разделения экрана в формате времени и частоты. Осциллограф смешанных сигналов делает то же самое для двух отдельных сигналов. Это отличный диагностический инструмент, поскольку он коррелирует в реальном времени цифровые сбои с перебоями в подаче питания или другими аномалиями.
Осциллограф смешанных сигналов делает то же самое для двух отдельных сигналов. Это отличный диагностический инструмент, поскольку он коррелирует в реальном времени цифровые сбои с перебоями в подаче питания или другими аномалиями.
Анализатор спектра
Анализатор спектра похож на своего близкого родственника, осциллограф, с основными отличиями:
за модель, анализатор спектра существенно дороже.
Анализатор спектра обычно отображает формы сигналов только в частотной области, тогда как осциллограф отображает формы сигналов во временной области и в частотной области.
Анализатор спектра имеет больше функций, большие аналитические возможности и потенциально более высокую полосу пропускания и расширенные характеристики по сравнению с осциллографом.
Опытные техники и инженеры часто отказываются от осциллографа в пользу анализатора спектра для самых сложных работ.
На передней панели анализатора спектра имеется множество элементов управления, которые менее интуитивно понятны и очевидны, чем у осциллографа, но многие начальные трудности решаются путем обращения к руководствам пользователя, которые можно бесплатно загрузить на сайтах производителей.
Как и в случае с осциллографом, немедленной проблемой является получение содержательного изображения. Для осциллографа ответ – нажать Default Setup и Autoset. Чтобы анализатор спектра отображал несинусоидальный сигнал в частотной области и видел полный диапазон или гармоники, необходимо сначала отобразить раскрывающееся меню «Частота / диапазон».Типичными пунктами меню являются центральная частота, диапазон, начальная частота и конечная частота. (От R к центру можно временно игнорировать. Это связано с размещением контрольного маркера в центре экрана.)
Анализаторы спектраделятся на три основные категории: анализатор спектра с качанием частоты, анализатор векторного сигнала и анализатор спектра в реальном времени.
Анализатор спектра с разверткой и настройкой включает супергетеродинный приемник, который использует гетеродин для преобразования с понижением частоты прогрессивных частей исследуемого сигнала для отображения его частотного спектра как функции времени. Вы можете наблюдать за этим быстрым движением по экрану. Единственным недостатком этой остроумной конструкции является то, что в течение времени, необходимого для завершения развертки, иногда теряются краткосрочные события.
Вы можете наблюдать за этим быстрым движением по экрану. Единственным недостатком этой остроумной конструкции является то, что в течение времени, необходимого для завершения развертки, иногда теряются краткосрочные события.
Анализатор векторных сигналов – это разновидность анализатора спектра, который отображает амплитуду и фазу сигнала на одной частоте, а не более широкий спектральный контекст. Основное применение – определение качества модуляции в прототипах конструкции с использованием супергетеродинных методов.
Анализатор спектра в реальном времени производит выборку всего принятого радиочастотного спектра во временной области и использует алгоритмы быстрого преобразования Фурье для создания перекрывающихся спектров, чтобы не было пропусков и пропущенных краткосрочных событий.
Метрологические решения и инструменты для полупроводников – Nova
Видео отладчик
- Ошибки:
- Ширина:
- Высота:
- Источник:
- Статус:
- Состояние: ()
- Продолжительность:
- Скорость воспроизведения:
- Состояние сети:
Взгляд в мир производства полупроводников
В нашем мире, основанном на данных, новые технологии Nova предоставляют производителям полупроводников правильное понимание процесса и ясность, необходимую для повышения производительности процесса, выхода продукции и времени выхода на рынок
Подробнее о Nova
Обеспечение уникальной ценности на каждом этапе производства полупроводников
В отрасли с наиболее контролируемым технологическим процессом в мире Nova продолжает предоставлять производителям полупроводников важную информацию о процессах, позволяющую уверенно создавать передовые технологии.
Мастера подрывного мышления и инновационных технологий
Мы являемся экспертами в области индустриализации лабораторных технологий и разработки новых метрологических решений для улучшения управления процессами и облегчения сложных технических переходов наших клиентов.
Подробнее о наших технологиях
One Team,
One Nova
СотрудникиNova являются мастерами внедрения новаторских метрологических решений в мир управления процессами.
Присоединяйтесь к нашей команде
Последние новости и события
Пресс-релизNova получает несколько заказов на метрологию материалов от ведущих заказчиков логики и литейного производства.
28 января 2021 г.
Пресс-релизNova представит финансовые результаты за четвертый квартал и полный год 18 февраля 2021 года
19 января 2021 г.
Nova опубликует финансовые результаты за четвертый квартал и полный год 1 февраля…
18 февраля 2021 – 18 февраля 2021
Интернет-трансляция
Доступно в Интернет-трансляции
МероприятиеПродвинутая литография SPIE 2021
22 февраля 2021 – 26 февраля 2021
Цифровой форум – только онлайн
Просмотреть все пресс-релизы Посмотреть все события Измерительный прибор– обзор
3.
 05.3.4 Стандартизация сбора данных
05.3.4 Стандартизация сбора данных В идеале оценка в эпидемиологии должна проводиться с использованием стандартизированных измерительных инструментов, которые обладают известной приемлемой надежностью и валидностью. В опросах населения и автоматизированных системах регистрации надежные и достоверные измерения должны производиться эффективно и в «полевых условиях». Объем подготовки интервьюеров по изучению домашних хозяйств зависит от характера исследования. Интервьюеры в рамках Лонгитюдного исследования старения (LSOA; Kovar, 1992), широко известного в США когортного исследования, получили около 1.5 дней обучения (Фитти и Ковар, 1987), в то время как интервьюеры ЕЦА получили чуть больше недели (Мансон и др., 1985). Телефонные интервью, такие как LSOA, можно систематически отслеживать путем записи или прослушивания на случайной основе (при условии, что субъект осведомлен о такой возможности), но трудно контролировать домашние интервью, так как это невозможно предсказать. когда и где именно состоится собеседование.
Программа ECA включала в себя несколько новаторское интервью под названием Диагностический график интервью, или DIS (Робинс, Хелцер, Кроуган и Рэтклифф, 1981).DIS был разработан так, чтобы напоминать типичное психиатрическое интервью, в котором задаваемые вопросы сильно зависят от уже полученных ответов. Например, если человек положительно отвечает на вопрос о возникновении панических атак, задается ряд вопросов об этом конкретном ответе, но если ответ на вопрос о панике отрицательный, интервьюер переходит к следующему разделу. По сути, интервью адаптируется к ответам испытуемого, поэтому задается больше вопросов там, где требуется больше информации.Высокая степень структурированности DIS потребовала более одной недели обучения, а также внимания к визуальным свойствам самого буклета интервью. В результате интервьюер мог беспрепятственно следовать инструкциям относительно хода интервью и записи данных, чтобы не обидеть или не оттолкнуть респондента. Анкеты для обследований домохозяйств становятся все более адаптивными и зависимыми от ответов, поскольку с помощью адаптивных интервью можно предоставить больше информации за более короткий промежуток времени. Недорогие портативные компьютеры облегчат проведение такого адаптивного интервью. Самостоятельные компьютеризированные процедуры приема получают все более широкое распространение в системе здравоохранения, расширяя базу данных и облегчая поиск и связывание записей.
Недорогие портативные компьютеры облегчат проведение такого адаптивного интервью. Самостоятельные компьютеризированные процедуры приема получают все более широкое распространение в системе здравоохранения, расширяя базу данных и облегчая поиск и связывание записей.
Надежность и достоверность измерений обычно оцениваются до начала полевых исследований. Обычно оценка включает пилотные тесты на удобных образцах, чтобы определить оптимальный порядок вопросов, время, необходимое для каждого раздела, а также нечеткие или оскорбительные вопросы.Часто бывает полезно подвести итоги этих пилотных тестов. Следующий шаг – проверка на надежность и валидность. Многие предварительные тесты отбирают образцы из групп населения в соответствии с их характеристиками здоровья или использования услуг, чтобы получить достаточно вариаций в ответах для адекватной оценки надежности и достоверности. В целях экономии такие предварительные испытания часто проводятся в клинических условиях. Но такие предварительные тесты не предсказывают надежность и валидность в «полевых» условиях опросов домашних хозяйств. Дизайн программы ECA включал оценку надежности и валидности в условиях больницы (Robins et al., 1981), а затем в полевых условиях (Anthony et al., 1985). Надежность и достоверность DIS были ниже в домашних условиях.
Дизайн программы ECA включал оценку надежности и валидности в условиях больницы (Robins et al., 1981), а затем в полевых условиях (Anthony et al., 1985). Надежность и достоверность DIS были ниже в домашних условиях.
Электроизмерительные приборы Testo | Testo, Inc
Testo устанавливает новые стандарты в области электроизмерительной техники.
Будь то мультиметры, токоизмерительные клещи, тестеры тока или тестеры напряжения – благодаря инновационным технологиям и упрощенным приложениям измерительные приборы Testo измеряют электрические параметры, такие как ток, напряжение и сопротивление, более надежно и точно, чем когда-либо. перед.
Узнайте больше об обслуживании, калибровке и обучении, а также о повышении эффективности электроизмерительной техники.
Умные цифровые мультиметры h5>
Цифровые мультиметры Testo обходятся без циферблата и избегают неправильных настроек! Неважно, измеряете ли вы напряжение или ток ионизации – большей надежности и быть не может.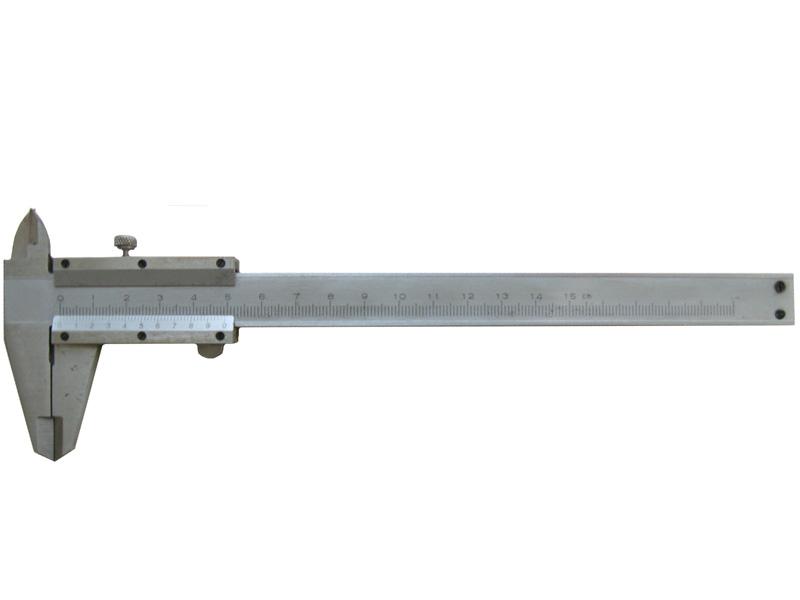
- Автоматическое определение и выбор параметров измерения посредством назначения разъемов
- Простое управление с помощью функциональных клавиш и большого дисплея с подсветкой
- Истинное среднеквадратичное измерение (TRMS)
Тестеры для измерения тока и напряжения h5>
Первые тестеры напряжения в соответствии с DIN-EN 61243-3: 2010, которые также измеряют ток. Идеально подходит почти для всех измерительных задач, связанных с проверкой тока и напряжения.
- Надежное отображение напряжения даже при разряженной батарее
- Немедленное измерение, без включения или выбора
- Сменные измерительные наконечники
Измерители напряжения с дисплеем 360 ° h5>
Только у Testo есть тестеры напряжения с круговым дисплеем. Благодаря уникальной световой технологии показания хорошо видны с любого положения.