Штангенинструменты | Материаловед
Штангенинструменты – это средства измерений линейных размеров, основными частями которых являются штанга со шкалой и нониус – вспомогательная шкала для уточнения отсчета показаний.
- Штангенциркули.
Выпускаются следующих типов: ШЦ – I; ШЦ – IС; ШЦТ – I; ШЦ – II; ШЦ – III; ШЦО – Ш; ШЦР; цифровой штангенциркуль. Учебное пособие с. 51 – 52.
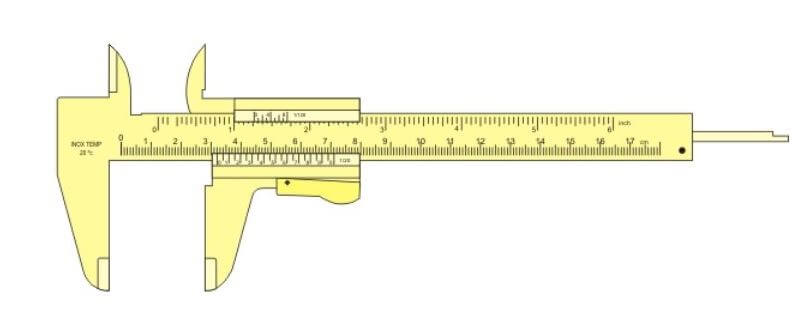
Штангенциркуль ШЦ-1 имеет штангу 1 на которой нанесена шкала с ценой деления 1 мм. По штанге 1 передвигается рамка 3 со вспомогательной шкалой – нониусом 5. Штангенциркуль снабжен губками 7 для наружных измерений; 2 – для внутренних измерений. Зажимом 4 и рамки 3 прикреплена линейка глубинометра 6. Нониус 5 является вспомогательной шкалой.
Порядок отсчета показаний штангенциркуля:
- Считают число целых делений, для этого находят по шкале штрих, ближайший слева к нулевому штриху нониуса.
- Считают доли миллиметров, для этого по шкале нониуса находят штрих, ближайший к нулевому и совпадающий со штрихом шкалы.

- Складывают число целых делений и доли миллиметров и получают значение измеренной величины.

Сначала определяют по основной шкале целое число перед нулевым делением нониуса . Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалу нониуса наиболее близко совпадает со штрихом основной шкалы.
ШЦ – I C
Это штангенциркуль со стрелочным отсчетом. Здесь вместо отсчета показаний по нониусу имеется стрелочная головка.
ШЦ – II
ШЦТ – I.
Не имеет губок для внутренних измерений, а измерительные поверхности губок оснащены пластинками из твердых сплавов для повышенной износостойкости.
ШЦ — II
Здесь нет линейки для глубиномера. Губки 1 имеют острые окончания для выполнения плоскостной разметки. А губки 2 имеют дополнительные поверхности для наружных и внутренних измерений.
ШЦ – III
Имеют губки с одной стороны для измерения наружных и внутренних размеров.
Основные параметры штангенциркулей:
Пределы измерений, мм:
ШЦ – I, ШЦ– IС, ШЦТ– I ……… 0…125;
ШЦ – I I………………………… 0…200, 0…250, 0…300;
ШЦ — I I I…………………………0…500, 250…630, 250…800, 800…2000, 2000…4000 и др.
| Обозначение | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Предел допускаемой погрешности, мм | Вылет измерительных губок, мм | |
| для наружных измерений | для внутренних измерений | ||||
| ШЦ-I-125 | 0-125 | 0,1 | 40 | 17-18 | |
| ШЦ-I-150 | 0-150 | 0,05; 0,1 | ±0,05; ±0,1 | 45 | 17-18 |
| ШЦ-III-160 | 0-160 | 0,05 | ±0,05 | 45 | — |
| ШЦ-II-200Г | 0-200 | 0,05; 0,1 | ±0,05; ±0,1 | 45 | — |
| ШЦ-II-250 | 0-250 | 0,05; 0,1 | ±0,1 | 45 | — |
| ШЦ-III-400 | 0-400 | 0,05; 0,1 | ±0,1 | 60 | — |
| ШЦ-III-500 | 0-500 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-630 | 250-630 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-800 | 250-800 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-1000 | 320-1000 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-1600 | 500-1600 | 0,1 | ±0,2 | 100 | — |
| ШЦ-III-2000 | 800-2000 | 0,1 | ±0,2 | 100 | — |
| ШЦ-III-3000 | 1600—3000 | 0,1 | ±0,3 | 150 | — |
| ШЦ-III-4000 | 2000—4000 | 0,1 | ±0,4 | 150 | — |
Пример обозначения штангенциркуля типа ШЦ-III предела измерения 1500—3000 мм: Штангенциркуль ШЦ-III-1500—3000.
Цена деления нониуса, мм……0,1; 0,05.
Кроме штангенциркулей для измерений линейных размеров используют:
— Штангенглубинометры — предназначен для измерения расстояния между двумя плоскостями глубины пазов, глухих отверстий, длин ступенчатых деталей.
— Штангенрейсмас – предназначен для разметочных работ и определения высоты деталей. Могут иметь дополнительный присоединительный узел для установки измерительных головок как параллельно, так и перпендикулярно плоскости основания.
Штангенинструмент – виды, типы, назначение инструмента
Особенности инструмента
Общее у штангенинструмента – два обязательных элемента конструкции:
- Штанга (или металлическая рейка) с основной (неподвижной) измерительной шкалой: дает показания замеров в миллиметрах или дюймах.
- Подвижная рамка (нониус или верньер) со вспомогательной шкалой: позволяет определить дробные доли миллиметра или дюймапри замерах.
По точности измерения штангенинструмент уступает только микрометру. В первом случае, при замерах мы получаем точность до десятых или сотых миллиметра (зависит от модели прибора), микрометр дает точность показаний до тысячной доли миллиметра.
В первом случае, при замерах мы получаем точность до десятых или сотых миллиметра (зависит от модели прибора), микрометр дает точность показаний до тысячной доли миллиметра.
Выпускается несколько основных видом таких приборов:
- Штангенциркули – позволят не только замерять параметры изделий или глубину отверстий, но и наносить разметку на поверхности.
- Штангенрейсмасы – для переноса размеров с чертежа на заготовку и нанесения параллельных разметочных линий.
- Штангенглубиномеры – для замеров глубины пазов и отверстий.
- Штангензубомеры – для замера параметров зубчатых реек или зубьев шестеренок.
История инструмента
Первым изобрели штангенциркуль. Не стоит доверять немецким терминам, созвучным с этим инструментом: в переводе «stangenzirkel» – это большой циркуль, для начертания дуг большого радиуса и окружностей большого диаметра. В немецком языке штангенциркуль обозначают словом «messschieber» — «раздвижной измеритель».
Прообраз первого штангенциркуля был деревянным, и появился в начале 17 века. Но в том виде и конструкции – с нониусом – в котором знаем прибор мы, штангенциркуль появился в конце 18 века в Англии, и сразу – в металле. Автором первого нониуса был математик Педру Нуниш – он разрабатывал навигационные приборы для флота, но более ранняя модель подвижной рамки со шкалой изобретена французским математиком Пьером Вернье в 30-х годах 16 века (поэтому второе название нониуса – верньер).
Но в том виде и конструкции – с нониусом – в котором знаем прибор мы, штангенциркуль появился в конце 18 века в Англии, и сразу – в металле. Автором первого нониуса был математик Педру Нуниш – он разрабатывал навигационные приборы для флота, но более ранняя модель подвижной рамки со шкалой изобретена французским математиком Пьером Вернье в 30-х годах 16 века (поэтому второе название нониуса – верньер).
Практически одновременно – с разницей в 5-7 лет появились и остальные штангенинструменты: развивалась техника и технический прогресс, появились новые технологии.
Примером влияния новых технологий на такие приборы являются электронное отсчетное устройство, или разметка штангенциркулей свыше 500 мм не от нуля. Во втором случае это связано с возможностью нанесения разметки с помощью лазера: устаревший – механический – способ нанесения разметки не мог обеспечить необходимую точность измерительным инструментам.
Виды и особенности инструментов
Мы предлагаем основные виды штангенциркулей ГОСТ 166-89:
- Тип-1 – модели ШЦ-1, ШЦЦ-1 (с цифровым отсчетом), ШЦК (с круговым отсчетным устройством).
- Тип-2 – модели ШЦ-2, ШЦЦ-2.
- Тип-3 – модели ШЦ-3, ШЦЦ-3.
- Модели с твердосплавными губками – ШЦТ (ШЦТ-1, ШЦТ-2, ШЦТ-3).

Тип 1. Инструмент имеет двустороннее расположение губок: одни используются для проведения замеров наружных параметров, вторые – для измерения параметров внутренних и выполнения разметочных работ. В моделях с верхней границей от 125 мм и выше предусмотрены глубиномеры для проведения замеров углубленных уступов, пазов и отверстий.
Кроме проведения замеров крупных элементов (деталей) этот тип штангенциркулей удобен при измерении шага резьбы: у них малые губки имеют профиль и форму заостренных лезвий.
Тип 2. Как и модели Тип-1, эти штангенциркули имеют две пары совмещенных губок – с плоскими внутренними поверхностями и цилиндрическими – наружными. Но этот тип инструмента не оборудуется глубиномером.
Тип 3. Исключительно измерительный инструмент – оборудован только одной парой губок. Как правило, такой инструмент используется при замерах больших деталей (заготовок, элементов деталей)
Как правило, такой инструмент используется при замерах больших деталей (заготовок, элементов деталей)
Модели ШЦТ. Это те же модели ШЦ, но отличие – в конструкции губок: на них устанавливаются твердосплавные пластине. Это позволяет проводить ремонт рабочих поверхностей штангенциркулей и дальнейшее использование инструмента. Применяются для проведения замеров, когда на рабочие поверхности (губки) штангенциркуля существует постоянное абразивное воздействие поверхностей.
Устройство, характеристики и свойства
Если подключить фантазию, то внешне штангель выглядит, как симбиоз молотка и линейки.
Состоит классический инструмент из следующих элементов:
- Штанга с размеченной шкалой. Максимальная величина измерений зависит от длины штанги.
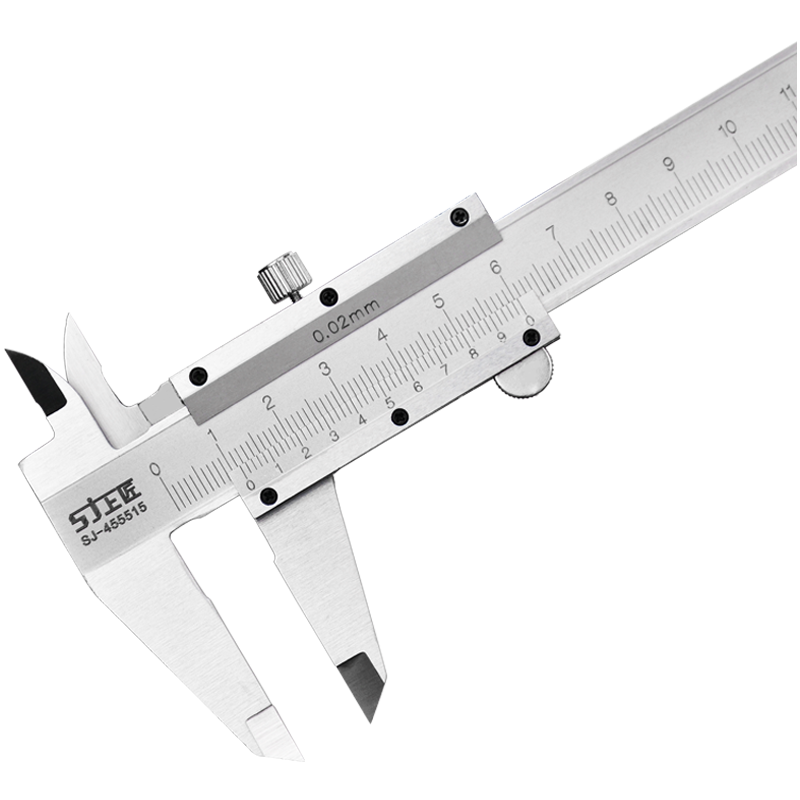
- Измерительная рамка – подвижная часть штангеля, способная перемещаться вдоль штанги. На ней нанесена шкала нониуса, позволяющая определять доли миллиметра. Внутри рамки установлена пружина с фиксирующим винтом, прижимающая ее к штанге, что снижает погрешность измерений, которая способна повысится в следствии перекоса подвижной части относительно неподвижной. Вместо нониуса может быть установлена циферблатная шкала или небольшой цифровой дисплей, что зависит от модели штангенциркуля.
- Неподвижная губка – конструктивно является частью штанги или жестко на ней закреплена, и находится с одной стороны инструмента.
Рабочей зоной является внутренняя грань стационарной губки, во время измерений ее плотно прикладывают к измеряемому объекту. - Подвижная губка – конструктивно является частью рамки или жестко на ней закреплена. Рабочая часть также внутренняя, а сама деталь расположена ровно напротив неподвижной губки таким образом, что при сдвигании рамки грани обеих губок соприкасаются. В этом положении нулевые параметры шкал штанги и нониуса должны совпадать.
- Выдвижная планка – конструктивная часть измерительной рамки, ее назначение для замера глубины в объектах.
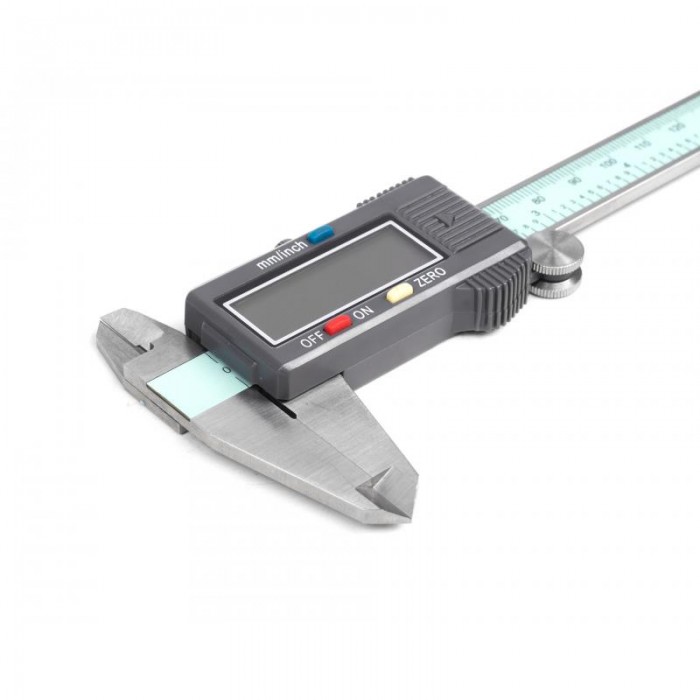
 Вместо нониуса может быть установлена циферблатная шкала или небольшой цифровой дисплей, что зависит от модели штангенциркуля.
Вместо нониуса может быть установлена циферблатная шкала или небольшой цифровой дисплей, что зависит от модели штангенциркуля.Рассмотренная конструкция, имеющая односторонние губки, позволяет определять лишь внешние размеры объектов.
Для внутренних замеров потребуется штангенциркуль с двусторонним размещением губок.
Вторые имеют, как правило, меньшие размеры, расположены аналогично первым, но с противоположной стороны штанги, а рабочими являются внешние грани.
Материал
Металлический штангенциркуль изготавливают преимущественно из углеродистой и нержавеющей стали, низколегированных инструментальных сталей 9ХС, ХВГ.
Нержавеющий инструмент — классика, однако, в производстве современных штангелей используют и композит, например, на основе углеродного волокна и полимерных смол.
Размеры
Типовые размеры классических штангенциркулей:
- Длина губок для выполнения наружных замеров: 35 – 300 мм.
- Длина губок для выполнения внутренних замеров: 6 – 22 мм.
- Измерительный диапазон – до 2 м.
- Длина нониуса: 9 – 39 мм.
- Вес (зависит от материала и размеров): 0,2 – 8,9 кг.
Модели с диапазоном измерений до 5000 мм могут весить более 35 кг.
Следующие действующие ГОСТы регулируют как поверку, так и производство штангенциркулей:
- ГОСТ 166-89 – определяет технические условия
- ГОСТ 8. 113-85 – определяет порядок поверки
 113-85 – определяет порядок поверки
113-85 – определяет порядок поверкиТочность
Нониусный штангенциркуль характеризуется несколькими классами точности:
- класс – погрешность составляет 0,05 мм (двадцатая часть миллиметра)
- класс – погрешность составляет 0,1 мм (десятая часть миллиметра)
Для высокоточных замеров применяется совершенно другой инструмент – микрометр.
Чтобы наглядно показать, на что влияет класс точности, достаточно предположить, что необходимо определить диаметр нескольких сверл без маркировки.
Штангель второго класса точности позволит найти сверла диаметром 6,7 или 6,8 мм, а первого класса еще и 6,75 мм.
Для электронных инструментов погрешность может достигать 0,01 мм.
ШТАНГЕНГЛУБИНОМЕРЫ
Штангенглубиномер – разновидность штангенинструмента. Его назначение – получение данных замеров глубин в деталях – пазов, канавок, отверстий, уступов.
Особенности и разновидности инструмента
Внешне прибор напоминает штангенциркуль – есть металлическая рамка и штанга. Но нет губок: в качестве рабочих (измерительных) элементов выступают торцы основания и штанги прибора. Стандартная точность измерения моделей с механическим нониусом – 0,1 мм (как у штангенциркуля), но более точными моделями являются с инструменты с круговой (0,02 мм ) и цифровой (0,01 мм) шкалой.
Но нет губок: в качестве рабочих (измерительных) элементов выступают торцы основания и штанги прибора. Стандартная точность измерения моделей с механическим нониусом – 0,1 мм (как у штангенциркуля), но более точными моделями являются с инструменты с круговой (0,02 мм ) и цифровой (0,01 мм) шкалой.
Принцип работы инструмента прост: рабочую часть штанги вводят в замеряемое углубление, а зафиксированное рамкой с основанием (опускают до упора) положение дает показания. Если необходимо провести измерения на сложных поверхностях, для штанги используют специальные наконечники и колки.
Тип глубиномера по ГОСТ 162-90 определяется способом отсчета:
- ШГ – модель с отсчетом по нониусу.
- ШГК – модель с круговой шкалой.
- ШГЦ – цифровая (электронная) модель.
Тип инструмента, диапазон измерений, шаг дискретности (цена деления) определяется нанесенной на изделие маркировкой.
Инструмент используется в слесарном деле (станочная обработка заготовок), в машиностроении и строительстве, при проведении ремонтных работ (строительство, автомастерские, оборудование) и прочих сферах, где необходимы точные замеры.
Снятие показаний [ править | править код ]
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и прибавляют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей ШЦ-1 цена деления нониуса — 0.1 мм.
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).

ШТАНГЕНРЕЙСМАССЫ
Штангенрейсмас – простой и точный инструмент, который используется при замерах высоты детали, глубины отверстий, взаиморасположения поверхностей деталей на одном корпусе и проведения разметочных операций. Прибор может использоваться с дополнительным подсоединяемым узлом, на который устанавливаются измерительные головки с параллельным или перпендикулярным размещением относительно плоскости основы.
Особенности и разновидности инструмента
Прибор имеет внешнюю схожесть с большинством представителей категории штангенинструментов. Его конструкция в соответствии с ГОСТ 164-90 предусматривает элементы:
- Массивная основа.
- Вертикальная штанга с миллиметровой основной шкалой (линейкой).
- Основная рамка.
- Нониус с дополнительной (микрометрической) шкалой.
- Измерительная ножка.
- Вспомогательные элементы – винты и гайки рамок, держатель сменных приспособлений, чертилка, микрометрическая рамка.

Инструмент позволяет проводить и горизонтальные, и вертикальные измерения, а при установке дополнительного узла – наклонные измерения.
Используется штангенрейсмас в слесарном деле и токарных мастерских: с его определяют линейные геометрические размеры деталей, глубины отверстий и пазов, выполняют разметку заготовок при сборке или ремонте. Применяется в разных отраслях промышленности – металлообработке, машиностроении, автомобиле- и кораблестроении.
Классификация приборов осуществляется по нескольким показателям:
- По конструктивным особенностям: ШР – нониусные, ШРК – с круговой шкалой отсчета, ШРЦ – с цифровым (электронным) отсчетом.
- По максимально измеряемой высоте (длине) деталей (максимальный показатель – 2500 мм).
- По классу точности.
- Для цифровых моделей – по шагу дискретности.
ШТАНГЕНЗУБОМЕРЫ
Штангензубомер – устройство, которое напоминает сочетание обычного штангенциркуля и глубиномера. Глубиномер позволяет выставить высоту измерения (у зубьев шестеренок толщина меняется в зависимости от высоты), а штангенциркуль позволяет измерить толщину зуба на определенной высоте (в точке замера).
Основная сфера использования – машиностроение: с помощью прибора изготавливают или ремонтируют сложные механизмы (узлы), которые имеют зубчатые передачи – шестеренки или зубчатые рейки.
Особенности инструмента
Конструктивно штангензубомер представляет собой штангу и линейку: они перемещаются в пазах с перпендикулярным (угол 90°) размещением. Рамка оборудована нониусами, за постановку штанги и рамки отвечает микропередача, а фиксация элементов осуществляется стопорными винтами. Измерительные шкалы на линейке и штанги нанесены в небольших углубленных поверхностях для предотвращения преждевременного износа.
Мы предлагаем модели с нониусом (вертикальная и горизонтальная шкала с ценой деления 0,5 мм, с величиной отсчета по нониусу в пределах 0,02 мм) или электронным отсчетом. Инструмент выполнен из инструментальной стали с матовым (антибликовым) хромированным покрытием. Измерительные поверхности имеют твердосплавное покрытие.
В каталоге представлены модели, предназначенные для проведения замеров на деталях с разным шагом зуба, и разным пределом измерений. Подбор инструмента можно выполнить самостоятельно или обратиться за помощью к нашему консультанту: это упростит и ускорит правильный выбор прибора в соответствии с вашими требованиями.
Подбор инструмента можно выполнить самостоятельно или обратиться за помощью к нашему консультанту: это упростит и ускорит правильный выбор прибора в соответствии с вашими требованиями.
ШТАНГЕНИНСТРУМЕНТЫ. НАЗНАЧЕНИЕ И УСТРОЙСТВО. НОНИУСЫ
Штангенинструмент — группа измерительных средств для измерения и разметки линейных размеров методом непосредственной оценки. Отсчетное устройство штангенинструмента состоит из измерительной линейки штанги с делениями через 1 мм и вспомогательной подвижной шкалы-нониуса для отсчета частей делений основной шкалы, нанесенной на штанге.
Принцип построения линейного нониуса
В основу отсчета по нониусу положена способность человеческого глаза оценивать совпадение или несовпадение штрихов двух сомкнутых шкал более точно при определении долей деления по одной шкале.
Нониусная шкала (рис. 1,1) имеет небольшое число интервалов деления — 10—20 по сравнению с основной шкалой. Нулевой штрих нониуса является указателем числа целых делений основной шкалы.
Рис. 1. Принцип построения нониуса:
/ — основная шкала; 2
— шкала нониуса;
3
— штанга;
4
— нониус при 7=1;
S —
нониус при 7 = 2
На рис. 1, б изображена основная шкала 1 и шкала нониуса 2 с отсчетом 0,1 мм. Если отрезок основной шкалы 9 мм разделить на десять частей, то интервал деления шкалы нониуса будет равен 0,9 мм. При совпадении нулевого штриха нониуса, например, со штрихом 20 основной шкалы, следующий первый штрих не дойдет до соответствующего штриха основной шкалы на 0,1 мм, второй на 0,2 мм и т. д., а последний — десятый на 1 мм до штриха 30 мм основной шкалы. На рис. 1 нулевой штрих нониуса расположен справа за двадцатым делением основной шкалы, а один из штрихов основной шкалы совпадает с третьим штрихом нониуса (размер 20,3 мм). Таким образом, отсчет по нониусу сводится к определению совпадения одного из штрихов нониуса с соответствующим штрихом основной шкалы.
Как видно из рис. 1, а, интервал деления шкалы нониуса меньше интервала деления основной шкалы. Такая шкала была бы слепой, поэтому на нониусные шкалы интервалы наносятся увеличенными относительно интервала основной шкалы (рис. 1,в). Общее число делений шкалы нониуса точно укладывается в определенное число делений основной шкалы.
Такая шкала была бы слепой, поэтому на нониусные шкалы интервалы наносятся увеличенными относительно интервала основной шкалы (рис. 1,в). Общее число делений шкалы нониуса точно укладывается в определенное число делений основной шкалы.
К штангенинструментам относятся штангенциркули, штанген-глубиномеры, штангенрейсмасы и штангензубомеры. Эти инструменты имеют общую конструкцию — штангу с основной шкалой и подвижную рамку с нониусом. Конструкции штангенинструментов отличаются конфигурацией измерительных поверхностей и их взаимного расположения
ШтангенциркулиГОСТ 166—80, ГОСТ 8.113—74 показаны на рис. 2, а, б.
Рис. 2. Штангенинструменты
На конце линейки штанги имеются измерительные губки с измерительными поверхностями, перпендикулярными к линейке. Вторые измерительные губки размещены на подвижной рамке 2.
На этой же рамке находится нониус
4.
Штангенциркуль, показанный на рис 2,
а, б,
с двусторонним расположением губок для моужных и внутренних измерений, оснащен линейкой-глубиномером 5 закрепленной на рамке. Рамка на линейке (штанге) стопорится винтом
Рамка на линейке (штанге) стопорится винтом
3.
На рисунке показан штангенциркуль, предназначенный для измерения диаметров вала и отверстия, расстояния между центрами отверстий и глубины отверстия при условии, что они имеют одинаковый размер (20,0 мм).
Штангенциркуль ШЦ-П (рис. 2, б) с двусторонним расположением губок для наружных и внутренних измерений и верхними заостренными губками предназначен для разметки поверхностей. Он оснащен устройством 7 микрометрической подачи для медленного перемещения рамки по штанге. При использовании микроподачи вспомогательную рамку стопорят на штанге винтом 6,
отпускают винт
3
и, вращая устройство микроподачи, перемещают рамку. Размер нижних губок в сведенном состоянии (6 = 10 мм) маркируют на боковой поверхности одной из губок. После ремонта размер губок уменьшается, поэтому на боковой поверхности указывают их действительный размер. При внутренних измерениях к значению отсчета по нониусу прибавляют действительный маркированный размер губок.
Наибольшее распространение получили штангенциркули с диапазоном измерения от 0 до 140 мм или от 0 до 320 мм с отсчетом по нониусу 0,1 и 0,05 мм.
Измерение штангенциркулем наружного диаметра выполняют в следующей последовательности. Изделие помещают между губками, прижимают неподвижную губку к поверхности детали, перемещают подвижную губку до плотного контакта измерительной поверхности губки с поверхностью измеряемой детали. Закрепляют стопорный винт губки, снимают штангенциркуль с изделия и производят отсчет по основной шкале и нониусу. Если штангенциркуль имеет микрометрическую подачу подвижной губки, то сначала подводят подвижную губку и стопорят винт рамки микроподачи. Микроподачей перемещают подвижную губку в направлении неподвижной до момента плотного контакта измерительных поверхностей губок (без перекоса губок), стопорным винтом закрепляют подвижную рамку. Снимают штангенциркуль с детали и производят отсчет по основной шкале и нониусу.
При измерении штангенциркулем с ценой деления 0,05 мм внутреннего размера изделия в него вводят губки для внутренних измерений. Сдвигают рамку до контакта губок с поверхностью. Покачивая штангенциркуль то в диаметральной, то в осевой плоскости и постоянно прижимая подвижную губку, находят положение, при котором в осевой плоскости установится наибольший размер, рят подвижную губку с нониусом и снимают показание по эсновной шкале и нониусу. К этому отсчету прибавляют аттестованную толщину губок.
Сдвигают рамку до контакта губок с поверхностью. Покачивая штангенциркуль то в диаметральной, то в осевой плоскости и постоянно прижимая подвижную губку, находят положение, при котором в осевой плоскости установится наибольший размер, рят подвижную губку с нониусом и снимают показание по эсновной шкале и нониусу. К этому отсчету прибавляют аттестованную толщину губок.
Штангенглубиномеры (ГОСТ 162—80, ГОСТ 8.164—75) покаты на рис. 12, в.
У штангенглубиномера отсутствует неподвижная губка, а подвижная рамка
2
имеет траверсу 1, являющуюся основанием (опорой) для измерения глубины. Остальные конструктивные элементы такие же, как в штангенциркуле.
Штангенглубиномеры имеют диапазон измерений не более 500 мм. На меньших диапазонах (200—300 мм) отсчет составляет 0,05 мм, на больших — 0,1 мм.
При измерении глубины измерительную поверхность штанги устанавливают на нижнюю плоскость измеряемой детали. При этом подвижная губка вместе с траверсой опускается до плотного контакта с верхней плоскостью измеряемой детали. Затем стопорят губку и снимают показание.
Затем стопорят губку и снимают показание.
Штангенрейсмасы(рис. 2, г)
по ГОСТ 164—80, ГОСТ 8.163— 75 применяются для разметки, измерения высоты и расположения поверхностей корпусных деталей.
Конструкция штангенрейсмаса приспособлена для измерения размеров от плоскости разметочной плиты, поэтому взамен неподвижной губки применено массивное основание 1, с помощью которого штангенрейсмас устанавливается на разметочную плиту. Рамка 2
с нониусом
4
имеет консольную державку, к плоскости
А
которой, строго параллельной плоскости основания
Б,
крепятся специальные устройства в виде разных «чертилок», разметочных ножей, параллельных цилиндрических губок и измерительных стержней.
Погрешности измерения штангенинструментом
Общая погрешность штангенинструмента зависит от погрешностей отдельных элементов, из которых основными являются погрешности изготовления; нанесения штрихов основной шкалы и шкалы нониуса; отклонения от перпендикулярности поверхностей измерительных губок к базовым плоскостям направляющей штанги и подвижной рамки; отклонения от параллельности и плоскостности измерительных губок; просвета между губками штанги и рамки; отклонения от перпендикулярности измерительных поверхностей к боковым сторонам губок; отклонения от прямолинейности направляющей штанги.
Штангенинструмент — группа измерительных средств для измерения и разметки линейных размеров методом непосредственной оценки. Отсчетное устройство штангенинструмента состоит из измерительной линейки штанги с делениями через 1 мм и вспомогательной подвижной шкалы-нониуса для отсчета частей делений основной шкалы, нанесенной на штанге.
Принцип построения линейного нониуса
В основу отсчета по нониусу положена способность человеческого глаза оценивать совпадение или несовпадение штрихов двух сомкнутых шкал более точно при определении долей деления по одной шкале.
Нониусная шкала (рис. 1,1) имеет небольшое число интервалов деления — 10—20 по сравнению с основной шкалой. Нулевой штрих нониуса является указателем числа целых делений основной шкалы.
Рис. 1. Принцип построения нониуса:
/ — основная шкала; 2
— шкала нониуса;
3
— штанга;
4
— нониус при 7=1;
S —
нониус при 7 = 2
На рис. 1, б изображена основная шкала 1 и шкала нониуса 2 с отсчетом 0,1 мм. Если отрезок основной шкалы 9 мм разделить на десять частей, то интервал деления шкалы нониуса будет равен 0,9 мм. При совпадении нулевого штриха нониуса, например, со штрихом 20 основной шкалы, следующий первый штрих не дойдет до соответствующего штриха основной шкалы на 0,1 мм, второй на 0,2 мм и т. д., а последний — десятый на 1 мм до штриха 30 мм основной шкалы. На рис. 1 нулевой штрих нониуса расположен справа за двадцатым делением основной шкалы, а один из штрихов основной шкалы совпадает с третьим штрихом нониуса (размер 20,3 мм). Таким образом, отсчет по нониусу сводится к определению совпадения одного из штрихов нониуса с соответствующим штрихом основной шкалы.
Если отрезок основной шкалы 9 мм разделить на десять частей, то интервал деления шкалы нониуса будет равен 0,9 мм. При совпадении нулевого штриха нониуса, например, со штрихом 20 основной шкалы, следующий первый штрих не дойдет до соответствующего штриха основной шкалы на 0,1 мм, второй на 0,2 мм и т. д., а последний — десятый на 1 мм до штриха 30 мм основной шкалы. На рис. 1 нулевой штрих нониуса расположен справа за двадцатым делением основной шкалы, а один из штрихов основной шкалы совпадает с третьим штрихом нониуса (размер 20,3 мм). Таким образом, отсчет по нониусу сводится к определению совпадения одного из штрихов нониуса с соответствующим штрихом основной шкалы.
Как видно из рис. 1, а, интервал деления шкалы нониуса меньше интервала деления основной шкалы. Такая шкала была бы слепой, поэтому на нониусные шкалы интервалы наносятся увеличенными относительно интервала основной шкалы (рис. 1,в). Общее число делений шкалы нониуса точно укладывается в определенное число делений основной шкалы.
К штангенинструментам относятся штангенциркули, штанген-глубиномеры, штангенрейсмасы и штангензубомеры. Эти инструменты имеют общую конструкцию — штангу с основной шкалой и подвижную рамку с нониусом. Конструкции штангенинструментов отличаются конфигурацией измерительных поверхностей и их взаимного расположения
ШтангенциркулиГОСТ 166—80, ГОСТ 8.113—74 показаны на рис. 2, а, б.
Рис. 2. Штангенинструменты
На конце линейки штанги имеются измерительные губки с измерительными поверхностями, перпендикулярными к линейке. Вторые измерительные губки размещены на подвижной рамке 2.
На этой же рамке находится нониус
4.
Штангенциркуль, показанный на рис 2,
а, б,
с двусторонним расположением губок для моужных и внутренних измерений, оснащен линейкой-глубиномером 5 закрепленной на рамке. Рамка на линейке (штанге) стопорится винтом
3.
На рисунке показан штангенциркуль, предназначенный для измерения диаметров вала и отверстия, расстояния между центрами отверстий и глубины отверстия при условии, что они имеют одинаковый размер (20,0 мм).
Штангенциркуль ШЦ-П (рис. 2, б) с двусторонним расположением губок для наружных и внутренних измерений и верхними заостренными губками предназначен для разметки поверхностей. Он оснащен устройством 7 микрометрической подачи для медленного перемещения рамки по штанге. При использовании микроподачи вспомогательную рамку стопорят на штанге винтом 6,
отпускают винт
3
и, вращая устройство микроподачи, перемещают рамку. Размер нижних губок в сведенном состоянии (6 = 10 мм) маркируют на боковой поверхности одной из губок. После ремонта размер губок уменьшается, поэтому на боковой поверхности указывают их действительный размер. При внутренних измерениях к значению отсчета по нониусу прибавляют действительный маркированный размер губок.
Наибольшее распространение получили штангенциркули с диапазоном измерения от 0 до 140 мм или от 0 до 320 мм с отсчетом по нониусу 0,1 и 0,05 мм.
Измерение штангенциркулем наружного диаметра выполняют в следующей последовательности. Изделие помещают между губками, прижимают неподвижную губку к поверхности детали, перемещают подвижную губку до плотного контакта измерительной поверхности губки с поверхностью измеряемой детали. Закрепляют стопорный винт губки, снимают штангенциркуль с изделия и производят отсчет по основной шкале и нониусу. Если штангенциркуль имеет микрометрическую подачу подвижной губки, то сначала подводят подвижную губку и стопорят винт рамки микроподачи. Микроподачей перемещают подвижную губку в направлении неподвижной до момента плотного контакта измерительных поверхностей губок (без перекоса губок), стопорным винтом закрепляют подвижную рамку. Снимают штангенциркуль с детали и производят отсчет по основной шкале и нониусу.
Изделие помещают между губками, прижимают неподвижную губку к поверхности детали, перемещают подвижную губку до плотного контакта измерительной поверхности губки с поверхностью измеряемой детали. Закрепляют стопорный винт губки, снимают штангенциркуль с изделия и производят отсчет по основной шкале и нониусу. Если штангенциркуль имеет микрометрическую подачу подвижной губки, то сначала подводят подвижную губку и стопорят винт рамки микроподачи. Микроподачей перемещают подвижную губку в направлении неподвижной до момента плотного контакта измерительных поверхностей губок (без перекоса губок), стопорным винтом закрепляют подвижную рамку. Снимают штангенциркуль с детали и производят отсчет по основной шкале и нониусу.
При измерении штангенциркулем с ценой деления 0,05 мм внутреннего размера изделия в него вводят губки для внутренних измерений. Сдвигают рамку до контакта губок с поверхностью. Покачивая штангенциркуль то в диаметральной, то в осевой плоскости и постоянно прижимая подвижную губку, находят положение, при котором в осевой плоскости установится наибольший размер, рят подвижную губку с нониусом и снимают показание по эсновной шкале и нониусу. К этому отсчету прибавляют аттестованную толщину губок.
К этому отсчету прибавляют аттестованную толщину губок.
Штангенглубиномеры (ГОСТ 162—80, ГОСТ 8.164—75) покаты на рис. 12, в.
У штангенглубиномера отсутствует неподвижная губка, а подвижная рамка
2
имеет траверсу 1, являющуюся основанием (опорой) для измерения глубины. Остальные конструктивные элементы такие же, как в штангенциркуле.
Штангенглубиномеры имеют диапазон измерений не более 500 мм. На меньших диапазонах (200—300 мм) отсчет составляет 0,05 мм, на больших — 0,1 мм.
При измерении глубины измерительную поверхность штанги устанавливают на нижнюю плоскость измеряемой детали. При этом подвижная губка вместе с траверсой опускается до плотного контакта с верхней плоскостью измеряемой детали. Затем стопорят губку и снимают показание.
Штангенрейсмасы(рис. 2, г)
по ГОСТ 164—80, ГОСТ 8.163— 75 применяются для разметки, измерения высоты и расположения поверхностей корпусных деталей.
Конструкция штангенрейсмаса приспособлена для измерения размеров от плоскости разметочной плиты, поэтому взамен неподвижной губки применено массивное основание 1, с помощью которого штангенрейсмас устанавливается на разметочную плиту. Рамка 2
Рамка 2
с нониусом
4
имеет консольную державку, к плоскости
А
которой, строго параллельной плоскости основания
Б,
крепятся специальные устройства в виде разных «чертилок», разметочных ножей, параллельных цилиндрических губок и измерительных стержней.
Погрешности измерения штангенинструментом
Общая погрешность штангенинструмента зависит от погрешностей отдельных элементов, из которых основными являются погрешности изготовления; нанесения штрихов основной шкалы и шкалы нониуса; отклонения от перпендикулярности поверхностей измерительных губок к базовым плоскостям направляющей штанги и подвижной рамки; отклонения от параллельности и плоскостности измерительных губок; просвета между губками штанги и рамки; отклонения от перпендикулярности измерительных поверхностей к боковым сторонам губок; отклонения от прямолинейности направляющей штанги.
Инструменты для тормозных суппортов — бесплатная доставка при заказе на сумму более 99 долларов США в Summit Racing
Результаты 1–25 из 79
 99″>
$31,99
99″>
$31,99
 99″>
$35,99
99″>
$35,99 99″>
$32,99
99″>
$32,99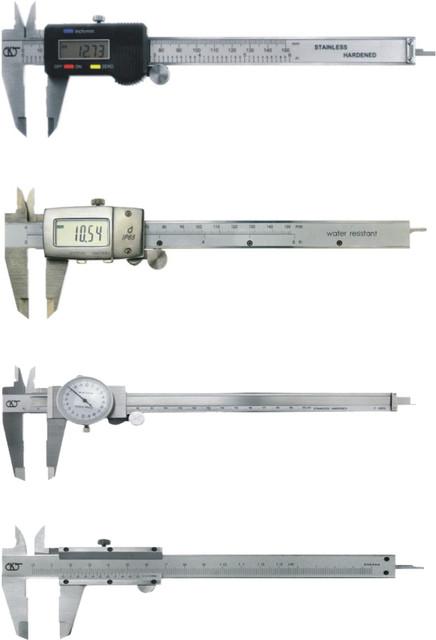 99″>
46,99 долларов США
99″>
46,99 долларов США 5″>
13,50 долларов США
5″>
13,50 долларов США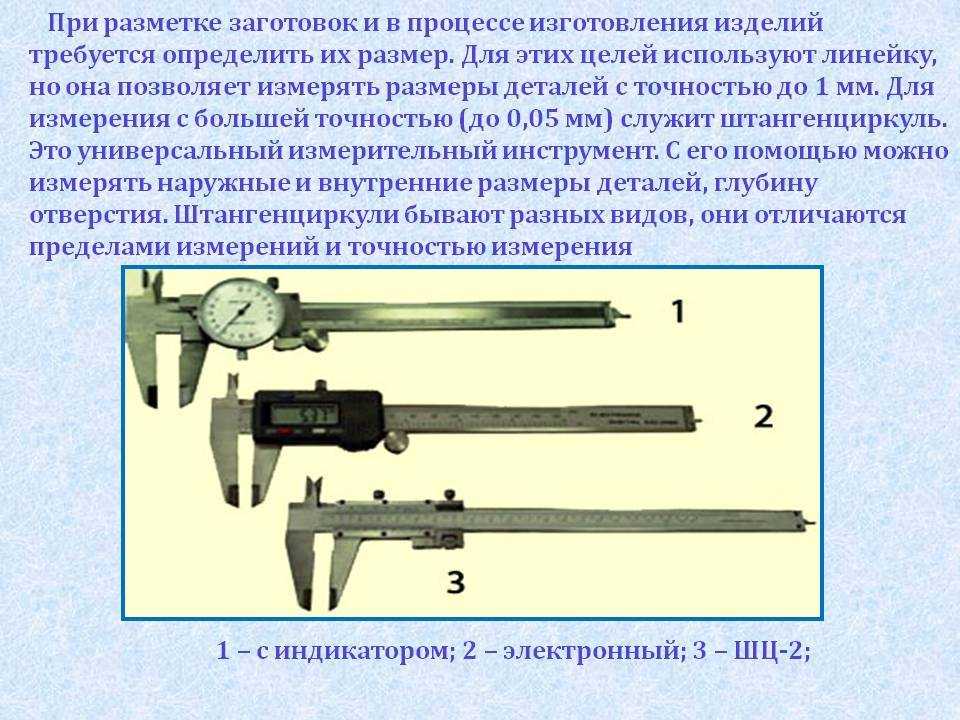 99″>
$58,99
99″>
$58,99
 если заказать сегодня
если заказать сегодня Расчетная дата международной отправки: 30 ноября 2022 г. если заказать сегодня
Расчетная дата международной отправки: 30 ноября 2022 г. если заказать сегодня Расчетная дата международной отправки: 10 ноября 2022 г. если заказать сегодня
Расчетная дата международной отправки: 10 ноября 2022 г. если заказать сегодня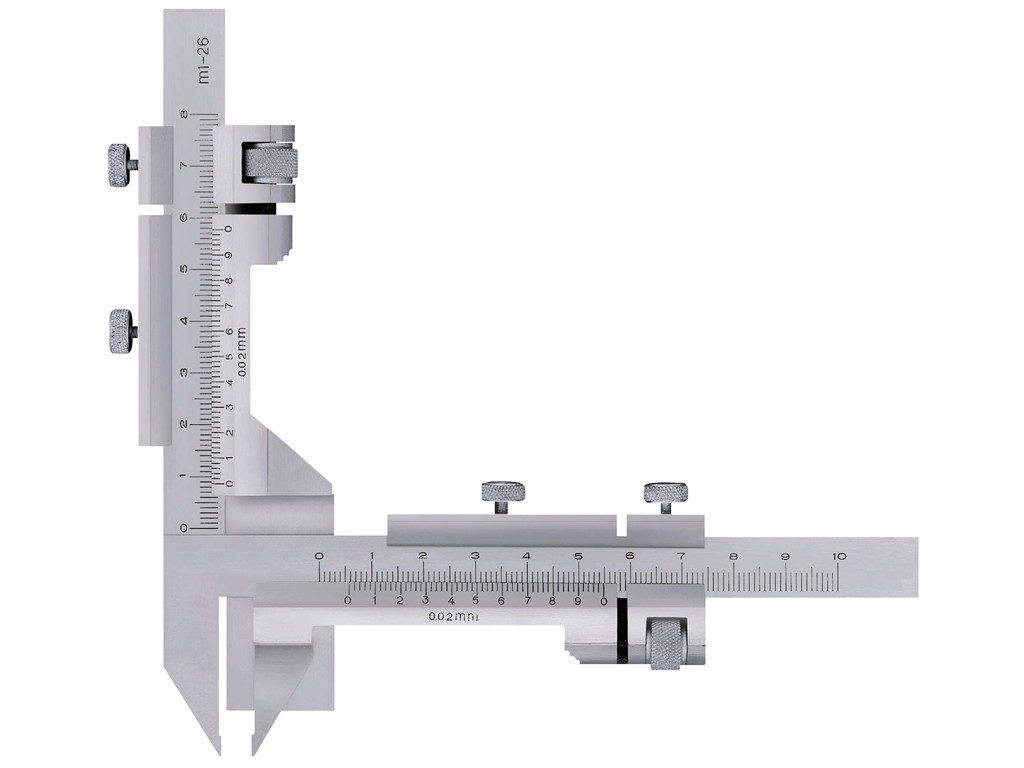 11.2022 Расчетная дата международной отправки: Четверг 10.11.2022
11.2022 Расчетная дата международной отправки: Четверг 10.11.2022 Расчетная дата международной отправки: 8 декабря 2022 г. если заказать сегодня
Расчетная дата международной отправки: 8 декабря 2022 г. если заказать сегодня Расчетная дата международной отправки: 5 декабря 2022 г. если заказать сегодня
Расчетная дата международной отправки: 5 декабря 2022 г. если заказать сегодня

 1) 53,20 $
1) 53,20 $  на автомобилях с саморегулирующимся стояночным тормозом
на автомобилях с саморегулирующимся стояночным тормозом  на автомобилях с саморегулирующимся стояночным тормозом
на автомобилях с саморегулирующимся стояночным тормозом 