станочные поворотные машинные тиски и другие виды для станков. Их ГОСТ
При производстве столярных и слесарных работ необходима надежная фиксация деталей перед тем, как проводить распиловку, сверление, строгание. Специальное устройство механического принципа действия, которое используется для такой фиксации заготовок, называется станочные тиски. Используют это приспособление при необходимости безопасной обработки детали, для хорошего уровня фиксации, и чтобы обе руки были свободны.
Особенности
Устройство выполняет две задачи: фиксирует обрабатываемую деталь крепко и положительно влияет на качество ее обработки. А также достигается хорошая скорость выполнения.
Сложно найти рабочее место, которое не оборудовано фрезерными станочными тисками.
На производственных предприятиях, где массово изготавливают детали, рабочие места оборудуют специальными устройствами, которые позволяют фиксировать их. Там, где производство небольшое или выполняют ремонт, либо есть собственная мастерская в гараже, тиски – устройство, которое сложно переоценить.

Главным и значительным параметром для станочных тисков является жесткость. Отсутствие визга, который режет слух, при обработке детали достигается с помощью жесткости тисков. Без этого фреза могла бы дребезжать. Инструмент, который стоит дорого, просто вышел бы из строя раньше намеченного срока эксплуатации. Поверхность детали также не была бы обработана должным образом, имела шероховатость. Такие детали часто бракуются, что приводит к потерям финансов.
Универсальные слесарные тиски снабжены рифлеными губками, а станочные – имеют всегда гладкие губки.
Поверхность должна быть обработана – использование чернового варианта сразу после того, как они были отлиты, исключено. Обработка губок проводится на режущем инструменте (применяют фрезу или долбяк). Следующим этапом является шлифовка. Используют плоскошлифовальный станок, с помощью которого удается достичь нужного результата: шероховатость и форма поверхности приобретают заданные значения.
Обработка губок проводится на режущем инструменте (применяют фрезу или долбяк). Следующим этапом является шлифовка. Используют плоскошлифовальный станок, с помощью которого удается достичь нужного результата: шероховатость и форма поверхности приобретают заданные значения.Выпуск любой продукции, в том числе станочных тисков для ЧПУ, имеет комплектацию, соответствующую требованиям необходимого стандарта – ГОСТа (государственный стандарт):
- тиски соответствуют требованиями ГОСТ 16518-96;
- использование болтов в комплекте – 13152-67;
- тисков – 4045-75;
- прихватов – 4735-69;
- прижимов – 18758-80.
Назначение
Движение в станках, оснащенных поворотным устройством, выполняется за счет инструментов, а не детали. Этот принцип помогает сократить расходы на поворотный механизм. Однако выполнение работы с обратной стороны детали от мастера возможно теоретически. Практически выполнить это маловероятно, видимость заготовки мастером при выполнении работы почти отсутствует.
Этот принцип помогает сократить расходы на поворотный механизм. Однако выполнение работы с обратной стороны детали от мастера возможно теоретически. Практически выполнить это маловероятно, видимость заготовки мастером при выполнении работы почти отсутствует.
Хорошим примером будет служить приведенная дальше ситуация. Необходимо обработать деталь из металла, форма которой – брусок. На каждой стороне должна быть выполнена выемка, форма которой – полуцилиндр. Мастер не видит фрезу и не знает, доходит ли она до места окончания обработки – этого не позволяет высота заготовки. На детали можно внести исправления, если фреза не выполнила свою работу до конца. Но есть сложные выемки, при которых такое не представится возможным.
При использовании станочных тисков поворотных 160-250 мм ситуация другая.
Возможно использование поворотных тисков, на которых мастер выполнит разворот детали в необходимом направлении. Отличаются оба варианта временем в 1 минуту, производительность увеличится при этом на 25%.
Станочные фрезерные тиски используют при работе на устройствах, где осуществляется машинное управление, по ряду причин.
- Программирование станка можно осуществлять так, чтобы заготовка, подлежащая обработке, поворачивалась с той стороны, где ее видно. Мастер сможет контролировать процесс обработки. Это ему пригодится особенно при введении новой программы в эксплуатацию. Ошибку можно увидеть сразу, а не после изготовления детали.
- Есть ситуации, в которых необходим поворот заготовки, а фреза должна остаться на месте.
 Это может быть изготовление идеального круга.
Это может быть изготовление идеального круга. - Большое количество заготовок удобно в обработке при фиксации в повернутых на 90° станочных тисках. После чего устанавливается рабочее положение.
 Это может быть изготовление идеального круга.
Это может быть изготовление идеального круга.Устройство и принцип работы
Обрабатывая металлические, деревянные или пластиковые детали на фрезерном станке, их фиксируют в тисках. Простота устройства дает возможность установить их в домашней мастерской и на производственных предприятиях разной величины.
Основные элементы тисков – пара губок, которые находятся друг напротив друга.
 Зажим происходит за счет действия винтов, имеющих резьбу, и приводится в действие с помощью рук. В тисках есть движущаяся губка, и есть неподвижная, закрепленная на станине. Так обеспечивается фиксация детали.
Зажим происходит за счет действия винтов, имеющих резьбу, и приводится в действие с помощью рук. В тисках есть движущаяся губка, и есть неподвижная, закрепленная на станине. Так обеспечивается фиксация детали.Конструкция механизма фиксации имеет винт, снабженный ходовой резьбой, в форме трапеции. Механизм соединен с движущейся частью, которая приводится в движение во время вращения благодаря тому, что во внутренней части находится гайка. Мастер руками вращает вал, приводя в движение пневматический цилиндр и эксцентрик. С помощью специальных отверстий, которые имеет фрезерный станок, происходит фиксация тисков на нем.
Обзор видов
Рынок предлагает множество моделей и разновидностей, которые имеют свою область применения. Разделение фрезерных тисков производят на:- тиски с гидравликой;
- поворотные станочные устройства;
- глобусные;
- самоцентрирующиеся;
- синусные;
- пневматические.

Станочные поворотные
Устройство имеет основной элемент – ротационный диск. С его помощью перемещают деталь по программным параметрам, заданным, чтобы обработать ее. Для фиксации тисков имеется плотный зажим. Он напоминает стержень, на котором имеется резьба. Происходит вынос регулятора за пределы поворотной части. Ротационный диск снабжен специальными углублениями, что позволяют надежно зафиксировать устройство ручного управления. Оно имеет две пластины из металла, находящиеся друг от друга параллельно.
Регулировка на станине осуществляется с помощью специального стержня. На нем нарезана резьба, и он имеет перпендикулярное расположение. Противоположная сторона оснащена ручкой. Подбор технических характеристик, которыми обладает приводной вал, осуществляют с соблюдением главного условия – губки при эксплуатации не должны повреждаться. Такие параметры позволяют производить регулировку расстояния от одной губки до другой и усилия сжатия. Чтобы мастеру было легче работать, некоторые модели тисков имеют обе подвижные губки и снабжаются рычагом для сжатия деталей с ускорением.
Такие параметры позволяют производить регулировку расстояния от одной губки до другой и усилия сжатия. Чтобы мастеру было легче работать, некоторые модели тисков имеют обе подвижные губки и снабжаются рычагом для сжатия деталей с ускорением.
Применение ручных тисков с поворотным механизмом осуществляется в условиях небольших мастерских частного характера, где обрабатывают хрупкие материалы. Они могут быть повреждены автоматическими устройствами.
Регулировка вручную дает контроль зажима и возможность рассчитать силу. Стоят недорого.
Пневматические
В конструкции основания имеются две ротационные пластины, тиски имеют параллельные пластины и снабжены рельсами.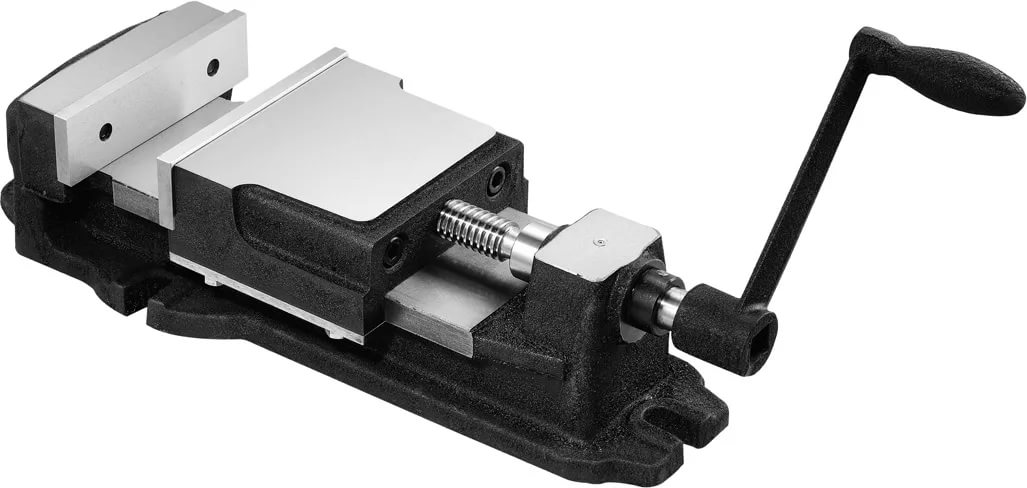 Регулировка осуществляется с помощью трубки, она имеет соединение с движущейся частью станины устройства. Ручной или электрический насос нагнетает сжатый воздух. Когда нужно зафиксировать заготовку, подается воздух в трубке, соединенной с поршнем, который двигается вперед. Для того чтобы ослабить усилия, и разомкнуть губки тисков, осуществляют переключение пневмораспределителя, чтобы стравить воздух из системы.
Регулировка осуществляется с помощью трубки, она имеет соединение с движущейся частью станины устройства. Ручной или электрический насос нагнетает сжатый воздух. Когда нужно зафиксировать заготовку, подается воздух в трубке, соединенной с поршнем, который двигается вперед. Для того чтобы ослабить усилия, и разомкнуть губки тисков, осуществляют переключение пневмораспределителя, чтобы стравить воздух из системы.
Станки с программным управлением оснащены тисками, имеющими электропривод. В такой модификации они вращаются автоматически, когда деталь обрабатывается. Процесс фрезерования проходит с хорошей эффективностью, сила сжатия больше, чем при использовании ручного устройства.
Гидравлические
Принцип действия и конструктивное решение такое же, как в пневматических тисках. Но они наполняются не сжатым воздухом, а жидкостью.
Но они наполняются не сжатым воздухом, а жидкостью.
Часто используется вода, но при необходимости большего усилия могут применить жидкость с увеличенной вязкостью и более упругую. Нужно заметить, у гидравлических станков насос не открыт, чтобы забирать окружающий воздух, а соединен со специальным резервуаром, в котором находится жидкость.
Применяют гидравлические устройства на производственных предприятиях различного типа, у которых есть возможность приобретать дорогое и высокоэффективное оборудование, позволяющее полностью автоматизировать процесс. Тиски с небольшой мощностью встречаются в обычной мастерской. Но их преимущество перед ручными моделями вызывает сомнения.
Правила эксплуатации
Чтобы не повредить заготовки и не травмировать сотрудников на рабочих местах, следует придерживаться рекомендаций специалистов.
- Стоит воздержаться от применения тяжелых предметов для фиксации заготовок. Это отрицательно подействует на точность конструкции.
- Установка устройства выполняется на рабочем столе, там же проводят и его закрепление.
- Тиски используются, как вспомогательное оборудование, когда заготовку обрабатывают с помощью фрезерного станка.
- Зажим заготовки осуществляется с помощью губок, по каждому материалу проводится отдельный расчет усилия.
Когда работы выполнены, делают чистку тисков, удаляя стружку и загрязнения. Затем проводят смазку устройства. Соблюдая технологические требования и технику безопасности для фрезера, мастер сможет производить качественную обработку деталей с помощью станка.
Для удобной обработки заготовок в определенном положении их фиксируют на рабочей поверхности с помощью станочных фрезерных тисков с поворотным механизмом. С их помощью достигается высокое и точное усилие сжатия детали.
 Существует несколько разновидностей таких устройств и каждое имеет свои плюсы и минусы.
Существует несколько разновидностей таких устройств и каждое имеет свои плюсы и минусы.Об использовании фрезерных тисков смотрите далее.
Станочные тиски – обзор – Оснастка и инструменты
Balu
Хотя что тянуть 🙂
Тиски слесарные с ручным приводом предназначены для закрепления деталей при выполнении различного вида слесарных работ.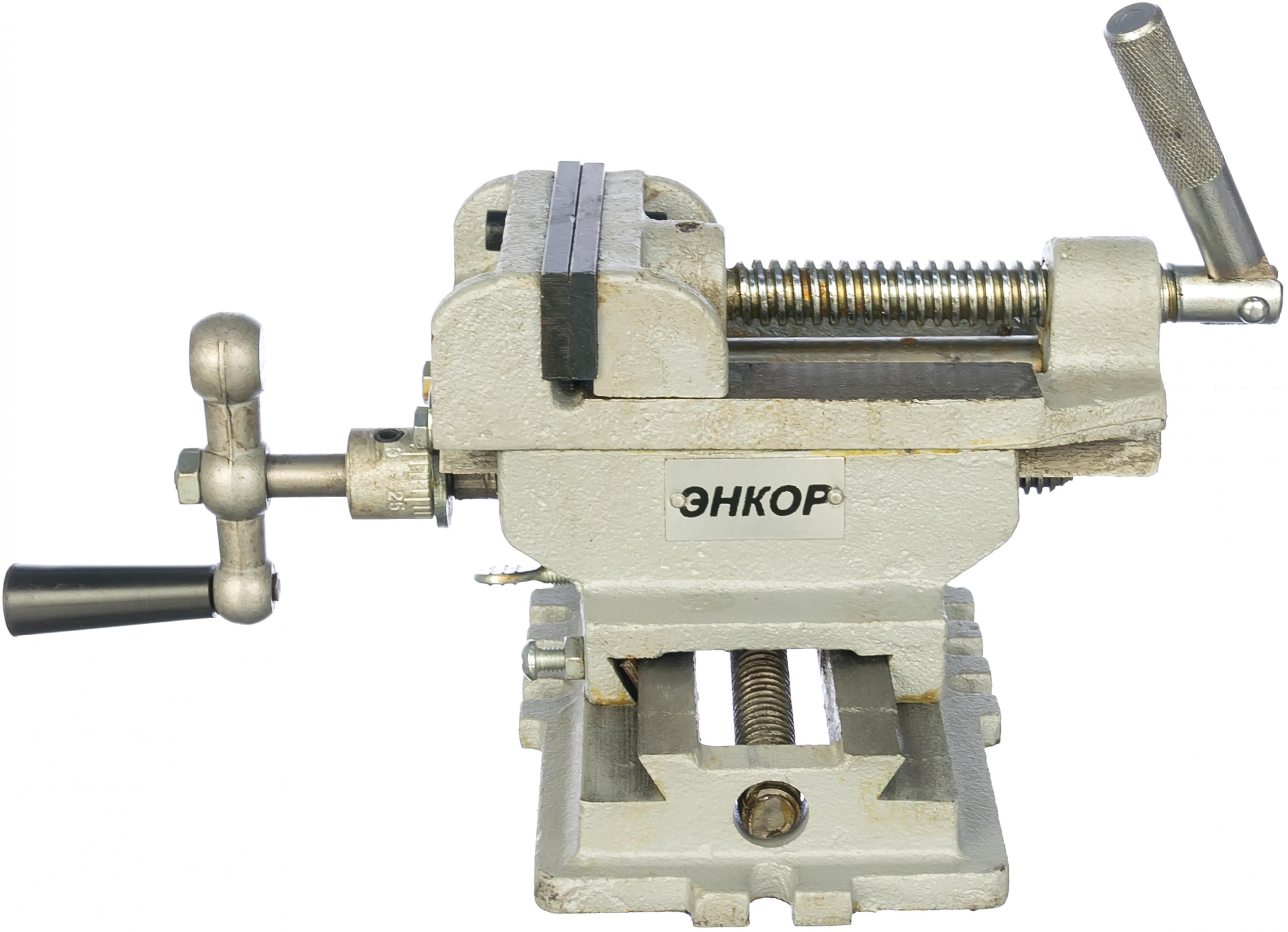 Это, в принципе, всё, что можно сказать о назначении.
Это, в принципе, всё, что можно сказать о назначении.
Бывают 3-х видов, неподвижные (жесткое крепление на стол), поворотные (могут крутиться в горизонтальной плоскости), поворотные в 2-х плоскостях (в горизонтальной и вертикальной). Третий тип наиболее удобен для домашней мастерской, но и наиболее дорог. Оптимально – взять на поворотной платформе.
Размер определяется свободным местом и производимыми работами. Тут ничего порекомендовать не могу, сами решайте.
Губки: штатно стоят зубастые, держат хорошо, но нежную деталь уродуют. Спасают накладки, отпиленные от алюминевого или стального уголка. Я рекомендую сделать сменные гладкие шлифованные губки (если есть, где заказать). Если часто приходится работать с трубками и круглыми деталями, делаются губки с профрезерованными треугольными канавками (вдоль и поперек).
Удобно, когда на тисках есть небольшая наковальня. Мало ли что расплющить или заклепать понадобится.
При выборе тисков: сталь-чугун – значения не имеет, стальные тиски обычно более качественно сделаны, чугунные (рассейские) – грубое литьё. Хотя иногда встречаются и симпотичные чугунные экземпляры. Как отличить – трудно сказать, смотрите на необработанные поверхности, литьевые поверхности чугуна очень узнаваемы по характерному “песочному” виду.
Хотя иногда встречаются и симпотичные чугунные экземпляры. Как отличить – трудно сказать, смотрите на необработанные поверхности, литьевые поверхности чугуна очень узнаваемы по характерному “песочному” виду.
Обратите внимание на качество ходового винта. Чем ровнее, блестючее и толще – тем лучше. Проверьте на равномерность вращения во всем диапазоне. Проверьте параллельность и равновысотность губок. Не берите тиски на всяких струбцинах для приворачивания к столу, ненадежно. Лучше 2 дырки под болты. Если будете брать поворотные тиски – расслабьте фиксаторы и покрутите.
Ну и главное, проверьте люфт подвижной части относительно неподвижной. Если болтается как хм.. в проруби, откажитесь от покупки. Люфт должен быть минимален, ищите более правильную конструкцию.
Вроде всё, что можно сказать про слесарные тиски.
Главная -> Металлообрабатывающие станки JET -> Станочные тиски
|
 .60 HRC) и отпущены, а также установлены на прецизионно отшлифованное опорное основание. Все поверхности тисков отшлифованы для получения повышенной точности
.60 HRC) и отпущены, а также установлены на прецизионно отшлифованное опорное основание. Все поверхности тисков отшлифованы для получения повышенной точности Большая зона контакта прижимных элементов. Опорная поверхность имеет паз и прорези для фиксации на столе станка. Плоскостность опорной поверхности в пределах 0,03 мм (30 мкм) Закаленные (52..58 HRC) и отшлифованные губки из инструментальной стали с // 0,03 мм (30 мкм).
Большая зона контакта прижимных элементов. Опорная поверхность имеет паз и прорези для фиксации на столе станка. Плоскостность опорной поверхности в пределах 0,03 мм (30 мкм) Закаленные (52..58 HRC) и отшлифованные губки из инструментальной стали с // 0,03 мм (30 мкм). Большая зона контакта прижимных элементов. Опорная поверхность имеет паз и прорези для фиксации на столе станка. Плоскостность опорной поверхности в пределах 0,03 мм (30 мкм) Закаленные (52..58 HRC) и отшлифованные губки из инструментальной стали с // 0,03 мм (30 мкм).
Большая зона контакта прижимных элементов. Опорная поверхность имеет паз и прорези для фиксации на столе станка. Плоскостность опорной поверхности в пределах 0,03 мм (30 мкм) Закаленные (52..58 HRC) и отшлифованные губки из инструментальной стали с // 0,03 мм (30 мкм). Изготовлены из плотного высоко ковкого закаленного вторичного чугуна. Профрезерованный паз основания тисков позволяет правильно направлять их на станке.
Изготовлены из плотного высоко ковкого закаленного вторичного чугуна. Профрезерованный паз основания тисков позволяет правильно направлять их на станке.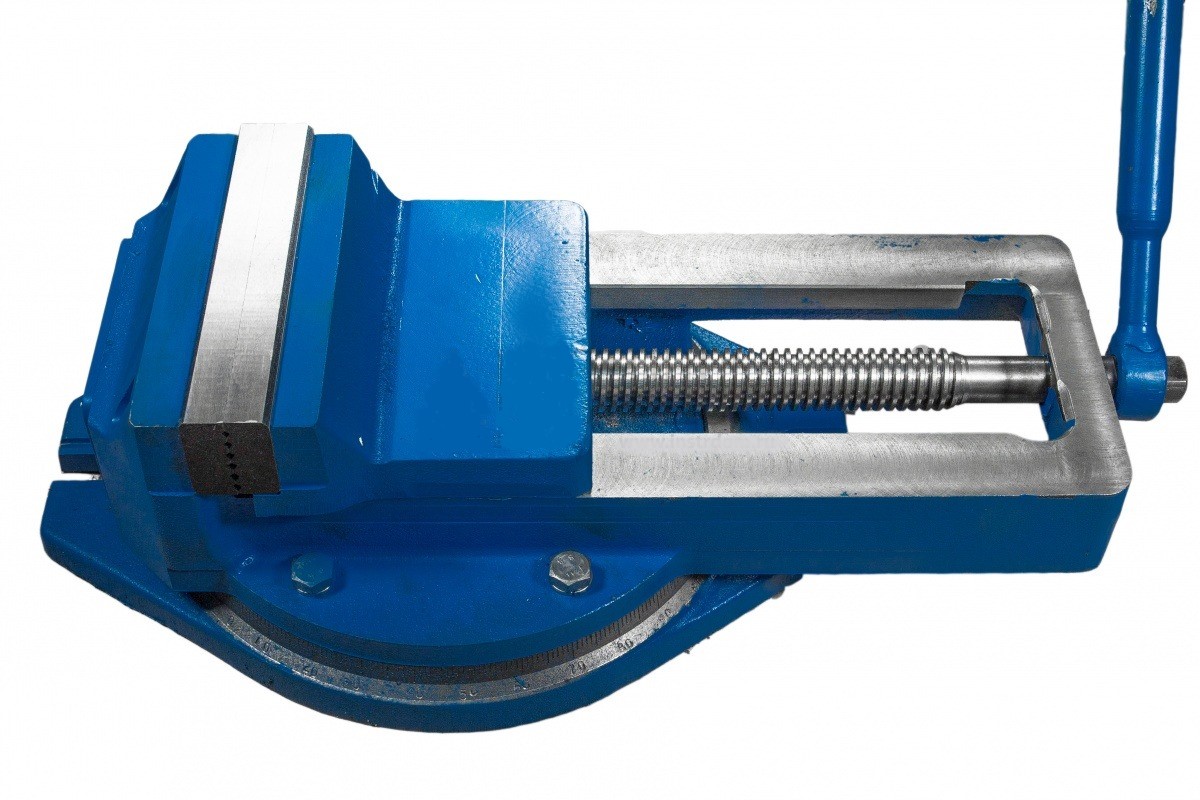 Произведены из плотного высоко ковкого закаленного вторичного чугуна. Профрезерованный паз основания тисков позволяет правильно крепить на столе станка.
Произведены из плотного высоко ковкого закаленного вторичного чугуна. Профрезерованный паз основания тисков позволяет правильно крепить на столе станка. Изготавливаются из мелкозернистого, закаленного литейного чугуна. Корпус тисков имеет высококачественное металлизированное покрытие, стойкое к царапинам и коррозии. Закаленные (52..58 HRC) и отшлифованные губки из инструментальной стали с параллельностью в пределах 0,03 мм (30 мкм). Шлифованная опорная поверхность.
Изготавливаются из мелкозернистого, закаленного литейного чугуна. Корпус тисков имеет высококачественное металлизированное покрытие, стойкое к царапинам и коррозии. Закаленные (52..58 HRC) и отшлифованные губки из инструментальной стали с параллельностью в пределах 0,03 мм (30 мкм). Шлифованная опорная поверхность. Губку можно сменить, переставив сторону поворотной головки, и зафиксировать в нужном положении. Губки изготовлены из инструментальной стали, отшлифованы и закалены до 50..60 HRC.
Губку можно сменить, переставив сторону поворотной головки, и зафиксировать в нужном положении. Губки изготовлены из инструментальной стали, отшлифованы и закалены до 50..60 HRC. Изготовлены из литейного чугуна. Неподвижная губка имеет горизонтальный и вертикальный V-образные пазы для крепления цилиндрических заготовок. Обе губки имеют уступы для зажима плоских и небольших по высоте деталей.
Изготовлены из литейного чугуна. Неподвижная губка имеет горизонтальный и вертикальный V-образные пазы для крепления цилиндрических заготовок. Обе губки имеют уступы для зажима плоских и небольших по высоте деталей. Изготовлены из мелкозернистого литейного чугуна. Имеют шлифованную опорную поверхность и направляющие, для гладкого и точного движения губок. Губки закалены и отшлифованы, на неподвижной губке имеется горизонтальный и вертикальный V-образные пазы, для удерживания цилиндрических заготовок.
Изготовлены из мелкозернистого литейного чугуна. Имеют шлифованную опорную поверхность и направляющие, для гладкого и точного движения губок. Губки закалены и отшлифованы, на неподвижной губке имеется горизонтальный и вертикальный V-образные пазы, для удерживания цилиндрических заготовок. Предназначены для точных работ, Имеют шлифованное основание и направляющие. Горизонтальные и вертикальные V-образные канавки неподвижной губке позволяют надежно удерживать цилиндрические заготовки.
Предназначены для точных работ, Имеют шлифованное основание и направляющие. Горизонтальные и вертикальные V-образные канавки неподвижной губке позволяют надежно удерживать цилиндрические заготовки. Имеют шлифованное основание и направляющие. Призматические пазы неподвижной губки позволяют зажимать горизонтально и вертикально цилиндрические заготовки. Уступ на губках предназначен для зажима плоских обрабатываемых заготовок. Винт перемещается внутри полой рукоятки, позволяя использовать тиски над столом. Тиски могут устанавливаться на две дополнительные отшлифованные поверхности. Конструкция позволяет удерживать длинные, громоздкие заготовки, пропуская их через корпус тисков.
Имеют шлифованное основание и направляющие. Призматические пазы неподвижной губки позволяют зажимать горизонтально и вертикально цилиндрические заготовки. Уступ на губках предназначен для зажима плоских обрабатываемых заготовок. Винт перемещается внутри полой рукоятки, позволяя использовать тиски над столом. Тиски могут устанавливаться на две дополнительные отшлифованные поверхности. Конструкция позволяет удерживать длинные, громоздкие заготовки, пропуская их через корпус тисков.Станочные тиски Makro-Grip 5-Axis Vice 125
Makro-Grip 5-Axis Vice 125
Самоцентрирующиеся станочные тиски серии Makro-Grip – оптимальное решение для 5-осевой обработки на фрезерных и токарно-фрезерных обрабатывающих центрах. Машинные тиски LANG Technik обеспечивают максимальное усилие и жесткость зажима заготовки при минимальной технологической прибыли в 3 мм. Быстросменные тиски Makro-Grip позволяют проводить быструю переналадку под различные типы заготовок, а также снизить вспомогательное время обработки как в ручном, так и в автоматизированном режиме смены.
Машинные тиски LANG Technik обеспечивают максимальное усилие и жесткость зажима заготовки при минимальной технологической прибыли в 3 мм. Быстросменные тиски Makro-Grip позволяют проводить быструю переналадку под различные типы заготовок, а также снизить вспомогательное время обработки как в ручном, так и в автоматизированном режиме смены.
Тиски серии Makro-Grip применяются как для черновой, так и для чистовой обработки различных материалов: алюминий, сталь, титан, никелевые сплавы. В каждом индивидуальном случае зажима заготовки прецизионные станочные приспособления LANG обеспечивают точность базирования заготовки и высокие режимы обработки детали со всех сторон. Серия прецизионных тисков Makro-Grip успешно применяется в авиакосмической, двигателестроительной, медицинской отраслях, а также для производства деталей пресс-форм и штампов, в инструментальном производстве и общем машиностроении.
Преимущества станочных тисков серии Makro-Grip:
- Лучший доступ к заготовке при 5-осевой обработке
- Быстрозажимные и быстропереналаживаемые станочные тиски
- Запатентованные реверсивные губки переставляются менее чем за одну минуту
- Исключительная удерживающая сила при невысоком усилии зажима благодаря запатентованной технологии геометрического замыкания
- Высокая точность повторяемости для установки заготовок без каких-либо концевых упоров
- Соосность базирования заготовки менее 0. 02 мм
- Простота и гибкость в обращении благодаря небольшому весу тисков
- Интеграция с системой базирования с нулевой точкой Quick-Point
- Возможность (на заказ) интеграции с другими системами нулевых точек
- Возможность автоматизации загрузки заготовок с помощью RoboTrex Automation System
 02 мм
02 ммОбъём поставки:
- 5-осевые тиски Makro-Grip 5-Axis Vice 125 с комплектом сменных закаленных губок
Типы тисков:
Артикул | 48155-125 | 48205-125 | 48255-125 | 48305-125 | 48355-125 |
Базовая длина | 160 мм | 210 мм | 260 мм | 310 мм | 360 мм |
Диапазон зажима | 0-155 мм | 0-205 мм | 0-255 мм | 0-305 мм | 0-355 мм |
Вес | 8. | 10.2 кг | 12.1 кг | 14.0 кг | 15.9 кг |
 4 кг
4 кгЗадать вопрос по данному разделу
Если у Вас есть вопрос, мы с радостью ответим на него!
Тиски слесарные, станочные | ЛИНКОР
Тиски представляют собой механическое приспособление, предназначенное для фиксации обрабатываемых заготовок. Инструмент используется в тех случаях, когда необходимо обеспечить безопасное расстояние до детали, требуется жесткий крепеж или свободные руки.
Область применения слесарно-монтажного инструмента достаточно обширна: он применяется при обработке изделий из разных материалов, при выполнении электротехнических и слесарных работ и т.д.
Устройство тисков
Конструкция тисков довольно простая – она включает две губки и фиксирующий механизм, оснащенный ручкой для плотного зажатия заготовки при обработке. Одна из губок крепится к корпусу или станине инструмента, а потому неподвижная; вторая губка отличается скользящим типом.
Одна из губок крепится к корпусу или станине инструмента, а потому неподвижная; вторая губка отличается скользящим типом.
Сам же механизм для фиксации состоит из нескольких элементов:
- ходовой винт – он проходит через всю конструкцию инструмента и соединяется с губками, отличается трапециевидной резьбой и изготавливается из стали. Расположенная на внешнем конце тисков ручка позволяет регулировать ход винта;
- станина (опорная плита) – производится из чугуна, реже из стали или дюралюминия;
- губки – подвижная губка изготавливается из чугуна, иногда из пластика или цветного металла. Губки являются сменными.
Тиски крепятся к поверхности оборудования винтами или струбцинами, более современные модели оснащаются фиксирующим магнитом. Существуют варианты конструкций с плоским основанием или увеличенным весом – в этом случае крепежные элементы не предусматриваются.
Подвижная губка фиксирует заготовку, прижимая ее к станине путем вращения винта (по часовой стрелке). Вращение в обратную сторону отводит губку от неподвижного зажима, обеспечивая образование зазора.
Вращение в обратную сторону отводит губку от неподвижного зажима, обеспечивая образование зазора.
Особенно актуальна жесткая фиксация при выполнении работ по сверлению отверстия, распиловке или другой мехобработке.
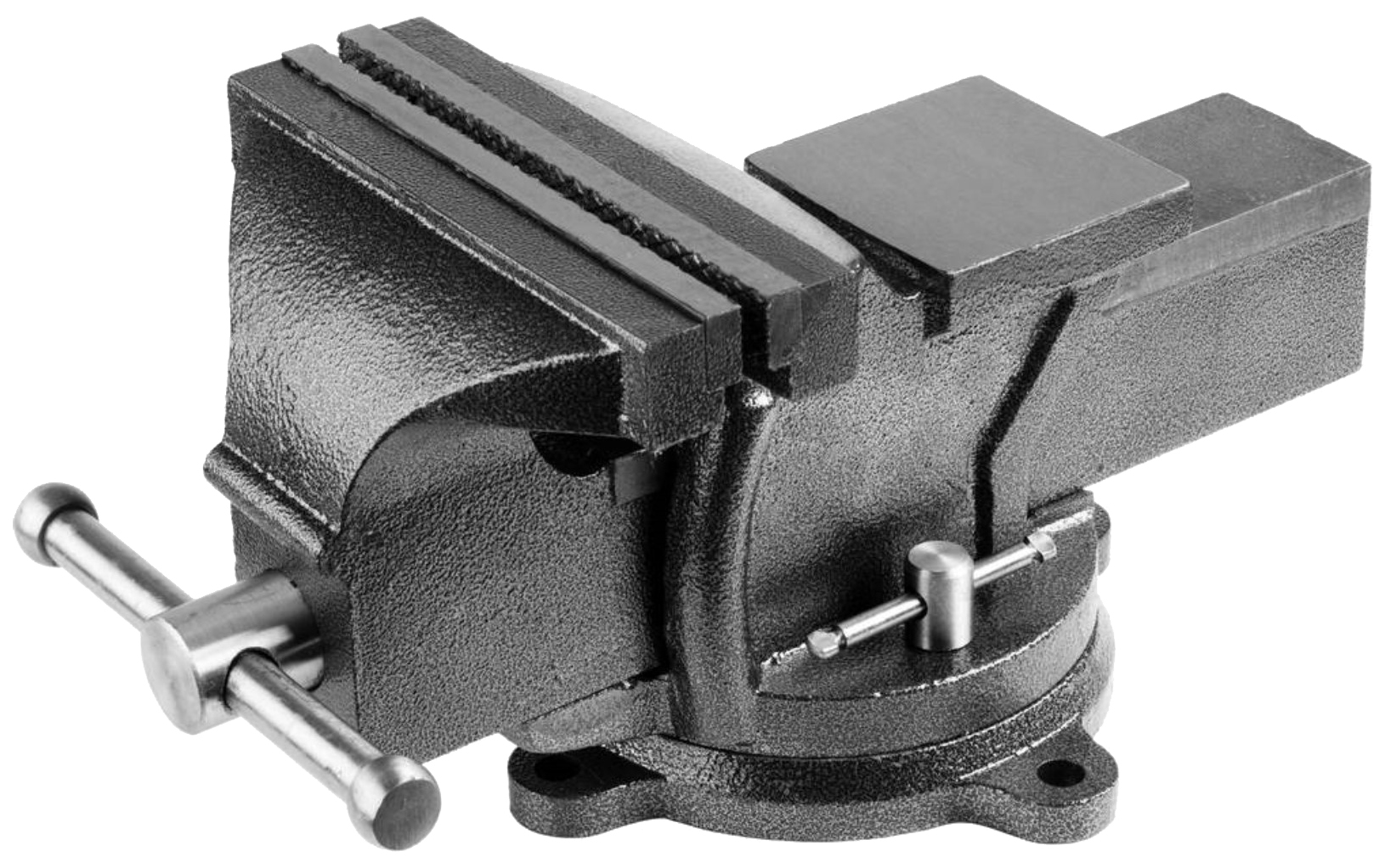
Слесарные тиски
Слесарные тиски отличаются цельнометаллической конструкцией и крепятся на поверхности стола или верстака при помощи болтов.
Различают стуловые и параллельные виды инструмента. В продаже имеются стационарные и поворотные тиски, что позволяет подобрать приспособление для работы под нужным углом.
Ширина губок варьируется в пределах 45-200 миллиметров.
Длина хода подвижной губы в среднем равняется 140 миллиметрам.
Габариты слесарных тисков подбираются в зависимости от предназначения: самые небольшие инструменты используются для фиксации миниатюрных деталей, самые габаритны – применяются на крупных производствах.
При выборе тисков стоит также обращать внимание на используемый для изготовления материал. Раньше инструмент выполнялся исключительно из чугуна, сегодня предпочтение отдается эластичной стали, которая способна выдерживать колоссальные нагрузки.
Такие параметры, как форма, цвет, производитель, выбираются, исходя из личных предпочтений и финансовых возможностей.
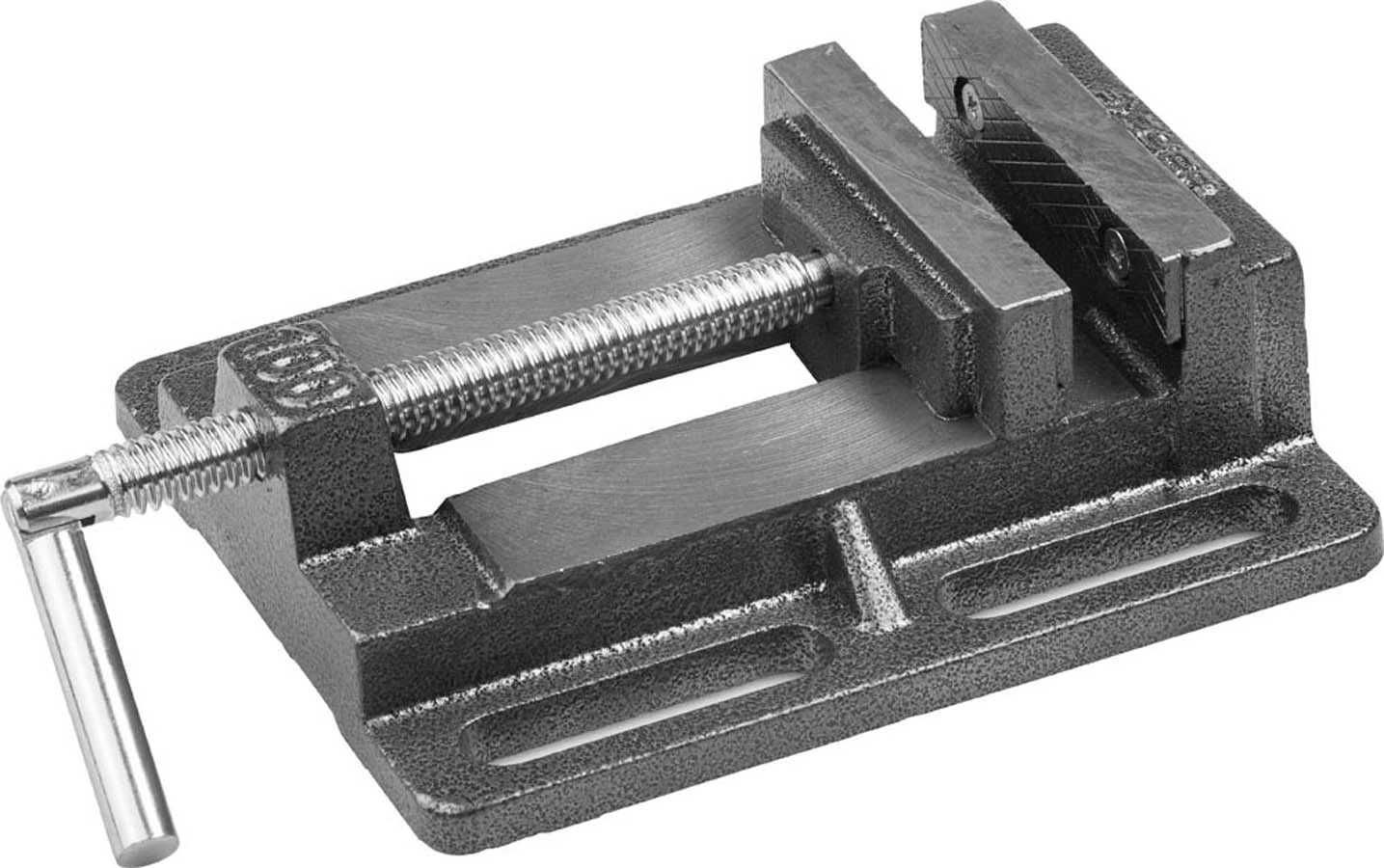
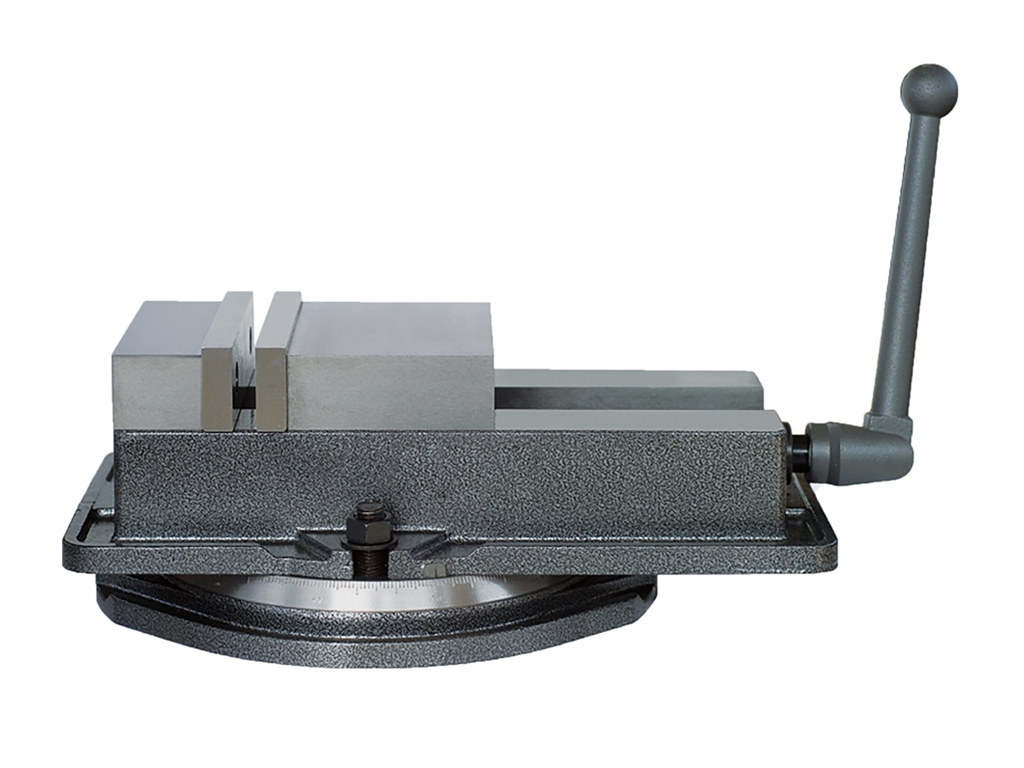
Станочные тиски
Станочные тиски устанавливаются даже на самые негабаритные фрезерные и сверлильные станки. У такого инструмента подвижная губка и основание выполнены из стали. У дорогостоящих приспособлений в комплект входят сменные накладки с V-образными пазами, предназначенные для горизонтального и вертикального зажима цилиндрических деталей.
Тиски обладают нижней частью плоской формы и двумя боковыми вырезами для фиксации к станку. Если других типов приспособлений нет в наличии, то можно прикрепить станочные тиски к верстаку, хотя предназначение у них несколько иное.
Тиски характеризуются повышенной прочностью и частичным или полным отсутствием люфта. Предназначаются для фиксации крупных деталей на промышленных станках.
Для удобства работы с заготовками станочные тиски оборудуются поворотным механизмом.
Инструмент подразделяется на базовый и синусн
Тиски машинные – Энциклопедия по машиностроению XXL
Подвешенная отливка зажимается в пневматических тисках машины и подвергается вибрации имеющиеся в отливке стержни разрушаются и высыпаются.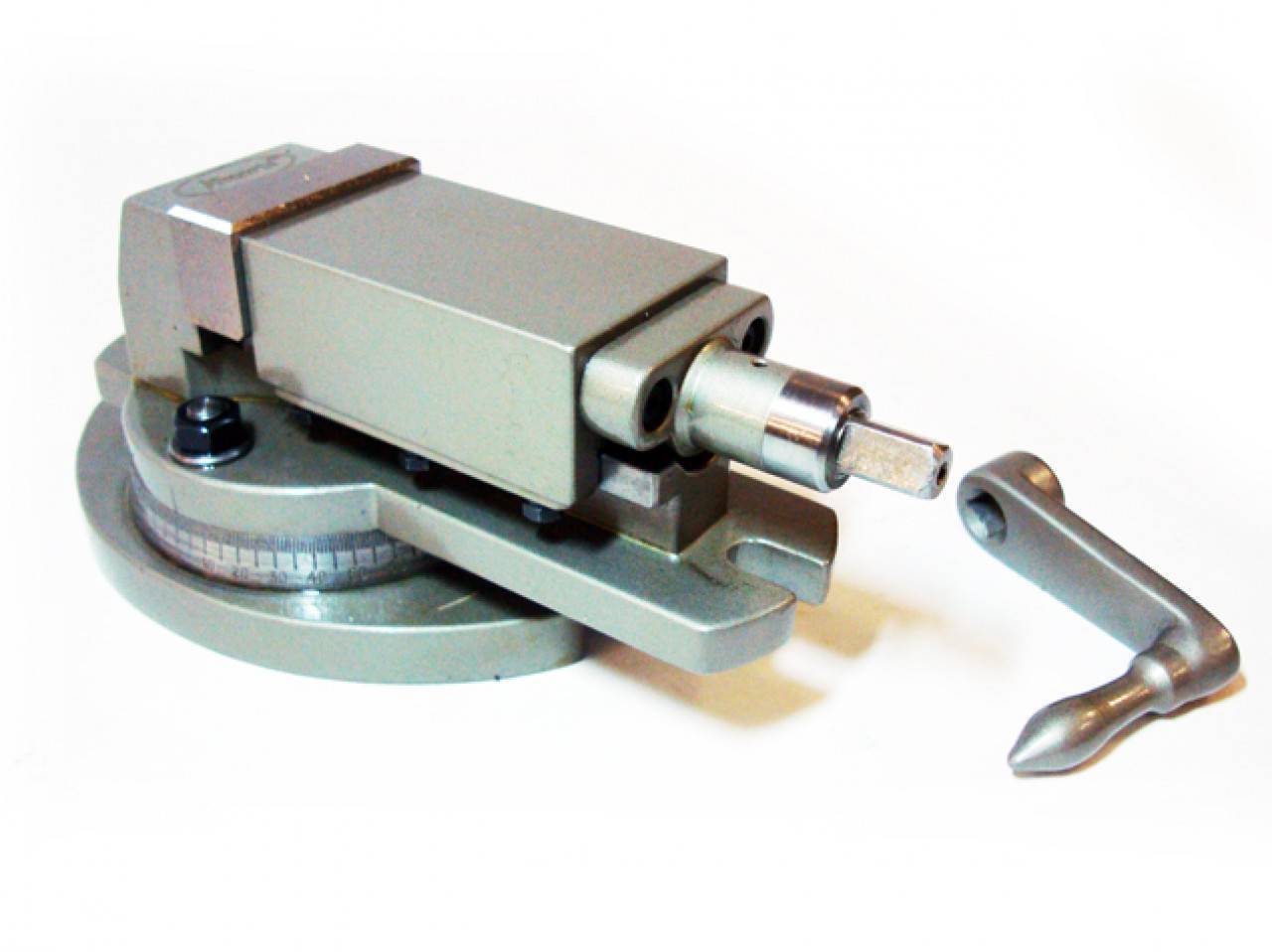 [c.150]
[c.150]Тиски машинные 231. Тиски параллельные (ГОСТ 4045-57) [c.240]
Тиски машинные винтовые [c.431]
Тиски машинные поворотные [c.431]
Тиски машинные эксцентриковые [c.432]
Тиски машинные пневматические [c.432]
Тиски машинные для закрепления заготовок на фрезерном станке — Размеры 429, 431, 4.32 Титан — Вытяжка — Рецепты смазок 248 Титановые сплавы — см. Сплавы титановые [c.982]
Для правильной установки и закрепления обрабатываемых заготовок на столе сверлильного станка применяют различные приспособления, из которых наиболее распространенными являются тиски машинные (винтовые, эксцентриковые и пневматические), призмы, упоры, угольники, кондукторы, специальные приспособления и др. [c.230]
Тиски машинные (станочные) 234, 235 Тормозные жидкости 27 Торцовые гаечные ключи 572, 575-581 динамометрические 587 тарированные 584—586 Точила для заточки шаберов 181, 182 Точность
[c. 660]
660]
Тиски машинные, подкладка мерная [c.395]
Тиски машинные, губки призматические [c.399]
Тиски машинные, специальная подкладка [c.399]
Для удаления из крупных отливок песчаных стержней применяют пневматические вибрационные машины или гидравлические камеры. На вибрационных машинах отливки зажимаются в пневматических тисках машины, затем включается вибратор, от работы которого стерж- [c.199]
Тиски машинные Размеры в мм [c.68]
Технологические процессы — Механизация и автоматизация 141—184 Тиски машинные — Размеры 68 [c.580]
Выбивка стержней. Стержни выбивают из отливок пневматическими вибрационными установками или струей воды. Отливки с песчаным стержнем зажимаются в пневматических тисках машины. Затем включается вибратор, который зажатую отливку вибрирует, отчего имеющиеся в ней стержни разрушаются и высыпаются. [c.167]
[c.167]
Закрепление заготовки в тисках. Машинные тиски бывают различных размеров сообразно размерам станка, для которого они предназначаются, и размерам деталей. [c.179]
Для правильной установки и закрепления обрабатываемых заготовок на столе сверлильного станка применяют различные приспособления, наиболее распространенными из которых являются тиски машинные (винтовые, [c.87]
Машинные тиски. Машинные винтовые тиски (рнс. 38) широко используют в единичном производстве. Они состоят из основания 4, закрепляемого на столе станка [c.88]
Упрощенные делительные головки (303) Трехшпиндельные упрощенные делительные головки (304) Трехшпиндельные вертикальные делитель- ные головки (305) Поворотные угольники (306) Тиски машинные параллельные винтовые (307) Тиски эксцентриковые с одной по- f движной губкой (308) Тиски эксцентриковые с двумя подвижными губками (310) Тиски пневматические (312) Тиски для зажима валОв чЧ (312) Двухпозиционные столы (313) Универсальные поворотные сто- г лы (315) к
[c. 8]
8]
Тиски машинные параллельные винтовые [c.307]
Если конфигурация деталей и характер операции позволяют обойтись без специальных приспособлений, особенно в условиях серийного производства, то следует выбирать универсальные приспособления патроны, тиски машинные, поворотные столы и пр., предусматривая для них дополнительные накладки, обеспечивающие надеж ное закрепление детали без выверки. Наиболее рациональным видом приспособлений здесь следует считать универсально-сборные приспособления (УСП), позволяющие сравнительно легко использовать их для обработки различных деталей в разнообразных операциях. [c.117]
Для обеспечения точности при сверлении все детали, за исключением очень тяжелых, прочно закрепляют к столу сверлильного станка. Для установки и закрепления обрабатываемых деталей на столе сверлильного станка применяются различные приспособления, наиболее распространенными из них являются прихваты с болтами, тиски машинные (винтовые, эксцентриковые и пневматические), призмы, упоры, угольники, кондукторы, специальные приспособления и др.
 [c.319]
[c.319]Тиски машинные 949, 950, 956 Титан 173, 176, 178, 219 [c.1137]
Приспособления для фрезерных работ. Наиболее распространенными в производстве являются различного вида тиски машинные, эксцентриковые, пневматические, самоцентрирующие и др. [c.296]
Тиски машинные винтовые типа МВТ предназначены для крепления деталей при механической обработке. Они изготовляются поворотными и неповоротными. В табл. 82, 83 приведены основные данные машинных тисков МВТ (рис. 81). [c.185]
Основные данные тисков машинных винтовых типа МВТ [c.186]
Тиски машинные а) неповоротные [c.185]
Фреза концевая, тиски машинные со специальными губками [c.23]
Сверла, штангенциркуль, сверлильный патрон, тиски машинные [c.33]
Зенковать фаски. В правом рычаге сделать надсечки, предотвращающие проворачивание заклепки Пуансон специальный, молоток, тиски машинные, плита для правки
[c. 49]
49]
Приборы для размерной настройки вне станка режущих инструментов для станкрв с ЧПУ Приборы для измерения режущего инструмента Инструмент алмазный шлифовальный на органической связке Инструмент алмазный шлифовальный на металлической связке Инструмент алмазный шлифовальный на керамической связке Инструмент абразивный из электрокорунда Инструмент абразивный из карбида кремния Патроны токарные Тиски машинные [c.204]
Машинные тиски. Машинные тиски являются наиболее распространенными универсальными приспособлениями для фрезерования. Их преимуществом является простота конструкции и возможность быстрой смены наладок для обработки разных деталей. Наладка вьшол- [c.459]
Тиски машинные гидрофицированные и пневмат.ические типа МТГ имеют кнопочное управление, регулируемое усилие зажима, высокую точность базирования зажимаемых деталей. Заявим осуществляется с помощью тарельчатых пружин, а отжим — гидравлический или nneBNia-тический. Основные данные этих тисков приведены в табл. 84, 85.
[c.185]
Тиски машинные, нагубники, сверло, патрон [c.38]
3-220-0081 – Тиски для фрезерного станка 8 дюймов, отверстие губок 10 дюймов
Вернуться на предыдущую страницу8-дюймовые тиски для фрезерных станков, 10-дюймовые зажимы
Тиски для прецизионных фрезерных станков с ЧПУ, ширина губок 8 дюймов и раскрытие губок 10 дюймов, TMX от Toolmex (по сравнению с Kurt® Model D810)
Посмотреть аксессуары и детали
Комплект основных винтов для 3-220-0081
3-220-0081 Упорная втулка подшипника
Пластины губок для 3-220-0081
Поворотное основание для 8-дюймовых тисков фрезерного станка
Технические подробности
| Масса | фунтов | 150 |
| Кузов | Ковкий чугун | |
| Челюсти | Закаленная сталь | |
| Крутящий момент, параллелизм, плоскостность, перпендикулярность | фут. фунты. фунты. | См. Чертеж |
| Общая длина A | в | 24.311 |
| Длина корпуса B | в | 21,850 |
| Высота кровати C (+/- 0,0005) | в | 3. 3100 3100 |
| Д | в | 1,969 |
| E | в | 2,205 |
| Ф | в | 2.283 |
| Открытие кулачка G | в | 10,433 |
| H | в | 0,953 |
| I | в | 6. 181 181 |
| Ширина корпуса J | в | 11,591 |
| Ширина губки K | в | 8.110 |
| л | в | 4,724 |
| млн | в | 1,260 |
| N | в | 9. 528 528 |
| O | в | 0,709 |
| Кузов | 1 | |
| Главный винт (входит в комплект 3-220-8102) | 2 | |
| Установочный винт (входит в комплект 3-220-8102) | 5 | |
| Тиски Гайка | 6 | |
| Щетка (2) | 7 | |
| Подвижная губка | 8 | |
| Болт | 9 | |
| Болт | 10 | |
| Сегмент полусферы | 11 | |
| Фиксированная губка | 12 | |
| Болт (2) | 13 | |
| Хомут (входит в комплект 3-220-8102) | 3 | |
| Пластины губок | 14 | |
| Втулка упорная | 4 | |
Болт (4), SHCS, 5 / 8-11X1. 25 LG 25 LG | 15 | |
| Ручка розетка | 16 | |
| Рукоятка | 17 | |
| Штифт | 18 | |
| Крышка микросхемы | 19 |
Просмотр истории покупок
Руководство по выбору правильных тисков для работы
Хорошие тиски – это основной инструмент для прецизионной обработки. Помимо выбора тисков правильного размера для вашего станка, определение правильных типов тисков для фиксации заготовки имеет решающее значение для обеспечения надежной фиксации заготовки во время фрезерования. Существует три типа тисков, с которыми вы обычно сталкиваетесь при фрезеровании с ЧПУ: тиски машиниста, тиски ЧПУ и тиски инструментального мастера.
Помимо выбора тисков правильного размера для вашего станка, определение правильных типов тисков для фиксации заготовки имеет решающее значение для обеспечения надежной фиксации заготовки во время фрезерования. Существует три типа тисков, с которыми вы обычно сталкиваетесь при фрезеровании с ЧПУ: тиски машиниста, тиски ЧПУ и тиски инструментального мастера.
Тиски машиниста
Тиски для станков популярны, потому что это отличный многоцелевой инструмент для зажима. Он имеет преимущество в виде фланцевого дна, которое обеспечивает большую площадь поверхности для стабилизации тисков и удобный способ закрепления тисков на столе или другой поверхности.Это здорово, за исключением того, что он занимает много места, что нормально, если фрезерный стол с ЧПУ достаточно большой. Все высококачественные тиски для машиниста представляют собой тиски с фиксатором, что означает, что подвижная губка с меньшей вероятностью поднимется, пока винт тисков затянут
Тиски с ЧПУ
Тиски с ЧПУ решают задачи тисков машиниста, предлагая более компактную конструкцию со всей жесткостью, присущей тискам машиниста..jpg) Его меньшая позиция означает, что несколько тисков можно использовать одновременно на минимальном количестве недвижимости.Тиски с ЧПУ имеют прецизионную шлифовку с нескольких сторон, поэтому их можно зажимать в боковом и горизонтальном направлениях. Из-за отсутствия фланца их крепление к столу немного сложнее, но это можно решить с помощью специальных зажимов для стола, которые прилагаются к тискам. Тиски с ЧПУ также имеют фиксируемую конструкцию.
Его меньшая позиция означает, что несколько тисков можно использовать одновременно на минимальном количестве недвижимости.Тиски с ЧПУ имеют прецизионную шлифовку с нескольких сторон, поэтому их можно зажимать в боковом и горизонтальном направлениях. Из-за отсутствия фланца их крепление к столу немного сложнее, но это можно решить с помощью специальных зажимов для стола, которые прилагаются к тискам. Тиски с ЧПУ также имеют фиксируемую конструкцию.
Инструментальные тиски
Инструментальные тиски меньше, недороги и довольно точны, но более громоздки в использовании, потому что метод затяжки представляет собой многоступенчатую защелку, а не винт полной длины.Тиски для инструментальных станков популярны, когда необходимо перенести работу с одного станка на другой. Вы можете оставить работу в небольших инструментальных тисках и перенести ее на другой станок, не повреждая заготовку, в том числе в сверлильный станок, фрезу, плоскошлифовальный станок или более крупные тиски машиниста. Несмотря на то, что он удерживает челюсти от подъема с фиксатором, тиски инструментального мастера обычно не имеют дополнительных принадлежностей, таких как сменные губки или рабочие ограничители, как у станочника и тисков с ЧПУ.
Несмотря на то, что он удерживает челюсти от подъема с фиксатором, тиски инструментального мастера обычно не имеют дополнительных принадлежностей, таких как сменные губки или рабочие ограничители, как у станочника и тисков с ЧПУ.
История обработки
Сегодняшние основные принципы удержания работоспособности – это эволюция проб, ошибок и творчества.Идея закрепления заготовок существует уже много веков, и ее ранние версии изображены в египетских гробницах. Их версия зажима заключалась в том, что халат обматывали вокруг заготовки, а затем вставляли палку, которую затем скручивали, чтобы зажать кусок.
К счастью, винт был изобретен, что в конечном итоге привело к возникновению современных тисков в середине 1700-х годов. Ранние деревянные винтовые тиски были усовершенствованы за счет прецизионных шлифованных металлических тисков, а затем появилась концепция стопорных тисков, которые снова сделали их более точными.До использования фиксирующих тисков губки вокруг заготовки могли слегка подниматься и наклоняться при повороте винта вперед, поскольку он не прикладывал силу непосредственно к подвижной губке. Запирающие тиски имеют соединительный механизм внутри и под челюстью, который преобразует поступательное усилие винта в поступательные и нисходящие силы на челюсти. Это удерживает челюсть вниз и перпендикулярно основанию, даже если работа находится на возвышении и удерживается только за самые верхние части челюстей.
Запирающие тиски имеют соединительный механизм внутри и под челюстью, который преобразует поступательное усилие винта в поступательные и нисходящие силы на челюсти. Это удерживает челюсть вниз и перпендикулярно основанию, даже если работа находится на возвышении и удерживается только за самые верхние части челюстей.
Workholding постоянно переоценивается производителями и специалистами по механической обработке, так что это ни в коем случае не последнее слово о тисках, но это интересный обзор того, как появились тиски на вашем станке.
ДРУГОЕ машинные тиски «Fabbaloo
Полностью напечатанные на 3D-принтере тискиНа этой неделе мы выбрали систему тисков для 3D-печати, созданную участником проекта Pinshape Кристофом Лаймером, также известным как TheGoofy.
Компания Laimer из Цюриха создала потрясающую 3D-модель, которая не только работает функционально, но и полностью подогнана друг к другу и не требует дополнительных компонентов.
Лаймер объясняет:
Это довольно прочные машинные тиски для 3D-печати.
 Он полностью напечатан на 3D-принтере – для скрепления отдельных частей не требуется винт или другое оборудование.Детали защелкиваются и защелкиваются. Это демонстрация того, что очень важно учитывать силы и свойства материала уже при проектировании механического объекта.
Он полностью напечатан на 3D-принтере – для скрепления отдельных частей не требуется винт или другое оборудование.Детали защелкиваются и защелкиваются. Это демонстрация того, что очень важно учитывать силы и свойства материала уже при проектировании механического объекта.В интерактивном представлении Autodesk Fusion 360 можно увидеть полноцветное трехмерное представление конструкции тисков.
Laimer рекомендует печатать 9 компонентов только с 35% -ным заполнением, но с тремя оболочками по периметру, с размером слоя от 0,1 до 0,15 мм. Он также не рекомендует использовать вспомогательные материалы.
Все детали, необходимые для сборки тисков, напечатанных на 3D-принтере. Файлы STL можно бесплатно загрузить с Pinshape, потрясающего сайта, где можно найти интересные модели для 3D-печати.
Но прежде чем вы отправитесь печатать и собирать тиски, я настоятельно рекомендую вам посмотреть видео Лаймера, объясняющее, как собирать компоненты тисков. И это не потому, что вам нужно это объяснение: нет, вместо этого вы найдете чрезвычайно ценное объяснение того, как лучше всего печатать на 3D-принтере не только эти компоненты тисков, но и ЛЮБОЙ механический компонент на экструзионном 3D-принтере.
И это не потому, что вам нужно это объяснение: нет, вместо этого вы найдете чрезвычайно ценное объяснение того, как лучше всего печатать на 3D-принтере не только эти компоненты тисков, но и ЛЮБОЙ механический компонент на экструзионном 3D-принтере.
Лаймер предлагает еще несколько очень интересных проектов для 3D-печати, которые вы можете найти на его сайте.
Via Pinshape и Christoph Laimer
Добавить в корзину
Добавить в корзину
Добавить в корзину
Добавить в корзину
Добавить в корзину
Добавить в корзину | |||||||||
 Все важные поверхности закалены и отшлифованы.
Все важные поверхности закалены и отшлифованы. 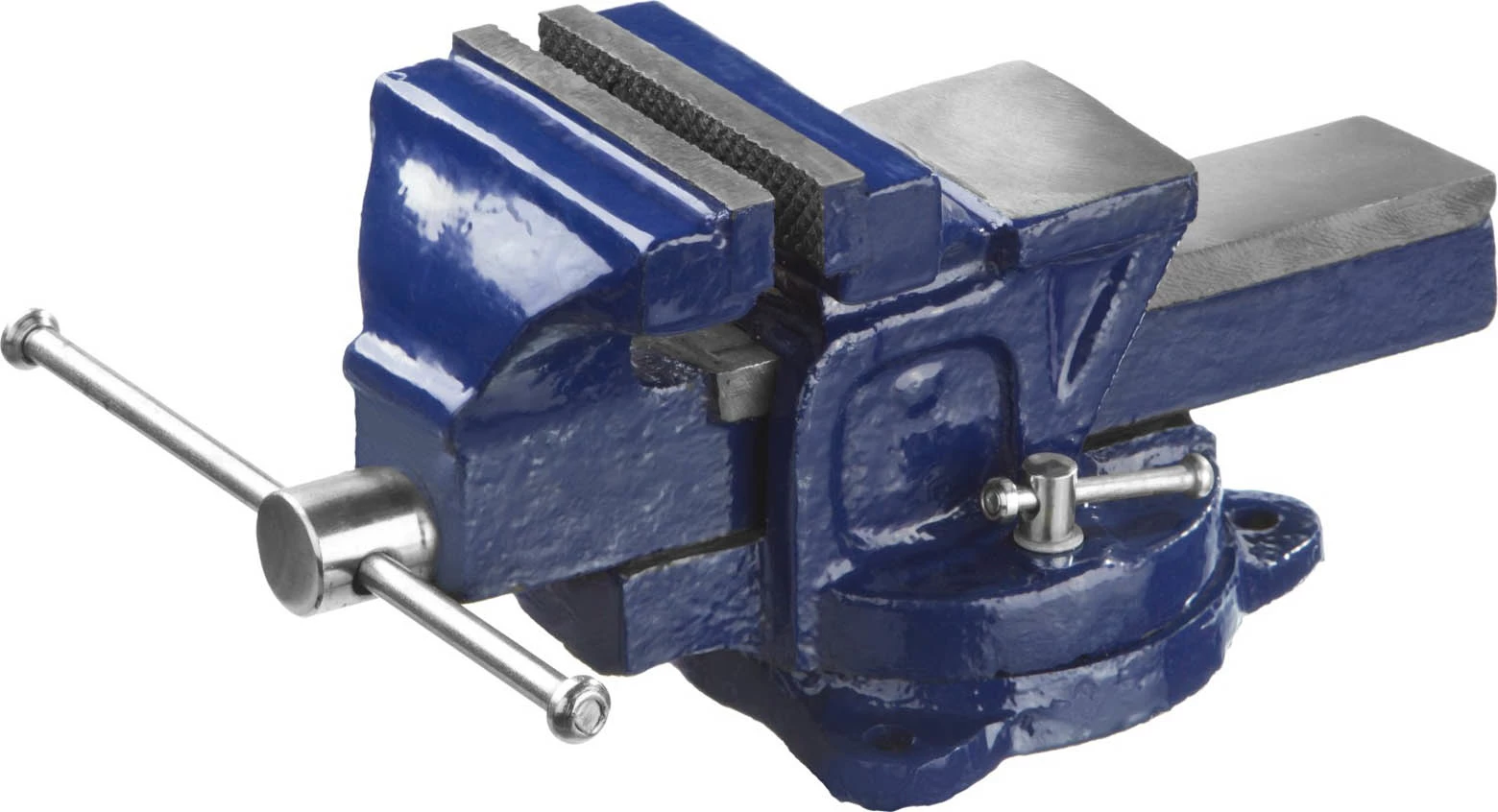 00
00
 Идеально подходят для установки нескольких тисков.
Идеально подходят для установки нескольких тисков. 
 00
00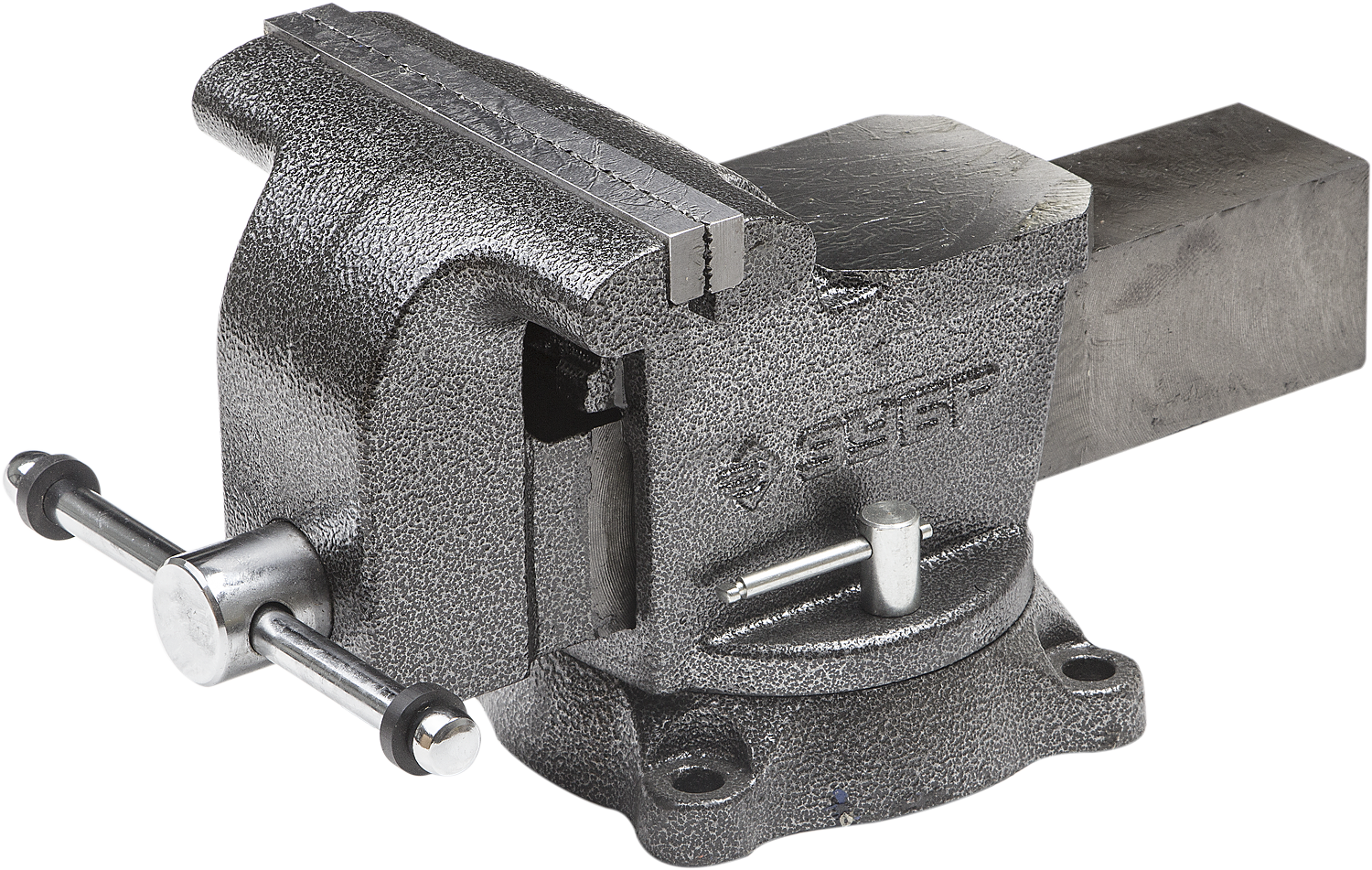 Эти тиски для фрезерных станков имеют градуировку для облегчения считывания углов.
Эти тиски для фрезерных станков имеют градуировку для облегчения считывания углов.  4 “
4 “Струйные фрезерные станки Тиски
| 11602 | 4-дюймовые тиски для фрезерных станков |
| 11604 | 6-дюймовые тиски для фрезерных станков |
| 11603 | 4-дюймовые тиски для фрезерных станков с основанием |
| 11605 | 6-дюймовые тиски для фрезерных станков с основанием |
На 4- и 6-дюймовые тиски для фрезерных станков Wilton предоставляется пожизненная гарантия .
- Тиски общего назначения для фрезерования и шлифования
- Прочная конструкция с отливкой из мелкозернистого чугуна и тисками из закаленной стали
- Станина шлифованных тисков для плавного, последовательного и точного движения губок
- Закаленные губки с V-образной канавкой удерживают предметы круглой формы как по вертикали, так и по горизонтали
- Оцинкованный винт с резьбой ACME обеспечивает постоянное давление зажима и долговечность
- Высокая точность, если станины и основания параллельны Â ±.001â €
- Съемное основание, поворачивающееся на 360 ° (деление 1 °). Простой монтаж с помощью стопорных болтов
На 4- и 6-дюймовые тиски Wilton с основанием предоставляется пожизненная гарантия
- Тиски общего назначения для фрезерования и шлифования
- Прочная конструкция с отливкой из мелкозернистого чугуна и тисками из закаленной стали
- Станина шлифованных тисков для плавного, последовательного и точного движения губок
- Закаленные губки с V-образной канавкой удерживают предметы круглой формы как по вертикали, так и по горизонтали
- Оцинкованный винт с резьбой ACME обеспечивает постоянное давление зажима и долговечность
- Высокая точность, если станины и основания параллельны Â ±. 001â €
- Съемное основание, поворачивающееся на 360 ° (деление 1 °). Простой монтаж с помощью стопорных болтов
 001â €
001â €| 11614 | 4-1 / 2-дюймовые тиски для низкопрофильных фрезерных станков |
| 11615 | 4-1 / 2-дюймовые низкопрофильные тиски для фрезерных станков с основанием |
Тиски для низкопрофильных фрезерных станков Wilton 4-1 / 2 дюйма имеют пожизненную гарантию
- Тиски общего назначения для фрезерования и шлифования
- Идеально подходит для приложений, где необходима малая габаритная высота
- Прочная конструкция с отливкой из мелкозернистого чугуна и закаленными гладкими губками
- Станина шлифованных тисков для плавного, последовательного и точного движения губок
- Оцинкованный винт с резьбой ACME обеспечивает постоянное давление зажима и долговечность
- Высокая точность, когда станины и основания параллельны ±. 001 дюйм
- Опциональное основание, поворачивающееся на 360 ° (градуировка 1 градус) Простой монтаж с помощью стопорных болтов
 001 дюйм
001 дюйм Тиски для низкопрофильных фрезерных станков Wilton 4-1 / 2 дюйма с основанием
имеют пожизненную гарантию
- Тиски общего назначения для фрезерования и шлифования
- Идеально подходит для приложений, где необходима малая габаритная высота
- Прочная конструкция с отливкой из мелкозернистого чугуна и закаленными гладкими губками
- Станина шлифованных тисков для плавного, последовательного и точного движения губок
- Оцинкованный винт с резьбой ACME обеспечивает постоянное давление зажима и долговечность
- Высокая точность, когда станины и основания параллельны ±.001 дюйм
- Опциональное основание, поворачивающееся на 360 ° (градуировка 1 градус). Простой монтаж с помощью стопорных болтов
Я могу поднять свой 80 фунтов.
 фрезерный станок тиски одной рукой! Либо я становлюсь слабее с возрастом, либо мои тиски для фрезерного станка (были 80 фунтов) становятся тяжелее, потому что поднять их до высоты стола 42 дюйма стало настоящей рутиной. процедура, которую я начал бояться. С этой мотивацией и некоторым свободным временем я решил облегчить ее.Сначала я добавил полку позади левой стороны стола на той же высоте, что и стол для мельницы. Я использовал 100 фунтов. направляющая на шарикоподшипниках для выдвижной полки для хранения тисков. Есть много разных идей подъемников, но я хотел, чтобы моя была простой, поэтому я натолкнулся на идею использовать 150 фунтов. вес головки мельницы для выполнения всей тяжелой работы. Я сделал 24-дюймовую штангу из стальной квадратной трубы размером 1-3 / 4 дюйма X 1/8 дюйма и прикрепил ее к верхней части колонны, опирающейся на использованный упорный подшипник тисков и шарикоподшипник наверху, достаточно приподнятый, чтобы очистить шкивы и ремни.Моя колонка имеет значительную кромку наверху, поэтому я смог вставить стальную пластину с резьбой 1/2 дюйма X 13 под кромку, чтобы закрепить все.
фрезерный станок тиски одной рукой! Либо я становлюсь слабее с возрастом, либо мои тиски для фрезерного станка (были 80 фунтов) становятся тяжелее, потому что поднять их до высоты стола 42 дюйма стало настоящей рутиной. процедура, которую я начал бояться. С этой мотивацией и некоторым свободным временем я решил облегчить ее.Сначала я добавил полку позади левой стороны стола на той же высоте, что и стол для мельницы. Я использовал 100 фунтов. направляющая на шарикоподшипниках для выдвижной полки для хранения тисков. Есть много разных идей подъемников, но я хотел, чтобы моя была простой, поэтому я натолкнулся на идею использовать 150 фунтов. вес головки мельницы для выполнения всей тяжелой работы. Я сделал 24-дюймовую штангу из стальной квадратной трубы размером 1-3 / 4 дюйма X 1/8 дюйма и прикрепил ее к верхней части колонны, опирающейся на использованный упорный подшипник тисков и шарикоподшипник наверху, достаточно приподнятый, чтобы очистить шкивы и ремни.Моя колонка имеет значительную кромку наверху, поэтому я смог вставить стальную пластину с резьбой 1/2 дюйма X 13 под кромку, чтобы закрепить все.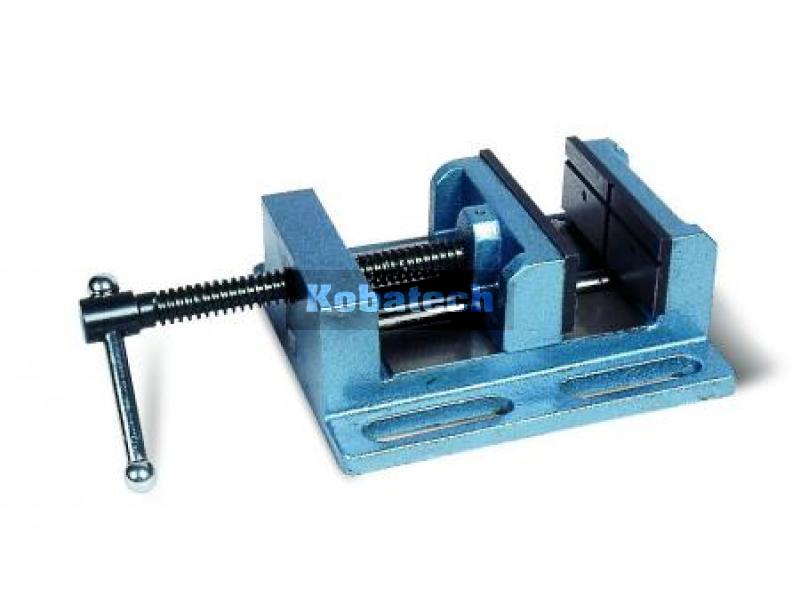 Удобно было 2 болта рядом с тем местом, где я хотел прикрепить подъемные тросы, поэтому я сделал полукруглая гусеница с роликовой тележкой, чтобы можно было поворачивать стрелу под нагрузкой.Мне пришлось сделать раму для тисков, чтобы можно было поднимать ее в центре тяжести, и аналогичный крюк для поворотного стола. Я повернул три самоцентрирующихся ролика. на оси 1/2 дюйма внутри кронштейна для кабелей.Теперь я могу переместить фрезерный стол влево, подсоединить тиски к внутреннему тросу и легко опустить фрезерную головку на пару дюймов, что поднимает тиски на ту же величину, вытащить скользящую полку, опустить тисках, отсоедините кабель и сдвиньте полку от стола. Аналогичная процедура с использованием внешнего кабеля, чтобы поднять поворотный стол и повернуть его к столу мельницы. Больше никаких болей в спине. Я осознаю проблему безопасности, заключающуюся в том, что не использую защиту ремня, но я потерял ее с годами, и мои ремни все равно находятся у меня над головой.
Удобно было 2 болта рядом с тем местом, где я хотел прикрепить подъемные тросы, поэтому я сделал полукруглая гусеница с роликовой тележкой, чтобы можно было поворачивать стрелу под нагрузкой.Мне пришлось сделать раму для тисков, чтобы можно было поднимать ее в центре тяжести, и аналогичный крюк для поворотного стола. Я повернул три самоцентрирующихся ролика. на оси 1/2 дюйма внутри кронштейна для кабелей.Теперь я могу переместить фрезерный стол влево, подсоединить тиски к внутреннему тросу и легко опустить фрезерную головку на пару дюймов, что поднимает тиски на ту же величину, вытащить скользящую полку, опустить тисках, отсоедините кабель и сдвиньте полку от стола. Аналогичная процедура с использованием внешнего кабеля, чтобы поднять поворотный стол и повернуть его к столу мельницы. Больше никаких болей в спине. Я осознаю проблему безопасности, заключающуюся в том, что не использую защиту ремня, но я потерял ее с годами, и мои ремни все равно находятся у меня над головой.Тиски гидравлические машинные PHV 130
Законодательный декрет № 196/2003,
Арт. 7 – Право доступа к личным данным и другие права
7 – Право доступа к личным данным и другие права
1. Вы имеете право получить подтверждение существования личных данных о нем, даже если они еще не зарегистрированы, и их сообщения в понятной форме.
2. Вы имеете право на получение информации:
а) происхождение персональных данных;
б) цели и методы лечения;
в) логика, применяемая при лечении с помощью электронных средств;
d) личность владельца, управляющего и представителя, назначенного в соответствии с пунктом 2 статьи 5;
e) субъекты или категории субъектов, которым могут быть переданы личные данные или которые могут узнать о них в качестве назначенного представителя в государстве, менеджеров или агентов.
Лицом, ответственным за обработку персональных данных, является Компания Krollit di Sandra Gaspar
Лицом, ответственным за обработку персональных данных, является г-жа Сандра Гаспар, онлайн-продавец
3. Вы имеете право:
Вы имеете право:
a) обновление, исправление или, если интересно, интеграция данных;
b) аннулирование, анонимность или блокирование данных, обрабатываемых незаконно, включая данные, которые не нужно хранить для целей, для которых данные были собраны или впоследствии обработаны;
c) подтверждение того, что операции, указанные в письмах a) и b), были уведомлены, а также связаны с их содержанием, тем, кому данные были переданы или распространены, если это требование не является невозможным или предполагает использование средств, явно несоразмерных защищенное право.
4. Вы имеете право на возражение, полностью или частично:
a) на законных основаниях обработка личных данных, касающихся его, даже в объеме сбора;
b) на обработку персональных данных для целей рассылки рекламных материалов или прямых продаж, а также для проведения маркетинговых исследований или коммерческих коммуникаций.
.