Штангенциркули, штангенглубиномеры и штангенрейсмасы
Назначение и устройство штангенинструментов
Штангенинструменты – измерительные приборы для замера линейных величин с отсчетом по штриховой шкале либо цифровому дисплею.
В основе своей конструкции штангенинструменты имеют штангу (отсюда их название) c матовым хромированным покрытием для безбликового считывания, на которой нанесена основная шкала. Они предназначены для абсолютных измерений линейных размеров, а также для воспроизведения размеров при разметке деталей.
Кроме штанги с основной шкалой, составными частями штангенинструментов являются подвижные и неподвижные губки, посредством которых производится измерение, а также перемещающаяся по специальной рамке вспомогательная шкала-нониус и фиксирующее приспособление. Неподвижные губки обычно выполняются совместно со штангой, а подвижные закреплены на рамке с нониусом или изготавливаются заодно с ней.
К штангенинструментам относят штангенциркули, штангенглубиномеры и штангенрейсмасы. Устройство штангенинструментов определяется их назначением.
Кроме металлических, выпускают также модели изготовленные из углепластика. Углепластиковые штангенинструменты удобны для измерения магнитов и имеют низкую теплопроводность, что уменьшает температурную погрешность при измерении.
В России штангенинструменты выпускают инструментальные заводы – Челябинский (ЧИЗ) и Кировский (КРИН). Среди зарубежных фирм можно отметить Mitutoyo (Япония), Tesa (Швейцария), Carl Mahr (Германия).
В настоящее время выпускают три группы штангенинструментов:
- механические штангенинструменты с отсчетов по штриховой шкале, оснащенные нониусом;
- штангенинструменты с отсчетом по циферблату;
- электронные штангенинструменты с цифровым отсчетом.
***
Шкала нониуса или верньер
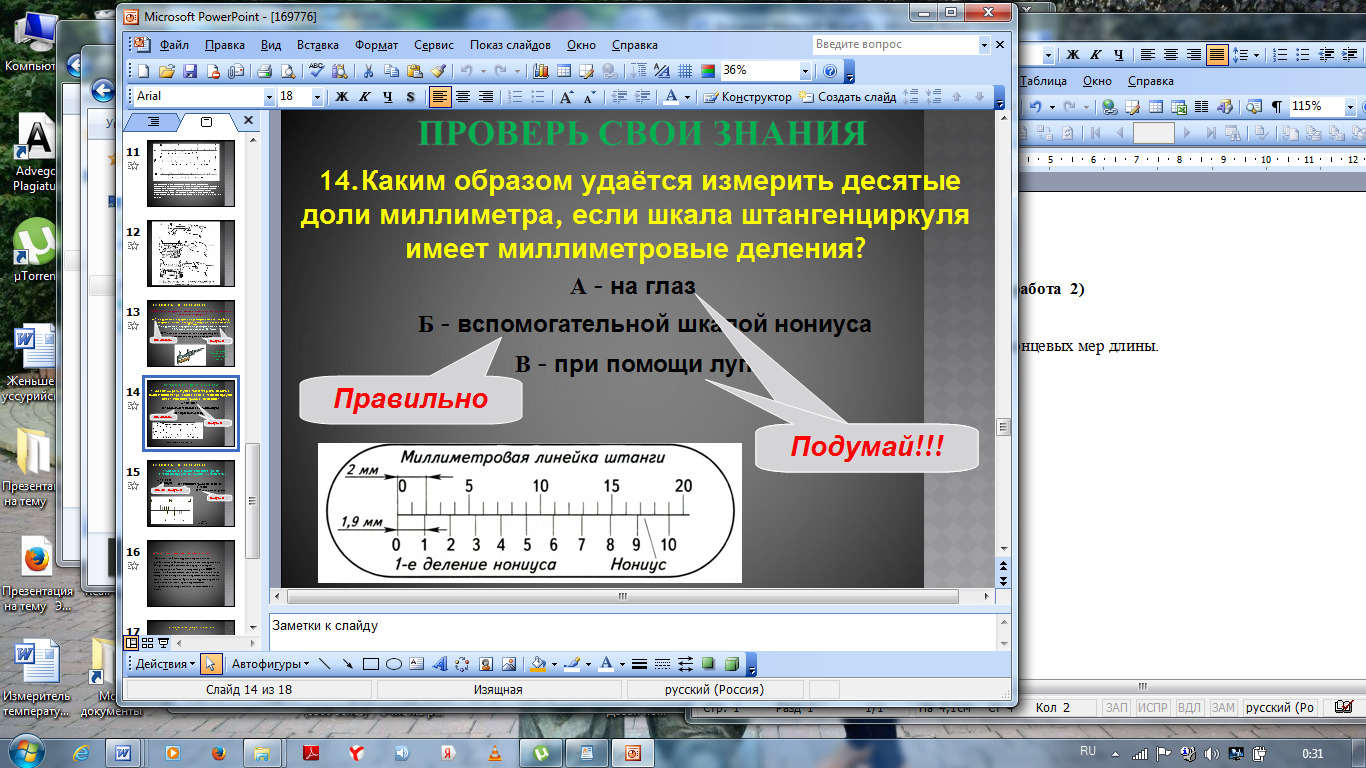
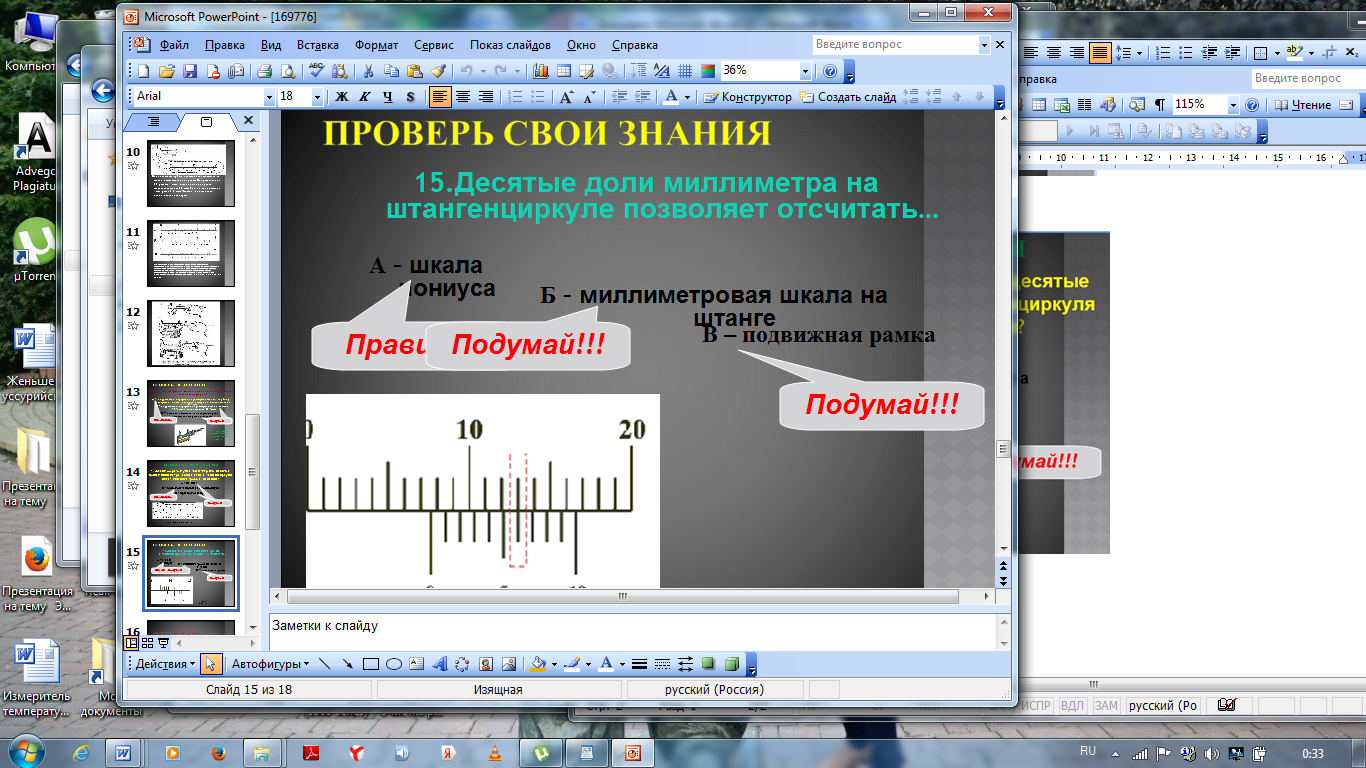
По нониусу отсчитывают десятые и сотые доли миллиметра. Наибольшее распространение получили нониусы с точностью отсчета 0,1, 0,05 и 0,02 мм.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы.
Принцип работы шкалы нониуса основан на том явлении, что человеческому глазу проще определить совпадение рисок делений на шкале, чем относительное смещение одного деления между другими. При этом для повышения точности измерения нониус имеет оригинальное конструктивное решения – на нем, как и на основной шкале нанесены 10 делений, обозначающих 1 мм каждое, но на шкале нониуса эти деления намеренно выполнены с погрешностью, равной требуемой точности измерения штангенинструмента.
Использование нониуса позволяет получать результаты измерений с точностью от десятых даже до сотых долей миллиметра.
Считается, что принцип нониуса был изобретён известным персидским ученым Авиценной (Абу Али ибн Синой) более тысячи лет назад. Название “нониус” это устройство получило в честь менее известного португальского математика П. Нуниша (1502 – 1578), который изобрёл первый измерительный прибор, использующий принцип, предложенный Авиценной. Современная конструкция шкалы была предложена в 1631 году французским математиком Пьером Вернье, в честь которого шкалу нониуса иногда называют “верньер”.
Основной характеристикой при расчете нониуса является величина отсчета или точность нониуса i. Сначала определяют число делений нониуса n = c/i, где c – интервал деления основной шкалы.
Тогда интервал деления шкалы нониуса b = γc – i, где γ – натуральное число 1, 2, 3…., служащее для увеличения интервала деления нониусной шкалы.
Затем находят общую длину шкалы нониуса l – bn = (γc – i)×n.
Например, при i = 0,1 мм, с = 1 мм и γ = 2 число делений нониуса n = 10, длина одного деления b = 1,9 мм, и длина шкалы нониуса 19 мм.
***
Штангенциркули
Работать со штангенциркулем несложно.
Нижние измерительные губки разводятся в стороны, между ними располагается деталь, а затем губки сдвигаются до упора, после чего снимаются результаты измерения с основной шкалы и шкалы нониуса.
Для выполнения измерений внутри детали верхние губки сдвигаются, затем вводятся в подлежащее замеру отверстие или паз, и там раскрываются до упора в поверхность детали.
Во время работы со штангенциркулем следует держать инструмент перпендикулярно детали, чтобы губки плотно прилегали к замеряемой поверхности. Это требование позволяет уменьшить погрешность измерения.
***
Устройство штангенциркуля
По основной линейке-штанге 6 (рис. 2) с неподвижными измерительными губками 1 перемещается рамка 5 с подвижными измерительными губками 2. На основной линейке нанесены деления в миллиметрах, а на подвижной рамке 5 установлен нониус 3.
Для плавного перемещения рамки 5 по линейке-штанге 6 в некоторых конструкциях предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке 5 установлен стопорный винт 4.
Некоторые конструкции штангенциркулей оборудованы глубиномером – тонкой, очень узкой линейкой (щупом), конец которой прикреплен к рамке. Глубиномер (7) помещен в продольном пазу обратной стороны штанги (на которой нет шкалы).
***
Штангенглубиномеры
Как можно догадаться из названия, штангенглубиномеры предназначены для измерения глубины пазов, углублений и отверстий. Кроме того, с помощью глубиномеров можно определить и высоту различных уступов на изделии.
Штангенглубиномеры (см. рис.3) принципиально не отличаются от штангенциркулей. По сути, штангенглубиномер – это штангенциркуль, конструктивно приспособленный для удобства линейных измерений малодоступных внутренних размеров изделий. Рабочими поверхностями штангенглубиномеров являются торцовая поверхность штанги и база для измерений – нижняя поверхность основания.
Как и все штангенинструменты, штангенглубиномеры изготавливают с отсчетом по штриховой шкале (оснащенные нониусом), с отсчетом по циферблату и с цифровым отсчетом.
***
Штангенрейсмасы
Штангенрейсмасы (иногда их называют штангенрейсмусы) (рис. 1) являются основными измерительными инструментами для разметки деталей. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания.
Принципиально штангенрейсмасы аналогичны штангенинструментам – основными их частями являются все те же штанга с основной шкалой, рамка со шкалой нониуса и зажимные устройства.
***
Как правильно пользоваться штангенциркулем поможет разобраться представленный здесь видеоролик.
***
Погрешности измерений штангенинструментом
Главная страница
Дистанционное образование
Специальности
Учебные дисциплины
Олимпиады и тесты
Штангенинструмент — Википедия
Материал из Википедии — свободной энциклопедии
Шта̀нгенинструме́нт (от нем. Stange — «стержень, прут» и лат. instrumentum — «орудие») — общее название для средств и приборов для измерения и разметки внешних и внутренних размеров[1].
Описание
Представляет собой две измерительные поверхности, между которыми устанавливается размер. Одна из поверхностей инструмента, базовая, составляет единое целое со штангой-линейкой. Другая поверхность соединяется с двигающейся по линейке рамкой. На линейке нанесены деления, а на рамке установлен или выгравирован нониус.
В целях повышения надёжности штангенинструмент изготавливается из материалов с высокой износостойкостью и не подвергающихся коррозии, для чего используются закалённые стали, хромирование и армирование рабочих поверхностей твёрдым сплавом. Иногда штангенинструмент, предназначенный для грубых измерений, изготавливают из пластмассы.
Виды штангенинструмента
- Штангенциркуль — универсальный инструмент, предназначенный для измерений с высокой точностью: наружных и внутренних размеров деталей и изделий; а также глубин отверстий.
- Штангенрейсмас — имеет основание, нижняя поверхность которого является рабочей и соответствует нулевому отсчёту по шкале.
- Штангенглубиномер — прибор для измерения глубин отверстий, пазов, высоты уступов.
- Штангензубомер — предназначен для измерения толщины зубьев.
См. также
Примечания
Литература
- ГОСТ 166-89 «Штангенциркули. Технические условия»
- ГОСТ 164-90 «Штангенрейсмасы. Технические условия»
- ГОСТ 162-90 «Штангенглубиномеры. Технические условия»
- Секацкий, В.С., Мерзликина Н.В. Методы и средства измерений и контроля: Учебное пособие. — Красноярск: ИПЦ СФУ, 2007. — 286 с.
Ссылки
Штангенинструменты | Материаловед
Штангенинструменты – это средства измерений линейных размеров, основными частями которых являются штанга со шкалой и нониус – вспомогательная шкала для уточнения отсчета показаний.
- Штангенциркули.
Выпускаются следующих типов: ШЦ – I; ШЦ – IС; ШЦТ – I; ШЦ – II; ШЦ – III; ШЦО – Ш; ШЦР; цифровой штангенциркуль. Учебное пособие с. 51 – 52.
Штангенциркуль ШЦ-1 имеет штангу 1 на которой нанесена шкала с ценой деления 1 мм. По штанге 1 передвигается рамка 3 со вспомогательной шкалой – нониусом 5. Штангенциркуль снабжен губками 7 для наружных измерений; 2 – для внутренних измерений. Зажимом 4 и рамки 3 прикреплена линейка глубинометра 6. Нониус 5 является вспомогательной шкалой.
Порядок отсчета показаний штангенциркуля:
- Считают число целых делений, для этого находят по шкале штрих, ближайший слева к нулевому штриху нониуса.
- Считают доли миллиметров, для этого по шкале нониуса находят штрих, ближайший к нулевому и совпадающий со штрихом шкалы.
- Складывают число целых делений и доли миллиметров и получают значение измеренной величины.
Сначала определяют по основной шкале целое число перед нулевым делением нониуса . Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалу нониуса наиболее близко совпадает со штрихом основной шкалы.
ШЦ – I C
Это штангенциркуль со стрелочным отсчетом. Здесь вместо отсчета показаний по нониусу имеется стрелочная головка.
ШЦ – II
ШЦТ – I.
Не имеет губок для внутренних измерений, а измерительные поверхности губок оснащены пластинками из твердых сплавов для повышенной износостойкости.
ШЦ — II
Здесь нет линейки для глубиномера. Губки 1 имеют острые окончания для выполнения плоскостной разметки. А губки 2 имеют дополнительные поверхности для наружных и внутренних измерений.
ШЦ – III
Имеют губки с одной стороны для измерения наружных и внутренних размеров.
Основные параметры штангенциркулей:
Пределы измерений, мм:
ШЦ – I, ШЦ– IС, ШЦТ– I ……… 0…125;
ШЦ – I I………………………… 0…200, 0…250, 0…300;
ШЦ — I I I…………………………0…500, 250…630, 250…800, 800…2000, 2000…4000 и др.
| Обозначение | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Предел допускаемой погрешности, мм | Вылет измерительных губок, мм | |
| для наружных измерений | для внутренних измерений | ||||
| ШЦ-I-125 | 0-125 | 0,1 | ±0,1 | 40 | 17-18 |
| ШЦ-I-150 | 0-150 | 0,05; 0,1 | ±0,05; ±0,1 | 45 | 17-18 |
| ШЦ-III-160 | 0-160 | 0,05 | ±0,05 | 45 | — |
| ШЦ-II-200Г | 0-200 | 0,05; 0,1 | ±0,05; ±0,1 | 45 | — |
| ШЦ-II-250 | 0-250 | 0,05; 0,1 | ±0,1 | 45 | — |
| ШЦ-III-400 | 0-400 | 0,05; 0,1 | ±0,1 | 60 | — |
| ШЦ-III-500 | 0-500 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-630 | 250-630 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-800 | 250-800 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-1000 | 320-1000 | 0,05; 0,1 | ±0,1 | 80 | — |
| ШЦ-III-1600 | 500-1600 | 0,1 | ±0,2 | 100 | — |
| ШЦ-III-2000 | 800-2000 | 0,1 | ±0,2 | 100 | — |
| ШЦ-III-3000 | 1600—3000 | 0,1 | ±0,3 | 150 | — |
| ШЦ-III-4000 | 2000—4000 | 0,1 | ±0,4 | 150 | — |
Пример обозначения штангенциркуля типа ШЦ-III предела измерения 1500—3000 мм: Штангенциркуль ШЦ-III-1500—3000.
Цена деления нониуса, мм……0,1; 0,05.
Кроме штангенциркулей для измерений линейных размеров используют:
— Штангенглубинометры — предназначен для измерения расстояния между двумя плоскостями глубины пазов, глухих отверстий, длин ступенчатых деталей.
— Штангенрейсмас – предназначен для разметочных работ и определения высоты деталей. Могут иметь дополнительный присоединительный узел для установки измерительных головок как параллельно, так и перпендикулярно плоскости основания.
Штангенинструмент — группа измерительных средств для измерения и разметки линейных размеров методом непосредственной оценки. Отсчетное устройство штангенинструмента состоит из измерительной линейки штанги с делениями через 1 мм и вспомогательной подвижной шкалы-нониуса для отсчета частей делений основной шкалы, нанесенной на штанге.
Принцип построения линейного нониуса
В основу отсчета по нониусу положена способность человеческого глаза оценивать совпадение или несовпадение штрихов двух сомкнутых шкал более точно при определении долей деления по одной шкале.
Нониусная шкала (рис. 1,1) имеет небольшое число интервалов деления — 10—20 по сравнению с основной шкалой. Нулевой штрих нониуса является указателем числа целых делений основной шкалы.
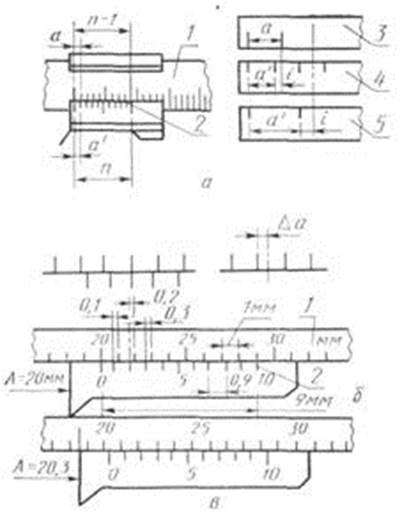
Рис. 1. Принцип построения нониуса:
/ — основная шкала; 2 — шкала нониуса; 3 — штанга; 4 — нониус при 7=1; S — нониус при 7 = 2
На рис. 1, б изображена основная шкала 1 и шкала нониуса 2 с отсчетом 0,1 мм. Если отрезок основной шкалы 9 мм разделить на десять частей, то интервал деления шкалы нониуса будет равен 0,9 мм. При совпадении нулевого штриха нониуса, например, со штрихом 20 основной шкалы, следующий первый штрих не дойдет до соответствующего штриха основной шкалы на 0,1 мм, второй на 0,2 мм и т. д., а последний — десятый на 1 мм до штриха 30 мм основной шкалы. На рис. 1 нулевой штрих нониуса расположен справа за двадцатым делением основной шкалы, а один из штрихов основной шкалы совпадает с третьим штрихом нониуса (размер 20,3 мм). Таким образом, отсчет по нониусу сводится к определению совпадения одного из штрихов нониуса с соответствующим штрихом основной шкалы.
Как видно из рис. 1, а, интервал деления шкалы нониуса меньше интервала деления основной шкалы. Такая шкала была бы слепой, поэтому на нониусные шкалы интервалы наносятся увеличенными относительно интервала основной шкалы (рис. 1,в). Общее число делений шкалы нониуса точно укладывается в определенное число делений основной шкалы.
К штангенинструментам относятся штангенциркули, штанген-глубиномеры, штангенрейсмасы и штангензубомеры. Эти инструменты имеют общую конструкцию — штангу с основной шкалой и подвижную рамку с нониусом. Конструкции штангенинструментов отличаются конфигурацией измерительных поверхностей и их взаимного расположения
ШтангенциркулиГОСТ 166—80, ГОСТ 8.113—74 показаны на рис. 2, а, б.
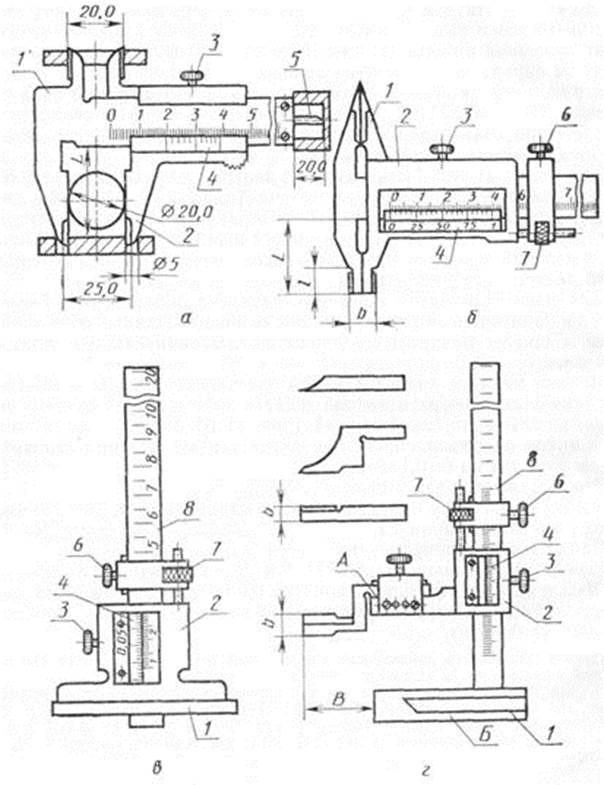
Рис. 2. Штангенинструменты
На конце линейки штанги имеются измерительные губки с измерительными поверхностями, перпендикулярными к линейке. Вторые измерительные губки размещены на подвижной рамке 2. На этой же рамке находится нониус 4. Штангенциркуль, показанный на рис 2, а, б, с двусторонним расположением губок для моужных и внутренних измерений, оснащен линейкой-глубиномером 5 закрепленной на рамке. Рамка на линейке (штанге) стопорится винтом 3. На рисунке показан штангенциркуль, предназначенный для измерения диаметров вала и отверстия, расстояния между центрами отверстий и глубины отверстия при условии, что они имеют одинаковый размер (20,0 мм).
Штангенциркуль ШЦ-П (рис. 2, б) с двусторонним расположением губок для наружных и внутренних измерений и верхними заостренными губками предназначен для разметки поверхностей. Он оснащен устройством 7 микрометрической подачи для медленного перемещения рамки по штанге. При использовании микроподачи вспомогательную рамку стопорят на штанге винтом 6, отпускают винт 3 и, вращая устройство микроподачи, перемещают рамку. Размер нижних губок в сведенном состоянии (6 = 10 мм) маркируют на боковой поверхности одной из губок. После ремонта размер губок уменьшается, поэтому на боковой поверхности указывают их действительный размер. При внутренних измерениях к значению отсчета по нониусу прибавляют действительный маркированный размер губок.
Наибольшее распространение получили штангенциркули с диапазоном измерения от 0 до 140 мм или от 0 до 320 мм с отсчетом по нониусу 0,1 и 0,05 мм.
Измерение штангенциркулем наружного диаметра выполняют в следующей последовательности. Изделие помещают между губками, прижимают неподвижную губку к поверхности детали, перемещают подвижную губку до плотного контакта измерительной поверхности губки с поверхностью измеряемой детали. Закрепляют стопорный винт губки, снимают штангенциркуль с изделия и производят отсчет по основной шкале и нониусу. Если штангенциркуль имеет микрометрическую подачу подвижной губки, то сначала подводят подвижную губку и стопорят винт рамки микроподачи. Микроподачей перемещают подвижную губку в направлении неподвижной до момента плотного контакта измерительных поверхностей губок (без перекоса губок), стопорным винтом закрепляют подвижную рамку. Снимают штангенциркуль с детали и производят отсчет по основной шкале и нониусу.
При измерении штангенциркулем с ценой деления 0,05 мм внутреннего размера изделия в него вводят губки для внутренних измерений. Сдвигают рамку до контакта губок с поверхностью. Покачивая штангенциркуль то в диаметральной, то в осевой плоскости и постоянно прижимая подвижную губку, находят положение, при котором в осевой плоскости установится наибольший размер, рят подвижную губку с нониусом и снимают показание по эсновной шкале и нониусу. К этому отсчету прибавляют аттестованную толщину губок.
Штангенглубиномеры (ГОСТ 162—80, ГОСТ 8.164—75) покаты на рис. 12, в. У штангенглубиномера отсутствует неподвижная губка, а подвижная рамка 2 имеет траверсу 1, являющуюся основанием (опорой) для измерения глубины. Остальные конструктивные элементы такие же, как в штангенциркуле.
Штангенглубиномеры имеют диапазон измерений не более 500 мм. На меньших диапазонах (200—300 мм) отсчет составляет 0,05 мм, на больших — 0,1 мм.
При измерении глубины измерительную поверхность штанги устанавливают на нижнюю плоскость измеряемой детали. При этом подвижная губка вместе с траверсой опускается до плотного контакта с верхней плоскостью измеряемой детали. Затем стопорят губку и снимают показание.
Штангенрейсмасы(рис. 2, г) по ГОСТ 164—80, ГОСТ 8.163— 75 применяются для разметки, измерения высоты и расположения поверхностей корпусных деталей.
Конструкция штангенрейсмаса приспособлена для измерения размеров от плоскости разметочной плиты, поэтому взамен неподвижной губки применено массивное основание 1, с помощью которого штангенрейсмас устанавливается на разметочную плиту. Рамка 2 с нониусом 4 имеет консольную державку, к плоскости А которой, строго параллельной плоскости основания Б, крепятся специальные устройства в виде разных «чертилок», разметочных ножей, параллельных цилиндрических губок и измерительных стержней.
Погрешности измерения штангенинструментом
Общая погрешность штангенинструмента зависит от погрешностей отдельных элементов, из которых основными являются погрешности изготовления; нанесения штрихов основной шкалы и шкалы нониуса; отклонения от перпендикулярности поверхностей измерительных губок к базовым плоскостям направляющей штанги и подвижной рамки; отклонения от параллельности и плоскостности измерительных губок; просвета между губками штанги и рамки; отклонения от перпендикулярности измерительных поверхностей к боковым сторонам губок; отклонения от прямолинейности направляющей штанги.
Штангенинструмент — Википедия
Материал из Википедии — свободной энциклопедии
Шта̀нгенинструме́нт (от нем. Stange — «стержень, прут» и лат. instrumentum — «орудие») — общее название для средств и приборов для измерения и разметки внешних и внутренних размеров[1].
Описание
Представляет собой две измерительные поверхности, между которыми устанавливается размер. Одна из поверхностей инструмента, базовая, составляет единое целое со штангой-линейкой. Другая поверхность соединяется с двигающейся по линейке рамкой. На линейке нанесены деления, а на рамке установлен или выгравирован нониус.
В целях повышения надёжности штангенинструмент изготавливается из материалов с высокой износостойкостью и не подвергающихся коррозии, для чего используются закалённые стали, хромирование и армирование рабочих поверхностей твёрдым сплавом. Иногда штангенинструмент, предназначенный для грубых измерений, изготавливают из пластмассы.
Виды штангенинструмента
- Штангенциркуль — универсальный инструмент, предназначенный для измерений с высокой точностью: наружных и внутренних размеров деталей и изделий; а также глубин отверстий.
- Штангенрейсмас — имеет основание, нижняя поверхность которого является рабочей и соответствует нулевому отсчёту по шкале.
- Штангенглубиномер — прибор для измерения глубин отверстий, пазов, высоты уступов.
- Штангензубомер — предназначен для измерения толщины зубьев.
См. также
Примечания
Литература
- ГОСТ 166-89 «Штангенциркули. Технические условия»
- ГОСТ 164-90 «Штангенрейсмасы. Технические условия»
- ГОСТ 162-90 «Штангенглубиномеры. Технические условия»
- Секацкий, В.С., Мерзликина Н.В. Методы и средства измерений и контроля: Учебное пособие. — Красноярск: ИПЦ СФУ, 2007. — 286 с.
Ссылки
Общие сведения о штангенинструментах
К наиболее распространенным инструментам для измерения линейных величин при обработке металлов относятся измерительные металлические линейки, штангенинструменты, микрометрические инструменты.
Измерительные металлические линейки применяются для грубых измерений. Они изготовляются с верхними пределами измерения до 150; 300; 500; 1000 мм. Цена деления может составлять 0,5 или 1 мм. Погрешность измерения 0,5 мм.
Штангенинструменты применяются для более точных измерений.
Штангенинструментами называют контактные средства измерения линейных размеров, основными частями которых является штанга со шкалой и нониус – вспомогательная шкала для уточнения отсчета показаний (вместо нониуса может использоваться специальное устройство).
К штангенинструментам относятся:
– Штангенциркули;
– Штангенглубиномеры;
– Штангенрейсмасы.
Штангенциркули служат для измерения наружных и внутренних диаметров, длин, толщин деталей и т. п..

Рисунок 1- Разновидности штангенциркулей
Штангенциркули, в зависимости от способа снятия показаний, бывают:
– нониусные – оборудованные обычным нониусом.
– циферблатные – которые вместо нониуса оснащены циферблатом часового типа для удобства и быстроты снятия показаний,
– цифровые – имеют цифровой, жидкокристаллический дисплей, для наивысшей точности измерения и удобства считывания результатов
Штангенглубиномеры, применение и устройство
Штангенглубиномеры применяются для измерения глубины отверстий, пазов, уступов. Конструктивно штангенглубиномер представляет собой рамку из закаленной стали, которая имеет измерительную поверхность, внутри которой перемещается штанга со шкалой из твердого сплава (рисунок 1). На рамке также находится нониус, позволяющий измерять сотые доли миллиметра. Штанга имеет углубленную шкалу для исключения износа во время передвижения в рамке.

Рисунок 1 – Штангенглубиномеры
Измерительными поверхностями являются торцы штанги и основания. Для измерения штанга опускается до упора в паз, после чего можно снимать данные со шкалы. Разновидностью являются инструменты, снабженные микроподачей (смотри рисунок 2).
1 – штанга; 2 – микроподача; 3 – зажим; 4 – рамка; 5 – нониус; 6 – опора
Рисунок 2 – Штангенглубиномер, снабженный микроподачей
Штангенрейсмасы, применение и устройство
Штангенрейсмасы применяются для пространственной разметки и прямых измерений расстояний от базовых поверхностей деталей до выемок, выступов и осей отверстий.

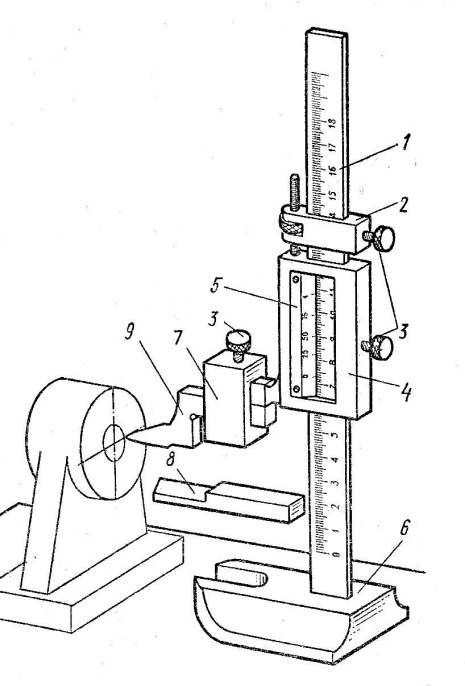
1 – штанга; 2 – микроподача; 3 – зажимы; 4 – рамка; 5 – нониус; 6 – основание; 7 – державка; 8 – измерительная ножка; 9 – разметочная ножка
Рисунок 3 – Штангенрейсмасы
Во всех указанных штангенинструментах применяются нониусы, по которым отсчитываются дробные доли делений основных шкал.
Штангенциркули, их разновидности, устройство
Среди штангенинструментов наиболее широкое применение имеют штангенциркули.
Штангенциркули могут быть определенного вида и иметь маркировку:
ШЦ-I – штангенциркуль, имеющий двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров, а также оборудованный линейкой для измерения глубин;
ШЦ-1С — штангенциркуль, оборудованный круговой шкалой. Здесь, показания штангенциркуля, отвечающие положению губок, считывают при помощи шкалы штанги и по положению стрелки круговой шкалы головки, сцепленной шестеренкой с рейкой штанги. В отличие от нониусного отсчета показаний, данная конструкция, позволяет считывать результаты измерений быстрее и проще;
ШЦТ-I – штангенциркуль, имеющий одностороннее расположение губок, изготовленных из твёрдых сплавов, предназначающихся для измерения наружных линейных размеров и глубин в условиях повышенного абразивного износа;
ШЦ-II – штангенциркуль, имеющий двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров и для разметки. ШЦ-II оснащен рамкой микрометрической подачи. Размер сдвинутых губок для внутренних измерений (обычно 10 мм) маркируется на их боковой поверхности и определяет наименьший внутренний размер, который может быть проверен этим ШЦ. При всех внутренних измерениях к отсчету по шкале следует прибавлять маркированный размер губок. Подвижная губка снабжена зажимом, чаще выполненным в виде винта.
ШЦЦ – Штангенциркуль обладающий цифровой индикацией. Это электронный штангенциркуль
Штангенциркуль ШЦ – I с точностью отсчета 0,1 мм
Штангенциркуль ШЦ-I применяют для измерения наружных и внутренних размеров и глубины детали (рисунок 4).
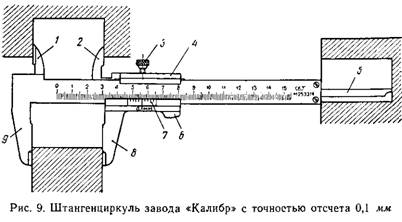
1 и 9 –неподвижные измерительные губки; 2 и 8 –подвижные измерительные губки; 3 – винт; 4 – рамка; 5 – планка для измерения глубины; 6 – выступ; 7 – планка с делениями (нониус).
Рисунок 4 – Штангенциркуль ШЦ – 1
На рисунке 4 изображен простой штангенциркуль ШЦ – 1, которым измеряют детали с точностью до 0,1 мм. На штанге, представляющей собой измерительную линейку, расположены измерительные губки 1 и 9, две другие губки 2 и 8 составляют одно целое с рамкой 4, вместе с которой они могут свободно передвигаться по штанге. Для закрепления рамки 4 служит винт 3. Рамка 4 имеет планку 7, на скосах которой нанесены деления, составляющие нониус. Для измерения глубины служит узкая планка 5. Планка 5 жестко связана с рамкой 4 и передвигается в пазу штанги за выступ 6, имеющий насечку для удобства пользования.
Нониус – это вспомогательная шкала с пределом измерений, равным цене деления основной шкалы. Нониусы имеют различную цену деления, которая определяет точность замера данным инструментом. Значение точности (цену деления) измерения маркируется на инструменте, например: 0,1; 0,5; 0,01 мм.
Штангенциркуль ШЦ-II с точностью отсчета 0,05 мм
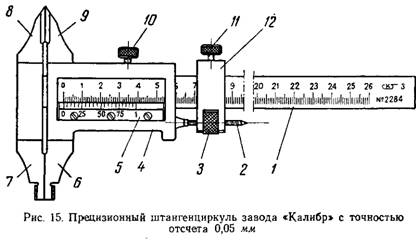
Рисунок 5 – Штангенциркуль ШЦ-II с точностью отсчета 0,05 мм
На рисунке 5 изображен штангенциркуль ШЦ-II с точностью отсчета 0,05 мм. Штангенциркуль типа ШЦ-II отличается от ШЦ – 1 тем, что у него имеется устройство микрометрической (тонкой) подачи и отсутствует глубиномер. ШЦ-II применяется для внутренних и наружных измерений. Также отличительной особенностью является наличие губок с плоскими или цилиндрическими измерительными поверхностями. Шкала деления соответствует 0,05мм.
Штангенциркуль имеет двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров и для разметки. ШЦ-II оснащен рамкой микрометрической подачи.
Штангенциркуль ШЦ-2 (рисунок 5) состоит из штанги 1 с губками 7 и 8. На штанге нанесены деления. По штанге 1 может передвигаться рамка 4 с губками 6 и 9. К рамке привинчен нониус 5. Для грубых измерений передвигают рамку 4 по штанге 1 и после закрепления винтом 10 производят отсчет. Для точных измерений пользуются микрометрической подачей рамки, состоящей из винта 2, гайки, движка 12 и винта 11. Зажав винт 11 движка, вращением гайки 3 подают рамку 4 до плотного прилегания губок 6 и 7 или 8 и 9 к измеряемой детали, после чего производят отсчет.
Губки 6 и 7 служат для наружных и внутренних измерений. При измерении внутренних размеров к полученным показаниям прибавляют толщину губок, которая маркирована на них. Губки 8 и 9 служат для разметки и наружных измерений.
Измерения штангенциркулем, считывание результатов показаний
Правила обращения со штангенциркулем
1 Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль. Нельзя очищать инструмент шлифовальной шкуркой или ножом.
2 Нельзя класть инструмент на нагревательные приборы.
3 Измерять можно только чистые детали без задиров, заусенцев, царапин. Руки также должны быть чистыми и сухими.
4 Губки штангенциркуля имеют острые концы, поэтому при измерении соблюдайте осторожность.
5 Не допускайте перекоса губок штангенциркуля. Фиксируйте их положение зажимным винтом.
6 При чтении показаний на измерительных шкалах держите штангенциркуль прямо перед глазами.
Проведение измерений с помощью штангенциркуля
Штангенциркуль ШЦ-I, являясь высокоточным средством измерительной техники, позволяет определять внутренние и внешние – линейные – размеры деталей, глубины выступов и отверстий. Измерения проводятся с точностью 0,1 мм.
Наружные и внутренние размеры измеряют с помощью широких нижних и вспомогательных заостренных губок соответственно. Кстати, заостренные губки используют и для нанесения разметки на детали. Глубину отверстий и размеры выступов определяют с помощью глубиномера, являющегося элементом штангенциркуля.
Процесс измерения нониусным, стрелочным или цифровым штангенциркулем совершенно одинаков, разница заключается лишь в представлении данных прибором. Именно по этой причине работу со штангенциркулем рассмотрим на примере нониусного штангенциркуля, а комментарии, разъясняющие работу с приборами других типов, будут даваться по ходу.
Подготовка к процессу измерения
Перед тем, как приступить непосредственно к измерениям, штангенциркуль следует очистить от смазки и пыли (уделяя особое внимание рабочим поверхностям) и проверить на точность.
Выполнить проверку на точность с нониусным прибором несложно – достаточно просто совместить основные (широкие) губки инструмента, расположенные снизу. При этом должны совпасть нулевые отметки двух шкал – подвижной нониусной и неподвижной шкалы рабочей – миллиметровой – поверхности. Одновременно с этим девятнадцатый штрих миллиметровой шкалы должен совместиться с десятым штрихом на нониусе. Если оба условия выполняются – инструмент пригоден к работе.
Для того, чтобы проверить стрелочный и цифровой штангенциркули также необходимо совместить губки прибора. Стрелка на циферблате стрелочного прибора должна указать на нулевую отметку. На дисплее электронного штангенциркуля должна отобразиться цифра «0».
Измерение внешних размеров деталей с помощью штангенциркуля
Наружные и внутренние размеры измеряют с помощью широких нижних и вспомогательных заостренных губок соответственно. Кстати, заостренные губки используют и для нанесения разметки на детали. Глубину отверстий и размеры выступов определяют с помощью глубиномера, являющегося элементом штангенциркуля.
Для того, чтобы измерить внешний размер детали, необходимо плотно зажать ее между основных – нижних – губок (рисунок 6). Штангенциркуль при этом следует держать в правой руке (четыре пальца обхватывают штангу, большой палец лежит на рамке).
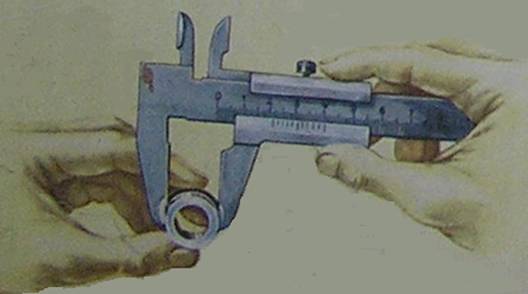
Рисунок 6 – Измерение диаметра наружной части детали
Рамка перемещается большим пальцем и по достижении верного расстояния между губками, соприкасающимися с измеряемой поверхностью, фиксируется с помощью зажима большим и указательным пальцем правой руки.
Перед считыванием результата необходимо убедиться в том, что губки заняли правильное положение: перекосы отсутствуют, а при перемещении детали между ними соблюдается нормальность усилия (деталь проходит между измерительными поверхностями, легко контактируя с ними).
Измерение внутренних размеров и глубины
Внутренние размеры детали измеряют с помощью заостренных губок штангенциркуля. Для этого достаточно привести их в сомкнутое состояние и поместить в измеряемую деталь (рисунок 7). После этого вспомогательные губки разводятся.
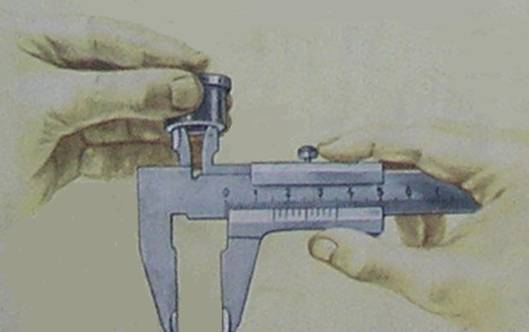
Рисунок 7 – Измерение диаметра отверстия
Перед определением результата проверяют соблюдение тех же условий, что и при считывании показаний при измерении наружных размеров.
Определение глубины отверстия
Для определения глубины отверстия достаточно поместить в него расположенный на торце штангенциркуля глубиномер (рисунок 8).
Рисунок 8 – Измерение глубины отверстия
После этого необходимо начать раздвигать основные губки до тех пор, пока глубиномер не упрется в поверхность. Как только это произошло, можно считывать показания прибора. Таким же образом определяются размеры выступов. Не допускайте перекоса губок штангенциркуля. Фиксируйте их положение зажимным винтом.
(Обратите внимание: не каждый штангенциркуль оснащен глубиномером!)
Считывание показаний. Определение показаний нониусного штангенциркуля
Чтобы определить показания нониусного прибора, его следует держать непосредственно перед глазами (положение «сбоку» категорически запрещено – оно приведет к появлению дополнительной погрешности).
Измеряя деталь, нельзя допускать перекоса губок штангенциркуля. Положение их обязательно фиксируется стопорным винтом.
Рисунок 9 – Определение показаний нониусного штангенциркуля
Неважно, какой параметр был измерен – наружный, внутренний размер или глубина – считывание размера выполняется по одному и тому же алгоритму.
Поверхность шкалы нониуса имеет небольшой скос, предусмотренный для лучшего совмещения ее с основной шкалой – именно по взаиморасположению этих двух градуировок и определяется размер детали.
В первую очередь определяется число целых миллиметров, соответствующее значению деления основной шкалы, располагающегося с левой стороны от нулевой отметки нониуса и ближе всего к ней.
Затем определяется количество долей миллиметра. На шкале нониуса находят штрих, совпадающий с одной из отметок основной шкалы (смотри рисунок 9). Если таких штрихов несколько, берут значение, ближайшее к нулю нониуса – именно оно отображает количество десятых долей мм.
Складывая целую часть и десятые доли, получают полный размер детали или глубину отверстия.
Определение показаний циферблатного и цифрового штангенциркулей

Рисунок 10 – Определение показаний циферблатного и цифрового штангенциркулей
Считывать показания со стрелочного прибора достаточно легко.
«Целое» значение определяется по основной шкале прибора, количество же десятых или сотых долей указывает стрелка отградуированного циферблата. Затем показания складываются. Работать с цифровым штангенциркулем еще проще – показания отображаются в удобном для пользователя формате на дисплее прибора (смотри рисунок 10).
Считывание результатов измерения (С) приведено на рисунке 7. Для получения результата измерения (С) производят суммирование показаний шкалы штанги (А) и нониуса (В), таким образом результат измерения равен С = А + В.
Виды штангенинструментов
Штангенрейсмас
Штангенрейсмас, в отличие от штангенциркуля, вместо неподвижной губки имеет основание, нижняя поверхность которого является рабочей и соответствует нулевому отсчёту по шкале. На рамке штангенрейсмаса вместо подвижной губки установлена державка, в которой при разметке укрепляются разметочные ножки или чертилки, а при измерении — специальные измерительные губки или кронштейн для крепления отсчётной головки (например, индикатор часового типа). Штангенрейсмас обычно используется при работе на плите, где он устанавливается совместно с деталью, которую необходимо разметить или измерить. Нанесение линий на размечаемой детали осуществляется чертилкой при перемещении штангенрейсмаса по поверхности плиты. Штангенрейсмасы изготовляются 6 типоразмеров с размером отсчёта 0,05 мм при верх. пределах измерений до 400 мм и 0,1 мм при пределах измерений от 400 мм до 2000 мм.
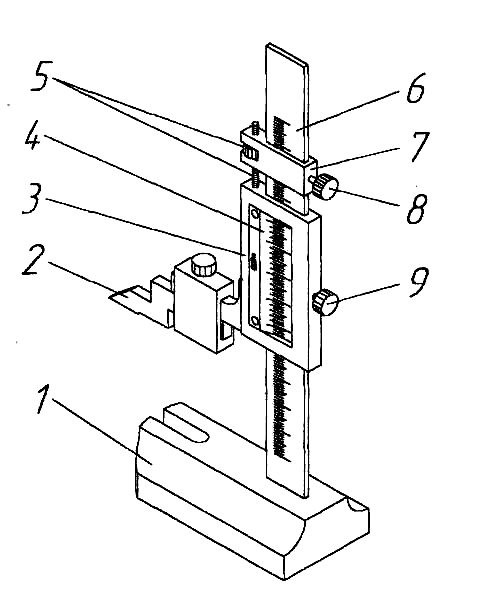 Рис.
1.4
Рис.
1.4
1- основание, 2 – разметочная ножка, 3 – рамка, 4 – нониус,
5 – винт и гайка микрометрической подачи, 6 – штанга,
7 – рамка микрометрической подачи, 8 – зажим рамки
микрометрической подачи, 9 – зажим рамки
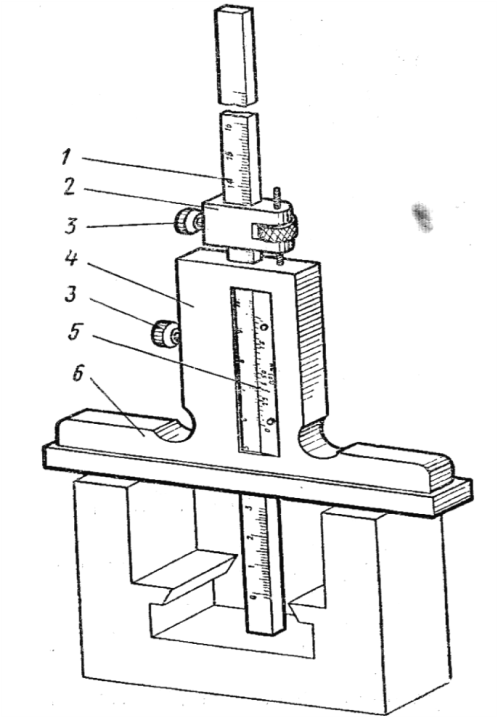
Штангенглубиномер служит для измерений глубин выточек, канавок, уступов и т. д. Отличается от штангенциркуля тем, что не имеет на штанге подвижных губок. Помимо обычных штангенглубиномеров, существуют цифровые (или электронные) штангенглубиномеры, имеющие электронное табло и кнопки управления. Штангенглубиномеры, предназначенные для измерения предельно малых глубин называют микрометрическими. Как и следует из названия, штангенглубиномер предназначен для измерения глубины пазов, однако с его же помощью определяют и высоту уступов. Инструмент состоит из штанги с разметкой, рамки с нониусом и винта. Рабочая часть штанги штангенглубиномера вводится в замеряемый паз, рамка опускается до упора и фиксируется, а затем снимаются показания. Цена деления рамки, как и у штангенциркуля, 0,5 мм, нониуса – 0,02 мм
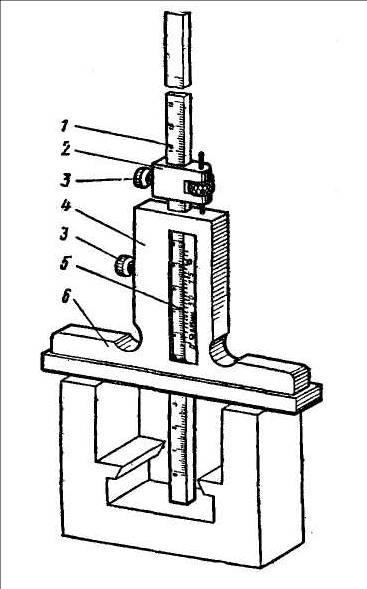
Рис. 1.5
Основанием штангенглубиномера является рамка 4, снабженная снизу опорой 6 с измерительной поверхностью. Сквозь рамку проходит штанга 1 со шкалой и измерительной поверхностью на торце. Штанга 1 передвигается перпендикулярно измерительной поверхности опоры 6. Нониус нанесен на отельной пластине, укрепленной в рамке 4 параллельно шкале штанги. Микроподача 2 рамки 4 и зажим 3 на штангенглубиномере такие же, как и на штангенциркуле ШЦ-II
3.Практическое задание:
Измерить габаритные размеры и диаметры окружностей данной детали.
Размеры измеренной детали занести в таблицу.
Выполнить чертеж детали, нанести размеры;
Обозначения | Размеры (мм) |
L- длина детали H- высота S- толщина 0 – диаметр R – радиус |
4.Написать вывод о проделанной работе.
Контрольные вопросы
По каким признакам подразделяют измерения?
Назовите измерения по способу получения информации.
Как подразделяются средства измерений?
Что относится к средствам поверки и калибровки?
Что значит поверка средств измерений?
Назовите методы измерений.
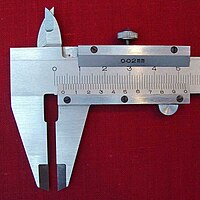
– это измерительные приборы, которые могут измерять различные параметры, такие как длина (внешняя форма), внутренний диаметр и перепады уровня. Их использование широко распространено в производстве благодаря простоте использования и способности выполнять измерения со сравнительно высокой точностью. В последнее время цифровые ручные штангенциркули становятся все более популярными.
Наиболее часто используемые ручные штангенциркули – это штангенциркули типа M и штангенциркули типа BC, которые используются для измерения крупных объектов.
- Измерение длины (внешней формы): закройте большие внешние губки на цели измерения, а затем прочитайте значения из основной шкалы и шкалы Вернье.
- Измерение внутреннего диаметра: вставьте маленькие внутренние губки в цель измерения и расширяйте губки до тех пор, пока между челюстями и целью не будет зазора для выполнения измерения.
- Измерение разности уровней: вставьте датчик глубины или ступеньку в отверстие или разность уровней, чтобы выполнить измерение.
- Во время измерения возьмите основную шкалу и переместите ползунок большим пальцем, чтобы закрыть большие внешние челюсти вокруг цели. Слишком сильное нажатие на ползунок приведет к отклонению челюстей под углом, что помешает точному измерению. Кроме того, при измерении цилиндра обязательно плотно закройте параллельные поверхности больших внешних губок вокруг цели.
- Считайте градации как на основной шкале, так и на шкале Вернье на ручном штангенциркуле. Шкала Вернье делит одну градацию основной шкалы на 20 градаций. Как правило, это позволяет проводить измерения в единицах измерения, равных 0,05 мм.
- Считайте шкалу Вернье слева в том месте, где она перекрывается градацией основной шкалы.
- Применение большего усилия к ползунку, чем необходимо во время измерения, может привести к ошибкам, вызванным изгибом больших внешних челюстей.
- Когда весы установлены на ноль, в нормальном состоянии свет не вытекает из больших внешних губок, когда они закрыты.
- Соблюдайте особую осторожность при обращении с небольшими внутренними губками и датчиком глубины, так как эти детали могут легко деформироваться при грубом обращении.
- Периодически проверяйте, была ли точность измерений сохранена. Один простой и полезный метод – использовать измерительный блок для проведения измерений.
- Интервал калибровки для ручных штангенциркулей, измерителей высоты и глубины составляет от 6 месяцев до 2 лет.
Датчики высоты и глубины можно считать родственниками ручных штангенциркулей. В сочетании с циферблатным датчиком для измерения высоты можно использовать измеритель высоты. Между тем, глубиномеры используются для измерения разности уровней.
 Высотомер
Высотомер 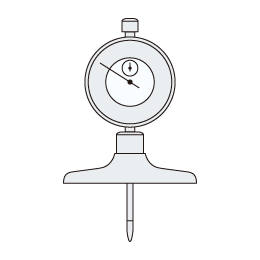 Глубиномер
ГлубиномерДом
,Масштаб Вернье и различные типы суппортов
Штангенциркуль или пара штангенциркулей – это измерительный инструмент, который используется для измерить расстояние между двумя противоположными сторонами объекта. штангенциркуль использование очень широко: от медицины, науки, машиностроения, Деревообработка Металлообработка в лесном хозяйстве.
Люди используют суппорты около двух тысяч шестьсот лет назад в древняя Греция.Самые старые суппорты – это тот, который был найден возле Итальянский остров Джильо на корабле с шестого века до нашей эры. Эти штангенциркули были деревянные. Греки, а также римляне использовали суппорты. Еще один суппорт найдено в Китае, датирующемся 9 г. н.э. во время китайской династии Синь. Джозеф Р. Браун изобрел современный суппорт. Этот суппорт был изобретен в 1851 году, и он мог читать с точностью до тысячных долей дюйма. Это был также очень дешевый инструмент а это значит, что обычный машинист мог себе это позволить.
Типы суппортов
Есть несколько типов суппортов. Самые популярные это:
- Штангенциркуль
- Внутри суппорта
- Внешний суппорт
- Суппорт делителя
- Циферблат суппорта
- Цифровой штангенциркуль
- Штангенциркуль
- Микрометр Суппорт
Внутренний штангенциркуль – это измерительный инструмент, используемый для измерения внутренний размер объекта.Это можно отрегулировать вручную с помощью винта.
В отличие от внутренних суппортов, наружных суппортов , и они используются для измерения внешнего размера объекта. Этот инструмент может дать высокий уровень точности. Он работает так же, как внутри суппорта с без винтов. Этот тип суппортов обычно сделан из высокоуглеродистых стали.
Другой тип суппортов суппорт делитель или компас это популярное название для него.Суппорт делителя используется для разметки местах.
суппорт Oddleg тип штангенциркуля, который используется для рисования линии на заданном расстоянии от край заготовки.
Вернье Шкала
Вернье шкала это измерительный прибор, который может измерять с огромной точностью. Верньер Шкала используется в навигации, учеными, машинистами и исследователями. другое название для нониусной шкалы – это нониус, который обычно использовался в Английский язык к восемнадцатому веку.
Одним из основных применений нониусной шкалы является измерение внешнего диаметры, внутренние диаметры и глубина объекта. При измерении с по шкале Вернье пользователь сначала должен прочитать фиксированную шкалу, а затем должен прочитать более точная шкала для наиболее точного результата измерения. Это может показать результаты измерения с точностью до двух знаков после запятой.
Одна из главных причин, почему верньерные весы так хорошо работают, заключается в способность большинства людей определять, какая из линий выровнена, а какая не.Эта способность может даже улучшиться с практикой. Имя его способность является остротой Вернье, и поэтому преимущество по сравнению с другими измерительными приборами.
Другие типы суппортов
Штангенциркуль – это тип суппорта, который имеет простой набрать вместо нониусного механизма. Этот циферблат используется для чтения конечная доля миллиметра или дюйма. Циферблат вращается один раз за каждый дюйм или миллиметр.
Цифровой штангенциркуль это также тип суппорта, но с цифровым дисплеем, который дает информация о точном результате измерения, показывая цифры в теме.
Один из суппортов, который использует винт для измерения, а не слайд называется микрометров .
,Описание продукта
Специальные штангенциркули с нониусом для целей стоматологов
Особенности:
♦
♦
♦
♦
♦ ♦ из стали 4 или из углерода измерение (OD, ID, шаг, глубина)♦ Без беспорядка в быстром варианте, без отрицательного нуля, без явлений остановки
♦ Может использоваться в школьной, лабораторной, столярной, фермерской и нефтяной промышленности
| Диапазон измерения (мм) | Считывание верньера (мм) | Допустимая ошибка (мм) | a (мм) |
| 0-150 | 0.02 | ± 0,02 | 40 |
| 0-150 | 0,05 | ± 0,05 | 40 |
| 0-200 | 0,02 | ± 0,03 | 50 |
| 0-200 | 0,05 | ± 0,05 | 50 |
| 0-300 | 0,02 | ± 0,04 | 60 |
| 0-300 | 0,05 | ± 0,04 | 60 |
Упаковка и доставка
Детали упаковки: одиночная пластиковая коробка или деревянная коробка + картонная коробка ИЛИ как требуется клиенту
Деталь поставки: в течение 30-45дней после подтверждения заказа
Информация о компании
Наша компания Wuxi Numit Int’L Trade Co.LTD была основана в 1998 году в качестве производственной, торговой, импортной и экспортной компании, специализирующейся на магнитных и точных инструментах, производстве оборудования, автомобильных запчастях.
Наша фабрика Wuxi Sita Tools & Measurement Instrument, Ltd (бывшая фабрика Wuxi Tools & Measurement Factory) расположена в прекрасном озере Тайху, Уси, Китай. Фабрика является специализированной производственной базой для мощных штангенциркулей. Мы в основном производим штангенциркуль. серии 0-6000 мм, электронный цифровой штангенциркуль серии 0-2000 мм и различные виды нестандартных измерительных инструментов.
С момента основания фабрики в 80-х годах прошлого века мы стремимся разрабатывать крупногабаритные штангенциркули, производить, продавать и обслуживать их с целью «Стремление к совершенству, рука об руку продвигается вместе» с целью обеспечить все виды высококачественных крупных измерительных инструментов для внутреннего и широкого рынка по всему миру, пользуются высокой репутацией у отечественных и зарубежных продавцов.
Рекомендуемые продукты:
- Электронный цифровой штангенциркуль
- Большой сверхмощный штангенциркуль
- 9015 9015 9015 9015 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 9000 Индикатор циферблата
- Другие детали машины
FAQ
1.Вы торговля или производитель?
Мы оба. У нас есть собственный завод в Уси.
2. Каковы ваши основные продукты?
Мы специализируемся на измерительных инструментах. Мы стремимся быть лучшим поставщиком измерительных инструментов в Китае.
3.Какое время доставки?
Это зависит от вашего заказа и количество, 15-35дней соответственно.
4.Могу ли я запросить образцы?
На складе образцы могут быть высланы вам в течение 3 дней, фрахт возлагается на покупателя.
5. Какой способ доставки?
Что касается заказа в небольшом количестве, мы можем отправить его по экспрессу EMS, который имеет 100% скидку, а товары в большом количестве доставляются морским транспортом в соответствии с требованиями клиента.
6. Можете ли вы принять OEM или ODM?
Да, конечно. И логотип приемлемый.
.Цифровой датчик высоты и гранитная поверхность должны появиться довольно рано в вашем инвестиционном графике метрологии, учитывая, насколько они полезны. Подобно микрометрам и штангенциркулям, вы также можете получить измерители высоты Вернье, измерители высоты набора и более сложные электронные измерители высоты.

Starrett 6 ″ Цифровой ростомер. Около $ 262,99 на Amazon.

Mitutoyo 12 ″ Цифровой ростомер.Около $ 572,65 на Amazon.
Я изобразил два превосходных ростомера начального уровня от известных брендов – Starrett и Mitutoyo. Mitutoyo – намного больше денег, но он также имеет двойную замену и маховик с точной регулировкой. Starrett – это скорее суппорт на стойке.
Вам также нужно выделить бюджет для поверхностной плиты, чтобы сделать ростомер полезным.

Измерение детали с помощью измерителя высоты и гранитной поверхности для куба Тернера…
На фотографии выше показан мой самый первый дешевый ростомер, используемый для проекта Turner’s Cube.Хотелось бы, чтобы я инвестировал в более хороший ростомер, но должен признать, что за несколько лет я приобрел немало пробега, прежде чем купить Mitutoyo.
Высота Точность
Типичный измеритель высоты работает с точностью до одной тысячной (0,001 ″). Микрометр или электронный измеритель высоты с точностью до одной десятой (0,0001 ″) или даже лучше.
Основным недостатком точности для измерителя высоты является то, насколько он квадратен относительно измеряемой базовой плоскости. Это проявляется двумя способами.Во-первых, если ваша поверхность не является действительно плоской, это делает измеритель высоты менее точным. Во-вторых, если рычаг измерителя высоты, который используется для измерения того, как далеко он проходит, не квадратный к основанию, измеритель высоты будет менее точным.
Последнее (неточность прямоугольности руки по отношению к основанию) может произойти, если датчик высоты сильно трясется во время транспортировки, поэтому стоит проверить это сразу после получения нового датчика высоты.
Типы датчиков высоты
Как и в случае с суппортами, вы можете получить измерители высоты Vernier и измерители высоты набора.Цифровые измерители высоты настолько хороши, что я просто не вижу смысла, если вы случайно не унаследуете действительно хороший один из других бесплатно. Вернье доступны в чрезвычайно высоких форматах, но шкалы высоты набора составляют почти 12 дюймов путешествия или меньше.
Существует множество вариаций высоты.
Двухстоечные высотомеры (Двухлучевые высотомеры)
Вот хороший измеритель высоты Starrett с двумя опорами:

Микрометры для измерения высоты: Высота Master, Digi Chek, Pla-Check и Cadillac Ростомер

Mitutoyo Series 515 Высотный Микрометр Высотомер…
Эти прецизионные измерительные приборы с точностью до одной десятой (0.0001 ″) или иногда даже меньше, так что вы получаете точность микрометра в измерителе высоты. Действительно мило!
Они представляют собой интегрированную комбинацию микрометрической головки для точной регулировки и прецизионных измерительных блоков для настройки грубого диапазона измерения.
Но они в значительной степени являются пережитками прошлого, уступив место моторизованным и компьютеризированным электронным высотомерам. Они все еще играют определенную роль в точной калибровке, но их трудно использовать в качестве чистых измерителей высоты.
Эти элегантные механические устройства стоят менее 1000 долларов, а в зависимости от их возраста и состояния могут стоить чуть меньше 4000 долларов. Есть множество брендов. Mitutoyo называются «Мастер высоты». У Старретта был «Мастер высоты Диги Чек». Pla-Check и Cadillac также являются названиями, связанными с измерителями высоты микрометра.
Электронные датчики высоты: моторизованные и компьютеризированные

Tesa Height Magna 700 Электронный измеритель высоты…
Это высочайшие датчики высоты.Они чуть-чуть не являются настоящими трехмерными координатно-измерительными машинами (CMM). В результате они дорогие. Подумайте до 20 000 долларов, хотя CMM – больше. Если вы хотите купить менее дорогие модели или, возможно, бывшую в употреблении модель, их можно купить примерно за 4000-6000 долларов.
Motorizing обеспечивает большую автоматизацию и стабильность измерений. Электронные датчики являются сверхчувствительным эквивалентом установки DTI на ручной измеритель высоты. А компьютеризация позволяет им делать математику для проведения всех видов измерений, которые не очевидны.
Существуют как 1D, так и 2D модели, причем 2D (измеренные два измерения), конечно, больше денег.
Вот типичный список функций измерения, доступных для электронного измерителя высоты:
- Высота
- ID
- OD
- Ширина
- Глубина
- Слот
- осевая линия
Вот краткое демонстрационное видео электронного измерителя высоты Tesa Hite Magna 700:
Датчики, наконечники и принадлежности для измерения высоты
Высотомер Scriber

По умолчанию большинство датчиков высоты поставляются со скрайбером.Это позволяет легко разметить линию, особенно в макете, на части на определенной высоте.
Layout Fluid / Layout Die
Пока мы говорим о Layout Die, вот традиционный продукт Dykem Layout Fluid:

Dykem Red Layout Fluid. Около 8 долларов на Amazon …
Dykem доступен в красном или синем цветах, а колпачок имеет встроенную щетку. Вы также можете получить различные виды аэрозольного распылителя Layout Fluid.
Задача Layout Fluid – создать высокую контрастность, чтобы линии, нанесенные с помощью измерителя высоты или другой маркировки, были хорошо видны на заготовке.Эта практика более распространена для ручной обработки, чем с ЧПУ, но она имеет свои применения даже для пользователей с ЧПУ.
Датчик высоты с индикатором набора

Установка индикатора проверки шкалы на ваш измеритель высоты может повысить точность, обеспечивая постоянный контакт с измерительной поверхностью точно таким же образом с высокой степенью точности каждый раз.
Датчик высоты или сенсорный зонд
Это электронная версия использования DTI для повышения чувствительности и согласованности показаний.Они работают так же, как электронные краевые искатели для мельницы. Обычно они загораются светодиодом и / или издают звуковой сигнал, когда измеритель высоты касается измеряемой поверхности.
Эта статья была частью нашего Полного руководства по метрологии.
Присоединяйтесь к 100 000+ CNC’еров! Получайте наши последние сообщения в блоге прямо на вашу электронную почту один раз в неделю бесплатно. Кроме того, мы предоставим вам доступ к некоторым отличным справочным материалам по ЧПУ, включая:
.