Штангенинструменты – штангенциркули, штангенглубиномеры и штангенрейсмасы.
Штангенциркули, штангенглубиномеры и штангенрейсмасы
Назначение и устройство штангенинструментов
Штангенинструменты – измерительные приборы для замера линейных величин с отсчетом по штриховой шкале либо цифровому дисплею.
В основе своей конструкции штангенинструменты имеют штангу (отсюда их название) c матовым хромированным покрытием для безбликового считывания, на которой нанесена основная шкала. Они предназначены для абсолютных измерений линейных размеров, а также для воспроизведения размеров при разметке деталей.
Кроме штанги с основной шкалой, составными частями штангенинструментов являются подвижные и неподвижные губки, посредством которых производится измерение, а также перемещающаяся по специальной рамке вспомогательная шкала-нониус и фиксирующее приспособление. Неподвижные губки обычно выполняются совместно со штангой, а подвижные закреплены на рамке с нониусом или изготавливаются заодно с ней.
К штангенинструментам относят штангенциркули, штангенглубиномеры и штангенрейсмасы. Устройство штангенинструментов определяется их назначением.
Качество современных штангенинструментов очень высокое. Применение нержавеющих сталей и сплавов обеспечивает антикоррозийные свойства инструмента, сопротивление износу и коррозии.
Кроме металлических, выпускают также модели изготовленные из углепластика. Углепластиковые штангенинструменты удобны для измерения магнитов и имеют низкую теплопроводность, что уменьшает температурную погрешность при измерении.
В России штангенинструменты выпускают инструментальные заводы – Челябинский (ЧИЗ) и Кировский (КРИН). Среди зарубежных фирм можно отметить Mitutoyo (Япония), Tesa (Швейцария), Carl Mahr (Германия).
В настоящее время выпускают три группы штангенинструментов:
- механические штангенинструменты с отсчетов по штриховой шкале, оснащенные нониусом;
- штангенинструменты с отсчетом по циферблату;
- электронные штангенинструменты с цифровым отсчетом.
***
Шкала нониуса или верньер
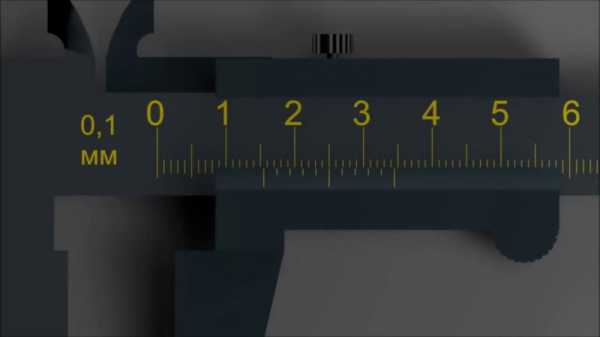
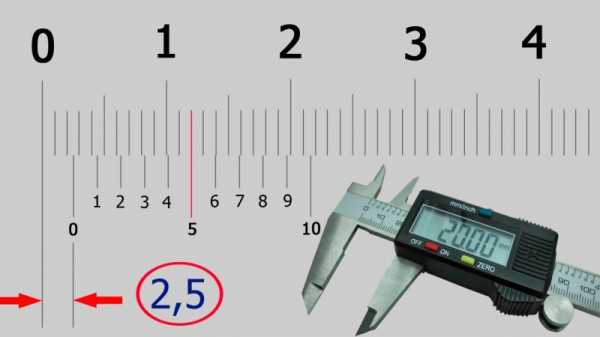
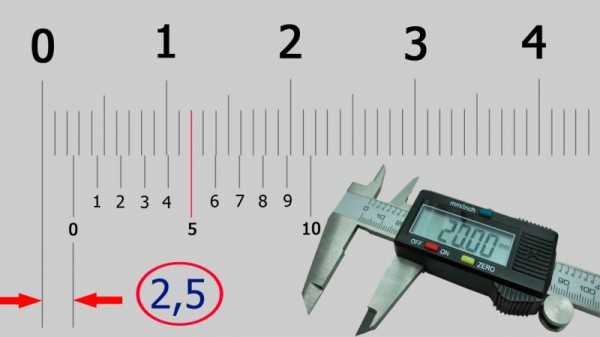
По нониусу отсчитывают десятые и сотые доли миллиметра. Наибольшее распространение получили нониусы с точностью отсчета 0,1, 0,05 и 0,02 мм.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы.
Принцип работы шкалы нониуса основан на том явлении, что человеческому глазу проще определить совпадение рисок делений на шкале, чем относительное смещение одного деления между другими. При этом для повышения точности измерения нониус имеет оригинальное конструктивное решения – на нем, как и на основной шкале нанесены 10 делений, обозначающих 1 мм каждое, но на шкале нониуса эти деления намеренно выполнены с погрешностью, равной требуемой точности измерения штангенинструмента.
Использование нониуса позволяет получать результаты измерений с точностью от десятых даже до сотых долей миллиметра.
Считается, что принцип нониуса был изобретён известным персидским ученым Авиценной (Абу Али ибн Синой) более тысячи лет назад. Название “нониус” это устройство получило в честь менее известного португальского математика П. Нуниша (1502 – 1578), который изобрёл первый измерительный прибор, использующий принцип, предложенный Авиценной. Современная конструкция шкалы была предложена в 1631
году французским математиком Пьером Вернье, в честь которого шкалу нониуса иногда называют “верньер”.Основной характеристикой при расчете нониуса является величина отсчета или точность нониуса i. Сначала определяют число делений нониуса n = c/i, где c – интервал деления основной шкалы.
Тогда интервал деления шкалы нониуса b = γc – i, где γ – натуральное число 1, 2, 3…., служащее для увеличения интервала деления нониусной шкалы.
Затем находят общую длину шкалы нониуса l – bn = (γc – i)×n.
Например, при i = 0,1 мм, с = 1 мм и γ = 2 число делений нониуса n = 10, длина одного деления b = 1,9 мм, и длина шкалы нониуса 19 мм.
***
Штангенциркули
Работать со штангенциркулем несложно.
Нижние измерительные губки разводятся в стороны, между ними располагается деталь, а затем губки сдвигаются до упора, после чего снимаются результаты измерения с основной шкалы и шкалы нониуса.
Для выполнения измерений внутри детали верхние губки сдвигаются, затем вводятся в подлежащее замеру отверстие или паз, и там раскрываются до упора в поверхность детали.
Во время работы со штангенциркулем следует держать инструмент перпендикулярно детали, чтобы губки плотно прилегали к замеряемой поверхности. Это требование позволяет уменьшить погрешность измерения.
***
Устройство штангенциркуля
По основной линейке-штанге 6 (рис. 2) с неподвижными измерительными губками 1 перемещается рамка 5 с подвижными измерительными губками 2. На основной линейке нанесены деления в миллиметрах, а на подвижной рамке 5 установлен нониус 3.
Для плавного перемещения рамки 5 по линейке-штанге 6 в некоторых конструкциях предусмотрено микрометрическое устройство, состоящее из хомутика, зажима и гайки микрометрической подачи. На подвижной рамке 5 установлен стопорный винт 4.
Наружные размеры можно измерять как верхними губками, так и нижними. Для измерения внутренних размеров предназначены только нижние губки. а для разметки – верхние губки.
Некоторые конструкции штангенциркулей оборудованы глубиномером – тонкой, очень узкой линейкой (щупом), конец которой прикреплен к рамке. Глубиномер (7) помещен в продольном пазу обратной стороны штанги (на которой нет шкалы).
***
Штангенглубиномеры
Как можно догадаться из названия, штангенглубиномеры предназначены для измерения глубины пазов, углублений и отверстий. Кроме того, с помощью глубиномеров можно определить и высоту различных уступов на изделии.
Штангенглубиномеры (см. рис.3) принципиально не отличаются от штангенциркулей. По сути, штангенглубиномер – это штангенциркуль, конструктивно приспособленный для удобства линейных измерений малодоступных внутренних размеров изделий. Рабочими поверхностями штангенглубиномеров являются торцовая поверхность штанги и база для измерений – нижняя поверхность основания.
Как и все штангенинструменты, штангенглубиномеры изготавливают с отсчетом по штриховой шкале (оснащенные нониусом), с отсчетом по циферблату и с цифровым отсчетом.
***
Штангенрейсмасы
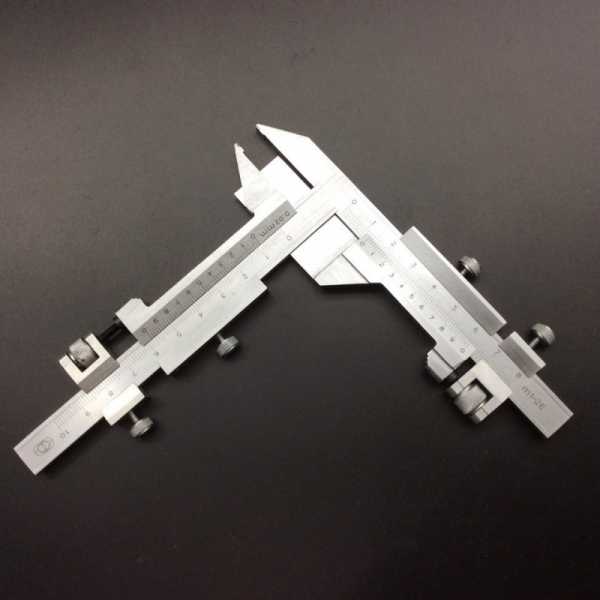
Штангенрейсмасы (иногда их называют штангенрейсмусы) (рис. 1) являются основными измерительными инструментами для разметки деталей. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания.
Принципиально штангенрейсмасы аналогичны штангенинструментам – основными их частями являются все те же штанга с основной шкалой, рамка со шкалой нониуса и зажимные устройства.
***
Как правильно пользоваться штангенциркулем поможет разобраться представленный здесь видеоролик.
***
Погрешности измерений штангенинструментом
k-a-t.ru
Виды штангенинструментов
Штангенрейсмас
Штангенрейсмас, в отличие от штангенциркуля, вместо неподвижной губки имеет основание, нижняя поверхность которого является рабочей и соответствует нулевому отсчёту по шкале. На рамке штангенрейсмаса вместо подвижной губки установлена державка, в которой при разметке укрепляются разметочные ножки или чертилки, а при измерении — специальные измерительные губки или кронштейн для крепления отсчётной головки (например, индикатор часового типа). Штангенрейсмас обычно используется при работе на плите, где он устанавливается совместно с деталью, которую необходимо разметить или измерить. Нанесение линий на размечаемой детали осуществляется чертилкой при перемещении штангенрейсмаса по поверхности плиты. Штангенрейсмасы изготовляются 6 типоразмеров с размером отсчёта 0,05 мм при верх. пределах измерений до 400 мм и 0,1 мм при пределах измерений от 400 мм до 2000 мм.
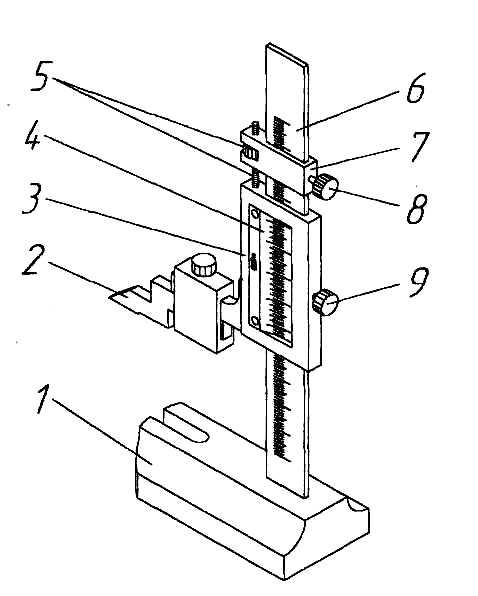 Рис.
1.4
Рис.
1.4
1- основание, 2 – разметочная ножка, 3 – рамка, 4 – нониус,
5 – винт и гайка микрометрической подачи, 6 – штанга,
7 – рамка микрометрической подачи, 8 – зажим рамки
микрометрической подачи, 9 – зажим рамки
Штангенглубиномер служит для измерений глубин выточек, канавок, уступов и т. д. Отличается от штангенциркуля тем, что не имеет на штанге подвижных губок. Помимо обычных штангенглубиномеров, существуют цифровые (или электронные) штангенглубиномеры, имеющие электронное табло и кнопки управления. Штангенглубиномеры, предназначенные для измерения предельно малых глубин называют микрометрическими. Как и следует из названия, штангенглубиномер предназначен для измерения глубины пазов, однако с его же помощью определяют и высоту уступов. Инструмент состоит из штанги с разметкой, рамки с нониусом и винта. Рабочая часть штанги штангенглубиномера вводится в замеряемый паз, рамка опускается до упора и фиксируется, а затем снимаются показания. Цена деления рамки, как и у штангенциркуля, 0,5 мм, нониуса – 0,02 мм
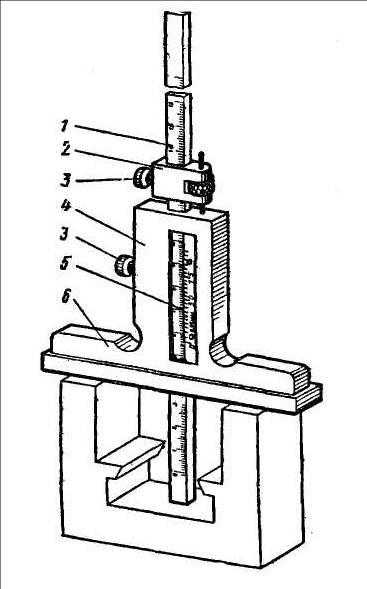
Рис. 1.5
Основанием штангенглубиномера является рамка 4, снабженная снизу опорой 6 с измерительной поверхностью. Сквозь рамку проходит штанга 1 со шкалой и измерительной поверхностью на торце. Штанга 1 передвигается перпендикулярно измерительной поверхности опоры 6. Нониус нанесен на отельной пластине, укрепленной в рамке 4 параллельно шкале штанги. Микроподача 2 рамки 4 и зажим 3 на штангенглубиномере такие же, как и на штангенциркуле ШЦ-II
3.Практическое задание:
Измерить габаритные размеры и диаметры окружностей данной детали.
Размеры измеренной детали занести в таблицу.
Выполнить чертеж детали, нанести размеры;
Обозначения | Размеры (мм) |
L- длина детали H- высота S- толщина 0 – диаметр R – радиус |
4.Написать вывод о проделанной работе.
Контрольные вопросы
По каким признакам подразделяют измерения?
Назовите измерения по способу получения информации.
Как подразделяются средства измерений?
Что относится к средствам поверки и калибровки?
Что значит поверка средств измерений?
Назовите методы измерений.
studfiles.net
Штангенциркули – назначение, виды и классификация
Штангенциркуль – это универсальный инструмент для измерения с точностью до 0,1 или 0,01 мм внутренних и наружных размеров, а также глубины отверстий. Он входит в число наиболее популярных измерительных инструментов благодаря простоте конструкции, быстроте в работе и удобству в эксплуатации.
Назначение штангенциркулей
С помощью штангенциркуля можно производить точный замер наружных и внутренних диаметров отверстий, глубин, длин деталей и других изделий. Есть и специализированный инструмент, предназначенный для измерения пазов, малых диаметров, проточек, межосевых расстояний, толщин стен труб и т. д. Конструкцию штангенциркуля могут дополнять различные дополнительные поверхности и приспособления, значительно расширяющие функциональные возможности инструмента.
Что касается конструкции штангенциркуля, то в качестве примера рассмотрим наиболее популярный ШЦ-I. Данный инструмент представляет собой измерительную линейку с верхними и нижними губками, левая половина которых закреплена неподвижно, а правая передвигается на подвижной рамке. Верхние губки, резцы которых смотрят наружу, используются для замеров внутреннего диаметра, нижние с резцами внутрь – для наружных диаметров и линейных размеров. Передвижная рамка имеет фиксатор и шкалу нониуса для замеров с точностью до 0,1 мм. На конце линейки также имеется глубиномер для измерения глубины отверстий.
Штангенциркуль широко используется практически во всех сферах деятельности, где возникает потребности в точном измерении внутренних и наружных диаметров изделий. В первую очередь это металлообработка, строительство, машиностроение, ремонт машин и оборудования – именно здесь данный измерительный инструмент получил наибольшее применение.
Классификация
Прежде чем купить штангенциркуль следует разобраться с тем, что предлагают современные производители. Существует три вида штангенциркуля и около восьми типоразмеров по российским стандартам. Вид инструмента зависит от шкалы индикатора и может быть нониусным (ШЦ), циферблатным (ШЦК) или цифровым (ШЦЦ). Их разновидностей стоит отметить универсальный ШЦ-I, ЩЦТ-I с односторонним расположением губок из твердого сплава и ШЦ-II с рамкой микрометрической подачи. И, в заключение, хотим напомнить, что огромный выбор штангенциркулей вас ожидает в «Мекке Инструментов»!
mekkain.ru
2. Штангенинструмент
Под общим названием «штангенинструмент» объединяется большая группа средств для измерения и разметки линейных размеров. Отличительной особенностью этих измерительных средств является то, что в качестве отсчетного устройства используется шкала измерительной линейки (штанга) с делениями через 1 мм, а отсчитывание частей деления на этой основной шкале производится с помощью вспомогательной( дополнительной) шкалы – нониуса.
2.1. Нониус
Нониус как вспомогательная шкала имеет небольшое число интервалов (10-20) по сравнению с основной шкалой.
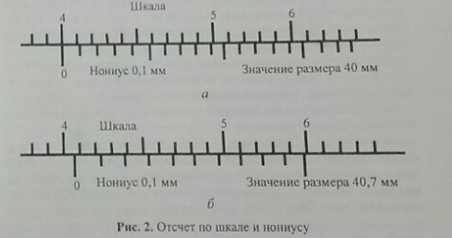
Первый штрих нониуса является началом вспомогательной шкалы и одновременно индексом (указателем) значения размера на основной шкале. Если первый штрих (нулевой штрих) нониуса совпадает с каким-либо штрихом основной шкалы (рис. 2, а), то отсчитывают целое значение размера только по основной шкале. Если же нулевой штрих нониуса не совпадает ни с одним штрихом основной шкалы, то отсчет получается из двух частей. Целое значение размера, кратное 1 мм, берут по основной шкале по ближайшему меньшему значению (слева от нулевого штриха нониуса) и добавляют дробное значение размера по нониусу в зависимости от того, какое деление нониуса совпадает с каким-нибудь делением основной шкалы.
Так, на рис. 2, б отсчет равен 40,7 мм, поскольку к нулевому штриху нониуса с левой стороны ближе всего находится штрих основной шкалы с цифрой 4, что означает 4 см, т.е. 40 мм, а точно совпадает с делением основной шкалы 7-й штрих нониуса. Поскольку величина отсчета на этом нониуса равна 0.1 мм, то, следовательно, совпадение 7-го штриха нониуса показывает, что дольное значение размера равно 0.7 мм (0,1х7), а весь размер равен 40,7 мм.
Принцип построения нониуса заключается в том, что интервалы его шкалы нанесены «растянутыми» относительно основной шкалы и отличаются от интервалов основной шкалы на величину отсчета, число делений нониуса точно укладывается в определенное число делений основной шкалы.
При расчете интервала шкалы нониуса используется понятие «модуль у», с помощью которого устанавливается взаимосвязь между интервалами основной шкалы и шкалы нониуса.
Коэффициент у характеризует соотношение между значениями интервалов шкалы и нониуса.
Величина отсчета по нониуса для штангенинструмента у нас в стране принята 0.1 и 0.05 мм. Ранее выпускали измерительные средства с отсчетом 0.02 мм, но исследования показали, что погрешности при таком отсчете не меньше погрешностей при отсчете 0.05 мм. Не исключено, что в дальнейшем останется только отсчет 0.1 мм.
2.2 Номенклатура штангенинструмента
Наиболее распространенными универсальными средствами измерения такого типа являются штангенциркули, штангенглубиномеры и штангенрейсмасы. Отличие их конструктивных форм в зависимости от назначения заключается в конфигурации измерительных поверхностей и их взаимном расположении.
2.3 Штангенциркули
Конструкцию штангенциркуля (рис. 3) в принципе можно представить как усовершенствованную конструкцию масштабной линейки. С этой уелью на конце линейки l (штанга), имеющей шкалу с делениями через 1 мм, находится неподвижная измерительная губка, измерительные поверхности которой перпендикулярны линейке. Вторая измерительная гебка находится на рамке 2, перемещаемой по линейке. На этой же рамке находится нониус 4 для отсчета величины перемещения губки на рамке 2. Таким образом, наружный измеряемый размер определяется по расстоянию между измерительными губками, которые имеют плоские измерительные поверхности небольшой ширины. Остальные элементы конструкции имеют вспомогательный характер, облегчая использование штангенциркуля или расширяя область его применения. Так, в штангенциркуле, показанном на рим.3, в, верхние губки предназначены в основном для разметки поверхности и для измерения размеров внутри узких проточек. Устройство 6, называемое микрометрической подачей, предназначено для медленного перемещения рамки по штанге. При пользовании этой микроподачей вспомогательную рамку микроподачи скрепляют со штангой винтом 3а, стопор 3 опускают и вращением гайки 7 перемещают рамку. Микроподачу в основном используют при установке на штангенциркуле размера для разметки. Большинство штангенциркулей для измерения внутренних размеров имеют либо отдельные измерительные губки (рис. 3, а), либо специальные измерительные поверхности основных губок (рис 3, в, г). У штангенциркулей, показанных на рис. 3,в и г, губки для измерения внутреннего размера имеют цилиндрическую поверхность. Размер этих губок в сведенном состоянии обычно бывает b=10мм и маркируется на боковой поверхности одной из губок.
Типоразмеры штангенциркулей охватывают диапозон измерений до 2000 мм. Однако наиболее распространены штангенциркули с диапазоном измерений от 0 до 125 (или 140) мм (рис.3, а,б) и с диапазоном измерений от 0 до 320(200 или 250) ии (рис.3, в,г).
Штангенциркули
первого типа обычно имеют отсчет по
нониусу 0.1 мм, а второго – как 0.1 мм, так
и 0.05 мм. Штангенциркули с большим
диапазоном измерения обычно имеют
величину отсчета 0.1 мм. Практически
штангенциркули для размеров свыше 500
мм не выпускаются, хотя и известны.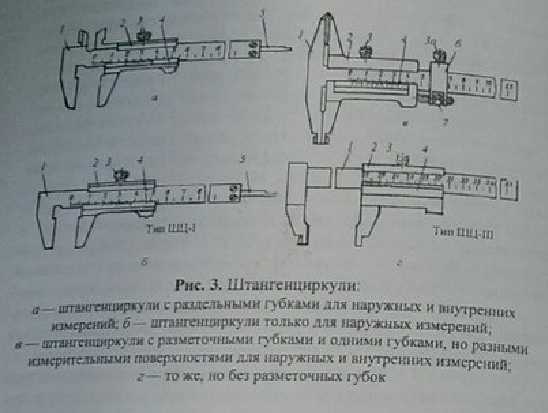
studfiles.net
Конспект на тему: Штангенинструменты. Общие сведения
Общие сведения о штангенинструментах
К наиболее распространенным инструментам для измерения линейных величин при обработке металлов относятся измерительные металлические линейки, штангенинструменты, микрометрические инструменты.
Измерительные металлические линейки применяются для грубых измерений. Они изготовляются с верхними пределами измерения до 150; 300; 500; 1000 мм. Цена деления может составлять 0,5 или 1 мм. Погрешность измерения 0,5 мм.
Штангенинструменты применяются для более точных измерений.
Штангенинструментами называют контактные средства измерения линейных размеров, основными частями которых является штанга со шкалой и нониус – вспомогательная шкала для уточнения отсчета показаний (вместо нониуса может использоваться специальное устройство).
К штангенинструментам относятся:
– Штангенциркули;
– Штангенглубиномеры;
– Штангенрейсмасы.
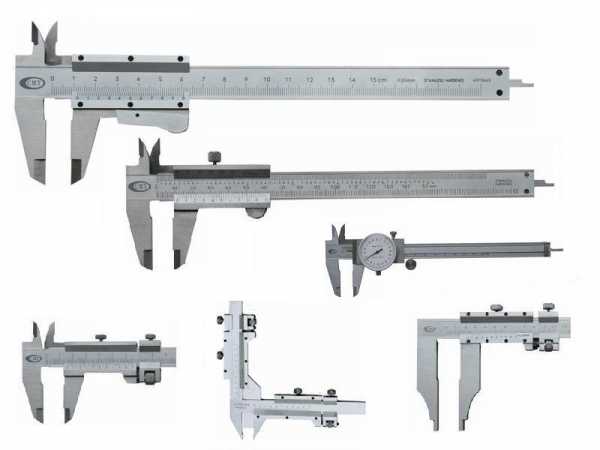
Штангенциркули служат для измерения наружных и внутренних диаметров, длин, толщин деталей и т. п..

Рисунок 1- Разновидности штангенциркулей
Штангенциркули, в зависимости от способа снятия показаний, бывают:
– нониусные – оборудованные обычным нониусом.
– циферблатные – которые вместо нониуса оснащены циферблатом часового типа для удобства и быстроты снятия показаний,
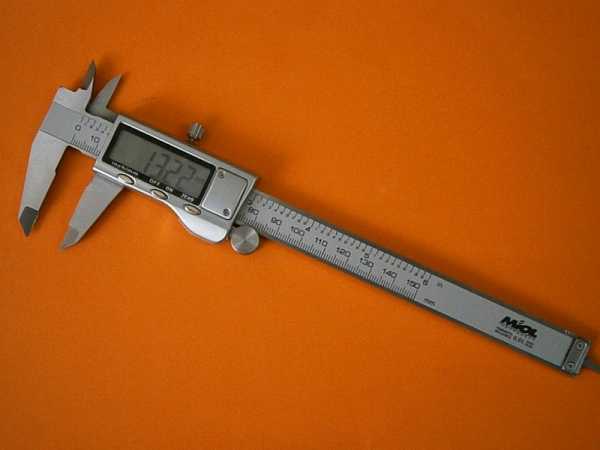
– цифровые – имеют цифровой, жидкокристаллический дисплей, для наивысшей точности измерения и удобства считывания результатов
Штангенглубиномеры, применение и устройство
Штангенглубиномеры применяются для измерения глубины отверстий, пазов, уступов. Конструктивно штангенглубиномер представляет собой рамку из закаленной стали, которая имеет измерительную поверхность, внутри которой перемещается штанга со шкалой из твердого сплава (рисунок 1). На рамке также находится нониус, позволяющий измерять сотые доли миллиметра. Штанга имеет углубленную шкалу для исключения износа во время передвижения в рамке.

Рисунок 1 – Штангенглубиномеры
Измерительными поверхностями являются торцы штанги и основания. Для измерения штанга опускается до упора в паз, после чего можно снимать данные со шкалы. Разновидностью являются инструменты, снабженные микроподачей (смотри рисунок 2).

1 – штанга; 2 – микроподача; 3 – зажим; 4 – рамка; 5 – нониус; 6 – опора
Рисунок 2 – Штангенглубиномер, снабженный микроподачей
Штангенрейсмасы, применение и устройство
Штангенрейсмасы применяются для пространственной разметки и прямых измерений расстояний от базовых поверхностей деталей до выемок, выступов и осей отверстий.


1 – штанга; 2 – микроподача; 3 – зажимы; 4 – рамка; 5 – нониус; 6 – основание; 7 – державка; 8 – измерительная ножка; 9 – разметочная ножка
Рисунок 3 – Штангенрейсмасы
Во всех указанных штангенинструментах применяются нониусы, по которым отсчитываются дробные доли делений основных шкал.
Штангенциркули, их разновидности, устройство
Среди штангенинструментов наиболее широкое применение имеют штангенциркули.
Штангенциркули могут быть определенного вида и иметь маркировку:
ШЦ-I – штангенциркуль, имеющий двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров, а также оборудованный линейкой для измерения глубин;
ШЦ-1С — штангенциркуль, оборудованный круговой шкалой. Здесь, показания штангенциркуля, отвечающие положению губок, считывают при помощи шкалы штанги и по положению стрелки круговой шкалы головки, сцепленной шестеренкой с рейкой штанги. В отличие от нониусного отсчета показаний, данная конструкция, позволяет считывать результаты измерений быстрее и проще;
ШЦТ-I – штангенциркуль, имеющий одностороннее расположение губок, изготовленных из твёрдых сплавов, предназначающихся для измерения наружных линейных размеров и глубин в условиях повышенного абразивного износа;
ШЦ-II – штангенциркуль, имеющий двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров и для разметки. ШЦ-II оснащен рамкой микрометрической подачи. Размер сдвинутых губок для внутренних измерений (обычно 10 мм) маркируется на их боковой поверхности и определяет наименьший внутренний размер, который может быть проверен этим ШЦ. При всех внутренних измерениях к отсчету по шкале следует прибавлять маркированный размер губок. Подвижная губка снабжена зажимом, чаще выполненным в виде винта.
ШЦЦ – Штангенциркуль обладающий цифровой индикацией. Это электронный штангенциркуль
Штангенциркуль ШЦ – I с точностью отсчета 0,1 мм
Штангенциркуль ШЦ-I применяют для измерения наружных и внутренних размеров и глубины детали (рисунок 4).
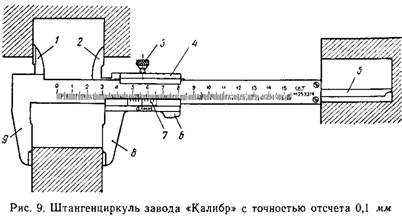
1 и 9 –неподвижные измерительные губки; 2 и 8 –подвижные измерительные губки; 3 – винт; 4 – рамка; 5 – планка для измерения глубины; 6 – выступ; 7 – планка с делениями (нониус).
Рисунок 4 – Штангенциркуль ШЦ – 1
На рисунке 4 изображен простой штангенциркуль ШЦ – 1, которым измеряют детали с точностью до 0,1 мм. На штанге, представляющей собой измерительную линейку, расположены измерительные губки 1 и 9, две другие губки 2 и 8 составляют одно целое с рамкой 4, вместе с которой они могут свободно передвигаться по штанге. Для закрепления рамки 4 служит винт 3. Рамка 4 имеет планку 7, на скосах которой нанесены деления, составляющие нониус. Для измерения глубины служит узкая планка 5. Планка 5 жестко связана с рамкой 4 и передвигается в пазу штанги за выступ 6, имеющий насечку для удобства пользования.
Нониус – это вспомогательная шкала с пределом измерений, равным цене деления основной шкалы. Нониусы имеют различную цену деления, которая определяет точность замера данным инструментом. Значение точности (цену деления) измерения маркируется на инструменте, например: 0,1; 0,5; 0,01 мм.
Штангенциркуль ШЦ-II с точностью отсчета 0,05 мм
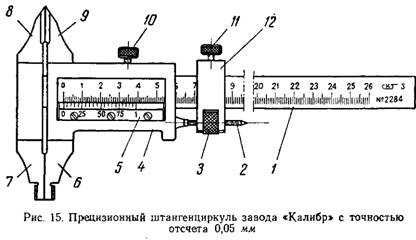
Рисунок 5 – Штангенциркуль ШЦ-II с точностью отсчета 0,05 мм
На рисунке 5 изображен штангенциркуль ШЦ-II с точностью отсчета 0,05 мм. Штангенциркуль типа ШЦ-II отличается от ШЦ – 1 тем, что у него имеется устройство микрометрической (тонкой) подачи и отсутствует глубиномер. ШЦ-II применяется для внутренних и наружных измерений. Также отличительной особенностью является наличие губок с плоскими или цилиндрическими измерительными поверхностями. Шкала деления соответствует 0,05мм.
Штангенциркуль имеет двустороннее расположение губок, предназначающихся для измерения наружных и внутренних линейных размеров и для разметки. ШЦ-II оснащен рамкой микрометрической подачи.
Штангенциркуль ШЦ-2 (рисунок 5) состоит из штанги 1 с губками 7 и 8. На штанге нанесены деления. По штанге 1 может передвигаться рамка 4 с губками 6 и 9. К рамке привинчен нониус 5. Для грубых измерений передвигают рамку 4 по штанге 1 и после закрепления винтом 10 производят отсчет. Для точных измерений пользуются микрометрической подачей рамки, состоящей из винта 2, гайки, движка 12 и винта 11. Зажав винт 11 движка, вращением гайки 3 подают рамку 4 до плотного прилегания губок 6 и 7 или 8 и 9 к измеряемой детали, после чего производят отсчет.
Губки 6 и 7 служат для наружных и внутренних измерений. При измерении внутренних размеров к полученным показаниям прибавляют толщину губок, которая маркирована на них. Губки 8 и 9 служат для разметки и наружных измерений.
Измерения штангенциркулем, считывание результатов показаний
Правила обращения со штангенциркулем
1 Перед началом работы протереть штангенциркуль чистой тканью, удалив смазку и пыль. Нельзя очищать инструмент шлифовальной шкуркой или ножом.
2 Нельзя класть инструмент на нагревательные приборы.
3 Измерять можно только чистые детали без задиров, заусенцев, царапин. Руки также должны быть чистыми и сухими.
4 Губки штангенциркуля имеют острые концы, поэтому при измерении соблюдайте осторожность.
5 Не допускайте перекоса губок штангенциркуля. Фиксируйте их положение зажимным винтом.
6 При чтении показаний на измерительных шкалах держите штангенциркуль прямо перед глазами.
Проведение измерений с помощью штангенциркуля
Штангенциркуль ШЦ-I, являясь высокоточным средством измерительной техники, позволяет определять внутренние и внешние – линейные – размеры деталей, глубины выступов и отверстий. Измерения проводятся с точностью 0,1 мм.
Наружные и внутренние размеры измеряют с помощью широких нижних и вспомогательных заостренных губок соответственно. Кстати, заостренные губки используют и для нанесения разметки на детали. Глубину отверстий и размеры выступов определяют с помощью глубиномера, являющегося элементом штангенциркуля.
Процесс измерения нониусным, стрелочным или цифровым штангенциркулем совершенно одинаков, разница заключается лишь в представлении данных прибором. Именно по этой причине работу со штангенциркулем рассмотрим на примере нониусного штангенциркуля, а комментарии, разъясняющие работу с приборами других типов, будут даваться по ходу.
Подготовка к процессу измерения
Перед тем, как приступить непосредственно к измерениям, штангенциркуль следует очистить от смазки и пыли (уделяя особое внимание рабочим поверхностям) и проверить на точность.
Выполнить проверку на точность с нониусным прибором несложно – достаточно просто совместить основные (широкие) губки инструмента, расположенные снизу. При этом должны совпасть нулевые отметки двух шкал – подвижной нониусной и неподвижной шкалы рабочей – миллиметровой – поверхности. Одновременно с этим девятнадцатый штрих миллиметровой шкалы должен совместиться с десятым штрихом на нониусе. Если оба условия выполняются – инструмент пригоден к работе.
Для того, чтобы проверить стрелочный и цифровой штангенциркули также необходимо совместить губки прибора. Стрелка на циферблате стрелочного прибора должна указать на нулевую отметку. На дисплее электронного штангенциркуля должна отобразиться цифра «0».
Измерение внешних размеров деталей с помощью штангенциркуля
Наружные и внутренние размеры измеряют с помощью широких нижних и вспомогательных заостренных губок соответственно. Кстати, заостренные губки используют и для нанесения разметки на детали. Глубину отверстий и размеры выступов определяют с помощью глубиномера, являющегося элементом штангенциркуля.
Для того, чтобы измерить внешний размер детали, необходимо плотно зажать ее между основных – нижних – губок (рисунок 6). Штангенциркуль при этом следует держать в правой руке (четыре пальца обхватывают штангу, большой палец лежит на рамке).
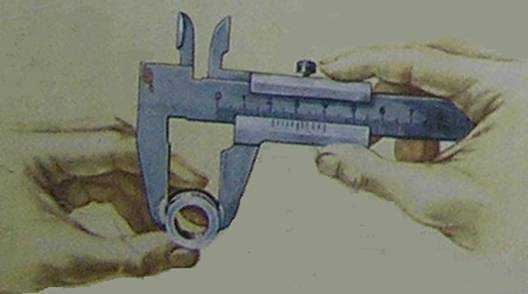
Рисунок 6 – Измерение диаметра наружной части детали
Рамка перемещается большим пальцем и по достижении верного расстояния между губками, соприкасающимися с измеряемой поверхностью, фиксируется с помощью зажима большим и указательным пальцем правой руки.
Перед считыванием результата необходимо убедиться в том, что губки заняли правильное положение: перекосы отсутствуют, а при перемещении детали между ними соблюдается нормальность усилия (деталь проходит между измерительными поверхностями, легко контактируя с ними).
Измерение внутренних размеров и глубины
Внутренние размеры детали измеряют с помощью заостренных губок штангенциркуля. Для этого достаточно привести их в сомкнутое состояние и поместить в измеряемую деталь (рисунок 7). После этого вспомогательные губки разводятся.
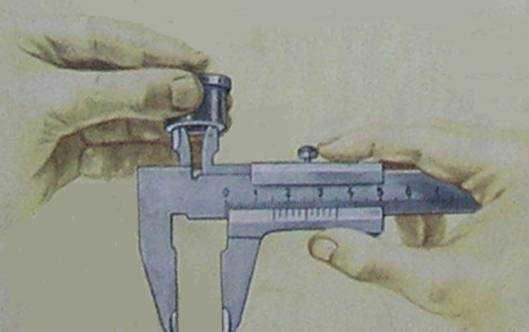
Рисунок 7 – Измерение диаметра отверстия
Перед определением результата проверяют соблюдение тех же условий, что и при считывании показаний при измерении наружных размеров.
Определение глубины отверстия
Для определения глубины отверстия достаточно поместить в него расположенный на торце штангенциркуля глубиномер (рисунок 8).
Рисунок 8 – Измерение глубины отверстия
После этого необходимо начать раздвигать основные губки до тех пор, пока глубиномер не упрется в поверхность. Как только это произошло, можно считывать показания прибора. Таким же образом определяются размеры выступов. Не допускайте перекоса губок штангенциркуля. Фиксируйте их положение зажимным винтом.
(Обратите внимание: не каждый штангенциркуль оснащен глубиномером!)
Считывание показаний. Определение показаний нониусного штангенциркуля
Чтобы определить показания нониусного прибора, его следует держать непосредственно перед глазами (положение «сбоку» категорически запрещено – оно приведет к появлению дополнительной погрешности).
Измеряя деталь, нельзя допускать перекоса губок штангенциркуля. Положение их обязательно фиксируется стопорным винтом.
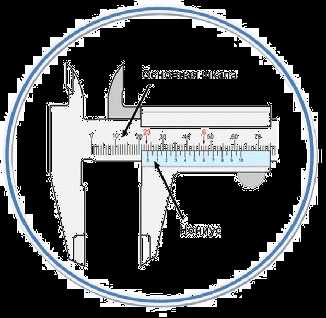
Рисунок 9 – Определение показаний нониусного штангенциркуля
Неважно, какой параметр был измерен – наружный, внутренний размер или глубина – считывание размера выполняется по одному и тому же алгоритму.
Поверхность шкалы нониуса имеет небольшой скос, предусмотренный для лучшего совмещения ее с основной шкалой – именно по взаиморасположению этих двух градуировок и определяется размер детали.
В первую очередь определяется число целых миллиметров, соответствующее значению деления основной шкалы, располагающегося с левой стороны от нулевой отметки нониуса и ближе всего к ней.
Затем определяется количество долей миллиметра. На шкале нониуса находят штрих, совпадающий с одной из отметок основной шкалы (смотри рисунок 9). Если таких штрихов несколько, берут значение, ближайшее к нулю нониуса – именно оно отображает количество десятых долей мм.
Складывая целую часть и десятые доли, получают полный размер детали или глубину отверстия.
Определение показаний циферблатного и цифрового штангенциркулей
Рисунок 10 – Определение показаний циферблатного и цифрового штангенциркулей
Считывать показания со стрелочного прибора достаточно легко.
«Целое» значение определяется по основной шкале прибора, количество же десятых или сотых долей указывает стрелка отградуированного циферблата. Затем показания складываются. Работать с цифровым штангенциркулем еще проще – показания отображаются в удобном для пользователя формате на дисплее прибора (смотри рисунок 10).
Считывание результатов измерения (С) приведено на рисунке 7. Для получения результата измерения (С) производят суммирование показаний шкалы штанги (А) и нониуса (В), таким образом результат измерения равен С = А + В.
infourok.ru
Штангенинструмент – это… Что такое Штангенинструмент?
обобщённое название средств измерения и разметки (См. Разметка) внешних и внутренних размеров. Ш. представляет собой две измерит. поверхности (губки), между которыми устанавливается размер, одна из которых (базовая) составляет единое целое с линейкой (штангой), а другая соединена с двигающейся по линейке рамкой. На линейке наносятся через 1 мм деления, на рамке устанавливается или гравируется Нониус. В целях повышения надёжности Ш. изготовляется из материалов с высокой износостойкостью и не подвергающихся коррозии, для чего используются закалённые стали, хромирование и армирование рабочих поверхностей твёрдым сплавом. Известны Ш., изготавливаемые из пластмассы. В СССР выпускается нескольких видов и типоразмеров Ш. с размером отсчёта 0,05 и 0,1 мм. Выпуск Ш. с размером отсчёта 0,02 мм прекращен. В зависимости от назначения и конструктивных особенностей Ш. разделяются на штангенциркули, штангенрейсмасы, штангенглубиномеры (см. Глубиномер) и штангензубомеры. Наиболее распространённый Ш. — штангенциркуль (рис. 1). Первые штангенциркули с нониусом появились в конце 18 в. в Лондоне, хотя деревянные штангенциркули без нониуса применялись уже в 17 в. В зависимости от конструкции и числа измерит. губок штангенциркули изготовляются трёх видов и 8 типоразмеров. Для пределов измерения до 400 мм обе измерительные губки могут сдвигаться вплотную при нулевом отсчёте. На больших размерах начало измерения не совпадает с нулевой отметкой. Штангенциркули с пределом измерения от 0 до 125 (150) мм и размером отсчёта 0,1 мм имеют двусторонние губки (рис. 1, а), служащие для измерения наружных (нижние губки) и внутренние (верхние губки) размеров, и линейки глубиномера для измерения высоты уступов, глубин пазов, проточек и т.д. Штангенциркули с верх. пределом измерения до 250 (160) мм и размером отсчёта 0,1 или 0,05 мм (рис. 1, б) имеют также двусторонние губки, но нижние губки используются для наружных и внутренних измерений, а верхние для разметки или измерений наружных размеров внутри узких неглубоких проточек. Разметочными губками можно наносить параллельные линии, окружности и другие элементы контура изготовляемых деталей (см. Разметочный инструмент). В этих штангенциркулях губки для измерения внутренних размеров имеют цилиндрические измерительные поверхности. Размер этих губок в сведённом состоянии, равный обычно 10 мм, маркируется на нерабочей поверхности губок и при измерении внутренних размеров прибавляется к отсчёту. Штангенциркули с верхними пределами измерений от 400 до 2000 мм имеют односторонние губки, по конструкции аналогичные нижним губкам штангенциркуля, показанного на рис. 1, б. Два последних вида штангенциркуля имеют т. н. микрометрическую подачу (используемую в основном при разметке) для более точной установки размера. Размер отсчёта у этих штангенциркулей — 0,1 мм.Штангенрейсмас (рис. 2), в отличие от штангенциркуля, вместо неподвижной губки имеет основание, ниж. поверхность которого является рабочей и соответствует нулевому отсчёту по шкале. На рамке штангенрейсмаса вместо подвижной губки установлена державка, в которой при разметке укрепляются разметочные ножки или чертилки, а при измерении — специальные измерит. губки или кронштейн для крепления отсчётной головки (например, индикатор часового типа). Штангенрейсмас обычно используется при работе на плите, где он устанавливается совместно с деталью, которую необходимо разметить или измерить. Нанесение линий на размечаемой детали осуществляется чертилкой при перемещении штангенрейсмаса по поверхности плиты. Штангенрейсмасы изготовляются 6 типоразмеров с размером отсчёта 0,05 мм при верх. пределах измерений до 400 мм и 0,1 мм при пределах измерений от 400 мм до 2000 мм.
Штангензубомер предназначается для измерения толщины зуба и представляет собой сочетание штангенглубиномера и штангенциркуля. Вертикальная линейка штангензубомера предназначена для установки высоты от вершины зуба, на которой производится измерение толщины зуба, а горизонтальное устройство предназначено для непосредственного измерения толщины зуба. Штангензубомеры изготовляются (два типоразмера) для измерения толщины зуба колёс с модулем до 36 мм с размером отсчёта 0,05 мм. Из-за быстрого износа наконечников, относительно малой точности штангензубомеры всё больше заменяются зубомерами смещения (тангенциальными зубомерами).
Н. Н. Марков.
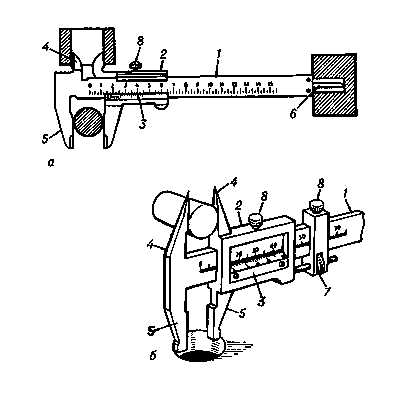
Рис. 1. Штангенциркуль: 1 — штанга; 2 — рамка; 3 — нониус; 4 — верхние губки; 5 — нижние губки; 6 — линейка глубиномера; 7 — микрометрическая подача; 8 — стопорные винты.
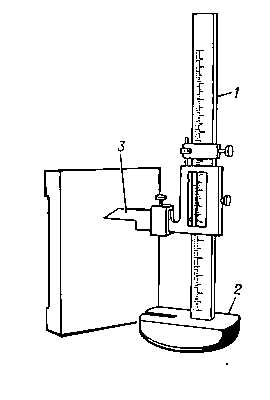
Рис. 2. Штангенрейсмас: 1 — штанга; 2 — основание; 3 — чертилка.
dic.academic.ru
обзор и описание основных видов (90 фото )
Штангенциркулем называют инструмент для измерения внутренних и наружных габаритов до 4 метров с практически идеальной точностью. Перед приобретением данного устройства необходимо понять, для чего чаще всего он будет использован и какая погрешность будет критичной.
Любой штангенциркуль имеет стандартную общую форму, его основной элемент – штанга, заканчивающаяся статичной губкой, на которую нанесена шкала в соответствии с принятой мерой измерения. На штангу надета подвижная губка.

Остальные элементы могут разниться в зависимости от разновидности измерителя. Рассмотрим, какие бывают виды штангенциркуля:
- Аналоговый;
- Цифровой;
- Стрелочный.
Этот список составлен по типу снятия показаний, далее более подробно о каждом из них.

Краткое содержимое статьи:
Аналоговый (нониусный) измеритель
Самый стандартный тип конструкции с обычной цифровой шкалой насеченной прямо на штанге прибора. Эта планка называется «Нониус», отсюда его второе название.

Измерение штангенциркулем такого вида имеет наибольший риск погрешности, т.к. полностью зависит от зрения и угла взгляда измеряющего. Считается, что их точность варьируется от 0,1 до 0,05 мм.
Цифровой
Штангенциркуль электронный или цифровой отличается наличием электронного табло на подвижной губке, которое показывает результат измерения с точностью до 0,01 мм.

Очень удобна функция, с которой можно установить начало отсчета с любой точки, а также менять единицы измерения и количество символов после запятой. Данные можно синхронизировать с компьютером, передавая показатели туда.

Обычно прибор дополняют клавишей выключения и обнуления результатов. Основной модуль конструкции выполняется из нержавеющего металла, корпус же из пластика.

В конструкции предусмотрена замена аккумулятора. На штангу, как и в стандартном инструменте, наносят шкалу, для продолжения использования штангенциркуля при отсутствии заряда.

В целом устройство считается качественным оборудованием, за исключением низкосортных продуктов из Китая. Важно чтобы аппарат имел износостойкость и отсутствовали скачки значений на табло.

Качественный точный прибор существенно облегчит строительные работы, замер глубин отверстий, подбора диаметра сверла и т.д.
Стрелочные штангенциркули
Такие приборы являются промежуточным по степени точности и удобства вариантом. Принцип работы основан на движении стрелки по круговому индикатору в зависимости от перемещения подвижной рамки.

Осуществляется измерение путем реечно-зубчатой передачи, дающей достаточно хорошую точность, плюс дополнительно усиливающей жесткость конструкции.

Поскольку все различия видны невооруженным взглядом, достаточно увидеть фото штангенциркуля для определения его разновидности.

Прочие виды
Чтобы не возникало вопроса, как пользоваться штангенциркулем при измерении нестандартных деталей, нужно еще рассмотреть остальные типы приборов для узко специфичных задач, для которых стандартный инструмент не подойдет:

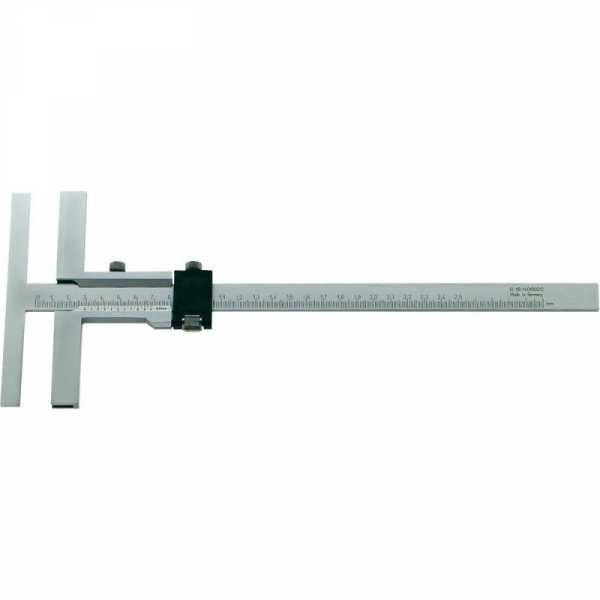
Разметочный штангенциркуль создан для точной разметки поверхностей, чему служат особенно тонко заточенные нижние губки. Диапазон длин совершенно разнообразен, следует подбирать по максимально необходимым обычно габаритам.
Для измерения внешних и внутренних углублений. Конструкция предусматривает измененную форму нижних губок для того, чтобы можно было помещать их в пазы углублений. Размеры также выпускаются различные, в зависимости от необходимости мастера.
Штангенциркули для замера стенок цилиндрических объектов. Такая конструкция имеет статичную губку стержневой формы, остальная конфигурация аналогична стандартному прибору. Такое изменение позволяет выполнять замер стенок труб и других цилиндрических форм.
Штангенциркули для замера габаритов форм с перепадами высот. Конструкция несколько видоизменена, в этом случае статичная нижняя губка путем нажатия регулируется по высоте. Можно установить ее выше или ниже уровня подвижной губки и спокойно измерять ступенчатые детали.

Помимо этих видов, существуют другие, не так часто применяемые штангенциркули, например для замера расстояний между серединами отверстий, измерения автомобильных барабанов, регулирующиеся конструкции.

Сейчас производители выпускают, можно сказать, все необходимые инструменты, важно только разобраться, какой конкретно необходим именно для вас.

Фото штангенциркуля

















































Также рекомендуем посетить:
zdesinstrument.ru