Вспомогательный инструмент для станков с ЧПУ
ТокарныйВспомогательный инструмент для станков с ЧПУ – оборудование, обеспечивающее высокую производительность и качество исполнения работы аппаратурой.
Вспомогательный инструмент для станков с ЧПУ – оборудование, позволяющее осуществить точную и качественную обработку материала. Наличие подобных аппаратов позволяет повысить производительность и скорость производства. ЧПУ делится на два типа: полуавтоматический и автоматический. При работе с различными станками задействуются элементы с определенной комплектацией. Но без вспомогательных инструментов спектр выполняемых функций ограничен.
Комплекс деталей, составляющих собой наиболее важную часть комплектации станка с ЧПУ, представлен:
- станочными приспособлениями;
- режущим прибором;
- вспомогательным инструментом.
Функции
Вспомогательный инструмент представляет собой группу систем, главной функцией которых является компоновка блоков с запчастями, отвечающими за работоспособность агрегата. Блок представляет собой сочетание оборудования для режущих и дополнительных задач.
Наиболее распространенным прибором такого типа является вспомогательный инструмент для токарных станков с ЧПУ. Благодаря им крепятся:
- резцы;
- зенкеры;
- сверла;
- метчики;
- развертки.
Качественному вспомогательному инструменту характерен высокий показатель жесткости. Он должен уметь обеспечить точность и стабильность применения орудия для резки. Аппарат предназначен для поддержки всех типов работ, которые способен выполнять станок. Достоинством устройства является легкая и быстрая установка. Универсальный станок должен обладать аналогичной комплектацией для разных модификаций. Настройку прибора можно произвести, не устанавливая его на станок.

Конструкция
Закрепление оборудования на станке производится благодаря унифицированной хвостовой части. Крепление усиливают элементы для соединения с режущим механизмом. Крепление осуществляется ручным методом. Хвостовик устройства имеет цилиндрическую форму и лыску рифленого типа. Такая конструкция обеспечивает более высокий показатель надежности крепления.
Системы инструментов изменяются в зависимости от того, для каких задач используется станок. Быстрая смена системы требуется, если производятся работы по сверлению и фрезеровке. Станок переналаживается путем замены носителя программы. Чем выше жесткость дополнительного механизма, тем более интенсивной будет его работа. От интенсивности работы зависит, насколько быстро она будет выполнена.
Жесткость обеспечивается за счет прочного крепления. Для достижения высокой прочности крепления используются детали, изготовленные из твердых сплавов. Добавочный механизм рекомендуется настраивать до установки на станок. Это поможет сократить время работы. Многошпиндельные головки упрощают установку технологии на прибор с ЧПУ. Такое оборудование особо эффективно при мелкосерийных задачах.
Достоинства
Вспомогательный инструмент обеспечивает станок с ЧПУ целым рядом преимуществ:
- время, затраченное на осуществление задачи, сокращается вполовину;
- повышается показатель точности, благодаря чему обеспечивается экономия материала;
- обеспечивается стабильная эксплуатация;
- появляется возможность обслуживать сразу несколько станков;
- отсутствует необходимость в использовании приспособлений, имеющих сложную конструкцию;
- идентичная конструкция устройств позволяет устанавливать их на различные станки;
- настройка аппаратуры может проводиться до установки на станок;
- упрощено использование аппарата;
- увеличилось разнообразие позиций для обработки материала;
- участие человека в управлении агрегатом уменьшилось;
- увеличилась производительность станка;
- появилась возможность изготовления деталей сложной формы;
- изделия стали более качественными;
- повысилась производительность оборудования;
- использование устройства стало более простым и безопасным.

Наладка
Приведение устройства в рабочее состояние делится на две части: наладки и подналадка. Процесс наладки представляет собой подготовку оборудования к выполнению рабочей цели. Подналадка – дополнительная подготовка механизмов агрегата. Первая часть связана с основной частью станка, выполняющей поставленную задачу. Вторая часть представляет собой взаимодействие с технологической оснасткой. Именно во второй части производится наладка вспомогательного инструмента.
На первом этапе наладки производится сборка и установка режущего приспособления и его элементов. На втором этапе устанавливается заранее настроенный добавочный механизм. На третьем этапе выбирается режим работы аппарата.
Установка на станках производится тремя вариантами:
- на стол;
- в приспособление на столе;
- на координатную плиту.
Приспособление может быть установлено на координатной плите.
Особенности настройки
Настройку оборудования рекомендуется проводить перед установкой на станок. Это не только упрощает процесс настройки, но и позволяет сэкономить время. Режущая часть прибора имеет два направления: радиальное и осевое. Установка производится в выбранном направлении на определенном расстоянии от основной части прибора. Оптимальное расстояние зависит от используемого агрегата.
Для элементов имеются посадочные места. Каждый элемент имеет свой размер, который соответствует указанному месту. Правильное распределение элементов обеспечит точность работы агрегата. Для сверл, расточных оправок, зенкеров, и еще ряда элементов имеется только одна координата настройки. Для настройки используется вставка в виде ножа или индикатор. Точную настройку практически невозможно произвести без окулярного микроскопа.
Перед использованием микроскопа, для его оптических элементов требуется задать координаты, которые обеспечат точность настройки.

Самые популярные станки с вспомогательным инструментом
Вспомогательный инструмент может использоваться с любыми моделями станков современного типа, оснащенных ЧПУ. Их популярность зависит от востребованности. Наиболее часто используемыми типами аппаратов являются:
- токарным-револьверным;
- вертикально-сверлильным;
- вертикально-фрезерным.
Сборка устройства производится по ГОСТу 23597-79. Он предполагает оптимальные настройки для оборудования, обеспечивающие точность производства. Показатель точности является частично регулируемым. Уровень искажения может меняться в зависимости от того, насколько профессионально была установлена программа. Программа должна учитывать функции, которые дает дополнительная аппаратура. Вместе они могут:
- предупредить показатель искажения траектории движения прибора;
- уменьшить подачу при использовании аппарата;
- регулировать размер рабочего приспособления.
Конструкция вспомогательного инструмента может изменяться в зависимости от того, для какого типа станков он используется. Но основная задача остается неизменной – закрепление рабочих элементов прибора. Без подобного оборудования производительность и период бесперебойной эксплуатации аппарата будет значительно ниже. Режущее устройств будет хуже закреплено, по причине чего снизится качество изготовляемых изделий, и многообразие возможных форм.
Вспомогательный инструмент
Основная задача вспомогательного инструмента – надежная фиксация режущего инструмента в шпинделе и передача ему крутящего момента от станка. В качестве вспомогательного инструмента на операциях фрезерования используют патроны и оправки.
Оправки главным образом предназначены для операций с большими усилиями резания, таких как торцовое фрезерование, фрезерование пазов дисковыми фрезами, растачивание отверстий большого диаметра.
Элементом, передающим крутящий момент у оправок, является шпонка, которая предотвращает проворот режущего инструмента относительно оправки. Этим обеспечиваются надежное закрепление и передача крутящего момента. Однако оправки не способны обеспечить хорошее центрирование инструмента, поэтому основное их применение – черновые операции с удалением основного объема материала.
Патроны обеспечивают лучшее центрирование и обычно используются для зажатия режущих инструментов небольшого размера. Следует различать патроны с механическим креплением режущего инструмента (для сверл, инструментов с коническими хвостовиками типа конусов Морзе, Whistle Notch, Weldon и др.) и патроны с упруго-деформируемой зажимной частью (цанговые, гидромеханические, гидропластовые и др.).
Особое внимание следует уделить цанговым патронам (рис. 2.10), которые наиболее часто используются при работе на станках с ЧПУ. Принцип действия такого патрона очень прост. В коническое отверстие патрона вставляются сменные цанги. Цанга имеет цилиндрическое отверстие, в которое устанавливается цилиндрический хвостовик режущего инструмента (диаметр хвостовика режущего инструмента должен соответствовать номеру цанги). При затягивании гайки давление передается на торец цанги, что приводит к вдавливанию последней в коническое отверстие патрона и сжатию в радиальном направлении. Сжимаясь, цанга передает давление на цилиндрический хвостовик режущего инструмента и надежно его закрепляет. После снятия давления (откручивания гайки) с цанги она разжимается и позволяет извлечь режущий инструмент из патрона.
Рис. 2.10. Цанговые патроны и сменные цанги
Основное преимущество цангового патрона – способность осуществлять закрепление широкого диапазона режущих инструментов при помощи комплекта сменных цанг. В комплекте цанг к одному и тому же патрону вы, как правило, найдете цанги для закрепления инструментов с хвостовиками от 6 до 30 мм и более. Цанга производит хорошее центрирование инструмента и надежное закрепление, однако плохо сбалансирована для скоростных методов обработки.
Следует уделять должное внимание вспомогательному инструменту, так как от него зависят: стойкость режущего инструмента, стабильность технологического процесса, точность и качество обработки.
Функция вспомогательного блока заключается в закреплении и удержании резаков в шпиндельном устройстве. Также он служит для подачи двигательной активности от станка на режущий инструмент. На фрезерах предусмотрены оправки и патроны.
Оправки
Данное устройство ставится на фрезерный станок для операций, требующих резки с усилием. К ним относится торцевая фрезеровка, вырезание пазовых выемок посредством дисковых фрез, расточка больших отверстий. Часть оправки, которая передаёт движение, называется шпонка. Она не позволяет приспособлению проворачиваться впустую. Минусом оправок является невозможность обеспечить точность обработки. Её используют для черновых операций, когда нужно удалить основные пласты материала.
Виды патронов
Эти крепления дают большую точность обработки. Во фрезерный станок его устанавливают для зажима мелких резаков, свёрл. Существует две разновидности этой детали:
- Патроны, имеющие механический крепёж. Им удерживаются свёрла и резаки с коническим хвостовиком, например, конус Морзе, Weldon, Whistle Notch и так далее.
- Патроны, имеющие жёсткий, неподдающийся деформации зажим. К ним относятся цанговые, гидропластиковые, гидромеханические и другие инструменты.
Цанговый патрон
В большинство современных фрезеров устанавливается цанговый патрон. Его конструкция состоит из основной конической части и сменных цанг, которые в неё вставляются. На цанге есть отверстие, в него вставляют хвостовик резака, который должен иметь цилиндрическую форму и соответствовать по размеру номеру цанги. Каждый фрезерный станок комплектуется набором цанговых деталей. Стандартный набор состоит из цанговых зажимов, которые подойдут к хвостовикам от 6 до 32 см. Это даёт возможность работать с большим количеством разнообразных режущих инструментов.
Цанги хорошо держат режущий блок и обеспечивают прочный, надёжный крепёж. Это даёт возможность обрабатывать материал с большой точностью. Когда гайка затягивается, на торцевую часть цанги производится давление, она вдавливается в патрон и проникает в коническое отверстие основной его части. С другой стороны цанга давит на хвостовик режущего инструмента, не давая ему болтаться, обеспечивая его полную неподвижность. Недостатком данного фиксатора является неспособность сохранять свою точность при скоростных режимах работы.
Выбор вспомогательного комплекта не менее важен, чем выбор основного. От этого зависит надёжная фиксация деталей, подвергающих материал деформации. От идеально подобранного крепежа зависят не только производственные возможности оборудования, но и качество конечного результата.
Написать инженеруПоделиться:
Наиболее распространенный режущий инструмент для работы на фрезерных станках с ЧПУ – фрезы. Они бывают стандартными и специальными, приспособленными для работы в особых, трудных условиях.
Специальная конструкция
Например, для концевых фрез можно отметить следующие особые случаи, требующие специальных конструктивных решений:
- облегчение выхода стружки при обработке глубоких глухих колодцев в результате уменьшения числа зубьев и увеличения угла наклона спирали
- изменение направления осевой составляющей силы резания таким образом, чтобы за счет этой составляющей деталь прижималась к столу станка; достигается это применением праворежущих фрез с левой спиралью и леворежущих с правой спиралью
- уменьшение вибраций при резании, что обеспечивается несимметричным расположением зубьев фрезы
- особое затачивание торца двузубых и четырехзубых фрез, позволяющее осуществлять вертикальное врезание в металл
- повышение жесткости режущей части инструмента в результате того, что канавки имеют переменную глубину (конический сердечник)
- увеличение вылета инструмента с сохранением его жесткости за счет усиленного тела фрезы (рис. 105, а)
- конические концевые (рис. 105, б) и фасонные фрезы для образования сложных криволинейных поверхностей.

Рис. 105. Специальные концевые фрезы
Торцовые фрезы в основном имеют стандартную конструкцию. Все более широкое использование находят фрезы с механическим креплением пластин из твердого сплава или сверхтвердых режущих материалов.

Рис. 106. Крепление режущих инструментов: а – торцовой фрезы; б – концевой фрезы; в концевой фрезы через переходную втулку; г – сверла
Закрепление инструмента
Режущие инструменты закрепляют в переходных втулках, патронах, оправках. На рис. 106 изображено крепление концевых и торцовых фрез, а также сверл. Концевые фрезы необходимо затягивать непосредственно или через переходные втулки в коническое отверстие вспомогательного инструмента с помощью специальных винтов.

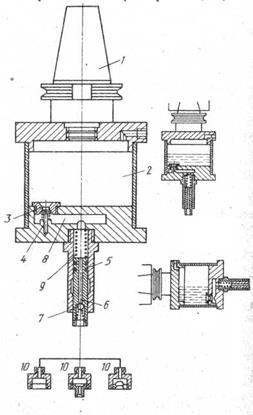
Рис. 107. Цанговый патрон для крепления инструментов с цилиндрическим хвостовиком
Для крепления концевых фрез большого диаметра (40, 50, 63 мм) с цилиндрическим хвостовиком разработана конструкция цангового патрона (рис. 107). Такой патрон обеспечивает передачу крутящего момента и восприятие осевой и радиальной сил, действующих при фрезеровании. В передней части корпуса / размещена цанга 2, которая гайкой 5 крепит хвостовик фрезы.
Для затягивания цанги в конус и вытягивания из конуса гайка снабжена сборным буртом (кольцом) 4, связанным с гайкой шариками 3. При вращении гайки шарики передают на кольцо и далее на цангу осевую силу, разгружая цангу от действия тангенциальных сил, что приводит к повышению точности крепления инструментов. Крутящий момент на хвостовик фрезы передается сухарем 8, который зафиксирован штифтом 7 в корпусе 1. Для предотвращения вытягивания концевых фрез из патрона предусмотрен боковой фиксирующий винт 6, передняя часть которого упирается в соответствующую лыску фрезы.
Похожие материалы
Служебное назначение вспомогательного инструмента для мно- гоцелевых станков полностью соответствует инструменту токарных станков с ЧПУ. Отличительные особенности такого инструмента [3]:
— в связи с тем, что инструмент устанавливается в шпиндель станка, хвостовики обычно имеют форму конуса Морзе;
— так как смена и закрепление инструмента выполняется авто- матически, на хвостовике предусмотрены специальные поверхности, предназначенные для захвата инструмента автооператором, а также для удержания инструмента в магазине.
Пример комплекта вспомогательного инструмента показан на рис. 3.32.
В систему включены оправки насадных фрез 1, 2 (рис. 3.32), предназначенные для крепления торцовых, трехсторонних, цилинд- рических и других фрез. Цанговые патроны 3, 4, 16 (рис. 52) предна- значены для крепления инструмента с цилиндрическим хвостовиком, стандартных сверл, зенкеров, разверток, фрез диаметром 3—20 мм и специальных фрез диаметром 20—50 мм. Нерегулируемые переход- ные втулки 5, 6 (рис. 3.32) предназначены для инструмента с конусом Морзе от 2—5.
 1 2 3 4 5 6 7 8 9
1 2 3 4 5 6 7 8 9
16 10 11 12
13 14 15
Рис. 3.32. Состав комплекта вспомогательного инструмента для многоцелевых станков с ЧПУ
Системой предусмотрена номенклатура расточных оправок для чистовой и черновой обработок. Включены оправки 9 для чистовой обработки отверстий диаметром 50—180 мм, изготовляемые с наклонными гнездами под резцовые расточные вставки с микрометрическим регули- рованием. В однолезвийных оправках 8 для чернового растачивания отверстий диаметром 50—180 мм преду- смотрено использование стандартных расточных резцов, устанавливаемых в державку.
В качестве адаптера в системе используются переход- ные державки, состоящие из корпуса с внутренним цилин- дрическим отверстием и винта для фиксации положения закрепляемого хвостовика 7. В державках закрепляются переходные цилиндрические втулки 10, оправки для на- садных зенкеров и разверток 12, патроны для метчиков 13, расточные оправки 14 и расточные патроны 15 ( рис. 3.32). Комплект вспомогательного инструмента фирмы
Sandvik Coromant показан на рис. 3.33. В состав комплек- та входят набор хвостовиков, отвечающих требованиям различных стандартов; переходники, предназначенные для увеличения вылета инструмента; набор патронов для кре- пления насадных фрез и концевого инструмента; набор черновых и чистовых расточных оправок, а также конце- вых фрез и сверл, имеющих унифицированные присоеди- нительные поверхности Coromant Capto.
При работе с высокими частотами вращения шпинде- ля ( более 10000 об/ мин) одним из основных требований к вспомогательному инструменту являются высокие и ста- бильные усилия закрепления и минимальное биение инст- румента [12]. Им соответствуют оправки с гидропластом, гидромеханическим и термическим зажимами ( рис. 3.34).
В оправках первого типа давление зажима создает ма- лосжимаемое вещество гидропласт при завинчивании вин- та в корпус.
 |
Рис. 3.33. Состав комплекта вспомогательного инструмента для многоцелевых станков фирмы Sandvik Coromant.
При работе с высокими частотами вращения шпинделя (более 10000об/мин) одним из основных требований к вспомогатель- ному инструменту являются высокие и стабильные усилия закрепле- ния и минимальное биение инструмента [12]. Им соответствуют оп- равки с гидропластом, гидромеханическим и термическим зажимами (рис. 3.34).
В оправках первого типа давление зажима создает малосжимае- мое вещество гидропласт при завинчивании винта в корпус.
Принцип работы гидромеханических оправок схож с предыду- щим, только давление создается не винтом, а специальным насосом. При этом жидкость, находящаяся в корпусе, действует на клиновой механизм, зажимающий инструмент.
Последний тип основан на свойстве металлов расширяться при нагревании. Корпус помещается в специальное устройство индукци- онного нагрева, нагревается и в него устанавливается инструмент. После охлаждения посадочный диаметр уменьшается и инструмент закрепляется силами упругости. Данный тип оправок используется только для твердосплавного инструмента, т. к. его коэффициент теп- лового расширения ниже, чем у стали.
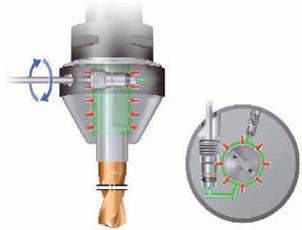 | 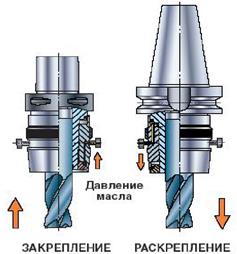 | ||
Рис. 3.34. Оправки с зажимом инструмента гидропластом и гидравлическим способом
Существует отдельная группа вспомогательного инструмента, предназначенного для расширения технологических возможностей станка и носящего название «специальный вспомогательный инст- румент».
К такому инструменту относятся многошпиндельные, угловые и ускорительные головки, устройства удаления стружки, дозаторы.
Автоматически сменяемые многошпиндельные головки имеют, как правило, два, три или четыре шпинделя. Вращение этих шпинде- лей осуществляется с той же частотой, что и вращение шпинделя с сохранением направления вращения. В двухшпиндельной головке (рис. 3.35) центральная шестерня 1, размещенная на хвостовике 15, вращающаяся в подшипниках 14, через блоки колес 13 и 12 передает крутящий момент от шпинделя станка на шестерни 9, размещенные на шпинделях 6 головки. Шпиндели 6 размещены в корпусах 5 с экс- центриситетом относительно осей 2 и 10, расположенных в корпусе 4 головки с межосевым расстоянием, равным 68 мм. При вращении корпусов 5 вокруг осей 10 расстояние между шпинделями 6 головки изменяется от минимального до максимального. Режущий инстру- мент цилиндрическим хвостовиком диаметром до 13 мм закрепля- ется в цангах 8 с помощью гаек 7.
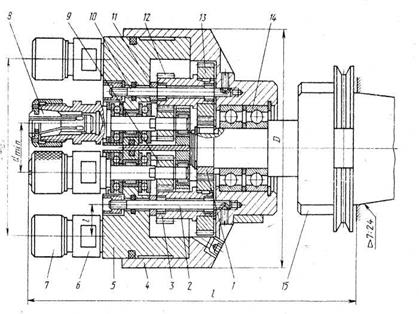 |
Рис. 3.35. Конструктивное исполнение двухшпиндельной регулируемой головки
Для сокращения времени, затрачиваемого на базирование и за- крепление заготовок, используются сменные головки, в которых шпиндель головки расположен относительно оси шпинделя станка под углом.
На рис. 3.36 представлена конструкция головки с углом α = 45°.
На хвостовике 1 размещена коническая шестерня 2, которая
находится в зацеплении с шестерней 3,
закрепленной с проставкой 4 на шпинделе
5 с конусом Морзе. Достижение произвольного положения оси инструмента относительно оси шпинделя достигается с помощью регулируемых угловых головок, Они выполняются с двумя разъемами, каждый из которых обеспечивает поворот соединяемых частей относительно друг друга на 360°. В результате может быть об- работана любая точка в пределах полусферы.
Ускорительные головки (мультипликаторы) предназначены для обработки на станках с ЧПУ конструкци- онных сталей и чугунов нормальной обра-
 2
2
Рис.3.36. Конструктивная схема головки с шпинделем, расположенным под углом α = 45º
Рис. 3.37. Ускорительная головка
батываемости концевыми твердосплавным и быстрорежущим инструментами диаметром до 12 мм (сверла, центровки, зенкеры, концевые и шпоночные фрезы и т. п.) со скоростями резания, имеющими оптимальные значения. Необходимость в таких головках предопределяется тем, что ряд станков для обработки корпусных деталей имели ограниченную частоту вращения шпинделя, недостаточную для достижения необходимой скорости резания.
Пример конструкции ускорительной головки представлен на рис. 3.37. Корпус 1 выполняет роль водила, в котором на осях 9 закреплены сателлиты 7. Корпус 1 неподвижно соединен с хвостовиком 3, устанавливаемым в шпиндель станка. Сателлиты 7 находятся в зацеплении с корончатым колесом 8, которое может
 быть остановлено путем соединения с позиционирующим блоком. Через солнечное колесо 2 вращение передается на выходной вал 5, который движется с частотой, в пять раз большей частоты вращения шпинделя. На открытом конце выходного вала размещен цанговый патрон с цангой 10, которая с помощью
быть остановлено путем соединения с позиционирующим блоком. Через солнечное колесо 2 вращение передается на выходной вал 5, который движется с частотой, в пять раз большей частоты вращения шпинделя. На открытом конце выходного вала размещен цанговый патрон с цангой 10, которая с помощью
гайки 11 закрепляет цилиндрический хвостовик инструмента 12. На другом конце выходного вала 5 с помощью шайбы 4 закреплен маховик 6, предна- значенный для повышения равномерно- сти вращения инструмента.
После сверления глухого отверстия оставшуюся в нем стружку удаляют с помощью специального устройства-отсоса стружки (рис. 3.38), который подключается к
индустриальному пылесосу через специальный разъем 2. Подвод сменного наконечника 6 к детали
Рис. 3.38. Конструктивное ис- полнение устройства для удале-
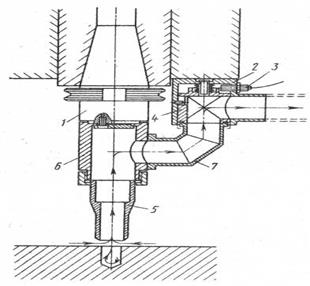
Рис. 3.39. Конструктивное исполнение дозатора для по- дачи масла
осуществляется при подаче 4—6 м/мин. После упора в деталь наконечника 6 колено 7 перемещается относительно хвостовика 1 и через трубу 5 перемещает плунжер 4 разъема 2 до срабатывания конечного выключателя 3, который подает команду на прекращение подачи устройства.
 Дозатор для подачи масла (рис. 3.38) пригоден как для станков с вертикальным, так и с горизонтальным расположением оси шпинделя. Дозатор позволяет вводить масло в отверстие или в другие зоны, которые требуют сма- зывания, а также в тех случаях, когда СОЖ, находящаяся в системе станка, не пригодна для этих целей. Объем дозатора
Дозатор для подачи масла (рис. 3.38) пригоден как для станков с вертикальным, так и с горизонтальным расположением оси шпинделя. Дозатор позволяет вводить масло в отверстие или в другие зоны, которые требуют сма- зывания, а также в тех случаях, когда СОЖ, находящаяся в системе станка, не пригодна для этих целей. Объем дозатора
составляет 400, 600 и 800 см3, доза масла может регулироваться от 0 до 2 см3.
Дозатор (рис. 3.39) имеет хвостовик 1 для установки в шпинделе станка, который соединяется с емкостью 2. Емкость 2 снабжена перепускным клапаном 8, втулкой 3 с запорной иглой 4, который функционирует как в вертикальном , так и в горизонтальном положениях, однако в последнем случае необходима ориентация дозатора по углу вращения шпинделя.
Из камеры 8 масло поступает в наконечник 5, в котором находится плунжер 6 с шариковым клапаном 7. При наличии масла в камере 8 дозатор со скоростью 4—6 м/мин прижимается к детали до упора форсункой 10. При этом плунжер 6 перемещается в наконечнике 5, создавая давление в камере 8. Под этим давлением срабатывает шариковый клапан 7, и порция масла выбрасывается в зону предстоящей обработки. Сменные форсунки 10 обеспечивают различную форму впрыска для достижения наилучшего эффекта смазки.
После впрыска дозатор отводится от детали и плунжер 6 под действием пружины 9 возвращается в исходное положение, функционируя при этом как поршень насоса. В камере 8 создается разрежение, клапан 4 открывается и камера заполняется маслом. Количество масла определяется величиной хода плунжера 5. При
максимальном ходе 15мм обеспечивается подача 2 см3 масла.
Для расширения технологических возможностей станков применяются специальные конструкции вспомогательного инструмента. Их типовыми представителями являются:
- ускорительные головки;
- угловые головки;
- адаптеры для подвода СОЖ через инструмент (для станков, не имеющих подвод СОЖ через шпиндель).
Для станков токарной группы применяется приводной инструмент, обеспечивающий возможность выполнения сверления, зенкерования, развертывания отверстий, оси которых параллельны оси вращения шпинделя или перпендикулярны плоскости, проходящей через ось вращения, фрезерования пазов, уступов, плоскостей, спиралей, долбления шпоночных пазов и шлицевых отверстий, в том числе когда применение протяжного инструмента невозможно.
Типовые конструкции конструкций вспомогательного инструмента для станков фрезерно-сверлильно-расточной группы приведены на рисунках 1–3.

Рис. 1. Ускорительная головка для станков с ЧПУ с присоединительным конусом 7:24
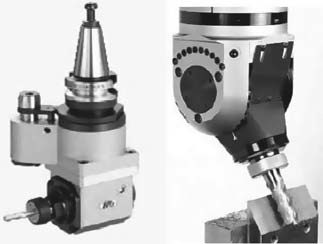
Рис. 2. Угловые головки для станков с ЧПУ с присоединительным конусом 7:24
Рис. 3. Адаптер для подвода СОЖ через инструмент для станков с ЧПУ с присоединительным конусом 7:24
Для применения данного вспомогательного инструмента необходима установка специальных «стоп-блоков» на торце пиноли шпинделя. Данный блок обеспечивает неподвижность корпусов конструкций вспомогательного инструмента относительно пиноли шпинделя. Вращение передается режущему инструменту шпинделем станка. Основным недостатком ускорительных головок являются температурные деформации, приводящие к изменению размера по оси Z. При жестких требованиях к толщинам обрабатываемых полотен возможно их утонение, приводящее к браку деталей. Если ускорительные головки применять для осевого мелкоразмерного инструмента, этот недостаток не имеет значения.
Типовые конструкции приводного инструмента для станков токарной группы приведены на рисунках 4–7.

Рис. 4. Универсальная приводная угловая головка для станков токарной группы
Рис. 5. Приводная головка для дисковых фрез для станков токарной группы

Рис. 6. Приводная головка со смещенным центром для станков токарной группы

Рис. 7. Угловая приводная головка для токарных станков
В качестве примера приведена типовая деталь, обработанная на станке токарной группы с применением приводного инструмента (рис. 8).
Для уменьшения номенклатуры приводного вспомогательного инструмента он также может поставляться в виде инструментальных систем.

Рис. 8. Типовая деталь, обработанная с использованием приводного инструмента
Инструментальная система, состоящая из базового корпуса и сменных переходников для станков токарной группы, приведена на рисунке 9.
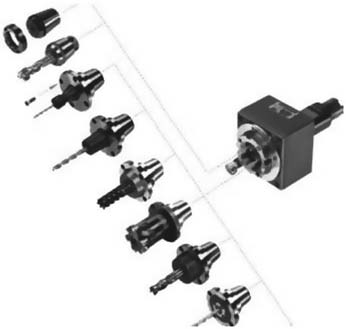
Рис 9. Инструментальная система, состоящая из базового корпуса и сменных переходников для станков токарной группы
Угловые головки и приводной инструмент значительно расширяют технологические возможности оборудования и в большинстве случаев обеспечивают возможность значительной концентрации операций на одном рабочем месте.
Просмотров: 106
Режущий инструмент, применяемый при работе на фрезерных станках, весьма разнообразен.
1Цилиндрические фрезы используются для обработки открытых поверхностей. Зубцы располагаются на цилиндрической основе и наклонены к оси под углом 30-40%. Эти фрезы используются для комплексной обработки многоступенчатой поверхности и различных пластиков.

2Торцевые фрезы предназначены для обработки открытых поверхностей. Ось фрезы размещена под прямым углом к обрабатываемой поверхности. Зубцы расположены на цилиндрической и торцевой поверхностях фрезы. Преимуществом торцевых фрез перед цилиндрическими является большое число зубцов, что снижает вибрации и улучшает качество обработки.
 3Концевые фрезы имеют очень широкое техническое применение. Применяются для обработки глубоких пазов, уступов, взаимно перпендикулярных плоскостей, для осуществления контурной обработки наружных и внутренних поверхностей сложного профиля.
3Концевые фрезы имеют очень широкое техническое применение. Применяются для обработки глубоких пазов, уступов, взаимно перпендикулярных плоскостей, для осуществления контурной обработки наружных и внутренних поверхностей сложного профиля.

4Дисковые фрезы используются для резки пазов, канавок, раскроя металла. Исходя из конструктивных особенностей, их можно разделить на две категории цельные и сборные.

5Угловые фрезы, по сути, это одна из разновидностей дисковых фрез. Они применяются для прорезки канавок с угловым профилем. Однако наиболее часто, угловые фрезы используют для прорезки стружечных канавок у фрез, разверток и зенкеров. Сейчас на рынке представлены четыре вида угловых фрез :правые и левые фрезы двухсторонние, симметричные и несимметричные двух угловые фрезы. Производятся они цельнометаллическими из быстрорежущей стали.
 6.Фасонные фрезы используются для работы с канавками сложного профиля. Фасонные фрезы отличаются от всех остальных видов фрез, так как проектируются в зависимости от габаритных размеров и профиля обрабатываемой поверхности.
6.Фасонные фрезы используются для работы с канавками сложного профиля. Фасонные фрезы отличаются от всех остальных видов фрез, так как проектируются в зависимости от габаритных размеров и профиля обрабатываемой поверхности.

Его можно классифицировать следующим образом:
1. Фрезы насадные цельные.
2. Фрезы насадные составные.
3. Фрезы насадные сборные со вставными ножами.
4. Фрезы концевые (цельные).
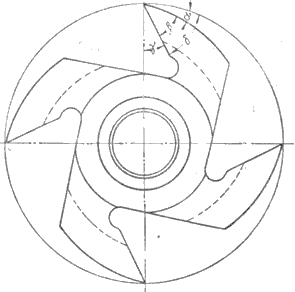
Рис. 8. Обозначение угловой фрезы
Плоские ножи, применяемые для насадных сборных фрез, бывают односторонние или двухсторонние и имеют прямолинейные режущие кромки для плоского фрезерования или криволинейные режущие кромки для выборки профилей.
Преимущества сборных фрез заключаются в простоте, дешевизне и быстроте изготовления резцов, а также возможности сохранения постоянного диаметра окружности резания. Отрицательными качествами являются трудность заточки профильных ножей с подгонкой по шаблону, необходимость балансировки головок и менее выгодные углы резания.
Цельные фрезы по сравнению со сборными имеют ряд преимуществ. Они, как правило, обладают большим числом резцов (четыре, шесть и более), исключают необходимость балансировки, более безопасны, так как не имеют частей, которые могут вылететь из крепления во время работы, обеспечивают большую производительность и легко сменяются.
Основным недостатком цельных фрез является изменение диаметра по мере стачивания. Для заточки насадочных и концевых фрез имеются специальные заточные станки.
Улучшенные конструкции фрез
Безопасная фланцевая ножевая головка с плоскими ножами (рис. 9). Основной особенностью конструкции новой фланцевой ножевой головки в отличие от ранее применявшихся является безопасность ее эксплуатации, так как вылет ножей во время работы исключается. Одновременно обеспечивается возможность регулирования положения режущих кромок ножей во время их установки с высокой степенью точности при минимальной затрате времени.
На шпинделе фланцевая ножевая головка, состоящая из верхнего и нижнего фланцев и двух плоских ножей, крепится гайкой. Между гайкой и верхним фланцем рекомендуется устанавливать прокладочное кольцо. При затягивании гайки не следует применять большое усилие, так как в этом нет необходимости и, кроме того, усилие может привести к искривлению шпинделя станка и ненормальной его работе.
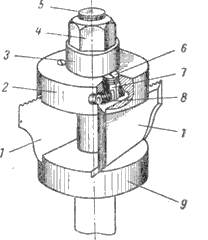
Рис. 9. Безопасная фланцевая ножевая головка с плоскими ножами: 1 — нож, 2 — верхний фланец, 3 — прокладочное кольцо, 4, — гайка, 5 — шпиндель, 6 — стопорный винт, 7 — вилки, 8 — предохранительный винт, 9 — нижний фланец
Верхняя боковая кромка ножей выполнена в виде рейки, зубцы которой входят во впадины между витками предохранительного винта 8, препятствуют вылету их во время работы.
Между зубцами рейки и впадинами винтовой нарезки предохранительного винта необходим небольшой зазор, обеспечивающий зажим ножа в пазу верхнего фланца.
Предохранительные винты удерживаются в отверстиях верхнего фланца с помощью вилок, которые в свою очередь фиксируются в своих гнездах стопорными винтами. Нижней боковой кромкой оба ножа входят в соответствующие пазы нижнего фланца, который предохранительных винтов не имеет. Регулирование положения режущих кромок ножей при их установке достигается вращением предохранительных винтов, имеющих внутренние шестигранные отверстия под торцовый ключ. При регулировании ножи лишь слабо зажимаются между фланцами.
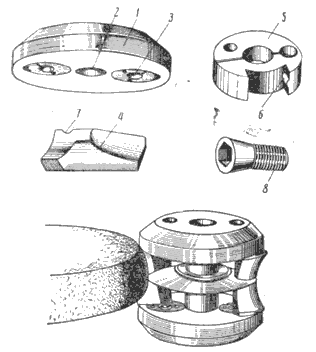
Рис. 10. Безопасная сборная фреза
Режущая кромка ножей всегда должна выступать со стороны глухого конца отверстия для предохранительных винтов в верхнем фланце.
В зависимости от сложности профиля обрабатываемой детали применяется одно или несколько предохранительных колец с распорными втулками соответствующих размеров и формы.
Насадная цельная пазовая фреза (рис. 11) имеет шесть зубьев, из них три зуба подрезающих и три зуба зачищающих. Подрезающие зубья выступают над окружностью резания зачищающих зубьев на 0,2 мм.
Подрезатели делаются с положительным или отрицательным передним углом. Подрезающие зубья такой фрезы формируют боковые поверхности паза с двух сторон.
Работа на фрезерных станках
При фрезеровании прямолинейных кромок деталей различают три случая:
1) фрезерование прямолинейных гладких кромок под линейку;
2) отборка профиля на всю длину детали (сквозное фрезерование) ;
3) отборка профиля на определенной части длины детали (несквозное фрезерование).
Во всех трех случаях фрезерование производится по направляющей линейке. При фрезеровании гладких кромок выходную половину линейки (вторую от станочника) устанавливают в одной плоскости с режущими кромками резцов, а переднюю заглубляют от линии резания на толщину стружки.
Рис. 11. Насадная цельная пазовая фреза
При сквозном фрезеровании, когда часть ширины обрабатываемой кромки не фрезеруют, обе половинки линейки устанавливают в одной плоскости. В этом случае режущие кромки резцов выступают за линейку на глубину фрезерования. В таких случаях к направляющей линейке прикрепляют сплошную планку с прорезью для режущей части инструмента.
При несквозном фрезеровании пользуются двумя упорами. Сначала деталь, уложенную на столе под некоторым углом к направляющей линейке, упирают торцом в передний упор (перед резцами) и прижимают к ней. Затем в таком положении деталь продвигают под резцами до противоположного упора (рис. 8).
Для обеспечения безопасности работы при прямолинейном фрезеровании, особенно при фрезеровании узких деталей, обязательно следует пользоваться верхними и боковыми прижимами.
При массовой работе удобно применять подающие устройства, пристраиваемые к любому фрезерному станку. Подача в этом случае осуществляется валиками или цепью. Аппараты эти применимы только для сквозного фрезерования.
Фрезерование внешних криволинейных кромок деталей производится с (помощью шаблонов (цулаг). Шаблон-цулага служит для прочного закрепления обрабатываемой детали во время фрезерования и обеспечивает точность обработки и соответствие контуру шаблона. Для направления шаблона применяется упорное кольцо (рис. 9), надеваемое на шпиндель станка и вращающееся на нем.
При обработке шаблон с закрепленной деталью продвигается под резцами так, что кромка его все время плотно прижимается к упорному кольцу, что обеспечивает обработку детали точно по шаблону.
Пример держателя словосочетания продукта 
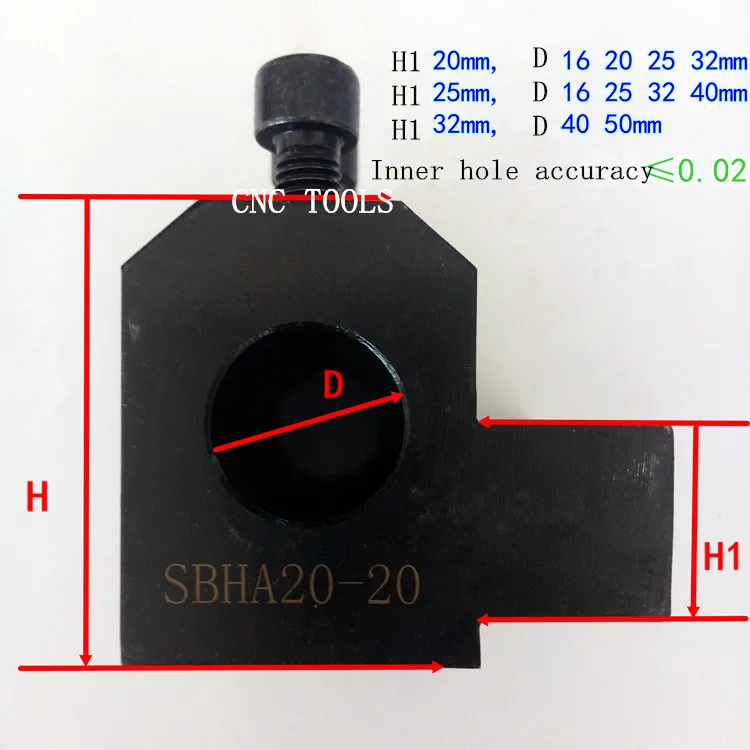
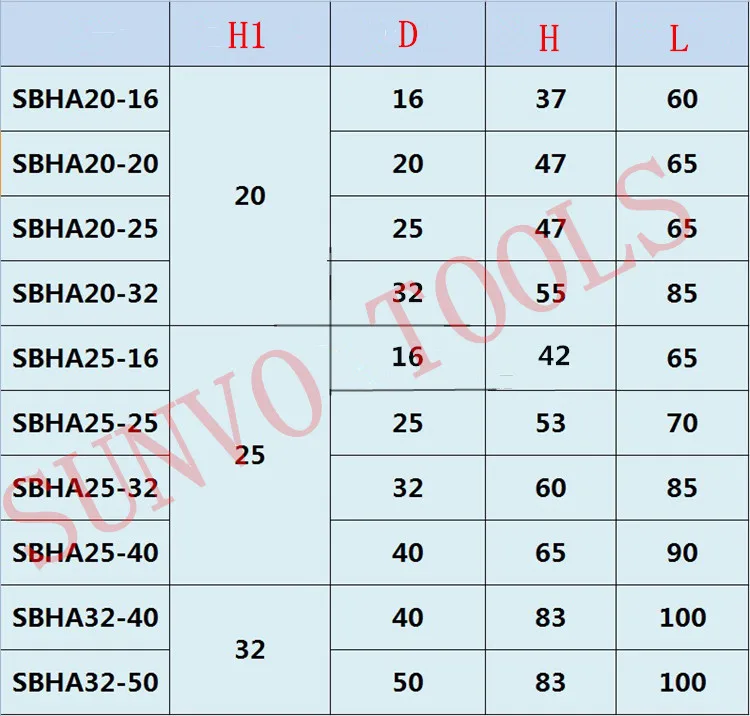
Фабрика прямая продажа, оптовое преимущество:
Нашей основной продукцией являются: твердосплавные лезвия. Нашей основной продукцией являются: канавка, токарная обработка, фрезерный инструмент, твердосплавные пластины, инструменты для горнодобывающей промышленности и геологии, пруток, уплотнительное кольцо, волочильный инструмент, твердосплавные стержни, твердосплавные пластины, карбидные наковальни и карбид. шары, сырье, шероховатый, и т. д.Мы также можем OEM. Решение, которое поможет вам проектировать раскрой. Изготовление пресс-форм. Мы рекомендуем вам представить ваши особые требования для цитаты.
Мы получаем очень хорошую репутацию от зарубежных клиентов, потому что наш хороший сервис У нас богатый запас. пожалуйста, скажите нам, какую модель вы хотите … спасибо !!! Добро пожаловать к нам свободно Лучшая цена
Бесплатная доставка через Китай воздушной почтой или электронным пакетом или специальной линией YW.
Если вам нужно отправить его по DHL, пожалуйста, свяжитесь со мной для обвинений. ( Время доставки составляет 5 ~ 10 дней. Пожалуйста, свяжитесь со мной для деталей)
дней доставки через Китай воздушной почтой: (например)
Европа: 7-20 дней
США, Канада, Австралия, Новая Зеландия, Англия: 7-20 дней
Турция, Россия, Украина: 10-30 дней
Бразилия, Боливия, Аргентина, Мексика: 20-60 дней
Оплата:
1) Мы принимаем Alipay, западное соединение, TT.Все основные кредитные карточки принимаются через безопасный платежный процессор ESCROW.
2) Оплата должна быть произведена в течение 7 дней после размещения заказа.
3) Если вы не можете оформить заказ сразу после закрытия аукциона, подождите несколько минут и повторите попытку.
Отгрузка:
1) Почта Китая является нашим основным способом доставки. (Если вы хотите использовать более быстрый способ доставки, пожалуйста, напишите нам для получения дополнительной информации)
2) Время обработки будет 2-3 дня после подтверждения оплаты.
3) Мы только грузим к адресам подтверженным заказом Aliexpress.Если вы хотите изменить адрес, пожалуйста, напишите нам в течение 24 часов после оплаты.
4) ВРЕМЯ ПЕРЕХОДА предоставляется перевозчиком и может варьироваться, особенно во время курортного сезона.
5) Если вы не получили посылку в течение 60 дней с момента оплаты, пожалуйста, свяжитесь с нами. Мы будем следить за доставкой и свяжемся с вами в течение 24 часов.
6) Мы можем сделать перевозку груза и отправить заказ на адрес вашего клиента после оплаты.
7) Налоги и скрытые платежи не включены в цену продажи.Пожалуйста, свяжитесь с таможней вашей страны, чтобы определить, какие дополнительные расходы будут до торгов / покупки.
Возврат:
1) Покупатель должен проверить пакет после получения. Если посылка повреждена во время перевозки, пожалуйста, откажитесь подписать посылку, и она будет возвращена нам.
2) Если вам нужно вернуться, пожалуйста, свяжитесь с нашим представителем службы поддержки, сообщите нам подробную проблему и пришлите нам несколько фотографий для подтверждения. Тогда получите адрес для возврата.
3) Мы не можем получить посылки, если покупатель сам вернется. Мы не будем решать такой случай, и покупатель должен нести ответственность за последствия.
4) Гарантия распространяется на замену или ремонт.
5) Все возвраты, не связанные с ошибками продавца для возврата, облагаются 20% комиссией за пополнение запасов, и покупатель должен оплатить стоимость возврата. (Например, вы принесли неправильную модель или неправильный цвет).
6) Мы принимаем возврат только для оригинальной упаковки.
Обратная связь:
Если вы удовлетворены нашим продуктом, пожалуйста, дайте нам положительный отзыв и рейтинг продавца.Ваше одобрение является наиболее обнадеживающим для нас. Спасибо !!! 

Фрезерные формулы и определения
Фрезерные вставки определения
Вставьте геометрию
Более детальное изучение геометрии режущей кромки показывает два важных угла на пластине:
передний угол (γ)
угол режущей кромки (β)
Макро геометрия разработана для работы в легких, средних или тяжелых условиях.
L (Легкая) геометрия имеет более положительный, но более слабый край (большой γ, маленький β)
H (тяжелая) геометрия имеет более сильный, но менее положительный край (маленький γ, большой β)
Макро геометрия влияет на многие параметры в процессе резки.Вставка с прочной режущей кромкой может работать при более высоких нагрузках, но также генерирует более высокие силы резания, потребляет больше энергии и выделяет больше тепла. Оптимизированные геометрии материала обозначены буквой классификации ISO. Например, геометрия для чугуна: -KL, -KM и -KH.

Вставить угловой дизайн
Самая важная часть режущей кромки для изготовления поверхности – это параллельный участок b s 1 или, если применимо, выпуклая щетка стеклоочистителя b s 2 или угловой радиус, r ε .

Угловой радиус, r Параллельная земля ( b s 1) Земля дворников ( b s 2)
Определения фрезы
Угол входа, ( k r ) (градусы)
Основной угол режущей кромки ( k r ) режущего инструмента является доминирующим фактором, так как он влияет на направление силы резания и толщину стружки.
Диаметр фрезы – D c (мм)
Диаметр фрезы ( D c ) измеряется над точкой (PK), где основная режущая кромка встречается с параллельной поверхностью.
Наиболее важным из рассматриваемых диаметров является ( D колпачок ) – эффективный диаметр резания на фактической глубине резания ( a p ) – используется для расчета истинной скорости резания. D 3 – самый большой диаметр пластины, для некоторых резцов он равен D c .
Глубина резания – а р (мм)
Глубина резания ( a p ) – это разница между необрезанной и режущей поверхностью в осевом направлении.максимальная a p в основном ограничены размером вставки и мощностью машины.
Еще одним критическим фактором при черновой обработке является крутящий момент, а при чистовой обработке – вибрация.
Ширина резки, а е (мм)
Радиальная ширина резака (, , и ), занятого резанием. Особенно важно при переходе на глубину и вибрации при фрезеровании углов, где максимум a e особенно важны.
Радиальное погружение, a e / D c
Радиальное погружение ( a e / (D ( (c) ) – ширина реза по отношению к диаметру фрезы.
Количество эффективных режущих кромок на инструменте, z c
Для определения подачи стола ( v f ) и производительности. Это часто оказывает критическое влияние на удаление стружки и стабильность работы.
Общее количество режущих кромок на инструменте, z n
Расстояние между эффективными режущими кромками, u
Для определенного диаметра фрезы вы можете выбирать между различными шагами: грубая (-L), близкая (-M), дополнительная близкая (-H). X, добавленный к коду, обозначает версию резака, шаг которого немного ближе, чем его основной дизайн.
Дифференциальный шаг
Указывает на неравное расстояние между зубьями фрезы.Это очень эффективный способ минимизировать вибрационные тенденции. ,
Трамвай – это прямоугольность головки мельницы относительно стола, а Трамминг – это регулировка головки мельницы, чтобы она была квадратной. Есть трамвай, параллельный оси x, и трамвай, параллельный оси y (иногда называемый “кивком”). В зависимости от вашей машины, у вас может быть поворотная головка, которая предназначена для резки под углами
, отличными от квадратной, для большей гибкости. Для машин с регулируемыми головками вам нужно довольно часто проверять трамвай и отдыхать.
Я пытаюсь проверить трамвай на своей мельнице всякий раз, когда начинаю новый проект. Это на самом деле не достаточно часто. Большинство машинистов, которые работают в цехах, где любой может использовать любую машину, проверяют трамвай, когда они приходят каждое утро, и довольно многие также проверяют, использует ли кто-то другой машину в течение
дня. Дело в том, что если вам нужны точные пропилы и наилучшая обработка, ваша мельница должна быть в трамвае.
Трамвайная мельница с траминатором (трамминг-индикатор или датчик)
Трамминг – важная и частая задача для любой мельницы, у которой голова поворачивается.Каждый раз, когда я проверяю трамвай на своей мельнице в стиле индустриального хобби RF-45, всегда нужно немного подправить. Эти мельницы могут быть немного раздражительными для трамвая, потому что голова очень тяжелая, она хочет «кивнуть» вперед, когда вы ослабляете стопорные болты трамминга, и, когда она ослаблена, трудно немного двигаться. Когда вы подтягиваетесь назад, он, как правило, тоже немного двигается. Поскольку его трудно передвигать, я обычно использовал монтировку, застрявшую в одном из отверстий, чтобы получить небольшое рычаг, из которого можно аккуратно постучать головой в трамвай.Я использую двойной индикатор «траминатор» для измерения трамвая:

Типичный трамвайный индикатор «Traminator» с двойной шириной колеи, доступный на Amazon…
Путь на мельницу не так сложно, но, конечно, это не очень точный подход и может быть методом проб и ошибок. По крайней мере, я ясно вижу, что происходит с обоими показателями. Эти показатели являются относительным чтением. Положите предмет на стол и поверните циферблаты, чтобы обнулить индикаторы. Воткни его в шпиндель.Ваша миссия состоит в том, чтобы вернуть иглы в нулевое положение, постукивая головой так или иначе.
Точная регулировка трамвая для вашей мельницы
Испытываете трудности с постукиванием по этой голове, верно? Вы всегда можете сделать точную регулировку трамвая для вашей мельницы.

Регулировка винта облегчает точное перемещение шпиндельной головки RF-45 для достижения трамвая…
Мраморная мельница быстрее с пером DRO
В какой-то момент я разработал процедуру, которую нахожу проще и быстрее на моей ручной мельнице.Это было до того, как я получил Traminator, и я перестал делать вещи таким образом, как только у меня был один. Но для тех, у кого нет Traminator, вот моя базовая установка с DTI на моем Indicol и парой блоков 1-2-3, чтобы обеспечить зазор над тисками:

OLYMPUS DIGITAL CAMERA
Базовая трамвайная установка
…
Цель состоит в том, чтобы DTI имел одинаковые показания с обеих сторон, указывая на то, что шпиндель имеет квадратную форму по отношению к таблице. Кстати, Indicol – не самая лучшая трамвайная установка.Правильный трамвайный брус был бы более жестким и менее «нервным». Например:

Вот хороший трамвайный батончик
, который идет в цанге…
Я решил попробовать использовать мое перо DRO и DTI как чувствительный ростомер. Я бы поднял DTI с блока 1-2-3 на одной стороне, опустил перо, пока не увидел движение DTI, и нажал ноль на перьевом УЦИ. Затем я поднимаю блок вверх, переворачиваю его на другой блок и опускаю вниз, пока DTI не зарегистрируется. Теперь я могу прочитать на перо DRO разницу между двумя сторонами.Затем я поднимаю голову до тех пор, пока показание Quill DRO / «Gage Height» не станет равным 1/2 от того, что началось. Повторяйте процедуру, пока не окажетесь в приемлемых пределах. Мне удалось подойти довольно близко за 2 цикла:

Head теперь
трамвай в пределах 0,001 “на круге 10-12”. Это довольно
близко!
Squaring Your Mill
Большинство людей слышали о трамвайной мельнице, но как насчет возведения в квадрат? Трамбовка обычно относится к выравниванию вдоль осей, которые предназначены для перемещения, если головка может поворачиваться на мельнице.
Квадрат включает в себя разборку мельницы, чтобы все выстроилось в очередь. Это делается один раз в синюю луну, например, когда вы впервые получаете мельницу или если ваша мельница, кажется, не режет точно даже после трамвая.
Шим Колонна или База?
Один верный способ разжечь противоречие – это поднять тему нивелирования, так как она связана с квадратными токарными и фрезерными станками. Есть школа, которая говорит, что вы выравниваете кровать токарного станка, а остальное зависит от самой машины.Есть еще одна школа, которая хочет использовать уровень как «близкий к правильному», а затем запустить тестовую полосу с дальнейшей регулировкой уровня, пока токарный станок не режет без конуса. Первая школа видит это как добавление к кровати изюминки и приходит в ужас. Вторая школа рассматривает это как практическое решение проблемы и задается вопросом, понимает ли первая школа это.
Недавно такой же аргумент вспыхнул вокруг фрезерных станков, в частности, Tormach. Это интересная нить, с весом обеих сторон.Филбур обращается к самому чистому лагерю с таким замечанием:
Я думаю, что мерцание
кровати должно быть последним средством, а не первым, для исправления ошибки трамвая
. Перемещение по столу говорит вам, что шпиндель не перпендикулярен
к поверхности стола (при условии, что поверхность плоская!), Он не говорит
, почему. Столбец не может быть квадратным относительно таблицы, или шпиндель может не быть квадратным относительно столбца или обоих. Поворот кровати, скорее всего,
замаскирует одну ошибку, введя вторую ошибку.Правильный метод заключается в том, чтобы
идентифицировал каждую ошибку в отдельности и исправлял ее, не влияя на другие
других выравниваний.
OTOH, не меньший авторитет, чем сам Грэг Джексон из Tormach, говорит, что нужно подставлять базу вместо колонны:
При работе по оптимизации
левого / правого трамвая, подкладка передней левой или правой ноги под основание
– это всегда первое, что нужно сделать. Естественно предположить, что у
подставка должна быть плоской и жесткой, тогда вы ставите на нее машину, а у
все идеально.Реальность мира такова, что все
гибко, даже те вещи, которые кажутся жесткими. Стенд имеет меньшую жесткость в
, чем основание самой мельницы, и, когда мельница 1100 фунтов помещается в станину
, клеть перемещается на несколько тысячных дюйма в реакции
к весу мельницы.Геометрия машины может показаться простой
, но она становится сложной, когда вы начинаете понимать
мельчайшие детали. Если вы берете идеальную машину и ставите ее на стойку
, которая изгибается нелинейно под весом машины,
, тогда будет небольшая ошибка левого / правого трамвая из-за небольшой скручивающей силы
на основании.Противодействие этой скручивающей силе путем подгонки точки соединения базы / колонны
возможно, но подгонка между базой / стойкой проще
и, возможно, более точный способ исправления.Железное основание мельницы
проходит процесс снятия напряжения при термическом воздействии и процесс снятия вибрационного напряжения
, поэтому остаточные напряжения маловероятны. Стенд представляет собой сварную конструкцию
и всегда будет иметь некоторые остаточные внутренние напряжения. Если со временем появляются какие-либо проблемы с выравниванием
, это может быть результатом аварии, движения в
утюга или движения в стальной подставке.Мы полагаем, что стенд является
наиболее вероятным источником. В реальном производственном процессе каждое основание станка
проверяется на большой поверхностной плите перед сборкой станка.
Сборка и тестирование выполняются не на поверхностной пластине, а на
в трех точках. Вместо того, чтобы сидеть на четырех углах железного основания
, машина опирается на два задних угла и круглый стержень
в центре спереди. Поскольку три точки определяют плоскость, этот подход
гарантирует, что в основании станка во время заключительного испытания
не будет напряжений.
Я нахожусь с Джексоном в этом вопросе с практической точки зрения, хотя он прислал мне корреспонденцию, утверждая, что все проблемы с не прямоугольностью могут быть прослежены до уровня, который не является ровным, с чем я не согласен. Может случиться так, что с базой все в порядке, и колонна может быть отодвинута, но если вы можете сделать это с базы,
кажется более легким / лучшим подходом. Если ничего другого, попробуйте сначала так и проведите несколько измерений с вашим DTI, чтобы увидеть, насколько близко вы подходите.
Также обратите внимание, что для того, чтобы это работало хорошо, вы не можете прикрепить машину к стойке. То, что вы делаете, использует выравнивающие ножки на основании, чтобы поднять один или другой угол, поэтому база должна иметь возможность подниматься и опускаться относительно подставки.
Квадрат колонны на моей мельнице IH
Прежде чем я попытался выровнять свою мельницу, я выровнял машину к столу. Я измерил свою прямоугольность до и после выравнивания, и разница была значительной. Настолько существенный, что вы, вероятно, можете получить совершенно квадратный, просто подгоняя выравнивающие ножки своей мельницы (возможно, от фактического уровня, но пока ваша машина не станет
квадратной), как с токарным станком и так, как говорит Грег Джексон из Tormach.

Прежде чем пытаться
выровнять столбец, обязательно выровняйте таблицу!
Простой способ проверки прямоугольности – с помощью индикатора проверки циферблата в шпинделе и цилиндрического квадрата на столе. Вам нужно измерить 2 плоскости, соответствующие X и Y, поэтому я разместил цилиндрический квадрат дважды:

Цилиндрический квадрат
является линейным, чтобы измерить, «кивает» ли столбец вперед
или назад от вертикали. Индикатор должен оставаться на месте, когда голова
двигается вверх и вниз…

Я начал с вершины
и опустился на 8 ″.Потребность едва переместилась на десятую часть!

Теперь мы поворачиваем
на 90 градусов, и мы собираемся проверить, наклоняется ли столбец влево или вправо
, перемещая голову вверх и вниз и проверяя квадрат …
Я был около 1 ты слева направо и почти 3 ты “кивнул” вперед. Это было легко исправлено небольшим запасом прокладок. Приведя голову в порядок, я продолжил трамбовать это также.

Альтернатива
, если у вас нет цилиндрического квадрата …
QA тесты для мельницы
В проверочном листе Тормача показаны некоторые отличные тесты, которые вы можете провести на своей мельнице, чтобы определить ее прямоугольность и точность.
,Workholding Solutions
Посмотрев, как мы собираемся позиционировать и прикреплять наши Решения для крепления к рабочему столу на нашем фрезерном станке, давайте разберемся, какие виды крепления для крепления доступны.
Фрезерные Тиски

Пара фрезерных тисков сидят рядом на столе станка…
Можно сказать, что самое популярное на сегодня решение Workholding – это Milling Vise.Несмотря на то, что существует много производителей таких тисков, автором плаката является Курт, который отправил свой первый «Kurt Vise» в 1950-х годах.
Что делает хорошие фрезерные тиски?
Хорошие тиски хорошо сделаны, как правило, из чугуна. Он работает плавно, многократно и с клиновым механизмом, который тянет подвижную губку вниз на кровать, чтобы деталь не поднималась из-за прогиба, поскольку губки затянуты. Не экономьте на своих фрезерных тисках, потому что они, скорее всего, являются рабочим решением, к которому вы чаще всего обращаетесь.
Очистите Стол и Трамвай Тиски
Прежде чем ставить какие-либо тиски на стол станка, обязательно очистите стол от сколов. Вы не хотите ловить фишку между тисками или столом. Если у вас есть стол с Т-слотом, к которому вы устанавливаете тиски, вы, вероятно, захотите и трамвай. Это процедура использования индикатора для поворота челюсти тисков (вам нужна фиксированная челюсть, а не подвижная челюсть), чтобы вы могли регулировать положение тисков, пока развертка не покажет, что челюсть тисков параллельна оси при ее перемещении.
Обучение трамвайным (или «квадратным») тискам является одним из тех базовых навыков, которые каждый машинист должен освоить на раннем этапе.
Как потянуть тиски на мельнице
2 странных уловки, чтобы быстро трамбовать тиски
Тиски Параллели и ступени челюсти
После правильной установки и перемещения тисков, следующий вопрос – правильное использование. Большую часть времени мы будем хотеть сидеть заготовка довольно высоко в челюсти. Это делается как для обеспечения доступа к заготовке, так и потому, что она обеспечивает большую повторяемость, тем меньше захватывается заготовки – просто меньше места для поездки или других нарушений, которые могут повлиять на происходящее.
Мы устанавливаем заготовку высоко в челюсти, как правило, либо с помощью набора тисков Parallels, либо потому, что в тисках установлены челюсти, ступень которых обработана достаточно высоко на челюсти. Мы можем либо сами обработать шаг (в случае мягких челюстей), либо купить челюсти с уже обработанным шагом.
Зажимы вне челюстей и другие хитрые уловки
Существует много трюков с Vise Jaw, но одним из первых, о котором следует помнить, является то, что вы можете устанавливать челюсти как внутри, так и снаружи обычных мест крепления челюстей.Монтаж снаружи позволяет легко захватывать большие пластины в тиски:

При установке губок во внешнее положение можно разместить довольно большую заготовку…

Увеличение жесткости всегда важно. Для этой операции в качестве удлинителя тисков используются два блока 2-4-6, которые помогают лучше удерживать пластину на конце…
Использование нескольких тисков, челюстей, которые охватывают тиски, и шлифовальных тисков
Существует старая поговорка, что если вы хотите в полной мере использовать свою машину, вы должны использовать каждый квадратный дюйм на столе.Большинство машинных столов могут вместить несколько листов, и очень часто можно установить несколько листов на столе мельницы. На нашей фотографии сверху рядом друг с другом показана одна такая установка. Нередко можно увидеть четыре или даже шесть тиска на более крупном доильном станке. Чем больше, тем лучше, пока путешествия будут вмещаться, потому что чем больше у вас тисков, тем больше деталей вы сможете обработать до того, как обработка прекратится, так что оператор сможет загружать новые детали.
Если на машине установлено несколько тисков, удобно, если они совпадают по всем ключевым измерениям с приемлемым допуском.Таким образом, если вы продублируете настройки и получите тиски в другом порядке, все будет хорошо. Большинство производителей тисков подберут для вас тиски, или это довольно простая операция с шлифовальным станком для подбора пары тисков.
Другой трюк, который возможен с двумя тисками, – это использование челюстей, охватывающих оба тиска, для обработки действительно длинных деталей:

Соединение двух тисков с одним набором челюстей…
Я сделал этот набор «Jaws of Doom» для проекта, который требовал обработки тонкой алюминиевой панели для некоторой электроники, и они отлично работали.
Двойной фрезерный визир
Расправив три или четыре тиска по столу фрезерования, вы довольно успешно воспользовались осью X. Но есть возможность лучше использовать ось Y с помощью Double Vises:

Типичные тиски с двумя станциями похожи на 2 тиска в одном…
Типичные тиски с двумя станциями похожи на 2 тиска в одном: вместо одной можно поставить две заготовки. При разумном использовании двойных тисков вы можете действительно увеличить количество деталей, которые могут обрабатываться одновременно на столе вашей мельницы.
Тиски для хранения других решений Workholding
Между использованием нескольких виз, двойными станционными визами, перемещением челюстей вокруг и даже использованием челюстей, которые охватывают несколько виз, достаточно много, используя только визы. На самом деле, вы даже можете использовать тиски для хранения других гаджетов Workholding. Это очень распространенная уловка – бросать синусные тиски в фрезерные, чтобы челюсти работали в другом направлении:

Используйте синусные тиски, чтобы удерживать деталь под углом 90 градусов от места, где проходят челюсти фрезерных тисков…
Кстати, синусоиды также называются тисками изготовителя инструмента или шлифовальными тисками.
Вы также можете создавать небольшие приспособления для тарелок, предназначенные для размещения в тисках, создавая так называемый «поддон для тисков», поскольку отдельные приспособления для тарелок можно заменять из тисков, как поддоны.

– это просто маленькие пластины, предназначенные для удержания в челюстях фрезерных тисков…
В общем, такие решения, как паллеты для тисков, созданы для того, чтобы тиски можно было оставлять на станке в цехах, где гибкость и простота удерживания тисков идеально подходят для большинства их работ.
Tormach сделал отличное предложение в своем блоге о том, чтобы использовать тиски Sine (Toolmaker’s) в качестве поддона для тисков.
Мягкие челюсти и специальные твердые челюсти увеличивают гибкость рабочего инструмента виза
Мягкие челюсти на фрезерных тисках являются очень популярной формой обработки. Идея состоит в том, чтобы создать алюминиевые губки тисков (поскольку алюминий мягче, чем черные металлы, отсюда и название), которые были бы адаптированы для конкретных задач. Иногда выгоднее использовать более прочный материал, и в этом случае у нас есть твердые челюсти.
Вот несколько примеров:

Используйте мягкие челюсти, чтобы найти и удерживать большую круглую часть. Часто встречается буква «V», но она не поддерживает как часть, так и мягкие челюсти.

Как упоминалось выше, мы не хотим захватывать всю высоту детали в челюстях. Особенно тонкая хватка может быть с челюстями ласточкиного хвоста. Маленький красный кружок указывает на ласточкин хвост, который фиксирует заготовку от скольжения вверх при тяжелой обработке. Это быстросменные челюсти Carvesmart.

Вот общая настройка. Деталь изготавливается из блока слева (это те же челюсти Carvesmart ласточкиного хвоста). Затем деталь переворачивается в набор пользовательских мягких челюстей справа, которые являются зеркальным отражением детали. Затем фрезерная фреза снимает немного плоского материала, оставшегося от исходного материала (это уже произошло на этой фотографии).

Lang Innovations делает эти аккуратные челюсти, которые позволяют при необходимости точно устанавливать заготовку в тисках под точным углом.Штифты могут быть вставлены по отдельности, чтобы создать углы и другие схемы крепления…
Это всего лишь несколько примеров. При использовании пользовательских челюстей ваше воображение является единственным ограничением. Ну, почти, размер таблицы будет играть роль, равно как и количество и тип доступных вам тисков.
Быстросменные челюсти
Я надеюсь, что вы поняли, что Milling Vises с Custom Jaws может стать мощным решением для удержания рабочего места. На самом деле настолько мощный, что большая часть работы выполняется исключительно с этим стилем Workholding.Магазины тратят много времени на создание пользовательских челюстей и часто упаковывают их в хранилище, чтобы использовать для других работ или в случае, если клиент меняет заказ. Несмотря на то, что тиски проводят большую часть своего времени на столе, у нас все еще есть узкое место на время установки, необходимое для смены челюстей тисков. Может быть, вы видели, что это происходит, но также доступны различные челюсти Quick Change Vise Jaws. Челюсти Carvesmart, которые мы изобразили, – это одна разновидность, но их гораздо больше. Разумное использование винтов с храповым механизмом и головкой с головкой под торцевой ключ также может ускорить смену челюстей.
Пластины, приспособления для пластин и зажимы
Как бы ни были полезны тиски, у них есть приятное место для размера детали. Они испытывают трудности с действительно большой работой с пластинами, хотя, как уже упоминалось, вы можете переместить челюсти к внешним позициям для пластин среднего размера. И они также могут быть менее чем оптимальными для очень мелких деталей. Конечно, вы можете разместить несколько деталей в наборе мягких челюстей, но пространство между смежными витками и пространство, необходимое для механизма тисков, затрудняет полное заполнение таблицы таким количеством мелких деталей, какое вы могли бы иметь в противном случае.

Трудно добиться такой плотной упаковки мелких деталей с помощью тисков, но крепление на пластине облегчает эту задачу. Этот использует зажимы Mitee Bite Pit Bull. Эффект мало чем отличается от крошечных фрезерных тисков, предназначенных для правильного размещения каждой детали.
Когда приходит время обрабатывать большие пластины или большое количество мелких деталей, обычно пора снимать тиски со стола и использовать решение для крепления на основе зажимов.
Ступенчатые зажимы
Самым распространенным типом зажимов называют ступенчатые зажимы, потому что на них обработаны маленькие ступеньки.Они обычно используются с Т-образными пазами, хотя вы также можете использовать их на болтах. Вот некоторые типичные ступенчатые зажимы:

Ступенчатый зажим, удерживающий пластину, опорный блок, поддерживающий конец зажима, и болт проходит через гайку Т-образного паза…

Типичный комплект шаговых зажимов…
Изображен типичный комплект зажимов Step. Может быть удобно запастись дополнительным комплектом, чтобы у вас было больше зажимных деталей для работы. Укладывая ступенчатые блоки и используя более длинные болты, вы можете зажимать довольно высокие заготовки.При использовании ступенчатых зажимов держите болт ближе к заготовке, а не к ступенчатому блоку. Кроме того, может быть полезно наклонить зажим вниз на детали, подняв его на один или два шага от уровня. Возможно, вы также захотите положить прокладку из мягкого материала между зажимом и заготовкой, если вы хотите избежать повреждения детали. Сода может сделать большую прокладку для этой цели, если вы отрежете полоски с вашими ножницами.
Зажимы для пальцев
Ступенчатые зажимы захватывают верхнюю часть заготовки, что иногда неудобно, поскольку вам может потребоваться обработать область захвата.Зажимы на палец захватывают боковую часть заготовки, чтобы обеспечить вам полный доступ к верхней части заготовки. Существует большое разнообразие доступных стилей:

Этот зажим для пальца перемещает зажим вниз по аппарели, когда он затянут, чтобы прижать к заготовке…

Эти зажимные кромки Mitee Bite имеют эксцентричную головку болта, которая прижимает шестигранник к заготовке при ее затягивании… Поддержка вкладок
: обработка с помощью программного обеспечения CAM
Что, если ваше программное обеспечение CAM могло бы решить для вас некоторые серьезные проблемы с рабочим пространством, разве это не было бы замечательно?
Оказывается, какое-то программное обеспечение CAM может значительно помочь в работе с инструментами, автоматически создавая вкладки.Вот видео, на котором MeshCAM создает опоры для вкладок, чтобы помочь обработать деталь, которую нужно обрабатывать с двух сторон и неудобно удерживать в противном случае:
Использование MeshCAM для добавления вкладок, чтобы вы могли обрабатывать детали с двух сторон…
Мы предлагаем MeshCAM на CNCCookbook, потому что это один из самых простых в использовании пакетов CAM.
Двухсторонняя лента, клей, воск и сплавы с низкой температурой плавления
Некоторые детали могут быть очень трудно удерживать, потому что они слишком тонкие или потому что их форма такова, что просто невозможно закрепить их.Некоторые решения для таких ситуаций представлены в виде двухсторонней ленты, клея, воска и сплавов с низкой температурой плавления.
Клей должен быть чем-то, что высвобождается при необходимости. Например, Super Glue выпускается при определенной температуре, как и LocTite. Пары от него токсичны, поэтому старайтесь выпускать их при достаточной вентиляции. Двухсторонняя лента может отлично работать, особенно для действительно тонких материалов.
Воск и сплавы с низкой температурой плавления (обычно сплавы висмута) можно использовать для встраивания заготовки и создания захватываемой области.Когда обработка завершена, можно расплавить воск или сплав и сохранить для повторного использования.
Вакуумные светильники
Нужно приложить равномерное давление, чтобы удержать деталь? Может быть, вакуумный прибор является ответом. Давление воздуха на уровне моря составляет 14,7 фунтов на квадратный дюйм. Вакуумный прибор подает вакуум под деталью, так что воздух давит на каждый квадратный дюйм верхней части с давлением 14,7 фунта. Это может создать значительную удерживающую силу, если имеется достаточная площадь поверхности независимо от формы верхней части или того, насколько тонким может быть материал.У нас есть хорошая статья о том, как создавать свои собственные вакуумные приборы, которая очень популярна. Для получения более подробной информации о вакуумном держателе посетите нашу страницу вакуумных столов и нашу страницу вакуумных столов DIY.
Возможно, самым большим недостатком вакуумных светильников является то, что их прижимная сила ограничена площадью поверхности – это означает, что мелкие детали могут сравнительно легко отскочить. Когда силы резания превышают усилие прижима, которое может вытянуть вакуумный стол, деталь отрывается и, как правило, разрушается. Это общая проблема для пользователей вакуумных столов, особенно для небольших деталей, которые не имеют большой площади поверхности.До сих пор исправление проблемы было неудачным, но наше программное обеспечение G-Wizard Calculator теперь имеет возможность ограничивать силы резания до того, что может выдержать ваш вакуумный стол. Для получения дополнительной информации, ознакомьтесь с нашей статьей об этой специальной функции.
Патроны и цанги: для круглых деталей
Несмотря на то, что мы обычно думаем о обработке круглых деталей на токарных станках, во многих случаях вам также может понадобиться их фрезеровать. Если у вас есть фрезерный станок, возможно, нет необходимости устанавливать его на мельнице, но если у вас его нет, или если вам просто нужно поработать над некоторыми круглыми деталями фрезерного станка, вы можете использовать тот же Решения для крепления на станках.Просто прикрутите их к столу мельницы. Например, используйте патрон с 3 челюстями или набор цанговых патронов.
Токарные патроны особенно распространены на 4-х осях, потому что мы часто начинаем с круглого запаса.
Время от времени мы помещаем круглые детали на мельницу, потому что она просто быстрее. Рассмотрим эту настройку для обработки круглых деталей:

Я бы никогда не догадался, но Geof на CNCZone говорит, что следующая 4-осевая фрезерная установка смогла обработать эти алюминиевые прутки по длине, убедиться, что грани были квадратными, и сверлить и пробивать отверстие быстрее, чем он мог сделать это в токарный станокВы можете вообразить, что каждая из этих круглых частей представляет собой цангу 5C, и внезапно вы подгоняете еще несколько деталей к своей 4-й оси. Вероятно, есть место для их выполнения на всех 4 точках компаса на подобной установке.
Расширяющие оправки, беседки и шпильки
Зажимы на палец– это одно из решений, позволяющих удерживать заготовку подальше от фрезерования, но мы можем добиться еще лучших результатов, используя расширяющиеся оправки, оправки или шпильки. Идея состоит в том, чтобы поместить расширяющийся цилиндр в отверстие на нижней стороне заготовки и расширить его, чтобы зафиксировать заготовку на месте.Как только это будет сделано, вы сможете получить доступ к заготовке со всех сторон, кроме дна, не сталкиваясь с держателем (хотя помните, где находятся оправки, чтобы у вас не было одной в середине кармана, ожидающей удара!).
Вот крепеж с использованием расширяющихся шпилек:

Поверните болт, чтобы открыть расширительную шпильку, чтобы она могла зажать деталь…
Существует широкий спектр этих видов штуковин, доступных для ваших нужд. Они особенно распространены для токарных станков, но, как мы уже упоминали, вы можете использовать токарный инструмент в течение всего дня, если найдете способ его крепления к столу.
5-осевой держатель
5-осевая рабочая поверхность, как и большинство 5-осевых, – это целый другой мир. Я не буду здесь вдаваться в подробности, кроме как скажу, что вам нужны разные виды обработки, когда вы можете получить доступ к детали практически из любого направления. В этом виде обработки становится все труднее, чтобы рабочий не мешал фрезеровать деталь.
,