Как паять медь: припои, флюсы, методы, технология
Изделия из меди встречается повсеместно в разных сферах жизни. Например, из нее создают прочные и долговечные системы отопления и водоснабжения. Но для соединения двух элементов, специалисты прибегают к особой технологии – пайки труб из меди. Для осуществления процедуры необходимы подходящие инструменты и материалы, а также знания. Так как она обладает определенными особенностями, о которых новичок может не знать.
Чтобы паять медь, мастеру нужно иметь при себе такой состав, как припой. Это термопластичное вещество герметизирует поверхность изделий и под воздействием высокой температуры расплавляется, растекаясь по всему месту соединения. Но как только он остывает, то твердеет и надежно скрепляет изделия.
В результате создается один предмет, который отличается долгим сроком службы, выдерживает высокую нагрузку, перепады давления и температуры, а также не боится ультрафиолетового излучения.
Какие инструменты и материалы нужны
Пайка проводится не только на промышленных объектах, но и в домашних условиях. Для этого требуется подготовить следующие инструменты и материалы:
- электропаяльник или газовую горелку;
- труборез;
- припой;
- флюс;
- кисть и стальную щетку.
Чем именно соединять изделия, зависит от удобства и предпочтения мастера. Но по мощности аппарат выбирают в соответствии с температурой плавления припоя. Флюс бывает жидким и твердым, у каждого вида имеются индивидуальные отличия, которые следует учитывать. Если используется материал в виде загустевшей смеси, то его наносят на место стыка, как до соединения, так и после. Флюс нужен для того, чтобы предохранить поверхность от окисления, способствовать растеканию припоя и улучшить сцепление.
Виды флюсов и припоев, особенности работы с ними
Мастерам известно множество твердых и мягких веществ, обеспечивающих качественную пайку изделий из металла. В 95% используется олово, которое относится к низкотемпературному составу, обладающим несколько худшими техническими параметрами. Но его ценят за то, что работы могут проводиться при любой температуре без уменьшения прочности соединяемых изделий.
К соединительным элементам также относится серебро, обладающее отличными технологическими свойствами. Мастера нередко применяют трехкомпонентные составы из серебра, олова и меди. Часто в состав материалов, используемых при низкотемпературной пайке, входит хлорид цинка.
Преимущество мягких припоев заключается в том, что они охватывают большую площадь при попадании на поверхность детали. Они обеспечивают высокую прочность и надежность.

Мягкие припои
Мягкий припой используется при монтаже водопроводных и отопительных сетей, где диаметр труб достигает 10 см, а температура воды не превышает 130 градусов. К таким видам относят:
- свинцово оловянный тип;
- с малым содержанием олова;
- специальные и легкоплавкие.
В качестве припоя чаще всего выбирается бессвинцовый флюс. Оловянно-медный тип является самым распространенным, благодаря доступной цене. Но его преимущество заключается в другом. Все смеси, содержащие олово в составе, отличаются экономичным расходом.
Достаточно нанести на половину обрабатываемой поверхности немного припоя, как он распространится по всей площади. Это свойство объясняется тем, что олово легко проникает внутрь и распространяется по любой структуре.
Твердые припои
Когда приходится учитывать условия среды, в которой выполняется пайка, то лучше использовать твердые припои. Применение таких веществ обеспечивает высокую прочность шва. Самым распространенными соединениями являются следующие составы:
- медь и цинк;
- фосфор и медь;
- чистая медь;
- безотмывный флюс.
Твердые соединения классифицируются как тугоплавкие и легкоплавкие. Каждый вид характеризуется определенными свойствами. Например, медно-фосфорный заменяет дорогой серебряный флюс. Он отличается умеренной стоимостью, но обладает одним минусом – использовать при низких температурах не получится.
Самыми крепкими из твердых соединений считаются медно-цинковый и многокомпонентные. Они обходятся дорого, но цена оправдана надежностью соединения. Когда выполняется пайка самой медью, то необходимо применять и флюс. В таком случае удастся крепко-накрепко соединить две детали.
Зачем нужна паяльная паста
Паяльная паста – это пастообразная масса, состоящая из маленьких частиц припоя, флюса и специальных добавок. Флюс-паста применяется в промышленности при пайке элементов на печатных платах. Пасту выбирают согласно определенным условиям:
- после нанесения должны оставаться легкоудаляемые частицы;
- вещество должно сохранять вязкость и клейкость;
- не оказывать отрицательного воздействия на обрабатываемую поверхность;
- не просочиться на одежду во время плавления.
Как работают с пастой, зависит от вида и размера припоя, содержащегося в ее составе. Материал различается также по типу флюса (канифольные, водосмываемые, безотмывные). Она необходима для удержания маленьких деталей на месте и облегчения процесса соединения.
Технология пайки
Процесс довольно простой, поэтому, когда необходимо соединить что-то дома, то хозяин выполняет пайку своими руками и без привлечения специалистов. Но все же без подготовительного этапа не обойтись.
Именно от него зависит, насколько качественным и надежным получится соединение. Прежде всего следует обратить внимание на срез детали, который должен быть строго вертикальным, без заусениц, с ровными и гладкими краями. При обнаружении малейших дефектов следует взять наждачную бумагу и провести ею по поверхности, пока дефекты не исчезнут.
Если соединяют две медные трубы, то, доведя срез до идеального состояния, необходимо вставить ее в фитинг, а после вынуть. Ту часть, которая соприкасалась с фитингом, необходимо очистить от окислений. Следующий этап – нанесение флюса. В этом нет ничего сложного, нужно только провести кисточкой по всей детали, уделяя особое внимание месту стыковки.
Затем элементы соединяют друг с другом и крепко фиксируют. Дальнейшие действия зависят от того, чем выполняется пайка – газовой горелкой или паяльником. Учитывая, что детали должны находиться в неподвижном состоянии, потребуется помощник. Он-то и будет держать их, но, если такового не нашлось, нужно ухитриться и сделать это самому.
Когда что-то нужно припаять в домашних условиях, то чаще всего используется твердый состав. Но мастер может приобрести специальные пасты. При правильном выборе составов удается максимально аккуратно и прочно соединить два трубопровода или радиодетали.
Пайка выполняется либо при высокой, либо низкой температуре. В первом случае процесс отличается высокой прочностью шва, а также соединенный участок получает термостойкость. Что очень важно, если он в дальнейшем послужит частью различных коммуникаций. Но высокотемпературную пайку не допускается применять на резьбовых соединениях. Чаще всего этот процесс выполняется горелкой, наполненной пропаном.
Когда же используется низкотемпературная пайка, то применяется мягкий состав, паста или гель. Она наиболее подходит для начинающего мастера, потому что отличается простотой и легкостью. В этом типе процесса температура не повышается больше 425 градусов, так что возможно даже использовать паяльник, который найдется практически в каждом доме.
Работа с паяльником
Каждый человек хоть раз в жизни видел паяльник, а многие постоянно работают с ним. Поэтому не увидят в пайке медных изделий этим инструментом ничего сложного. Вся сущность процесса заключается в том, что припой, расположенный между двумя деталями, нагревается с помощью паяльника, пока не начинает плавиться.
Когда он затвердеет, то две части надежно скрепятся в одну. Чтобы припаять качественно, необходимо распределить вещество равномерно по всей поверхности, заполнить каждый зазор. При этом важно подобрать именно тот материал, который хорошо выдерживает высокую температуру паяльника.

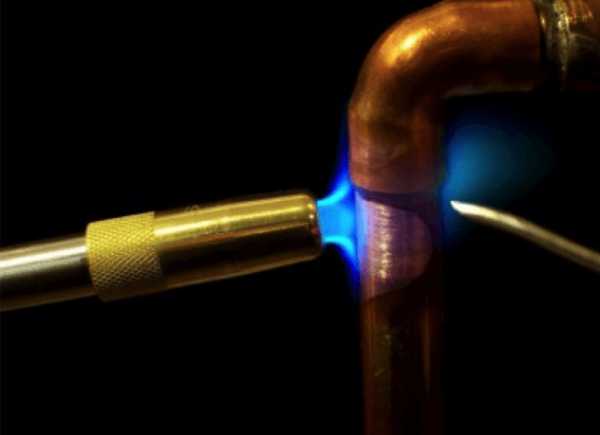
Работа с горелкой
Инструмент включают, когда две части уже соединены друг с другом. Не стоит слишком долго удерживать его возле места стыка, поскольку температура горения составляет несколько тысяч градусов. В то время как нагреть определенное место нужно всего лишь до 250-300 градусов.
Это займет секунд 20-30. Как только флюс сменит цвет на темный, то вводят соединяемый состав. Важно! Горелку или фен нужно располагать посередине, чтобы охватить всю зону соединения.
Можно ли паять медь оловом
Многих начинающих мастеров интересует, можно ли спаять медь оловом. На самом деле не просто можно, а нужно. Поскольку такой состав обеспечивает хорошее скрепление. Чаще всего олово используется, когда скрепляют предметы пищевого назначения.
Следует помнить лишь об одном – для этого металла нужна более высокая температура, чем для других припоев. В качестве инструмента лучше использовать мощный электрический паяльник.
Пайка серебряным припоем
Когда требуется спаивать детали в домашних условиях, то часто используют серебряный припой. Он выгоден, потому что его можно создать своими руками. Но следует применять его не в одиночку, в сочетании с цинком, медью.
Обработанный таким припоем, шов получится очень прочным и аккуратным. Процентное содержание компонентов контролирует ГОСТ 19746 74. Но точно узнать, какие виды веществ использовать, можно из инструкций опытных мастеров или прилагаемых к соединяемым изделиям.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс. Но важно провести подготовку, лужение и другие этапы спайки.
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Как припаять медь к железу
Припаять медные изделия к железным или наоборот также распространенная задача, для решения которой правильно подбирается соединительный состав. Инструкция в этом вопросе окажется существенную помощь.
Полезную информацию можно найти в тематическом видео, где весь процесс пайки детально показан. При соблюдении всех условия удается получить ровный и прочный шов.
Основные ошибки при пайке своими руками
Чаще всего именно спешка приводит к тому, что соединение двух элементов получается неудачным. Потому что забывают осмотреть поверхность соединяемых деталей. Первое действие, направленное на исправление ошибки, – проверка отсутствия дефектов. Они могли появиться при нарезке деталей.
Насколько надежным окажется шов, зависит от чистоты поверхности. Поэтому смахнуть даже невидимые пылинки все же стоит. При нанесении флюса допускается одна из самых основных ошибок. Мастер может забыть обработать небольшой участок изделия. И он станет причиной того, что должного соединения не получится.
Важно также следить за температурой горелки или паяльника, поскольку перегрев обрабатываемого элемента приводит к сгоранию флюса. Но недостаточная температура плавления также вредна. В этом случае соединительные составы не размягчаются и не прилипают.
Техника безопасности
Пайка медных изделий довольно опасный процесс, поэтому соблюдать все стандарты и предписания ради безопасности, очень важно. Во время процесса используется открытое пламя и опасные вещества, поэтому домашнему мастеру и профессионалу необходимо носить защитные средства. Речь идет о рукавицах, очках и специальной одежде.
Прежде чем браться за инструмент, необходимо внимательно изучить правила технологии.
oxmetall.ru
Медные трубы: инструкция пайки медных соединений (мягким припоем)
Главная страница » Медные трубы: инструкция пайки медных соединений (мягким припоем)
Специалистами пайка определяется как группа процессов соединения, посредством которых достигается объединение материалов нагреванием до температуры пайки. При этом используется присадочный металл (припой), обладающий ликвидусом (состоянием плавления), не превышающим 450°C и солидусом (твёрдым состоянием) ниже основных металлов. На практике большая доля работы пайкой выполняется при температурах 175 — 315°C. Как выполняются соединения медных труб пайкой припоем? Ниже по тексту представлена инструкция на пайку медных труб, учитывающая все детали процесса.
СОДЕРЖИМОЕ ПУБЛИКАЦИИ :
Последовательность подготовки и проведения операций пайки
Для получения удовлетворительных, непрерывных соединений пайкой, необходимо соблюдать последовательность подготовки и проведения операций. Технологическая последовательность основана на стандартной практике ASTM B 828 и выстраивается следующими функциями подготовки и операциями:
- измерение и резка,
- развертывание,
- очистка,
- применение флюса,
- сборка и поддержка,
- нагрев,
- применение припоя,
- охлаждение и чистка,
- тестирование.
Инструкция на производство пайки медных труб и фитингов
Методика пайки по инструкции позволяет получить герметичные паяные соединения между трубой и фитингами из меди и медного сплава, как в цеховых, так и в полевых условиях. Навыки и знания инструкции необходимы для получения качественно спаянного соединения. Поэтому рассмотрим технологическую инструкцию пайки, в первую очередь, мягким припоем.
Подготовительная часть: измерение медной трубы и резка
Необходимо точно измерить длину каждого сегмента медной трубы. Следует подчеркнуть: неточность измерений сопровождается риском снижения качества соединения. Если медная труба чрезмерно коротка, то есть не достигает дна чашки фитинга, такое соединение характеризуется неправильным. Напротив, когда отрезок медной трубы чрезмерно длинный, появляется риск деформации узла, что негативно влияет на срок службы паяного соединения.
ТРУБА МЕДЬ
 Проведение замеров сегментов соединительного узла – процедура необходимая для точного формирования монтажного участка на основе медных труб и фитингов
Проведение замеров сегментов соединительного узла – процедура необходимая для точного формирования монтажного участка на основе медных труб и фитинговРазрезать медную трубу на измеренную длину. Резку допускается выполнять различными способами, но с учётом получения обрезанного торца ровно под прямым углом. Трубу медную рекомендуется резать дисковым ножом. Также допустимо применять:
- ножовку,
- абразивный круг,
- стационарную или переносную ленточную пилу.
Следует принять меры по исключению возможных деформаций стенок в процессе резки медной трубы.
ТРУБОРЕЗ
 Часто используемый механический ручной инструмент – труборез дисковый, при помощи которого удобно, быстро и просто делать ровный отрез по всей окружности медной трубы
Часто используемый механический ручной инструмент – труборез дисковый, при помощи которого удобно, быстро и просто делать ровный отрез по всей окружности медной трубыПодготовительная часть: развёртывание области отреза
Требуется развернуть отрезанные торцы медной трубы до полного внутреннего диаметра, тем самым удалить микроскопические заусенцы, неизбежно образующиеся в процессе операции резки. Если шероховатую внутреннюю кромку не удалить путём развертывания, существует риск возникновения эрозионной коррозии по причине локальной турбулентности и увеличенной локальной скорости потока в трубе.
Правильно развернутая область медной трубы обеспечивает гладкую поверхность для хода агента во внутренней области. Также следует удалить заусенцы на наружной стороне отрезанной области медной трубы после операции резки, обеспечив тем самым надлежащее сочленение с чашей фитинга.
РАЗВЁРТКА
Развёртка внутренней области по торцевому отрезу медной трубы – другими словами, очистка внутренней стенки по линии отреза от заусенцев и выравнивание кромки по кругуИнструменты, используемые для разворачивания трубных торцов, включают:
- полукруглые или круглые напильники,
- карманный складной нож,
- другой подходящий инструмент удаления заусенцев.
Если работы проводятся с мягкой (отожженной) медной трубой, необходимо соблюдать осторожность, так как есть риск деформирования конечной части медной трубы приложенными усиленными действиями. На случай непреднамеренной деформации мягкой медной трубы, округлость можно восстановить с помощью калибровочного инструмента — пробки и калибровочной муфты.
Подготовительная часть: очистка области пайки
Удаление оксидов и поверхностного загрязнения на концевых (в местах реза) частях медных труб и установочных фитингов имеет решающее значение для корректного распределения припоя в области соединения. Невыполнение очистки соответствующим образом приводит к снижению капиллярного эффекта и, в конечном итоге, снижает прочность спаянного узла.
Поэтому требуется лёгкая шлифовка (зачистка) концевой области медной трубы, как правило, посредством стандартной наждачной бумаги, нейлоновых абразивных прокладок, металлической щётки. Шлифовка производится на участке поверхности, немного превышающем глубину чашек установочных фитингов.
НАЖДАК
 Зачистка трубной поверхности посредством классического обрабатывающего материала – наждачной бумаги. Для производства работы, как правило, применяется мелкозернистая «шкурка»
Зачистка трубной поверхности посредством классического обрабатывающего материала – наждачной бумаги. Для производства работы, как правило, применяется мелкозернистая «шкурка»Капиллярное пространство между телом медной трубы и телом фитинга составляет приблизительно 0,1 мм. Припоем этот зазор заполняется благодаря капиллярному действию. Размер зазора является критическим параметром, определяющим эффективность заполнения зазора припоем и, как следствие, прочность соединения.
Медь — относительно мягкий металл. Очевидно, когда с конца трубки или фитинга снимается чрезмерное количество материала, слишком свободная посадка деталей способна привести к соединению низкого качества.
Допускается химическая очистка сочетаемых поверхностей, если концевые части медной трубы и фитинга тщательно промыть после такой операции. Как правило, производители химических средств очистки предоставляют инструкции на этот счёт.
ЁРШИК
 Выполнение очистки внутренней поверхности фитинга – составляющего компонента соединения, формирующего рабочий узел сегмента системы
Выполнение очистки внутренней поверхности фитинга – составляющего компонента соединения, формирующего рабочий узел сегмента системыНе следует прикасаться к уже очищенным поверхностям медных деталей голыми руками или масляными перчатками. Жировые отложения кожи рук, а также любые смазочные масла, попадающие на зачищенные поверхности сочленяемых деталей, ухудшают процесс пайки.
Подготовительная часть: применение флюса под пайку
Процесс создания паяных соединений обязательно предполагает использование флюса. Благодаря обработке поверхностей флюсом, дополнительно растворяются и удаляются следы оксида с поверхностей, подлежащих соединению.
Нанесением флюса очищенные поверхности защищаются от окисления в момент нагревания горелкой. Флюс способствует лучшему смачиванию поверхностей металлическим припоем, поэтому однозначно рекомендуется инструкциями ASTM B 813.
ФЛЮС СЕРЕБРО
 Наложение флюса на тело медной трубы в области сопряжения конечной части с чашей фитинга. Аналогичное действие проводят внутри фитинга. Используется рабочая кисточка и защитные перчатки
Наложение флюса на тело медной трубы в области сопряжения конечной части с чашей фитинга. Аналогичное действие проводят внутри фитинга. Используется рабочая кисточка и защитные перчаткиНаносить тонкий ровный слой флюса на поверхность медной трубы и фитинга рекомендуется специальной кистью. Эту процедуру желательно проводить немедленно после выполнения операции очистки, дабы исключить образования новых окислов (чистая медь окисляется очень быстро).
Флюс нельзя наносить пальцами. Химические вещества, присутствующие в составе флюса, способны вызвать негативные реакции при попадании в глаза, рот или на открытые раны.
Кроме того, чрезмерное количество флюса, остаток этого вещества после пайки, нередко способствует образованию коррозии, приводящей к перфорированию стенки медной трубы, фитинга или обеих частей соединения.
Подготовительная часть: сборка медного узла под пайку
Вставить концевую часть медной трубы внутрь чашки фитинга. Убедиться в плотном прилегании торца медной трубы к основанию чашки фитинга. Вращательным движением провернуть медную трубу на четверть-половину оборота, что обеспечит равномерное покрытие внутреннего сегмента флюсом.
Удалить излишки флюса с наружной поверхности медной трубы и фитинга с помощью технической ветоши. Зафиксировать медную трубу и фитинг в сборе, обеспечивая тем самым равномерное капиллярное пространство по окружности соединения.
ТРУБА ФИТИНГ
 Соединительный узел на основе комплектующих деталей трубы и фитинга собирается в единое целое. Медную трубу слегка проворачивают в чаше фитинга, излишки флюса снимают ветошью
Соединительный узел на основе комплектующих деталей трубы и фитинга собирается в единое целое. Медную трубу слегка проворачивают в чаше фитинга, излишки флюса снимают ветошьюРавномерность капиллярного пространства обеспечит качественное капиллярное течение расплавленного припоя. Следует помнить, чрезмерный зазор стыка приводит к растрескиванию припоя в условиях напряжения или вибрации. Сделанное соединение фактически готово к пайке. Процесс пайки рекомендуется провести, не откладывая на долгое время.
Исполнительная часть: нагрев узла медного соединения
При работе с открытым пламенем, высокими температурами и легковоспламеняющимися газами необходимо следовать инструкции ANSI / AWS Z49.1 и аналогичной. Нагрев собранного узла выполняют пламенем газовой горелки, направленным перпендикулярного по отношению к медной трубе.
Медная труба отводит начальное тепло на чашку фитинга, тепло равномерно распределяется по всей области соединительного узла. Степень предварительного нагрева зависит от размера собранного узла.
Предварительный нагрев узла выполняют равномерной проводкой пламени горелки по всей окружности медной трубы, с целью достижения надлежащей температуры для полной области соединения.
ГОРЕЛКА
 Процедура предварительного нагрева соединяемых деталей узла имеет свои особенности. В частности, нагрев осуществляется от нижней части к верхней с упором именно на нижнюю область
Процедура предварительного нагрева соединяемых деталей узла имеет свои особенности. В частности, нагрев осуществляется от нижней части к верхней с упором именно на нижнюю областьВыполняя соединения горизонтального монтажа, следует избегать непосредственного предварительного нагрева верхней части узла. Такая техника поможет избежать пригорания флюса. Естественная тенденция повышения температуры обеспечит достаточный предварительный нагрев верхней части сборки. Затем пламя горелки перемещают на чашку фитинга.
Прикладывают пламя грелки попеременно к чашке фитинга и медной трубе на расстоянии, равном глубине чаши фитинга. Опять же, предварительно нагревая окружность узла, как описано выше с помощью горелки у основания установочной чашки, периодически контактируют прутком припоя с телом медной трубы. Нагрев продолжают до момента начала плавления припоя.
Недопустим перегрев соединения и направление пламени во внутреннюю лицевую область чашки фитинга. Перегревом сжигается флюс, резко снижается эффективность пайки, припой не затекает в зазор соединения должным образом.
Когда припой начинает плавиться в момент прикладывания к медной трубе, тепло горелки переводят в область основания «стакана» узла. Этот маневр усиливает капиллярное действие на втягивание расплавленного припоя по направлению к источнику тепла.
ПАЯЛЬНИК
 Вариант пайки трубы и фитинга посредством инструмента с электрическим нагревом. Так называемая пайка электрическим сопротивлением характерна отсутствием открытого пламени
Вариант пайки трубы и фитинга посредством инструмента с электрическим нагревом. Так называемая пайка электрическим сопротивлением характерна отсутствием открытого пламениНагрев под пайку медного соединения, как правило, организуется при помощи воздушно-топливной горелки. Инструменты подобного рода действуют на ацетилене или на сжиженном нефтяном газе (LP, LPG — Liquefied Petroleum Gas, MAP).
Также допустимо использовать инструменты под пайку электрическим сопротивлением. Контактная пайка сопротивлением на медных трубах работает на основе электродов и применяется в случае невозможности пайки открытым пламенем.
Исполнительная часть: инструкция на применение припоя
Пайка соединений в горизонтальном положении, предполагает начальную закладку припоя в точке несколько смещённой от центра нижнего сегмента соединения. Как только припой начнёт расплавляться при контакте с нагретыми поверхностями медной трубы и фитинга, следует направить пруток припоя непосредственно в щель зазора соединения.
ОЛОВЯННЫЙ
 Периодически в процессе предварительного прогрева проверяют достижение границы рабочей температуры – начала плавления прутка припоя, и начинают пайку как только температура пайки достигнута
Периодически в процессе предварительного прогрева проверяют достижение границы рабочей температуры – начала плавления прутка припоя, и начинают пайку как только температура пайки достигнутаПламя газовой горелки при этом удерживают у основания фитинга и немного впереди точки нанесения припоя. Такой техникой наложения припоя выполняют проход пайки от нижней части фитинга к верхней части с одной из двух сторон узла.
Далее возвращаются к начальной точке, и продолжают пайку на другой стороне узла аналогичной техникой наложения припоя. В процессе пайки медной трубы и фитинга допускается образование небольших шариков припоя за точкой нанесения. Эти образования указывают на заполнение припоем сегмента пайки – своеобразный сигнал перехода на следующий уровень.
Соединения в вертикальном положении медной трубы выполняют аналогичной последовательностью проходов, начиная с любого удобного места. Паяные соединения зависят от капиллярного действия, затягивающего расплавленный припой в узкий зазор между фитингом и медной трубой. Расплавленный металлический припой втягивается в соединение капиллярным действием независимо от направления потока припоя — восходящего, нисходящего, горизонтального.
Капиллярное действие наиболее эффективно, когда расстояние между соединяемыми поверхностями составляет 0,1 — 0,15 мм. Допускается некоторое ослабление посадки деталей узла, но слишком слабая посадка может вызвать затруднения пайки, особенно с фитингами большего размера. Для соединения медной трубки с контактным кольцом крана рекомендуется пользоваться инструкциями производителя. При подаче тепла кран переводят в частично открытое положение, и в первую очередь прогревают область медной трубы.
Коммерчески доступные теплоотводящие материалы рекомендуется инструкцией использовать для защиты чувствительных к температуре компонентов узла соединения. Количество припоя, потребляемого при адекватном заполнении капиллярного пространства между трубкой, коваными / литыми фитингами, определяется исходя из размеров узла. Есть технические таблицы расхода. Потребность флюса на пайку обычно составляет 50-55 г на килограмм припоя.
Заключительная часть: охлаждение, очистка, тестирование
После завершения процесса пайки завершённое соединение остужается естественным образом. Принудительное охлаждение водой недопустимо, так как способно привести к негативной нагрузке на спаянный узел.
Как только соединение остынет, удалить остатки флюса влажной ветошью. По возможности готовую систему рекомендуется промыть с целью исключения избыточного потока и удаления мусора.
Проверить завершённый узел на целостность соединения. Точно следовать инструкции на процедуру тестирования, в соответствии действующими нормами и регламентирующими нормативами.
Видео-практика пайки соединений меди
Визуально при помощи видеоролика ниже процедура пайки демонстрируется самым подробным образом. Этот урок поможет проще овладеть опытом выполнения работы:
При помощи информации: CDA
zetsila.ru
инструменты и оборудования, способы соединения
Изделия из меди встречаются в разных отраслях. Из этого цветного металла изготавливаются трубы, радиодетали, трубы отопления. Чтобы починить механизм, в котором присутствуют детали из этого металла, нужно знать, как осуществляется пайка меди. Для этого применяется разные технологические процессы и инструменты.

Пайка меди
Какие инструменты и материалы нужны
На промышленном производстве применяются различные технологии соединения медных деталей. Однако это процедуру можно выполнить в домашних условиях. Для этого нужно заранее подготовить инструменты и оборудование:
- флюс;
- набор кистей, металлическая щётка;
- припой;
- ручной или автоматический аппарат для разрезания труб;
- паяльник, газовая горелка.
Мощность оборудования подбирается в зависимости от температуры плавления расходных материалов.
Виды расходных материалов
Флюс необходим для защиты места соединения деталей от образования оксидной плёнки. Дополнительно к этому флюс помогает припою растекаться по месту будущего шва. В качестве припоя, чаще всего, используется олово, поскольку он имеет низкую температуру плавления.
Хорошим соединительным материалом для пайки является серебро, но оно имеет высокую стоимость. Из-за этого мастера разбавляются его с оловом, небольшим количеством меди. Среди используемых припоев выделяют два вида материалов: мягкие и твердые составы.
Мягкие
Такие расходные материалы используются для соединения водопроводов. При этом диаметр труб, которые нужно соединить может достигать 10 см. Пайка меди мягким припоем применяется в тех случаях, когда соединённые детали не будут нагреваться выше 130 градусов по Цельсию. К мягким расходным материалам относятся:
- сплавы свинца и олова;
- соединения с малым процентным содержанием олова;
- специальные составы.
По мнению покупателей, самым популярным считается сплав олова и меди. Он отлично подходит для соединения медных изделий. Кроме того, он экономично расходуется.
Твердые
Пайка меди твердыми составами возможна, если необходимо сделать прочный шов, который будет выдерживать воздействия факторов окружающей среды. К ним относятся:
- сплав меди и цинка;
- однородная медь;
- соединение меди и фосфора.
Существует два типа твердых составов: тугоплавкие и легкоплавкие. Чтобы сделать крепкое соединение, рекомендуется использовать многокомпонентный состав.
Виды пайки
Пайку меди в домашних условиях можно проводить по разным технологиям. Для каждого из способа проведения работ необходимы разные расходные материалы и инструмент. Существует несколько технологий пайки медных изделий. О каждой из них стоит поговорить подробнее.
Твердым припоем
Пайка меди твердым припоем — популярный способ соединения деталей. Чтобы осуществить процедуру, потребуется электропаяльник или газовая горелка. При проведении работ нужно учитывать определённые особенности:
- При этом виде пайки использование припоя обязательно. Даже если нужно паять медную проволоку.
- В качестве расходного материала желательно использовать олово или никель.
В первую очередь расплавляется расходный материал. После этого он наносится на место соединения. Выжидается время до полного остывания припоя.

Пайка меди твердым припоем
В печах
Печи используют на больших предприятиях и заводах. Они позволяют добиться равномерного разогрева соединяемых деталей. Благодаря этому сокращается количество некачественных швов. Применение припоя обязательно.
Флюсовая
При использовании флюса для соединения медных деталей образуются излишки расходного материала, от которых возникает коррозия. Из-за этого шов быстро приходит в негодность. Надёжность соединения зависит от качества припоя.
Вакуумная
Процедура вакуумной пайки проводится не только при соединении медных деталей, но и при обработке изделий из других металлов. Для проведения рабочего процесса используются промышленные печи и специальные контейнеры. В ходе работы используются мягкие типы расходных материалов.
Низкотемпературная
В первую очередь медленно разогревается припой. Быстро увеличивать температуру паяльника нельзя. Нужно дождаться пока низкотемпературный припой расплавится и в этот момент убрать паяльник. Состав должен самостоятельно заполнить пустоты между деталями и скрепить их.

Низкотемпературная пайка меди
Высокотемпературная
Если нужно получить соединение устойчивое к воздействию высоких температур, применяется пайка высокотемпературного типа. Чтобы скрепить между собой отдельные детали, они разогреваются до 700 градусов по Цельсию. При этом применяется не обычный паяльник, а газопламенный нагреватель.
Ошибки при пайке своими руками
Существует ряд популярных ошибок, из-за которых человек не может сделать качественный шов:
- Плохая подготовка соединяемых поверхностей. На них должна отсутствовать грязь, мусор, пыль, ржавчина, краска.
- Мастера часто не проверяют изделия на наличие дефектов.
- Перегрев обрабатываемых поверхностей. Флюс сгорает и появляются окалины, оксидная плёнка.
- Слабый разогрев соединяемых поверхностей. Низкая температура не позволяет полноценно расплавить припой, соединить детали между собой.
Пайку нужно проводить аккуратно. В первые разы лучше потренироваться на ненужных деталях. Со временем получится определять оптимальную температуру для спаивания металлов, сплавов.
Техника безопасности
При проведении пайки нельзя не забывать про технику безопасности:
- Надевать защитные перчатки.
- Трогать скреплённые детали можно только после их остывания.
- Помещение, в котором проводятся работы, должно хорошо проветриваться.
При работе с твердыми припоями и кислотами для травления металла нужно надевать защитные очки, респиратор. Они защитят слизистую оболочку глаз и дыхательные пути от токсичных испарений. Перед началом работы необходимо проверять работоспособность используемого оборудования. Для удерживания скрепляемых деталей используются тиски или струбцины.
Пайка меди осуществляется по разным технологиям. Одни проводятся в домашних условиях, другие подходят только для производства. Зная характеристики материала и используя рекомендованное оборудование можно добиться надёжного соединения деталей. Чтобы защитить свой организм, нужно соблюдать технику безопасности.
metalloy.ru
как паять газовой горелкой, твердым, мягким припоем
При соединении медных изделий используются различные инструменты и оборудование, без которых процесс спаивания был бы невозможен. Основным инструментом выступает паяльник. Помимо этого, можно воспользоваться газовой горелкой или специальными печами.В домашних условиях предпочтительнее использовать спаивание медных изделий, этот вариант, наиболее простой и быстрый, в сравнении с варкой. К тому же не понадобится специальное оборудование, которым будет осуществляться скрепление. При соблюдении всех правил и условий технологического процесса, можно получить прочное и надежное соединение элементов, увеличивая стойкость к различным нагрузкам.
Для того чтобы спаивание в домашних условиях не вызвало затруднений, в первую очередь нужно позаботиться об основных инструментах, которые будут задействованы в этом процессе:
- труборез;
- фаскосниматель;
- труборасширитель;
- ершик стальной;
- щетка стальная;
- припой;
- горелка или фен.
Для трубчатого устройства применяют метод, когда элемент погружается в состав соли и припоя. Соль выполняет функции источника тепла, и заменяет функции флюса. Поэтому дополнительный флюс не понадобится.
Кроме этого способа, есть еще несколько вариантов пайки, которые заслуживают внимания.
Пайка меди
Пайка твердым припоем
Самым распространенным способом пайки в домашних условиях является пайка меди твердым припоем. Это объясняется свойствами меди, которая легко плавится при невысоких температурах. В качестве инструмента вполне подойдет паяльник или газовая горелка.
Пайка меди немного похожа на процесс сварки, но все же имеет небольшие отличия:
- При пайке деталей используется дополнительное вещество-припой, который и соединяет эти элементы. Это возможно, благодаря свойствам припоя, который имеет низкую температуру плавления.
- Самый распространенный материал для спаивания деталей используют никель и олово. Это доступные и простые компоненты, которые используются в большинстве случаев. Что касается промышленного использования, то для этих целей применяют другие виды припоя, но для домашнего использования они достаточно дорогие, а, следовательно, нерентабельные.
- Чтобы паять медные изделия, необходимо сначала расплавить припой, до того состояния, пока он не достигнет нужной консистенции, чтобы нанести его на место спаивания элементов. После этого, следует подождать до полного остывания соединения.
Если все нюансы процесса выполнены в точности, то такое соединение получится прочным и долговечным.
Пайка в печах
 Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
Пайка меди в печах осуществляется в производственных условиях. Этот процесс обеспечивает равномерное прогревание деталей, полностью, исключая ее деформацию. В качестве сплава применяется олово или сплав из олова и свинца, в качестве флюса выступает состав из канифоли и спирта, или состав их хлористого аммония или цинка.
При применении припоя с основой из серебра, используют флюсы, в основу которых входят соединения из фтора, калия и бора. Эти флюсы наилучшим образом очищают скрепляемые поверхности от оксидной пленки, это позволит сплаву отлично распределиться по всей поверхности.
Флюсовая пайка
Эта процедура имеет один большой минус, это выполнение герметичного скрепления. Излишки флюса создают дополнительные очаги, которые подвергаются коррозии, вследствие этого пайку выполняют в нейтральных условиях или в условиях восстановительной среды газа. Чтобы паять в азоте, необходимая температура должна достигать 750–800 градусов.
Вакуумная пайка

Вакуумная печь для пайки меди
Вакуумную пайку используют для многих металлов, медь не считается исключением. Пайка меди проводится в специализированных печах, или контейнерах, которые потом помещают в печь. Несмотря на сложное оборудование, этот вариант считается наиболее эффективным по всем критериям. Скрепление медных изделий производится мягким припоем, или чистым оловом. Можно использовать другие виды, к примеру, серебряные сплавы, с применением флюса канифольно-спиртового раствора.
Для того чтобы использовать кадмиевый припой, необходимо подготовить специальный инструмент, и запастись необходимыми знаниями в этой области, потому как технологичность у данного материала намного ниже, чем у оловянно-свинцовых тинолей.
Низкотемпературная пайка
Если во время пайки припой не плавится, не стоит спешить, необходимо подождать нагрева паяльника. После того как сплав начинает течь, источник нагрева убирают, позволяя составу самостоятельно заполнить зазоры между элементами. Для избежания излишков, не рекомендуют добавлять сплав, кроме излишков, может быть попадание материала внутрь детали.
Если паять медь, применяя обычные прутья припоя, то его объем должен равняться диаметру соединяемой поверхности. Чтобы примерно рассчитать нужное количество материала, можно прут согнуть буквой Г, и приложить к трубе.
При данной технологии, прочность меди не изменяется, а вот механические критерии уменьшаются.
Высокотемпературная пайка

Высокотемпературная пайка
Данная технология подходит для тех поверхностей, которые будут использоваться с высокими температурами. Так как для осуществления этого процесса необходимая температура должна составлять 700 градусов, используют газопламенный вариант нагрева.
Готовность к спаиванию определяют при помощи прута сплава, который при окончании процесса расплавляется.
Чтобы увеличить качественные характеристики соединения, необходимо предварительно подогреть прут припоя. Преимуществом этого метода соединения является высокие показатели прочности швов, а также их стойкость в процессе эксплуатации, под воздействием высоких температур. Но есть и недостаток, который заключается в неизбежном отжиге меди. Стоит учесть, что при работе этим методом, необходимо иметь достаточную квалификацию и опыт, так как новичок может случайно перегреть медь, тем самым вызвав ее разрыв.
Технология пайки труб
Чтобы паять трубы из меди, необходимо подготовить труборез. После того как нужный кусок трубы отрезан, наружный срез обрабатывается щеткой, для удаления заусениц и шероховатости. Используя труборасширитель, второй отрез трубы расширяют до нужного размера, чтобы одна часть трубы входила в другую.
Пайка медных труб
На трубу с меньшим диаметром наносят флюс, и скрепляются два элемента тр. Место соединения равномерно прогревается, для этого можно использовать или горелку или фен. В это место наносят припой, после его расплавления, поверхность полностью закроется им. В качестве сплава можно воспользоваться мягким припоем, он отлично справится с этой работой.
Видео: Пайка медных труб
ecology-of.ru
пошаговый инструктаж и разбор нюансов
Медные трубы используются намного реже, чем металлопластиковые или полипропиленовые. Но благодаря комплексу отличных технических характеристик – теплопроводности, антикоррозийной и биологической стойкости – они встречаются в системах водоподачи, отопления, кондиционирования.
Длинномерная продукция из меди стоит дорого, но можно сэкономить на монтаже. Например, пайка медных труб газовой горелкой доступна любому, кто захочет самостоятельно усовершенствовать систему или произвести ремонт. Мы расскажем о том, как производятся паянные соединения, приведем правила их выполнения.
Содержание статьи:
Особенности процесса пайки меди
Суть пайки заключается в герметичном соединении двух элементов медного трубопровода с помощью нагревания и расплавления связующего материала – припоя.
Оловянный сплав после остывания образует надежную, неразборную конструкцию, которая в дальнейшем будет использоваться для транспортировки теплоносителя, холодной воды, хладагента.

Процесс пайки медных трубок при монтаже водонагревательного оборудования. Нагревание выполняется ручной газовой горелкой, в качестве припоя – оловянная проволока
В быту обычно применяют низкотемпературную или, другими словами, мягкую пайку, при которой температура пламени от не превышает 450 °С. Для нее используют легкоплавкий припой, а максимальный диаметр труб – не более 110 мм.
Мягкая капиллярная пайка подходит для оборудования систем водоснабжения и отопления, но для транспортировки газа не применяется.
Необходимые инструменты и материалы
Чтобы соединения труба-труба или труба-фитинг были герметичными и со временем не утратили свои эксплуатационные качества, необходимо использовать специальный инструмент и материалы, изготовленные проверенными производителями.
Инструменты, которые планируется применять постоянно в сборке трубопроводов из , рекомендуем покупать в специализированных маркетах, а для разовых работ сгодятся товары из китайских интернет-магазинов.
Минимальный набор для капиллярной пайки включает в себя ряд приспособлений.
Галерея изображений
Фото из
Трубный материал должен содержать не менее 99% меди. Отожженные трубки обычно продаются бухтами длиной 25 м или 50 м, а неотожженные – прогонами длиной 3 м или 5 м
Для домашних работ обычно приобретают ручной инструмент, работающий от газового баллончика с пропан-бутаном. Удобнее работать, если предусмотрены пьезоподжиг, нагрев газа, регулировка пламени
При делении трубы на элементы обычной пилой или электролобзиком рез получается неровным. Труборез обеспечивает точность, аккуратность, отсутствие заминания
С помощью расширителя-калибратора можно расширить диаметр на конце трубки. Развальцовка трубок применяется, когда производят соединение без использования муфт
Фаскосниматель используют для подготовки разрезанных труб, чтобы очистить края от заусенцев, сделать поверхность металла более гладкой и ровной, заузить кромку
Пайка в домашних условиях обычно производится с помощью оловянного припоя. Лучшими добавками к олову считаются серебро и медь, но также используют сплавы с сурьмой, висмутом
Перед соединением медных элементов места контакта смазывают жидким или пастообразным флюсом, который обеспечивает равномерное растекание припоя по зоне пайки
Ершиком с жесткой металлической щеточкой обрабатывают внутреннюю поверхность трубки перед нанесением пасты. Также понадобятся губка или наждачка – для наружной обработки, а ветошь – для удаления излишков флюса
Медные трубы нужного диаметра
Газовая горелка с регулировкой
Труборез для нарезания элементов
Расширитель для безмуфтового соединения
Фаскосниматель для снятия верхнего слоя металла
Припой для капиллярной пайки
Флюс или паста для обработки меди
Ершик для внутренней поверхности
Для удобства использования горелки иногда применяют тиски, если процесс пайки производится на столе или верстаке.

При соединении элементов уже смонтированного трубопровода все действия выполняются только вручную. В одной руке обычно держат горелку, в другой – припой
Чтобы быстро и эффективно очистить внутреннюю поверхность трубки, вместо ручного ершика можно использовать насадку для шуруповерта.
Подробная инструкция по пайке медных труб
Чтобы набить руку, рекомендуют потренироваться на ненужных кусочках трубы. Приступать к серьезным работам следует, когда отработаны все навыки – точно отрезать деталь, правильно обрабатывать ее, пользоваться газовой горелкой. Процесс пайки можно разделить на 6 шагов.
Шаг #1 – нарезка деталей
Если нужно заменить фрагмент трубопровода или полностью собрать водопроводную/отопительную систему, потребуются куски медной трубы различной длины. Раскрой материала производится с помощью , с критериями выбора которого ознакомит рекомендуемая нами статья.
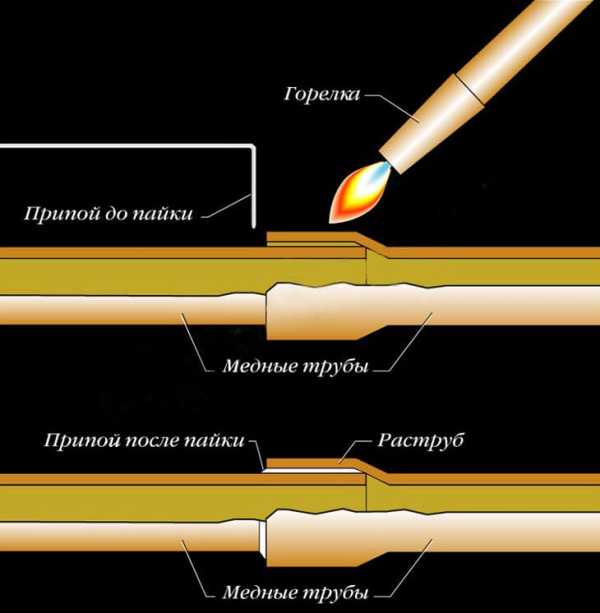
Обычно их соединяют посредством тройников, уголков, муфт. Также используют раструбный способ, при котором один фрагмент вставляют в другой, с расширенным концом.

Используя разметочный материал – рулетку и маркер – измеряем длину деталей для трубопровода. Важен каждый миллиметр, поэтому стараемся производить максимально точные расчеты
Затем берем труборез и нарезаем трубу на фрагменты нужной длины. Если работы проводятся на столе, можно использовать электротруборез или ручную модель с большим радиусом разгона. Для проведения работ в стесненных обстоятельствах, например, около стены, подойдет только компактный ручной инструмент.
Существуют удобные роликовые варианты со стальными лезвиями. Пользоваться ими легко: нужно надеть труборез сбоку на заранее отмеченное место реза, зафиксировать храповым механизмом, а затем вращать инструмент вокруг трубы.

Если труборез подобран правильно, то есть для тонкостенной меди, то концы трубки в месте реза не деформируются, а будут ровными и не скошенными
Советуем не производить нарезку сразу всех фрагментов – возможно, в процессе пайки трубопровод сдвинется, изменив свою конфигурацию, и длину некоторых деталей придется менять.
Шаг #2 – зачистка и расширение срезов
Плотное прилегание металлических частей и равномерное растекание гарантированы только тогда, когда максимально качественно зачищена зона соединения.
Для этого обрабатываем оба примыкающие друг к другу фрагмента и с внутренней стороны, и с внешней:
- Сначала снимаем фаску, чтобы уменьшить толщину металла и подготовить кромку под пайку. Для чего используем фаскосниматель – небольшой инструмент цилиндрической формы.
- Если два отрезка трубы будут соединяться напрямую, диаметр края одного фрагмента увеличиваем специальным инструментом – расширителем.
- Затем берем металлический ершик и обрабатываем внутреннюю сторону.
- Мелкой наджачкой или металлической губкой зачищаем до блеска внешнюю сторону.
Очищенная и обезжиренная зона детали отличается даже визуально.

Образец обработанной медной трубы под пайку: с конца снят грат, поверхность начищена. Обычно при соединении двух деталей у одной из них зачищают внешнюю сторону, у другой – внутреннюю – по месту примыкания
Если применяется муфта или уголок, перед пайкой необходимо подготовить оба конца, у тройника – все три.
Шаг #3 – нанесение флюса
Для соединения или водоснабжения используют различные виды флюса и пасты. Их главное назначение припоя – обеспечить полноценное заполнение припоем зоны пайки, при этом подготовить металл и очистить его от окислов.

Пасту или густой гель наносить удобнее, чем жидкий флюс. Плотное и вязкое вещество распределяется более равномерно по металлической поверхности и не стекает
Состав флюса может быть разным. Очистительные функции обычно выполняют хлорид цинка, соляная или борная кислота. Защиту от кислорода обеспечивает наличие канифоли, воска или смолы.
Жидкие растворы продаются в тубах, а паста – в небольших пластиковых баночках. Кисточка для нанесения состава обычно идет в комплекте, если ее нет, то можно купить любой альтернативный вариант в канцелярском магазине – для клея или для краски.

Процесс нанесения достаточно прост: необходимо обмакнуть кисть в пасту и нанести тонкий, но заполняющий всю зону примыкания, слой на поверхность трубки
Наносить толстый слой считается ошибкой – при тесном контакте лишняя паста выдавливается, ее все равно приходится удалять.
Шаг #4 – соединение деталей
При соединении двух отрезков трубы или фитинга и трубы флюс наносят обычно на край детали, которая вставляется внутрь. Второй элемент обрабатывать флюсом нет смысла – при контакте он одинаково распределится по обеим примыкающим поверхностям.
Проворачиваем детали относительно друг друга, чтобы паста распределилась по зоне контакта, затем ветошью убираем выступившие наружу излишки раствора.

Перед пайкой флюса или пасты на металлической поверхности быть не должно, иначе припой будет растекаться не в зазор между деталями, а в противоположную сторону – вдоль трубы
Выполнив соединение, необходимо как можно быстрее произвести . Оставлять надолго подготовленные детали не рекомендуют, чтобы паяльная паста не утратила своих качеств.
Шаг #5 – пайка по капиллярной технологии
В сборке отопительных и водопроводных применяют низкотемпературную капиллярную пайку, соответственно, подбирают легкоплавкий припой.
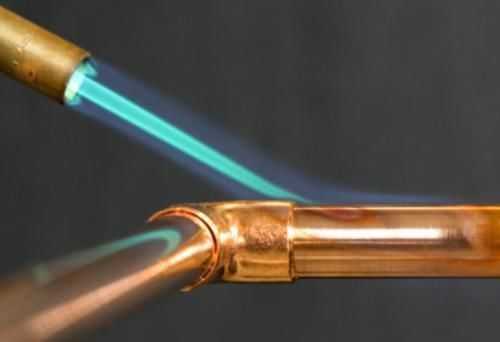
Процесс пайки происходит в следующем порядке:
- включаем газовую горелку;
- направляем пламя на место соединения;
- перемещаем струю пламени по всей поверхности рабочей зоны, чтобы обеспечить равномерный прогрев;
- когда детали разогрелись до температуры плавления припоя, подносим его к зазору и касаемся в нескольких местах так, чтобы он полностью заполнил пространство между деталями.
Если все действия выполнены правильно, припой после остывания должен образовать прочное герметичное соединение. Снаружи оно выглядит как шов, отличающийся цветом.

Соединение низкотемпературной пайкой должно остыть в естественных условиях. Во время остывания детали лучше не сдвигать, но можно аккуратно удалить еще не остывшие излишки припоя мокрой тряпкой
Умение пользоваться горелкой, вовремя подносить и отводить ее, очень важно. Как только разогретый припой начнет втягиваться внутрь зазора, ее лучше убрать, чтобы не перегреть детали.
Если чувствуете, что припой перестал плавиться и требуется повысить температуру, снова поднесите горелку. Проверять прочность и герметичность соединения можно только после полного остывания деталей.
Шаг #6 – обработка швов
Опытные мастера обычно в совершенстве владеют техникой и осуществляют его буквально в течение одной минуты. При этом они касаются припоем всего в одном месте, после чего он растекается по зоне соединения и не выступает из-под верхней детали.
Но на практике, особенно у новичков, чаще припой остается, образуя рубцы изнутри и снаружи. Внутренние в дальнейшем могут спровоцировать отложения, а внешние выглядят не эстетично, поэтому их необходимо удалить.
Очистку можно производить наждачной бумагой, металлической щеткой или ершиком – теми же предметами, что использовались для подготовки под пайку.

Если убрать застывший припой, поверхность деталей и зона шва будут гладкими. Узнать место пайки можно лишь по цвету, так как припой обычно отличается серебристым оттенком
После финишных штрихов – зачистки зоны пайки – работа считается законченной. Можно приступать к следующему соединению.
Рекомендации опытных мастеров
Каждый этап пайки сопровождается соблюдением ряда правил, мелких, но важных нюансов. Их соблюдение напрямую влияет на результат работы.
Галерея изображений
Фото из
Чтобы не пораниться и не получить ожог, работать рекомендуется в защитной одежде: обязательно использовать перчатки, плотную куртку и штаны, во время пайки – очки или маску
Не советуют для такого серьезного мероприятия, как устройство трубопровода, применять подручные приспособления – ножи, пилки, молотки. Лучше пользоваться профессиональным инструментом
На сборку большого трубопровода уходит много времени. Чтобы сократить процесс подготовки деталей к пайке, используют электроинструмент – например, шуруповерт
Заранее запаситесь большим количеством салфеток, тряпок или ветоши – технология пайки требует удаления лишней пасты, да и работать с чистыми деталями намного приятнее
При использовании тисков помните, что медь относится к мягким металлам и легко деформируется при сильном механическом давлении. Зажимая трубу, не закручивайте тиски изо всех сил
Отрегулируйте температуру горения так, чтобы не было перегрева. В то же время нужно следить за достаточным нагревом, иначе припой просто не расплавится
Применяйте специальный припой для капиллярной пайки. Он отличается тем, что нагревается от раскаленных медных деталей, не требует дополнительного нагрева, быстро растекается по зоне, заполненной пастой
После того, как металл окончательно остынет, необходимо проверить прочность соединения – попытаться потянуть детали в стороны, покрутить их. Если пайка выполнена верно, элементы вручную не разъединить
Перчатки и очки – соблюдение техники безопасности
Специальный инструмент для качественной пайки
Электроинструмент для увеличения скорости
Тряпки и ветошь для обтирки
Тиски в качестве держателя трубы
Газовая горелка с регулировкой
Припой для низкотемпературной пайки
Прочный шов в конце процесса пайки
Следите, чтобы в процессе пайки фитинг или труба не были под нагрузкой – так расплавленный припой будет растекаться более равномерно.
После выполнения всех работ по устройству водоснабжения или обязательно удалите остатки флюса с труб, чтобы медь не начала разрушаться, а также сразу очистите одежду и рабочий инструмент.
Выводы и полезное видео по теме
Видео #1. Мастер-класс по пайке наглядно:
Видео #2. Врезка в трубу посредством пайки:
Видео #3. Особенности высокотемпературной пайки трубок для кондиционеров:
Технология пайки доступна всем желающим, так как не требует сложных умений или багажа специальных знаний. Достичь мастерства можно за несколько практических занятий, а материалы и инструмент приобрести в ближайшем строймаркете.
Но при сборке систем отопления или водоснабжения рекомендуем новичкам все же заручиться помощью более опытных монтажников, так как ошибки пайки могут обернуться аварией и дополнительными расходами.
Пишите, пожалуйста, комментарии, задавайте вопросы, размещайте фото по теме статьи в расположенном ниже блоке. Расскажите о том, как паяли медные трубки собственными руками. Не исключено, что описанные вами технологические тонкости пригодятся посетителям сайта.
sovet-ingenera.com