Сварочный аппарат из блока питания компьютера своими руками
В результате покупки нового компьютера, без дела могут остаться старые блоки питания, которые можно использовать для создания домашней мастерской. Затратив определённые усилия, можно собрать сварочный аппарат из блоков питания компьютеров своими руками. Такое оборудование будет полезно при выполнении непрофессиональных задач по соединению металлов в домашних условиях.
Финансовые вложения не будут ощутимыми, а затраты времени на переделку источника питания вполне себя оправдают появлением в арсенале нового вида оборудования. Мы расскажем о том, как сделать эту работу своими руками.
Необходимые детали и оборудование
Сварочные инверторные аппараты являются сложными электронными устройствами, которые самостоятельно собрать без определённой квалификации и наличия необходимого оборудования не представляется возможным. Поэтому придётся дорогую аппаратуру взять в аренду на время отладки и сборки агрегата.
Начинать создавать сварочный аппарат из компьютерного блока питания следует с подбора подходящей и простой электрической схемы, чтобы подборку полупроводниковых и иных компонентов не пересчитывать заново. Инверторные агрегаты небольшой мощности потребляют от сети ток не более 15 А.
Сетевой кабель можно сохранить, а вентилятор нужно заменить на более мощный, который обеспечит хорошее охлаждение радиаторов силовых элементов. Кроме того, понадобится следующие инструменты и оборудование:
- фольгированный текстолит для плат или его заменители;
- провода необходимого сечения и длины;
- полупроводниковые элементы, сопротивления и конденсаторы нужного номинала, согласно выбранной схеме;
- трансформатор с подходящими характеристиками, который, возможно, придётся адаптировать к нужным параметрам;
- радиаторы для силовых элементов;
- паяльник с припоем и канифолью или флюсом;
- отвёртки, пассатижи, крепёж, дрель и изолирующий материал;
- мультиметр, осциллограф.

Крайне важно проводить монтаж в строгом соответствии с выбранной схемой с соблюдением полярности и проверкой отсутствия утечек.
Последовательность сборки инвертора
При подготовке к окончательной сборке инвертора необходимо позаботиться о наличии термодатчика, рассчитанного на срабатывание при нагреве от 70 до 75оС. Кроме того, нужно позаботиться о гнёздах для силового кабеля и держателе электродов с проводами сечением от 35 мм2, для эффективной подачи тока сварочной дуги.
Затем, подготовив все необходимые элементы, начинаем монтаж в следующей последовательности:
- располагаем вентилятор и охлаждающие радиаторы так, чтобы обеспечить максимально эффективный воздушный поток, осуществляем надёжный крепёж;
- надёжно крепим трансформатор и плату конденсаторов;
- устанавливаем плату схемы управления и сопутствующие детали;
- монтируем устройство антизалипания и горячего старта;
- проверяем на замыкание контакты, через которые питаются компоненты схем;
- осуществляем окончательную распайку и монтаж предохранителей и термоэлементов;
- проводим заключительную настройку с помощью мультиметра и осциллографа, учитывая расчетные параметры;
- выставляем необходимый ток сварки и проводим пробную работу.

Самостоятельный монтаж является весьма ответственной работой, поэтому очень важно соблюдать правила техники безопасности, как при монтаже, так и в процессе проверки собранного инвертора.
Заключение
Собрать инверторный аппарат своими руками из блока питания компьютера можно при использовании дополнительных компонентов, которые можно найти в продаже или использовать бывшие в употреблении детали. При этом нужно убедиться в их работоспособности и в соответствии с номинальным значениям. Опытным людям задача вполне по силам, а при возникновении затруднений лучше обратиться за советом к профессионалам.Сварочный инвертор своими руками: схема и корпус для самодельного трансформатора и импульсного аппарата из доступных деталей
При наличии свободного времени, нехитрого инструмента и простых материалов, можно изготовить сварочный инвертор своими руками, даже не являясь специалистом в электротехнике и электронике. Главное – на всех этапах изготовления строго соблюдать технологию монтажа, выяснить принцип работы прибора. КПД и параметры самоделки будут примерно соответствовать функциональным показателям изготавливаемых на заводах инверторов, что сохранит деньги в семейном бюджете.
Главное – на всех этапах изготовления строго соблюдать технологию монтажа, выяснить принцип работы прибора. КПД и параметры самоделки будут примерно соответствовать функциональным показателям изготавливаемых на заводах инверторов, что сохранит деньги в семейном бюджете.
Характеристики и материалы
Для эксплуатации в быту требуются самодельные инверторы, подключаемые к электросети 220 В. Легко собирается и сварочник, питаемый от сети 380 В. Инверторы бытового назначения должны соответствовать таким требованиям:
- напряжение – 220 В,
- сила входного тока на 32 А,
- сила выходного тока на 250 А.
Для сооружения инверторного сварочного аппарата своими руками подготавливаются следующие материалы:
- крепеж,
- металл листовой,
- термобумага (подходит кассовая лента),
- радиодетали для формирования электросхем,
- медные полоски либо провода,
- текстолит,
- слюда,
- стекловолоконная ткань.

Особенности функционирования
Перед сборкой, следует ознакомиться с особенностями работы инвертора, аналогичными функционированию компьютерного блока питания. Функционирование устройства происходит в таком порядке:
- входящее переменное напряжение превращается в постоянное,
- входной ток 50 Гц трансформируется в ток высокой частоты,
- выходное напряжение понижается,
- выходной ток выправляется, поддерживается нужная для сварки частота.
Трансформаторное оборудование отличается габаритностью и тяжестью в связи со следующими особенностями. Дуговая сварка выполняется через силу тока. Вторичная обмотка для ослабления напряжения и усиления тока устраивается из минимального числа оборотов, сечение проводника принимается максимально возможным.
Применение инверторного принципа снижает объем и вес агрегатов на порядок благодаря увеличению частоты до 60-80 кГц.
Для реализации такого преобразования необходимо использование полевых транзисторов, сообщающихся друг с другом именно на такой частоте.
Возможна переделка и доработка в инверторный полуавтомат. Ему присущи схожие с трансформатором характеристики, но масса и габариты его меньше.
Что необходимо для сборки
Схема сварочника с указанными выше параметрами состоит из трех функциональных узлов:
- блока питания,
- драйверов для силовых ключей,
- силового блока.
Перед началом сборки самодельного сварочного инвертора из доступных деталей своими руками подготавливается инструмент:
- отвертки различных размеров и форм,
- паяльник,
- острый нож,
- полотно для резки металла.
Схемы
Для сооружения инвертора принимается одна из следующих схем.
Схемы аналогичны, сборка инвертора на их основе не вызовет затруднений.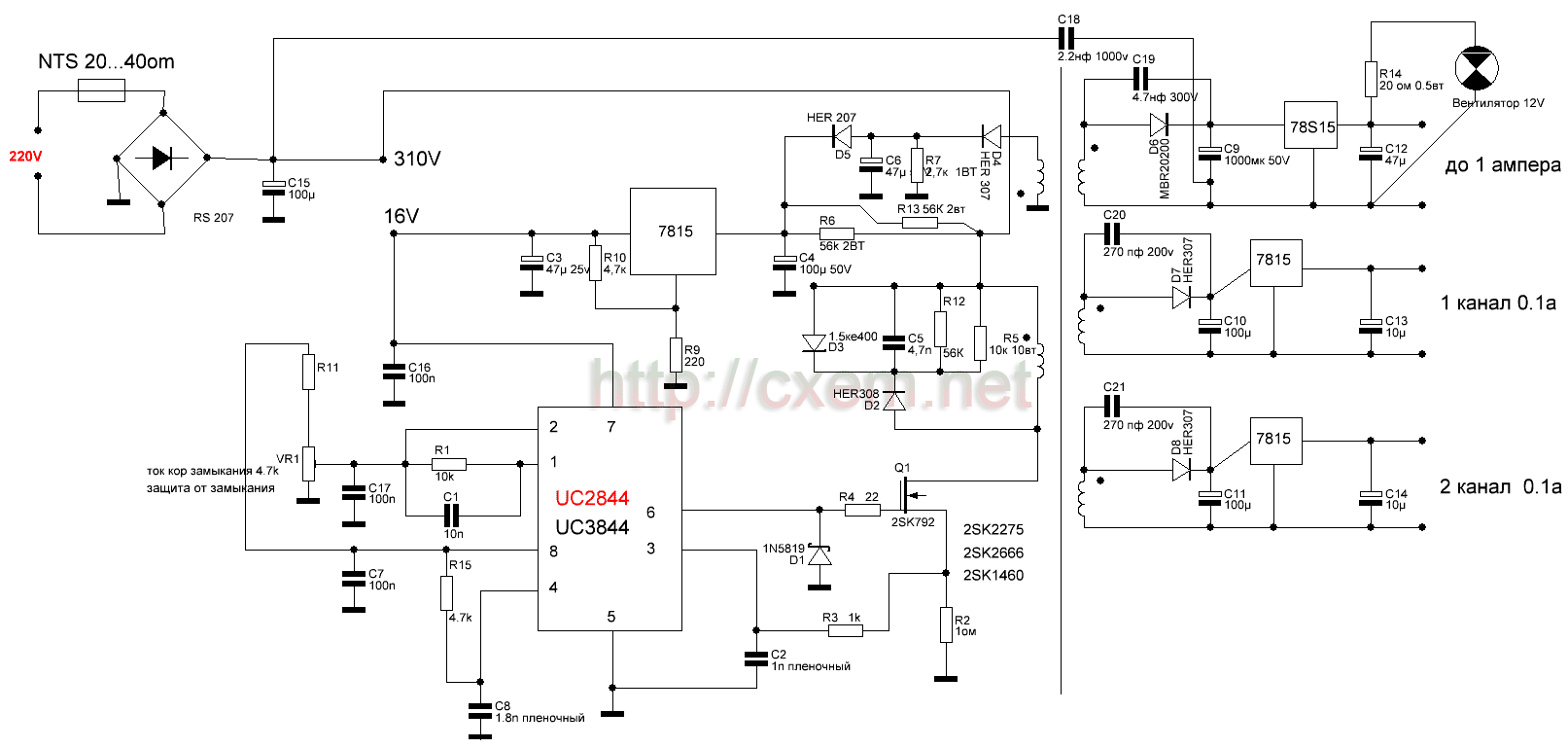
Список радиоэлементов
Чтобы собрать самодельный инверторный сварочный аппарат из доступных деталей заранее приобретаются следующие радиоэлементы:
- регуляторы линейные LM78L15 – 2 шт.,
- преобразователь AC/DC TOP224Y – 1 шт.,
- ИС источника опорного напряжения TL431 – 1 шт.,
- диоды выпрямительные BYV26C – 1 шт., HER307 – 2 шт., 1N4148 – 2 шт., 1N4007 – 3 шт., VS-HFA30PA60CPBF – 2 шт., VS-150EBU02 – 4шт., VS-HFA25PВ60PBF – 2 шт.,
- диоды защитные P6KE200A – 1 шт.,
- оптопары РС817 – 1 шт., HCPL-3120 – 2 шт.,
- электролитические конденсаторы,
- мосты диодные КВРС3510 – 3 шт., 600 В 2 А – 1 шт.,
- резисторы 47 кОм, 200 Ом, 10 кОм, 6,2 Ом (по 1 шт.), 300 Ом 5 Вт, 33 кОм (по 2 шт.), 510 Ом – 2 шт., 13 кОм – 1 шт., 150 Ом – 1 шт., 1 Ом 1 Вт – 1 шт., 2 МОм – 1 шт., 1,5 кОм – 3 шт., 250 Ом 40 Вт – 1 шт., 1 кОм – 4 шт., 10 Ом – 2 шт., 300 Ом 20 Вт – 2шт., 2,2 кОм – 1 шт., 50 Ом 5Вт – 2 шт., 5 Ом – 8 шт., 1,5 Ом – 2 шт. ,
- ШИМ-контроллер UC 3845 – 1 шт.,
- MOSFET-транзистор IRF120 – 1 шт., IRF5305 – 8 шт.,
- диоды Шоттки: MBR20100CT – 1 шт., 1N5819 – 4 шт.,
- резисторы подстроечные 2,2 кОм – 1 шт., 10 кОм – 1 шт.,
- конденсаторы 0,1 мкФ – 6 шт, 1 нФ 1000 В – 1шт., 510 пФ – 2 шт., 22 нФ – 1 шт., 4,7 нФ – 1 шт., 2,2 нФ – 1 шт., 6,8 нФ – 4 шт.,
- конденсаторы электролитические 10 мкФ 450 В – 2 шт., 100 мкФ 100 В – 2 шт., 470 мкФ 400 В – 6 шт., 50 мкФ 25 В – 1 шт., 1000 мкФ 25 В – 1 шт., 10 мкФ – 4 шт., 22 мкФ – 1 шт., 200 мкФ – 2 шт. 3000 мкФ 400 В – 4 шт., 47 мкФ 25 В – 2 шт.,
- катушка индуктивности, 35 мкГн – 1 шт.,
- терморезисторы 10 Ом – 1 шт.,
- IGBT-транзисторы IRG4PC50W – 6 шт.,
- реле 12 В 40 А – 1 шт., РЭС-49 – 1 шт.,
- стабилитроны 1 N4007 – 3 шт., 1N4744А – 12 шт.
 ,
,Силовая часть
В инверторе немалая роль принадлежит блоку питания, представляющему собой трансформатор с ферритовой обмоткой. Его назначение – сбавление напряжения, трансформирование переменного тока в постоянный.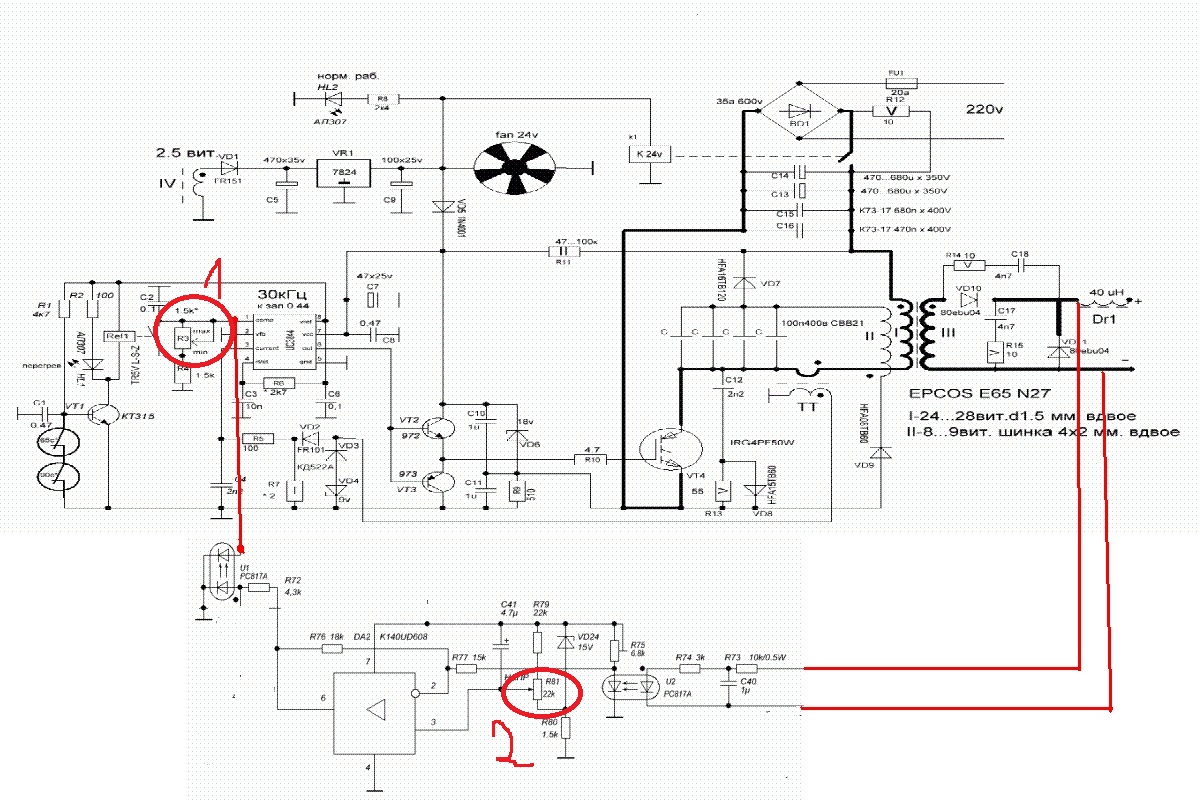 Для сборки требуется 2 сердечника типа Ш20х208 2000 нм.
Для сборки требуется 2 сердечника типа Ш20х208 2000 нм.
Обмотки инвертора термоизолируются. Для сведения к минимуму неблагоприятного влияния нестабильности напряжения, обвивка производится на всем протяжении сердечника.
Рекомендуется использовать листы омедненной жести 0,3 мм и шириной 40 мм, завернутые в термоустойчивую бумагу 0,05 мм.
Необходимость применения термобумаги диктуется тем, что при сваривании ток проходит поверхностно по проводу, сердечник практически не участвует в процессе, из-за чего образуются излишки тепла. Потому для обмотки проводники стандартного сечения не подходят, для исключения теплообразования используются материалы с большей площадью.
Если медной жести нет, можно взять многожильный провод ПЭВ сечением 0,5-0,7 мм. Имеющиеся между жилами зазоры позволяют снизить нагрев. Важна и вентиляция сварочника, так как перегревается не сам стержень, а обмотка.
После создания первого слоя по направлению намотки следует накрутить стеклоткань с экранирующим проводом того же сечения, что и основной. Стеклоткань при этом полностью закрывается проводом. Подобным образом создаются последующие обмотки и разделяются посредством термобумаги.
Стеклоткань при этом полностью закрывается проводом. Подобным образом создаются последующие обмотки и разделяются посредством термобумаги.
Для обеспечения стабильности напряжения порядка 20-25 В, следует правильно отобрать резисторы. Для мостового инвертора рекомендуется применить диодную схему «косой мост».
При работе инвертора не избежать нагрева диодов, потому их нужно расположить на радиаторе, к примеру, от персонального компьютера.
Всего нужно 2 радиатора – для крепления верхней и нижней частей моста. При установке первого необходимо применение слюдяной прокладки, для другого – термопасты.
Выход моста назначается по направлению выходов транзисторов. Для соединения используются провода длиной до 15 см. От блока мост отделяется листом металла, прикрепляющимся к корпусу агрегата для инверторной сварки.
Инверторный блок
Основная функция инвертора состоит в превращении постоянного тока, идущего от выпрямителя, в переменный с возрастанием его частоты.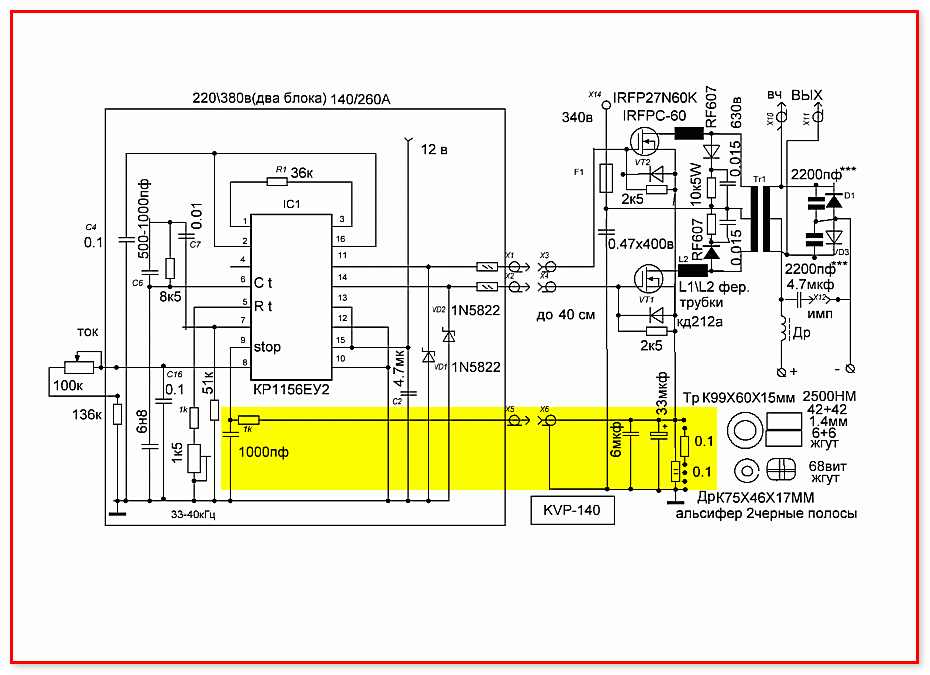 Для таких целей предназначены силовые транзисторы.
Для таких целей предназначены силовые транзисторы.
Важно! Инверторный блок сварочника предпочтительнее создавать на базе нескольких транзисторов меньшего номинала, чем с использованием на самого простого одном мощном транзисторе. Это позволяет минимизировать уровень шума от устройства при производстве работ, сделать неизменной частоту тока.
Собранные последовательно конденсаторы, являющиеся частью микросхемы, нужны для:
- снижения резонирующего эффекта трансформатора,
- минимизации потерь в транзисторном блоке, образующихся при отключении.
Система охлаждения
Из-за нагрева силовые узлы инвертора могут отказать. Во избежание этого помимо радиаторов с установленными подверженными нагреванию блоками, для недопущения перегрева также требуются вентиляторы.
Если есть высокомощный вентилятор, можно ограничиться только им, направляя воздух непосредственно к трансформатору. Если используются кулеры от старого ПК, то их понадобится порядка 6 штук. Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
Как сделать охлаждение самого трансформатора: устанавливается сразу три вентилятора.
На самый греющийся радиатор устанавливается термодатчик, отключающий питание при приближении к заданной температуре.
Для нормального функционирования охлаждения в корпусе нужно расположить воздухозаборщики с постоянно свободными решетками.
Управление
Электронные платы инвертора следует размещать с использованием фольгированного текстолитового материала 0,5-1 мм.
Инверторная сварка своими руками осуществляется под автоматическим управлением через ШИМ-контроллера, стабилизирующего основные функциональные параметры. Для удобства органы управления рекомендуется располагать на лицевой части совместно с входом для подключения.
Корпус
При изготовлении корпуса, представляющего собой металлический кейс, следует учесть размеры трансформатора, приняв его объем примерно за 30% от всего внутреннего объема.
Кожух можно сделать из листового металла толщиной 0,5-1 мм.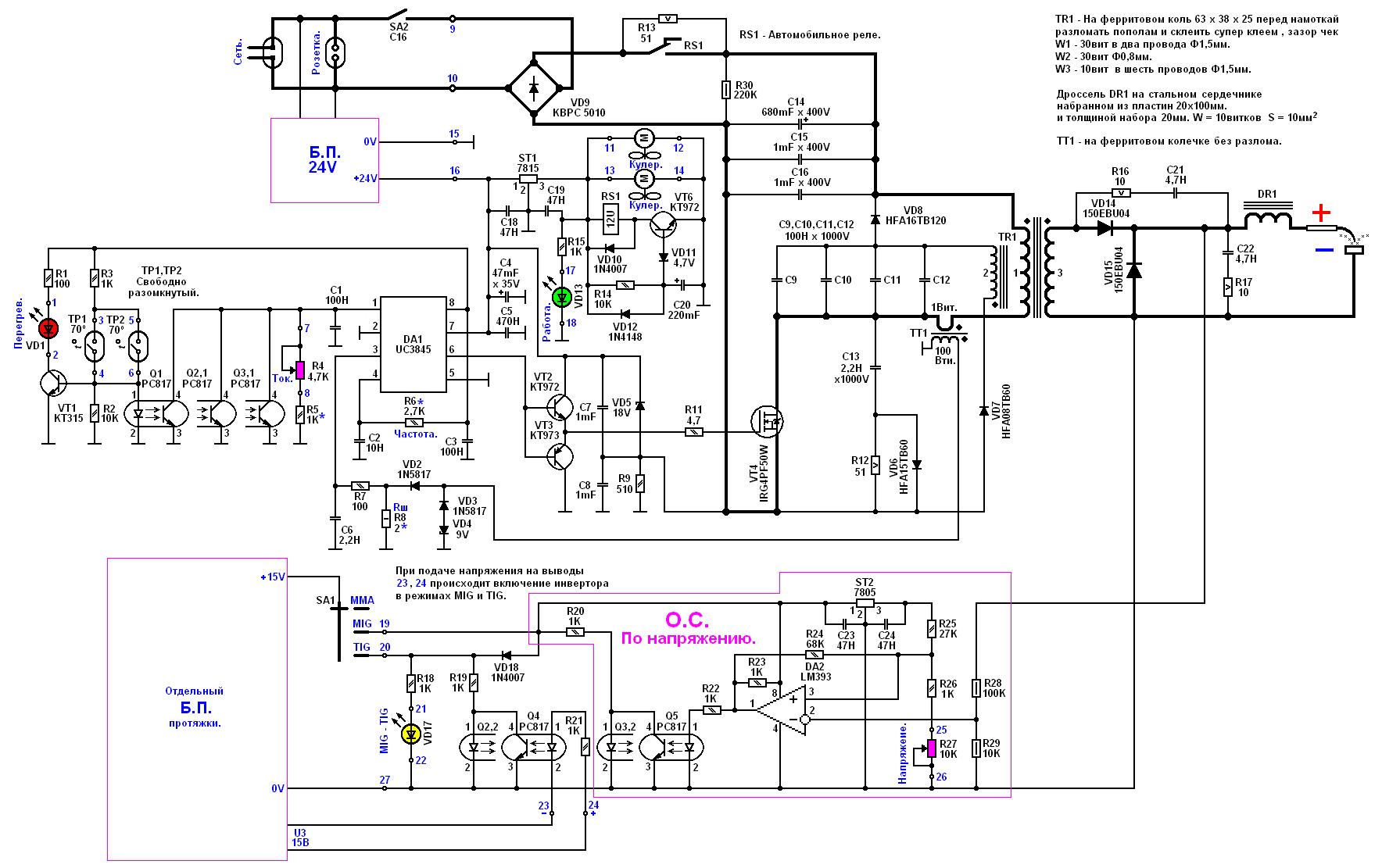 Для крепления частей можно использовать болтовое соединение или сварку. Для перемещения инвертора предусматриваются крепления для ремня или рукояток.
Для крепления частей можно использовать болтовое соединение или сварку. Для перемещения инвертора предусматриваются крепления для ремня или рукояток.
Корпус изготавливается разборным для быстрого доступа к закрытыми частям чтобы при необходимости их отремонтировать.
На передней стороне следует расположить:
- тумблер для изменения силы тока,
- кнопку ВКЛ/ВЫКЛ,
- световые индикаторы,
- входы для подсоединения сварочных и сетевых кабелей.
Подключение
Для включения в сеть требуется использование кабеля площадью сечения более 1,5 мм2. Не лишней видится и установка на входе предохранителя либо автомата на 25 А.
Важно! Перед включением инвертор следует осмотреть на предмет наличия и исправности изоляции всех находящихся под напряжением частей от корпуса.
Проверка работоспособности
Работоспособность инвертора рекомендуется проверять с помощью осциллографа. Нижняя петля напряжения должна располагаться в диапазоне 500-550 В, при соблюдении технологи сборки, уровень выходного напряжения находится в диапазоне 330-350 В.
По завершении пробной сварки с полным сгоранием электрода проверяется температура трансформатора и радиаторов. Если она в норме, то инвертор собран правильно и переделка или доработка не требуется.
Настройка
При подаче нагрузки на обмотку трансформатора должны выполняться такие условия:
- ступени перемены полярности не превышают 1,2 мкс,
- инвертор настраивается под нагрузкой для определения данных обо всех показателях,
- к выходам подключается сопротивление, равное примерно 0,14 Ом,
- для проверки поступления питания 12-25 В к вторичной обмотке подключается лампочка,
- при регулировке частоты должна изменяться яркость дуги.
Диагностика и подготовка к работе
Описание процедуры диагностики сварочника выглядит так:
- Подача 15 В на ШИМ совместно с включением одного конвектора позволяет не допустить перегрев и практически устранить шум.
- Для стабилизации напряжения включить реле, закорачивающее резистор после включения в электросеть.
- Убедиться в сработке реле, закорачивающего резистор спустя 3-5 секунд после подключения к ШИМ. По отработке реле удостовериться в присутствии на плате импульсного сигнала прямоугольного очертания.
- Подача 15 В на диодный мост для тестирования его нормальной работы. При работе в холостую сила тока не должна превышать 100 мА.
- Убедиться в правильности расположения фаз с применением осциллографа.
- При плавном повышении тока через резистор на нижнем ключе не должно быть более 500 В.
- К сварке следует приступать спустя 10 секунд или после нагрева радиаторов.

Обслуживание
При обслуживании инвертора необходимо периодически чистить внутренние элементы от грязи и пыли с помощью пылесоса или сухой ветоши, особенно если аппарату пришлось продолжительный период простоять без использования.
Необходимо постоянно следить за работоспособностью термодатчика. В случае поломки этот элемент ремонту не подлежит, а требует замены.
Периодически необходимо следить за качеством соединений и при необходимости исправлять.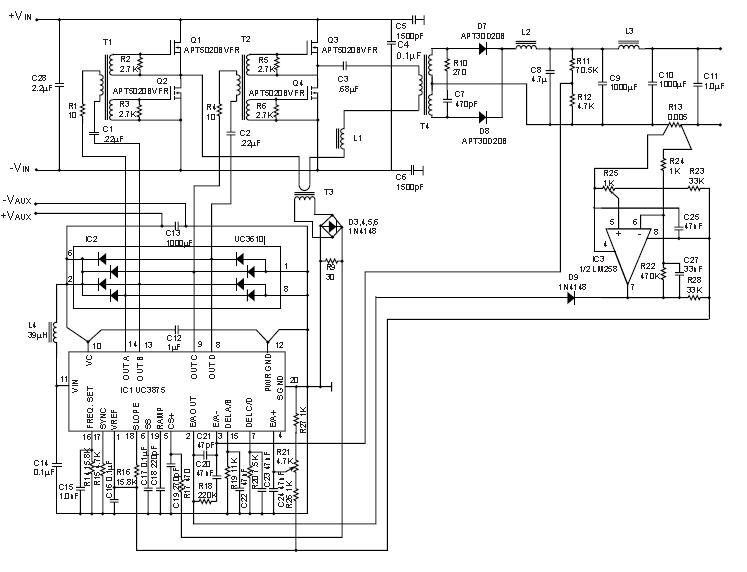 Определить неисправности можно как визуально, так и при помощи тестера.
Определить неисправности можно как визуально, так и при помощи тестера.
Владимир Евстигнеев, сварщик, стаж работы 20 лет:«С помощью собранного самостоятельно инвертора возможно не только проведение нехитрых работ, существенную роль играет и экономия на покупке «заводского» аппарата. Вы сможете работать с электродами 3-5 мм на дуге до 10 мм, чего вполне хватает для гаража или дома».
Загрузка…Сварочный инвертор сделать самому
Основная часть специалистов считает, что создание аппарата для сварки не потребует особых навыков. Но прежде чем приступить к его изготовлению, нужно чётко понять в каких целях его можно использовать.
Очень важно, чтобы схема сварочного аппарата была как можно проще, изредка, даже применяют трансформаторы, изъятые из микроволновой печи. Изделие обязано функционировать от бытовой электрической сети с напряжением в 220В.
При этом выделяют целый каталог самодельных аппаратов, функционирующих от электрической сети в 380В.
Краткое содержимое статьи:
Комплектация
Сборка аппарата, в большинстве ситуаций, совершается для осуществления мелких сварочных работ, требуемых в бытовых условиях.
В комплектацию представленного аппарата включены следующие компоненты:
Блок питания
Главным компонентом в нём считается преобразователь (трансформатор), его можно создать из бывшего автотрансформатора или же из преобразователя, изъятого из микроволновой печи. Если используется последний вариант, то вынимая трансформатор из микроволновой печи нужно быть предельно осторожными, чтобы не навредить основной обмотке.
Дополнительная обмотка подвергается удалению и переделке. Расчёт числа витков и объема проводов из меди рассчитывается с учётом заранее подобранной мощности изготавливаемого аппарата.
Блок выпрямителя
Главными компонентами представленного оборудования являются диоды. Подборка мощности диодов выполняется таким образом, чтобы они были в состоянии выдержать предварительно установленные нагрузки. Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.
Для охлаждения диодов применяются специальные радиаторы, изготовленные из сплава алюминия.
При разметке установочной платы обязательно нужно оставить место для дроссели, которая создана сглаживать импульсы. Сборка выпрямителя выполняется на отдельной плате с применением гетинакса или текстолина.
Блок инвертора
Инвертор трансформирует поступающий из выпрямителя постоянный ток в переменный, который характеризуется высокой частотой колебания. Трансформация осуществляется с применением электронных схем на мощных транзисторах или тиристорах.
Изготовить сварочный инвертор своими руками – не трудно, главное, подобрать все представленные компоненты, присутствующие в комплектации. К тому же можно значительно сэкономить на дополнительной обмотке преобразователя, используя не медные провода, а медную жесть.
Технология сборки сварочного аппарата
Если вас интересует, как сделать сварочный аппарат собственноручно, то нужно следовать такому плану:
Выпрямитель располагается на одном пульте управления с преобразователем и дросселю.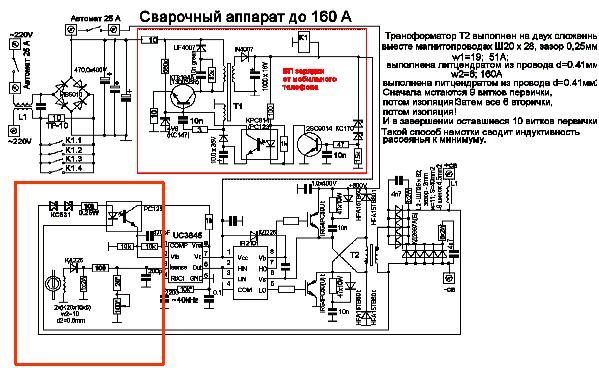 Регулятор силы тока располагается на панели управления.
Регулятор силы тока располагается на панели управления.
С имеющихся катушек преобразователя (не задевая сердечник) удаляются дополнительные обмотки. К основной обмотке прикасаться не нужно, а вот среднюю можно перемотать проводом, выполняя отводы через последующие тридцать витков.
Применяя многожильный кабель силового типа с тремя фазами на две, расположенные по краям катушки до полноценного их наполнения требуется намотать дополнительную обмотку.
Клеммы для выведения дополнительного типа обмотки преобразователя изготавливаются из трубок, из меди, диаметр которых равен 10-12 миллиметров, в длину они достигают 30-40 миллиметров. Одна сторона клеммы расклепывается и в образовавшейся пластине просверливается выемка размером около десяти миллиметров, с обратной стороны, вставляется предварительно зачищенный провод.
С панели, размещённой сверху преобразователя, удаляются винты, оснащённые гайками, и заменяются усовершенствованными винтами, типа М10 – к ним подсоединяются клеммы.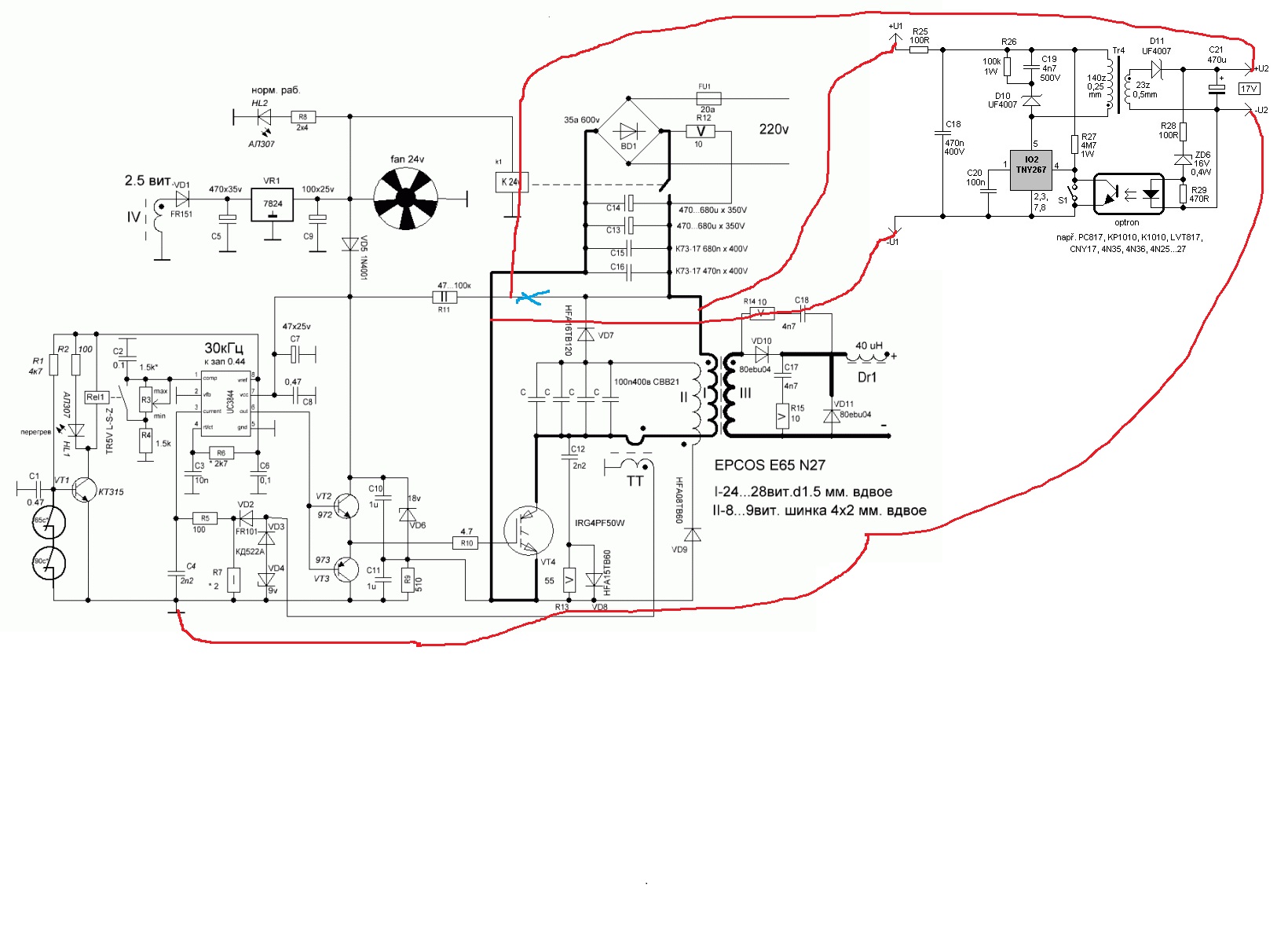
Для выведения основной обмотки создается отдельная плата и прикрепляется к преобразователю. Предварительно в плате нужно создать 10-11 отверстий, в диаметре достигающих 6 миллиметров, и соединить с ними винты М6, содержащие две гайки и шайбы. Далее, осуществляется параллельное соединение двух боковых обмоток, а затем добавление к ним средней обмотки.
Главной характеристикой самодельного сварочного аппарата является то, что к электрической сети он может быть подключен только через рубильник, используя провода сечения около 1,5 мм2.
С фото сварочного аппарата, изготовленного своими руками можно ознакомиться в нашей галерее.
Если при изготовлении представленного аппарата своими руками возникают трудности, то всегда можно приобрести сварочный аппарат в магазине.
Сделать сварочный инвертор своими руками – задача вполне посильная даже для человека, поверхностно знакомого с электроникой.
Главное, понимать, как работает устройство, и чётко следовать инструкциям. Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Многие думают, что самодельные приборы не позволят им проводить эффективные сварочные работы.
Однако правильно сделанный инвертор не только будет работать не хуже серийного, но и поможет вам сэкономить кругленькую сумму.
Что понадобится для сборки инвертора
Для того чтобы создать самый простой сварочный инвертор самостоятельно, вам понадобятся:
- паяльник;
- слюда;
- термобумага;
- тонкий лист бумаги;
- запчасти для создания электросхемы;
- отвёртки;
- нож;
- крепёжные элементы с резьбой;
- ножовка по металлу;
- текстолит.
Всё это вам стоит подготовить, чтобы собрать сварочный инвертор, схема такого устройства будет включать:
- драйверы силовых ключей;
- блок питания;
- силовой блок.
При такой сборке инвертор будет иметь следующие характеристики:
- потребляемое напряжение – 220 В;
- сила тока на входе – 32 А;
- сила тока на выходе 250 А.

Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения. Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора – преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме “косого моста” . Также необходимо подобрать подходящие резисторы для электроцепи .
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
Сборка силового блока
Силовой блок снижает напряжение тока, но увеличивает его силу. Его основой тоже является трансформатор. Для него нужны 2 сердечника шириной 20х208 2000 нм. Обматывать такой трансформатор нужно медной полосой шириной в 40 мм и толщиной в четверть миллиметра. Для обеспечения термоизоляции каждый слой обматывайте износоустойчивой термобумагой. Вторичную обмотку формируйте из трёх медный полос, изолируемых с помощью фторопластовой ленты.
Распространённой ошибкой является создание обмотки понижающего трансформатора из толстой проволки. Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Этот трансформатор работает с высокочастотным током, поэтому оптимально будет использовать широкие проводники.
Инверторный блок
Любой инвертор должен преобразовывать постоянный ток. Для выполнения этой функции используются открывающие и закрывающие трансформаторы с высокой частотой.
Вот схема этого блока:
Схема этого блока не так проста, как предыдущая. А всё из-за того, что эту часть стоит собирать на основе нескольких мощных трансформаторов. Это позволит сбалансировать частоту, а также значительно снизит уровень шума при сварочных работах.
Чтобы свести к минимуму резонансные выбросы трансформатора и снизить потери в транзисторном блоке, в эту схему добавлены соединённые последовательно конденсаторы.
Охлаждение
Аппарат сильно нагревается при инверторной сварке, поэтому вам нужно сделать систему охлаждения. Перенагревание может привести даже к выходу всего устройства из строя, поэтому, кроме радиаторов, используются вентиляторы. Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Мощный вентилятор сможет охладить всю систему, его следует устанавливать напротив понижающего трансформатора. Если вы используете вентиляторы малой мощности, то вам понадобится около 6 штук.
Не забудьте установить на самый нагревающийся радиатор термодатчик, который сработает в случае перегрева и выключит всю систему. Также установите заборщики воздуха, это позволит вентиляции работать лучше.
Сборка конструкции
Для финальной сборки вам нужен будет качественный корпус. Вы можете либо купить его, либо самостоятельно собрать, используя тонкие листы металла. Транзисторные блоки закрепляйте с помощью скоб.
Используя текстолит, создайте электронные платы. Во время монтажа магнитопроводов сделайте между ними зазоры для циркуляции воздуха.
Вам нужно будет приобрести и установить на ваш инвертор ШИМ-контроллер, который будет стабилизировать силу и напряжение тока. Также на лицевой части инвертора закрепите элементы управления: тумблер для включения/выключения устройства, сигнальные светодиоды, зажимы для кабелей и ручку переменного транзистора.
Проверка инвертора на работоспособность
Сделать инвертор своими руками, конечно, важно, но также важно правильно провести его диагностику. Для начала подайте небольшой ток в 15 В на ШИМ-контроллер и вентилятор. Таким образом вы проверите работоспособность контроллера и не допустите перегрева при тестах.
После заряда конденсаторов подавайте ток на реле, отвечающее за замыкание резистора. Ни в коем случае не подавайте ток напрямую – может произойти взрыв. Проверьте, замкнулся ли резистор, после того как реле сработает. Также при его срабатывании на плате ШИМ сформируются прямоугольные импульсы, поступающие к оптронам. Точно так же проверьте правильность сборки диодного моста.
Для проверки правильности подключения фаз трансформатора используйте двухлучевой осциллограф. Один луч присоедините к первичной обмотке, второй – ко вторичной. Фазы импульсов должны получиться одинаковыми. Ориентируйтесь по шумам осциллографа, это поможет вам определиться, как вам нужно доработать схему агрегата.
Не забудьте проверить время беспрерывной работы инвертора. Начните с 10 секунд и постепенно повышайте время до 20 секунд и одной минуты.
Проводите диагностику сварочного инвертора время от времени и не забывайте о его обслуживании. Ведь только при должном уходе он прослужит вам долго.
Сварочное оборудование инверторного типа используется в мастерской и мобильными бригадами. Отличается малым весом и габаритами, высоким качеством сварного шва. Домашнему мастеру тоже не помешает свой аппарат, покупать который часто не по карману. В таком случае можно собрать сварочный инвертор своими руками. Даже самая простая схема позволит работать электродами диаметром 3–4 мм и использовать аппарат для личных нужд. Согласно описанию ему достаточно питания от бытовой сети 220 В.
Как работает сварочный инвертор
Внутри инвертора происходит выпрямление входного напряжения. Затем преобразованное напряжение с помощью транзисторных ключей трансформируется в переменный ток высокой частоты. Далее происходит выпрямление переменного тока в постоянный.
Далее происходит выпрямление переменного тока в постоянный.
Установка ключевых транзисторов высокой мощности и диодного моста сокращает габариты трансформатора. На выходе получается высокочастотный ток 30–90 кГц. Диодный выпрямитель дает на выходе постоянное напряжение. Оно преобразуется в постоянный ток фильтром из нескольких конденсаторов большой емкости, что необходимо для сглаживания пульсации.
Диодный мост и фильтр представляют блок питания инвертора. На входе стоят ключевые транзисторы, обеспечивающие питание импульсного трансформатора. За ним подключается высокочастотный выпрямитель, выдающий постоянный ток высокой частоты.
Схема считается простой и доступной для самостоятельной реализации.
Перечень необходимых материалов и инструментов
Инверторная сварка своими руками будет потреблять 32 А, а после преобразования выдавать ток 250 А, который обеспечит прочный и качественный шов. Для реализации задачи потребуются следующие комплектующие:
- трансформатор с ферритным сердечником для силовой части;
- медная жесть для обмоток;
- провод ПЭВ;
- стальные листы для корпуса или готовый короб;
- изолирующий материал;
- текстолит;
- вентиляторы и радиаторы;
- конденсаторы, резисторы, транзисторы и диоды;
- ШИП-контроллер;
- кнопки и переключатели передней панели;
- провода для соединения узлов;
- силовые кабели большого сечения.
Зажим для массы и держатель рекомендуется приобрести в магазине специнструмента. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм. Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Простые схемы инверторной сварки
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Самый простой сварочный аппарат:
Принципиальная электрическая схема сварочного инвертора:
Схема инверторного сварочного аппарата:
Процесс поэтапной сборки
Комплектующие самодельного сварочного инвертора монтируются на основание из плиты гетинакса толщиной 5 мм. В центре делается круглое отверстие под вентилятор. Потом его ограждают решеткой. На переднюю панель корпуса выводят светодиоды, тумблеры и ручки резисторов. Располагать провода следует с воздушным зазором. В дальнейшем корпус нужно будет закрыть кожухом из листов текстолита либо винипласта толщиной не меньше 4 мм. В месте крепления электрода устанавливается кнопка. Ее и кабель подключения тщательно изолируют.
На переднюю панель корпуса выводят светодиоды, тумблеры и ручки резисторов. Располагать провода следует с воздушным зазором. В дальнейшем корпус нужно будет закрыть кожухом из листов текстолита либо винипласта толщиной не меньше 4 мм. В месте крепления электрода устанавливается кнопка. Ее и кабель подключения тщательно изолируют.
Перемотанный трансформатор размещается на панели. Для крепления понадобятся скобы из медной проволоки диаметром не менее 3 мм. Под платы используют фольгированный текстолит толщиной 1 мм. В каждой делают меленькие прорези для снижения нагрузки на диодных выводах. Крепят платы навстречу выводам транзисторов. Последовательность и правильность сборки сверяется со схемой самодельного инвертора.
На плату припаиваются конденсаторы, количеством около 14 штук. Они выведут выбросы трансформатора в цепь питания. Нейтрализовать резонансные выбросы тока трансформатором помогут встроенные снабберы, содержащие конденсаторы С15 и С16. Снабберы выбирают хорошего качества и проверенных производителей, потому что у них в инверторе очень важная роль. Они должны снизить резонансные выбросы и потери IGBT в момент отключения. Устройства забирают на себя всю мощность, что снижает выделение тепла в несколько раз. Лучшими признаны модели СВВ-81 и К78-2.
Они должны снизить резонансные выбросы и потери IGBT в момент отключения. Устройства забирают на себя всю мощность, что снижает выделение тепла в несколько раз. Лучшими признаны модели СВВ-81 и К78-2.
Для охлаждения и защиты от перегрева хорошо подходят радиаторы от компьютеров системных блоков типа Pentium 4 и Athlon 64.
Корпус сварочного инвертора
Корпус понадобится для компактного размещения всех компонентов. По ширине в нем должен свободно разместиться трансформатор. Еще 70% пространства отводится под все остальное. Для установки плат должны быть перемычки.
Верхний защитный кожух можно согнуть из листа 0,5–1 мм, сварить или сделать составным из нескольких пластин. В листах, закрывающих боковые стенки, выполнить вентиляционные отверстия. На корпусе должна быть ручка для транспортировки.
Конструкция должна легко разбираться. На фронтальной панели делают пазы под установку кнопки включения, переключателей тока, ШИМ-контроллера, световых индикаторов и разъемов.
В качестве декоративного покрытия подойдет обычная или молотковая краска красного, синего и оранжевого цветов.
Где взять блок питания и как его подключить
Блок питания сварочного инвертора вполне можно сделать из бесперебойника. Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Сделать трансформатор можно на сердечниках типа Е42 из старого лампового монитора. Потребуется 5 таких приборов. Один пойдет для дросселя. Для остальных элементов нужны сердечники 2000 НМ. Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Схема сварочного резонансного инвертора:
Диодный мост
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный.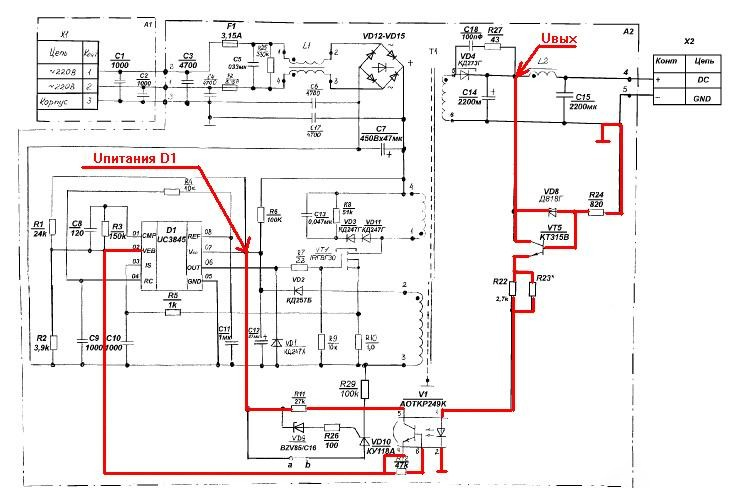 Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать.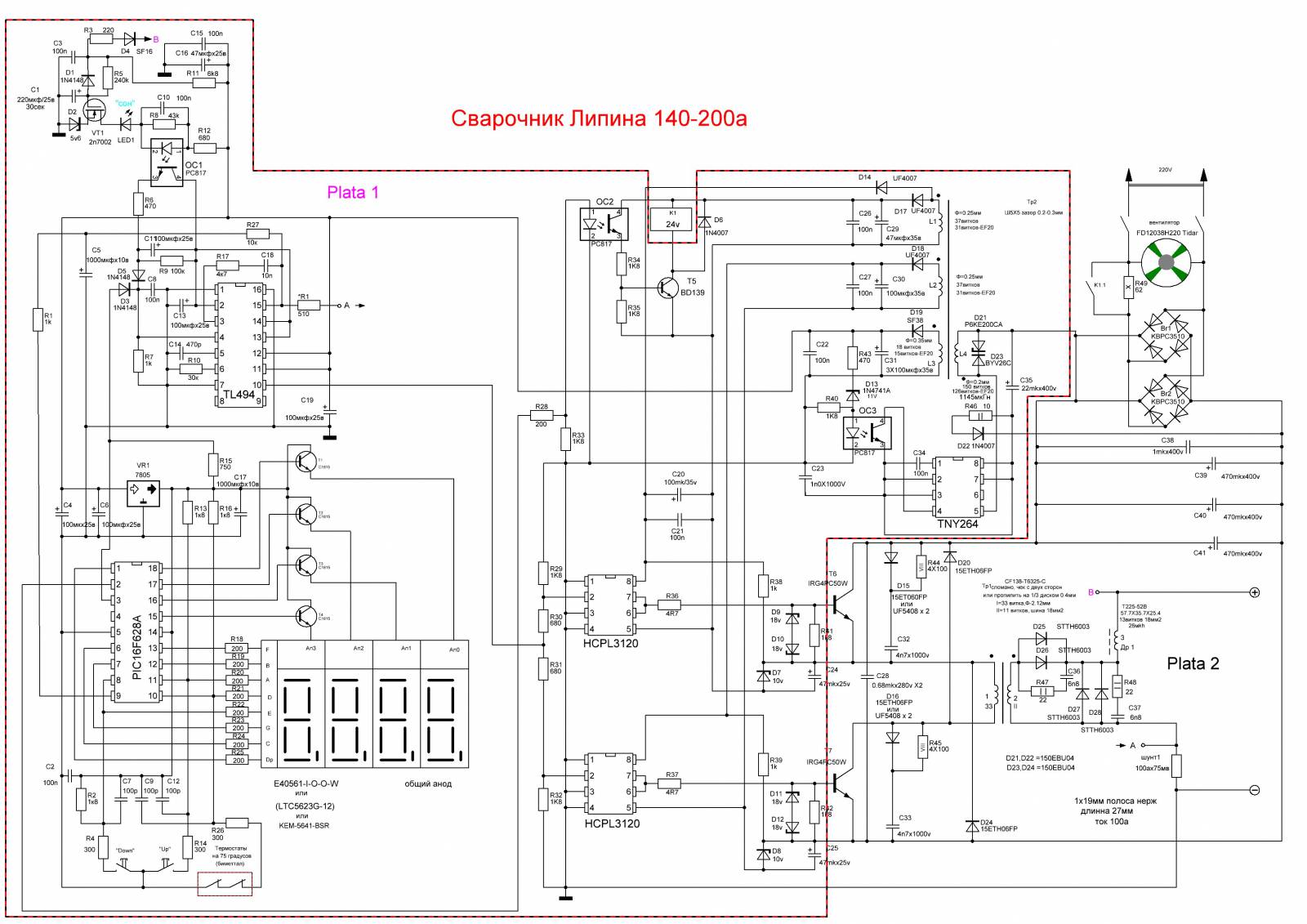 Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.

Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Подключение инверторного блока
Изготовление резонансного инвертора осуществляется на базе деталей от старого монитора либо телевизора. Используются компьютерный блок питания, его кулер и радиаторы.
Для защиты транзисторов применяются стабилитроны КС-213. Силовые транзисторы частотного типа должны быть рядом с трансформатором, чтобы гасить наводки и помехи.
Дорожки на текстолитовой плате толщиной 4–6 мм под силовой мост придется расширить с учетом того, что протекают токи порядка 30 А. Минимальное сечение питающего кабеля брать минимум 3 мм². Силовые диоды на выходе защищаются RC-цепочкой.
Минимальное сечение питающего кабеля брать минимум 3 мм². Силовые диоды на выходе защищаются RC-цепочкой.
Конструирование и подключение системы охлаждения
Для хорошего охлаждения рабочих узлов в корпусе нужно предусмотреть достаточное количество вентиляционных отверстий. Их располагают на противоположных стенках. В качестве вентилятора используют кулер 220 В от старого компьютера на 0,15 А и выше.
Его ориентируют на вытяжку горячего воздуха. Приток холодного воздуха обеспечат отверстия.
Вентилятор располагают как можно ближе к трансформатору. Второй вентилятор должен обдувать радиатор с выпрямительными диодами. Работа сварочного инвертора связана с повышенным тепловыделением, поэтому нужно использовать не менее двух вентиляторов.
Желательно установить на наиболее нагревающемся элементе термодатчик. При перегреве он сработает на отключение питания самого инвертора.
Механизм предотвращения залипания электрода
При работе электродами сварщики сталкиваются с проблемами при поджиге дуги и залипанием электродов. Электроды разогреваются, мощности потребляют больше, провода перегреваются от нагрузки и выбивают автоматы. Трансформатор гудит, стержни гнутся, и осыпается обмазка, а процесс не идет.
Электроды разогреваются, мощности потребляют больше, провода перегреваются от нагрузки и выбивают автоматы. Трансформатор гудит, стержни гнутся, и осыпается обмазка, а процесс не идет.
Решить проблему и сохранить сварочный инвертор поможет автоматический механизм предотвращения залипания. Собранный по схеме модуль встраивается в первичную и вторичную обмотку сварочного трансформатора. Устройство упростит работу, дуга станет проще зажигаться, и перегрузок сети не будет.
Основная схема
Принцип работы схемы следующий. Вторичная обмотка сварочного трансформатора соединяется с выпрямителем переменного тока и со стабилизатором напряжения. Выход соединяется со слаботочным реле РЭС-10 на замыкание. Последовательно подключается керамический конденсатор С3. Он подбирается по мощности трансформатора, емкостью 2–10 мкФ и напряжением свыше 400 В. Выполняет функцию реактивного резистора.
После подачи питания на конденсатор во вторичной обмотке возникает переменное напряжение.
 Потом срабатывает реле Р2, размыкающее силовое реле Р1 с напряжением 220 В. Параллельно в обмотку включен конденсатор С4 с характеристикой 20–25 А. Его контакты закорачивают С3, и трансформатор включается в обычном режиме.
Потом срабатывает реле Р2, размыкающее силовое реле Р1 с напряжением 220 В. Параллельно в обмотку включен конденсатор С4 с характеристикой 20–25 А. Его контакты закорачивают С3, и трансформатор включается в обычном режиме.При стабильной дуге на вторичной обмотке напряжение держится в диапазоне 35–45 В. Этого достаточно для реле Р2. При коротком замыкании переменный ток исчезает на вторичной обмотке. В итоге Р2 обесточивается и выключает реле Р1. Первичная обмотка при этом питается лишь через конденсатор С3, на котором замыкается сетевое напряжение. Небольшой ток 150–200 мА безопасен для сети. Электроды не залипают, а если это и произошло, то легко отделяются. После стабилизации ситуации срабатывает реле и включается трансформатор на рабочий режим.
Все хорошо, но при коротком замыкании слышатся щелчки. От такой неприятности избавляются включением тиристоров в ключевом режиме по приведенной ниже схеме.
Конденсатор успешно заменяет лампа накаливания на 100–300 Вт. При коротком замыкании она вспыхнет.
При коротком замыкании она вспыхнет.
Предпусковая диагностика аппарата
Диагностика и подготовка сварочного инвертора к работе – это не менее важный процесс, чем сама сборка.
Инвертор запитывается от 15 В и подключается к плате ШИМ. Параллельно подается питание на конвектор, что уменьшит нагрев устройства и снизит шум.
После зарядки конденсаторов подключается реле, необходимое для замыкания резистора. Таким образом снижаются скачки напряжения при включении инвертора.
Включение инвертора в сеть 220 В в обход резистора может вызвать взрыв.
Теперь нужно проверить срабатывание реле замыкания резистора после подачи тока на ШИМ. Диагностируются импульсы на плате через несколько секунд после срабатывания реле. Для проверки исправности и работоспособности моста на него подается питание 15 В. Устанавливается холостой ход и сила тока выше 100 мА.
Правильность монтажа трансформаторных фаз контролируется осциллографом на 2 луча. Предварительно включается питание моста от конденсаторов с использованием лампы 200 Вт на 220 В.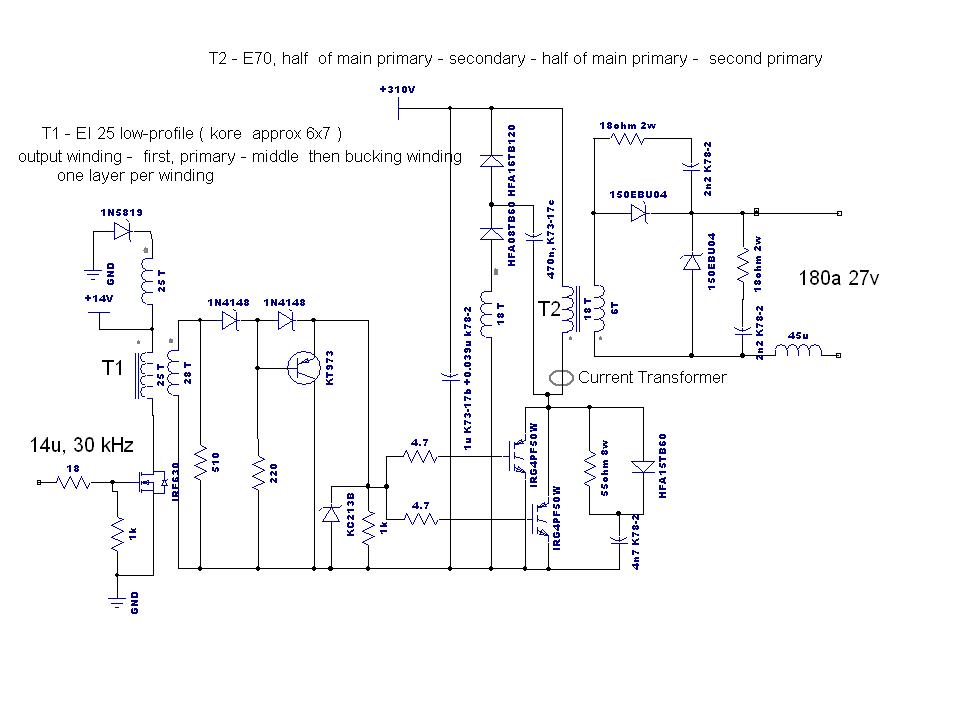 Частота ШИМ устанавливается 55 кГц. На осциллографе нужно отследить, чтобы напряжение не превышало 330 В.
Частота ШИМ устанавливается 55 кГц. На осциллографе нужно отследить, чтобы напряжение не превышало 330 В.
Частота собранного сварочного инвертора определяется плавным снижением частоты ШИМ до появления на нижнем ключе IGBT незначительного заворота. Полученный показатель делится на два, а к результату добавляется частота пресыщения. Итоговое число будет рабочим колебанием частот трансформатора.
Потребление моста должно быть в пределах 150 мА. Свечение лампы неяркое. Интенсивный свет указывает на пробой обмотки либо на погрешности конструкции моста. У трансформатора не должно быть звуковых и шумовых эффектов. В случае их появления проверяют полярность. Тестовое питание на мост подключают с помощью бытового прибора, например чайника, на 2,2 Вт.
Проводники, выходящие от ШИМ, делают короткими, скручивают и укладывают дальше от источников помех. Ток инвертора постепенно повышается через резистор. Нижний ключ по показаниям осциллографа должен оставаться в пределах 500 В.
 Стандартный показатель составляет 340 В. Появление шума способно вывести из строя IGBT.
Стандартный показатель составляет 340 В. Появление шума способно вывести из строя IGBT.Пробную сварку начинают с 10 с. После этого проверяют радиаторы. Если они не холодные, то продлевают сварку до 20 с. Затем уже можно варить 1 минуту и дольше.
Трансформатор перегревается после использования 2–4 электродов. Для охлаждения вентилятору достаточно 2 минут, после чего работу продолжают.
Поделитесь опытом изготовления инвертора своими руками в комментариях к данной статье.
Сварочный инвертор из компьютерного блока питания своими руками: преимущества
Главная › Новости
Опубликовано: 04.09.2018
САМЫЙ #ПРОСТОЙ #СПОСОБ ПЕРЕДЕЛКИ КОМПЬЮТЕРНОГО БЛОКА ПИТАНИЯ В РЕГУЛИРУЕМЫЙ (по току и напряжению)!Сварочный инвертор из компьютерного блока питания своими руками становится все более популярным как среди профессионалов, так и среди сварщиков-любителей.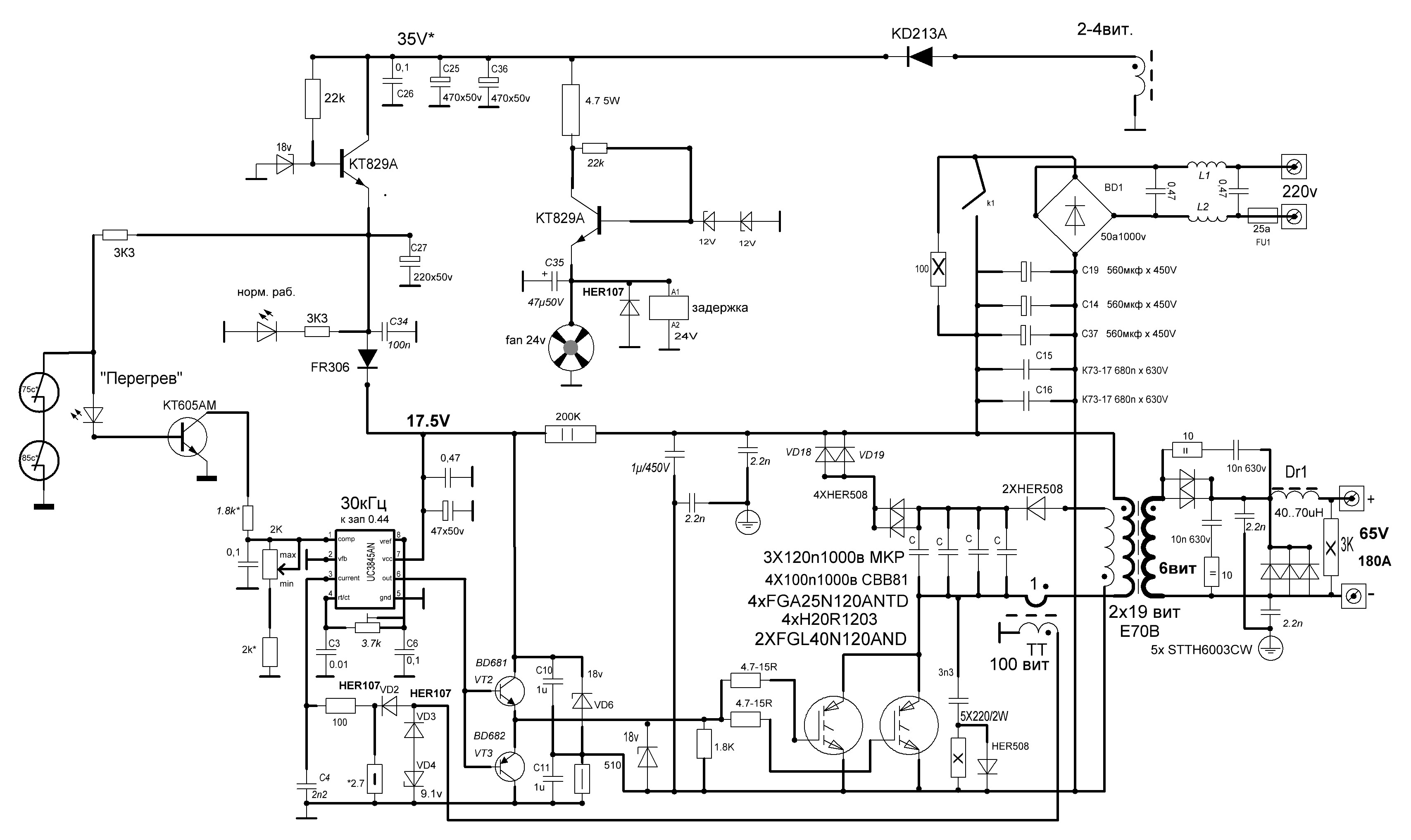 Преимущества таких аппаратов в том, что они удобные и легкие.
Преимущества таких аппаратов в том, что они удобные и легкие.
как собрать сварочный аппарат своими руками
Устройство сварочного инвертора.
Применение инверторного источника питания позволяет качественно улучшить характеристики сварочной дуги, уменьшить размер силового трансформатора и тем самым облегчить вес прибора, дает возможность сделать более плавными регулировки и уменьшить разбрызгивание при сварке. Минусом сварочного аппарата инверторного типа является существенно большая цена, чем у трансформаторного аналога.
Блок питания 12в. Своими руками из блока от старого компьютера.
Чтобы не переплачивать в магазинах большие суммы денег за сварку, можно изготовить сварочный инвертор своими руками . Для этого необходим рабочий компьютерный блок питания, несколько электроизмерительных приборов, инструменты, базовые знания и практические навыки в электротехнических работах. Также нелишним будет обзавестись соответствующей литературой.
Также нелишним будет обзавестись соответствующей литературой.
Если нет уверенности в своих силах, то стоит обратиться за готовым сварочным аппаратом в магазин, иначе при малейшей ошибке в процессе сборки есть риск получить электроудар или спалить всю электропроводку. Но если есть опыт собирать схемы, перематывать трансформаторы и создавать электроприборы своими руками, можно смело приступать к выполнению сборки.
Принцип работы инверторной сварки
Принципиальная схема инвертора.
Сварочный инвертор состоит из понижающего напряжение сети силового трансформатора, дросселей-стабилизаторов, уменьшающих пульсацию тока, и блока электросхем. Для схем можно применять транзисторы MOSFET или IGBT.
Принцип действия инвертора заключается в следующем: переменный ток от сети направляется на выпрямитель, после чего в силовом модуле происходит преобразование постоянного тока в переменный с повышением частоты. Далее ток поступает на высокочастотный трансформатор, а на выходе из него получается ток сварочной дуги.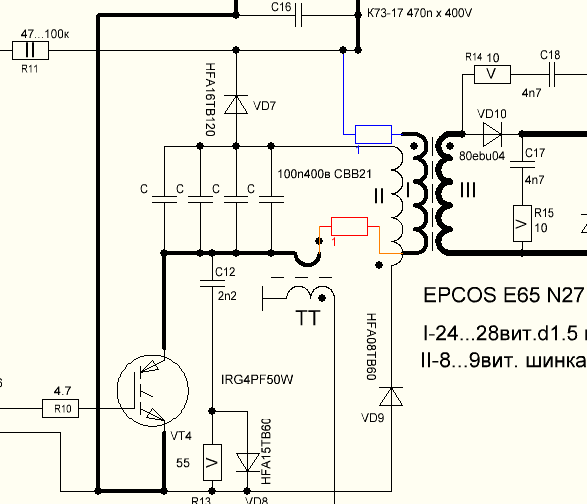
Инструменты, необходимые для изготовления инвертора
Чтобы собрать сварочный инвертор из блока питания своими руками, понадобятся следующие инструменты:
Схема обратной связи по напряжению TL494 в компьютерном блоке питания.
паяльник; отвертки с разными наконечниками; плоскогубцы; кусачки; дрель или шуруповерт; крокодилы; провода необходимого сечения; тестер; мультиметр; расходные материалы (провода, припой для пайки, изолента, шурупы и другие).Чтобы создать сварочный аппарат из компьютерного блока питания, необходимы материалы для создания печатной платы, гетинакс, запасные элементы. Чтобы уменьшить количество работы, стоит обратиться в магазин за готовыми держателями для электродов. Однако можно сделать их и самостоятельно, припаяв крокодилы к проводам необходимого диаметра. При этой работе важно соблюдать полярность.
Порядок сборки сварочного аппарата
В первую очередь, чтобы создать сварочный аппарат из компьютерного блока питания, необходимо достать источник питания из корпуса компьютера и выполнить его разборку. Основные элементы, которые можно из него использовать, это несколько запчастей, вентилятор и стандартные пластины корпуса. Тут важно учесть режим работы охлаждения. От этого зависит, какие элементы для обеспечения необходимой вентиляции нужно добавить.
Основные элементы, которые можно из него использовать, это несколько запчастей, вентилятор и стандартные пластины корпуса. Тут важно учесть режим работы охлаждения. От этого зависит, какие элементы для обеспечения необходимой вентиляции нужно добавить.
Схема трансформатора с первичной и вторичной обмоткой.
Работу стандартного вентилятора, который будет охлаждать будущий сварочный аппарат из компьютерного блока, необходимо протестировать в нескольких режимах. Такая проверка позволит убедиться в работоспособности элемента. Чтобы сварочный аппарат в ходе работы не перегревался, можно поставить дополнительный, более мощный источник охлаждения.
Для контроля необходимой температуры следует установить термопару. Оптимальная температура для работы сварочного аппарата не должна превышать 72-75°С.
Но в первую очередь следует установить на сварочный аппарат из компьютерного блока питания необходимого размера ручку для переноски и удобства работы. Ручка устанавливается на верхней панели блока при помощи шурупов.
Важно выбрать шурупы оптимальные по длине, иначе слишком большие могут задеть внутреннюю схему, что недопустимо. На этом этапе работы следует побеспокоиться о хорошей вентиляции аппарата. Размещение элементов внутри блока питания весьма плотное, потому в нем следует заранее устроить большое число сквозных отверстий. Выполняются они дрелью или шуруповертом.
Далее, чтобы создать схему инвертора, можно использовать несколько трансформаторов. Обычно выбирают 3 трансформатора типа ETD59, E20 и Kх20х10х5. Найти их можно практически в любом магазине радиоэлектроники. А если есть уже опыт создания трансформаторов самим, то проще выполнить их своими руками, ориентируясь на количество витков и рабочие характеристики трансформаторов. Найти подобную информацию в интернете не составит никакого труда. Может понадобиться трансформатор тока K17х6х5.
Способы подключения сварочного инвертора.
Выполнять самодельные трансформаторы лучше всего из гетинаксовых катушек, обмоткой послужит эмаль-провод, сечением 1. 5 или 2 мм. Можно использовать медную жесть 0.3х40 мм, предварительно обернув ее прочной бумагой. Подойдет термобумага от кассового аппарата (0.05 мм), она прочна и не так рвется. Обжимку следует делать из деревянных колодок, после чего всю конструкцию нужно залить «эпоксидкой» или покрыть лаком.
5 или 2 мм. Можно использовать медную жесть 0.3х40 мм, предварительно обернув ее прочной бумагой. Подойдет термобумага от кассового аппарата (0.05 мм), она прочна и не так рвется. Обжимку следует делать из деревянных колодок, после чего всю конструкцию нужно залить «эпоксидкой» или покрыть лаком.
Создавая сварочный аппарат из компьютерного блока, можно использовать трансформатор из микроволновой печи или старых мониторов, не забывая изменять количество витков обмотки. При этой работе нелишним будет пользоваться электротехнической литературой.
В качестве радиатора можно использовать PIV, предварительно распиленный на 3 части, или другие радиаторы от старых компьютеров. Приобрести их можно в специализированных магазинах, занимающихся разборкой и модернизацией компьютеров. Такие варианты позволят приятно сэкономить время и силы на поисках подходящего охлаждения.
Чтобы создать аппарат из компьютерного блока питания, обязательно следует использовать однотактный прямоходовой квазимистый мост, или «косой мост».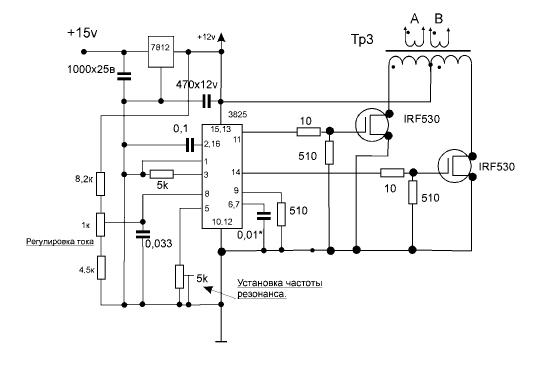 Этот элемент является одним из основных в работе сварочного аппарата, поэтому на нем лучше не экономить, а приобрести новый в магазине.
Этот элемент является одним из основных в работе сварочного аппарата, поэтому на нем лучше не экономить, а приобрести новый в магазине.
Печатные платы можно скачать в интернете. Это значительно облегчит воссоздание схемы. В процессе создания платы понадобятся конденсаторы, 12-14 штук, 0.15 мк, 630 вольт. Они необходимы для блокировки резонансных выбросов тока от трансформатора. Также, чтобы изготовить такой аппарат из компьютерного блока питания, понадобятся конденсаторы С15 или С16 с маркой К78-2 или СВВ-81. Транзисторы и выходные диоды следует устанавливать на радиаторы, не используя дополнительные прокладки.
В процессе работы необходимо постоянно использовать тестер и мультиметр во избежание ошибок и для более быстрой сборки схемы.
Электрическая схема сварочного полуавтомата.
После изготовления всех необходимых частей следует разместить их в корпусе с последующей их разводкой. Температуру на термопаре стоит выставить в 70°С: это защитит всю конструкцию от перегрева. После сборки сварочный аппарат из компьютерного блока необходимо предварительно протестировать. Иначе при допущенной в ходе сборки ошибке можно сжечь все основные элементы, а то и получить удар током.
После сборки сварочный аппарат из компьютерного блока необходимо предварительно протестировать. Иначе при допущенной в ходе сборки ошибке можно сжечь все основные элементы, а то и получить удар током.
На лицевой стороне следует установить два контактодержателя и несколько регуляторов силы тока. Выключателем аппарата в такой конструкции будет стандартный тумблер компьютерного блока. Корпус готового аппарата после сборки требуется дополнительно укрепить.
Преимущества сварочного аппарата из компьютерного блока питания
Сварочный аппарат, изготовленный своими руками, будет небольшим и легким. Он отлично подойдет для проведения домашней сварки, на нем удобно варить электродами двойкой или тройкой, не испытывая проблем с «мигающим светом» и не опасаясь при этом за электропроводку. Питанием для такого сварочного аппарата может быть любая домашняя розетка, а при работе такой прибор практически не будет искрить.
Изготавливая сварочный инвертор своими руками, можно ощутимо сэкономить на приобретении нового аппарата, однако такой подход потребует значительных затрат как сил, так и времени.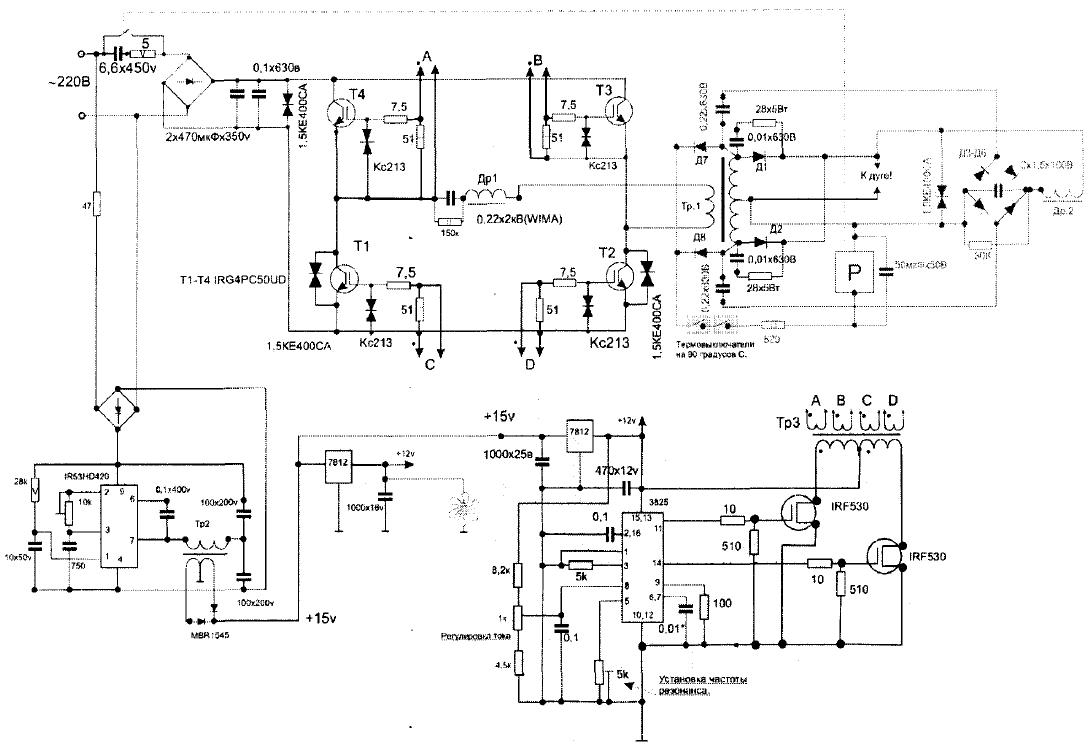 После сборки готового образца можно пробовать внести свои изменения в сварочный аппарат из компьютерного блока и его схему, сделать облегченные модели большей мощности. А изготавливая подобные устройства для знакомых под заказ, можно обеспечить себе неплохой дополнительный доход.
После сборки готового образца можно пробовать внести свои изменения в сварочный аппарат из компьютерного блока и его схему, сделать облегченные модели большей мощности. А изготавливая подобные устройства для знакомых под заказ, можно обеспечить себе неплохой дополнительный доход.
Сварочный инвертор своими руками. От теории к практике. ЧАСТЬ 2
СВАРОЧНЫЙ АППАРАТ СВОИМИ РУКАМИ
НАЧАЛО СТАТЬИ
СБОРКА МОЩНОГО БЛОКА ПИТАНИЯ ПО СХЕМОТЕХНИКЕ СВАРОЧНОГО АППАРАТА
Откровенно говоря сразу убивать не дешевые силовые транзисторы не захотелось, поэтому было принято решение собрать некий примежуточный вариант, в котором используется тот же принцип работы, но более дешевая элементная база. Ну а чтобы сохранить вероятность дальнейшего использования данного вариант было решено собрать блок питания, но ввести в него некоторые функции, которые позволят его использовать как пуско-зарядное устройство для автомоблиля.
Принципиальная схема данного пуско-зарядного устройства приведена ниже:
УВЕЛИЧИТЬ
В качестве донора моточных деталей и блока питания будет использоваться блок питания от тюнера Триколор. Основных видов данного блока питания два – с вертикальным и горизонтальным расположением трансформатора. В обоих случаях используется микросхема FSDM0365RN, маркируется как DM0365.
У меня с горизонатльным трансформатором больше, поэтому буду использовать их. Прежде всего блок питания будет выступать в роли блока питания для схемы управления, поскольку данный БП оснащен всем необходимым для надежной долгосрочной работы. Единственно, что нужно сделать это проверить исправность электролитов, а еще лучше поменять их на новые. Ну и разумеется перемотать трансформатор. Я решил намотать две обмотки – одна для питания UC3845, вторая – для питания вентилятора принудительного охлаждения.
Более подробно об этом блок питания можно посмотреть здесь:
Архив с печатной платой и схемой можно взять ЗДЕСЬ.
Кроме самого БП использую еще два таких же трансформатора. Первый пойдет на изготовление трансформатора управления, второй – трансформатор тока.
Кстати сказать, по ходу подготовки сердечников к намотке решил проверить один вопрос, который частенько видел в интернете и которым сам задавался не единожды – ЧТО ПРОИСХОДИТ С ФЕРРИТОМ ВО ВРЕМЯ НАГРЕВА???
Ответ на этот вопрос в видео ниже:
ТРАНСФОРМАТОР ТОКА
Трансформатор тока обычно содержит 1 виток первичной обмотки и N-ое количество витков вторичной обмотки.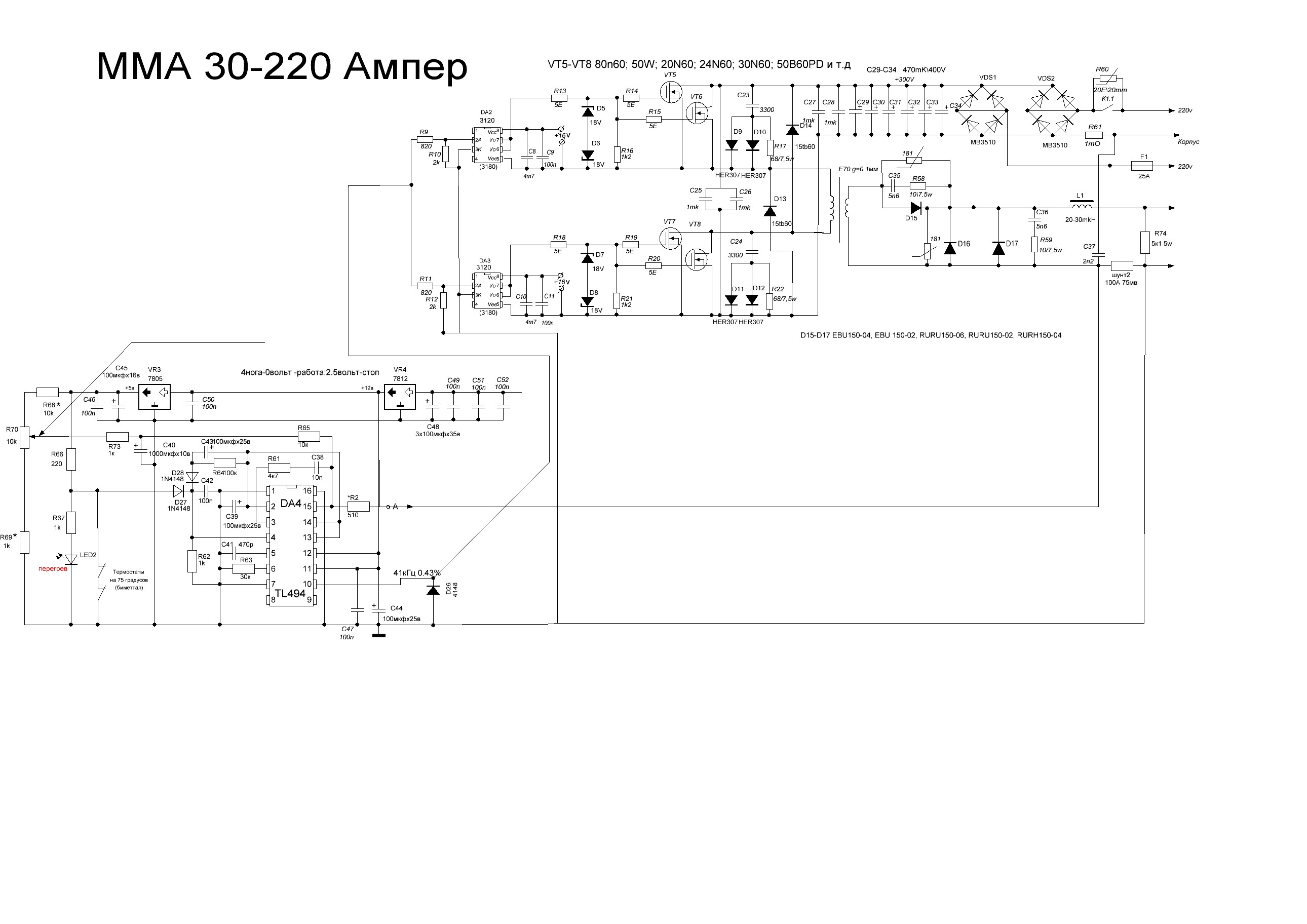 Расчитать трансформатор тока можно по следующей формуле:
Расчитать трансформатор тока можно по следующей формуле:
Imax = N x U / R
где:
Imax – максимальный ток
N – количество витков вторичной обмотки
U – требуемое выходное напряжение
R – нагрузочный резистор
Для удобства переведем формулу в другой вид, а именно для расчета витков, поскольку нагрузочный резистор придется выбирать либо из того, что есть, либо из стандартного ряда.
N = Imax x R / U
Итак, предположим, что нам нужно ограничить ток на уровне 50 А, в наличии имеется резистор на 1 Ом и 2,2 Ома. Напряжение компаратора защелки (вывод 3) у нас равно 1 В.
N = 50 x 1 / 1 = 50 витков для резистора 1 Ом
N = 50 x 2,2 / 1 = 110 витков для резистора 2,2 Ома.
Ну а поскольку у нас пока не сварочный аппарат и силовые транзисторы от таких токов просто разлетятся в клочья ограничим ток на уровне 5 А, а резистор возьмем на 15 Ом. При необходимости мы всегда можем эти цифры исправить. Итого получаем:
При необходимости мы всегда можем эти цифры исправить. Итого получаем:
N = 5 x 15 / 1 = 75 витков для резистора 15 Ом.
Тут пожалуй следует оговорится – трансформатор тока должен быть перегружен, в этом случае исключается его насыщение. Однако в былые времена на базе трансформаторов тока я делал и управление принудительным охлаждение и само принудительное охлаждение – вентиляторы как раз и выступали в роли нагрузочного резистора. Правда одного витка на первичку было малова то – моталось 2-3 витка и сердечник хоть и терпимо, но все таки грелся.
УПРАВЛЯЮЩИЙ ТРАНСФОРМАТОР
По поводу управляющего трансформатора тоже есть некоторые не состыковки с оригинальной схемой – он значительно больше. Я намеренно взял такой “огромный” трансформатор. Ну во первых у меня их много, во вторых найти их не составит труда даже Вам, в третьих – запас по габаритной мощности должен позволить избавится от драйверных транзисторов – на затворы и MOSFET и IGBT можно подавать отрицательное напряжение для ускорения закрытия. Вот этой особенностью я и хочу воспользоваться.
Вот этой особенностью я и хочу воспользоваться.
В оригинальном блоке питания на DM0365 для стабилизации 15 вольт выходного напряжения требуется 18 витков, трансформатор работает на частоте 67 кГц, выходное напряжение сохранятеся вплоть до 150 вольт входного, следовательно трансформатор намотан с ОГОРОМНЫМ запасом. Можно конечно воспользоваться программой Динисенко, но решил намотать “на галазок” 4 обмотки по 30 вольт.
Намотка первичной осуществлялась сразу двойным проводом 0,35 мм виток к витку, затем было вызвонены начало-конец обмоток и они соединялись последовательно. Затем слой изоляции и намотка вторичных обмоток, так же с межслойной изоляцией. Размеется, что все обмотки мотались в одну сторону. Единственно, что не было сделано – момечено где начало на вторичках, но это проблемой не будет. Дело в том, что на плате управления выхода с управляющего трансформатора одинаковы и нагружены только на резистор. Выяснить какой вывод должен идти на затвор силового транзистора можно при помощи осциллографа.
СБОРКА БЛОКА ПИТАНИЯ ДЛЯ БЛОКА ПИТАНИЯ.
Монтаж элементов на плату лучше осуществлять в 2 этапа. На первом этапе устанавливаются все элементы, относящиеся к блоку питания контроллера. Блок питания проверяется до того, как у него появится “потребитель”.
Сразу следует отметить, что однотактыне преобразователи напряжения ОЧЕНЬ не любят оставаться без нагрузки и выходное напряжение может быть не очень то стабильным. И колебания эти могут достигать 0,2..0,4 вольта.
Это вызвано тем, что выходное напряжение успевает поднятся до такой величины, что влияние ОС буквально останавливает микросхему и на трансформатор перестает подаваться напряжение. На фото ниже показаны осциллограммы на выходе трансформатора блока питания с очень маленькой нагрузкой:
Тут следует поделится опытом – при намотке трансформатора я попутал начало-конец вспомогательной обмотки вторичного питания.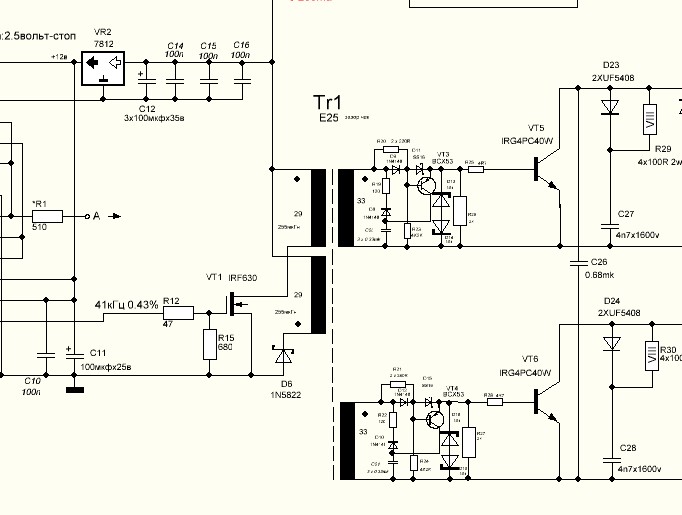 На схеме эта обмотка не обозначена, но на плате она есть и предназначена она для питания вентилятора принудительного охлаждения. Я ее на всякий случай решил внести в схему, если вдруг внутри корпуса будет жарковато. Как следствие такой не внимательности пока я соображал почему блок питания стартует и тутже уходит в защиту от перегрузки у меня стрельнул конденсатор на 25 вольт. Именно тогда меня и посетила мысль о том, что я что то перемудрил с обмотками. “Крокодил” ослиллографа установил на минусовой вывод, а шупом стал на вывод трансформатора до диода. Действительно обмотка с неправильной фазировкой и на конденсатор подавалось порядка 50-ти вольт. Было бы глупо ему не стрельнуть. Для наглядности ниже приведены фото осциллограмм при правильной фазировке и не правильной. Измерения относительно минусового вывода:
На схеме эта обмотка не обозначена, но на плате она есть и предназначена она для питания вентилятора принудительного охлаждения. Я ее на всякий случай решил внести в схему, если вдруг внутри корпуса будет жарковато. Как следствие такой не внимательности пока я соображал почему блок питания стартует и тутже уходит в защиту от перегрузки у меня стрельнул конденсатор на 25 вольт. Именно тогда меня и посетила мысль о том, что я что то перемудрил с обмотками. “Крокодил” ослиллографа установил на минусовой вывод, а шупом стал на вывод трансформатора до диода. Действительно обмотка с неправильной фазировкой и на конденсатор подавалось порядка 50-ти вольт. Было бы глупо ему не стрельнуть. Для наглядности ниже приведены фото осциллограмм при правильной фазировке и не правильной. Измерения относительно минусового вывода:
Ну с блоком питания разобрались, теперь можно паять и сам контроллер и его обвязку. В качестве контролируемого напряжения использовалось собственное напряжение питания контроллера. Вход контролирующий ток был посажен на “землю”.
Вход контролирующий ток был посажен на “землю”.
На первых парах после включения возникло не понимание происходящего – вместо плавного изменения длительности контроллер попросту отключал управляющие импульсы. Не вольно возникал вопрос – а какой же это тогда ШИМ???
Прочитав несколько статей по этой микросхеме и более подробно изучив даташник стало понятно, что изначально этот контроллер затачивался как стабилизатор тока и именно поэтому у него особый упор сделан на ISENSE (вывод 3) который и контролирует ток через токоизмерительный резистор.
Конечно его можно заставить и контролировать напряжение, как это сделано тут:
|
Но в любом случае стабилизация выходного напряжения будет осуществляться не линейно, а пакетами импульсов. Именно поэтому на выходе блоков питания с использованием этой микросхемы обязательно должен стоять дроссель и довольно большой емкости электролит.
Порыскав по интернету нашел еще одну схему включения UC3844 (она такая же, как и UC3845) в обратноходовом блоке питания, выпускаемом серийно.
Не буду врать – данная схема меня озадачила – регулировка выходного напряжения в ней осуществлялась методом подачи “земли” на ВЫХОД усилителя ошибки. Разумеется, что подобными действиями можно отжечь этот самый выход, но блок питания выпускается серийно, следовательно разработчики учли вероятность перегрузки выхода усилителя ошибки и не исключено, что в структурной схеме не показан имеющийся резистор на выходе усилителя ошибки, ведь если он там есть, тогда этот операционник не будет попросту задействован. Ну вот собственно и сама схема этого “загадочного” блока питания:
|
Удержаться от опыта имея уже запаянную плату конечно же довольно трудно. Поэтому к выводу 1 был подпаян переменный резистор на 1 кОм и в результате на выходе микросхемы получились вот такие осциллограммы:
Поэтому к выводу 1 был подпаян переменный резистор на 1 кОм и в результате на выходе микросхемы получились вот такие осциллограммы:
В принципе, если использовать вариант стабилизации, предложенный на схеме выше, то конечно же он работать будет, причем выходное напряжение будет гораздо стабильней, чем при стабилизации пакетами импульсов, но лично меня все равно смущает то, что на выход услителя в наглую подается “земля”. Я оставлял это добро во включенном состоянии на 30 минут – ни чего не нагрелось, не слетело, т.е. как бы это можно использовать. Но осадок не понимания остался.
ПРОВЕРКА УПРАВЛЯЮЩЕГО ТРАНСФОРМАТОРА
Теперь вернемся не много назад и разберемся с осцилограммами на управляющем трансформаторе. Назад потому, что описанная проверка стабилизации ШИМом была уже после того, как была проверена работоспособность управляющего трансформатора.
Тут с гордостью могу заметить, что делая ставку на излишнюю габаритную мощность я не ошибся – трансформатор держит нагрузку замечательно, а закрепленный на управляющий транзистор радиатор едва греется.
При работающем контроллере на затвор управляющего транзистора приходит напряжение следующей формы:
На управляющем трансформаторе, на первичной обмотке амплитуда напряжения достигает 30 вольт, поскольку после закрытия транзистора накопленная в сердечнике энергия меняет полярность напряжение и приложенные пятнадцать вольт во время открытия транзистора теперь добавляются к имеющимся пятнадцати вольтам напряжения питания, поскольку полярность напряжения самоиндукции обратно приложенному напряжению. Здесь стоит обратить внимание на то, что в конце этого вольтодобавочного скачка имеется ниспадающий участок, который как раз и говорит о том, что энергии в сердечнике больше нет – он полностью размагнитился. Если трансформатор нагрузить, то высота этой ниспадающей кривой уменьшится, а по времени она начнется раньше, ведь нагруженный трансформатор гораздо раньше избавится от накопленной энергии:
Тоже самое можно наблюдать и на вторичной обмотке, только напряжение теперь будет иметь переменное значение. В этом месте необходимо отметить, что на затвор силового транзистора как раз должно приходить напряжение прямоугольной формы, находящеяся в положительном полупериоде, т.е. тот вывод трансформатора к которому подключен щуп осциллографа. Вывод трансформатора к которому подключен “крокодил” должен идти на исток силового транзистора. В этом случае фазировка управляющего трансформатора правильная.
В этом месте необходимо отметить, что на затвор силового транзистора как раз должно приходить напряжение прямоугольной формы, находящеяся в положительном полупериоде, т.е. тот вывод трансформатора к которому подключен щуп осциллографа. Вывод трансформатора к которому подключен “крокодил” должен идти на исток силового транзистора. В этом случае фазировка управляющего трансформатора правильная.
Тому, что дочитал до этих слов, но все равно мало что понял предлагаю видеовариант данной статьи:
Итак, подводим итоги проделанной работы:
UC3845 – контроллер, предназначенный для стабилизации тока широтно-импулсьной модуляцией, стабилизацию напряжения он может осуществлять только в преривисто-импульсном режиме, либо имитацией ШИМ. Данную имитацию можно организовать подавая “землю” на первый вывод микросхемы.
При перемотке трансформатора однотактного блока питания следует особое внимание уделять фазировке – даже приличный опыт в электронике не является гарантией ошибки.
Управляющий трансформатор на основе сердечника от Триколоровского БП работает замечательно и держит довольно приличную нагрузку. В паузах полностью успевает размагнитится, что говорит о возможности его использования как для можных блоков питания, так и для сварочных аппаратов.
Приступаем к подготовке моточных деталей к монтажу и проверяем на работоспососбность уже весь блок питания, но это уже в следующей серии, описание которой будет в
ПРОДОЛЖЕНИИ
Адрес администрации сайта: [email protected]
Сварочник на основе блока питания пк. Сварочный аппарат из компьютерного блока питания — дешевое решение для электрика
В результате покупки нового компьютера, без дела могут остаться старые блоки питания, которые можно использовать для создания домашней мастерской. Затратив определённые усилия, можно собрать сварочный аппарат из блоков питания компьютеров своими руками. Такое оборудование будет полезно при выполнении непрофессиональных задач по соединению металлов в домашних условиях.
Затратив определённые усилия, можно собрать сварочный аппарат из блоков питания компьютеров своими руками. Такое оборудование будет полезно при выполнении непрофессиональных задач по соединению металлов в домашних условиях.
Финансовые вложения не будут ощутимыми, а затраты времени на переделку источника питания вполне себя оправдают появлением в арсенале нового вида оборудования. Мы расскажем о том, как сделать эту работу своими руками.
Сварочные инверторные аппараты являются сложными электронными устройствами, которые самостоятельно собрать без определённой квалификации и наличия необходимого оборудования не представляется возможным. Поэтому придётся дорогую аппаратуру взять в аренду на время отладки и сборки агрегата.
Начинать создавать сварочный аппарат из компьютерного блока питания следует с подбора подходящей и простой электрической схемы, чтобы подборку полупроводниковых и иных компонентов не пересчитывать заново. Инверторные агрегаты небольшой мощности потребляют от сети ток не более 15 А.
- фольгированный текстолит для плат или его заменители;
- провода необходимого сечения и длины;
- полупроводниковые элементы, сопротивления и конденсаторы нужного номинала, согласно выбранной схеме;
- трансформатор с подходящими характеристиками, который, возможно, придётся адаптировать к нужным параметрам;
- радиаторы для силовых элементов;
- паяльник с припоем и канифолью или флюсом;
- отвёртки, пассатижи, крепёж, дрель и изолирующий материал;
- мультиметр, осциллограф.
Крайне важно проводить монтаж в строгом соответствии с выбранной схемой с соблюдением полярности и проверкой отсутствия утечек.
Последовательность сборки инвертора
При подготовке к окончательной сборке инвертора необходимо позаботиться о наличии термодатчика, рассчитанного на срабатывание при нагреве от 70 до 75 о С. Кроме того, нужно позаботиться о гнёздах для силового кабеля и держателе электродов с проводами сечением от 35 мм 2 , для эффективной подачи тока сварочной дуги.
Затем, подготовив все необходимые элементы, начинаем монтаж в следующей последовательности:
- располагаем вентилятор и охлаждающие радиаторы так, чтобы обеспечить максимально эффективный воздушный поток, осуществляем надёжный крепёж;
- надёжно крепим трансформатор и плату конденсаторов;
- устанавливаем плату схемы управления и сопутствующие детали;
- монтируем устройство антизалипания и горячего старта;
- проверяем на замыкание контакты, через которые питаются компоненты схем;
- осуществляем окончательную распайку и монтаж предохранителей и термоэлементов;
- проводим заключительную настройку с помощью мультиметра и осциллографа, учитывая расчетные параметры;
- выставляем необходимый ток сварки и проводим пробную работу.
Самостоятельный монтаж является весьма ответственной работой, поэтому очень важно соблюдать правила техники безопасности, как при монтаже, так и в процессе проверки собранного инвертора.
Заключение
Собрать инверторный аппарат своими руками из блока питания компьютера можно при использовании дополнительных компонентов, которые можно найти в продаже или использовать бывшие в употреблении детали. При этом нужно убедиться в их работоспособности и в соответствии с номинальным значениям. Опытным людям задача вполне по силам, а при возникновении затруднений лучше обратиться за советом к профессионалам.
При этом нужно убедиться в их работоспособности и в соответствии с номинальным значениям. Опытным людям задача вполне по силам, а при возникновении затруднений лучше обратиться за советом к профессионалам.
Многие дачники и владельцы частных домов сталкиваются с необходимостью выполнения сварочных работ, для проведения которых можно использовать как покупные промышленные установки, так и выполненные своими руками сварочные инверторы. При наличии качественной схемы такого оборудования и минимального опыта работ с паяльником выполнить инвертор самостоятельно не составит какого-либо труда.
Если ранее все сварочники изготавливались исключительно на основе трансформаторов, отличались громоздкой конструкцией, а их вес превышал 50 кг и более, то сегодня популярны инверторы, использующие принципиально новые технологии преобразования электротока, что позволило значительно уменьшить габариты оборудования. Выполнить самостоятельно такой простейший аппарат для сварки будет под силу каждому домовладельцу, который даже не имеет какого-либо серьезного опыта работы с электроникой.
Инверторный сварочный агрегат — это современная эффективная технология, которая основывается на использовании силовых переключателей и полевых транзисторов. Инвертор «Тимвал» сочетает компактные габариты, легкий вес и великолепное качество сварочного тока. Обеспечивается мощность на уровне 200 Ампер и более, что позволяет с успехом и другие тугоплавкие металлы.
Благодаря и качественных блоков питания удаётся выполнять сварочные работы даже в условиях существенных скачков напряжения в электросети.
Инвертор, вне зависимости от колебания электротока на входе, сможет качественно преобразовывать электричество, и в итоге мы получаем стабильную по своим характеристикам сварочную дугу, что обеспечивает качественное соединение металлических элементов.
Характеристики инверторов
Изготовленные своими руками сварочные инверторы типа «Бармалей» могут обладать следующими характеристиками:
- Сила тока на входе — 32 А.
- Показатель силы сварочного тока — 160 А.
- Потребляемое напряжение — 220 В.

В сети Интернет вы с легкостью сможете подобрать различные схемы инверторного сварочного аппарата своими руками, которые будут отличаться своей мощностью и используемыми компонентами.
Инструменты и материалы для создания инвертора
Для устройства такого агрегата вам потребуется в первую очередь качественная схема исполнения инвертора. Простейшие модели будут состоять из следующих компонентов:
- Блок питания.
- Силовой блок.
- Драйверы силовых ключей.
Для выполнения такой работы вам потребуются следующие материалы:
Изготовление блока питания
Блок питания можно как изготовить самостоятельно, так и использовать старые детали от компьютера или телевизора. В последнем случае существенно упрощается проведение данной работы. Если же вы планируете изготовить такой блок питания самостоятельно, то следует помнить о том, что у инвертора он состоит из четырёх обмоток:
Также изготавливается электрический тиристорный блок, который необходим для правильной работы инвертора. Тиристорный блок можно приобрести уже готовым в магазинах радиоэлектроники или изготовить самостоятельно. Такой блок преобразует переменный ток, который инвертор получает из электросети, в постоянный, необходимый для осуществления сварки.
Тиристорный блок можно приобрести уже готовым в магазинах радиоэлектроники или изготовить самостоятельно. Такой блок преобразует переменный ток, который инвертор получает из электросети, в постоянный, необходимый для осуществления сварки.
Помните о том, что в процессе работы блок питания и силовая часть инвертора могут нагреваться, соответственно, потребуется продумать качественное охлаждение устройства. Для этого рекомендуем использовать пассивные радиаторы от компьютера, а также простейшие кулеры, которые эффективно обдувают нагревающиеся трансформаторы. Такие вентиляторы просто устроены, имеют доступную стоимость, а их подключение в общую электросхему устройства не представляет сложности.
Предназначение силового блока
Напряжение с питания подается на силовой блок, основное назначение которого — это снижение напряжения у полученного тока и одновременное увеличение его силы. Проще всего выполнить такой силовой блок из двух сердечников, заизолированных друг от друга при помощи газетной бумаги.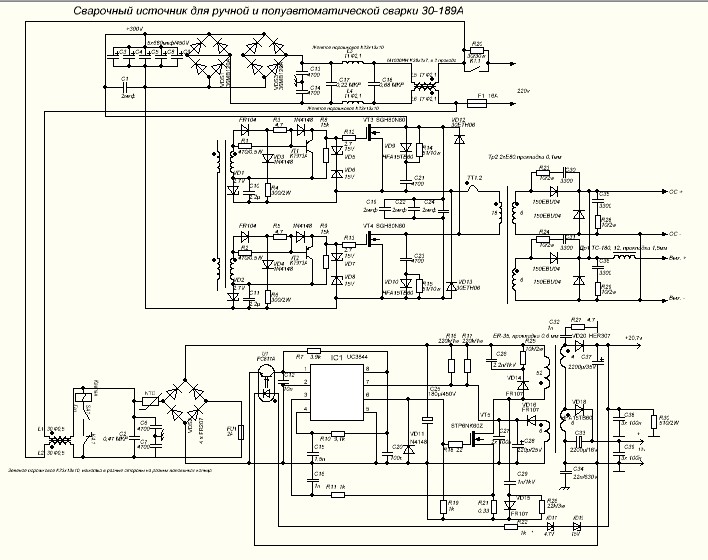 Выполнять обмотку сердечников для изготовления трансформатора необходимо из медной полосы, что позволит исключить появление наводки и улучшает общее качество сварочного тока на выходе из устройства.
Выполнять обмотку сердечников для изготовления трансформатора необходимо из медной полосы, что позволит исключить появление наводки и улучшает общее качество сварочного тока на выходе из устройства.
Выполняем инверторный блок
Основное назначение такого инверторного блока — это преобразование электротока. Если ранее для этих целей использовались трансформаторы, что, в свою очередь, приводило к существенному увеличению габаритов всей конструкции, то сегодня используются силовые транзисторы, которые открывают и закрывают электросхему высокочастотного преобразователя.
Используемые в электросхеме инвертора конденсаторы соединяются последовательно и позволяют минимизировать резонансные выбросы и колебания ТВЧ на выходе с трансформатора. Используемые конденсаторы позволяют снизить потери в транзисторах силового блока.
На первый взгляд, изготовление такого инверторного блока может показаться сложной работой, которая под силу лишь профессиональным радиоэлектрикам.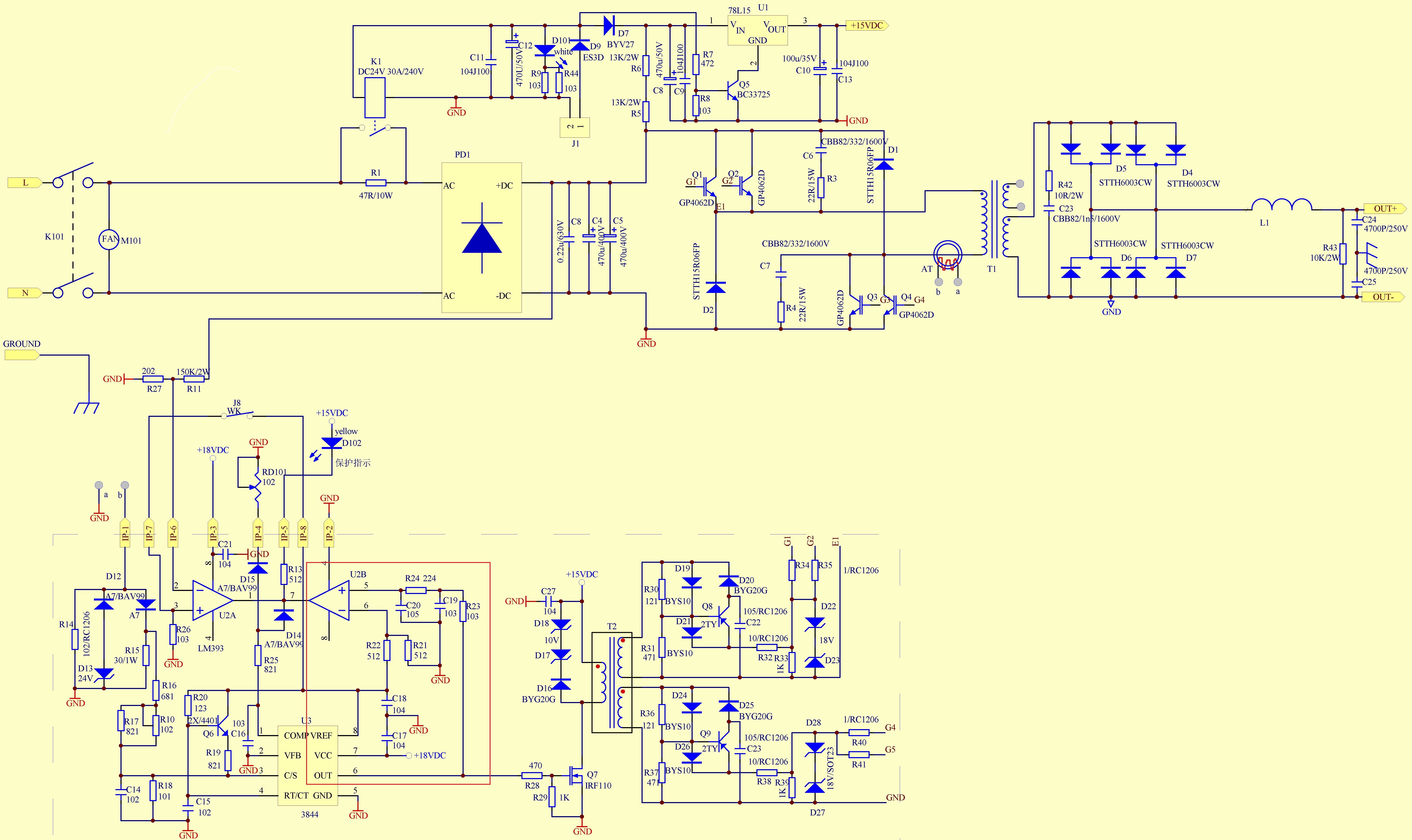 Однако в действительности при наличии у вас на руках качественной схемы сварочного аппарата можно с легкостью приобрести в магазине радиоэлектроники необходимые конденсаторы и силовые транзисторы, а выполняемая пайка на плате не представляет какой-либо сложности и занимает от силы полчаса.
Однако в действительности при наличии у вас на руках качественной схемы сварочного аппарата можно с легкостью приобрести в магазине радиоэлектроники необходимые конденсаторы и силовые транзисторы, а выполняемая пайка на плате не представляет какой-либо сложности и занимает от силы полчаса.
Как собрать сварочный инвертор
В первую очередь вам необходимо будет сделать корпус для самостоятельно выполненного инвертора. Кто-то использует изготовленные своими руками и сваренные металлические ящики, а кто-то для такого оборудования приспосабливает старые ненужные корпуса от компьютеров. На передней панели такого сварочного инвертора следует расположить клеммы для подключения кабеля и питания от электросети, кнопку включения и выключения, а также простейший тумблер для регулировки мощности показателей рабочего тока.
Все выполненные импульсные силовые блоки, питание и вентиляторы охлаждения подключаются друг к другу в полном соответствии с имеющейся схемой. Корпус устройства изолируется, после чего можно тестировать выполненный сварочный инвертор.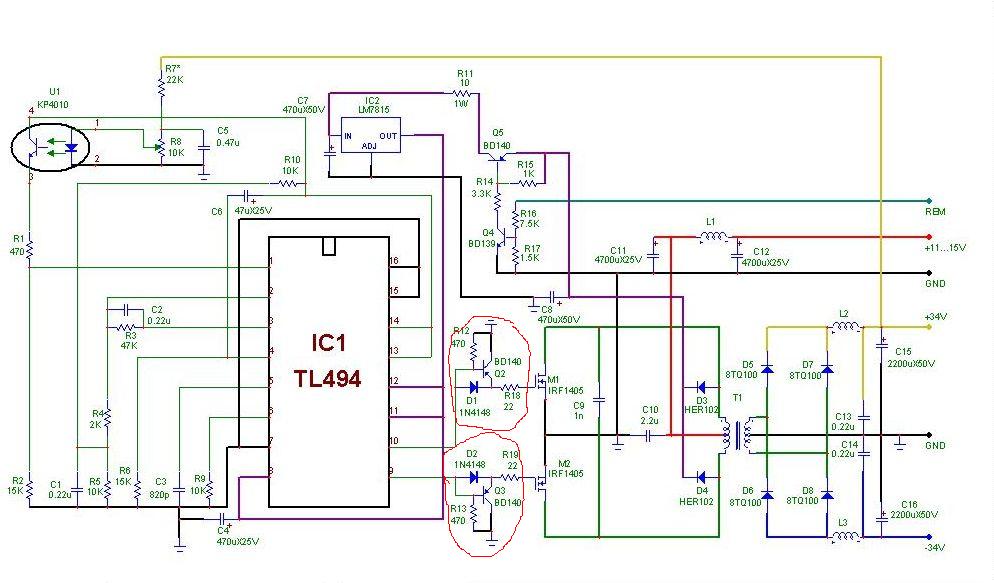
В последующем изготовленный самостоятельно инвертор не потребует от вас какого-либо ухода и обслуживания. Не забывайте лишь о необходимости раз в несколько месяцев проводить очистку устройства, для чего разбирают корпус и удаляют появившуюся внутри пыль и грязь.
Инверторная сварка, схема проведения которой не представляет особой сложности, активно используется в промышленности и быту. Изготовление самодельного сварочного инвертора не представляет особой сложности. Вам лишь потребуется подыскать в сети Интернет качественную схему сварочного инвертора, а также приобрести требующиеся диоды, конденсаторы и силовые трансформаторы.
Собранный своими руками сварочный инвертор может не отличаться такой универсальностью в использовании и функциональностью, как изготовленные в заводских условиях аппараты, однако его стоимость будет находиться на доступном уровне, а возможности такого устройства будет достаточно для использования инвертора в домашних условиях.
Название: Делаем сварочный аппарат из компьютерного блока питания Издательство: Практик-Центр Год: 2009 Страниц: 11 Язык: Русский Формат: pdf Качество: отличное Размер: 4. 98Mб
98Mб
В этой небольшой брошюре приведен пример того, как на базе компьютерного блока питания АТ можно сделать малогабаритный и легкий аппарат для небольших сварочных работ, не требующих большого тока, который можно включать практически в любую розетку, не опасаясь за сохранность проводки.
В радиолюбительской среде одиотактиый прямоходовой квазимостовой конвертер, а в просторечье «косой» мост, стал основным типом преобразователя дзя построения источников сварочного тока. Впрочем, и многие промышленные сварочные инверторы, вплоть до тока нагрузки 250А (например, liSAB Caddy Professional 250), используют эту схемотехнику.
В данной работе представлена попытка сделать малогабаритный и легкий аппарат дтя небольших сварочных работ, не требующих большого тока, который можно включать нракгически в любую розетку, не опасаясь за сохранность проводки. Весь сварочиик поместился в корпусе от компьютерного блока питания AT, в качестве охладителей был применен радиатор от PIV, распиленный на 3 части, на двух меньших частях установлены транзисторы IRG4PC50U, на большей выходные диоды КД2997А. Транзисторы и выходные диоды установлены на радиаторы без прокладок! Все продувается довольно мощным вентилятором Thermaltake А2016, 80×80мм, 0.48а, 4800об/мин, в вентиляторе имеется встроенная регулировка частоты вращения в зависимости от температуры, датчик – термопара, установленная на радиаторе выходных диодов. В корпусе потребовалось гакже просверлить дополнительные отверстия для лучшего охлаждения, так как монтаж получился довольно плотный и имеющихся отверстий на передней части корпуса было недостаточно. Защита от перегрева срабатывает примерно при 70-72градусах на радиаторах транзисторов.
Транзисторы и выходные диоды установлены на радиаторы без прокладок! Все продувается довольно мощным вентилятором Thermaltake А2016, 80×80мм, 0.48а, 4800об/мин, в вентиляторе имеется встроенная регулировка частоты вращения в зависимости от температуры, датчик – термопара, установленная на радиаторе выходных диодов. В корпусе потребовалось гакже просверлить дополнительные отверстия для лучшего охлаждения, так как монтаж получился довольно плотный и имеющихся отверстий на передней части корпуса было недостаточно. Защита от перегрева срабатывает примерно при 70-72градусах на радиаторах транзисторов.
Несмотря на малые размеры и вес ПB получился вполне, как мне кажется достойный, порядка 100% на токах до 80А, а на 100а уже можно сносно варить троечкой…
delayuvsesam.ru
У большего количества сварочных аппаратов установлены инверторные схемы, где в роли силовых переключателей применяются полевые транзисторы. Такая схема позволяет снизить вес и размеры установки. Сегодня, воспользовавшись широким ассортиментом, в магазине можно приобрести сварочный аппарат, однако он, скорее всего, будет иметь принцип действия, который походит на тот, что есть у остальных.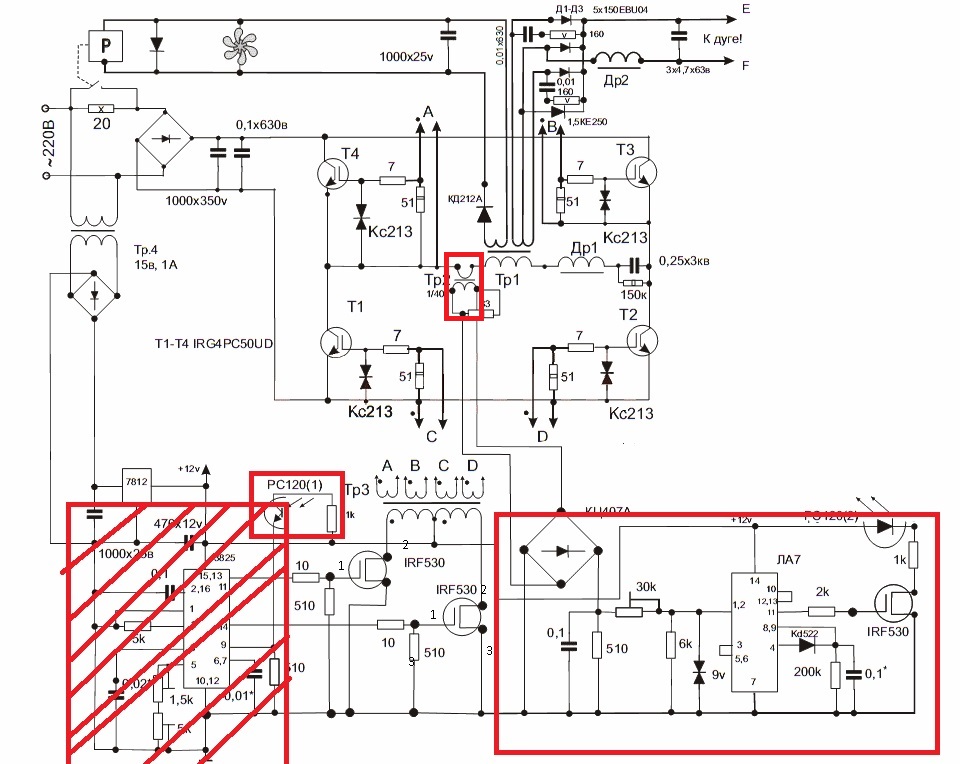
Для того чтобы сделать сварочный инвертор самостоятельно, а также в случае необходимости его ремонта следует ознакомиться с его устройством.
Характеристики будущего сварочного инвертора
Установка должна иметь в составе некоторые элементы, среди них:
- драйвер силовых ключей;
- силовая составляющая;
- блок питания.
Сварочный инвертор, самостоятельное изготовление которого будет описано ниже, станет обладать следующими характеристиками:
- ток сварки может достигать показателя в 250 А;
- стандартное напряжение сети равно 220 В;
- наивысший потребляемый ток – 32 А.
С помощью такой установки можно будет работать посредством электрода, диаметр которого равен 5 мм, при этом длина дуги может достигать 1 см. Производительность аппарата не станет уступать тем, что можно приобрести в магазине.
Технология изготовления сварочного инвертора
Рисунок 1. Схема блока питания инвертора.
На рис. 1 содержится схема блока питания установки, которая должна помочь мастерам, намеревающимся осуществить работы самостоятельно.
1 содержится схема блока питания установки, которая должна помочь мастерам, намеревающимся осуществить работы самостоятельно.
Для того чтобы добиться уравновешивания показателя напряжения, следует делать обмотки на ширину каркаса. В общем их количество должно быть ограничено четырьмя:
- первичка – ПЭВ 0,3 мм, 100 оборотов;
- вторичка (2) – ПЭВ 1 мм, 15 оборотов;
- вторичка (3) – ПЭВ 0,2 мм, 15 оборотов;
- вторичка (4) – ПЭВ 0,3 мм, 20 оборотов.
Устанавливать плату, на которой станет крепиться блок питания, рекомендуется отдельно.
От силовой составляющей она отделяется стальным листом, который крепится к корпусу.
Проводники, имеющие цель, выраженную в управлении затворками, следует припаивать максимально приближенно к транзисторам, их предстоит скрутить между собой, чтобы они образовывали пары. Сечение не критично, но длине проводников не стоит придавать показатель больше 150 мм.
При изготовлении инверторов своими руками следует использовать схемы. Одна из них, с изображением силовой части, содержится на рис. 2. Блок (рис. 3) в подобной установке представлен обычным флайбэком. Первичку трансформаторного блока следует защитить экранирующей обмоткой, выполненной из того же провода.
Одна из них, с изображением силовой части, содержится на рис. 2. Блок (рис. 3) в подобной установке представлен обычным флайбэком. Первичку трансформаторного блока следует защитить экранирующей обмоткой, выполненной из того же провода.
Рисунок 2. Схема силовой части инвертора.
При этом уложенные витки должны полностью перекрывать первичку, а их направление должно совпадать. В пространство между ними следует уложить изоляцию из малярного скотча, последний из которых можно заменить лакотканью.
Для обустройства блока питания следует подобрать сопротивление, чтобы напряжение, подаваемое на питание реле, было эквивалентно показателю в пределах от 20 до 25 В.
Схема, представленная выше, отображает все характеристики силовой части. Наиболее приоритетно для входных выпрямителей подобрать качественные радиаторные составляющие. Отлично подойдут те, что монтировались в старых компьютерах, которые функционировали на основе процессоров Pentium 4 или Alton 64. Приобрести их на вторичном рынке есть возможность за символичную стоимость.
Схемы управления описываемых установок имеют термический датчик в единственном экземпляре. Его следует располагать во внутреннем пространстве корпуса радиатора, температура нагревания которого является наивысшей.
Для того чтобы изготовить блок управления, следует приобрести ШИМ-контроллер. Он работает только от одного канал регулирования, посредством которого осуществляется корректировка тока в дуге. Схема сварочного инвертора позволяет определить расположение конденсатора C1, который станет определять напряжение ШИМ, от последней характеристики зависит величина тока при осуществлении сварки.
Инструменты и материалы
Рисунок 3. Схема блока питания инвертора.
Для проведения процесса изготовления сварочных инверторов своими руками предстоит подготовить:
- малярный скотч;
- ШИМ-контроллер;
- системный блок старого ПК.
В зависимости от схемы, которая будет использоваться в работе, можно использовать и иные составляющие для проведения работ.
Альтернативный вариант изготовления инвертора
Для изготовления сварочного инвертора своими руками нужно использовать медную полоску в 40 мм, толщина которой равна 0,3 мм, с ее помощью следует сделать намотку. В роли термопрослойки необходимо применить бумагу от кассового аппарата. Можно использовать и другую, которая имеет схожие характеристики, в качестве единственного требования к этой составляющей обмотки выступает прочность материала. Стоит учесть, что в процессе работы аппарата бумага станет темнеть, однако это никак не повлияет на ее технические и прочностные характеристики.
Намотку толстым проводом производить нельзя, несмотря на то, что некоторые мастера делают именно так.
https://moyasvarka.ru/www.youtube.com/watch?v=LvIyLUOzS64
Это требование обусловлено тем, что подобное может выступить в качестве причины перегрева трансформатора. Вторичка может быть обустроена из 3 полос меди, отделить которые можно фторопластовой прослойкой. В этом случае тоже используется качественная прочная бумага.
Трансформаторы сварочных инверторов дополняют вентиляторами, так как обмотка станет греться в любом случае. Допустимо использовать кулер из системного блока на 220 В. Достаточно будет снабдить инвертор 6 вентиляторами, половину из которых следует направить прямо на обмотку мотора. Недопустимо забывать о заборщиках воздуха, необходимо монтировать их напротив вентиляторов, это позволит исключить препятствие забору в нужном количестве.
Схема сварочного трансформатора.
Далее конструкцию инвертора нужно снабдить силовым косым мостом на двух радиаторах. При этом верхняя часть должна располагаться на одном конце, тогда как нижняя может быть укреплена посредством слюдяной прокладки на оставшийся мост. Выводы диодов нужно расположить навстречу транзисторам. Плата должна содержать 14 конденсаторов по 0,15 мк и 630 В, их наличие необходимо для понижения резонансных выбросов.
Для обеспечения наименьших потерь IGBT следует монтировать в цепочку снабберы, которые будут снабжаться конденсаторами. Использовать рекомендуется исключительно качественные устройства, что касается даже простейшего инвертора. В качестве оптимального варианта можно использовать модель СВВ81. Несмотря на то что IGBT открывается в более короткие сроки, обратный процесс предполагает гораздо большой период.
Использовать рекомендуется исключительно качественные устройства, что касается даже простейшего инвертора. В качестве оптимального варианта можно использовать модель СВВ81. Несмотря на то что IGBT открывается в более короткие сроки, обратный процесс предполагает гораздо большой период.
Даже если при изготовлении вы будете использовать схемы сварочных инверторов и произведете работу правильно, это не значит, что без труда удастся настроить аппарат на последнем этапе. Первоначально предстоит подать питание на ШИМ, отметка должна соответствовать 15 В, вместе с этим предстоит подать разряд на кулер, это позволит запустить систему охлаждения, при этом нужно проанализировать синхронность.
Необходимо проверить, стартовало ли функционирование реле замыкания резистора инвертора, что произойдет максимально через 8 секунд подключения платы ШИМ.
https://moyasvarka.ru/www.youtube.com/watch?v=Bf_4AbNBF7M
Необходимо проверить и плату, следует идентифицировать прямоугольные импульсы после того, как сработает реле.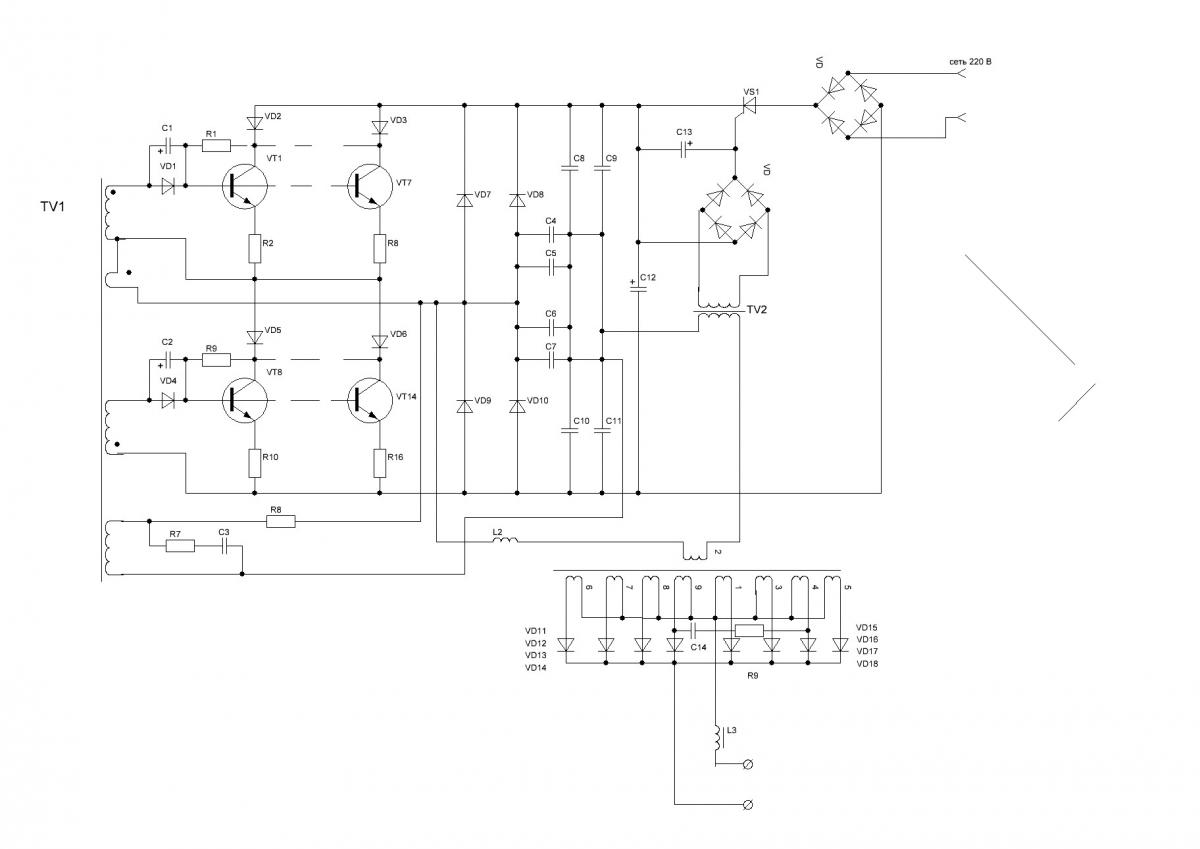 Затем подается питание на мост, что позволит удостовериться в его исправности, при этом стоит выставить холостой ход.
Затем подается питание на мост, что позволит удостовериться в его исправности, при этом стоит выставить холостой ход.
Сварочный инвертор своими руками можно изготавливать, используя разные схемы, инструкции и чертежи, однако стоит проверить, правильно ли монтированы фазы трансформатора. Осуществить это можно с использованием лучевых осциллографов. Первый луч нужно кинуть на первичную обмотку, другой – на вторичную. При этом напряжение не должно прыгать больше 330 В на нижнем эмиттере. Для того чтобы определить рабочую частоту аппарата, следует понижать частоту ШИМ до момента, пока на нижнем IGBT не покажется загиб. Полученное значение нужно отметить, после предстоит разделить число на 2, прибавить частоту перенасыщения.
https://moyasvarka.ru/www.youtube.com/watch?v=dKRTeptgkYg
Подачу проверочного питания на мост следует осуществить посредством любого бытового прибора, рекомендовано при этом 2200 Вт. В качестве наиболее подходящего варианта прибора выступит электрический чайник. Важно помнить, что мосты драйвера следует располагать под радиатором над IGBT, однако не нужно устанавливать их ближе чем на 3 см к резисторам. Проводники, соединяющие оптроны и ШИМ, не рекомендуется располагать вблизи источника помех, они должны быть короткими.
Важно помнить, что мосты драйвера следует располагать под радиатором над IGBT, однако не нужно устанавливать их ближе чем на 3 см к резисторам. Проводники, соединяющие оптроны и ШИМ, не рекомендуется располагать вблизи источника помех, они должны быть короткими.
moyasvarka.ru
Технология изготовления сварочного инвертора своими руками
- Создание блока питания для сварочного инвертора
- Силовая часть инвертора своими руками
- Работа системы охлаждения сварочного инвертора
- Настройка инвертора
В любом специализированном магазине по продаже электродов и сварочного оборудования можно найти сварочный инвертор. Вы можете приобрести его по достаточно высокой цене, но если вы обладаете базовыми знаниями в электронике и умеете обращаться с паяльником, то можете собрать сварочный инвертор своими руками, который не будет уступать заводскому аналогу.
Схема устройства сварочного инвертора.
Первоначально следует ознакомиться со всеми основными нюансами и аспектами этого дела: схемы, чертежи, инструкции и сам процесс сборки.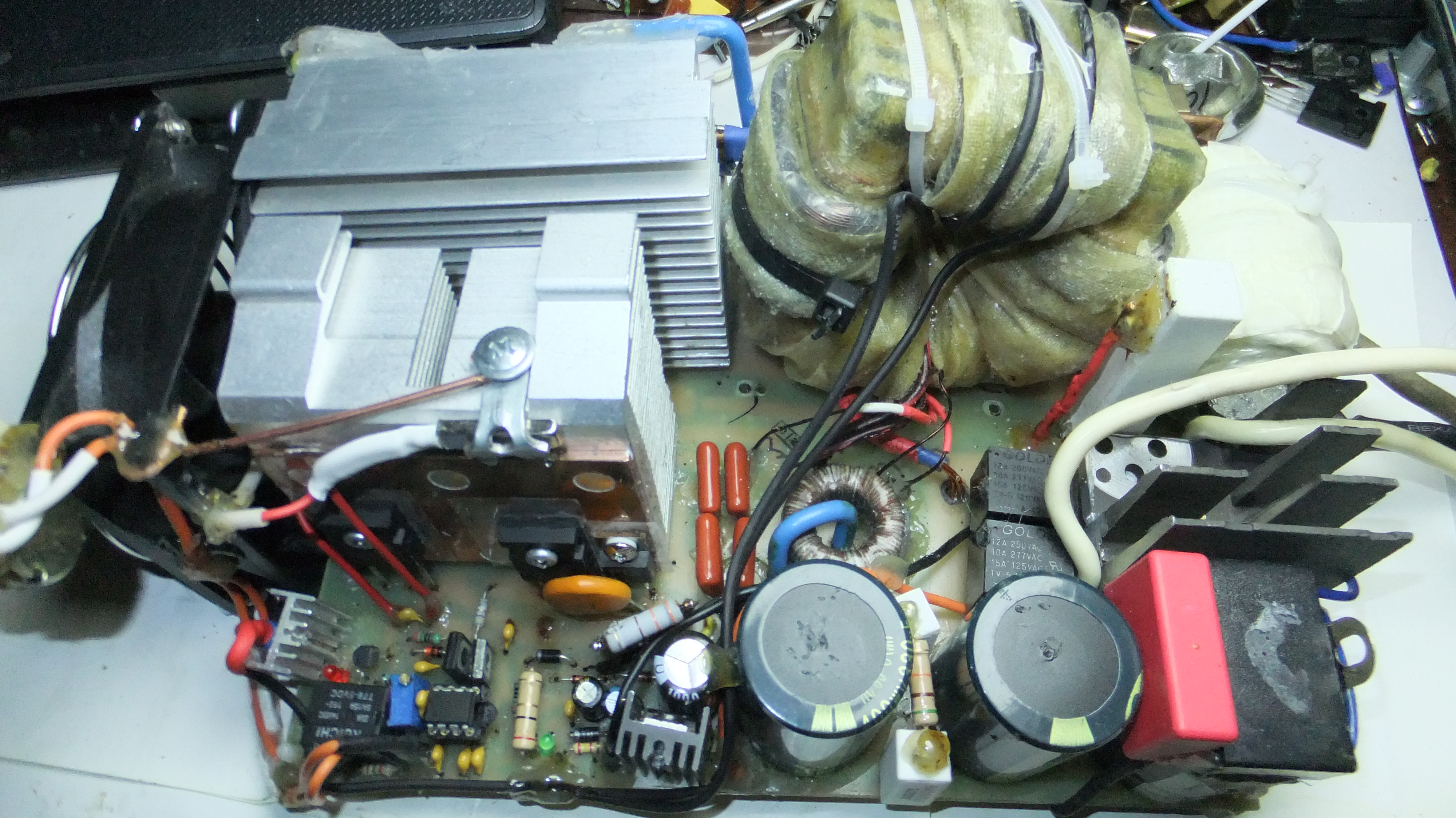
Самодельный сварочный инвертор
Самодельный сварочный инвертор предназначен для длительной работы, он может работать с электродами, диаметр которых достигает 4 мм. Среди его преимуществ можно отметить большой запас по току. Схема такого устройства представляет собой однотактный инвертор, который работает на процессорном управлении и использует цифровую индукцию. Характеристики инвертора представлены ниже:
- Максимальная величина тока, при котором сварочный инвертор может осуществлять работу, достигает 220 А.
- Ток холостого хода равен 30 А.
- Поддерживающий режим индукции – трехзначный индикатор.
- Его работа может производиться с питанием от бытовой сети в 220 В.
Среди его функциональных возможностей такие:
Схема работы сварочного инвертора.
- Вы можете регулировать ток, при котором производится сварка, он варьируется в пределах от 30 до 220 А.
- Вы можете осуществлять индикацию тока и температуры.
- Одной из его важных функций является «антистик», данная функция выполняет действие отключения устройства, когда электрод начинает залипать.
- Схемы самодельных инверторов позволят добавить такую возможность, как горячий старт и холостой ход.
- Вы сможете включать режим сна на инверторе.
- Одной из особенностей такого устройства станет возможность выведения событий, происходящих в нем, с помощью трехзначного индикатора. Данная система полностью автоматизирована.
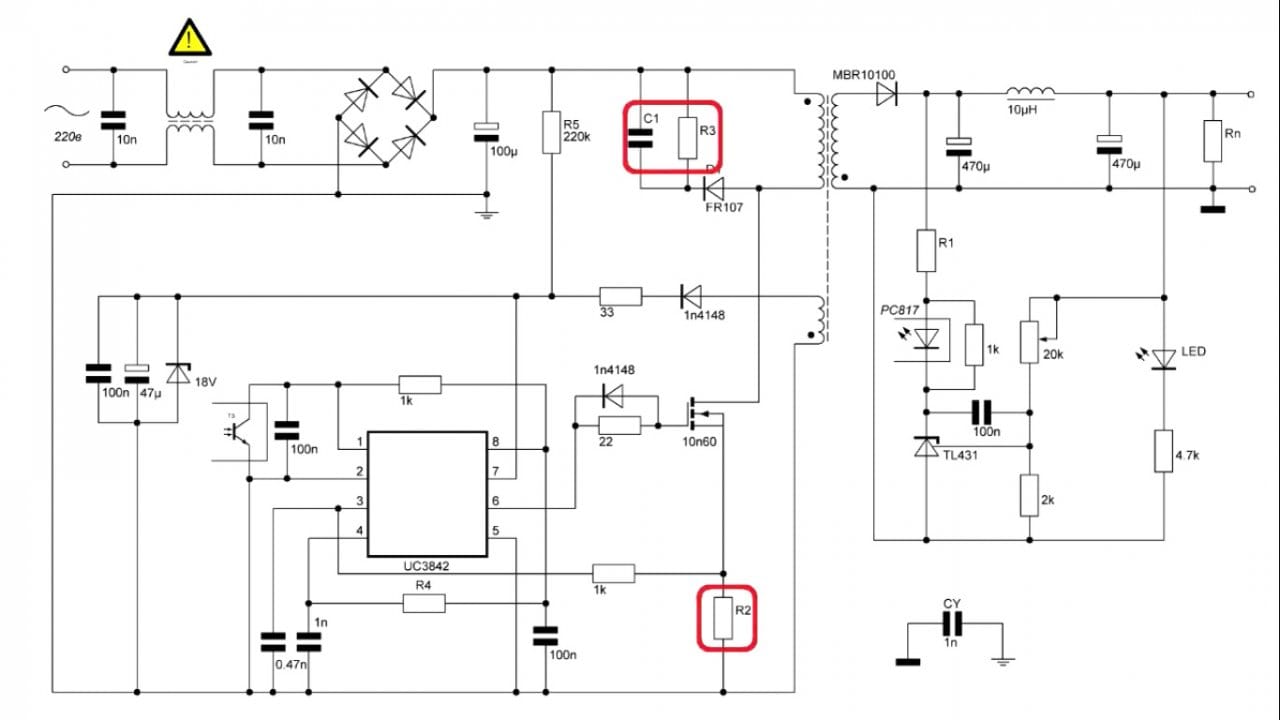
Схема данного сварочного инвертора состоит из трех основных блоков:
- Первый блок, который необходим для создания инвертора, блок питания.
- Второй составной элемент схемы – блок выпрямителя.
- Завершающим блоком становится сам инвертор.
Для самостоятельного создания инвертора и полной реализации схемы понадобится приобрести микроконтроллеры и иные платы, которые потребуются для его сборки.
Схема силовой части представлена на рисунке 1.
Очень часто для сварочных работ необходим инвертор, благодаря которому можно получить качественные швы и не рисковать, работая с газосваркой. Но приобретение такого устройства связано со значительными расходами, поэтому можно попробовать сделать сварочный аппарат из компьютерного блока питания. Для этого нужны не только запчасти, провода и паяльник. Но и навыки в электротехнике, без которых можно сжечь электропроводку или получить удар электрическим током.
Для этого нужны не только запчасти, провода и паяльник. Но и навыки в электротехнике, без которых можно сжечь электропроводку или получить удар электрическим током.
Выполнять работы по сборке, монтажу и последующему тестированию можно только при наличии опыта перемотки трансформаторов, сборки схем и создания электрических приборов своими руками. Если такие знания отсутствуют, то лучше всего приобрести готовый инвертор, и не подвергать ни себя, ни окружающих опасности.
Основные инструменты для монтажа
Если же опыт и знания в сфере электротехники есть, то можно изучить несколько вариантов, как сделать сварочный аппарат из компьютерного блока. Основные инструменты, которые будут необходимы для всех видов сборки:
- паяльник или паяльная станция;
- тестер;
- мультиметр;
- изоляционная лента электротехническая;
- припой;
- отвертки с различными наконечниками;
- плоскогубцы;
- шурупы;
- шуруповерт или дрель;
- крокодилы;
- провода необходимого сечения.
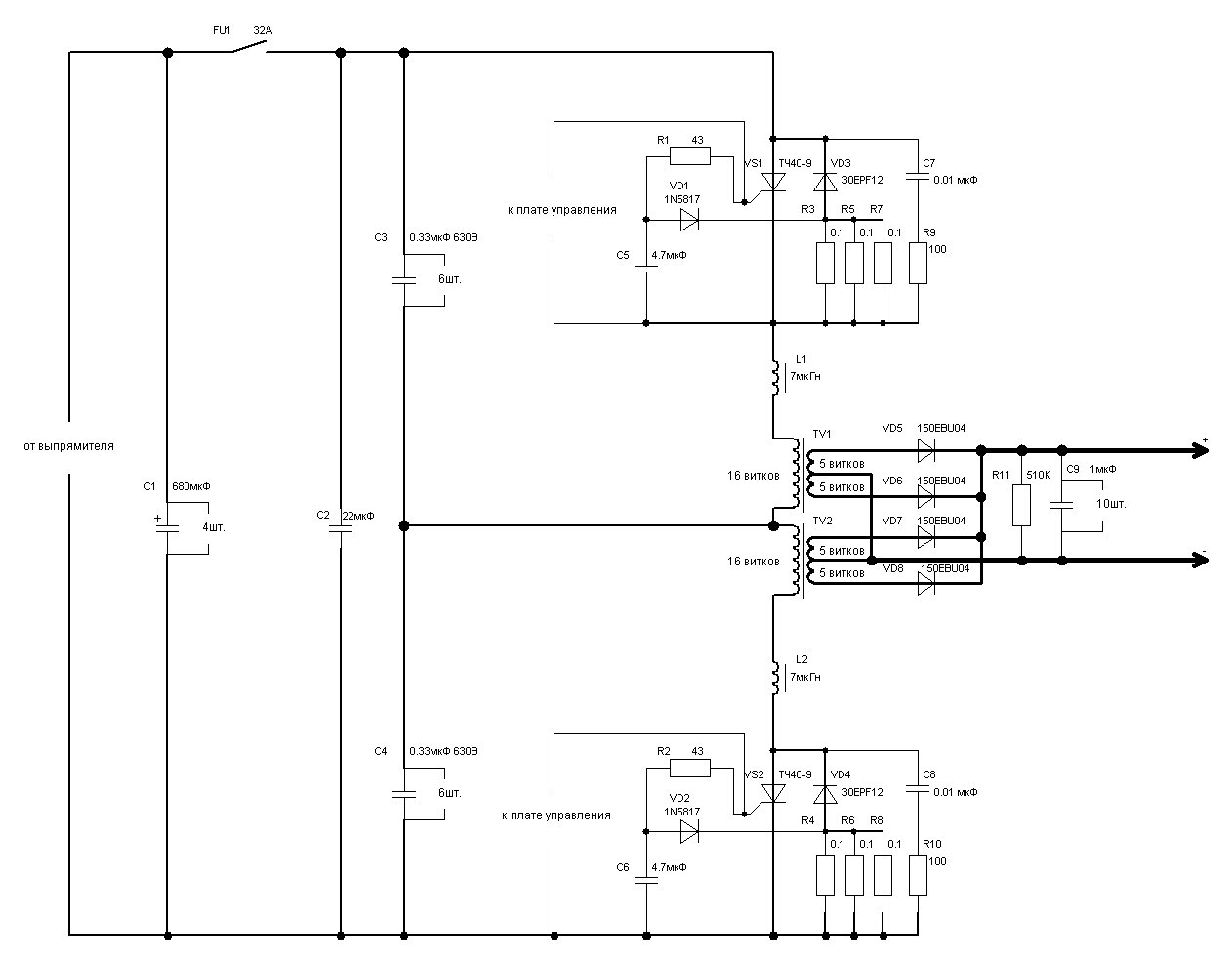
Для воссоздания схемы сварочного аппарата потребуются все указанные в схеме запасные части, гетинакс и растворы для перенесения печатной платы на заготовку.
Чтобы облегчить себе работу, можно приобрести держатель для электродов и кабели для сварки в магазине. Можно выполнить и самостоятельно, выбрав провода соответствующего сечения и припаяв к ним крокодилы, не забывая соблюдать полярность.
Если в наличии есть нерабочий компьютерный системный блок, то из него нужно достать основной элемент питания и подготовить его к демонтажу. Иногда для создания мощного сварочного аппарата используют даже сам системный блок, установив на него колеса внизу и увеличив количество вентиляционных отверстий. Плюс компьютерных корпусов в том, что они легкие, легко охлаждаются и уже имеют вентиляцию.
Для сварочного аппарата понадобится разборка блока питания.
Основное, что можно использоваться из него — это вентилятор, сам корпус и часть запчастей. Но все зависит от того, в каких режимах работает охлаждение. Вентилятор нужно обязательно проверить на работоспособность, протестировать в нескольких режимах. Желательно установить еще один такой же или более мощный, чтобы сварочный аппарат не перегревался. Для контроля за температурой инвертора нужно установить термопару.
Вентилятор нужно обязательно проверить на работоспособность, протестировать в нескольких режимах. Желательно установить еще один такой же или более мощный, чтобы сварочный аппарат не перегревался. Для контроля за температурой инвертора нужно установить термопару.
Но сначала нужно позаботиться о ручке, которая позволит сделать сварочный аппарат из компьютерного блока питания удобным для использования. Для этого нужно вынуть все запчасти из блока питания и на верхнем торце закрепить выбранную по размерам и удобству ручку. Нужно просверлить отверстия в блоке питания и закрепить с помощью шурупов, которые должны быть правильно выбраны по длине (слишком длинные будут задевать внутреннюю схему, что недопустимо).
Сварочный аппарат должен иметь очень хорошее охлаждение, поэтому в корпусе блока питания нужно просверлить несколько дополнительных отверстий.
От качества вентиляции будет зависеть продолжительность работы самодельного инвертора.
Вернуться к оглавлению
Выбор трансформатора для сварочного аппарата
Для схемы, которая позволит выполнить сварочный аппарат из компьютерного блока питания, понадобятся 3 трансформатора.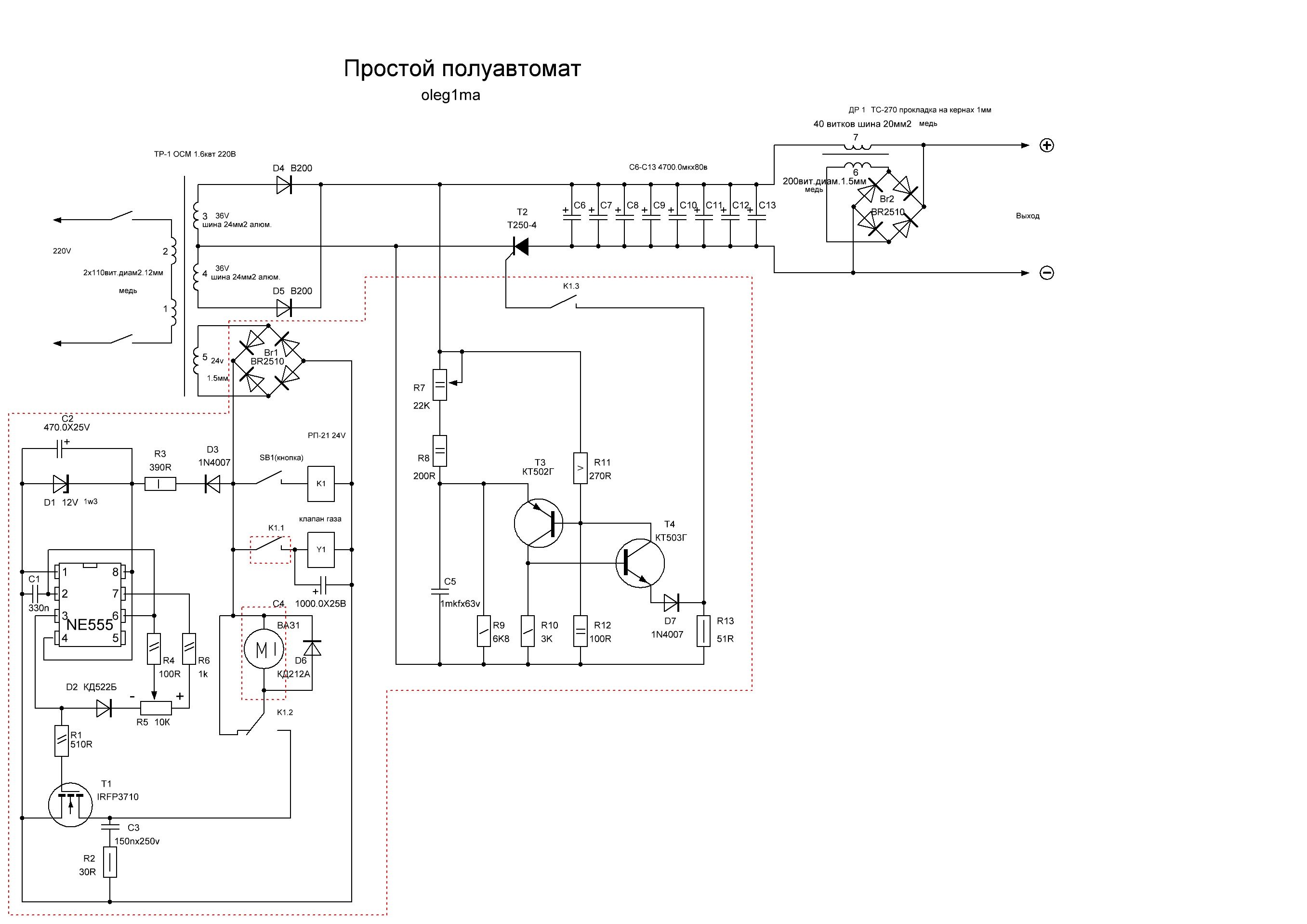 Их можно приобрести, ориентируясь на названия — Е20, Кх20х10х5 и ETD 59. Но проще их будет намотать самостоятельно, ориентируясь на количество витков и другую информацию, которая указана в схеме. Необходим также трансформатор тока К17х6х5.
Их можно приобрести, ориентируясь на названия — Е20, Кх20х10х5 и ETD 59. Но проще их будет намотать самостоятельно, ориентируясь на количество витков и другую информацию, которая указана в схеме. Необходим также трансформатор тока К17х6х5.
По поводу изготовления трансформаторов — нужен только эмаль-провод, причем новый ф1,5 или ф2. Без намотки на гетинаксовые катушки с обжимом деревянными колодками и пропиткой эпоксидной смолой никак не обойтись.
Чтобы собрать аппарат из компьютерного блока питания, можно использовать трансформатор от микроволновой печи. Так как на вторичной обмотке напряжение порядка 2 кВ, то нужно уменьшить количество витков. Для этого нужно произвести дополнительный расчет, который можно сделать с помощью специального онлайн-калькулятора электрика или же найти книгу по электротехнике с соответствующим разделом. Но ради такой экономии придется вносить изменения в существующую схему.
Сварочный инвертор из компьютерного блока питания своими руками: преимущества
Сварочный инвертор из компьютерного блока питания своими руками становится все более популярным как среди профессионалов, так и среди сварщиков-любителей.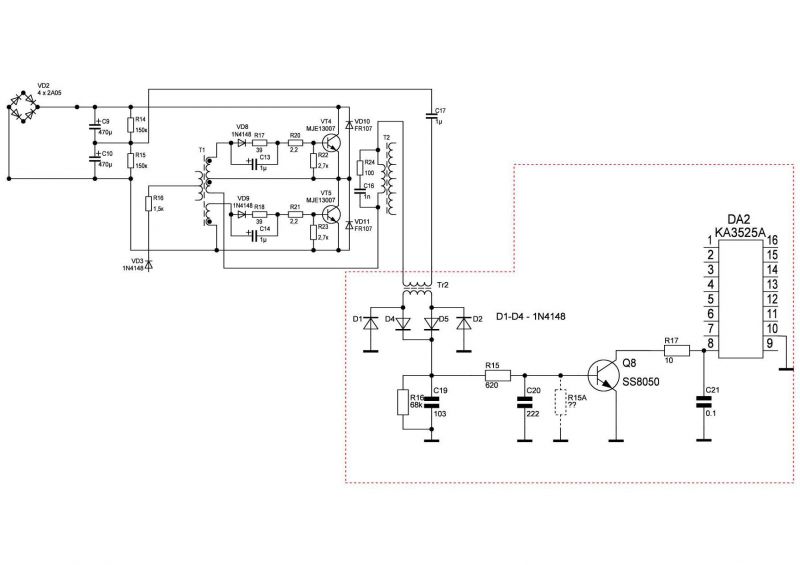 Преимущества таких аппаратов в том, что они удобные и легкие.
Преимущества таких аппаратов в том, что они удобные и легкие.
Применение инверторного источника питания позволяет качественно улучшить характеристики сварочной дуги, уменьшить размер силового трансформатора и тем самым облегчить вес прибора, дает возможность сделать более плавными регулировки и уменьшить разбрызгивание при сварке. Минусом сварочного аппарата инверторного типа является существенно большая цена, чем у трансформаторного аналога.
Чтобы не переплачивать в магазинах большие суммы денег за сварку, можно изготовить сварочный инвертор своими руками. Для этого необходим рабочий компьютерный блок питания, несколько электроизмерительных приборов, инструменты, базовые знания и практические навыки в электротехнических работах. Также нелишним будет обзавестись соответствующей литературой.
Если нет уверенности в своих силах, то стоит обратиться за готовым сварочным аппаратом в магазин, иначе при малейшей ошибке в процессе сборки есть риск получить электроудар или спалить всю электропроводку.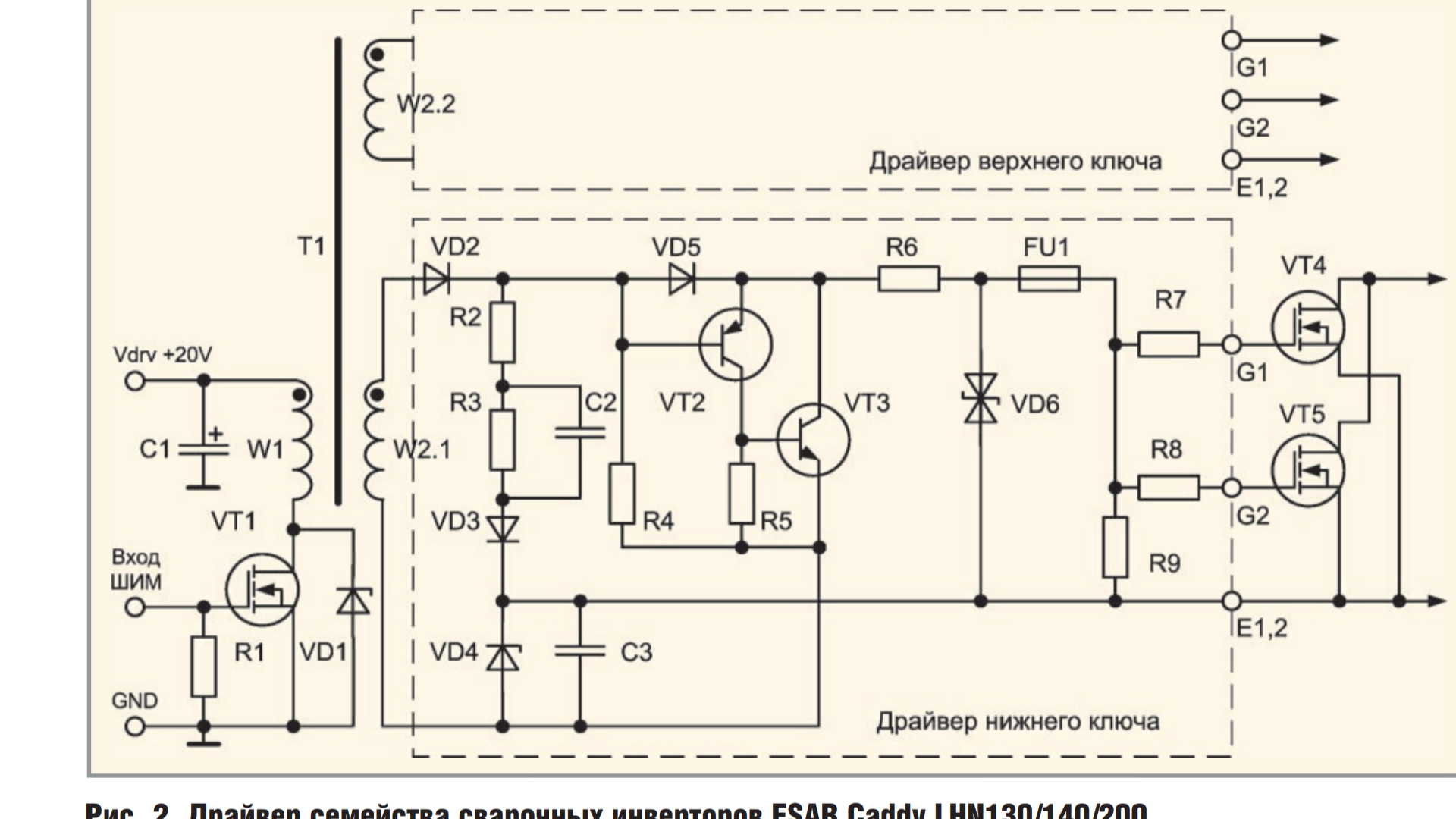 Но если есть опыт собирать схемы, перематывать трансформаторы и создавать электроприборы своими руками, можно смело приступать к выполнению сборки.
Но если есть опыт собирать схемы, перематывать трансформаторы и создавать электроприборы своими руками, можно смело приступать к выполнению сборки.
Принцип работы инверторной сварки
Сварочный инвертор состоит из понижающего напряжение сети силового трансформатора, дросселей-стабилизаторов, уменьшающих пульсацию тока, и блока электросхем. Для схем можно применять транзисторы MOSFET или IGBT.
Принцип действия инвертора заключается в следующем: переменный ток от сети направляется на выпрямитель, после чего в силовом модуле происходит преобразование постоянного тока в переменный с повышением частоты. Далее ток поступает на высокочастотный трансформатор, а на выходе из него получается ток сварочной дуги.
Вернуться к оглавлению
Инструменты, необходимые для изготовления инвертора
Чтобы собрать сварочный инвертор из блока питания своими руками, понадобятся следующие инструменты:
- паяльник;
- отвертки с разными наконечниками;
- плоскогубцы;
- кусачки;
- дрель или шуруповерт;
- крокодилы;
- провода необходимого сечения;
- тестер;
- мультиметр;
- расходные материалы (провода, припой для пайки, изолента, шурупы и другие).

Чтобы создать сварочный аппарат из компьютерного блока питания, необходимы материалы для создания печатной платы, гетинакс, запасные элементы. Чтобы уменьшить количество работы, стоит обратиться в магазин за готовыми держателями для электродов. Однако можно сделать их и самостоятельно, припаяв крокодилы к проводам необходимого диаметра. При этой работе важно соблюдать полярность.
Вернуться к оглавлению
Порядок сборки сварочного аппарата
В первую очередь, чтобы создать сварочный аппарат из компьютерного блока питания, необходимо достать источник питания из корпуса компьютера и выполнить его разборку. Основные элементы, которые можно из него использовать, это несколько запчастей, вентилятор и стандартные пластины корпуса. Тут важно учесть режим работы охлаждения. От этого зависит, какие элементы для обеспечения необходимой вентиляции нужно добавить.
Работу стандартного вентилятора, который будет охлаждать будущий сварочный аппарат из компьютерного блока, необходимо протестировать в нескольких режимах.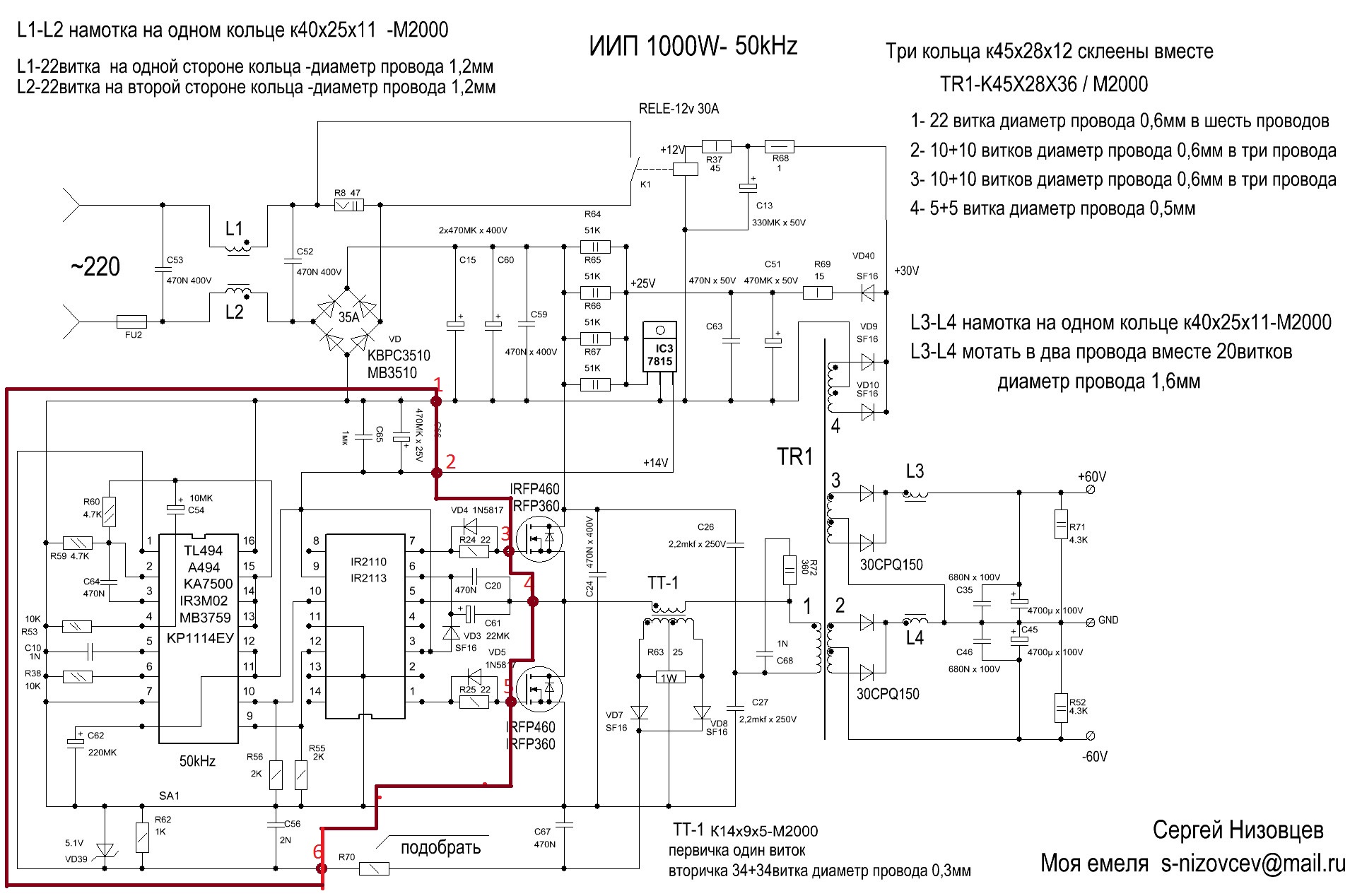 Такая проверка позволит убедиться в работоспособности элемента. Чтобы сварочный аппарат в ходе работы не перегревался, можно поставить дополнительный, более мощный источник охлаждения.
Такая проверка позволит убедиться в работоспособности элемента. Чтобы сварочный аппарат в ходе работы не перегревался, можно поставить дополнительный, более мощный источник охлаждения.
Для контроля необходимой температуры следует установить термопару. Оптимальная температура для работы сварочного аппарата не должна превышать 72-75°С.
Но в первую очередь следует установить на сварочный аппарат из компьютерного блока питания необходимого размера ручку для переноски и удобства работы. Ручка устанавливается на верхней панели блока при помощи шурупов.
Важно выбрать шурупы оптимальные по длине, иначе слишком большие могут задеть внутреннюю схему, что недопустимо. На этом этапе работы следует побеспокоиться о хорошей вентиляции аппарата. Размещение элементов внутри блока питания весьма плотное, потому в нем следует заранее устроить большое число сквозных отверстий. Выполняются они дрелью или шуруповертом.
Далее, чтобы создать схему инвертора, можно использовать несколько трансформаторов. Обычно выбирают 3 трансформатора типа ETD59, E20 и Kх20х10х5. Найти их можно практически в любом магазине радиоэлектроники. А если есть уже опыт создания трансформаторов самим, то проще выполнить их своими руками, ориентируясь на количество витков и рабочие характеристики трансформаторов. Найти подобную информацию в интернете не составит никакого труда. Может понадобиться трансформатор тока K17х6х5.
Обычно выбирают 3 трансформатора типа ETD59, E20 и Kх20х10х5. Найти их можно практически в любом магазине радиоэлектроники. А если есть уже опыт создания трансформаторов самим, то проще выполнить их своими руками, ориентируясь на количество витков и рабочие характеристики трансформаторов. Найти подобную информацию в интернете не составит никакого труда. Может понадобиться трансформатор тока K17х6х5.
Выполнять самодельные трансформаторы лучше всего из гетинаксовых катушек, обмоткой послужит эмаль-провод, сечением 1.5 или 2 мм. Можно использовать медную жесть 0.3х40 мм, предварительно обернув ее прочной бумагой. Подойдет термобумага от кассового аппарата (0.05 мм), она прочна и не так рвется. Обжимку следует делать из деревянных колодок, после чего всю конструкцию нужно залить «эпоксидкой» или покрыть лаком.
Создавая сварочный аппарат из компьютерного блока, можно использовать трансформатор из микроволновой печи или старых мониторов, не забывая изменять количество витков обмотки. При этой работе нелишним будет пользоваться электротехнической литературой.
При этой работе нелишним будет пользоваться электротехнической литературой.
В качестве радиатора можно использовать PIV, предварительно распиленный на 3 части, или другие радиаторы от старых компьютеров. Приобрести их можно в специализированных магазинах, занимающихся разборкой и модернизацией компьютеров. Такие варианты позволят приятно сэкономить время и силы на поисках подходящего охлаждения.
Чтобы создать аппарат из компьютерного блока питания, обязательно следует использовать однотактный прямоходовой квазимистый мост, или «косой мост». Этот элемент является одним из основных в работе сварочного аппарата, поэтому на нем лучше не экономить, а приобрести новый в магазине.
Печатные платы можно скачать в интернете. Это значительно облегчит воссоздание схемы. В процессе создания платы понадобятся конденсаторы, 12-14 штук, 0.15 мк, 630 вольт. Они необходимы для блокировки резонансных выбросов тока от трансформатора. Также, чтобы изготовить такой аппарат из компьютерного блока питания, понадобятся конденсаторы С15 или С16 с маркой К78-2 или СВВ-81. Транзисторы и выходные диоды следует устанавливать на радиаторы, не используя дополнительные прокладки.
В процессе работы необходимо постоянно использовать тестер и мультиметр во избежание ошибок и для более быстрой сборки схемы.
После изготовления всех необходимых частей следует разместить их в корпусе с последующей их разводкой. Температуру на термопаре стоит выставить в 70°С: это защитит всю конструкцию от перегрева. После сборки сварочный аппарат из компьютерного блока необходимо предварительно протестировать. Иначе при допущенной в ходе сборки ошибке можно сжечь все основные элементы, а то и получить удар током.
На лицевой стороне следует установить два контактодержателя и несколько регуляторов силы тока. Выключателем аппарата в такой конструкции будет стандартный тумблер компьютерного блока. Корпус готового аппарата после сборки требуется дополнительно укрепить.
Вернуться к оглавлению
Преимущества сварочного аппарата из компьютерного блока питания
Сварочный аппарат, изготовленный своими руками, будет небольшим и легким.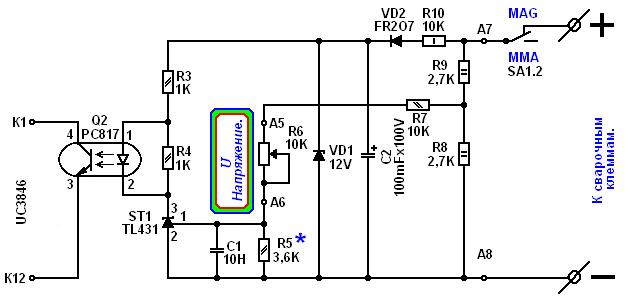 Он отлично подойдет для проведения домашней сварки, на нем удобно варить электродами двойкой или тройкой, не испытывая проблем с «мигающим светом» и не опасаясь при этом за электропроводку. Питанием для такого сварочного аппарата может быть любая домашняя розетка, а при работе такой прибор практически не будет искрить.
Он отлично подойдет для проведения домашней сварки, на нем удобно варить электродами двойкой или тройкой, не испытывая проблем с «мигающим светом» и не опасаясь при этом за электропроводку. Питанием для такого сварочного аппарата может быть любая домашняя розетка, а при работе такой прибор практически не будет искрить.
Изготавливая сварочный инвертор своими руками, можно ощутимо сэкономить на приобретении нового аппарата, однако такой подход потребует значительных затрат как сил, так и времени. После сборки готового образца можно пробовать внести свои изменения в сварочный аппарат из компьютерного блока и его схему, сделать облегченные модели большей мощности. А изготавливая подобные устройства для знакомых под заказ, можно обеспечить себе неплохой дополнительный доход.
moiinstrumenty.ru
Сварочный аппарат из блока питания компьютера своими руками
В результате покупки нового компьютера, без дела могут остаться старые блоки питания, которые можно использовать для создания домашней мастерской. Затратив определённые усилия, можно собрать сварочный аппарат из блоков питания компьютеров своими руками. Такое оборудование будет полезно при выполнении непрофессиональных задач по соединению металлов в домашних условиях.
Затратив определённые усилия, можно собрать сварочный аппарат из блоков питания компьютеров своими руками. Такое оборудование будет полезно при выполнении непрофессиональных задач по соединению металлов в домашних условиях.
Финансовые вложения не будут ощутимыми, а затраты времени на переделку источника питания вполне себя оправдают появлением в арсенале нового вида оборудования. Мы расскажем о том, как сделать эту работу своими руками.
Необходимые детали и оборудование
Сварочные инверторные аппараты являются сложными электронными устройствами, которые самостоятельно собрать без определённой квалификации и наличия необходимого оборудования не представляется возможным. Поэтому придётся дорогую аппаратуру взять в аренду на время отладки и сборки агрегата.
Начинать создавать сварочный аппарат из компьютерного блока питания следует с подбора подходящей и простой электрической схемы, чтобы подборку полупроводниковых и иных компонентов не пересчитывать заново. Инверторные агрегаты небольшой мощности потребляют от сети ток не более 15 А.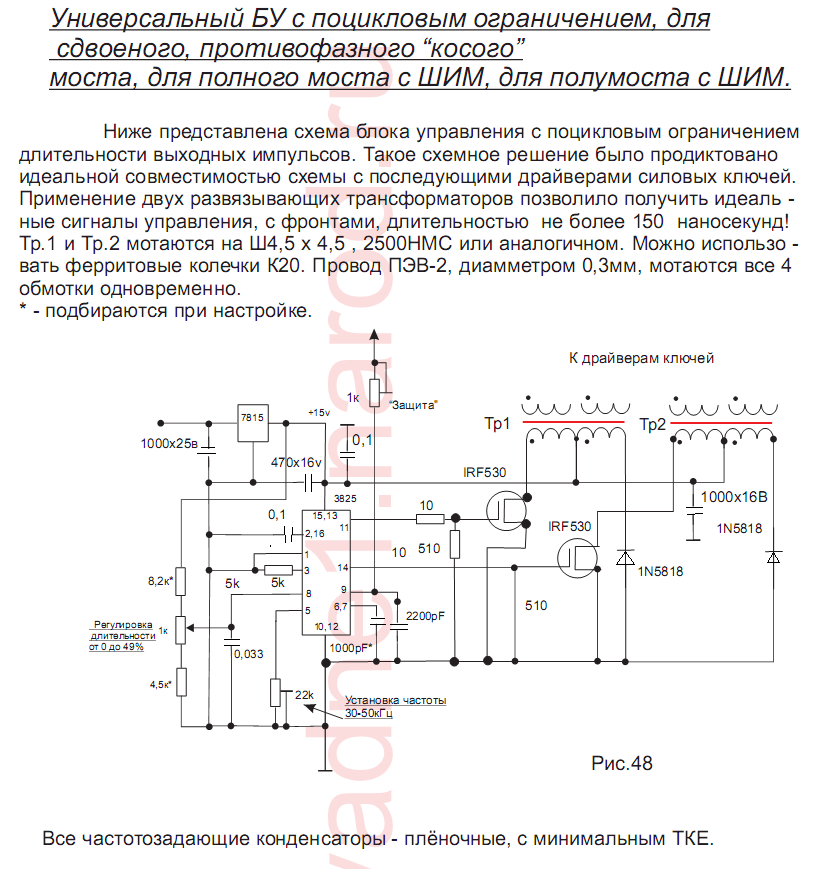
- фольгированный текстолит для плат или его заменители;
- провода необходимого сечения и длины;
- полупроводниковые элементы, сопротивления и конденсаторы нужного номинала, согласно выбранной схеме;
- трансформатор с подходящими характеристиками, который, возможно, придётся адаптировать к нужным параметрам;
- радиаторы для силовых элементов;
- паяльник с припоем и канифолью или флюсом;
- отвёртки, пассатижи, крепёж, дрель и изолирующий материал;
- мультиметр, осциллограф.
Крайне важно проводить монтаж в строгом соответствии с выбранной схемой с соблюдением полярности и проверкой отсутствия утечек.
Последовательность сборки инвертора
При подготовке к окончательной сборке инвертора необходимо позаботиться о наличии термодатчика, рассчитанного на срабатывание при нагреве от 70 до 75оС. Кроме того, нужно позаботиться о гнёздах для силового кабеля и держателе электродов с проводами сечением от 35 мм2, для эффективной подачи тока сварочной дуги.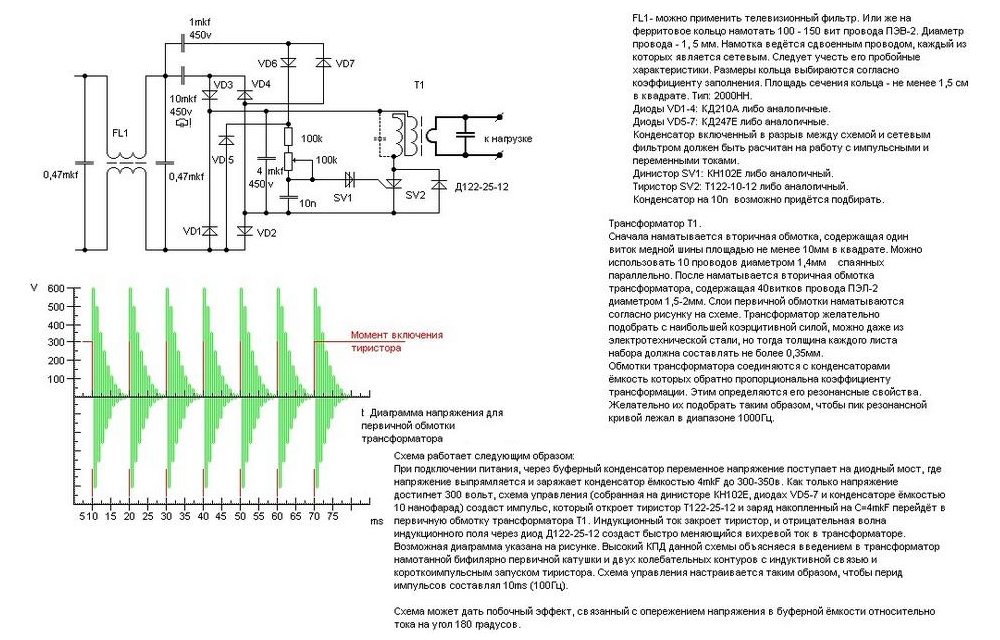 Затем, подготовив все необходимые элементы, начинаем монтаж в следующей последовательности:
Затем, подготовив все необходимые элементы, начинаем монтаж в следующей последовательности:
- располагаем вентилятор и охлаждающие радиаторы так, чтобы обеспечить максимально эффективный воздушный поток, осуществляем надёжный крепёж;
- надёжно крепим трансформатор и плату конденсаторов;
- устанавливаем плату схемы управления и сопутствующие детали;
- монтируем устройство антизалипания и горячего старта;
- проверяем на замыкание контакты, через которые питаются компоненты схем;
- осуществляем окончательную распайку и монтаж предохранителей и термоэлементов;
- проводим заключительную настройку с помощью мультиметра и осциллографа, учитывая расчетные параметры;
- выставляем необходимый ток сварки и проводим пробную работу.
Самостоятельный монтаж является весьма ответственной работой, поэтому очень важно соблюдать правила техники безопасности, как при монтаже, так и в процессе проверки собранного инвертора.
Заключение
Собрать инверторный аппарат своими руками из блока питания компьютера можно при использовании дополнительных компонентов, которые можно найти в продаже или использовать бывшие в употреблении детали.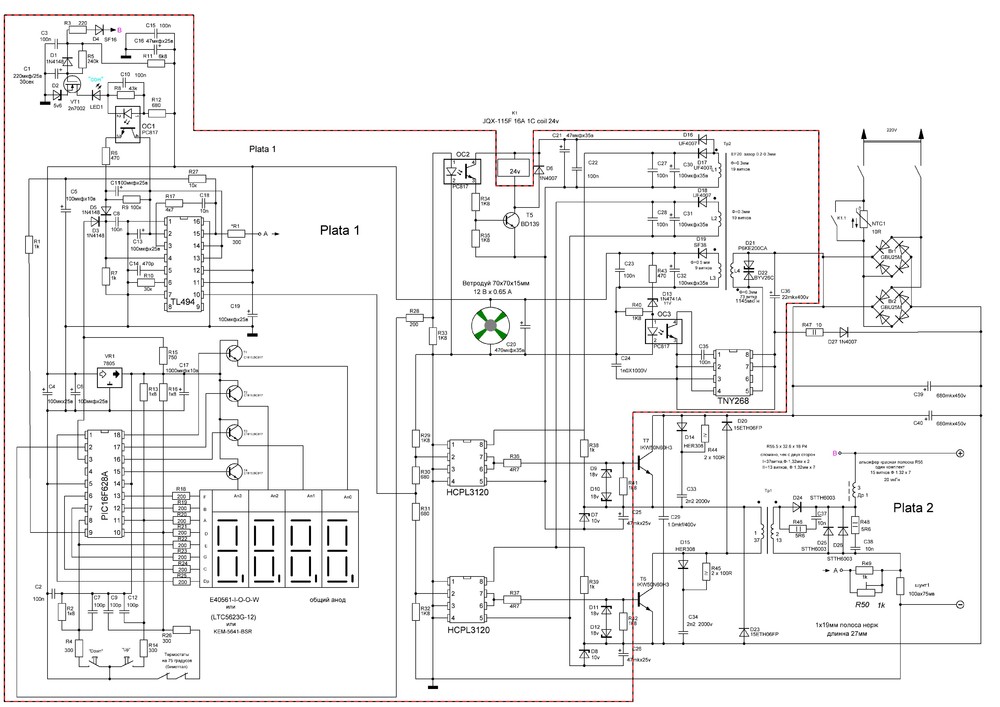 При этом нужно убедиться в их работоспособности и в соответствии с номинальным значениям. Опытным людям задача вполне по силам, а при возникновении затруднений лучше обратиться за советом к профессионалам.
При этом нужно убедиться в их работоспособности и в соответствии с номинальным значениям. Опытным людям задача вполне по силам, а при возникновении затруднений лучше обратиться за советом к профессионалам.
electrod.biz
Название: Делаем сварочный аппарат из компьютерного блока питания Издательство: Практик-Центр Год: 2009 Страниц: 11 Язык: Русский Формат: pdf Качество: отличное Размер: 4.98Mб В этой небольшой брошюре приведен пример того, как на базе компьютерного блока питания АТ можно сделать малогабаритный и легкий аппарат для небольших сварочных работ, не требующих большого тока, который можно включать практически в любую розетку, не опасаясь за сохранность проводки. В радиолюбительской среде одиотактиый прямоходовой квазимостовой конвертер, а в просторечье «косой» мост, стал основным типом преобразователя дзя построения источников сварочного тока. В данной работе представлена попытка сделать малогабаритный и легкий аппарат дтя небольших сварочных работ, не требующих большого тока, который можно включать нракгически в любую розетку, не опасаясь за сохранность проводки. Весь сварочиик поместился в корпусе от компьютерного блока питания AT, в качестве охладителей был применен радиатор от PIV, распиленный на 3 части, на двух меньших частях установлены транзисторы IRG4PC50U, на большей выходные диоды КД2997А. Транзисторы и выходные диоды установлены на радиаторы без прокладок! Все продувается довольно мощным вентилятором Thermaltake А2016, 80×80мм, 0.48а, 4800об/мин, в вентиляторе имеется встроенная регулировка частоты вращения в зависимости от температуры, датчик – термопара, установленная на радиаторе выходных диодов. В корпусе потребовалось гакже просверлить дополнительные отверстия для лучшего охлаждения, так как монтаж получился довольно плотный и имеющихся отверстий на передней части корпуса было недостаточно. Несмотря на малые размеры и вес ПB получился вполне, как мне кажется достойный, порядка 100% на токах до 80А, а на 100а уже можно сносно варить троечкой… У большего количества сварочных аппаратов установлены инверторные схемы, где в роли силовых переключателей применяются полевые транзисторы. Такая схема позволяет снизить вес и размеры установки. Сегодня, воспользовавшись широким ассортиментом, в магазине можно приобрести сварочный аппарат, однако он, скорее всего, будет иметь принцип действия, который походит на тот, что есть у остальных. Для того чтобы сделать сварочный инвертор самостоятельно, а также в случае необходимости его ремонта следует ознакомиться с его устройством. Характеристики будущего сварочного инвертораУстановка должна иметь в составе некоторые элементы, среди них:
Сварочный инвертор, самостоятельное изготовление которого будет описано ниже, станет обладать следующими характеристиками:
С помощью такой установки можно будет работать посредством электрода, диаметр которого равен 5 мм, при этом длина дуги может достигать 1 см. Производительность аппарата не станет уступать тем, что можно приобрести в магазине. Технология изготовления сварочного инвертораРисунок 1. Схема блока питания инвертора. На рис. 1 содержится схема блока питания установки, которая должна помочь мастерам, намеревающимся осуществить работы самостоятельно. Для того чтобы добиться уравновешивания показателя напряжения, следует делать обмотки на ширину каркаса. В общем их количество должно быть ограничено четырьмя:
Устанавливать плату, на которой станет крепиться блок питания, рекомендуется отдельно. От силовой составляющей она отделяется стальным листом, который крепится к корпусу. Проводники, имеющие цель, выраженную в управлении затворками, следует припаивать максимально приближенно к транзисторам, их предстоит скрутить между собой, чтобы они образовывали пары. Сечение не критично, но длине проводников не стоит придавать показатель больше 150 мм. При изготовлении инверторов своими руками следует использовать схемы. Одна из них, с изображением силовой части, содержится на рис. 2. Блок (рис. 3) в подобной установке представлен обычным флайбэком. Первичку трансформаторного блока следует защитить экранирующей обмоткой, выполненной из того же провода. Рисунок 2. Схема силовой части инвертора. При этом уложенные витки должны полностью перекрывать первичку, а их направление должно совпадать. В пространство между ними следует уложить изоляцию из малярного скотча, последний из которых можно заменить лакотканью. Для обустройства блока питания следует подобрать сопротивление, чтобы напряжение, подаваемое на питание реле, было эквивалентно показателю в пределах от 20 до 25 В. Схема, представленная выше, отображает все характеристики силовой части. Наиболее приоритетно для входных выпрямителей подобрать качественные радиаторные составляющие. Отлично подойдут те, что монтировались в старых компьютерах, которые функционировали на основе процессоров Pentium 4 или Alton 64. Приобрести их на вторичном рынке есть возможность за символичную стоимость. Схемы управления описываемых установок имеют термический датчик в единственном экземпляре. Его следует располагать во внутреннем пространстве корпуса радиатора, температура нагревания которого является наивысшей. Для того чтобы изготовить блок управления, следует приобрести ШИМ-контроллер. Он работает только от одного канал регулирования, посредством которого осуществляется корректировка тока в дуге. Схема сварочного инвертора позволяет определить расположение конденсатора C1, который станет определять напряжение ШИМ, от последней характеристики зависит величина тока при осуществлении сварки. Инструменты и материалыРисунок 3. Схема блока питания инвертора. Для проведения процесса изготовления сварочных инверторов своими руками предстоит подготовить:
В зависимости от схемы, которая будет использоваться в работе, можно использовать и иные составляющие для проведения работ. Альтернативный вариант изготовления инвертораДля изготовления сварочного инвертора своими руками нужно использовать медную полоску в 40 мм, толщина которой равна 0,3 мм, с ее помощью следует сделать намотку. В роли термопрослойки необходимо применить бумагу от кассового аппарата. Можно использовать и другую, которая имеет схожие характеристики, в качестве единственного требования к этой составляющей обмотки выступает прочность материала. Стоит учесть, что в процессе работы аппарата бумага станет темнеть, однако это никак не повлияет на ее технические и прочностные характеристики. Намотку толстым проводом производить нельзя, несмотря на то, что некоторые мастера делают именно так. http://moyasvarka.ru/www.youtube.com/watch?v=LvIyLUOzS64 Это требование обусловлено тем, что подобное может выступить в качестве причины перегрева трансформатора. Вторичка может быть обустроена из 3 полос меди, отделить которые можно фторопластовой прослойкой. В этом случае тоже используется качественная прочная бумага. Трансформаторы сварочных инверторов дополняют вентиляторами, так как обмотка станет греться в любом случае. Допустимо использовать кулер из системного блока на 220 В. Достаточно будет снабдить инвертор 6 вентиляторами, половину из которых следует направить прямо на обмотку мотора. Недопустимо забывать о заборщиках воздуха, необходимо монтировать их напротив вентиляторов, это позволит исключить препятствие забору в нужном количестве. Схема сварочного трансформатора. Далее конструкцию инвертора нужно снабдить силовым косым мостом на двух радиаторах. Для обеспечения наименьших потерь IGBT следует монтировать в цепочку снабберы, которые будут снабжаться конденсаторами. Использовать рекомендуется исключительно качественные устройства, что касается даже простейшего инвертора. В качестве оптимального варианта можно использовать модель СВВ81. Несмотря на то что IGBT открывается в более короткие сроки, обратный процесс предполагает гораздо большой период. Даже если при изготовлении вы будете использовать схемы сварочных инверторов и произведете работу правильно, это не значит, что без труда удастся настроить аппарат на последнем этапе. Первоначально предстоит подать питание на ШИМ, отметка должна соответствовать 15 В, вместе с этим предстоит подать разряд на кулер, это позволит запустить систему охлаждения, при этом нужно проанализировать синхронность. Необходимо проверить, стартовало ли функционирование реле замыкания резистора инвертора, что произойдет максимально через 8 секунд подключения платы ШИМ. http://moyasvarka.ru/www.youtube.com/watch?v=Bf_4AbNBF7M Необходимо проверить и плату, следует идентифицировать прямоугольные импульсы после того, как сработает реле. Затем подается питание на мост, что позволит удостовериться в его исправности, при этом стоит выставить холостой ход. Сварочный инвертор своими руками можно изготавливать, используя разные схемы, инструкции и чертежи, однако стоит проверить, правильно ли монтированы фазы трансформатора. Осуществить это можно с использованием лучевых осциллографов. Первый луч нужно кинуть на первичную обмотку, другой – на вторичную. При этом напряжение не должно прыгать больше 330 В на нижнем эмиттере. Для того чтобы определить рабочую частоту аппарата, следует понижать частоту ШИМ до момента, пока на нижнем IGBT не покажется загиб. Полученное значение нужно отметить, после предстоит разделить число на 2, прибавить частоту перенасыщения. http://moyasvarka.ru/www.youtube.com/watch?v=dKRTeptgkYg Подачу проверочного питания на мост следует осуществить посредством любого бытового прибора, рекомендовано при этом 2200 Вт. В качестве наиболее подходящего варианта прибора выступит электрический чайник. Важно помнить, что мосты драйвера следует располагать под радиатором над IGBT, однако не нужно устанавливать их ближе чем на 3 см к резисторам. Проводники, соединяющие оптроны и ШИМ, не рекомендуется располагать вблизи источника помех, они должны быть короткими. Технология изготовления сварочного инвертора своими руками
В любом специализированном магазине по продаже электродов и сварочного оборудования можно найти сварочный инвертор. Вы можете приобрести его по достаточно высокой цене, но если вы обладаете базовыми знаниями в электронике и умеете обращаться с паяльником, то можете собрать сварочный инвертор своими руками, который не будет уступать заводскому аналогу. Схема устройства сварочного инвертора. Первоначально следует ознакомиться со всеми основными нюансами и аспектами этого дела: схемы, чертежи, инструкции и сам процесс сборки. Самодельный сварочный инверторСамодельный сварочный инвертор предназначен для длительной работы, он может работать с электродами, диаметр которых достигает 4 мм. Среди его преимуществ можно отметить большой запас по току. Схема такого устройства представляет собой однотактный инвертор, который работает на процессорном управлении и использует цифровую индукцию. Характеристики инвертора представлены ниже:
Среди его функциональных возможностей такие: Схема работы сварочного инвертора.
Схема данного сварочного инвертора состоит из трех основных блоков:
Для самостоятельного создания инвертора и полной реализации схемы понадобится приобрести микроконтроллеры и иные платы, которые потребуются для его сборки. Схема силовой части представлена на рисунке 1. Вернуться к оглавлению Рисунок 1. Схема силовой части. Блок питания и необходимое программное обеспечение устанавливаются отдельно от основной конструкции. Как правило, их разделяют листом из металла, через который проходят соединительные элементы. Те элементы, которые служат для управления реле переключения ключей, разбиваются по парам и скручиваются. Их припаивают в ближайшем возможном месте к выходам транзисторов. При выборе проводов стоит обратить внимание на их длину, которая не должна превышать 15 см, площадь сечения дает лишь маленькое количество потерь и затухания сигнала. Блок питания сварочного инвертора представлен в классическом виде. Для его изготовления потребуется намотать первичную обмотку на сердечник трансформатора, после чего поверх нее следует обмотать вторую обмотку, которая будет выполнять функцию экрана состоять из этого же типа проводов. При наматывании экрана она должна полностью перекрывать площадь первичной обмотки, а направление наматывания должно быть идентичным. Вернуться к оглавлению Упрощенная схема силовой части сварочного инвертора. Данный блок выполняется без изменений, все необходимые данные вы можете получить по схеме. Для нормальной и эффективной работы сварочного инвертора нужно подобрать подходящие радиаторы для входного и выходного выпрямителя, а также для силовых ключей. При изготовлении инвертора следует выполнить установку ключей на медной подложке. К тому же радиаторы следует выбирать мощнее, так как от их мощности и эффективности будет зависеть рабочее время инвертора. Установку датчика следует проводить возле радиатора, который в процессе своей работы нагревается больше остальных. Микросхемы, выполняющие регуляцию работы всего инвертора, построены на основе контроллера широтно-импульсной модуляции. Вернуться к оглавлению В отличие от заводских версий, данный инвертор своими руками будет выполнять включение вентилятора каждый раз при включении на доли секунд. Это будет происходить за счет переключения реле конденсаторов, что, в свою очередь, вызывает замыкание некоторых транзисторов. Прежде чем температура превысит 40°, ваша система охлаждения будет выключена. Схема внутреннего устройства инвертора. После превышения этого порога вентиляторы начнут охлаждать всю систему и прекратят свою работу, когда в системе нормализуется температура и достигнет 35°. Когда температура внутренних процессоров достигнет 60°, широтно-импульсная модуляция ограничится. Полная работоспособность инвертора начнется после того, как температура опустится до 35°. В данном случае система охлаждения прекратит свое воздействие и отключится. Вышеописанная функция антистика будет работать всегда и выводить данные об отчетности на экране индикатора. Если вы захотите отключить или включить функцию горячего старта, можете воспользоваться реле, при этом режим, использующийся в данный момент, будет отображаться на экране. Когда вы будете повышать или понижать ток, эти данные тоже будут отображаться на табло, имеется некоторая задержка в переключении, которая составляет полсекунды. При включенном режиме горячего старта вы не сможете повышать действующее значение тока. Схема инвертора составлена так, чтобы анализировать работу электрода при его залипании или выборе режима и выводить эту информацию на табло. Вернуться к оглавлению Перед началом работы самодельного устройства предварительно необходимо сделать настройку оборудования для его эффективной работы. Для начала нужно отключить от сети питания силовую часть. Далее следует подключить лишь блок питания в сеть и произвести его настройку. При этом на мониторе должны появиться восьмерки с точкой в меньшем разряде. Подключаем питание в осциллограф, при этом задействуются первый и второй выходы. http://moiinstrumenty.ru/www.youtube.com/watch?v=VWB1qmZlj50 Настраиваем осциллограф на работу двуполярных импульсов и задаем частоту в 50 кГц. Временное разделение должно составлять полторы микросекунды. Далее проверяем напряжение на затворах ключей. На экране осциллографа должны появиться прямоугольные импульсы с шириной не более 500 наносекунд, значение амплитуды напряжения должно быть около 15 В. Если вы все сделали правильно и настроили блок питания до необходимых значений, потребуется собрать всю схему и включить в сеть. Когда вы нашли причину неполадки и устранили ее, проведите операцию заново до необходимого значения индикатора. http://moiinstrumenty.ru/www.youtube.com/watch?v=LvIyLUOzS64 В том случае, если вы добились необходимого значения тока, следует проверить действие приборов. Для этого постарайтесь изменить значение тока, можно проверить значение, выдаваемое конденсатором С1. Оно должно изменяться идентично току. Если у вас возникают какие-либо трудности, то следует устранить неполадку. Когда вы проверили действие всех систем и наладили их, можете начинать работу на новом сварочном инверторе. moiinstrumenty.ru |
 Защита от перегрева срабатывает примерно при 70-72градусах на радиаторах транзисторов.
Защита от перегрева срабатывает примерно при 70-72градусах на радиаторах транзисторов.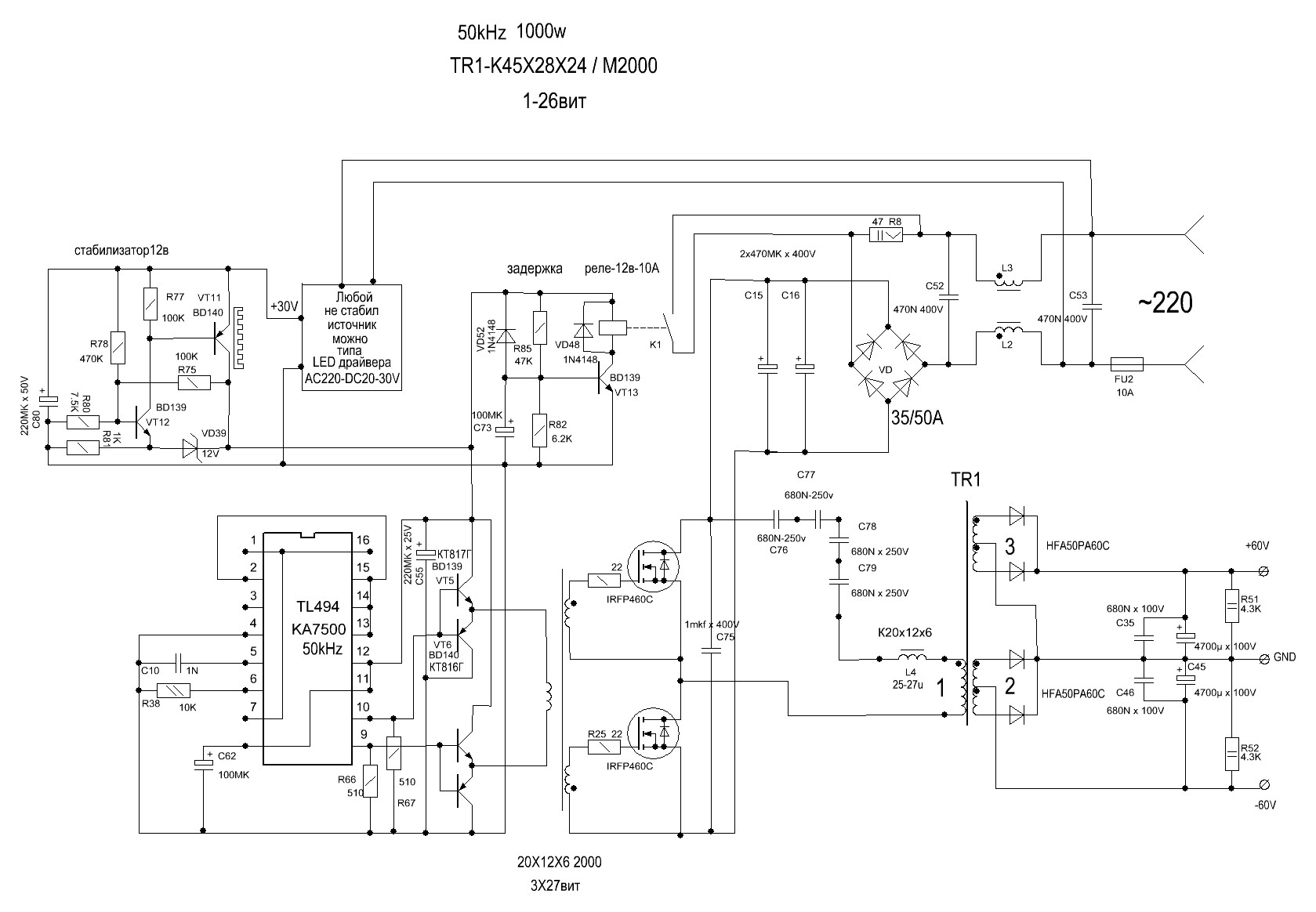
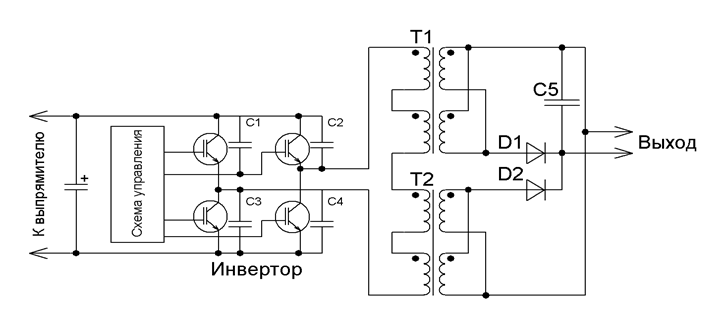
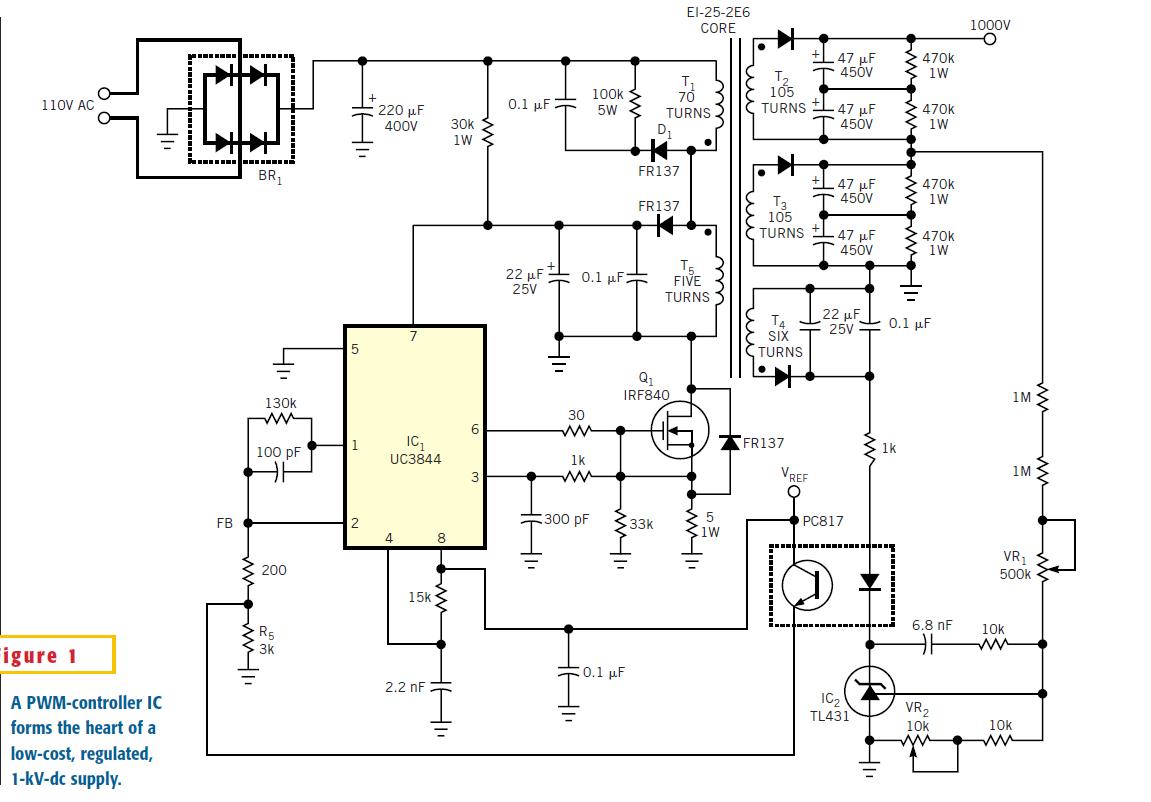


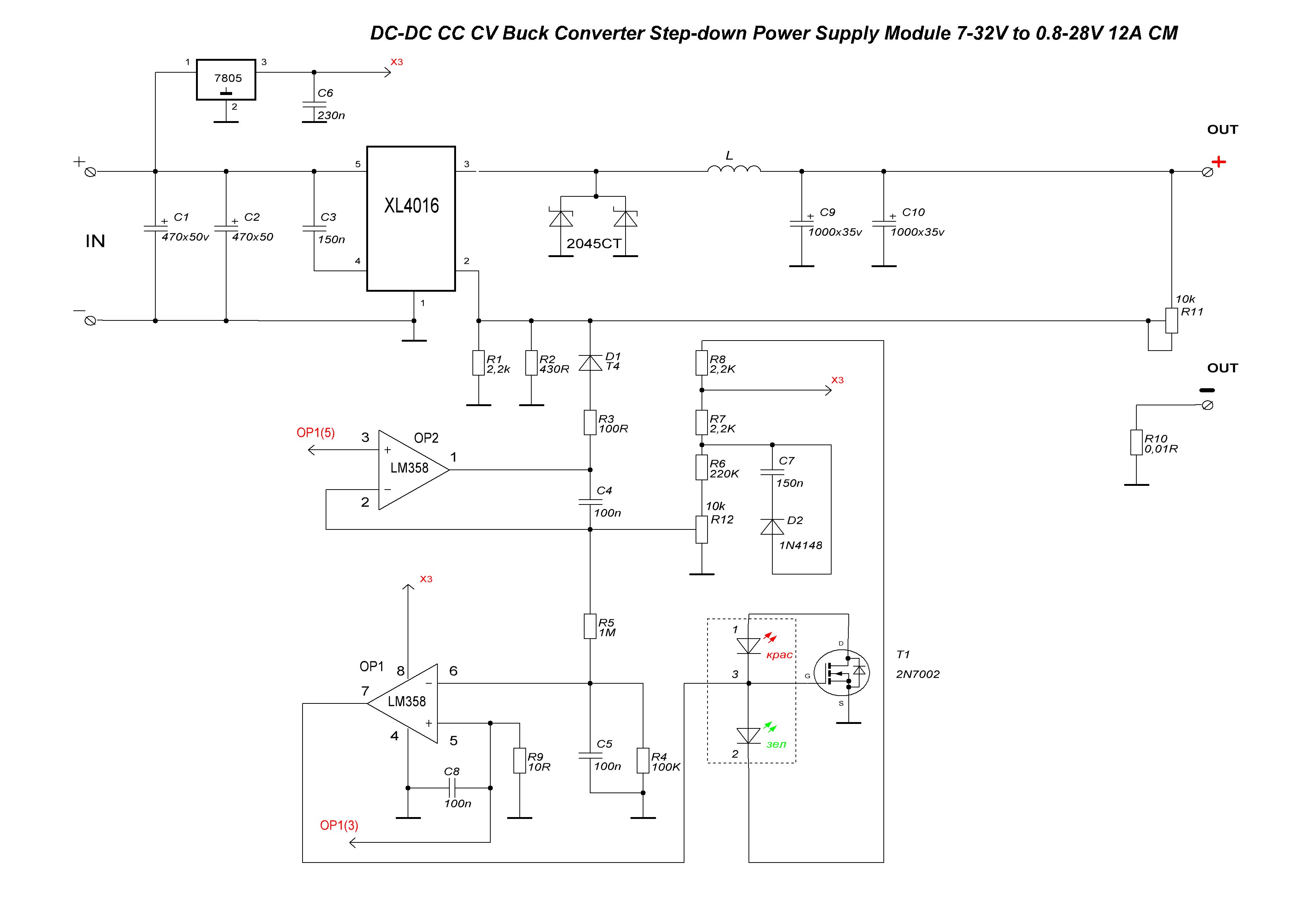 При этом верхняя часть должна располагаться на одном конце, тогда как нижняя может быть укреплена посредством слюдяной прокладки на оставшийся мост. Выводы диодов нужно расположить навстречу транзисторам. Плата должна содержать 14 конденсаторов по 0,15 мк и 630 В, их наличие необходимо для понижения резонансных выбросов.
При этом верхняя часть должна располагаться на одном конце, тогда как нижняя может быть укреплена посредством слюдяной прокладки на оставшийся мост. Выводы диодов нужно расположить навстречу транзисторам. Плата должна содержать 14 конденсаторов по 0,15 мк и 630 В, их наличие необходимо для понижения резонансных выбросов.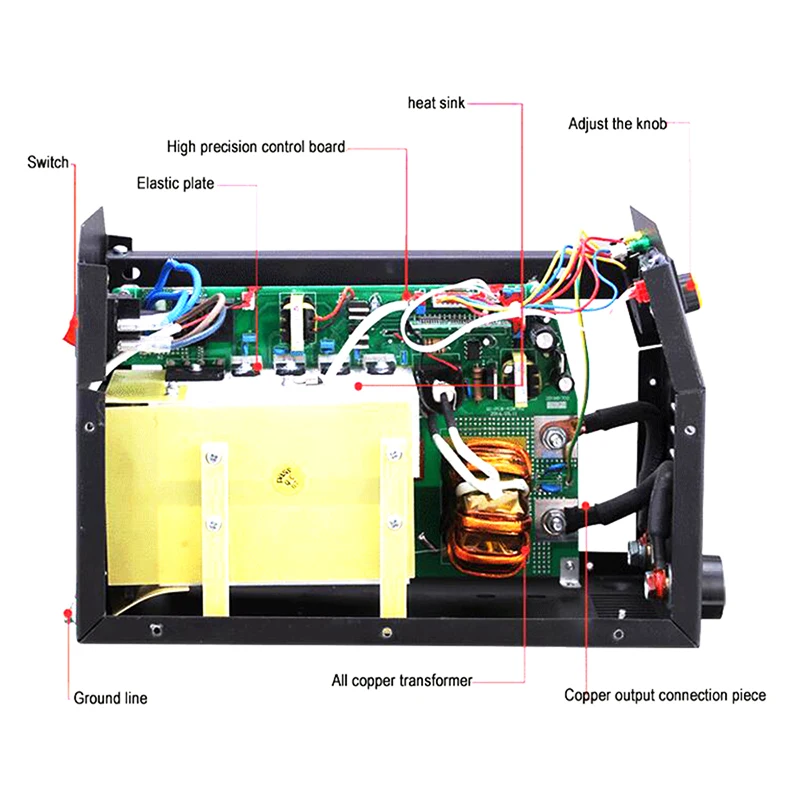



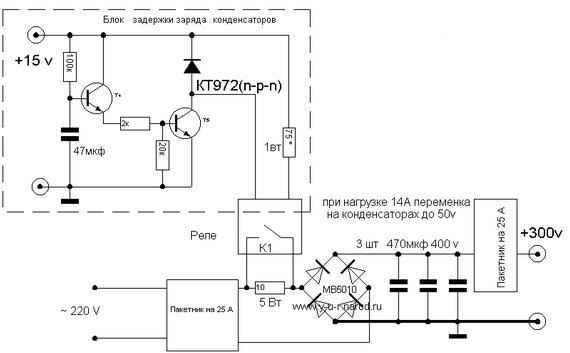
 Для отделения этих обмоток используется лакоткань или строительный скотч. Сварочный инвертор, который выполнен самостоятельно, потребует от вас настройки, в блоке питания это будет выполняться за счет подбора сопротивления R1. Его следует подбирать до того момента, пока питание не установит напряжение, равное 20 В.
Для отделения этих обмоток используется лакоткань или строительный скотч. Сварочный инвертор, который выполнен самостоятельно, потребует от вас настройки, в блоке питания это будет выполняться за счет подбора сопротивления R1. Его следует подбирать до того момента, пока питание не установит напряжение, равное 20 В. При этом для передачи данных используется один канал, который применяется для регулирования тока в дуге. Величину тока устанавливает специальный микроконтроллер, который работает на частоте 75 кГц. При нагреве системы конденсатор С1 будет уведомлять процессор об имеющихся нарушениях. От того, какое значение будет выдавать конденсатор, зависит величина тока на сварочном аппарате.
При этом для передачи данных используется один канал, который применяется для регулирования тока в дуге. Величину тока устанавливает специальный микроконтроллер, который работает на частоте 75 кГц. При нагреве системы конденсатор С1 будет уведомлять процессор об имеющихся нарушениях. От того, какое значение будет выдавать конденсатор, зависит величина тока на сварочном аппарате. А когда температура станет критической и превысит порог в 73°, широтно-импульсная модуляция прекратит свою работу. После того как вентиляторы охладят систему и приведут температуру к значению 50°, работа широтно-импульсной модуляции возобновится.
А когда температура станет критической и превысит порог в 73°, широтно-импульсная модуляция прекратит свою работу. После того как вентиляторы охладят систему и приведут температуру к значению 50°, работа широтно-импульсной модуляции возобновится.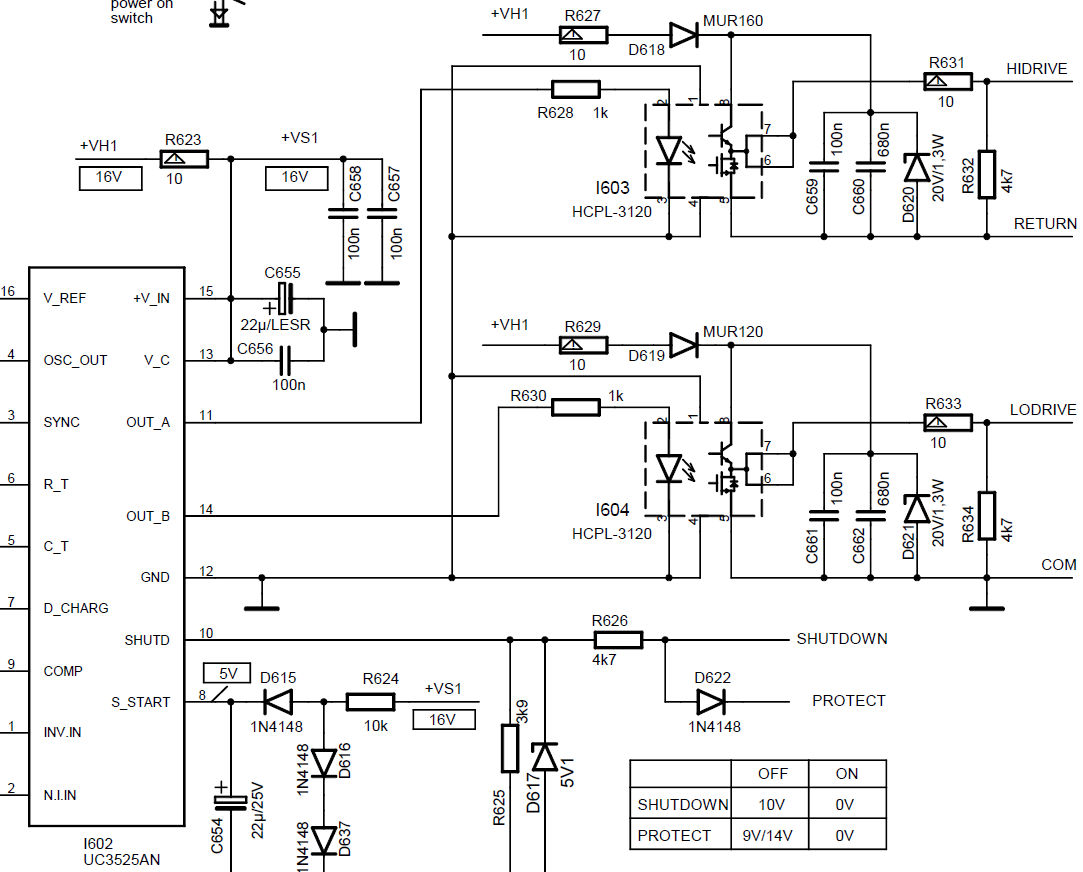
 Вначале, как и в первом случае, вы увидите восьмерки. После того как реле замкнется на экране, вы увидите значение тока в 120 А. Если же этого не произойдет, то напряжение, которое подается в проводах, превысило пороговое значение в 100 В. Чтобы устранить это, проверим каждый блок цепи при помощи осциллографа или мультиметра.
Вначале, как и в первом случае, вы увидите восьмерки. После того как реле замкнется на экране, вы увидите значение тока в 120 А. Если же этого не произойдет, то напряжение, которое подается в проводах, превысило пороговое значение в 100 В. Чтобы устранить это, проверим каждый блок цепи при помощи осциллографа или мультиметра.www.samsvar.ru
инверторный, точечный, из микроволновки и другие
Сварочный аппарат является довольно востребованным устройством как среди профессионалов, так и среди домашних мастеров. Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Но для бытового использования порой нет смысла покупать дорогостоящий агрегат, поскольку он будет использоваться в редких случаях, например, если потребуется заварить трубу или поставить забор. Поэтому будет разумнее сделать сварочный аппарат своими руками, вложив в него минимальное количество средств.
Главной деталью любого сварочника, работающего по принципу электродуговой сварки, является трансформатор. Данную деталь можно извлечь из старой, ненужной бытовой техники и сделать из нее самодельный сварочный аппарат. Но в большинстве случаев трансформатору требуется небольшая доработка. Существует несколько способов, чтобы сделать сварочник, которые могут быть как самыми простыми, так и более сложными, требующими знания в радиоэлектронике.
Сварочный аппарат из микроволновки
Чтобы изготовить мини-сварочный аппарат, понадобится пара трансформаторов, снятых с ненужной микроволновой печи. Микроволновку несложно найти у друзей, знакомых, соседей и т.д. Главное, чтобы она обладала мощностью в пределах 650-800 Вт, и в ней был исправен трансформатор. Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Если печка будет иметь более мощный трансформатор, то и аппарат получится с более высокими показателями тока.
Итак, трансформатор, снятый с микроволновки, имеет 2 обмотки: первичную (первичку) и вторичную (вторичку).
Вторичка имеет больше витков и меньшее сечение провода. Поэтому, чтобы трансформатор стал пригодным для сварки, ее требуется убрать и заменить на проводник с большей площадью сечения. Чтобы извлечь данную обмотку из трансформатора, ее необходимо спилить с обеих сторон детали с помощью ножовки по металлу.
Делать это нужно с особой аккуратностью, чтобы случайно не задеть пилой первичную обмотку.
Когда катушка будет спилена, ее остатки потребуется извлечь из магнитопровода. Эта задача намного облегчится, если просверлить обмотки для снятия напряжения металла.
Проделайте такие же операции и с другим трансформатором. В итоге у вас получится 2 детали, имеющие первичную обмотку на 220 В.
Важно! Не забудьте удалить токовые шунты (показаны стрелками на фото ниже). Это процентов на 30 увеличит мощность аппарата.
Это процентов на 30 увеличит мощность аппарата.
Для изготовления вторички потребуется приобрести 11-12 метров провода. Он должен быть многожильным и иметь сечение не менее 6 квадратов.
Чтобы сделать сварочный аппарат, для каждого трансформатора потребуется намотать по 18 витков (6 рядов в высоту и 3 слоя в толщину).
Можно оба трансформатора мотать одним проводом либо по отдельности. Во втором случае катушки должны соединяться последовательно.
Намотку следует делать очень плотной, чтобы провода не болтались. Далее, первичные обмотки нужно соединить параллельно.
Чтобы детали соединить вместе, их можно прикрутить к небольшому обрезку деревянной доски.
Если измерить напряжение на вторичке трансформатора, то в данном случае оно будет равняться 31-32 В.
Таким самодельным сварочником без труда варится металл толщиной 2 мм электродами с диаметром 2,5 мм.
Следует помнить, что варить таким самодельным аппаратом следует с перерывами на отдых, поскольку его обмотки сильно нагреваются. В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
В среднем, после каждого использованного электрода аппарат должен остывать в течение20-30 минут.
Тонкий металл агрегатом, сделанным из микроволновки, варить не получится, так как он его будет резать. Для регулировки тока к сварочнику можно подключить балластный резистор или дроссель. Роль резистора может выполнить отрезок стальной проволоки определенной длины (подбирается экспериментально), который подсоединяется к низковольтной обмотке.
Сварочник на переменном токе
Это самый распространенный вид аппаратов для сварки металлов. Его просто изготовить в домашних условиях, и он неприхотлив в эксплуатации. Но главный недостаток аппарата – это большая масса понижающего трансформатора, который является основой агрегата.
Для домашнего использования достаточно, чтобы аппарат выдавал напряжение 60 В и мог обеспечить силу тока в 120-160 А. Поэтому для первички, к которой идет подключение бытовой сети 220 В, потребуется провод с сечением от 3 мм2 до 4 мм2. Но идеальный вариант – это проводник с сечением 7 мм2. При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм2
При таком сечении перепады напряжения и возможные дополнительные нагрузки аппарату будут не страшны. Из этого следует, что для вторички нужен проводник, имеющий 3 мм в диаметре. Если брать алюминиевый проводник, то расчетное сечение медного умножается на коэффициент 1,6. Для вторички потребуется медная шина с сечением не менее 25 мм2
Очень важно, чтобы проводник для намотки был покрыт тряпичной изоляцией, поскольку традиционная ПВХ оболочка при нагревании плавится, что может вызвать межвитковое замыкание.
Если вы не нашли провод с необходимым сечением, то его можно изготовить самостоятельно из нескольких более тонких проводников. Но при этом значительно увеличится толщина провода и, соответственно – габариты агрегата.
Первым делом, изготавливается основа трансформатора – сердечник. Его делают из металлических пластин (трансформаторной стали). Данные пластины должны иметь толщину 0,35-0,55 мм. Шпильки, соединяющие пластины, требуется хорошо изолировать от них. Перед сборкой сердечника просчитываются его размеры, то есть размеры “окна” и площадь сечения сердечника, так называемого “керна”. Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).
Для расчета площади используют формулу: S см2 = a х b (см. рис. ниже).
Но из практики известно, что если сделать сердечник с площадью меньшей 30 см2, то таким аппаратом будет сложно получить качественный шов из-за недостатка запаса мощности. Да и нагреваться он будет очень быстро. Поэтому сечение сердцевины должно быть не менее 50 см2. Несмотря на то, что увеличится масса агрегата, он станет более надежным.
Для сборки сердечника лучше использовать Г-образные пластины и размещать их так, как показано на следующем рисунке, пока толщина детали не достигнет необходимого значения.
Пластины по окончанию сборки необходимо скрепить (по углам) с помощью болтов, после чего зачистить напильником и заизолировать тканевой изоляцией.
Теперь можно начать намотку трансформатора.
Следует учитывать один нюанс: соотношение витков на сердечнике должно быть 40% к 60%. Это значит, что на стороне, где размещена первичка, должно быть меньшее количество витков вторички. Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Благодаря этому при начале сварки обмотка, имеющая больше витков, частично отключится из-за возникновения вихревых токов. При этом повысится сила тока, что положительным образом скажется на качестве шва.
Когда намотка трансформатора будет завершена, сетевой кабель подключается к общему проводу и к ответвлению 215 витка. Сварочные кабели подключаются к вторичной обмотке. После этого контактный сварочный аппарат готов к работе.
Аппарат на постоянном токе
Чтобы варить чугун или нержавейку, требуется аппарат постоянного тока. Его можно сделать из обычного трансформаторного агрегата, если к его вторичной обмотке подсоединить выпрямитель. Ниже приведена схема сварочного аппарата с диодным мостом.
Схема сварочного аппарата с диодным мостом
Выпрямитель собирается на диодах Д161, способных выдерживать 200А. Они обязательно должны быть установлены на радиаторах. Также для выравнивания пульсации тока потребуется 2 конденсатора (С1 и С2) на 50 В и 1500 мкФ. Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Данная электросхема также имеет регулятор тока, роль которого выполняет дроссель L1. К контактам Х5 и Х4 подсоединяются сварочные кабели (прямой или обратной полярностью), в зависимости от толщины соединяемого металла.
Инвертор из блока питания компьютера
Сварочный аппарат из блока питания компьютера сделать невозможно. Но использовать его корпус и некоторые детали, а также вентилятор вполне реально. Итак, если сделать инвертор своими руками, то его легко можно разместить в корпусе БП от компьютера. Все транзисторы (IRG4PC50U) и диоды (КД2997А) необходимо устанавливать на радиаторы без использования прокладок. Для охлаждения деталей желательно использовать мощный вентилятор, такой как Thermaltake A2016. Несмотря на свои небольшие размеры (80 х 80 мм), кулер способен развивать 4800 об/мин. Также вентилятор имеет встроенный регулятор оборотов. Последние регулируются с помощью термопары, которую нужно закрепить на радиаторе с установленными диодами.
Совет! В корпусе БП рекомендуется просверлить несколько дополнительных отверстий для лучшей вентиляции и отведения тепла.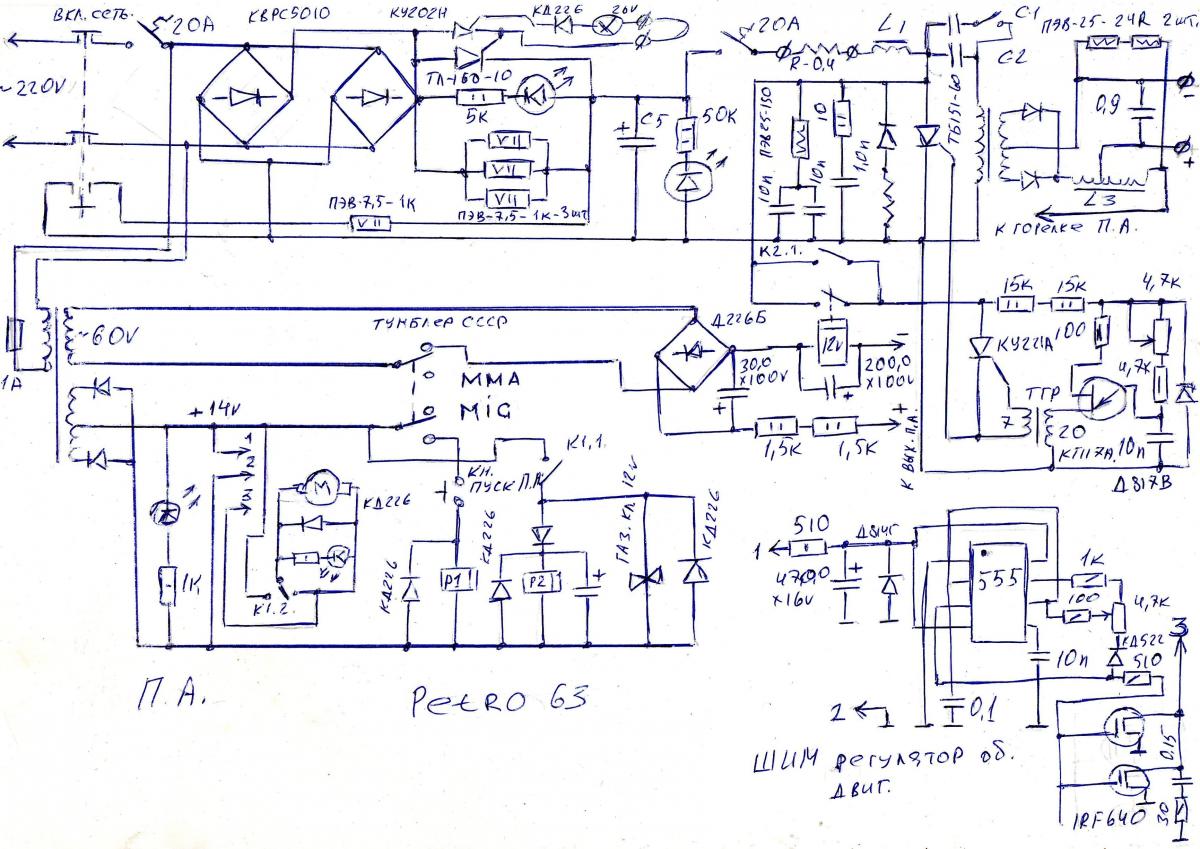 Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Защита от перегрева, установленная на радиаторах транзисторов, настроена на срабатывание при температуре 70-72 градуса.
Ниже приведена принципиальная электрическая схема сварочного инвертора (в большом разрешении), по которой можно сделать аппарат, помещающийся в корпусе БП.
На следующих фото показано, из каких комплектующих состоит самодельный инверторный сварочный аппарат, и как он выглядит после сборки.
Сварочник из электромотора
Чтобы изготовить простой сварочный аппарат из статора электродвигателя, необходимо подобрать сам мотор, отвечающий определенным требованиям, а именно, чтобы его мощность была от 7 до 15 кВт.
Совет! Лучше всего использовать двигатель серии 2А, поскольку в нем будет большое окно магнитопровода.
Раздобыть нужный статор можно в местах, где принимают металлолом. Как правило, он будет очищен от проводов и после пары ударов кувалдой раскалывается. Но если корпус изготовлен из алюминия, то чтобы извлечь из него магнитопровод, потребуется отжечь статор.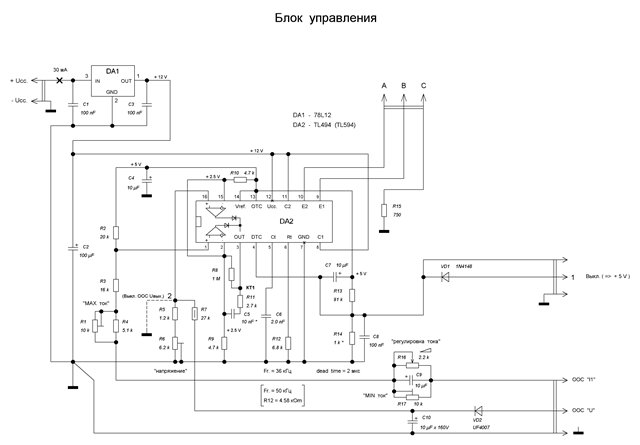
Подготовка к работе
Поставьте статор отверстием вверх и подложите под деталь кирпичи. Далее, сложите внутрь дрова и подожгите их. После пары часов прожарки магнитопровод легко отделится от корпуса. Если в корпусе имеются провода, то их также после термообработки можно вынуть из пазов. В результате вы получите магнитопровод, очищенный от ненужных элементов.
Данную болванку следует хорошо пропитать масляным лаком и дать ей просохнуть. Для ускорения процесса можно использовать тепловую пушку. Пропитка лаком делается для того, чтобы после снятия стяжек не произошло рассыпание пакета.
Когда болванка полностью высохнет, используя болгарку, удалите стяжки, распложенные на ней. Если стяжки не удалить, они будут выполнять роль короткозамкнутых витков и забирать мощность трансформатора, а также вызывать его нагрев.
После очистки магнитопровода от ненужных частей потребуется изготовить две торцевые накладки (см. рисунок ниже).
Материалом для их изготовления может послужить либо картон, либо прессшпан.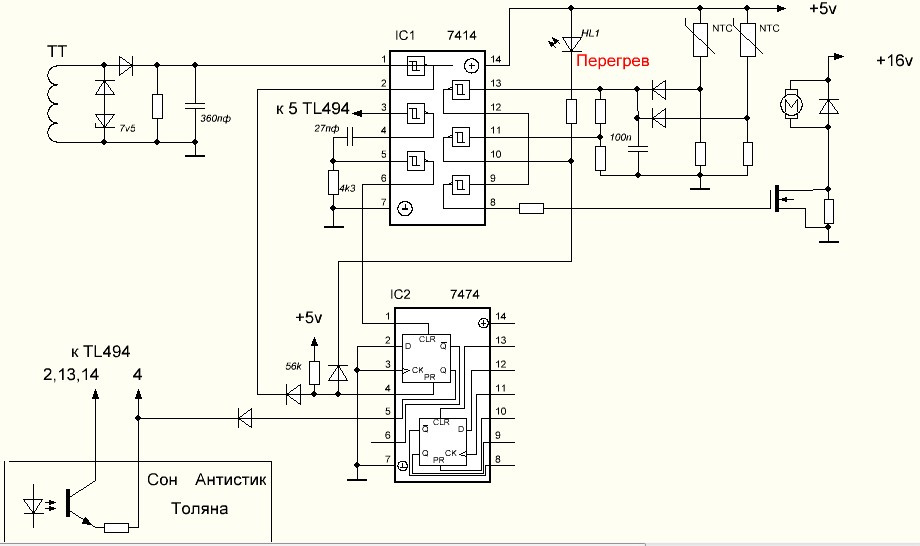 Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
Также нужно изготовить из данных материалов две гильзы. Одна будет внутренней, а вторая – наружной. Далее, нужно:
- установить на болванке обе торцевые накладки;
- затем вставить (одеть) цилиндры;
- все эту конструкцию обмотать киперной или стеклолентой;
- пропитать получившуюся деталь лаком и высушить.
Изготовление трансформатора
После проведения вышеописанных действий из магнитопровода можно будет изготовить сварочный трансформатор. Для этих целей понадобится провод, покрытый тканевой либо стеклоэмалевой изоляцией. Чтобы намотать первичную обмотку, потребуется провод диаметром 2-2,5 мм. На вторичную обмотку потребуется около 60 метров медной шины (8 х 4 мм).
Итак, расчеты делаются следующим образом.
- На сердечник следует намотать 20 витков провода, имеющего диаметр не ниже 1,5 мм, после чего, нужно подать на него напряжения 12 В.
- Измерьте ток, протекающий в данной обмотке. Значение должно быть около 2 А. Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
- Подсчитайте количество получившихся витков и разделите его на 12. В результате вы получите значение, которое указывает, сколько нужно витков на 1 В напряжения.
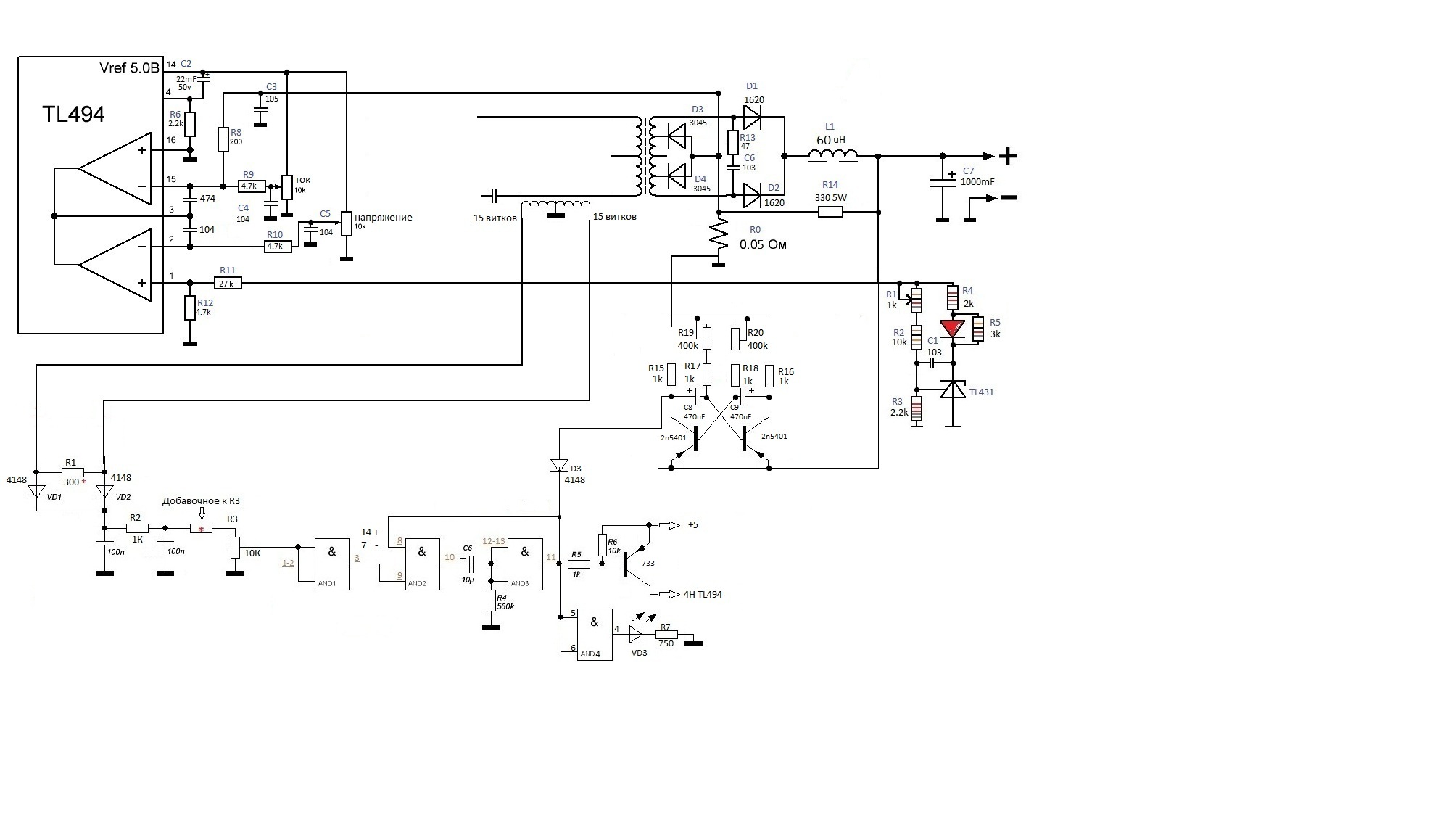 Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.
Если получилось значение больше требуемого, то количество витков нужно увеличить, если значение меньше 2А, то уменьшить.Для первичной обмотки подойдет проводник диаметром 2,36 мм, который требуется сложить вдвое. В принципе, можно взять любой провод с диаметром 1,5-2,5 мм. Но прежде нужно просчитать сечение проводников в витке. Сначала нужно намотать первичную обмотку (на 220 В), а затем – вторичную. Ее провод должен быть изолированным по всей длине.
Если во вторичной обмотке сделать отвод на участке, где получается 13 В, и поставить диодный мост, то данный трансформатор можно использовать вместо аккумулятора, если требуется завести автомобиль. Для сварки напряжение на вторичной обмотке должно быть в пределах 60-70 В, что позволит использовать электроды диаметром от 3 до 5 мм.
Если вы уложили обе обмотки, и в этой конструкции осталось свободное место, то можно добавить 4 витка шины из меди (40 х 5 мм).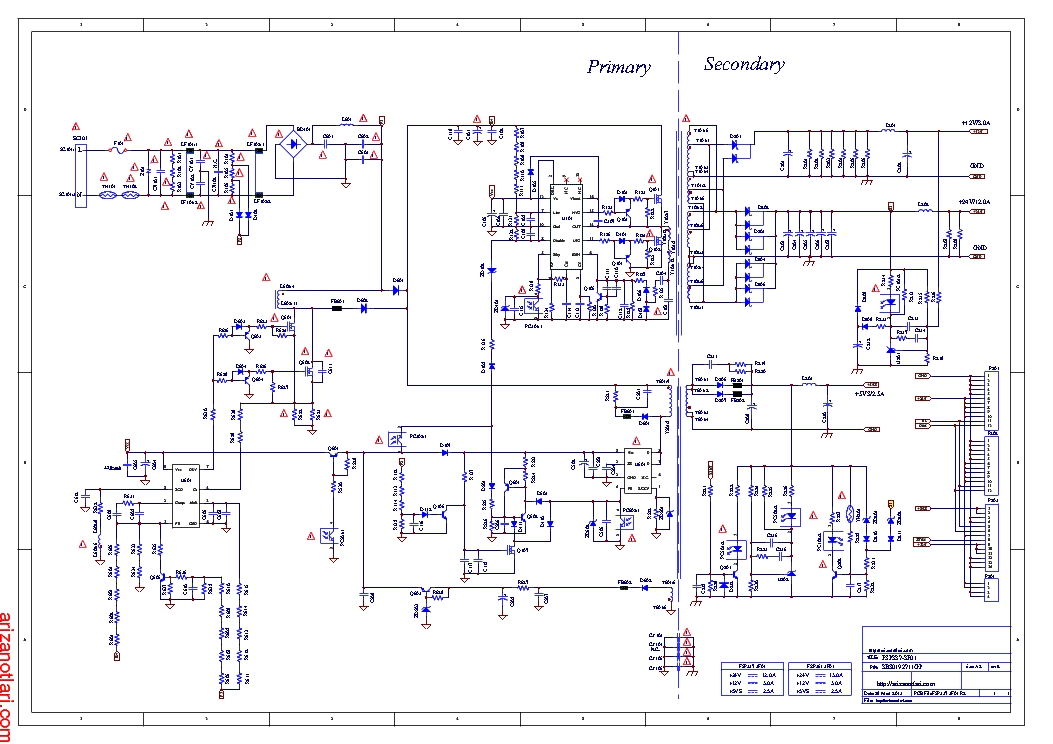 В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
В данном случае вы получите обмотку для точечной сварки, которая позволит соединять листовой металл толщиной до 1,5 мм.
Для изготовления корпуса использовать металл не рекомендуется. Лучше его сделать из текстолита или пластика. В местах крепления катушки к корпусу нужно проложить резиновые прокладки для уменьшения вибрации и лучшей изоляции от токопроводящих материалов.
Самодельный аппарат точечной сварки
Готовый аппарат для точечной сварки имеет достаточно высокую цену, которая не оправдывает его внутреннюю “начинку”. Устроен он очень просто, и сделать его самому не составит большого труда.
Чтобы самостоятельно изготовить точечный сварочный аппарат, потребуется один трансформатор от микроволновки мощностью 700-800 Вт. С него нужно убрать вторичную обмотку способом, описанным выше, в разделе, где рассматривалось изготовление сварочного аппарата из микроволновки.
Аппарат для точечной сварки делается следующим способом.
- Сделайте 2-3 витка внутри манитопровода кабелем с диаметром проводника не менее 1 см. Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
- На концах кабеля рекомендуется установить медные наконечники.
- Если подключить к первичной обмотке 220 В, то на вторичной обмотке мы получим напряжение 2 В с силой тока около 800 А. Этого будет достаточно, чтобы за несколько секунд расплавить обычный гвоздь.
- Далее, следует сделать корпус для аппарата. Для основания хорошо подойдет деревянная доска, из которой следует изготовить несколько элементов, как показано на следующем рисунке. Размеры всех деталей могут быть произвольными и зависят от габаритов трансформатора.
- Чтобы придать корпусу более эстетичный вид, острые углы можно убрать с помощью ручного фрезера с установленной на него кромочной калевочной фрезой.
- На одной части сварочных клещей необходимо вырезать небольшой клин. Благодаря ему клещи смогут подниматься выше.
- Вырежьте на задней стенке корпуса отверстия под выключатель и сетевой провод.
- Когда все детали будут готовы и отшлифованы, их можно покрасить черной краской или покрыть лаком.
- От ненужной микроволновки потребуется отсоединить сетевой кабель и концевой выключатель. Также потребуется металлическая дверная ручка.
- Если у вас дома не завалялся выключатель и медный прут, а также медные зажимы, то данные детали необходимо приобрести.
- От медной проволоки отрежьте 2 небольших прутка, которые будут выполнять роль электродов, и закрепите их в зажимах.
- Прикрутите выключатель к задней стенке корпуса аппарата.
- Прикрутите к основанию заднюю стенку и 2 стойки, как показано на следующих фото.
- Закрепите на основании трансформатор.
- Далее, один сетевой провод подсоединяется к первичной обмотке трансформатора. Второй сетевой провод подсоединяется к первой клемме выключателя. Затем нужно прикрепить провод ко второй клемме выключателя и подсоединить его к другому выводу первички. Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
- Закрепите на стойках и задней стенке крышку аппарата с установленной ручкой.
- Закрепите боковые стенки корпуса.
- Теперь можно устанавливать сварочные клещи. Сначала просверлите на их концах по отверстию, в которые будут вкручиваться шурупы.
- Далее, закрепите на конце выключатель.
- Вставьте клещи в корпус, предварительно положив между ними для выравнивания квадратный брусок. Просверлите в клещах сквозь боковые стенки отверстия и вставьте в них длинные гвозди, которые будут служить в качестве осей.
- На концах клещей закрепите медные электроды и выровняйте их так, чтобы концы стержней были друг напротив друга.
- Чтобы верхний электрод поднимался автоматически, вкрутите 2 шурупа и закрепите на них резинку, как показано на следующих фото.
- Включите агрегат, соедините электроды и нажмите кнопку пуска. Вы должны увидеть электрический разряд между медными стержнями.
- Для проверки работы агрегата можно взять металлические шайбы и сварить их.
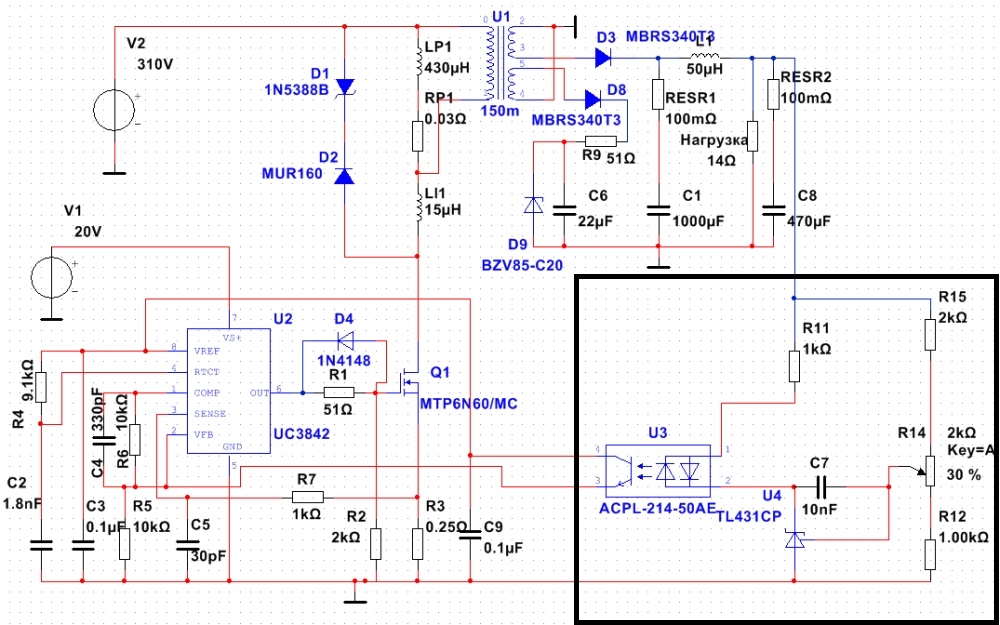 Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
Это будет вторичная обмотка, позволяющая получить ток в 1000 А.
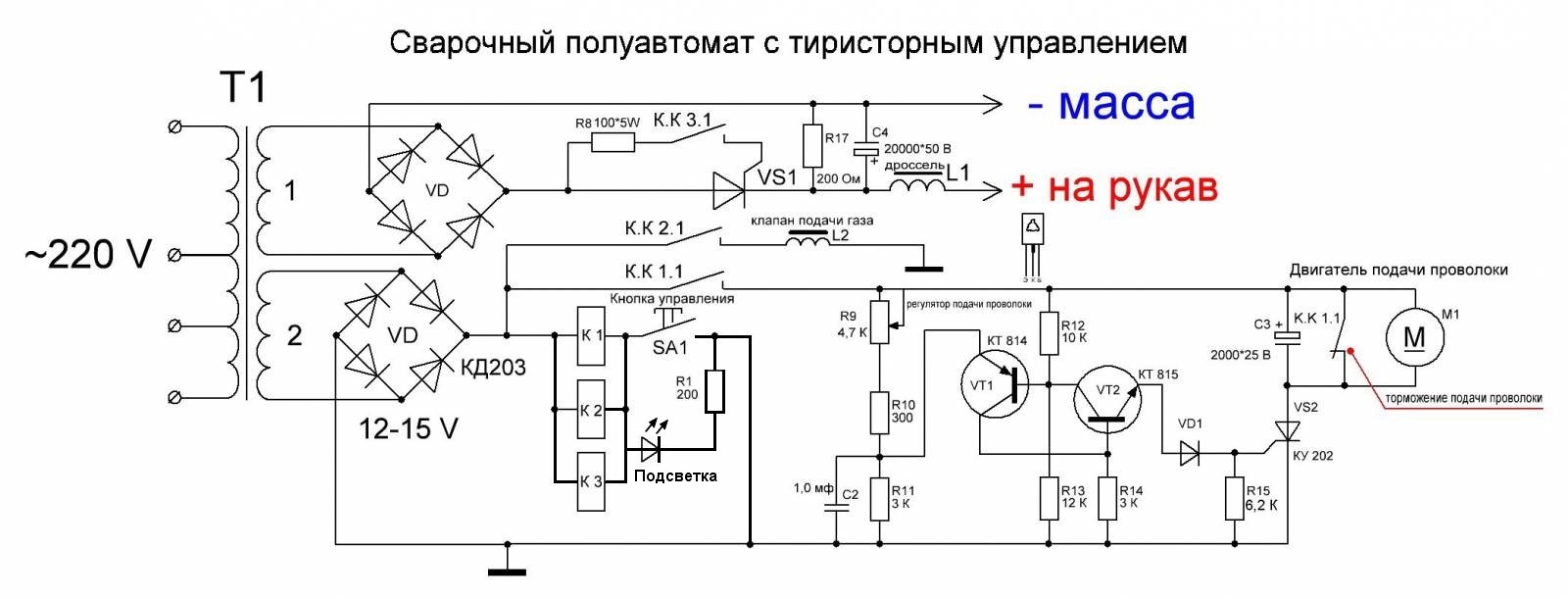 Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
Но на этом проводе следует сделать разрыв и установить в него прерыватель, снятый из микроволновки. Он будет выполнять роль кнопки включения сварки. Данные провода должны быть достаточной длины, чтобы ее хватило для размещения прерывателя на конце клещей.
В данном случае результат оказался положительным. Поэтому создание точечного сварочного аппарата можно считать оконченным.
tehnika.expert
Самый простой сварочный инвертор своими руками из доступных деталей
Инвертор сварочный своими руками собрали сотни мастеров. Как показывает практика, ничего сверхсложного в этом процессе нет. При наличии опыта и желания можно обзавестись необходимыми деталями и потратить некоторое время на работу.
Для изготовления прибора необходимо запастись всеми необходимыми деталями и комплектующими.
Сварочный аппарат трансформаторного типа был настолько громоздким и проблемным при эксплуатации, что пришедшие ему на смену инверторы на тиристорах быстро завоевали всеобщую популярность.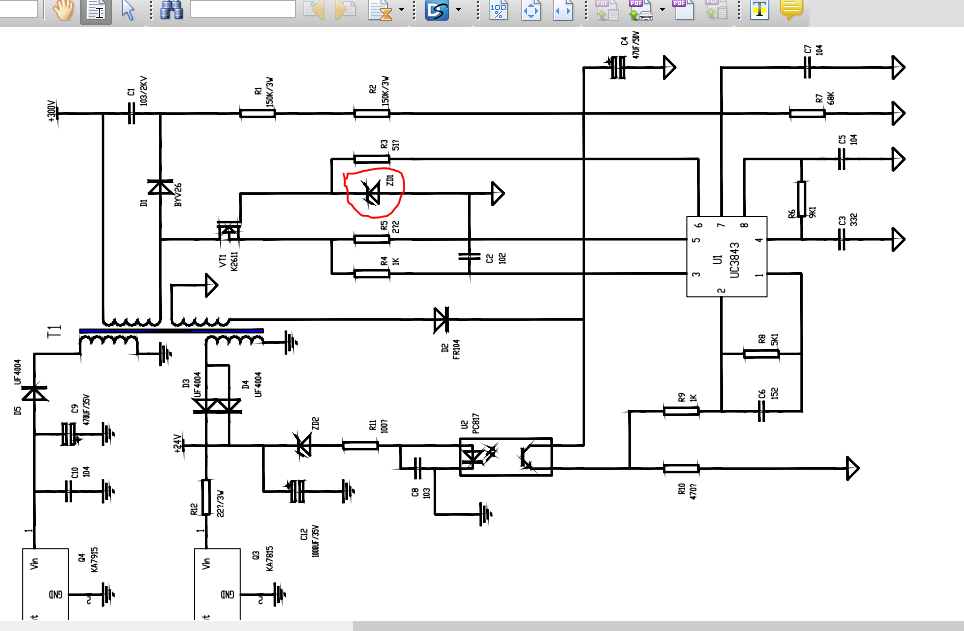
Дальнейшее развитие технологий изготовления полупроводниковых компонентов позволило создать мощные полевые транзисторы. С их появлением инверторы стали еще легче и компактнее. Улучшенные условия регулировки и стабилизации сварочного тока позволяют с легкостью работать даже новичкам.
Выбор конструкции инвертора
В качестве корпуса можно использовать старый компьютерный блок.
Компоновка самодельного сварочного инвертора неоригинальна и похожа на большинство остальных конструкций. Большинство деталей может быть заменено на аналоги. Определять размеры устройства и начинать изготовление корпуса нужно при наличии всех основных элементов.
Можно использовать готовые радиаторы (от старых компьютерных блоков питания или других устройств). При наличии алюминиевой шины толщиной 2-4 мм и шириной более 30 мм их можно изготовить самостоятельно. Можно использовать любой вентилятор от старых устройств.
Все габаритные детали необходимо расположить на плоской поверхности, просмотреть возможности соединения по принципиальной схеме.
Затем определить место установки вентилятора, чтобы горячий воздух от одних деталей не нагревал другие. При затруднительной ситуации можно использовать два вентилятора, работающих на вытяжку. Стоимость кулеров небольшая, вес также незначительный, надежность всего устройства значительно повысится.
Самые габаритные и тяжелые детали – трансформатор и дроссель для сглаживания пульсаций. Их желательно расположить в центре или симметрично по краям, чтобы их вес не перетягивал устройство в одну сторону. Работать с устройством, надетым на плечо и постоянно сползающим в одну сторону во время сварки, крайне неудобно.
При удовлетворительном расположении всех деталей нужно определить размеры днища устройства и вырезать его из имеющегося в наличии материала. Материал должен быть неэлектропроводящим, обычно используются гетинакс, стеклотекстолит. При отсутствии данных материалов можно использовать дерево, обработанное средствами от возгорания и для защиты от влаги. Последний вариант в каком-то плане имеет свои преимущества. Для крепления деталей можно использовать шурупы, а не резьбовые соединения. Это несколько упростит и удешевит процесс изготовления.
Для крепления деталей можно использовать шурупы, а не резьбовые соединения. Это несколько упростит и удешевит процесс изготовления.
Электрическая схема инвертора
Все инверторы имеют сходную блок-схему:
- входной диодный мост, преобразующий переменное напряжение сети в постоянное;
- преобразователь постоянного напряжения в переменное высокой частоты;
- устройство понижения напряжения высокой частоты до рабочего;
- преобразователь в постоянное напряжение с фильтром для сглаживания пульсаций.
Выбранная для самодельного изготовления схема устроена по классическому способу. Основой схемы является косой мост, который обеспечивает наилучшие характеристики работы при максимальной простоте и такой стоимости. Управление силовой схемой выполняется контроллером TL494. Контрольные функции и регулировку тока сварки осуществляет микроконтроллер PIC16F628. Защита устройства от перегрева также реализована через него. В зависимости от максимального тока и используемых деталей возможно несколько версий прошивки устройства с различным максимально допустимым сварочным током.
Блок питания логических элементов схемы и низковольтного оборудования выполнен на ШИМ-контроллере TNY264.
Принципиальная схема, несмотря на большое количество элементов, изготавливается довольно просто. Вся система управления выполнена на нескольких платах:
- плата силовых элементов, два варианта;
- выпрямитель;
- две платы управления.
На плате силовых элементов установлены выпрямительные диоды с защитными цепями, силовые транзисторы, трансформатор, измерительное сопротивление. Необходимую версию платы нужно выбрать по имеющимся в наличии компонентам для сварочного инвертора.
Для инверторного аппарата необходима плата силового управления.
На плате выпрямителей установлены элементы мостов, сглаживающие конденсаторы, реле плавного пуска, сопротивления, компенсирующие изменения параметров от температуры (термисторы).
На платах силового управления расположены схемы:
- ШИМ-контроллер с элементами развязки на оптронах;
- цифровой индикатор с кнопками управления;
- элементы блока питания;
- микроконтроллер.

Перед сборкой плат дорожки для установки силовых элементов необходимо усилить медной проволокой сечением 2,5-4 мм. Для лужения дорожек желательно использовать тугоплавкий припой.
Трансформатор и дроссель для инвертора
При изготовлении сердечника для трансформатора сварочного инвертора можно использовать строчные трансформаторы от старых телевизоров. Понадобятся шесть трансформаторов типа ТВС110ПЦ15.У. С трансформаторов нужно снять стягивающую скобу (открутить две гайки М3 и извлечь скобу). Обмотку можно распилить с двух сторон ножовкой по металлу или болгаркой, соблюдая необходимые меры предосторожности. Если после удаления обмотки сердечник не разделяется на две части, нужно зажать его в тиски и легким ударом разделить. Поверхности деталей нужно очистить от эпоксидной смолы. После заготовки магнитопроводов нужно изготовить каркас. Оптимальным материалом для каркаса будет стеклотекстолит толщиной 1-2 мм, но можно использовать гетинакс или картон. Технические характеристики собранного магнитопровода:
Трансформаторы можно позаимствовать у старого телевизора.
- средняя длина магнитной линии kp=182 мм;
- размеры окна S0=6,2 см2;
- сечение магнитопровода Sм=11,7 см2;
- коэрцитивная сила Hc=12 А/м;
- остаточная магнитная индукция Bг=0,1 Тл;
- магнитная индукция Bs=0,45 Тл (если H=800 А/м), Bm=0,33 Тл (если H=100 А/м и t=60° С).
Сечение и количество витков обмоток необходимо рассчитать, исходя из максимально допустимого рабочего тока для устройства.
Обмотки необходимо располагать по всей ширине окна для снижения непроизводительных потерь.
В качестве материала для обмоток можно использовать медную фольгу или литцендрат нужного сечения для устранения скин-эффекта. Изолирующим материалом между слоями и обмотками могут быть вощеная бумага, лакоткань, ФУМ лента.
При необходимости контроля сварочного тока можно изготовить токовый трансформатор. Для его изготовления понадобятся два кольца типа К30х18х7. На них нужно намотать 85 витков медного провода в лаковой изоляции сечением 0,2-0,5 мм. Кольцо надевается на любой из выходных проводов устройства.
Кольцо надевается на любой из выходных проводов устройства.
Использование инвертора в трехфазной сети
Иногда при перегрузке сети не хватает мощности для нормальной работы инвертора. При возможности подключения однофазный инвертор можно переделать на трехфазный.
При подключении к однофазной сети (вилка включается в розетку) включается пускатель К1. Одна пара его контактов соединяет провода, идущие от вилки к штатному выключателю (вкл./выкл.) инвертора. Другая пара соединит разрезанные на плате дорожки от выключателя к стационарному выпрямителю.
Пускатель К1 должен иметь контакты с максимально допустимым током не менее 25 А.
Для подключения напряжения от трехфазного выпрямителя используется пускатель К2. Максимально допустимый ток его контактов должен быть не менее 10А. Для подключения к трехфазной сети желательно использовать розетку 3p + N + E (три фазных провода, нулевой и заземляющий). Устройство можно встроить в инвертор или изготовить в виде отдельного блока.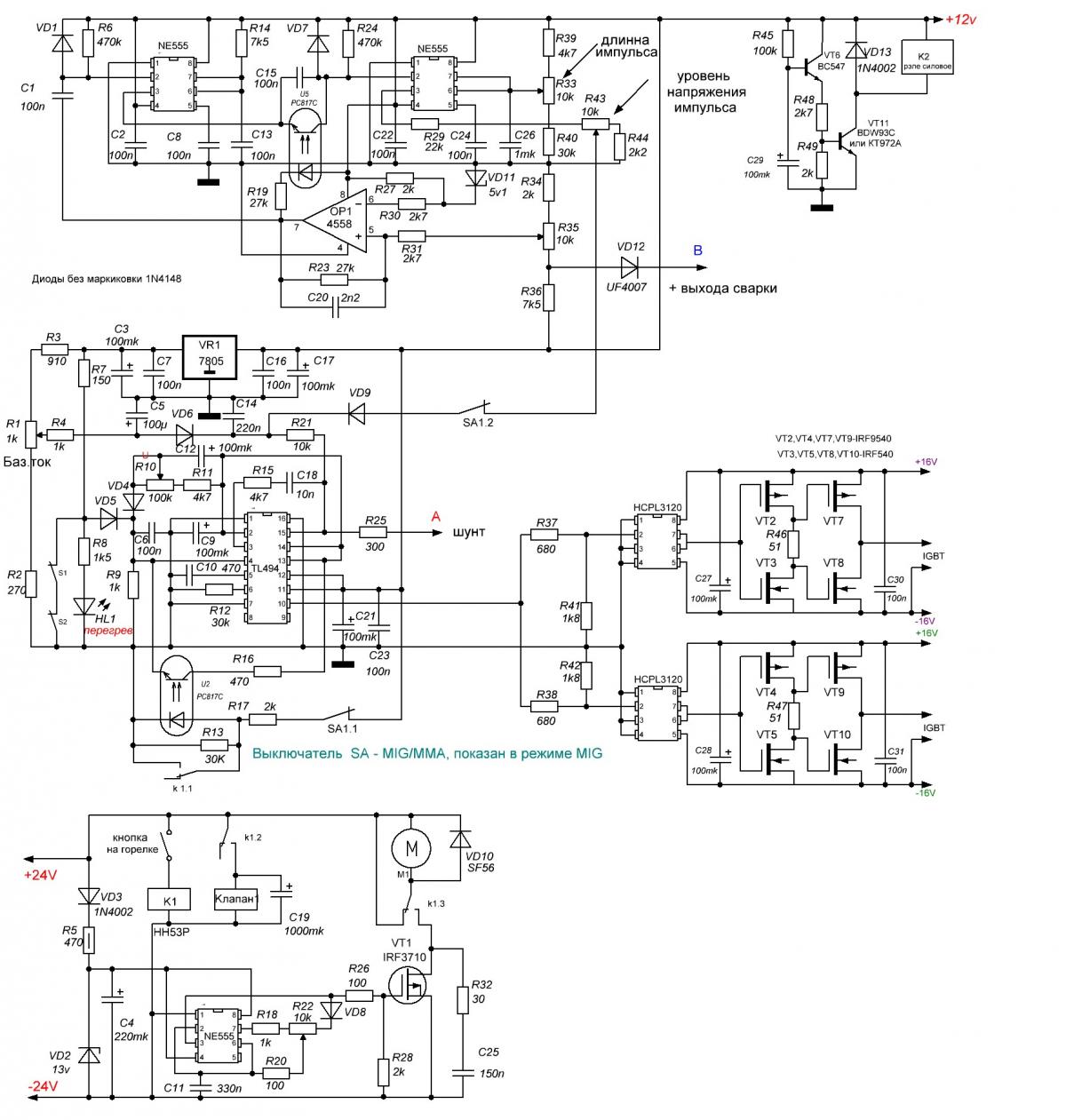 Изготовление в виде отдельного блока оптимально при работе на одном месте. При частых перемещениях носить два устройства не удобно.
Изготовление в виде отдельного блока оптимально при работе на одном месте. При частых перемещениях носить два устройства не удобно.
Заключение по теме
Сделать сварочный инвертор своими руками не так сложно. При недостатке опыта всегда можно проконсультироваться у специалистов.
В результате можно получить отличное устройство с дополнительными функциями, отсутствующими у инверторов промышленного изготовления.
Ремонт устройства, изготовленного своими руками, не создаст особых проблем, а использование в работе инструмента будет приносить удовольствие.
Как самому переделать сварочный аппарат переменного тока на постоянный?
Хороший сварочный аппарат значительно облегчает все работы по металлу. Он позволяет соединять и разрезать различные детали железа, которые отличаются своей толщиной и плотностью стали.
Современные технологии предлагают огромный выбор моделей, отличающихся мощностью и размером. Надежные конструкции имеют достаточно высокую стоимость. Бюджетные варианты, как правило, имеют короткий срок эксплуатации.
Бюджетные варианты, как правило, имеют короткий срок эксплуатации.
В нашем материале представлена подробная инструкция как сделать сварочный аппарат своими руками. Перед началом рабочего процесса рекомендуется ознакомиться с разновидностью сварочного оборудования.
Виды сварочного аппарата
Устройства этой техники различается на несколько типов. Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе.
Современные сварочные аппараты делятся на:
- модели постоянного тока;
- с переменным током
- трёхфазные
- инвекторные.
Модель с переменным током считается самым простым механизмом, который легко можно сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Чтобы собрать подобную конструкцию, необходимо иметь определенный набор материалов.
К ним относятся:
- провод для обмотки;
- сердечник выполненный из трансформаторной стали. Он необходим для намотки сварочника.
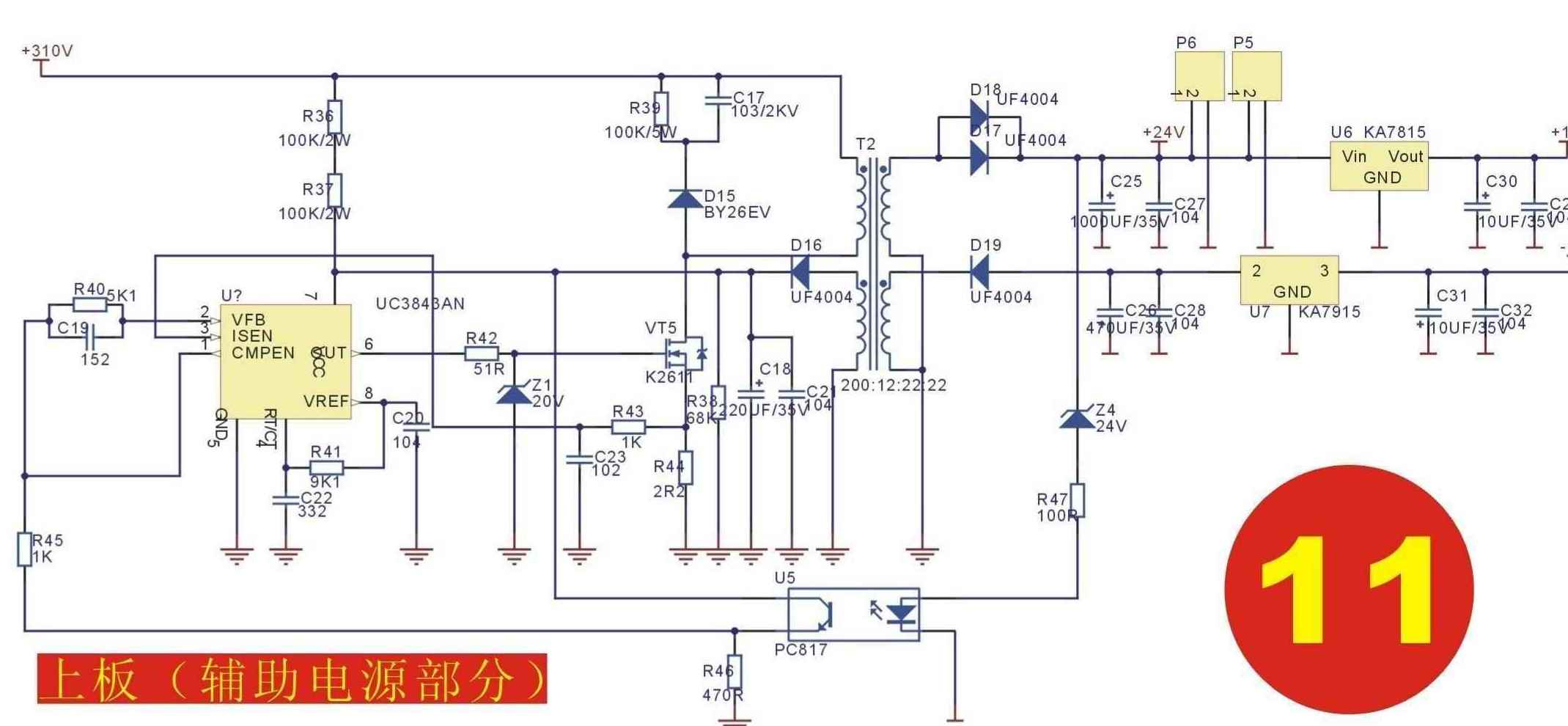 Он необходим для намотки сварочника.
Он необходим для намотки сварочника.Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов, помогает сделать правильный выбор.
Трансформатор для сварки
Сварочный аппарат постоянного тока в своей конструкции включает в качестве основного элемента трансформатор, обеспечивающий понижение нормального сетевого напряжения с 220 В до 45-80 В.
Схема устройства трансформатора для сварки.
Этот элемент конструкции функционирует в дуговом режиме с максимальной мощностью.
Трансформаторы, используемые в конструкции, должны выдерживать при работе большие значения токов, номинальная сила которых составляет 200 А. Вольтамперные показатели трансформатора должны полностью соответствовать спецтребованиям, которые обеспечивают режимы работы дуговой сварки. Некоторые самодельные трансформаторные сварочные аппараты являются простыми в своей конструкции. В них отсутствуют допустройства регулировки параметров токов.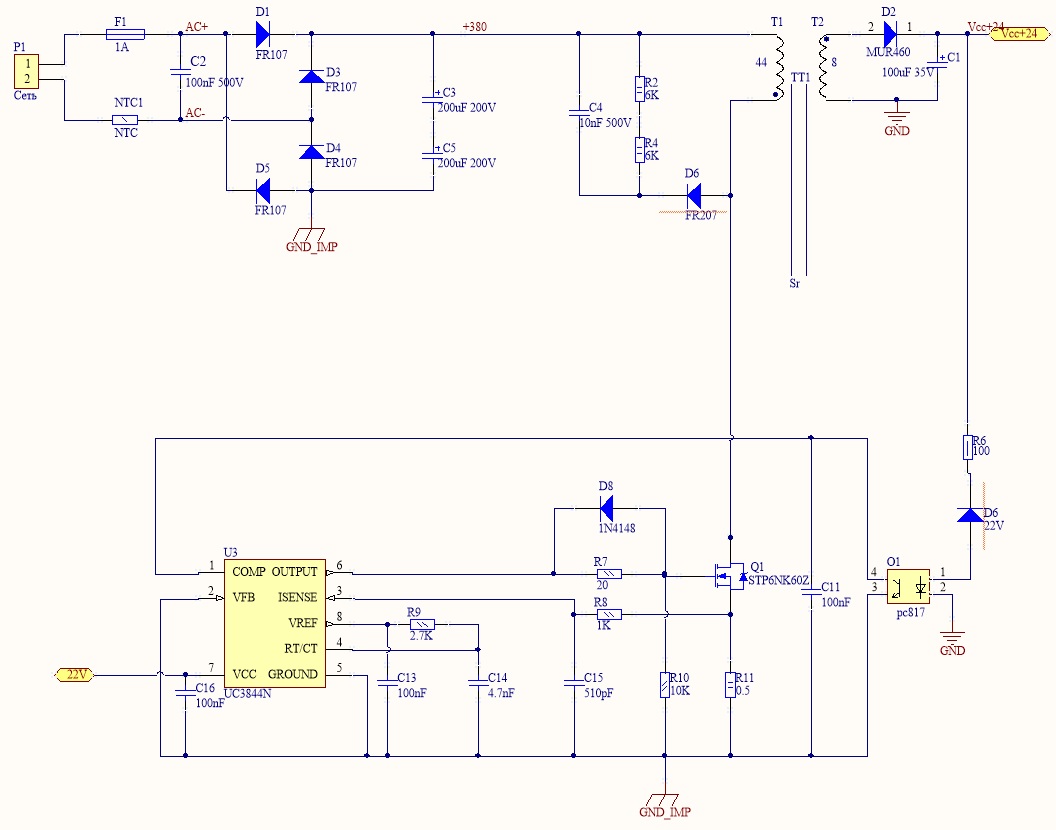 Регулировка технических параметров такого устройства осуществляется несколькими способами:
Регулировка технических параметров такого устройства осуществляется несколькими способами:
- при помощи узкоспециализированного регулятора;
- путем переключения числа витков катушки.
Трансформатор сварочного агрегата состоит из следующих конструктивных элементов:
- магнитопровод, изготовленный из пластин трансформаторной стали;
- две обмотки – первичная и вторичная, этот компонент трансформатора имеет выводы для подключения устройств регулировки параметров рабочего тока.
Схема обмотки трансформатора.
Трансформатор, используемый в сварочном аппарате, не имеет регулировочных устройств, обеспечивающих регулировку тока и его ограничение на рабочей обмотке. Первичная обмотка сварочного трансформатора оснащается выводами для подключения регулирующих схем и устройств, позволяющих осуществлять настройку сварочного устройства в зависимости от условий эксплуатации и параметров входящего тока.
Основная часть трансформатора – магнитопровод. Чаще всего при конструировании самодельных сварочных аппаратов используются магнитопроводы от списанного двигателя, старого силового трансформатора. Каждая конструкция магнитопровода имеет свои нюансы в конструкции. Основными параметрами, характеризующими магнитопровод, являются следующие:
Чаще всего при конструировании самодельных сварочных аппаратов используются магнитопроводы от списанного двигателя, старого силового трансформатора. Каждая конструкция магнитопровода имеет свои нюансы в конструкции. Основными параметрами, характеризующими магнитопровод, являются следующие:
- размер магнитопровода;
- количество витков обмоток на магнитопроводе;
- уровень напряжения тока на входе и на выходе устройства;
- уровень потребляемого тока;
- максимальный ток, получаемый на выходе устройства.
Эти основные характеристики определяют пригодность трансформатора для использования в качестве устройства, способствующего формированию дуги, а также приспособления, способствующего образованию качественного сварного шва.
Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами.
 Так же не близко к трансформатору устанавливают выпрямитель.
Так же не близко к трансформатору устанавливают выпрямитель.Причина такого расположения – сильное нагревание трансформатора и дросселя.
ВАЖНО ЗНАТЬ: Машины контактной сварки — задачи и разновидности
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Видео:
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
Конструкция аппарата для сваривания
Устройство самодельной сварки.
Выпрямитель устройства представляет собой своеобразную этажерку, изготовленную из алюминиевых пластин, которая стягивается шпильками. Каждая пара диодов, входящих в конструкцию выпрямителя, зажимается между пластинами толщиной в 1 мм и размерами 44 х42 мм.
Каждая пара диодов, входящих в конструкцию выпрямителя, зажимается между пластинами толщиной в 1 мм и размерами 44 х42 мм.
Транзистор, конденсаторы, тиристоры, стабилитроны, диоды и резисторы монтируются на стеклотекстолитовой плате.
В конструкцию сварочного агрегата входят следующие элементы:
- переключатель пакетный, рассчитанный на 16 и более ампер;
- вентилятор;
- диоды, рассчитанные на работу при токе в 16 и более ампер;
- конденсаторы, рассчитанные на работу при напряжении 400 и более вольт;
- конденсаторы, рассчитанные на работу при напряжении 1000 и более вольт;
- тиристоры КУ221 А, устанавливаемые для их охлаждения на радиатор;
- диоды КД13А или КД2997А, монтируемые на радиаторах с тиристорами;
- резисторы марки С5-16 или более мощные;
- винты, шайбы необходимые для сборки аппарата;
- пластины алюминия.
Читать также: Пила штиль 180 регулировка карбюратора
Для проведения монтажных работ потребуются следующие инструменты:
- паяльник;
- плоскогубцы;
- отвертка, нож, ножовка;
- молоток;
- дрель.

Сварочный агрегат, изготовленный с помощью этих элементов можно использовать для проведения сварочных работ в домашнем хозяйстве. Он с легкостью осуществляет сваривание большинства металлических изделий.
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
 youtube.com/embed/GxuzyHOp28U?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>
youtube.com/embed/GxuzyHOp28U?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””/>Определение параметров
Чтобы изготовить электрический сварочный аппарат, необходимо понимать принцип действия. Он преобразует величину входного напряжения (220 В) в пониженное (до 60-80 В). При этом процессе невысокая сила электротока в первичной обмотке (около 1,5 А) возрастает во вторичной (до 200 А). Данная прямая зависимость работы трансформаторов именуется вольтамперной характеристикой понижающего типа. От этих показателей зависит работа устройства. На ее основании проводятся вычисления, и определяется конструкция будущего аппарата.
Номинальный режим работы
Перед тем как сделать сварку, необходимо определить ее будущий номинальный режим использования. Он показывает, которое время приспособления для сварочных работ, изготовленные своими руками, могут непрерывно варить и сколько должны остывать. Этот показатель именуется еще продолжительностью включения. Для самодельных электроаппаратов он расположен в районе 30 %. Это значит, что из 10 минут он способен непрерывно работать 3, а отдыхать 7 минут.
Этот показатель именуется еще продолжительностью включения. Для самодельных электроаппаратов он расположен в районе 30 %. Это значит, что из 10 минут он способен непрерывно работать 3, а отдыхать 7 минут.
Номинальное рабочее напряжение
Работа трансформаторного сварного устройства основана на понижении входной величины напряжения до рабочей номинальной. При изготовлении сварочного аппарата можно сделать любое значение выходных параметров (30-80 В), что прямо влияет на диапазон рабочих электротоков. В отличие от электросети питания напряжением 220 В, выходное значение может составлять и порядка 1,5-2 Вольта в изделиях для точечной электросварки. Это обусловлено необходимостью получения высокого уровня тока.
Напряжение сети и количество фаз
Действующая схема подключения сварочного трансформатора самодельного типа рассчитывается на подключение к бытовой однофазной электросети. Для мощных сварных устройств используется промышленная сеть с тремя фазами на 380 В.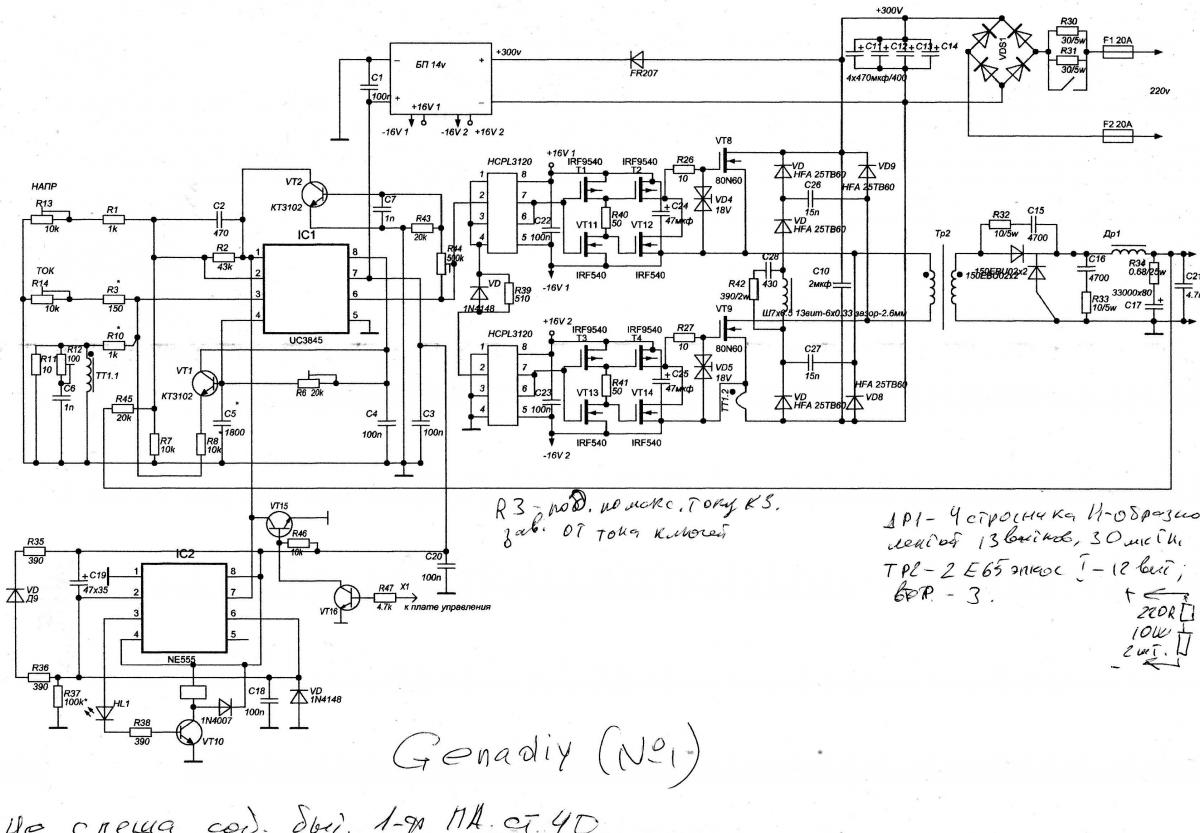 От величины этого входного параметра и выполняются остальные вычисления. Изготовленная своими руками мини сварка использует включение в домашнюю электросеть и не требует больших питающих величин напряжения.
От величины этого входного параметра и выполняются остальные вычисления. Изготовленная своими руками мини сварка использует включение в домашнюю электросеть и не требует больших питающих величин напряжения.
Напряжение холостого хода
Бытовой сварочник, собранный своими руками, должен иметь величину напряжения х/х, достаточную для розжига электродуги. Чем больше это значение, тем легче она будет появляться. Изготовление аппарата должно соответствовать действующим нормам безопасности, которые ограничивают выходное напряжение до максимальных 80 В.
Номинальный сварочный ток трансформатора
Перед тем как самому сделать электросварочный аппарат, необходимо определиться с размером номинального тока. От него будет зависеть возможность выполнения самих работ на металлах разнообразной толщины. При бытовой электросварке вполне достаточно значения в 200 А, что позволяет сделать вполне работоспособный аппарат. Превышение данного показателя потребует увеличения мощности электротрансформатора, что сказывается как на росте его габаритов, так и весе.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.
Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.
Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Особенности переделки
Антенна для цифрового тв своими руками
Изготовить аппарат точечной сварки своими руками удаётся без излишних усилий, если воспользоваться вариантом переделки его из ненужного сварочного устройства. При подготовке к работам необходимо будет обратить внимание на следующие моменты:
- Для рядового ТТ напряжение при работе на холостом ходу (х. х.), как правило, выбирается не более 70 Вольт;
- В ситуации с агрегатом для точечной сварки этот показатель не должен превышать 6-ти Вольт;
- Для реализации данного условия потребуется новая вторичная обмотка, рассчитанная на пониженное значение выходного напряжения.
Обратите внимание! Изготовить новую низковольтную катушку можно и путём её намотки поверх имеющейся вторичной обмотки (если место позволяет).
В противном случае лучше размотать прежнюю «вторичку» и воспользоваться её проводом для формирования новой рабочей обмотки.
Перед тем, как сделать точечную сварку с обновлённым трансформатором, желательно ознакомиться с существующими типами этих электротехнических изделий и постараться выбрать наиболее подходящий из них.
Инверторные источники сварочного токапомогают решать проблемы технического обслуживания и сокращают время простоя
(по данным Plant Engineering, июнь 2005 г.)
Краткое содержание:
- Трудности с перемещением тяжелых сварщиков на место работы, например, простои, вызванные ожиданием вилочного погрузчика, грузовика или крана, чтобы переместить сварщика.
- Невозможность поднести сварщика большего размера к месту работы во время работы в ограниченном пространстве.
- Сложность поиска полезной первичной мощности (например,г., только розетка 115 В, а у вас автомат 230 В).
- Трудности с первичным питанием, такие как колебания напряжения, необходимость добавления дополнительных сварщиков, но превышающая мощность цепи, или столкновение с дополнительными начисленными расходами от коммунальной компании за низкий коэффициент мощности (этот пункт относится к внутреннему персоналу, управляющему парк сварочного оборудования).
- Ограниченные возможности многопроцессорной сварки, например, использование одного сварочного аппарата для сварки Stick / TIG, а другого для сварки MIG / порошковой проволокой.
- Проблемы с поиском опытного сварочного персонала или проблемы, связанные с неправильной настройкой оборудования.
Инверторные сварочные аппараты и аппараты плазменной резки могут решить все эти проблемы, поскольку их передовая технология значительно снижает вес и размер аппарата, обеспечивает возможности первичного управления мощностью, недоступные при использовании традиционных сварочных технологий, и обеспечивает непревзойденные характеристики дуги. Кроме того, современная инверторная технология упрощает эксплуатацию машин.Их улучшенное зажигание дуги и характеристики дуги могут превратить обычного сварщика в хорошего сварщика, что приведет к повышению качества сварки и уменьшению количества брака.
Обычная сварочная технология, хотя и не является предметом рассмотрения в данной статье, остается хорошим выбором для многих операций по техническому обслуживанию и ремонту. Эти сварщики могут выдерживать серьезные злоупотребления, работать в тяжелых условиях и продолжать исправно работать в течение десятилетий. Кроме того, их ограниченная мобильность становится преимуществом в некоторых ситуациях. Когда сварщика нужно оставить на рабочем месте на ночь, пользователи могут быть уверены, что это 4 000 фунтов.Многооператорский блок все еще будет там утром. На рис. 1 (ниже) представлены некоторые краткие инструкции по выбору сварочного аппарата для обслуживания.
Обычный сварочный аппарат | Инвертор | |
Масса | · 350 + фунтов.для индивидуальной единицы · 2,000 – 4,000 фунтов. для многодуговых установок | · 10 – 120 фунтов. для индивидуальной единицы · 180 – 760 фунтов. для многодуговых установок |
Диапазон входного напряжения | 208/230/460 и т. Д. Требуется ручное перенаправление | 115 – 230 или 230 – 575.Повторное соединение вручную не требуется |
Одно- или трехфазное | Фиксированная способность | Принимает оба |
Допуск колебаний напряжения | ± 10% от первичной | Более толерантный¾ См. Информацию об Auto-Line |
Коэффициент мощности | Плохо – Хорошо, в зависимости от модели | Отлично (до.95; 1.0 идеально). PFC присущие конструкции |
Энергоэффективность | Плохо – Хорошо, в зависимости от возраста объекта | Отлично |
Потребление первичного тока | Традиционно выше | Традиционно ниже |
Качество многократной технологической дуги | Удовлетворительно – Хорошо | Отлично |
Расширенные функции управления дугой | Хорошо | Хорошо – Отлично |
Прочность | Отлично, обычно более 10 лет | Хорошо, обычно до 10 лет |
Надежность | Отлично | Удовлетворительно – Отлично (зависит от производителя) |
Закупочная цена (стоимость усилителя) | Обычно ниже | Обычно выше |
Как работают сварщики
Все сварочные аппараты преобразуют первичную мощность высокого напряжения с низкой силой тока в мощность низкого напряжения с высокой силой тока, используемую для сварки.Сварщик делает это с помощью трансформатора, который представляет собой железный сердечник, намотанный на сотни витков медной проволоки. Переменные, определяющие физический размер трансформатора, включают количество витков провода, площадь поперечного сечения сердечника, подаваемое напряжение и частоту первичной мощности.
Ключевая переменная – адрес одного инвертора – это частота. Уравнение, определяющее конструкцию сварочного аппарата, гласит, что увеличение частоты первичной мощности позволяет уменьшить размер и массу трансформатора.
Секрет инверторной технологии состоит в том, что она увеличивает частоту первичной мощности, поступающей на трансформатор, с 60 Гц до 20 000 – 100 000 Гц. Это достигается за счет включения / выключения мощных твердотельных переключателей, называемых IGBT, которые включаются и выключаются всего за одну миллионную долю секунды. Действие включения / выключения имитирует формирование и схлопывание магнитного поля, которое имеет такое же влияние, как и мощность переменного тока, но с гораздо более высокой частотой (см. Фиг.2, блок-схему инвертора, для более подробной информации).
Контролируя мощность на первичной обмотке (или на стороне линии) трансформатора и повышая частоту, производители сварочного оборудования теперь производят инверторы Stick / TIG весом от 10 до 50 фунтов, универсальные сварочные аппараты MIG весом менее 50 фунтов. . и многопроцессорные инверторы (Stick / TIG / MIG / порошковая сварка / строжка), которые весят около 80 фунтов. и производят на выходе 425 ампер. См. Рис. 3 для сравнения размеров трансформатора между обычным сварочным аппаратом и инвертором.
Быстрая окупаемость инвестиций за счет сокращения потерь времени
В среднем на сварку 85% затрат приходится на рабочую силу (см.рис.4, график стоимости сварки). При измерении стоимости ремонта учитывается время, затраченное на то, чтобы сварщик и работа выполнялись вместе, время на настройку сварочного оборудования, время подготовки материала, время горения дуги, время очистки при сварке (брызги при шлифовании и шлак или, что еще хуже, дорогостоящие переделка), время, затрачиваемое на перемещение сварщика между работами, и время, затрачиваемое на возвращение сварщика в стойку для инструментов, рабочий ящик или место для хранения.
Один подрядчик, выполняющий плановое техническое обслуживание электростанции, рассчитал сэкономленное время для обоснования перехода на инверторную технологию.Раньше в контакторе использовалась система с несколькими операторами с восемью дугами, которая весила 4000 фунтов. Перейдя на «стоечную» систему, которая удерживает и приводит в действие шесть дуг от одного основного соединения и весит всего 712 фунтов, подрядчик сократил рабочее время на 87 процентов. Кроме того, когда сварщик находится рядом с рабочим, операторы могут легко регулировать параметры сварки или изменять процессы.
Сегодня стойка с четырьмя дугами для сварки TIG / Stick может весить всего 180 фунтов (включая стойку) – всего 50 дюймов.высокие, подходят для лифта и оснащены колесами для максимальной мобильности. Стеллажные системы также позволяют снимать со стойки отдельных сварщиков. Индивидуальные инверторы немного больше чемодана или ручной клади (размер зависит от выходной мощности), поэтому один или два человека могут легко переместить небольшой инвертор и поместить его в ограниченное пространство.
Гибкость первичной мощности
Экономия времени за счет использования легких инверторов в работе бесполезна, если вы не можете найти место для подключения.Инвертор обеспечивает гибкость местоположения за счет двух типов технологии управления первичным питанием: технологии автоматического подключения и технологии Auto-Line ™, которая доступна на некоторых инверторах Miller Electric Mfg. Co.
При использовании технологии автоматического подключения инвертор определяет тип подаваемого первичного питания, а затем автоматически (но механически) подключается к правильному питанию: 230 или 460 В, одно- или трехфазное, 50 или 60 Гц.
Схема Auto-Line устраняет механическое соединение и вместо этого использует электрическое соединение.Схема увеличивает первичную мощность до более высокого напряжения, и эта мощность затем становится источником напряжения для инвертора. Следующие типы инверторов доступны с Auto-Line (сила тока указана при максимальной выходной мощности):
- Универсальный сварочный аппарат MIG на 180 А, рассчитанный на напряжение 115–230 В, только однофазный, 50 или 60 Гц
- 150-амперные аппараты Stick / DC TIG, которые принимают напряжение от 115 до 230 В, только однофазные, 50 или 60 Гц
- Устройства Stick / DC TIG на 200 А и TIG / Stick на переменном / постоянном токе, которые принимают от 120 до 460 В, одно- или трехфазные, 50 или 60 Гц
- Сварочные аппараты CC / CV на 425 А, которые принимают от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц
- Сварочные аппараты «Multi-MIG», работающие на напряжение от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц (эти аппараты специально предназначены для крупносерийной промышленной сварки, а не для обслуживания и ремонта)
- Плазменные резаки на 55 и 80 А, которые принимают от 208 В до 575 В, одно- или трехфазные, 50 или 60 Гц
Обратите внимание на акцент на сквозной.Первичное напряжение питания может изменяться, но пока оно остается в пределах рабочего диапазона машины, мощность дуги остается стабильной (см. Рис. 5, схема Auto-Line). Операторы никогда не увидят мерцания, и машина будет работать непрерывно в условиях, которые вызывают отключение других машин для самозащиты или срабатывания автоматического выключателя. Это преимущество действительно окупается на объектах с грязным питанием или при отключении электроэнергии от генератора. Обратите внимание, что для создания экономичной станции двухдуговой сварки на месте некоторые компании объединяют сварочный генератор с приводом от двигателя и используют мощность его генератора для работы инвертора.
Наличие инверторов с Auto-Line означает, что человек, производящий сварочный ремонт, может перемещаться не только в любое место внутри завода, но и в любую точку мира, не беспокоясь о наличии доступной мощности.
Больше мощности на фунт, меньше потребляемого тока
Люди, впервые сталкивающиеся с инвертором, обычно не могут поверить, что такой маленький аппарат обеспечивает такую большую мощность сварки. Например, небольшие инверторы Stick / TIG весят менее 14 фунтов., но может иметь достаточно мощности для сварки с помощью 1/8 дюйма. Наклеить электрод. Даже инвертор для строжки угольной дугой с углем 3/8-дюйма на 600 ампер весит всего около 120 фунтов.
Инверторытакже обеспечивают выдающуюся энергоэффективность, которая может снизить счета за коммунальные услуги, и они эффективно используют подаваемую первичную мощность, которая известна в отрасли как хороший коэффициент мощности. Хороший коэффициент мощности снижает потребляемую мощность, что может позволить добавить больше сварщиков к существующей основной мощности. Например, один производитель глушителей недавно столкнулся с дилеммой необходимости увеличения производства для удовлетворения спроса, но при этом считал, что не может добавить к своему парку более 40 дуг, не внося изменений во входящие услуги – изменения, которые могли стоить до 50 000 долларов.
Вместо того, чтобы добавить больше традиционных сварочных аппаратов TIG переменного / постоянного тока на 250 А, которые потребляют от 52 до 96 А первичной мощности при номинальной выходной мощности на первичной 230 В, компания приобрела инверторы TIG переменного / постоянного тока на 200 А, которые потребляют менее 16 амперы при номинальной мощности. Компания добавила восемь инверторов, увеличила производительность и удовлетворила спрос без каких-либо изменений во входящем обслуживании.
Механические подрядчики, работающие на перерабатывающих предприятиях (нефтехимия, бумага, пищевая промышленность) и электростанциях, также получают выгоду от низкого потребления первичной энергии и управления первичной мощностью.Эти рабочие места часто испытывают нехватку электроэнергии и могут иметь нестабильную мощность генератора. Низкое энергопотребление инвертора означает, что один генератор может питать больше дуг, и, как уже отмечалось, такие функции, как Auto-Line, позволяют инвертору преодолевать провалы и всплески напряжения.
Превосходный сварочный аппарат
Переключая первичную мощность с частотой в тысячи Гц и используя усовершенствованное микропроцессорное управление, инвертор может создавать оптимальные характеристики дуги в любом заданном режиме сварки. Таким образом, операторы могут сваривать наилучшим образом, не борясь с дугой, или могут выбирать процесс сварки, наиболее подходящий для работы.
Краткий обзор преимуществ инвертора при обслуживании / ремонте включает следующее:
- Несколько выходов для технологической сварки. Доступны модели для TIG-сварки Stick / DC (для стали и нержавеющей стали), TIG / Stick на постоянном токе (эти сварочные аппараты имеют больше функций для управления дугой TIG, таких как импульсная и высокочастотная дуга), AC / DC TIG / Stick (AC выход необходим для сварки алюминия) или выход CC / CV. Выход CC, или выход постоянного тока, используется для сварки Stick, TIG на постоянном токе и строжки, а выход CV используется для сварки MIG и порошковой сваркой.Когда работа требует как процессов CC, так и CV, инвертор CC / CV означает, что на одну машину меньше, чем нужно купить или перевезти на стройплощадку.
- Отличное зажигание дуги. Во время зажигания дуги часто возникают дефекты сварки, потому что дуга не может быстро образоваться. Инверторы обычно обеспечивают более положительное зажигание дуги, что может помочь обеспечить качественный сварной шов с первого раза и исключить необходимость доработки в дальнейшем. Ремонт одной сварки может стоить сотни или тысячи долларов, поэтому устранение нескольких дефектов сварки может окупить новый инвертор.
- Управление копанием для сварки штангой. Контроль копания предотвращает залипание электрода, когда дуга становится слишком короткой. Это полезно для прохода с открытым корнем или при плотной подгонке и помогает в зажигании дуги.
- Широкий диапазон регулирования индуктивности для сварки MIG. Это позволяет оператору создавать «более мягкую» дугу (с большей индуктивностью) или «жесткую» дугу. Увеличьте индуктивность для лучшего смачивания (особенно для нержавеющей стали) или уменьшения разбрызгивания, что может сэкономить часы на шлифовку после сварки.
- Улучшенный импульсный выход MIG или импульсный TIG (возможность настройки формы импульса). В зависимости от области применения, импульсный режим может снизить тепловложение для уменьшения деформации или прожога, улучшить эстетику борта, уменьшить разбрызгивание, обеспечить контроль образования лужи вне положения и увеличить скорость движения.
- Регулировка выходной частоты и расширенный контроль баланса для сварки TIG на переменном токе. Эти функции позволяют адаптировать профиль сварного шва к области применения для улучшения качества сварки, минимизации шлифовки после сварки и значительного увеличения скорости перемещения.
- Удобное управление. Такие функции, как вызов последней процедуры, запоминают предпочтения при изменении полярности, такие как метод запуска и панель или дистанционное управление. Чтобы учесть предпочтения оператора, но при этом уберечь операторов от проблем, связанных с выполнением неправильных настроек, некоторые инверторы имеют четырехпозиционные регуляторы, просто помеченные для «жесткой» или «мягкой» характеристики дуги с помощью стержневых электродов E6010 и E7018. Панели управления также имеют цветовую маркировку в зависимости от процесса, например, зеленый для сварки TIG, оранжевый для Stick и синий для сварки проволокой.Производители также стараются обеспечить единообразие своего оборудования, поэтому конструкция панели управления инвертора может напоминать панель управления сварочного генератора с приводом от двигателя, который оператор использовал на предыдущей работе.
Помимо удобных элементов управления, производители также обращают внимание на потребности в удобных для пользователя процессах. Мир сварки в целом признает, что сварка проволокой (MIG или порошковая сварка) – это самый простой процесс для освоения, причем Stick более жесткий, а TIG самый сложный (что не означает, что сварка Stick – это просто!).
Практически любой человек с хорошей зрительно-моторной координацией и правильным отношением к делу может научиться сварке проволокой в обычных условиях за несколько часов практики. Однако сварка проволокой для ремонта на месте может быть затруднена. Даже небольшой сварочный аппарат MIG, работающий от 115 В, весит 60 фунтов, а баллон с защитным газом часто весит больше, чем сварщик.
Миллер решил эту проблему, создав первый в мире полностью автономный универсальный сварочный аппарат MIG – Millermatic® Passport ™.Этот 45-фунтовый. инвертор (см. рис. 7) имеет 12 унций. внутренний баллон с защитным газом CO2 (на самом деле баллон с красящим шариком), обеспечивающий достаточно газа для 25 минут сварки. Ни один другой сварочный аппарат не выполнит работу быстрее или проще для быстрого ремонта сваркой или легкого изготовления в полевых условиях.
Если ваша работа требует доставки сварщика на место работы, требует нескольких процессов сварки или вы сталкиваетесь с проблемами, связанными с управлением первичным питанием, присмотритесь к инверторной технологии.Реальная цель экономии 10 или 20 часов времени при выполнении одной большой работы означает, что новый инвертор многократно окупит себя в течение двух или трех лет, обычно выделяемых на капитальные вложения. И
инвертор помогает запустить объект в аварийной ситуации, он на вес золота.
Фиг.7
Сварка алюминия с использованием инверторных источников питания
Постоянный ток
Все источники питания для сварки преобразуют входящую мощность относительно высокого напряжения в низковольтную и сильноточную сварку с трансформатор.Раньше трансформатор работал напрямую от входящего переменного тока с частотой 50 или 60 Гц. На этих частотах в трансформаторе выделяется много тепла, поэтому он должен быть относительно большим и тяжелым. Кроме того, если используется частота 60 Гц, управляющие сигналы могут выдаваться не чаще, чем 120 в секунду.
Инверторы были внедрены в источники питания для сварки сначала для выработки постоянного тока (DC), а затем для генерации переменного тока. В этих источниках питания поступающая мощность переменного тока 50 или 60 Гц сначала выпрямляется в постоянный ток и фильтруется, а затем подается в инверторную секцию источника питания, где полупроводниковые элементы управления включают и выключают ее на частотах до 20000. Гц, эффективно преобразовывая его обратно в высокочастотный переменный ток.
Этот импульсный, высоковольтный, высокочастотный переменный ток затем подается на главный силовой трансформатор, где он преобразуется в низковольтный переменный ток частотой 20 000 Гц, пригодный для сварки. Наконец, он пропускается через схему фильтрации и выпрямления для получения сварочного тока постоянного тока. Выход управляется твердотельными элементами управления, которые модулируют скорость переключения переключающих транзисторов.
Поскольку силовой трансформатор работает на частоте 20 килогерц, он намного эффективнее, чем трансформатор, работающий на частоте 60 Гц. Это означает, что трансформатор может быть намного меньше и легче, поэтому сам блок питания может быть легким.Источники питания для инверторной сварки вольфрамовым электродом на постоянном токе (GTAW) обычно весят от 30 до 50 фунтов. С некоторыми из этих источников питания потребляемый ток при 205 А составляет 29 А при однофазном питании 230 В. Хотя результирующая экономия затрат на инверторный источник питания часто преувеличивается, годовая экономия источника питания обычно составляет 10 процентов от закупочной цены источника питания.
Инверторные источники питания также очень точно «измельчают» входящий переменный ток, в результате чего получается устойчивый постоянный ток без типичных пульсаций 60 Гц и стабильная сварочная дуга.
Переменный ток
В течение многих лет инверторные источники питания могли подавать только постоянный ток. Инверторов, выводящих переменный ток, просто не существовало. Это ограничивало использование инверторов для сварки алюминия, который обычно сваривают GTA с использованием переменного тока. Тогда кому-то пришла в голову идея упаковать два инвертора в один корпус. Запуск их с разной полярностью и попеременное включение и выключение генерировал выход псевдо-переменного тока. Некоторые инверторы все еще генерируют переменный ток таким образом.
Возможность генерировать переменный ток делает инверторные источники питания подходящими для сварки алюминия с использованием GTAW.Поскольку напряжение дуги никогда не проходит через ноль, дуга переменного тока становится более стабильной. Большинству инверторных источников питания GTAW не требуется, чтобы высокая частота была постоянно включена для стабильности, что снижает количество радиочастотных помех (RFI), создаваемых источником питания.
Поскольку управляющие сигналы могут посылаться с любой частотой, в два раза превышающей частоту инвертора (40 кГц), частоту выхода для сварки переменным током можно изменять. Некоторые машины могут выдавать переменный ток с частотой от 20 до 150 Гц.По мере увеличения частоты конус дуги и сварной шов становятся более узкими, что приводит к более глубокому проплавлению сварного шва.
При GTAW проплавление сварного шва происходит за счет отрицательной электродной части цикла переменного тока. Во время положительной электродной части цикла проплавление сварного шва уменьшается, и в вольфрамовый электрод поступает больше тепла, но дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. Таким образом, в то время как большинство других материалов сваривают GTA с использованием постоянного тока, алюминий обычно сваривают на переменном токе.
Сварка с инверторами
Источники питания с ранней GTAW подавали простой синусоидальный выход переменного тока с равным количеством генерируемых положительных и отрицательных электродов. Однако для надлежащей очистки такой большой положительный электрод не нужен. Более поздние источники питания позволяли изменять соотношение отрицательного электрода к положительному, обычно примерно 65 процентов отрицательного электрода и 35 процентов положительного электрода.
Инверторные источники питания обеспечивают адекватную очистку дуги с 15% положительного электрода.Уменьшение количества положительного электрода помогает увеличить проплавление сварного шва и уменьшить количество тепла, попадающего в вольфрамовый электрод. Это позволяет использовать заостренные электроды меньшего диаметра, которые концентрируют и сужают сварной шов.
Электроды из чистого или циркониевого вольфрама с тупым концом обычно рекомендуются для сварки на переменном токе с использованием обычных источников питания. Ситуация меняется при использовании инверторов. Большинство инверторов оптимизированы для зажигания дуги и наилучшей сварки с использованием заостренных электродов из 2-процентного торированного вольфрама.Многие пользователи также сообщают о хороших результатах при использовании заостренных вольфрамовых электродов с церированным или лантаном.
Источник питания постоянного напряжения – обзор
4.8 Модуляция мощности системы дуговой сварки
Из-за динамического поведения дуги ток и напряжение непрерывно изменяются во время дуговой сварки. Мощность дуги регулируется сварочным током и напряжением. Ток положительно влияет на скорость плавления расходуемого электрода, присадочного материала и основных материалов [111].Напряжение влияет на длину дуги и сварочный ток [72]. Источник питания постоянного тока обычно используется для GTAW или PAW, тогда как источник питания постоянного напряжения используется для процесса GMAW. В режимах GTAW или PAW ток задается заранее, и любые изменения сварочного тока из-за изменения длины дуги не критичны из-за использования неплавящегося электрода и отдельно используемого присадочного материала. В GMAW предварительно устанавливаются напряжение и скорость подачи проволоки, а сварочный ток регулируется скоростью подачи проволоки [72].Изменение скорости подачи проволоки изменяет длину дуги и напряжение дуги, что, в свою очередь, изменяет ток дуги и скорость плавления электрода для поддержания равновесной длины дуги.
Обычная GTAW обычно выполняется с источником питания переменного тока, поскольку она предотвращает перегрев электрода, удаляет оксиды во время положительной фазы и сильно нагревает заготовку во время отрицательной фазы. Источник переменного тока также используется в процессе GTAW с гибридным лазером [86,111]. Использование источника постоянного тока в гибридном GTAW-лазере на CO 2 приводит к увеличению энергозатрат и увеличению срока службы электродов [56].Источник питания постоянного тока с положительным электродом используется в обычном процессе GMAW, а также в гибридном лазерном процессе GMAW, который увеличивает скорость осаждения [112]. Использование импульсного режима в обоих процессах, гибридном лазерном GTAW или гибридном лазерном GMAW, снижает количество брызг и зоны термического влияния. Ширина и частота импульса являются дополнительными параметрами, которые необходимо контролировать при использовании импульсного тока [70]. Ширина импульса определяет длительность импульса (пиковый ток), а также влияет на размер металлической капли и ширину дугового конуса [113].Частота импульсов управляет общим подводом тепла к зоне сварки [34]. Импульсная дуговая сварка в сочетании с импульсным лазером также может использоваться для гибридной лазерной дуговой сварки [51].
Режим переноса металла является важным фактором, на который влияют мощность дуги, вылет электрода и диаметр электрода, расстояние от лазера до дуги, а также состав защитного газа и давление газа [39,106]. При дуговой сварке наблюдаются три различных режима переноса металла: перенос / распыление, гравитационный / глобулярный перенос и перенос при коротком замыкании [12].Величины и направления электромагнитной силы и силы сопротивления плазмы, действующих на каплю, влияют на поведение капель [114,115]. Температурное поле, структура потока жидкости и геометрия сварочной ванны сильно зависят от процесса столкновения капель из-за передачи массы, энергии и количества движения в сварочную ванну [116]. Перенос распылением более предпочтителен при гибридной лазерной дуговой сварке, чтобы обеспечить глубокое проплавление из-за высокого тепловложения на единицу длины при поддержании высокой скорости сварки [98].Меньшая турбулентность сварочной ванны наблюдается при использовании переноса металла в режиме распыления из-за выброса мелких капель присадки в сварочную ванну [117]. Использование импульсного тока улучшает передачу режима распыления металла, поскольку использование пикового тока при небольшой длительности импульса и частоте импульсов влияет на образование металлических капель и часто отрывает их, что снижает вероятность образования более крупных капель, что является характерной особенностью гравитационного переноса [ 70]. Режим глобулярного переноса металла наблюдается для небольшого расстояния между лазером и электродом, тогда как режим распыления достигается при увеличении расстояния разделения [118].
Отношение мощности лазера к мощности дуги также является важным фактором для гибридной лазерной дуговой сварки, который влияет на геометрию сварного шва, металлургические свойства сварного шва, остаточные напряжения и характер деформации [9,59,83]. Это уравновешивает влияние лазерного луча и дуги на общую сварочную ванну. Более высокий коэффициент энергии обеспечивает узкий и глубокий сварной шов и увеличивает скорость сварки [83]. Размер сварного шва увеличивается с увеличением мощности дуги до достижения устойчивого состояния. Однако очень высокая мощность дуги приводит к уменьшению глубины проплавления из-за изменения перехода режима металла от распыления к глобулярному переносу.
Характеристики источника питания – TWI
Основная цель источника питания для дуговой сварки – подавать регулируемый сварочный ток при напряжении, требуемом для процесса сварки. К процессам дуговой сварки предъявляются различные требования в отношении средств управления, необходимых для обеспечения требуемых условий сварки, которые, в свою очередь, влияют на конструкцию источника питания. Чтобы понять, как требования процессов влияют на конструкцию источника питания, необходимо понимать взаимодействие источника питания и характеристик дуги.
Если построить график зависимости напряжения сварочной дуги при различной длине дуги от сварочного тока, то получатся кривые, показанные на рис. 1. Наибольшее напряжение – это напряжение холостого хода источника питания. После зажигания дуги напряжение быстро падает, поскольку газы в дуговом промежутке становятся ионизированными и электрически проводящими, электрод нагревается и размер столба дуги увеличивается. Сварочный ток увеличивается по мере падения напряжения до тех пор, пока не будет достигнута точка, в которой соотношение напряжение / ток становится линейным и начинает соответствовать закону Ома.Из рисунка 1 важно отметить, что при изменении длины дуги изменяются и напряжение, и сварочный ток – более длинная дуга дает более высокое напряжение, но с соответствующим падением сварочного тока и наоборот. Эта характеристика сварочной дуги влияет на конструкцию источника питания, так как большие изменения сварочного тока при ручной металлической дуге (MMA) и сварке TIG нежелательны, но необходимы для процессов сварки MIG / MAG и порошковой дугой.
Поэтому источники питанияMMA, TIG и дуговой сварки под флюсом разработаны с так называемой статической характеристикой падающего выхода или постоянного тока, источники питания MIG / MAG и FCAW с плоской статической характеристикой или статической характеристикой постоянного напряжения.На большинстве источников питания наклон характеристики можно изменить, чтобы сгладить или сделать более крутыми кривые, показанные на Рис. 2 и Рис. 3
На рис. 2 показаны статические характеристики источника питания постоянного или падающего тока, которые могут использоваться для сварки MMA или TIG, наложенные на характеристические кривые дуги. При ручной сварке длина дуги постоянно меняется, поскольку сварщик не может поддерживать постоянную длину дуги. При использовании источника постоянного тока, когда длина дуги изменяется из-за того, что сварщик манипулирует сварочной горелкой, происходит лишь небольшое изменение сварочного тока – чем круче кривая, тем меньше изменение тока, поэтому не будет скачков тока и достигается стабильное состояние сварки.Поскольку в первую очередь сварочный ток определяет такие характеристики, как проплавление и расход электрода, это означает, что длина дуги менее критична, что упрощает задачу сварщика по достижению прочных бездефектных сварных швов. Обычно изменение на ± 5 В приводит к изменению примерно на ± 8 А при сварочном токе 150 А.
В некоторых ситуациях – например, при сварке в верхнем положении или когда сварщик сталкивается с переменными корневыми зазорами – это преимущество, если сварщик имеет гораздо больший контроль над скоростью наплавки, позволяя ему изменять скорость, изменяя длину дуги. .В такой ситуации будет полезна более плоская характеристика источника питания.
Сварка под флюсом также использует источник питания с падающей характеристикой, в котором сварочный ток и скорость подачи электрода согласованы со скоростью, с которой проволока плавится и переносится через дугу в сварочную ванну – «скорость выгорания». Это согласование параметров осуществляется системой мониторинга, которая использует напряжение дуги для управления скоростью подачи электрода – если длина дуги / напряжение увеличивается, скорость подачи проволоки увеличивается для восстановления равновесия.Характеристика источника питания с постоянным напряжением проиллюстрирована на рис. 3. Это показывает, что по мере изменения длины дуги и, следовательно, напряжения, происходит большое изменение сварочного тока – по мере удлинения дуги сварочный ток падает, поскольку дуга укорачивает ток. увеличивается.
В источниках питания MIG / MAG и FCAW сварочный ток регулируется скоростью подачи проволоки, сварочный ток определяет скорость, с которой сварочная проволока плавится и передается через дугу в сварочную ванну – «прогорание» показатель.Следовательно, по мере уменьшения тока скорость выгорания также падает, меньше проволоки плавится и кончик проволоки приближается к сварочной ванне. При этом уменьшается напряжение, увеличивается сварочный ток и, следовательно, скорость выгорания. Поскольку скорость подачи проволоки постоянна, возникает избыток выгорания при подаче проволоки, так что желаемая длина дуги, напряжение и ток восстанавливаются. Также происходит обратное: уменьшение длины дуги вызывает снижение напряжения, ток увеличивается, скорость догорания увеличивается, в результате чего дуга удлиняется, напряжение увеличивается, а сварочный ток падает до тех пор, пока не будут установлены предварительно заданные условия сварки. восстановлены.Опять же, типичное значение изменения сварочного тока для источника питания постоянного напряжения будет в диапазоне ± 40 ампер при изменении длины дуги на ± 5 вольт. Эта функция дает нам так называемую «саморегулирующуюся дугу», при которой изменения длины дуги, напряжения и тока автоматически возвращаются к требуемым значениям, обеспечивая стабильные условия сварки. Это несколько упрощает задачу сварщика по сравнению со сваркой MMA или TIG. Хотя в принципе возможно использовать источник питания с характеристикой постоянного напряжения для сварки MMA, сварщику гораздо труднее оценить скорость выгорания, чем длину дуги, поэтому возникает нестабильность дуги, и метод не применим на практике.
В дополнение к этому регулированию напряжения сварочной дуги важна скорость, с которой источник питания реагирует на короткое замыкание – это известно как динамическая характеристика источника питания. Короткие замыкания возникают при зажигании дуги и при сварке MIG / MAG при переносе погружением. Когда напряжение падает до нуля, при коротком замыкании увеличивается ток. Если это увеличение тока происходит быстро и неконтролируемо, то наконечник электрода перегорает, как электрический предохранитель, что приводит к чрезмерному разбрызгиванию – слишком медленный подъем, и электрод может попасть в сварочную ванну и погасить дугу.Это не имеет большого значения при использовании процесса MMA, поскольку максимальный ток при нулевом напряжении контролируется наклоном статической характеристической кривой, и сварщик может легко установить дуговый зазор. Однако это важно в процессе MIG / MAG, где используется источник питания с плоской статической характеристикой, и ток может возрасти до чрезвычайно высокого значения, в частности, при сварке в режиме погружения или короткого замыкания.
Таким образом, в электрическую цепь источника питания вводится электрический компонент, называемый индуктором.Это устройство препятствует изменению сварочного тока и, следовательно, снижает скорость увеличения тока во время короткого замыкания. Индуктивность является переменной и может быть отрегулирована для обеспечения стабильного состояния, как показано на рис. 4. Индуктивность в сварочной цепи также приводит к меньшему количеству коротких замыканий в секунду и увеличению времени горения дуги – это дает более гладкий сварной шов лучшей формы. Однако слишком большая индуктивность может привести к такому медленному нарастанию сварочного тока, что у дуги не будет достаточно времени для восстановления и расплавления кончика проволоки, так что сварочная проволока затем попадет в сварочную ванну.Индуктивность во время переноса распылением также способствует лучшему и менее резкому зажиганию дуги.
Эту статью написал Джин Мазерс.
Инвертор как источник сварочного тока.
Страница / Ссылка:
URL страницы: HTML-ссылка: Сварка вики | FroniusТ
Взаимодействие с другими людьмиTAC
Во время выполнения прихваток с помощью TAC импульсная дуга TIG приводит в движение жидкую сварочную ванну.Это приводит к ускоренному сращиванию элементов и, следовательно, к более короткому процессу склеивания. Взаимодействие с другими людьмиПрихватка
Прихватывание относится к соединению компонентов перед фактическим процессом сварки. Взаимодействие с другими людьмиТандемная сварка
При тандемной сварке два полностью изолированных проволочных электрода плавятся в сварочной горелке и в общей сварочной ванне.Этот процесс обеспечивает особенно высокую производительность наплавки, которую можно преобразовать в скорость сварки или объемное заполнение. Этот процесс сварки известен в Fronius под торговой маркой TWIN. Взаимодействие с другими людьмиТемпер цвета
Цвета закалки – это поверхностные яркие окраски металлов, обычно вызванные тепловым воздействием и окислением. Этого можно избежать, используя различные формовочные и защитные газы. Взаимодействие с другими людьмиТеплопроводность
Теплопроводность – это материальная величина, которая описывает, насколько хорошо материал проводит тепло. Материалы с высокой теплопроводностью трудно поддаются сварке и требуют специальной обработки перед началом сварки (например, алюминий) или требуют высокой температуры предварительного нагрева (например, медь). Взаимодействие с другими людьмиПроцессы термического соединения
Процессы термического соединения относятся к соединению материалов посредством нагрева и / или применения силы.К ним относятся сварка прессом и сварка плавлением. Взаимодействие с другими людьмиTIG AC
Это сварка TIG на переменном токе, при которой полярность электрода быстро меняется с положительной на отрицательную. Он в основном используется при сварке алюминия. Взаимодействие с другими людьмиОстановка TIG Comfort Stop
Остановка процесса сварки без курка горелки путем кратковременного подъема и опускания электрода. Взаимодействие с другими людьмиКонтактное зажигание TIG
При обычном контактном зажигании TIG вольфрамовый электрод снимается с заготовки. Затем выполняется заданная последовательность начала сварки. Взаимодействие с другими людьмиTIG DC
Сварка TIG на постоянном токе, при которой полярность электрода отрицательная на протяжении всего процесса сварки.В исключительных случаях также можно использовать DC plus. Взаимодействие с другими людьмиНаплавочная сварка TIG
Наплавка вольфрамовым электродом в среде инертного газа универсальна и идеально подходит для наплавки высоколегированных металлов и сталей. Процесс сварки обеспечивает высококачественные чистые и точные поверхности с небольшим количеством брызг. Взаимодействие с другими людьмиБесконтактное зажигание TIG (высокочастотное зажигание)
При сварке TIG дуга может зажигаться бесконтактным способом.Здесь используется источник высокого напряжения, который временно подключается к высокой частоте и малой мощности. Взаимодействие с другими людьмиСварка TIG
Сварка вольфрамом в среде защитного газа – это процесс сварки в защитном газе. Здесь дуга горит между неплавящимся вольфрамовым электродом и заготовкой. Узнайте больше о сварке TIG Взаимодействие с другими людьмиВРЕМЯ процесс
ВРЕМЯ означает переданную ионизированную расплавленную энергию.Процесс сварки TIME является синонимом высокопроизводительной сварки проволокой MAG. Взаимодействие с другими людьмиВремя близнец
С Time Twin два цифровых источника питания, которыми можно управлять по отдельности, работают в одном газовом сопле и в общей сварочной ванне. Оба проволочных электрода полностью изолированы. Это сокращает время цикла и повышает качество сварки и рентабельность высокопроизводительной сварки. Взаимодействие с другими людьмиДопуск
Это технический термин для обозначения зазора между двумя листами в продольном направлении и / или по высоте пластин. Взаимодействие с другими людьмиРасстояние от резака до заготовки
Расстояние от горелки до заготовки – это расстояние между газовым соплом и заготовкой.Для достижения оптимальных результатов необходимо выбрать правильное расстояние, которое должно оставаться постоянным во время сварки. Взаимодействие с другими людьмиЛогика включения горелки
Можно установить два альтернативных режима работы: 2-тактный и 4-шаговый (разница в том, как работает кнопка горелки). Выбор между этими двумя пошаговыми режимами позволяет сварщику решить, будет ли он удерживать кнопку горелки постоянно или только для начала и остановки сварки.В 2-тактном режиме кнопка горелки удерживается нажатой во время сварки и отпускается для ее завершения. В 4-тактном режиме триггер нажимается и снова отпускается (то же действие повторяется для завершения сварки). Это облегчает сварщику управление горелкой и обращение с ней, что положительно сказывается, особенно при работе с более длинными сварными швами. Взаимодействие с другими людьмиTouchHF
Зажигание с помощью высоковольтных импульсов при прикосновении к заготовке. Взаимодействие с другими людьмиTPS / i
Эти устройства представляют собой полностью оцифрованные инверторные источники питания с микропроцессорным управлением. Универсальный контроллер контролирует весь процесс сварки. Фактические данные измеряются непрерывно, и устройство немедленно реагирует на любые изменения. Специальные алгоритмы правил обеспечивают поддержание желаемого целевого состояния.Программная система является решающим фактором для свойств сварных швов источников питания, а не жесткая аппаратная система, которую практически невозможно изменить. Это обеспечивает высокую точность процесса сварки, точную воспроизводимость результатов сварки и отличные рабочие характеристики. Подробнее о TPS / i Взаимодействие с другими людьмиTPS / i TWIN Push
Это новейшая сварочная система для тандемной сварки, основанная на системной платформе Fronius TPS / i.Подробнее о TPSI TWIN Push Взаимодействие с другими людьмиTransPocket
В серию TransPocket входят источники питания для электродной сварки с полностью цифровой инверторной технологией. Эти сварочные системы характеризуются удобством в использовании, долговечностью, высокой производительностью и мобильностью.Подробнее о TransPocket Взаимодействие с другими людьмиTransSteel
TransSteel – это полностью оцифрованный инверторный источник питания с микропроцессорным управлением. Модульная конструкция и внутреннее программное обеспечение упрощают добавление или обновление системы.Основное применение – сварка стали GMAW. Центральный блок управления связан с процессором цифровых сигналов. Они контролируют весь процесс сварки. Фактические данные измеряются непрерывно, поэтому устройство может немедленно реагировать на любые изменения. Специальные алгоритмы управления контролируют весь процесс сварки и обеспечивают поддержание желаемого целевого состояния. Система программного обеспечения является решающим фактором для свойств сварного шва. Это дает возможность вносить постоянные улучшения и адаптации.Подробнее о TransSteel Взаимодействие с другими людьмиTransTig
TransTig – это полностью оцифрованная серия TIG, которая может использоваться в приложениях постоянного тока (DC). Подробнее о TransTig Взаимодействие с другими людьмиВольфрамовый электрод
Вольфрамовый электрод является неплавящимся электродом для сварки TIG.Дополнительная информация о вольфрамовых электродах Взаимодействие с другими людьмиВключения вольфрама
Если вольфрамовый электрод касается сварочной ванны во время сварки TIG, частицы электрода могут попасть в расплавленную массу и вызвать сбои при сварке или включения вольфрама. Взаимодействие с другими людьмиВиды излучения в электрической дуге
Электрическая дуга излучает видимое излучение, невидимое инфракрасное или тепловое излучение и невидимое ультрафиолетовое излучение.% PDF-1.3 % 1 0 obj > поток конечный поток endobj 2 0 obj > / Тип / Каталог / StructTreeRoot 3 0 R / Метаданные 1 0 R / Lang (en-US) / PageLayout / SinglePage / PageMode / UseNone / Pages 4 0 R >> endobj 4 0 obj > endobj 5 0 obj > / Parent 4 0 R / Contents 25 0 R / Type / Page / Tabs / S / Resources> / ProcSet [/ PDF / Text / ImageB / ImageC / ImageI] / XObject> / Font >>> / MediaBox [0 0 595 .