Пайка SMD компонентов термофеном паяльной станции.
Всем привет. Пришлось мне снова вручную паять около 20 разработанных электронных устройств. Так как компоненты я в основном давно уже применяю планарные, перед сборкой вопрос встал, какую технологию выбрать:- Классический — Паяльник + какой-то флюс;
- Паяльная паста + термофен;

Кстати, пайку микросхем я не доверил фену, дабы не перегреть корпуса. Впаивал их старым добрым способом, паяльником с микроволновым жалом 2мм и Флюсом amtech rma-223:

Следующий этап — расстановка элементов, я использовал антистатический прямой пинцет:
После установки всех радиоэлементов на их места, необходимо настроить термофен паяльной станции. Я пользуюсь станцией Lukey 825D, установил энкодером температуру воздуха потока 365 градусов по Цельсию, рукоятку регулировки потока горячего воздуха установил на отметку примерно 30-40% от положения MIN(как оказалось, для 1206 и всяких sot23 можно было и увеличить скорость потока). Результат записал на видео посредством смартфона, одна рука ведь оказалась свободна:
Годом ранее я опробовал эту методику и таким способом собрал около ста девайсов за неделю не спеша, но тогда я только обкатывал данную технологию пайки на дому:
В прошлый раз я выставлял температуру воздуха порядка 400 градусов по Цельсию, а вот скорость потока была практически на минимуме, поэтому скорость плавления пасты маленькая, а вот перегрев значительный.
Вывод: сборка таким методом доставила мне одно удовольствие, особенно процесс самой пайки, во время которого можно и чай попить. И еще один немаловажный момент, плата практически идеально чистая! Как-то мне приносили плату, которую паяли жиром, я не смог полностью ее отмыть даже после пятой мойки в УЗ-ванне изопропиловым спиртом.
we.easyelectronics.ru
Ручная пайка миниатюрных элементов SMD
Поверхностно-монтируемые компоненты в своем названии предусматривают установку на поверхность платы, а не в отверстия, как старые элементы. SMD (поверхностно-монтируемые элементы) легче, дешевле, меньше, и могут быть размещены ближе друг к другу. Эти факторы, а также другие, повлияли сегодня на широкое распространение компонентов без выводов.
Существует много относительно недорогих инструментов и простых методов для пайки и распайки SMD.
Инструменты для пайки SMD
- Регулируемый по температуре паяльник. Инструмент за 10 баксов без контроля температуры на самом деле не наилучший тренажер, чтобы научиться паять SMT. Вам не нужна дорогая паяльная станция, но у вас должна быть возможность контролировать температуру.
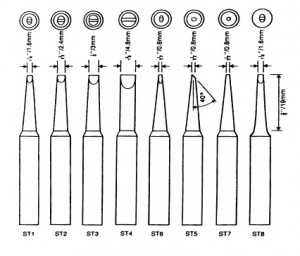
Относительно недорогой регулируемый паяльник за 50 долларов имеет ручку ступенчатого контроля температуры от 0 до 5. Поставляется с привычным жалом ST3 в форме клина, которое может быть слишком широким для чип компонентов, но оно всё же довольно часто используется для пайки. Многим людям будет более комфортно работать с конусными жалами ST7 или ST8. Насадка миниволна ST5 удобна для пайки деталей в корпусах QFP, QFN, PLCC, SOIC. Небольшое углубление в её срезанной поверхности позволяет удержать припой в количестве, достаточном для распределения по всему ряду выводов микросхемы.
- Припой. Для ручной пайки поверхностно-монтируемых элементов, нам нужен оловянно-свинцовый сплав 60/40 в виде проволоки диаметром в 0,015 дюйма (0,4 мм). Свинца в сплаве может быть больше и проволока понадобиться толще, если вам нужно закрепить на плате разъём.
- Распаечная тесьма. Это одна из вещей, которая просто незаменима для ручной пайки. Также известная как скребок припоя — помогает удалять припой. Она сплетена из тонких медных проволок в длинную косичку, и иногда имеет флюс внутри.
- Пинцет. Захваты с плоскими наконечниками необходимы для перемещения и удерживания миниатюрных чип компонентов. Очень удобны такие с загнутыми концами. Вы можете приобрести такие примерно за 5 долларов.
Некоторые люди используют вакуумный пинцет, чтобы забирать и ставить на место мелкие компоненты.
- Флюс. Его не всегда используют при ручной пайке плат с SMD, но некоторые люди не могут обойтись без него. Флюс можно применять даже с готовыми проволочными припоями, так как чем тоньше проволочка, тем меньше в ней этого растворителя. Во время пайки ножки элементов прогреваются больше чем один раз, поэтому важно добавлять немного флюса извне.
- Лупа с фонариком. Вам в любом случае понадобиться много света и увеличительное стекло при пайке миниатюрных элементов. Есть хорошие линзы на голову подобные OptiVisors, увеличивающие в 2,5 раза, в них встроены лампы освещения.
Чтобы проверить свою работу вам понадобится лупа с 10 кратным увеличением. Такие лупы тоже есть со встроенным фонариком.
Техника удаления припоя тесьмой
Чтобы сделать распайку, положите медную косичку на ножки элемента и проведите по ней горячим паяльником. Тепло и флюс перетянет олово на неё. Используйте другой конец косички, если кажется что ничего не получается (с катушки отрезается небольшой её кусочек).
В зависимости от обстоятельств косичку нужно поднимать выше, при этом тепло будет удаляться по ней вверх от области касания паяльника.
Чтоб очистить тесьму, вам нужно добавить флюса побольше.
Пайка двухконтактных элементов
Такие элементы, как резисторы и конденсаторы часто растрескиваются из-за неравномерного нагрева. Паяйте два их противоположных конца одновременно. Используйте пинцет, чтобы удерживать деталь на плате. Подайте немного припоя на одну сторону, чтобы образовалась аккуратная галтель между концом элемента и контактной площадкой. В идеале должна получиться именно плавная перемычка, а не огромный шарик олова на конце.
Если все не так, используйте медную тесьму, чтобы удалить лишний припой.
Пайка SOIC и других микросхем с множеством ножек
Используйте пинцет или вакуумную присоску для удерживания SOIC (малого контура интегральную микросхему) на плате. Припаяйте один из выводов микросхемы, желательно чтоб это была ножка питания. Затем прихватите другой вывод питания с противоположной стороны. Проследите, чтобы все остальные ножки выстроились над своими контактными площадками.
Подсоединяйте остальные ножки — начиная с крайних, не припаянных контактов, проведите волну припоя, подавая при необходимости оловянную проволоку к жалу паяльника. Сделайте эту операцию как можно быстрее, не допустив перегрева микросхемы.

Удаление наплывов
Когда вы закончите пайку, осмотрите ножки чип элементов. Маленькие мостики между ними могут быть легко удалены, быстрым прогревом их паяльником, смоченным во флюсе. Толстые перемычки удаляются знакомым нам способом — с помощью распаечной тесьмы.
Автор: Алексей Алексеевич, г. Пермь.
volt-index.ru
Урок 7 – Монтаж и пайка SMD
Монтаж и пайка SMD-компонентов
Даже если тебе никогда в жизни не придётся самостоятельно иметь дело с чип-деталями, надо понимать, что 99% всей современной электроники создаётся именно на их основе. Поэтому каждый уважающий себя радиолюбитель должен хотя бы в общих чертах представлять SMD-техпроцесс.
В предыдущем уроке мы уже познакомились с так называемыми SMD-компонентами (чип-компонентами). Сейчас же пришло время узнать, как осуществляется их монтаж и пайка.
Можно припаять SMD-деталь и с помощью самого обычного припоя и паяльника с тонким жалом. Процесс состоит из трёх шагов:
– наносим припой на одну контактную площадку;
– с помощью пинцета устанавливаем чип-компонент на нужную позицию и, удерживая деталь пинцетом, прогреваем один из его выводов. Деталь зафиксирована, пинцет можно убрать;
– припаиваем второй вывод компонента.

Ручная пайка SMD-компонентов
Примерно таким же образом можно паять SMD-транзисторы и микросхемы.
Но ручная пайка – это очень долгий и кропотливый процесс, поэтому применяется только радиолюбителями для создания единичных конструкций. На крупных радиозаводах всё стараются автоматизировать. Поэтому там никто не паяет каждую деталь по отдельности паяльником, процесс совершенно другой.
Ты уже знаешь, что такое припой: гибкая оловянно-свинцовая проволока, которая при нагреве паяльником расплавляется, а после остывания застывает и надёжно фиксирует вывод радиодетали, обеспечивая при этом электрический контакт. Но припой может быть не только в виде оловянно-свинцового прутка. Можно создать припой в виде пасты, которая так и называется – паяльная паста. Паста содержит в своём составе и флюс, и мельчайшие частички олова. При нагреве паста расплавляется, а после остывания застывает, обеспечивая электрический и механический контакт.
Паяльная паста наносится на все контактные площадки. При производстве опытных образцов и мелкосерийных партий пасту наносят с помощью ручных дозаторов: шприцом, например, или даже зубочисткой. Но при крупносерийном производстве используется другая технология нанесения пасты. Сначала изготавливается трафарет: тонкий лист из нержавеющей стали, в котором имеются отверстия, точно совпадающие с контактными площадками печатной платы. Трафарет прижимается к печатной плате, сверху наносится слой паяльной пасты и разравнивается специальным шпателем. Затем трафарет поднимается, и таким образом буквально за пару секунд паяльная паста оказывается нанесённой на все контакты печатной платы.
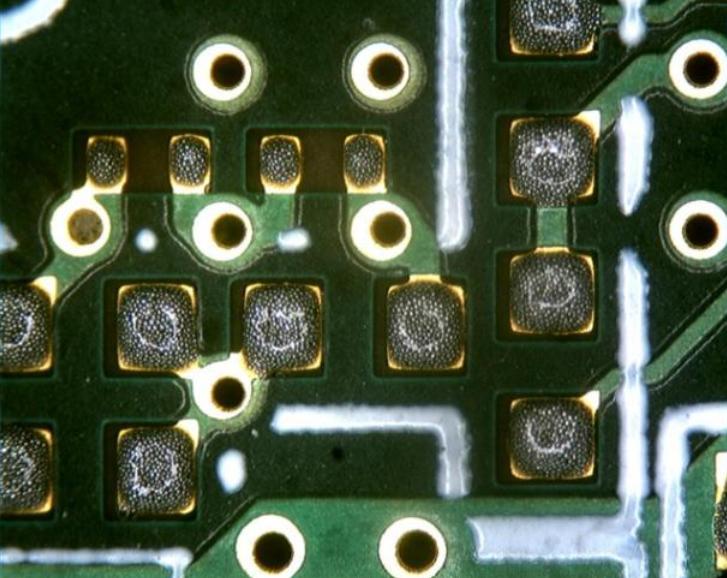
Печатная плата с нанесённой на контактные площадки паяльной пастой
Теперь на плату можно устанавливать компоненты. SMD-компонент можно аккуратно установить на нужные контактные площадки. В радиолюбительстве установку компонентов производят вручную с помощью обычного или вакуумного пинцета, а на крупных производствах эту операцию выполняют роботы, которые могут установить до нескольких сотен деталей в минуту! Благодаря тому, что паяльная паста вязкая, компонент как бы фиксируется на своём месте, и это очень удобно.
После установки всех SMD-компонентов происходит пайка платы. Плата помещается в специальную печь, где за несколько минут нагревается примерно до 300С. Паяльная паста расплавляется, а после остывания обеспечивает механический и электрический контакт компонентов. Для того, чтобы избежать термоударов, важно настроить термопрофиль, то есть скорость нагрева и охлаждения печатной платы. В промышленности используются специальные многозонные печи, в каждой камере которых поддерживается строго заданная температура. Печатная плата, двигаясь по конвейеру, последовательно проходит все зоны печи.

Паяльные печи: промышленная (слева) и для мелкосерийной пайки (справа)
В мелкосерийном и опытном производстве используются компактные печки, в которых платы «запекаются» по одной. Радиолюбители и вовсе иногда приспосабливают для этих целей бытовые духовые шкафы, или нагревают печатную плату горячим воздухом с помощью промышленного фена. Конечно, качество пайки при таких кустарных методах очень нестабильно, но и требования к надёжности радиолюбительских конструкций обычно не высокие.
После окончания пайки плату промывают от остатков флюса, входящего в состав паяльной пасты, сушат и проверяют. Если в конструкции имеются DIP-компоненты, их припаивают в последнюю очередь, и даже на крупных радиозаводах этот процесс производится, как правило, вручную. Дело в том, что автоматизировать DIP-процесс очень сложно и дорого, именно поэтому современная радиоэлектроника в основном проектируется на SMD-компонентах.
Скачать урок в формате PDF
masterkit.ru
Паяльная паста (флюс) для SMD компонентов: какой лучше выбрать?
Качественная пайка поверхности плат микросхем обеспечивается за счёт специальных компонентов, где паяльная паста для SMD играет весомую роль. Согласно общепринятой классификации, промышленность использует несколько подвидов материалов, используемые для эффективного соединения, в частности:
- Отмывочная группа.
- Безотмывочная группа.
- Растворимые на основе водной жидкости.
- Галогеносодержащие.
- Без состава галогенов.

Паяльная паста для СМД компонентов
Что такое СМД и основные принципы
Применение флюса для пайки СМД компонентов имеет свои особенности, которые позволяют улучшить соединение поверхности микросхем и плат. Общая рекомендация по применению флюса для пайки SMD эффективны к чип-резисторам, а также SOIC, LQFP, QFN и другие. Нанесение тончайшего слоя материала позволяет осуществлять производственную пайку без ущерба качества. Кстати, дословно с английского значение паста для пайки SMD, переводится как «использование компонентов для поверхностной пайки»(Surface Mounted Devices). Как видно из рабочего названия пасты, она позволяет обеспечить достаточную монтажную плотность соединения по сравнению с обычными технологиями.
Процесс пайки SMD компонента
Большинство умельцев ошибочно считает, что использование СМД-компонентов непрактично в домашних условиях. Большинство мастеров считает, что только ТН-технология может понадобиться в домашних условиях, хотя главная проблема, это выбор правильного диаметра жала паяльника. Неопытные мастера действительно не знают тонкостей применения пайки SMD паяльной пастой, так как результатом работы является «заляпывание» оловом СМД — контактов печатной платы. Чтобы избежать типичных ошибок, следует учитывать некоторые параметры: капиллярный эффект, который должен иметь тонкую структуру строения, а также поверхностное натяжение и правильное смачивание обрабатываемой поверхности. Игнорирование поставленных задач не сможет в полной мере ответить на трудный вопрос, какой флюс лучше для пайки SMD в домашних или промышленных масштабах.
«Важно!
Качественный контакт с ножками микросхемы платы с SMD компонентами происходит по одной простой причине, эффект начинает оказывать сила общего действия натяжения, которая формирует отдельные независимые капли образования на поверхности платы олова.»
Как видно из общего описания, действия мастера сведены к минимуму и флюс для пайки SMD компонентов осуществляет только разогрев ножек применяемых частей микродеталей. Помните, при работе с очень мелкими компонентами и деталями может произойти схватывание (непредвиденное соединение) технологических элементов к жалу работающего горячего паяльника, что негативно сказывается на дальнейшей работе микросхемы.
Особенности технологии в заводских условиях
Для промышленного производства паста для пайки SMD компонентов адаптирована под групповую систему, где задействована электронная система нанесения флюса по поверхности микросхемы. На поверхности контактных рабочих площадках используют тонкую технологию нанесения при помощи шелкографии. Таким образом, по своей технологии и консистенции материал чем-то напоминает нам привычную зубную пасту. Субстанция включает в себя припой порошка, а также компоненты флюса. Вся субстанция перемешивается и конвейерным способом наносится на поверхность микросхемы.

Внешний вид пасты для СМД
Автоматизированная система аккуратно переворачивает платы, которые необходимо запаять, далее микросхемы перемещаются в температурный шкаф, где происходить растекание массы с последующим припоем. В печи, под воздействие требуемой температуры происходит условное обтекание технологических контактных ножек SMD компонентов, и в итоге получается довольно прочное соединение. После температурного шкафа микросхему снова перемещают в естественную среду, где происходит остывание.
Можно ли самостоятельно паять пастой SMD?
Теоретически да, но практически нужен довольно большой опыт для проведения данной технологической операции. Для работы нам понадобятся следующие инструменты и препараты:
- Специальный паяльник с тонким жалом для SMD-компонентов.
- Бокорезы инструментальные.
- Пинцет производственный.
- Шило или специальная тонкая игла.
- Материал припоя.
- Увеличительное стекло, можно лупу (необходимо будет постоянно наблюдать за тонкими ножками СМД-компонентов).
- Флюс с нейтральными безотмывочными свойствами (дополнительный препарат).
- Шприц, при помощи которого будем наносить флюс.
- Если нет безотмывочного препарата, используем настой спиртовой и канифоль.
- Паяльный фен средней нагрузки и мощности.
Флюс всегда должен быть в жидком состоянии, таким образом, вы полностью обеззараживаете поверхность микросхемы. Кроме этого, препарат в процессе работы убирает образование окислов на поверхности платы. Помните, что спиртовой раствор совместно с канифолью не могут обеспечить качество пайки, и их применение допустимо только в том случае, если нет под рукой подходящего состава для пайки.
Выбор паяльника
Для работы требуется подобрать специальный паяльник, который имеет регулировку диапазона нагрева. Для работы с микросхемой подойдёт паяльник, который имеет рабочую температуру нагрева не боле +250…+300 С. Если под рукой нет такого паяльника, допускается использовать устройство с мощностью от 20 до 30 Вт и не более 12-36 Вольт.
Паяльник с напряжением 220 Вольт не сможет обеспечить качество пайки, где очень трудно регулировать требуемую температуру нагрева флюса.

Паяльник для пайки СМД компонентов
Не советуем применять паяльник с жалом типа «конус», это приведёт к повреждению обрабатываемой поверхности. Самым оптимальным жалом является тип «микроволна». Паяльник с напряжением 220 Вольт не только быстро нагревается, но и приводит к тому, что в процессе пайки происходит улетучивание компонентов. Для эффективной работы паяльника, рекомендуем использовать тончайшую проволочку для обеспечения взаимодействия жала, флюса и припоя.
- Помещаем SMD- компоненты на специальную контактную рабочую площадку.
- Наносим жидкий препарат на ножки задействованных компонентов очень аккуратно.
- Под действие рабочей температуры происходит растекание флюса и припоя по контактной площадке.
- Даём время необходимого для того, чтобы могли остыть контакты и препарат на поверхности платы.
Но, для микросхемы процедура пайки немного отличается от вышеприведённой:
- Производим монтаж SMD-контактов на точно установленные контактные места.
- В метах соединения смачиваем флюсом.
- Для качественного припоя делаем надёжный контакт с одной стороны, после этого припаиваем другую ножку.
- Предельно аккуратно припаиваем другие рабочие компоненты, не забываем при этом жалом паяльника удалять образования.
В некоторых случаях допускается использовать для пайки специальный паяльный фен, но для этого необходимо создать подобающие рабочие условия. Помните, что фен допускается разогревать только до температуры +250 С, не более (в редких случаях до +300 С).
Видео: как сделать флюс для пайки SMD своими руками
svarkaipayka.ru
Как правильно паять SMD | Практическая электроника
Как правильно паять SMD? Рано или поздно всем электронщикам приходилось сталкиваться с таким вопросом.
Бывают случаи, когда простым паяльником не подобраться к SMD элементам. В этом случае лучше всего использовать паяльный фен и тонкий металлический пинцет.
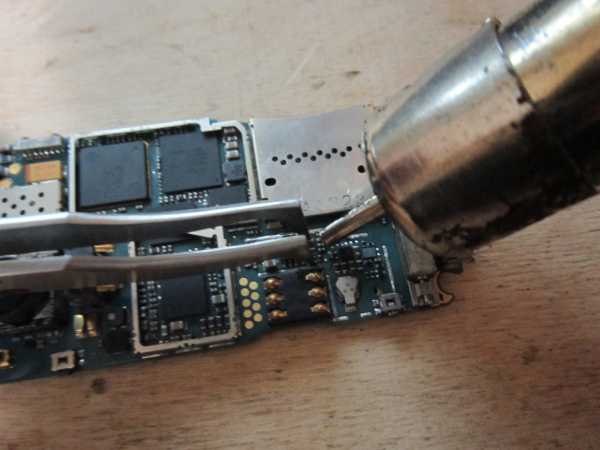
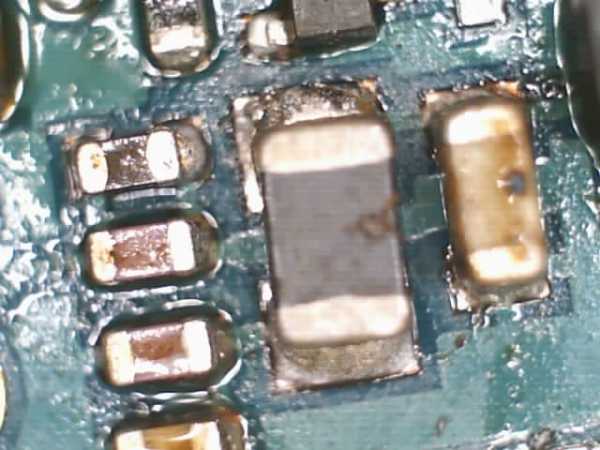
В этой статье мы с вами поговорим о том, как же правильно запаивать и отпаивать SMD. Тренироваться будем на трупике телефона. Красным прямоугольничком я показал, что мы будем отпаивать и запаивать обратно.

За дело берется Паяльная станция AOYUE INT 768

Для фена нужна подходящая насадка. Выбираем самую маленькую, так как отпаивать и припаивать будет маленькую smd-шку.

А вот вся конструкция в сборе.

С помощью зубочистки наносим флюсплюс на smd-шку.

Вот так мы ее смазали.

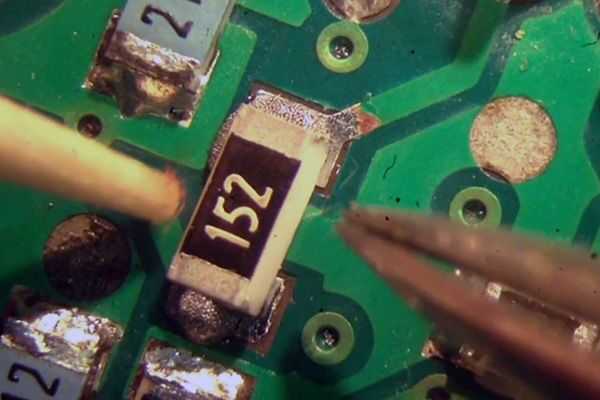
Выставляем на паяльной станции температуру фена 300-330 градусов и начинаем жарить нашу детальку. Если припой не плавится, то его можно разбавить сплавом Вуда или Розе с помощью тонкого жала паяльника. Как увидим, что припой начинает плавиться, с помощью пицента аккуратно снимаем детальку, не задев smd-шки, которые рядом.
А вот и наша деталька под микроскопом

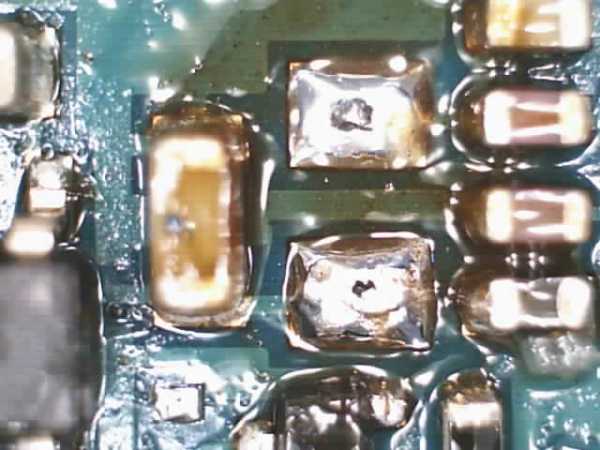
Теперь припаяем ее обратно. Для этого чистим пятачки (если вы не забыли – это контактные площадки) с помощью медной оплетки.
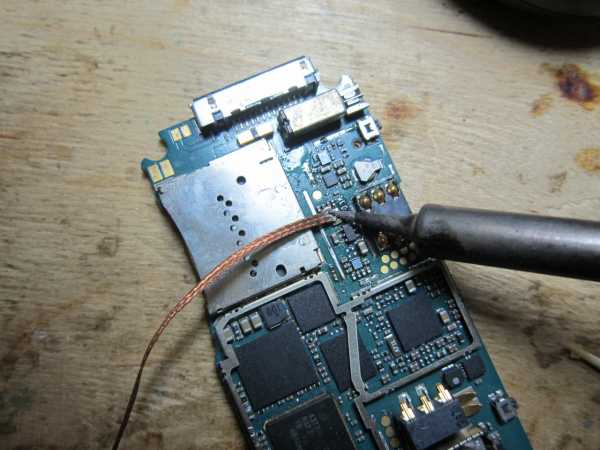
После того, как мы их почистили от лишнего припоя, нам нужно сделать бугорки с помощью нового припоя. Для этого на кончике жала паяльника берем совсем чуть-чуть припоя.
И делаем бугорки на каждой контактной площадке.
Ставим туда smd-детальку

И пригреваем ее феном, до тех пор, пока припой не растечется по стенкам детальки. Не забывайте про флюс, но его надо очень немного.

Готово!
В заключении хотелось бы добавить, что данная процедура требует умение работать с мелкими детальками. Сразу все не получится, но кому это надо, со временем научится припаивать и выпаивать SMD-компоненты. Некоторые умельцы припаивают smd-шки с помощью паяльной пасты. Паяльную пасту я использовал при запаивании BGA микросхем в это й статье.
www.ruselectronic.com
042-Пайка SMD компонентов. — GetChip.net
Вот, решил показать, как я паяю SMD компоненты («Surface Montage Details» — означает поверхностный монтаж деталей). Вообще, почему-то, бытует мнение, что паять SMD компоненты сложно и неудобно. Я постараюсь Вас переубедить в обратном. Более того, я докажу, что паять SMD компоненты намного проще обычных TH компонентов («Through Hole» в переводе «сквозь отверстие» — сквозьдырочные компоненты :)).
Если быть совсем уж откровенным у TH и SMD компонентов есть свои назначения и области использования и попытки с моей стороны убеждать Вас в том, что SMD лучше, немного не корректны. Ну да ладно — все равно, я думаю, Вам будет интересно почитать.
Знаете, какая главная ошибка тех, кто первый раз пробует паять SMD компоненты?
Разглядывая меленькие ножки микросхемы, сразу возникает мысль о том, какое тонкое жало нужно взять, чтобы паять эти мелкие ножки и не насажать «соплей» между ними. В магазине находим конусное тонкое жало, цепляем его на паяльник, набираем маленькую капельку припоя и пытаемся иголкой-жалом обпаять каждую ножку отдельно. Получается долго, утомительно и не аккуратно. Данный подход, казалось бы, логичен, но в корне не верен! И вот почему – паять SMD компоненты помогают такие «страшные силы» как поверхностное натяжение, силы смачивания, капиллярный эффект и не использовать их значит сильно усложнять свою жизнь.
Как все должно проходить в теории? Когда жало паяльника приложено к ножкам начинает действовать сила смачивания — олово под действием этой силы начинает «обтекать» ножку со всех сторон. Под ножку олово «затягивается» капиллярным эффектом одновременно начинается «смачиваться» контактная площадка под ножкой и на плате. Припой равномерно «заливает» площадку вместе с ножкой. После того как жало паяльника убрано от ножек и пока еще припой в жидком состоянии, сила поверхностного натяжения формирует из припоя каплю, не давая ему растекаться и сливаться с соседними ножками. Вот такие сложные процессы происходят при пайке. Но все эти процессы происходят сами собой, а от Вас требуется лишь поднести жало паяльника к ножке (или сразу к нескольким). Правда просто?!
На практике есть определенные проблемы с пайкой очень мелких SMD компонентов (резисторы, конденсаторы …) они могут во время пайки «прилипать» к жалу. Для того чтобы избежать такой проблемы нужно паять отдельно каждую сторону.
Для того, чтобы добиться хорошей пайки, нужны определенные материалы и инструменты.
Главным материалом
Вторым по важности является паяльник. Очень хорошо если имеется регулировка температуры – можно не боятся перегреть компоненты. Оптимальная температура для пайки SMD компонентов находится в пределах 250-300 оС. Если нет паяльника с регулировкой температуры, тогда лучше применять низковольтный паяльник (12v или 36v мощность 20-30w) он имеет меньшую температуру жала. Самый худший результат дает обычный паяльник на 220v. Проблема в том, что температура жала у него слишком высока, из-за чего флюс быстро испаряется и ухудшается смачиваемость поверхности пайки. Большая температура не позволяет длительно греть ножку, из-за этого пайка превращается в нервное тыканье жалом в плату. Как частичный выход из положения можно посоветовать включить паяльник через регулятор мощности (сделать самому – схема довольно простая или купить готовый – в магазине светильников такие продаются как регуляторы яркости свечения светильников, люстр).
Жало-конус плохо подходит для пайки SMD компонентов – не паяйте им, намучаетесь. Очень хорошие результаты дает жало «микроволна». Кто не знает – это жало имеющее в рабочей плоскости отверстие. При помощи этого отверстия и капиллярного эффекта создаваемого в нем припой можно не только наносить, но и эффективно убирать излишки (после того как я попробовал паять «микроволной» остальные жала валяются в коробочке без дела).
Еще нужен пинцет. Тут без особенностей – подойдет любой удобный для Вас.
Технология пайки очень проста!
Кладем на контактные площадки SMD компонент, обильно его смачиваем жидким флюсом, прикладываем жало паяльника к компоненту, припой с жала перетекает на контакты компонента и контактные площадки платы, убираем паяльник.
Если паяем микросхему, то технология такая. Позиционируем микросхему так, чтобы ножки попали на свои контактные площадки, обильно смачиваем места пайки флюсом, припаиваем одну крайнюю ножку, окончательно совмещаем ножки с площадками (припаянная ножка позволяет, в определенных пределах, «вертеть» корпус микросхемы), припаиваем еще одну ножку по диагонали, после этого микросхема надежно закреплена и можно спокойно пропаивать остальные ножки. Паяем не спеша, проводя жалом по всем ножкам микросхемы. Если образовались перемычки нужно очистить жало от избытка припоя, обильно смазать перемычки жидким флюсом и повторно пройтись по ножкам. Лишний припой заберется жалом — «сопли» устранятся.
http://www.youtube.com/watch?v=xVTHi4uyiMw
(Visited 25 401 times, 10 visits today)
www.getchip.net
Монтаж плат с SMD компонентами с помощью паяльной пасты и фена.
 |
Когда в единственный нормальный магазин в городе, чуть ли не на заказ, привезли паяльную пасту, я был за ней первый в очереди 🙂
Давно уже хотел полностью перейти на SMD, как наиболее ленивую технологию — дырки сверлить лень и была паяльная станция LINKO 850, китайский клон незнаю чего (Ну, судя по стилю написания логотипа, косят они все под HAKKO =) Своего рода Adibas =) прим. DI HALT), пока использовавшаяся только для демонтажа. Мосфеты ей с материнок выковыривать — милое дело. Паста у меня была BAKU BK-30G (У меня такая же грязюка есть. Мерзкая вещь, но паять ей прикольно. прим. DI HALT)
 |
Плату разрабатываем как обычно.
Советы по разводке для SMD монтажа
- Две площадки рядом — никогда их не сливайте! Наоборот, растяните, и соедините тонким проводником, так они не слипнутся вместе(что придает неаккуратность плате) и позволит визуально проконтролировать наличие дородки между ними(просто так два резистора рядом, или там проводник).
- Не гонитесь за размером! Делайте площадки чуть больше компонента, и оставляйте между ними достаточно места. Если ограничены в размере, возмите корпус больше, или сделайте двухстороннюю плату. Сам по началу страдал такой фигней. Пока хватает разрешающей способности — ставил как можно ближе к друг другу, теперь куча мелких плат с налепленными в шахматном порядке 1206 компонентами — плату и проводники за ними не видно.
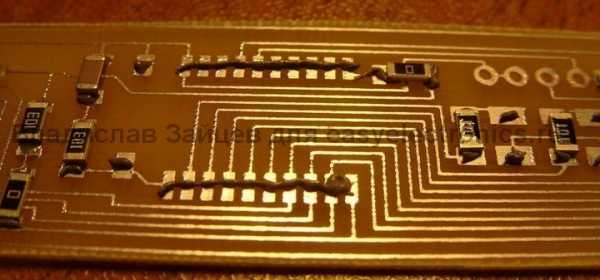
После чего травим как обычно, а вот с лужением есть проблемы:
Я лужу сплавом розе, с последующим снятием горячим резиновым скребком(прям в той же кастрюле/банке где плата лудилась) лишнего слоя — получается плоские проводники практически с зеркальным блеском 🙂
Если у вас его нет, можно применить следующий хинт — на маломощный паяльник наматываем оплетку для снятий припоя, залуживаем ее, и проводим по дорожкам, предварительно покрытым флюсом. Если так делать не получается, а лудите жалом — оставляйте на контактных площадках как можно тонкий слой олова.
На плоские дорожки деталюхи практически «приклеиваются» на паяльную пасту, а выпуклый слой олова они устанавливаются хуже. Ладно если это еще резистор — его все равно поверхостным натяжением припоя на место утащит (главное напор воздуха на минимум, чтоб не сдуло).
 |
А вот микруху (например, небезызвестная FT232RL) на выпуклую поверхность ой как сложно ровно установить, все норовит упасть в ямку между дорожками, а если и встанет, поток воздуха даже под малым градусом сдует ее в ту самую ямку, после чего припой загадит и ножки, и контакты, превратив выводы в монолит 😉 , а флюс практически полностью испарится через минуту, после чего нормально сдвинуть ее будет практически невозможно, не угаживая выводы предварительно каким нибудь канифоль-гелем.
Короче, в результате мы должны получить плату с ПЛОСКИМИ контактными площадками (флюс там слабый, к розовой меди и сплаву розе цепляет на ура, а вот к загаженной меди уже не очень).
После чего, хорошенько размешав пасту, осторожно, не допуская пузырей воздуха, затягиваем полужидкую пасту (Паста эта, кстати, имеет обыкновение высыхать, даже будучи плотно закрытой. Можно ее размочить добавив в нее спирта прим. DI HALT) в обычный шприц-инсулинку, надеваем и обламываем (кому как удобно, я сначала обломал иглу, оставив сантиметр, потом плюнул и обломал под корень) иглу.
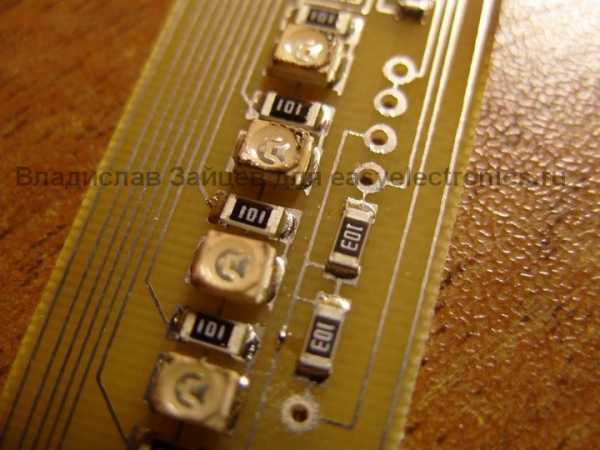
Теперь, хорошенько отмыв, и еще более хорошо высушив (: плату, ляпаем на каждую площадку по чуть-чуть пасты. Сколько именно, можете посмотреть на фото, но после двух-трех раз сами поймете, после чего пинцетом усаживаем рассыпуху.
Советы по установке
- Высокие и крупные компоненты устанавливаем последними. Сначала конденсаторы 0603, потом резисторы 1206, высокие светодиоды, а затем микрухи.
- Под каждый размер — свой пинцет. (или это уже буржуйство?) обычно хватает двух — мелоч и микруху. Ту же 2313 не возьмешь мелким пинцетом, а большим не получается уже так аккуратно резисторы садить, как маленьким — руки дрожат, чтоли. (А мне всегда одного хватало. Прим. DI HALT)
 |
 |
Теперь, нагревая плату феном, можно наблюдать как паста, сначало вскипев флюсом и засохнув, начинает превращаться в расплавленный металл, который надежно приварит деталюхи к плате 🙂 (паста, кстати, очень сильно при этом уменьшается в обьемах. Там где была огромная сопля остается маленькая капелька. прим. DI HALT)
 |
Из за того, что температура станции у меня немного плавает, пришлось научиться определять степень зажаренности по …запаху ^_^ Когда флюс нагревается до рабочей температуры, он начинает пахнуть чем то похожим на ваниль ;-), а когда начнет пахнуть горелыми волосами — значит опять я локтем провернул ручку температуры и надо идти и покупать 5 светодиодов, взамен зажаренных. (Я предпочитаю жарить при температуре на выходе фена около 290 градусов. У платы будет градусов на 10 меньше, в самый раз. И поток воздуха на минимум. прим. DI HALT).
 |
easyelectronics.ru