Сварочные трансформаторы представляют собой оборудование для преобразования переменного тока для оптимального уровня сварки. Для обеспечения равномерной работы аппарат снижает входное напряжение до 60-75 Вольт.
Оборудование применяется в быту и промышленности, способно работать в тяжелых условиях.
Устройство и принцип работы электрооборудования, какие виды бывают, конструктивные особенности рассмотрим ниже.
В чем состоит принцип устройства?
Из чего состоит трансформатор для сварки и как он устроен? Однофазное устройство имеет простую структуру, состоящую из:
- магнитного привода;
- начальной и вторичной обмоток;
- металлического корпуса;
- рукоятки;
- системы охлаждения;
- зажима для проводов;
- крышки корпуса;
- ходовой гайки;
- вертикального винта с ленточной резьбой.

Коэффициент преобразования определяет количество витков в обмотках. Проходящий переменный ток через сердечник из ферримагнитного сплава с замкнутым контуром, создает внутренне напряжение в каждом витке обмотки, оптимизируя выходное напряжение.
Начальная обмотка соединена с центральной сетью, вторичная – с массой и держателем электродов, который и осуществляет сварку. Контур теряет сопротивление, а связь электромагнитов повышается. Баланс переменного тока осуществляется с помощью регулятора.

Конструктивная особенность каждого вида сварочного трансформатора зависит от параметров:
- формы и типа сердечника, обмоток;
- типа и мощности преобразования тока;
- характеристик охлаждения обмоток;
- параметров изоляции;
- места установки оборудования;
- необходимых требований к массе и сопротивляемости обмоток.
Некоторые модели сварочных трансформаторов оснащены определенными узлами. Дополнительные элементы: конденсаторы, дополнительные обмотки, вентиляция, стабилизаторы, совершенствуют работу аппаратов.
Смотрите познавательно-обучающее видео про устройство сварочного трансформатора:
Какие виды сварочных трансформаторов существуют?
В зависимости от конструкции электрического устройства и метода его регулирования классифицируют на три основные группы.
- Аппараты амплитудного регулирования с номинальным магнитным рассеиванием. Конструкция состоит из корпуса трансформатора с дроссельным механизмом регулирования выходного напряжения, дополнительной катушки. Дроссель находится на магнитопроводе. В этих моделях обмотки медные или алюминиевые.
- Трансформаторы амплитудного регулирования с повышенным магнитным рассеиванием. Отличительные особенности данного вида заключаются в конструкции шунтов и обмоток. При небольшом весе оборудования рабочие характеристики заключаются в повышенном коэффициенте мощности.
- Тиристорные приборы. Оснащены фазорегулятором, расположенным на цепи, которая соединена с тиристорами и системой управления.
По количеству фаз сварочное оборудование бывает однофазным и трехфазным.

Первые модели работают при входящем напряжении 220 Вольт. Такие аппараты используют в основном в домашних условиях.
Трехфазные приборы работают от сети с напряжением 380 Вольт, их применяют в промышленности. Увеличенная сила тока позволяет сваривать металлические изделия большей толщины.
Существуют аппараты, способные работать от сети напряжением 220 Вольт и 380 Вольт повсеместно.
В этом видео рассказывается, в чём разница между трёхфазным и однофазным сварочным:
Как работает сварочный трансформатор?
Основная задача устройства – преобразовать высокое входящее напряжение в низкое, оптимальное для работы. Это свойство дает возможность увеличить силу тока в обмотке, и как следствие происходит плавление металла.
Трансформаторная сварка производится поэтапно:
- ток попадает на первичную обмотку высоковольтного напряжения, затем возникает магнитное поле переменного характера;
- магнитный поток попадает в сердечник, который передает его на вторую обмотку, минимизируя индукционные потери;
- магнитная индукция создает электродвижущую силу, вращая электроны металла, возникает постоянный электрический ток;
- из-за большего количество витков во вторичной намотке, напряжение падает, а сила тока повышается;
- во время замыкания металла с электродом создается равномерная электрическая дуга, которая переносит частички металла на свариваемые детали.

Во время работы сварочный агрегат находится под постоянной нагрузкой. Но его преимущество заключается в возможности работы в режиме холостого хода.
В процессе сваривания деталей под напряжением происходит замыкание между заготовкой и электродом, образуется сварочный шов. Металлические изделия соединяются, благодаря электричеству.
После образования шва цепь размыкается. Оборудование переходит в режим ожидания (холостой ход).

Электродвижущие силы замыкаются в воздушных зазорах между витками. Именно они создают напряжение холостого хода. Такая работа аппарата считается безопасной. Показатели холостого хода достигают 48-70 Вольт. Они не должны превышать допустимые нормы.
В таких случаях применяют ограничители, которые автоматически срабатывают по окончанию процесса сварки. Для безопасной работы оборудование должно быть оснащено заземлением.
Важно! Проводить работы с электрооборудованием нужно в защищенном от влаги месте. Попадание воды на технику может вывести ее из строя.
На этом видео показан принцип работы трансформатора:
По какому принципу рассчитать сварочный трансформатор?
Сварочные аппараты бывают разной мощности. Их выбор будет зависеть от того, для какого вида сварки они используются. Основной расчет производится, исходя из количества витков в намотке и диапазона выдаваемого тока.
По назначению электроприборы делятся на:
- бытовые трансформаторы – для сварки металлических изделий, толщиной не более 6мм, применяются для бытовых нужд в доме, гараже;
- профессиональные аппараты – применяются в промышленных сферах, обеспечивая бесперебойную работу нескольких точек;
- полупрофессиональные приборы – сваривают изделия до 8 мм толщиной, используются как в быту, так и в промышленности.
Отличия трансформаторов от инверторов
Отличие в процессе сварки трансформатором заключается в нестабильности электрической дуги. Сварочный шов изменяется в параметрах при малейшем колебании тока.
Инвертор имеет сложную конструкцию, состоящую из несколько узлов, управляемых блоком. Это дает возможность обеспечивать плавную регулировку тока.

Трансформаторы имеют более простую конструкцию в отличие от инверторов. Поэтому их стоимость значительно ниже, чем у современных инверторов.
Простота конструкции сводит к минимуму возможность поломки. Если оборудование вышло из строя, ремонт не потребует больших затрат.
Правила выбора оборудования
Сварочные трансформаторы выбирают в зависимости от назначения и места эксплуатации.
- Напряжение сети. От требуемого напряжения зависит тип аппарата. Перед покупкой оборудования, нужно выяснить какое напряжение будет в месте работы 220 В или 380 В. Несоответствие этих параметров приведет к поломке техники.
- Напряжение холостого хода. Появление сварной дуги зависит от напряжения холостого хода. Чем выше его показатель, тем легче создать стабильность горения дуги.
- Количество рабочих мест. Если для работы потребуются несколько сварщиков, то бытовые модели для таких целей не подходят.
- Мощность. При выборе оборудования обращают внимание на два показателя мощности – входную и выходную. Между этими показателями должен быть минимальный порог.
- Продолжительность работы. От этого показателя зависит степень производительности аппарата. Чем выше показатель времени работы электрооборудования, тем выше производительность.
- Размеры и масса, мобильность. Габариты сварочного оборудования влияют на показатель производительности. Оснащение аппарата колесами делает его удобным в эксплуатации. Можно выбрать компактный или, наоборот, громоздкий вариант техники. Это будет зависеть от его предназначения.
Важно! Выбирая модель, нужно обратить внимание на защитные функции от перегрева. Это обезопасит сварщика от серьезных последствий во время работы.
Полезное видео, особенности выбора сварочных инверторов и трансформаторов:
Заключение
Что такое сварочный трансформатор и как с ним работать, рассмотрели в данной статье. Соблюдая рекомендации по эксплуатации оборудования для сварки можно избежать существенных проблем.
Правильно выбранный вариант техники обеспечит надежной и долговечной работой в процессе эксплуатации. А результат работы будет виден в качественном сварном шве.
что это такое и зачем он нужен?
Время чтения: 7 минут
Сварочный трансформатор — это классическая разновидность сварочного аппарата, применяемая уже более ста лет. Трансформаторы зарекомендовали себя как надежные и неприхотливые аппараты, которые способны сварить даже самый толстый металл за счет большой сили сварочного тока. Сейчас трансформаторы используются нечасто, поскольку производители предлагают недорогие функциональные инверторы. Но для профессионалов и сварщиков старой закалки трансформаторы все еще играют большую роль.

В этой статье мы подробно расскажем, что такое сварочный трансформатор, как он устроен, какие существуют типы сварочных трансформаторов и для чего служит сварочный трансформатор. Этот материал создан специально для тех, кто только изучает азы сварки и выбирает сварочный аппарат для себя.
Содержание статьи
Общая информация
Сварочный аппарат трансформаторного типа — это один из классических представителей сварочного оборудования. Основная функция сварочного трансформатора — преобразование напряжения сети 220В или 380В в низкое, а также преобразование тока от низких до высоких значений. Любой трансформатор (будь он современный или выпущенный 30 лет назад) предназначен для ручной дуговой сварки с применением покрытых электродов.

С помощью трансформатора возможна как бытовая, так и профессиональная или промышленная сварка. В 20 веке сварочные трансформаторы широко использовались для профессиональных сварочных работ, пока их не вытеснили компактные инверторы нового поколения. Тем не менее, трансформаторы все еще используются многими сварщиками.
Достоинства:
- Низкая стоимость самого аппарата, а также его запчастей и технического обслуживания
- Неприхотливость к хранению и эксплуатации
- Высокая ремонтопригодность
- Большая мощность
- Возможность сварки толстых металлов
Недостатки:
- Большой вес и габариты, затрудняющие транспортировку
- Не интуитивная регулировка силы тока (отсутствуют ручки и кнопки, регулировка осуществляется путем изменения величины индуктивного сопротивления или вторичного напряжения холостого хода)
- Часто нестабильное горение дуги, затруднительный поджиг
Устройство и принцип работы
Устройство и принцип действия сварочного трансформатора крайне просты. Именно из-за этой особенности трансформаторы настолько ремонтопригодны и недороги в обслуживании.

Устройство сварочного трансформатора
Трансформатор состоит из трансформаторного и регуляторного узла. Трансформаторный узел необходим для понижения напряжения, поступающего от сети 220В или 380В. Регулярный узел позволяет установить нужную вам силу тока.
Состав трансформаторного узла может разниться в зависимости от напряжения, необходимого для стабильной работы аппарата. Существуют однофазные, двухфазные и трехфазные аппараты. Однофазный трансформатор состоит из сердечника и двух обмоток. Двухфазный — из двух однофазных. Трехфазный — из трех однофазных соответственно.
Читайте также: Выбираем лучший сварочный аппарат для гаража
Что касается регуляторного узла, то зачастую это дроссель насыщения. Чтобы отрегулировать силу тока необходимо изменить зазор магнитопровода этого дросселя. Как вы понимаете, выполнять подобные манипуляции, каждый раз снимая корпус с аппарата, очень неудобно. Поэтому умельцы выводят на поверхность корпуса специальную ручку, с помощью которой можно механическим образом регулировать силу сварочного тока.
Два этих узла — трансформаторный и регуляторный — являются основой сварочного трансформаторного аппарата. Помимо этих узлов предусмотрены дополнительные устройства. Тем не менее, стандартная схема сварочного трансформатора все равно очень простая. По этой причине трансформаторы крайне редко выходят из строя. Если у трансформатора обнаружились неполадки, их можно легко устранить в домашних условиях.
Принцип работы сварочного трансформатора
В большинстве сварочных аппаратов сварочный ток преобразовывается из постоянного в переменный, чтобы была возможность зажечь дугу. В случае с трансформатором это правило не работает. Это единственный сварочный аппарат, позволяющий выполнять сварку с применением постоянного тока. Все, что необходимо — это адаптировать электрический ток под необходимые вам условия.
Это задача трансформаторного узла, о котором мы говорили выше. Он понижает входное напряжение до необходимого значения. Затем дело за регуляторным узлом, который позволяет точно настроить силу тока. Вот и все. Принцип действия максимально прост. Дополнительно может быть заземление.
Виды трансформаторов
Существуют различные виды сварочных трансформаторов. Они могут классифицироваться по разным критериям: по напряжению сети, по функциональности, по способу регулировки тока, по количеству рабочих постов. Давайте рассмотрим эти критерии подробнее
Напряжение сети
Сварочный трансформатор для ручной дуговой сварки может работать как от 220В, так и от 380В. Это зависит от того, сколько фаз у трансформатора. Выше мы уже говорили, что существуют однофазные, двухфазные и трехфазные аппараты. Однофазные работают от розетки 220В. Двухфазный сварочный трансформатор встречается редко, поэтому не будет заострять на нем внимание Трехфазные трансформаторы требуют напряжения 380В.
Также существуют комбинированные трансформаторные аппараты, способные работать при любом напряжении сети.
Функционал трансформатора
От функциональности напрямую зависит назначение сварочного трансформатора. Разделяют бытовые, профессиональные и промышленные аппараты. У них разные характеристики, соответственно разный функционал. Аппарат бытового класса не способен выдать более 200А, поэтому его возможности ограничены. А вот профессиональные модели генерируют от 300А и позволяют варить даже толстый металл.

Промышленный сварочный трансформатор обладает возможностями, позволяющими выполнять самые сложные сварочные работы. Но, справедливости ради, сейчас трансформаторы практически не используются в промышленной сварке. Их заменили более технологичные аппараты.
Количество рабочих постов
Трансформаторы для ручной дуговой сварки могут предназначены для разного количества рабочих постов. Чем больше сварочных кабелей можно подключить к трансформатору, тем больше рабочих постов можно организовать.
Условно аппараты делятся на однопостовые и многопостовые. Однопостовые рассчитаны на одно рабочее место. Проще говоря, к такому аппарату можно подключить всего один сварочный кабель и работу сможет выполнить только один сварщик. Многопостовые аппараты позволяют подключать от 3 до 6 кабелей, тем самым позволяя осуществлять сварку трех-шести сварщикам одновременно.
Способ регулировки силы тока
Выше мы писали, что трансформатор для сварки оснащен регуляторным узлом в котором есть дроссель насыщения. Меняя расстояние между катушками можно изменить и силу тока. Но на самом деле, это не единственный тип регулировки сварочного тока.
Помимо дросселя насыщения может использоваться дроссель магнитного зазора, двигающийся или подмагниченный шунт, реактивная обмотка, подвижная катушка кондекнсатор, рассеивающиеся обмотки, тиристорные регулировки или импульсные стабилизаторы.
Как видите, существует множество разновидностей трансформаторов. Поэтому выбирайте аппарат исходя из своих потребностей и нужд. Для домашнего использования будет достаточно однофазного однопостового трансформатора с максимальной силой тока до 300А, с дросселем насыщения для регулировки. Такие аппараты наиболее надежны и неприхотливы в эксплуатации.
Вместо заключения
Трансформаторы — это надежные и неприхотливые аппараты, зарекомендовавшие себя при выполнении любых задач: от бытовых до промышленных. Сейчас они практически не используются из-за большого разнообразия аппаратов инверторного типа, но это не значит, что трансформаторы исчезнут. У них есть свои неоспоримые преимущества, которыми вряд ли смогут похвастаться даже самые современные инверторы.
С помощью трансформатора можно варить толстый металл, ему под силу сварка любой сложности. Но учтите, что для работы с трансформатором необходимо обладать навыками сварки. Только так вы сможете добиться достойного качества швов. С другой стороны, если вы изучите азы сварки на трансформаторе, то потом сможете качественно выполнять работу на любом типе сварочного оборудования. Желаем удачи в работе!
бюджетное образовательное учреждение Омской области
начального профессионального образования
«Профессиональное училище № 65».
ТЕСТ
Оборудование и оснастка для выполнения сварочных работ
МДК 02.01. Оборудование, техника и технология электросварки
ПМ.02. Сварка и резка деталей из различных сталей, цветных металлов и их сплавов, чугунов во всех пространственных положениях
по профессии 150709.02 Сварщик (электросварочные и газосварочные работы)
Составил: Баранов Владимир Ильич мастер производственного обучения
Седельниково, Омская область, 2013
Оборудование и оснастка для выполнения сварочных работ.
Тест.
Каждый вопрос имеет один или несколько правильных ответов. Выберите верный ответ.
- Сварочный выпрямитель относится:
а) к оборудованию для сварки;
б) к сварочной оснастке;
в) к приспособлениям для сварки.
- Для чего используется обратный провод?
а) Для соединения электрода с источником питания.
б) Для соединения изделия с источником питания.
в) Для соединения электрода и изделия с источником питания.
- Для какого вида сварки используются сварочные трансформаторы?
а) Сварка постоянным током на прямой полярности.
б) Сварка переменным током.
в) Сварка постоянным током на обратной полярности.
4. Для какого вида сварки используются сварочные выпрямители?
а) Сварка постоянным током на прямой полярности.
б) Сварка переменным током.
в) Сварка постоянным током на обратной полярности.
- Какие держатели электродов получили наибольшее распространение?
а) Вилочные.
б) Безогарковые.
в) Пружинные.
- Особенностью безогаркового держателя электродов является то, что:
а) электрод зажимается в держателе;
б) электрод приваривается к держателю;
в) используются специальные электроды.
7. В каких случаях используют сварочную оснастку, элементы которой приваривают к изделию?
а) Всегда для фиксации взаимного расположения сварочных деталей,
б) Не используют.
в) При монтаже крупных конструкций.
8. Для чего может быть использована струбцина?
а) Для крепления обратного провода к изделию.
б) Для крепления изделия к сварочному столу.
в) При сборке и сварке не применяется вообще.
9. В связи с тем, что внешние магнитные поля приводят к отклонению сварочной дуги от собственной оси, допускается ли использование магнитных прижимов при сборке под сварку?
а) Не допускается.
б) Допускается.
в) Магнитные зажимы не используются, так как они не обеспечивают требуемого качества сборки.
10. Обратный провод, соединяющий свариваемое изделие с источником питания, обычно изготавливается из провода марки:
а) ПРГ;
б) ПРГД;
в) АПРГДО.
Эталон ответа:
вопрос | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
ответ | а | б | б | а, б | а | б | в | а | б | а |
Критерии оценок тестирования:
Оценка «отлично» 9-10 правильных ответов или 90-100% из 10 предложенных вопросов;
Оценка «хорошо» 7-8 правильных ответов или 70-89% из 10 предложенных вопросов;
Оценка «удовлетворительно» 5-6 правильных ответов или 50-69% из 10 предложенных вопросов;
Оценка неудовлетворительно» 0-4 правильных ответов или 0-49% из 10 предложенных вопросов.
Список использованной литературы
- Галушкина В.Н. Технология производства сварных конструкций: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2012;
- Овчинников В.В. Технология ручной дуговой и плазменной сварки и резки металлов: учебник для нач. проф. образования. – М.: Издательский центр «Академия», 2010;
- Маслов В.И. Сварочные работы6 Учеб. для нач. проф. образования – М.: Издательский центр «Академия», 2009;
- Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник – М.: КНОРУС, 2010;
- Куликов О.Н. Охрана труда при производстве сварочных работ: учеб. пособие для нач. проф. образования – М.: Издательский центр «Академия», 2006;
- Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования – М.: Издательский центр «Академия», 2010.
Из всевозможных видов промышленного оборудования самым распространенным является сварочный трансформатор. Такой аппарат состоит из нескольких ключевых узлов и способен создавать ток, дуга которого плавит сталь, и соединяет стороны изделия в единый шов. Оборудование делится на несколько видов по сложности исполнения конструкции, а также способности выдавать необходимую величину напряжения. В чем заключается принцип действия сварочного трансформатора и его устройство? Какие физические процессы происходят внутри аппарата? Чем одни изделия могут отличаться от других? Материал статьи и видео сполна осветят эти вопросы.

Устройство сварочного трансформатора
Чтобы осуществлять плавление металла электрической дугой, необходимо изменить параметры тока, потребляемого от сети. В аппарате он модернизируется так, что напряжение понижается (V), а сила тока возрастает (А). Сварка металла этим оборудованием возможна благодаря несложным комплектующим, входящим в его конструкцию. Большинство моделей включают в себя:
- магнитопровод;
- стационарную первичную обмотку из изолированного провода;
- движущуюся вторичную обмотку, часто без изоляции, для улучшения теплоотдачи;
- вертикальный винт с лентовидной резьбой;
- ходовую гайку винта и крепление к обмотке;
- рукоятку для вращения винта;
- зажимы для вывода и крепления проводов;
- корпус с жалюзи для охлаждения.
Некоторые сварочные трансформаторы переменного тока содержат дополнительное оборудование, совершенствующее их работу, о котором будет описано ниже в разделе схем.
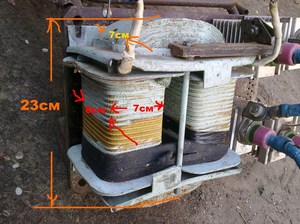
Устройство сварочного трансформатора предусматривает магнитопровод. Сердечник не влияет на силу тока, а лишь способствует образованию магнитного поля. Для этого используется пакет пластин из специальной стали. Их поверхность покрывается оксидной изоляцией. Некоторые модели лакируются. Если бы сердечник был из сплошного металла, то вихревые токи (токи Фуко), получаемые из-за действия магнитного потока, снижали бы индукцию поля. За счет наборных составляющих сердечник не образует сплошной проводник, что снижает влияние токов Фуко.

Для более тихой работы пластины сердечника важно стягивать потуже. Слабое соединение ведет к вибрации составляющих благодаря прохождению переменного тока с частотой 50 Гц. Но даже плотное стягивание не устраняет всего шума, поэтому любой расчет сварочного трансформатора подразумевает гул, что слышно на видео по его работе.
Принцип работы сварочного трансформатора
Аппарат, состоящий из вышеописанных элементов, работает по следующему принципу:
- Напряжение из сети подается на первичную обмотку, в которой образуется магнитный поток, замыкающийся на сердечнике устройства.
- После этого напряжение передается на вторичную катушку.
- Магнитопровод, созданный из ферромагнитных материалов, размещая на себе обе обмотки, создает магнитное поле. Индуцирующий магнитный поток образовывает в обмотках переменные электродвижущие силы (ЭДС).
- Разница в количестве витков катушек позволяет изменять ток с необходимыми для сварки значениями V и А. По этим показателя происходит расчет сварочного трансформатора.
Существует прямая взаимосвязь между количеством витков вторичной обмотки и получаемым напряжением. При необходимости повысить исходящий ток, вторичную катушку наматывают в большем количестве. Трансформатор для сварки относится к понижающему типу, поэтому число витков вторичной обмотки у него значительно меньше, чем на первичной.
Устройство и принцип действия сварочного трансформатора призвано и регулировать силу исходящего тока, путем изменения расстояния между первичной и вторичной катушками. Именно для этого и предусмотрена движущаяся часть конструкции. На некоторых видео хорошо заметно, что вращение рукоятки и сведение катушек друг к другу приводит к увеличению сварочного тока. Обратное вращение и разведение обмоток способствует понижению силы тока. Это происходит за счет изменения магнитного сопротивления, вследствие чего и возможна быстрая регулировка напряжения, позволяющая подбирать сварочный ток в зависимости от толщины стали и положения шва.
Холостой ход
Сварочный трансформатор имеет два режима работы: под нагрузкой и холостой. Во время выполнения шва, вторичная обмотка замыкается между электродом и изделием. Мощный сварочный ток позволяет плавить металл и образовывать надежное соединение. Но когда сварка окончена, вторичная цепь размыкается. И аппарат переходит в режим холостого хода.
Электродвижущие силы в первичной катушке имеют двойное происхождение. Первые образуются из-за рабочего магнитного потока, а вторые путем рассеяния. Эти ЭДС создаются ответвляясь от основного потока в магнитопроводе, и замыкаясь между витками катушки по воздуху. Именно они и образуют величину холостого тока.
Холостой ход должен быть безопасным для жизни сварщика и ограничиваться 48 V. некоторые модели имею допустимое значение в 60-70 V. Если ЭДС от потока рассеивания превышают эти значения, то устанавливается автоматический ограничитель этого значения. Он должен срабатывать менее чем через секунду после разрыва цепи и прекращения сварки. Для дополнительной защиты сварщика корпус аппарата всегда заземляется, чтобы возникшее напряжение на кожухе, из-за повреждения изоляции первичной обмотки, миновало человеческое тело и уходило в землю.
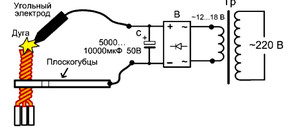
Схема сварочного трансформатора и ее модификации
Кроме стандартных устройств для изменения тока, сварочный трансформатор может содержать некоторые совершенствующие узлы. Схемы данного оборудования могут быть дополнены:
- несколькими вторичными обмотками;
- конденсаторами;
- импульсными стабилизаторами;
- тиристорными фазорегуляторами.
Дополнительно, в схему трансформатора добавляется сопротивление, предназначенное для продолжения регулировки силы тока там, где разведение обмоток не дает нужного результата. Это востребовано при работе с тонким металлом или очень мощными моделями оборудования. Сопротивление может быть в виде отдельного корпуса с набором контакторов, задающих определенное значение Ом, через которое будет проходить ток от вторичной обмотки, либо обычной пружиной из высокоуглеродистой стали, прикрепляемой к кабелю массы.
Расчет сварочного трансформатора
Для разных видов сварки необходимы трансформаторы разной мощности. Основной расчет производится на основании разности витков обмотки между первичной и вторичной катушками. Для понижающих устройств действует правило, что если исходящее напряжение необходимо понизить в 10 ил 100 раз, то и количество витков на вторичной катушке должно быть меньше в 10 или 100. Это значение имеет погрешность в 3%. Это же правило действует и в обратную сторону.
Каждое устройство подобного типа имеет свой коэффициент трансформации. Это значение (n) показывает масштабирование силы тока при переходе от первичного (i1) во вторичный (i2). Расчет таков: n = i1/i2. Исходя из этого можно создать устройство подходящее под конкретные виды сварки.
Отличия и разновидности оборудования
Виды сварочных трансформаторов разделяются по рабочему предназначению. Они различаются по:
- Весу и размеру. От компактных с ремнем для плеча, до больших, перемещаемых на колесиках или тельфером
- Выдаваемому напряжению холостого хода от 48 V до 70 V.
- Силе тока от 50 до 400 А. На крупных производственных предприятиях встречаются модели с показателем 1000А.
- Потребляемого тока и количеству фаз — 220-380V. Одно и трехфазные версии.
- Импульсной подаче тока или непрерывной.
- Возможности работы с разными диаметрами электродов, от 2 до 6 мм.
Трансформаторная сварка — простой способ получить крепкое соединение. Она хорошо подойдет для монтажа заборов, сварки труб, создании стеллажей и каркасов беседок. Издаваемый гул от аппарата и треск сварочной дуги вносят некоторый дискомфорт от использования устройства.
Сварочные трансформаторы отличаются ценовой доступностью в магазинах и легкостью схемы сборки в домашних условиях. Их принцип действия несложен, а работа аппарата на видео помогает понять основы обращения с агрегатом. Качество шва сохраняется на высоком уровне, поэтому они широко применяются в быту и промышленной сфере.
Поделись с друзьями
1
0
0
0
Сварочный трансформатор – это классический тип аппаратуры для сваривания металлов. Его история насчитывает уже более 100 лет.
Трансформатор для сварки показал себя неприхотливой, но надежной техникой, способной к свариванию очень толстостенных деталей. Он имеет достаточно высокий уровень силы сварного тока. В XXI веке сварочные трансформаторы несколько утратили спрос.
Ведь компании стали выпускать инверторы с подходящим функционалом и по сравнительно низкой цене. Однако для старшего поколения мастеров он остается важным инструментом в работе.
Описание устройства трансформатора для сваривания металлов, его типы и применение можно узнать в этой статье. Она поможет разобраться в азах сваривания металлов при помощи этого аппарата и подобрать подходящую модель.
А также параметры сетевого напряжения, функционал, число рабочих постов и методики изменения силы тока.
Содержание статьиПоказать
Общая информация
Трансформаторный тип сварного оборудования – классика среди оборудования для сварки.
Его основная задача – преобразовывать напряжение электросети из 220-380В в более низкие показатели, либо повышение недостающего уровня напряжения до рабочих параметров.
Вне зависимости от года выпуска, они применяются для ручного вида дугового сваривания с использованием покрытого типа электродов.
Сварочный трансформатор подходит для всех видов работ, бытовых либо промышленных.
В ХХ веке этот вид сварной аппаратуры применялся для профессионального сваривания, однако к концу столетия они стали уступать место более компактным инверторам – оборудованию нового поколения. Но они все еще применяются многими мастерами.
Достоинствами сварочных трансформаторов можно назвать бюджетность самого аппарата и его деталей. В связке с простотой устройства это позволяет самостоятельно проводить ремонт в случае неисправностей.
Такие аппараты достаточно мощные, способные сваривать толстостенные детали. При этом они неприхотливы в хранении и просты в эксплуатации.
Однако у аппарата есть и недостатки. Крупные размеры и вес снижают мобильность. Сложности при поджиге и нестабильность горения сварной дуги влияют на скорость и качественность работы неопытного мастера.
Отсутствуют переключатели для корректирования силы тока – оно происходит при помощи изменения показателя величин индуктивного сопротивления. Либо корректированием вторичного типа напряжения холостого хода.
Устройство трансформаторного аппарата и принципы его применения

Трансформатор в составе имеет 2 узла: трансформаторный и регуляторный. Первый предназначен для снижения уровня напряжения, которое поступает из электросети 220-380В. Второй отвечает за установку необходимой силы тока.
Существует несколько типов трансформаторных узлов. Они зависят от уровня напряжения, обеспечивающего стабильность работы прибора. Есть три основных типа трансформаторов: однофазный, двухфазный и трехфазный.
Модель однофазного типа комплектуется сердечником и двумя обмотками. В состав двухфазного входит два однофазных, а трехфазного – три однофазных элемента.
Регуляторный узел состоит из дросселя насыщения. Регулировка силы тока происходит изменением зазора дроссельного магнитопровода. Для этого нужно снимать корпусную крышку, что не очень удобно.
Поэтому мастера часто самостоятельно дорабатывают трансформатор, комплектуя его выведенной наружу ручкой, которой регулируют силу тока механически.
Трансформаторный и регуляторный узлы – основа сварочного трансформатора. Однако кроме них в его состав включены другие устройства.
Они не слишком усложняют механизм, потому аппараты этого типа редко получают неисправности. А в случае поломки ремонт можно провести самостоятельно.
Принцип работы трансформаторного агрегата

Принцип работы сварочных устройств работает на преобразовании тока из постоянного типа в переменный. Это производится для того, чтобы разжечь дугу.
Однако трансформаторные агрегаты для сваривания металлов устроены иначе. Они – приборы, выполняющие работу применением постоянного сварочного тока. Для него достаточно адаптации напряжения электросети в подходящий для сваривания уровень.
С этой задачей справляется трансформаторный узел, входящий в его комплектацию. С его помощью полученное из электросети напряжение понижается до рабочего показателя.
А узел регулировки настраивает силу сварного тока. Принцип работы прост и понятен. Дополнительным элементом в работе будет заземление.
Виды трансформаторов для сваривания металлов

Классификация трансформаторных аппаратов для сварных работ проходит по нескольким категориям:
- Напряжение электросети
- Функционал
- Способы корректировки сварного тока
- Число рабочих постов.
- Изучим категории классификации детальнее.
Трансформатор для дугового вида сваривания подходит питанию от электросети 220-380В. Совместимость с разными показателями напряжения электросети зависит от количества фаз в аппарате.
Существует 3 типа аппаратов (однофазный, двухфазный и трехфазный). Первый вид совместим с напряжением 220В. Трехфазый подходит для работы с розеткой 380В. Двухфазные модели достаточно редки.
Комбинированные модели трансформаторов работают с любым напряжением электросети.
Функциональность

Этот критерий определяет назначение модели аппарата. Есть 3 типа трансформаторов по функционалу: бытовой, профессиональный и промышленный. Они обладают разными характеристиками и функциями.
Бытовой тип имеет ограниченные 200А возможности. В то время как профессиональный способен генерировать свыше 300А. Это позволяет им работать с достаточно толстыми металлическими деталями.
Для сложных задач подойдет промышленный вид сварных трансформаторов. Однако сейчас в промышленности большинство из них заменено более технологичными моделями.
Число рабочих постов

Трансформаторный тип сварочной аппаратуры применяется для разного числа рабочих постов. Их количество зависит от того, сколько сварочных кабелей возможно подключить к аппарату.
Условно трансформаторы разделены на два типа. Однопостовый и многопостовый. Первый тип обеспечивает одно рабочее место. То есть, к нему возможно подключение только одного кабеля для работы одного мастера.
Второй тип рассчитан на подключение 3-6 сварочных кабелей, позволяя одновременно работать тому же числу рабочих.
Способы регулирования силы сварного тока

Одна из основных трансформаторных деталей – узел регулировки, состоящий из дросселя насыщения. Он корректирует силу сварного тока, изменяя расстояние между катушками. Но существуют другие пути регулирования этого показателя.
Корректировка силы сварного тока проводится не только при помощи дросселя насыщения.
Можно воспользоваться дросселем магнитного зазора, передвижным либо подмагниченным шунтом, реактивной либо рассеивающей обмоткой, подвижным типом катушки конденсатора. А также тиристорными регуляторами либо импульсными стабилизаторами.
Разновидности моделей трансформаторов предоставляют возможность подобрать себе подходящую. Определяя, какую модель взять, стоит исходить из рабочих задач, для решения которых она будет применяться.
Для бытовых работ подойдет однофазный однопостовый сварочный агрегат с силой тока достигающей 300А и корректировкой дросселем насыщения. Эти модели понятны в использовании и хранении.
Заключение
Сварочный трансформатор – простой, понятный агрегат для сваривания металлов в бытовых, либо промышленных масштабах. Они вытесняются мобильными и технологичными инверторами.
Однако и сейчас у них есть возможности, которые обеспечивают им применение в сварочных делах.
С помощью трансформаторов для сварных работ можно соединять даже толстостенные детали, проводить сварку любой сложности. Однако это требует опыта и навыков, достаточных для создания ровных, долговечных швов.
Умение работать со сварочными трансформаторами обеспечивает быструю адаптацию к более легким в применении моделям.

Сварка как способ неразъемного соединения металлов вошла в нашу жизнь немногим более ста лет назад, однако переоценить ее значение сегодня невозможно. С помощью сварки выполняется значительное количество разнообразных работ в различных областях, от микроэлектроники до изготовления многотонных конструкций. Поскольку металлы и сплавы могут иметь различную форму, размер и химический состав, разработано множество соответствующих технологий, инструментов и приспособлений. Но основным методом давно и заслуженно считается электрическая сварка (а иногда и резка) металлов, в первую очередь низколегированных сталей. Среди достоинств электросварки — быстрое и надежное соединение материалов с минимальными затратами. Однако при необходимости с помощью сварочного аппарата можно и разрезать металл, причем даже в труднодоступных местах, куда другой инструмент просто не подлезет. В последние десятилетия сварочные аппараты изготавливают с применением электронных компонентов, что значительно уменьшило их массу и габариты и позволило еще более расширить их применение в быту.
Давайте же разберемся какие бывают виды сварочных аппаратов и по каким признакам их различают.
ИСТОЧНИКИ СВАРОЧНОГО ТОКА
Это основная деталь любого сварочного аппарата, преобразующая напряжение сети в постоянный или переменный ток с заданными параметрами. Виды сварочных аппаратов по типу источника тока классифицируются на:
Сварочные трансформаторы. Традиционный и в то же время конструктивно самый простой источник сварочного тока. Основным его узлом является собственно трансформатор, понижающий сетевое напряжение до сварочного. Регулируют силу тока различными методами, самый распространенный из которых — изменение расстояния между первичной и вторичной обмотками. Все трансформаторы имеют одну общую особенность — выдают на выходе переменный ток. Чтобы варить с помощью «транса» цветные металлы или улучшить стабильность горения дуги, необходимо вводить в конструкцию дополнительные тяжелые и громоздкие элементы, да и сам трансформатор весит прилично. При этом для выполнения ответственных работ требуются специальные электроды для переменного тока.
КПД трансформатора довольно высок (до 90 %), но часть энергии уходит на нагрев. Для охлаждения в современных моделях применяют вентиляторы также значительной мощности: ведь охладить надо устройство в несколько десятков, а то и сотен килограммов весом. В настоящее время этот вид источников сварочного тока применяется нечасто, но у трансформаторов, помимо КПД, есть еще два важных достоинства: невысокая цена и долговечность, из-за которых они до сих пор пользуются спросом.
Сварочные выпрямители. Выпрямителями называют аппараты, преобразующие переменный ток в постоянный. Они состоят из понижающего трансформатора, выпрямительного (диодного) блока, а также устройств регулировки, пуска и защиты. Такая конструкция, хотя и сложнее трансформатора, но обеспечивает гораздо более стабильные выходные характеристики сварочного тока и электрической дуги. Качество шва в конечном счете тоже гораздо выше. Цена выпрямителей не сильно отличается от цены трансформаторов, надежность также на высоте: ломаться в них практически нечему.
Основные недостатки такие же, как у трансформатора — высокий вес, сложность работы, сильная «просадка» напряжения в сети в процессе сварки.
Инверторы. Это наиболее современный тип сварочного аппарата. В отличие от обычных сварочных аппаратов, у которых силовой трансформатор работает на частоте сетевого напряжения 50 Гц, сварочный инвертор использует ток высокой частоты (несколько десятков килогерц). При этом для передачи необходимой энергии требуется трансформатор гораздо меньших размеров и массы, а сварка проходит при постоянном токе хорошего качества, что сказывается и на качестве шва. Обычный сварочный трансформатор на 160 А весит не менее 18 кг, а силовой трансформатор сварочного инвертора на 160 А весит не более 300 граммов и по размерам сравним с пачкой сигарет, при этом вес всего инвертора, с корпусом и всей электроникой, составляет 3–7 кг. Инвертор состоит из выпрямителя, сетевого фильтра, преобразователя в переменное напряжение высокой частоты, сварочного трансформатора, еще одного выпрямителя и управляющей схемы. Сварочный инвертор имеет значительно более широкий, чем у обычного аппарата, диапазон регулировки сварочного тока, что особенно важно при сварке тонкими электродами. Еще один «плюс» — у инверторов, как правило, эта регулировка гораздо точнее и выходные параметры намного стабильнее, что сильно упрощает подбор оптимального режима работы.
Все инверторные аппараты производятся по одной из двух технологий — MOSFET или IGBT.
Технология MOSFET была разработана примерно полвека назад, IGBT — более современная и экономичная — имеет множество преимуществ по сравнению с MOSFET. В Европе, где нормативы по энергопотреблению ужесточаются с каждым годом, найти в продаже MOSFET-инверторы уже невозможно. У нас они пока встречаются довольно часто. Инверторы MOSFET хорошо отработаны, стоят обычно дешевле и, невзирая на больший вес и габариты, все еще достаточно популярны, особенно для выполнения простых работ по сварке черных металлов. Производство компонентов MOSFET обходится дешевле, но и требуется их больше: в инверторе на 200 А можно встретить до 24 одинаковых силовых транзисторов MOSFET и в разы меньшее количество транзисторов IGBT (обычно около десятка). Инверторные аппараты IGBT способны работать при значительно большей частоте (60–85 кГц), чем MOSFET, что еще более снижает вес аппарата. Температура срабатывания термозащиты у IGBT-транзисторов составляет порядка 90 °С против 60 °С у MOSFET, это напрямую влияет на продолжительность непрерывной работы инвертора. Что касается ремонтопригодности, тут мнения «сервисменов» кардинально различаются. Некоторые считают, что компактный и имеющий меньшее количество деталей и силовых транзисторовинвертор чинить проще, другие — что более ремонтопригоден аппарат, выполненный по технологии MOSFET, с более крупными деталями и свободной компоновкой.
К тому же производители выпускают различные IGBT-аппараты, порой со сложной компоновкой и трудным доступом к отдельным деталям. В любом случае, если придерживаться мнения «чем меньше деталей — тем меньше вероятность поломки», следует обратить внимание на инверторы IGBT, к тому же за счет отличных параметров сварочного тока они лучше варят не только черные металлы, но и чугун, и нержавейку. Лидером производсва инверторных сварочных аппаратов является компания Линкольн Электрик(Lincoln Electric).
За счет использования в инверторах электронной системы управления с помощью обратных связей, можно получить выходные характеристики, подходящие для любого способа сварки. Наиболее важны функции Hot Start, Arc Force и Anti-Stick. В начале работы электроника обеспечивает дополнительный импульс тока, что облегчает поджиг дуги (функция Hot Start). Если электрод слишком быстро приближается к детали, функция Arc Force увеличивает сварочный ток, препятствуя залипанию. При залипании ток снижается или отключается, исключая возможность «приморозить» электрод (функция Anti-Stick).
В той или иной мере эти функции присутствуют во всех инверторах,в более дорогих моделях есть возможность их регулировки (например, Hot Start при сварке тонких листов металла не нужен, проще его уменьшить или вовсе отключить).
Недостатки у инверторов тоже есть, но таковыми их назвать можно с большой натяжкой. Следует различать использование инвертора в быту или на производстве.
Основной враг электронных схем — влага и пыль, особенно металлическая. Поэтому не рекомендуется включать его в запыленных помещениях и особенно работать «болгаркой» рядом с включенным инвертором.
Разумеется, при дожде работы следует прекращать, это запрещено правилами техники безопасности, и не только потому, что вредно для аппарата. Профессиональные модели лучше защищены от пыли и влаги, но и стоят соответственно. В любом случае время от времени аппарат нужно открывать и тщательно продувать сжатым воздухом.
Электроника чувствительна к качеству тока, поэтому в схему инверторов включают различные элементы защиты: датчики перегрева, предохранители, иногда — устройства отключения при падении напряжения ниже допустимого уровня, впрочем, практически все аппараты могут работать при напряжении от 170 до 250 В. Для защиты от резкого скачка напряжения (выше 270 В) многие производители устанавливают варисторы («таблетки»), раскалывающиеся при резком повышении напряжения. После этого поврежденный варистор следует заменить, этот ремонт прост и недорог. Если планируется автономная работа от электрогенератора, необходимо подбирать аппарат со встроенным компенсатором перепадов напряжения питающей сети. О его наличии производители предупреждают отдельно, без него инвертор может быстро выйти из строя.
Аппарат не следует хранить зимой в неотапливаемом помещении — электроника требует бережного отношения.
Есть и еще один «недостаток»: работать на трансформаторе или выпрямителе гораздо сложнее, чем на инверторе, зато научившийся работать на «трансе» без проблем перейдет на инвертор, а вот обратный переход гораздо сложнее — придется доучиваться.
ОСНОВНЫЕ ПАРАМЕТРЫ СВАРОЧНОГО АППАРАТА
Очень важным параметром при работе сварочного аппарата, независимо от его устройства, является продолжительность включения (ПВ) при различных значениях сварочного тока. Тут у разных производителей разные методики измерений. В европейском стандарте EN 60974-1 принимается во внимание продолжительность сварки при температуре 40 °C до первой остановки аппарата от перегрева, и ПВ высчитывается исходя из отношения этого времени к 10-минутному рабочему циклу. При более приближенных к реальности условиях по методике итальянской компании Telwin (t = 20 °C, работа с перерывами) учитывается в первую очередь количество электродов, которые можно использовать за этот период времени. Разумеется, ПВ, рассчитанный по второй методике, заметно выше и при выборе аппарата надо уточнить, как именно его считали. Впрочем, в процессе работы редко приходится жечь подряд несколько электродов на полной мощности без перерыва, и аппарат с заявленным «европейским» ПВ в 10–20 % будет работать до отключения столько же, сколько с 60–80 %-ным ПВ, рассчитанным по «телвиновской» методике.
Важным параметром и первым, на что обычно обращают внимание, считается диапазон изменения сварочного тока. Он косвенно указывает на мощность аппарата. Чем она больше, тем большего размера электрод можно установить и тем больше будет ПВ при работе небольшими электродами при равной силе тока. Для бытовых целей и работы ходовым 3-миллиметровым электродом всем видам трансформаторов с лихвой хватает максимальной мощности в 150 А, для инверторов — и того меньше, при этом токе они спокойно варят «четверкой». Следует учитывать, что на коробке с электродами обычно указывают рекомендуемые токи при работе с трансформаторами или выпрямителями, инвертор при таких токах уже может резать металл.
Еще один важный параметр — ток холостого хода. Он может находиться в пределах 60–85 В: чем выше, тем проще зажечь дугу.
Некоторые модели сварочных аппаратов способны функционировать совместно с устройствами для сварки аргоном, выпускаются также модели, работающие в полуавтоматическом режиме (сварка проволокой). Для бытового применения они не очень интересны — подобные опции требуются редко, а стоимость их гораздо выше, чем у простых моделей. Но если планируется работа на профессиональном уровне с различными видами металлов и тонкими листами, эти функции будут весьма полезны.
ВИДЫ СВАРКИ
Ручная дуговая сварка плавящимся электродом (ММА). Это наиболее популярный вид сварки, при котором роль электрода играет проволока, покрытая обмазкой.
В процессе плавления проволока соединяет свариваемые детали, а обмазка (шлак) защищает сварочную ванну от воздействия кислорода, также способствуя улучшению характеристик дуги и качества шва. Чаще всего таким образом сваривают черные металлы, чугун и некоторые виды цветных металлов и сплавов, однако добиться хорошего соединения в последнем случае довольно трудно: легкоплавкие компоненты сплавов выгорают, и соединение получается не слишком качественным.
Ручная сварка в среде защитных газов (TIG). Наиболее часто в качестве газа применяют аргон с небольшой примесью кислорода, чтобы выжечь грязь и окислы в процессе работы, а сварка проводится неплавящимся графитовым или вольфрамовым электродом. В качестве присадки используют прутки из того же материала, что и свариваемые детали. Качество шва при таком методе очень высокое, легкоплавкие компоненты сплавов и легирующие добавки не выгорают, сварочная ванна защищена от кислорода воздуха, образование шлака практически исключено. Сваривание почти всегда производится на постоянном токе прямой полярности, только для алюминия более подходит переменный ток или обратная полярность: так лучше разрушается оксидная пленка. Несмотря на то что такой способ довольно дорог и не отличается высокой скоростью работы, он достаточно популярен и порой незаменим для сварки любых металлов в случае малых объемов работ либо если автоматизировать процесс по разным причинам не удается.
Полуавтоматическая сварка. При ней в роли электрода обычно выступает сварочная проволока, автоматически подающаяся в зону сварки, хотя возможна и сварка неплавящимся электродом. Аппарат при этом перемещают вручную. Сварка производится постоянным или импульсным током, различают сварку в среде инертных (MIG) или активных (MAG) защитных газов и сварку порошковой проволокой — тогда газ не требуется. Для крупных объемов наплавляемого металла целесообразнее ММА-сварка. Сфера работы полуавтоматов — сварка тонких листов, высоколегированных сталей, цветных металлов, а также промышленное применение.
ДРУГИЕ МЕТОДЫ И СПОСОБЫ СВАРКИ
Помимо трех перечисленных основных методов сварки, используются и другие, особенно в промышленном производстве. Кратко опишем некоторые из них.
Плазменная сварка. Источником теплоты здесь служит плазменная струя, получаемая при ионизации рабочего газа между электродами, одним из которых может быть свариваемое изделие, либо оба электрода находятся в плазменной горелке — плазмотроне. Оба эти способа в промышленном производстве применяются чаще для наплавки и резки, чем для собственно сварки.
Контактная сварка. При ней соединенные заготовки или их соприкасающиеся участки прижимаются друг к другу, разогреваются электричеством до состояния пластического деформирования, а затем дополнительно сжимаются. Среди большого количества разновидностей контактной сварки можно выделить точечную, стыковую, рельефную и шовную.
При точечной сварке свариваемые детали соединяются внахлест, зажимаются между двумя электродами, затем включается импульс тока небольшого напряжения (несколько вольт) и значительной силы, до нескольких тысяч ампер. Таким образом, между деталями образуется сварная точка или сразу две, если электроды подводятся с одной стороны, а с другой подложена токопроводящая подкладка. Контактная сварка требует хорошей подготовки поверхностей, пригодна для многих металлов и сплавов, особенно популярна для сварки тонких листов. Коробление листов при этом невелико, качество (при должных параметрах сварки) также на высоте. Именно так, например, собирают автомобильные кузова на заводе. Метод хорошо поддается автоматизации, но может использоваться и в ручном режиме.
ЗАЩИТА СВАРЩИКА
Сварочный процесс сопровождается большим количеством опасных и вредных факторов: высокой температурой раскаленного металла и шлака, ярким свечением дуги в видимом, инфракрасном и ультрафиолетовом диапазонах, выделением токсичных газов и аэрозолей. При работе с электрическими аппаратами несоблюдение правил техники безопасности чревато риском поражения электрическим током. Поэтому необходимо позаботиться о приобретении маски и защитной одежды.
Сварочная маска или щиток. Это самый необходимый элемент, предназначенный для защиты глаз и лица. Изготавливается чаще всего из пластика или электрокартона (фибры). Щиток приходится держать одной рукой, маска крепится на голову. В конструкцию фильтра согласно ГОСТу должны входить защитное стекло и подложка из оргстекла. В качестве фильтра применяется либо затемненное стекло, либо фильтр «хамелеон», автоматически затемняющийся при возникновении дуги. «Хамелеон» гораздо удобнее, но и стоит дороже. В зависимости от условий сварки применяются стекла различной степени затемненности, в «хамелеоне» она почти всегда регулируется. Для сложных условий работ изготавливаются маски с фильтрами для дыхания или системой подачи воздуха снаружи, а также с возможностью крепления каски и наушников.
Одежда и другие средства защиты. Одежда и перчатки должны быть изготовлены из слабогорючих и нетлеющих тканей вроде брезента, прорезиненных материалов или кожи. Обувь тоже желательна «погрубее», ведь кроме искр и капель металла, на ногу можно случайно уронить железку. Наиболее практичны для этой цели ботинки из толстой кожи или резиновые сапоги. Вся одежда при работе должна быть застегнута и пригнана с таким расчетом, чтобы исключить попадание капель расплавленного металла в ее складки и защитить все участки кожи от вредного воздействия сварочной дуги. Для обеспечения электробезопасности используются коврики из резины или подобных диэлектрических материалов.
Не нужно забывать также и о других средствах защиты — исправность оборудования, наличие заземления, надежная фиксация сварочных проводов в аппарате и целостность их изоляции, надежный электрический контакт обратного провода на детали и т.п. Наконец, не стоит упускать из виду и надежное закрепление свариваемых деталей. Если правильно организовать рабочее место и работать, сообразуясь со своими возможностями и без спешки, тогда и работа, и результат будут только радовать.
ПЕРЕЙТИ В КАТАЛОГ СВАРОЧНЫХ ИНВЕРТОРОВ
 Сварочные трансформаторы — это конструкции для ручной, автоматической, дуговой сварки деталей. Их условно можно разделить на бытовые и профессиональные аппараты в зависимости от технических характеристик. Получаемое электричество перерабатывается до нужного значения для устройства. Принцип действия сварочного трансформатора в этом и заключается. Аппарат состоит из нескольких узлов, которые вместе образуют электрическую дугу.
Сварочные трансформаторы — это конструкции для ручной, автоматической, дуговой сварки деталей. Их условно можно разделить на бытовые и профессиональные аппараты в зависимости от технических характеристик. Получаемое электричество перерабатывается до нужного значения для устройства. Принцип действия сварочного трансформатора в этом и заключается. Аппарат состоит из нескольких узлов, которые вместе образуют электрическую дугу.
Конструкция устройства
Схема устройства не является сложной. Многие пользователи способны самостоятельно заняться сборкой такой конструкции. Самая простая схема сварки будет работать на одной фазе. Но этого более чем достаточно.
Она состоит из трёх составляющих:
- магнитный привод или сердечник;
- первый слой обмотки;
- второй слой обмотки.
Таким элементом, как магнитный привод или сердечник, является деталь из ферромагнитного сплава с замкнутым контуром. Первый слой обмотки соединяется с сетью, а второй направляется на массу и держатель электрода, которым непосредственно осуществляется сварка. При этом контур теряет сопротивление, а электромагнитная связь повышается.
Но это конструкция самой простой модели. Более профессиональные модели имеют и дополнительные элементы, такие как дроссель и другие.
Полная конструкция обыкновенного сварочного трансформатора состоит из следующих элементов:
- сердечник;
- держатель коробки;
- зажим для сцепки проводов;
- металлический ящик;
- жалюзи для охлаждения;
- рукоятка;
- болт;
- крышка конструкции;
- вертикальный винт;
- винтовая гайка;
- первичная и вторичная обмотка трансформатора.
Принцип работы аппарата
Работает сварочный трансформатор по такому алгоритму: постепенно понижается напряжение до 55−80 В, и в то же время повышается сила тока до 50−450 ампер. В работе подобная конструкция в основном функционирует благодаря принципу переменного тока. Но есть и альтернативные модели, которые выдают постоянный ток. Также встречаются названия — выпрямительные сварочные аппараты.
 Работает оборудование похожим образом. После соединения с сетью по первичному контуру проходит переменный ток, который и создаёт магнитное поле. И в первой, и второй обмотке проходит электрическая сила. Её можно определить в зависимости от количества витков обмотки.
Работает оборудование похожим образом. После соединения с сетью по первичному контуру проходит переменный ток, который и создаёт магнитное поле. И в первой, и второй обмотке проходит электрическая сила. Её можно определить в зависимости от количества витков обмотки.
К примеру, первая обмотка имеет 200 витков, а вторая 10. Коэффициент в этом случае выходит 200:10 = 20. Когда такое оборудование подключаем к обычной сети, то на выходе мы получим примерно одиннадцать ватт.
Для смены нагрузки сварки зачастую меняют зазор магнитного привода. Если зазор увеличить, то сила тока уменьшится. Если уменьшить зазор, то, соответственно, увеличится. Подобрать нужное напряжение можно, узнав количество витков.
Из чего состоит сварка
Такое устройство, как сварка, позволяет понизить напряжение и в этот же момент увеличить силу тока. Это и даёт возможность нагревать металл до нужной для его плавления температуры. Параметры силы и напряжения определяются в момент проектирования и создания трансформаторной сварки. Под определённые функции аппарат оборудуется специальными деталями, которые и определяют назначение работы конструкции.
Кроме первой и второй обмоток и магнитного привода, трансформатор имеет такие детали, как винт с вертикальной резьбой и рукоятка, позволяющая ему вращаться, винтовая гайка и зажимы. Также сварка оборудована корпусом с вентиляцией и подвесной системой, которая защищает сварку от внешних повреждений.
В трансформаторах, работающих по принципу переменного тока, есть и другие детали, позволяющие облегчить работу мастера.
Дополнительные узлы аппарата
Трансформатор для сварки как однофазный, так и трёхфазный и выпрямляющий, может иметь и определённое количество дополнительных узлов. С их помощью аппарат будет работать более качественно.
В качестве дополнительных узлов могут выступать:
- дополнительные обмотки;
- стабилизаторы;
- конденсаторы;
- регуляторы фаз.
Некоторые конструкции оборудованы подвижным шунтом. Расстояние между обмотками меняется за счёт образования новой детали, а не за счёт движения второго слоя обмотки. Дополнительной деталью является шунт, который будет менять зазор между обмотками. Ещё одна обмотка даст возможность регулировки напряжения.
И заводские профессиональные модели, и бытовые, как правило, требуют дополнительного сопротивления. Профессиональные мастера могут произвести соответствующую регулировку. Специальные возможности возникают и без разведения обмоток. Опытный мастер может сделать, таким образом, тонкие или толстые швы.
Подобное сопротивление может быть сделано в виде цельного корпуса. В нём расположены различные контакты, с помощью которых можно регулировать сопротивление.
Различные виды конструкции
Принцип действия бытового или профессионального образца определяет то, какими техническими характеристиками владеет определённый прибор. В связи с этим образовалось множество принципов и факторов классификации подобной аппаратуры. Например, на многопостные и однопостные. Последние предназначены исключительно для бытового использования. Они рассчитаны на инвертор в 3−9 кВт. Домашние сети не рассчитаны на мощность более 10 кВт.
В отличие от предыдущих, многопостные конструкции имеют сложное строение. Они считаются профессиональными и применяются с мощностью более 10 кВт. С одним таким аппаратом может одновременно работать до десяти человек.
Также можно разделить трансформаторы по фазному принципу на однофазный и трёхфазный аппарат. Существуют модели, которые могут переключаться на различное напряжение в сети.
Для применения в домашних условиях могут подойти однофазные агрегаты, а для профессионального уровня трёхфазные. По этому фактору можно определить и напряжение на выходе. Толстые детали можно сварить исключительно трёхфазным аппаратом, так как однофазные не смогу этого сделать.
Классифицировать можно также и по типу аппарата. В основном выделяют три лидирующие группы сварок:
- Аппараты с минимальным рассеиванием магнитного поля. Характерно для такого аппарата наличие дросселя.
- Конструкции с большим рассеиванием магнитного поля. Они имеют довольно сложную схему. Основные её детали — это несколько обмоток, конденсаторов и стабилизаторов. Не исключено присутствие и других дополнительных элементов.
- Тиристорные конструкции. Оборудованы фазорегулятором. Характерные особенности и преимущества — это маленький вес, большая сила тока.
Такую классификацию можно применять только к устройствам с переменным током. Сварочные трансформаторы постоянного тока к этому не относятся. Для подобных конструкций характерными особенностями являются большие габариты, сложная схема и наличие выпрямителя. Самодельный сварочный аппарат постоянного тока своими руками может сделать только профессионал.
Они являются более надёжными и удобными в работе. Такой сварочный аппарат считается профессиональным при условиях использования его на постоянном токе. Этим прибором можно работать с различными видами цветных металлов. Их стоимость довольно высока, и в связи с этим применяются для сварки только профессиональными мастерами. Домашние требования может исполнить и сварочный трансформатор переменного тока.
Все модели переменного тока можно сделать самостоятельно, как и трансформатор для полуавтомата своими руками. В качестве исходного материала можно использовать трансформаторы советского производства с двойной намоткой.
Холостой ход
Сварочные конструкции могут работать как под напряжением, так и в режиме холостого хода. Когда создаётся сварочный шов, между электродом и непосредственно объектом сварки замыкается второй слой обмотки. С помощью электрического тока металл плавится и соединяет две детали в одну конструкцию. Когда детали связаны между собой, аппарат прекращает работу и включает состояние ожидания (холостой ход).
Сборка конструкции своими руками
Все элементы будущей конструкции должны быть на отведённых местах и состоять из металла и текстолита.
 По правилам сборки и большинству схем выпрямитель находится вблизи с трансформатором, а дроссель на одном уровне с выпрямителем. Регулятор напряжения должен находиться на панели аппаратного управления. Как основа для конструкции подойдёт и сталь, но рекомендуется использовать алюминий.
По правилам сборки и большинству схем выпрямитель находится вблизи с трансформатором, а дроссель на одном уровне с выпрямителем. Регулятор напряжения должен находиться на панели аппаратного управления. Как основа для конструкции подойдёт и сталь, но рекомендуется использовать алюминий.
Можно использовать и приобретённый корпус для аппарата, например, основы для системного блока компьютера или т. п. Но главное — это прочность и надёжность конструкции.
Важно и то, что тиристоры должны размещаться на отдельной плате и далеко от трансформатора. Далеко от него также должен быть расположен выпрямитель.
Причиной такому расположению является сильное нагревание дросселя и непосредственно трансформатора.
Originally posted 2018-04-06 09:08:41.
90000 Types of Arc Welder 90001 90002 DC inverters 90003 90004 Unlike traditional arc welders, modern DC inverter arc welders are very small, light and portable. Even the cheap ones available from as little as £ 100 function well, though the more expensive ones (up to £ 500) will be much more robust and will normally last much longer. 90005 90004 90007 Pros: 90008 90005 90010 90011 Very efficient – they can run up to about 140 amps on a 13 amp 240V supply, and tend to have have good duty cycles (you can weld for longer on higher settings).90012 90011 Small, lightweight and very portable. Generally less than 10kg in weight. 90012 90011 DC output results in easy arc starting 90012 90011 Most inverters have features such as hot starting to improve the ease of starting, and a soft finish to reduce the crater at the end of a weld. 90012 90011 All but the cheapest have 70V or 80V OCV (open circuit voltage) 90012 90011 Most can be used for scratch start TIG.More expensive ones tend to have HF (high frequency) start functions for TIG welding. 90012 90011 Pricier ones have features such as “arc force” which adjusts the voltage on the fly to cope with dirty plate. 90012 90025 90004 90007 Cons: 90008 90005 90010 90011 Inverter machines are complex electronically, and repairs can be very expensive. The cheaper ones are sensitive to knocks and spikes in input voltage.The more expensive ones have more protection – some are designed to withstand being dropped from 0.5m. 90012 90025 90004 90007 Verdict: 90008 90005 90004 DC inverters are the sensible buy for anyone new to arc welding. Even the cheapest ones tend to weld very nicely, the downside of the cheap ones being that cheap components that do not last very well. 90005 .90000 Types of Welding 90001 90002 90003 Gas Welding 90004 90005 90002 Gas welding is accomplished by heating the ends or edges of metal parts to a molten state with a high temperature flame. The oxy-acetylene flame, with a temperature of approximately 6,300 ° Fahrenheit (F), is produced with a torch burning acetylene and mixing it with pure oxygen. Hydrogen may be used in place of acetylene for aluminum welding, but the heat output is reduced to about 4,800 ° F. Gas welding was the method most commonly used in production on aircraft materials under 3/16-inch in thickness until the mid 1950s, when it was replaced by electric welding for economic (not engineering) reasons.Gas welding continues to be a very popular and proven method for repair operations. 90005 90002 Nearly all gas welding in aircraft fabrication is performed with oxy-acetylene welding equipment consisting of: 90005 90010 90011 Two cylinders, acetylene and oxygen. 90012 90011 Acetylene and oxygen pressure regulators and cylinder pressure gauges. 90012 90011 Two lengths of colored hose (red for acetylene and green for oxygen) with adapter connections for the regulators and torch. 90012 90011 A welding torch with an internal mixing head, various size tips, and hose connections.90012 90011 Welding goggles fitted with appropriate colored lenses. 90012 90011 A flint or spark lighter. 90012 90011 Special wrench for acetylene tank valve if needed. 90012 90011 An appropriately-rated fire extinguisher. 90012 90027 90002 90005 90002 The equipment may be permanently installed in a shop, but most welding outfits are of the portable type. [Figure 5-1] 90031 90031 Figure 5-1. Portable oxy-acetylene welding outfit. 90005 90002 90003 Electric Arc Welding 90004 90005 90002 Electric arc welding is used extensively by the aircraft industry in both the manufacture and repair of aircraft.It can be used satisfactorily to join all weldable metals, provided that the proper processes and materials are used. The four types of electric arc welding are addressed in the following paragraphs. 90005 90002 90005 90002 90043 Shielded Metal Arc Welding (SMAW) 90044 90005 90002 Shielded metal arc welding (SMAW) is the most common type of welding and is usually referred to as “stick” welding. The equipment consists of a metal wire rod coated with a welding flux that is clamped in an electrode holder that is connected by a heavy electrical cable to a low voltage and high current in either alternating current (AC) or direct current (DC), depending on the type of welding being done.An arc is struck between the rod and the work and produces heat in excess of 10,000 ° F, which melts both the material and the rod. The welding circuit consists of a welding machine, two leads, an electrode holder, an electrode, and the work to be welded. [Figure 5-2] 90047 90047 Figure 5-2. Typical arc welding circuit. [Click image to enlarge] When the electrode is touched to the metal to be welded, the circuit is complete and the current flows. The electrode is then withdrawn from the metal approximately 1/4-inch to form an air gap between the metal and the electrode.If the correct gap is maintained, the current bridges the gap to form a sustained electric spark called the arc. This action melts the electrode and the coating of flux. 90005 90002 As the flux melts, it releases an inert gas that shields the molten puddle from oxygen in the air to prevent oxidation. The molten flux covers the weld and hardens to an airtight slag that protects the weld bead as it cools. Some aircraft manufacturers, such as Stinson, used this process for the welding of 4130 steel fuselage structures.This was followed by heat treatment in an oven to stress relieve and normalize the structure. Shown in Figure 5-3 is a typical arc welding machine with cables, ground clamp, and electrode holder. 90005 90052 90052 Figure 5-3. Stick welder-Shielded Metal Arc Welder (SMAW). 90002 90043 Gas Metal Arc Welding (GMAW) 90044 90005 90002 Gas metal arc welding (GMAW) was formerly called metal inert gas (MIG) welding. It is an improvement over stick welding because an uncoated wire electrode is fed into and through the torch and an inert gas, such as argon, helium, or carbon dioxide, flows out around the wire to protect the puddle from oxygen.The power supply is connected to the torch and the work, and the arc produces the intense heat needed to melt the work and the electrode. [Figure 5-4] 90059 90059 Figure 5-4. Metal inert gas (MIG) welding process. [Click image to enlarge] 90005 90002 90005 90002 Low-voltage high-current DC is typically used with GMAW welding. Figure 5-5 shows the equipment required for a typical MIG welding setup. 90005 90066 90066 Figure 5-5. MIG welding equipment. [Click image to enlarge] This method of welding can be used for large volume manufacturing and production work; it is not well suited to repair work because weld quality can not be easily determined without destructive testing.Figure 5-6 depicts a typical power source used for MIG welding. 90068 90068 Figure 5-6. MIG welder-gas metal arc welder (GMAW). 90002 90043 Gas Tungsten Arc Welding (GTAW) 90044 90005 90002 Gas tungsten arc welding (GTAW) is a method of electric arc welding that fills most of the needs in aircraft maintenance and repair when proper procedures and materials are used. It is the preferred method to use on stainless steel, magnesium, and most forms of thick aluminum. It is more commonly known as Tungsten Inert Gas (TIG) welding and by the trade names of Heliarc or Heliweld.These names were derived from the inert helium gas that was originally used. 90005 90002 The first two methods of electric arc welding that were addressed used a consumable electrode that produced the filler for the weld. In TIG welding, the electrode is a tungsten rod that forms the path for the high amperage arc between it and the work to melt the metal at over 5,400 ° F. The electrode is not consumed and used as filler so a filler rod is manually fed into the molten puddle in almost the same manner as when using an oxy-acetylene torch.A stream of inert gas, such as argon or helium, flows out around the electrode and envelopes the arc thereby preventing the formation of oxides in the molten puddle. [Figure 5-7] 90077 90077 Figure 5-7. Tungsten inert gas (TIG) welding process. 90005 90002 The versatility of a TIG welder is increased by the choice of the power supply being used. DC of either polarity or AC may be used. [Figure 5-8] 90005 90010 90011 Either select the welder setting to DC straight polarity (the work being the positive and the torch being negative) when welding mild steel, stainless steel, and titanium; or 90012 90011 Select AC for welding aluminum and magnesium.90012 90027 90088 90088 Figure 5-8. Typical setup for TIG welding. [Click image to enlarge] Figure 5-9 is a typical power source for TIG welding along with a torch, foot operated current control, regulator for inert gas, and assorted power cables. 90090 90090 Figure 5-9. TIG welder-gas tungsten arc welder (GTAW). 90002 90003 Electric Resistance Welding 90004 90005 90002 Electric resistance welding, either spot welding or seam welding, is typically used to join thin sheet metal components during the manufacturing process.90005 90002 90043 Spot Welding 90044 90005 90002 Two copper electrodes are held in the jaws of the spot welding machine, and the material to be welded is clamped between them. Pressure is applied to hold the electrodes tightly together and electrical current flows through the electrodes and the material. The resistance of the material being welded is so much higher than that of the copper electrodes that enough heat is generated to melt the metal. The pressure on the electrodes forces the molten spots in the two pieces of metal to unite, and this pressure is held after the current stops flowing long enough for the metal to solidify.The amount of current, pressure, and dwell time are all carefully controlled and matched to the type of material and the thickness to produce the correct spot welds. [Figure 5-10] 90103 90103 Figure 5-10. Spot welding thin sheet metal. 90005 90002 90043 Seam Welding 90044 90005 90002 Rather than having to release the electrodes and move the material to form a series of spot welds, a seam-welding machine is used to manufacture fuel tanks and other components where a continuous weld is needed.Two copper wheels replace the bar-shaped electrodes. The metal to be welded is moved between them, and electric pulses create spots of molten metal that overlap to form the continuous seam. 90005 90002 90003 Plasma Arc Welding (PAW) 90004 90005 90002 Plasma arc welding (PAW) was developed in 1 964 as a method of bringing better control to the arc welding process. PAW provides an advanced level of control and accuracy using automated equipment to produce high quality welds in miniature and precision applications.Furthermore, PAW is equally suited to manual operation and can be performed by a person using skills similar to those for GTAW. 90005 90002 In the plasma welding torch, a nonconsumable tungsten electrode is located within a fine-bore copper nozzle. A pilot arc is initiated between the torch electrode and nozzle tip. This arc is then transferred to the metal being welded. [Figure 5-11] 90119 90119 Figure 5-11. The plasma welding process. 90005 90002 By forcing the plasma gas and arc through a constricted orifice, the torch delivers a high concentration of heat to a small area.The plasma process produces exceptionally high quality welds. [Figure 5-12.] 90123 90123 Figure 5-12. Plasma arc. 90005 90002 Plasma gas is normally argon. The torch also uses a secondary gas, such as argon / helium or argon / nitrogen, that assists in shielding the molten weld puddle and minimizing oxidation of the weld. 90005 90002 Like GTAW, the PAW process can be used to weld most commercial metals, and it can be used for a wide variety of metal thicknesses. On thin material, from foil to 1/8-inch, the process is desirable because of the low heat input.The process provides relatively constant heat input because arc length variations are not very critical. On material thicknesses greater than 1/8-inch, and using automated equipment, a keyhole technique is often used to produce full penetration single-path welds. In the keyhole technique, the plasma completely penetrates the work piece. The molten weld metal flows to the rear of the keyhole and solidifies as the torch moves on. The high quality welds produced are characterized by deep, narrow penetration and a small weld face.90005 90002 When PAW is performed manually, the process requires a high degree of welding skills similar to that required for GTAW. However, the equipment is more complex and requires a high degree of knowledge to set up and use. The equipment required for PAW includes a welding machine, a special plasma arc control system, the plasma welding torch (water-cooled), the source of plasma and shielding gas, and filler material, when required. Because of the cost associated with this equipment, this process is very limited outside of manufacturing facilities.90005 90002 90003 Plasma Arc Cutting 90004 90005 90002 When a plasma cutting torch is used, the gas is usually compressed air. The plasma cutting machine works by constricting an electrical arc in a nozzle and forcing the ionized gas through it. This heats the gas that melts the metal which is blown away by the air pressure. By increasing air pressure and intensifying the arc with higher voltages, the cutter is capable of blasting through thicker metals and blowing away the dross with minimal cleanup.90005 90002 Plasma arc systems can cut all electrically conductive metals, including aluminum and stainless steel. These two metals can not be cut by oxy-fuel cutting systems because they have an oxide layer that prevents oxidation from occurring. Plasma cutting works well on thin metals and can successfully cut brass and copper in excess of two inches thick. 90005 90002 Plasma cutting machines can rapidly and precisely cut through, gouge, or pierce any electrically conductive metal without preheating.The plasma cutter produces a precise kerf (cut) width and a small heat-affected zone (HAZ) that prevents warping and damage. 90005 90142 Flight Mechanic Recommends 90143.90000 Types of Welding | Arc Welding, Stud Welding, Resistance Welding Guide 90001 90002 There are many 90003 types of welding 90004 we use to join metals together, some modern and some ancient in their creation. From forge welding with hammers in the Middle Ages, to the discovery of carbon arc welding in the 1800s, up to today’s more contemporary types of welding, such as arc welding, resistance welding, solid state welding, and stud welding, there have been many advances in the field. 90005 90006 Welding Types 90007 90002 Read on to find out more about the many types of welding and how they differ in functionality and applications in our introductory guide: 90005 90010 Arc Welding 90011 90002 90013 90005 90002 Arc welding is one of the most prominent types of welding.Arc processes involve using the concentrated heat of an electric arc to join metal materials together. These processes fall broadly into two categories: consumable electrode methods and non-consumable electrode methods. This distinction dictates whether the process involves the electrode melting and becoming part of the welded joint or not melting and only acting as an arc conductor. 90005 90002 Another arc welding variable is the use of current; some methods require a specific type of current, whereas others are more versatile.Furthermore, some arc welding processes require shielding gas, whereas others do not. Find out more about some of the most prominent arc types of welding: 90005 90019 90003 Shielded Metal Arc Welding (Stick Welding) 90004 90022 90002 Developed during the 1950s, Shielded Metal Arc Welding (informally known as Stick Welding) uses a flux-coated consumable electrode with an AC or DC power source to create an electric arc between the electrode and workpiece materials. The arc melts the workpiece and electrode into a molten pool that forms a joint when it cools.This type of welding is also referred to Flux Shielded Arc Welding due to the electrode’s flux coating disintegrating into a shielding gas during heating. 90005 90019 90003 Gas Metal Arc Welding (MIG Welding) 90004 90022 90002 Gas Metal Arc Welding also creates an electric arc but between a consumable wire electrode and the workpiece materials. A welding gun feeds through the electrode and a shielding gas to protect against contaminants. As a result, the workpiece melts and materials join. The subtypes of gas metal arc welding are MIG welding (metal inert gas) and MAG welding (metal active gas).The process was originally developed for non-ferrous metals, such as aluminium, but eventually became the most common process for a range of materials including steel. 90005 90002 90032 Flux-cored Arc Welding 90033 is a similar process to MIG welding but tends to use a flux-filled hollow electrode wire instead of shielding gas. 90005 90019 90003 Gas Tungsten Arc Welding (TIG Welding) 90004 90022 90002 This welding process is commonly known as TIG welding (TIG standing for tungsten inert gas).Gas Tungsten Arc Welding requires a non-consumable tungsten electrode, a constant current power source, and an inert shielding gas to create a plasma arc (which consists of metal vapors and highly ionized gas). This process allows for more operator control than Stick or MIG welding, making it suited to welding thin sections of stainless steel and non-ferrous metals. As a downside, it is also a slower and more technically demanding procedure. 90005 90002 90032 Plasma arc welding 90033 is a related type of welding, but in this case the plasma arc is separated from the shielding gas through placement within the welding torch body, exiting at a higher velocity via a copper nozzle.90005 90019 90003 Submerged Arc Welding 90004 90022 90002 Submerged Arc Welding creates the electric arc beneath a bed of flux powder, which provides shielding gases and slag as well as alloying elements for the molten pool. The flux layer drastically reduces heat loss and works as an automated or semi-automated process. A hopper recycles the excess flux and slag layers are removed after welding. 90005 90019 90003 Electroslag Welding 90004 90022 90002 In this process, a wire is fed into the welding area and flux is added to the electrical arc until the molten slag reaches the tip of the electrode and extinguishes the arc.Electroslag welding operators use a DC power source and tend to work with thick workpiece materials, such as low carbon steel plates and aluminium busbars. 90032 Electrogas welding 90033 is a similar process to electroslag welding, but the arc remains throughout the procedure. 90005 90019 90003 Atomic Hydrogen Welding 90004 90022 90002 Developed in 1926 by Irving Langmuir, atomic hydrogen welding (also known as arc-atom welding) creates an arc between two tungsten electrodes with hydrogen as a shielding gas.The resulting arc maintains itself independently from the workpiece. Though rarely used for most applications today, as MIG welding has become the preferred process, atomic hydrogen welding has proven invaluable for the welding of lifting chains. 90005 90019 90003 Carbon Arc Welding 90004 90022 90002 Arc types of welding began with the carbon arc welding process, which was patented in 1881. In this method, an electrical arc forms between a carbon electrode and the workpiece. Twin-carbon arc welding refers to creating an arc between two carbon electrodes.The process produces significant heat and a very bright light, whereas more modern techniques are much safer and more convenient for welders. 90005 90010 Resistance Welding 90011 90002 90074 90005 90002 Resistance welding processes involve applying force upon and conducting a current through metal workpieces to heat up and melt them in areas predetermined by the electrodes and / or workpieces. Prominent resistance types of welding include: 90005 90019 90003 Spot Welding 90004 90022 90002 Welders use spot welding for joining overlapping sheet metals in projects where strength and durability are not pressing concerns.Copper electrodes hold the workpieces together with force and an electrical current heats them to welding temperature. This process is more cost-effective than most arc welding methods. However, it has fewer applications and tends to harden and warp workpiece materials. We cover the differences between spot welding and stud welding in this guide. 90005 90019 90003 Projection Welding 90004 90022 90002 As a modification of spot welding, projection welding involves locally heating and welding the raised sections (projections) on one or more the workpieces.90005 90019 90003 Butt Welding 90004 90022 90002 Butt welding joins together thick metal bars or plates by clamping electrodes to the workpieces and applying opposing forces. Heating occurs but often no melting, creating a solid-state weld. 90005 90019 90003 Seam Welding 90004 90022 90002 This type of resistance welding joins sheet metals at seam joints by applying opposing forces with electrode wheels. The rotary wheels work to localise the current and heat generated. 90005 90019 90003 Flash Welding 90004 90022 90002 In flash welding, the workpiece materials are placed at a predetermined distance from one another and current is applied, creating resistance in the gap between the materials and an arc for melting.Once the correct temperature is reached, the two pieces are pressed and forged together. 90005 90010 Oxyacetylene Welding 90011 90002 90111 90005 90002 Also known as oxy-fuel welding, oxy welding, and gas welding in the United States. Oxyacetylene torch welding uses fuel gases and pure oxygen to increase flame temperature for the local melting of the workpiece. Engineers Edmond Fouché and Charles Picard developed the oxyacetylene welding method in 1903 and it has since become largely obsolete due to arc welding processes.However, this process is still popular for artwork applications and home use. 90005 90010 Solid State Welding 90011 90002 90118 90005 90002 Solid state welding is characterised by the use of temperatures below the melting points of the base materials. Unlike resistance welding, it does not always require pressure. Depending on the process used, solid state welding can take anything from milliseconds to hours. There are many types of solid state welding, including: 90005 90122 90123 90003 Forge Welding 90004: low carbon steel parts are heated and hammered together.90126 90123 90003 Cold Welding 90004: high pressure at room temperature coalesces very clean metals. 90126 90123 90003 Hot Pressure Welding 90004: heat and pressure macro-deform the base material. 90126 90123 90003 Roll Welding 90004: rolls induce heat and pressure deformation (instead of hammers). 90126 90123 90003 Friction Welding 90004: a mechanical sliding motion rubs the materials together. 90126 90123 90003 Ultrasonic Welding 90004: a transducer emits high-frequency vibrations to join materials together.90126 90123 90003 Magnetic Pulse Welding 90004: magnetic forces weld the workpieces together. 90126 90123 90003 Explosion Welding 90004: a controlled detonation joins together rapidly moving parts. 90126 90123 90003 Diffusion Welding 90004: joining refractory metals without affecting their metallurgical properties. 90126 90159 90010 Electron Beam Welding 90011 90002 90163 90005 90002 Electron beam welding uses a beam of high-velocity electrons in vacuum conditions to create powerful welds.The electrons transform from kinetic energy to heat when they hit the workpiece materials, melting them together. 90005 90019 90003 Laser Beam Welding 90004 90022 90002 The laser beam welding process uses a highly concentrated laser heat source for narrow and deep welds. Welders can use a continuous or pulsed laser beam, the former for deep welds and the latter for thin materials. 90005 90010 Stud Welding 90011 90002 90176 90005 90002 Stud welding is a specialised and highly effective method for joining studs and other fasteners to sheet metals.This type of welding avoids the pitfalls of many other stud joining processes, such as weakening the workpiece, studs working loose, cracking, and staining. Stud welding is rapid and creates strong welds without reverse marking or holes. Types of stud welding include: 90005 90019 90003 Capacitor Discharge Stud Welding 90004 90022 90002 Capacitors charge to a pre-set voltage depending on welding diameter. The stud makes contact with the sheet and then the capacitors trigger their energy to produce an arc and melt the pip.Return pressure forges the stud to the molten surface area of the sheet for a complete fusion. CD stud welding is very cost-effective and ideal for thin workpiece materials. However, the sheet surface needs to be clean and flat. 90005 90019 90003 Drawn Arc Stud Welding 90004 90022 90002 The Drawn Arc process involves triggering a pilot arc while the stud lifts to a pre-set height. The arc melts the weld end of the stud to create a molten pool. Return pressure forges the stud into the pool and the accompanying ferrule shapes the fillet.DA stud welding is the best process for attaching studs to thicker parent materials of 0.7mm and above, as it achieves strong welds. It is costlier than CD and requires ferrules but tolerates uneven surfaces and imperfections. 90005 90019 90003 Short Cycle Stud Welding 90004 90022 90002 The Short Cycle process has similarities to both CD and DA stud welding. Like CD stud welding, short cycle stud welding does not require ferrules and can use the same studs; like DA stud welding, the SC method is more tolerant of uneven and dirty surfaces.However, it achieves deeper welds than CD and costs less than DA. 90005 90002 Taylor Studwelding is a leading manufacturer and supplier of stud welding machines that are capable of the CD, DA, and SC types of welding processes. We have extensively tested all our equipment to ensure the strongest and most effective welds on a variety of metals. For more information browse our machines online, read our ultimate stud welding guide, or get in touch with us to find out what stud welding can do for you.90005.90000 Welding Transformers Types Mainstays Products Igbt Machines For Welding 90001 90002 90003 90004 90002 90006 welding transformers types mainstays products IGBT machines for welding 90007 90004 90002 * We are welding machine manufacturer, so we can offer better price and after-sale service and shorter delivery date. 90004 90002 * Our company is in huizhou city, guangdong province. 90004 90002 90004 90002 90004 90002 90004 90002 90006 Model: MMA120 / 158/168/160/200/250/300/320 IGBT / 400 IGBT / 500 IGBT 90007 90004 90002 90006 90007 90004 90002 90006 90007 90004 90002 90006 Features: 90007 90004 90002 1, Adopting IGBT inverter technology.90004 90002 2, Easy arc ignition, little spatter. 90004 90002 3, Small welding distortion, forming good. 90004 90002 4, Good current thrust function. 90004 90002 5, Good arc performance, strong antijamming capability. 90004 90002 6, Automatic compensation function with voltage fluctuation. 90004 90002 7, Suitable for all kinds of acid and alkaline welding rod, the diameter of welding rod is between 1 ~ 8mm, can work continuously and efficiently. 90004 90002 90004 90002 90004 90002 90006 Main Technical specifications 90007 90004 90057 90058 90059 90060 MODEL / ITEM 90061 90060 MMA500 IGBT 90061 90064 90059 90060 Rated input voltage (V) 90061 90060 AC380V ± 15%, 3ph 50 / 60Hz 90061 90064 90059 90060 Rated Input Power (KVA) 90061 90060 25 90061 90064 90059 90060 Rated output 90061 90060 500A / 40V 90061 90064 90059 90060 Range of welding current regulation (A) 90061 90060 40-500A 90061 90064 90059 90060 No-load voltage (V) 90061 90060 67 90061 90064 90059 90060 Duty cycle 90061 90060 60% 90061 90064 90059 90060 Efficiency (%) 90061 90060 85 90061 90064 90059 90060 Power factor 90061 90060 0.85 90061 90064 90059 90060 Outer covering protection rank 90061 90060 IP23 90061 90064 90059 90060 Insulation grade 90061 90060 F 90061 90064 90059 90060 Outlook size (mm) 90061 90060 530 × 360 × 585 90061 90064 90059 90060 Weight (KG) 90061 90060 30 90061 90064 90059 90060 Thrust adjustment range (mm) 90061 90060 0-100 90061 90064 90059 90060 Rod diameter (mm) 90061 90060 1.6-6.0 90061 90064 90149 90150 90002 90004 90002 90004 90002 90006 Standard Configuration 90007 90004 90002 2pcs of KP70-90 fast plug 90004 90002 90006 Options 90007 90164 Electrode holders, Welding cable, Earth clamp, Protective mask 90004 90002 90004 90002 90006 PLS NOTE: 90007 90004 90002 The LIFE SPAN of our welding machine lasts between FIVE and SIX years.90004 90002 If there were problems in seven days, we replace the new one for you. 90004 90002 90004 90002 90006 WARRANTY SYSTEM: 90007 90004 90002 We provide a free ONE YEAR WARRANTY for this item. 90004 90002 90004 90002 90004 90002 90004 .