Как правильно паять паяльником, что нужно знать
Сварка Пайка | 🕮 Полезная информация | 0 Комментариев| 👁 14 прочитали
Содержание:
Как правильно паять паяльником, что нужно знатьПайка — это удобное, быстрое и эффективное соединение металлических элементов путем нанесения на них расплавленного припоя. Пайка осуществляется только в том случае, когда температура плавления припоя ниже точки плавления металла. Это важно усвоить перед тем, как правильно паять паяльником.
Основным инструментом для пайки служит паяльник. Он состоит из нескольких основных частей: рукоятки и нагревательного жала, которое плавит припой. Жало паяльника очень горячее, поэтому важно быть максимально осторожным при пайке, чтобы случайно не обжечься.
В данной статье будет рассказано о том, как паять паяльником и что нужно знать для этого.
Что требуется для пайки: припой и флюс
Выше на сайте https://svarkapajka. ru было сказано о том, что для пайки применяется припой, а также, флюс, улучшающий растекаемость припоя. Припой состоит в основном из свинца и олова в разных пропорциях. От этой особенности зависит марка припоя.
ru было сказано о том, что для пайки применяется припой, а также, флюс, улучшающий растекаемость припоя. Припой состоит в основном из свинца и олова в разных пропорциях. От этой особенности зависит марка припоя.
Наличие свинца в припое позволяет снизить его температуру плавления. Температура плавления такого припоя составляет всего 185 градусов. Однако в последнее время производители всё чаще отказываются от использования свинца при производстве припоя.
Свинец заменяют серебром, медью, сурьмой и висмутом, что увеличивает температуру плавления. При использовании бессвинцовых припоев с добавлением всех вышеперечисленных компонентов, температура плавления припоя может быть 200 градусов и выше.
Также, помимо припоя, чтобы начать паять, нужна канифоль. Сосновая канифоль представляет собой натуральный флюс, улучшаемый растекаемость припоя и защищаемый спаиваемую поверхность от оксидной пленки. Для пайки разных по составу металлов нужен разный флюс и припой.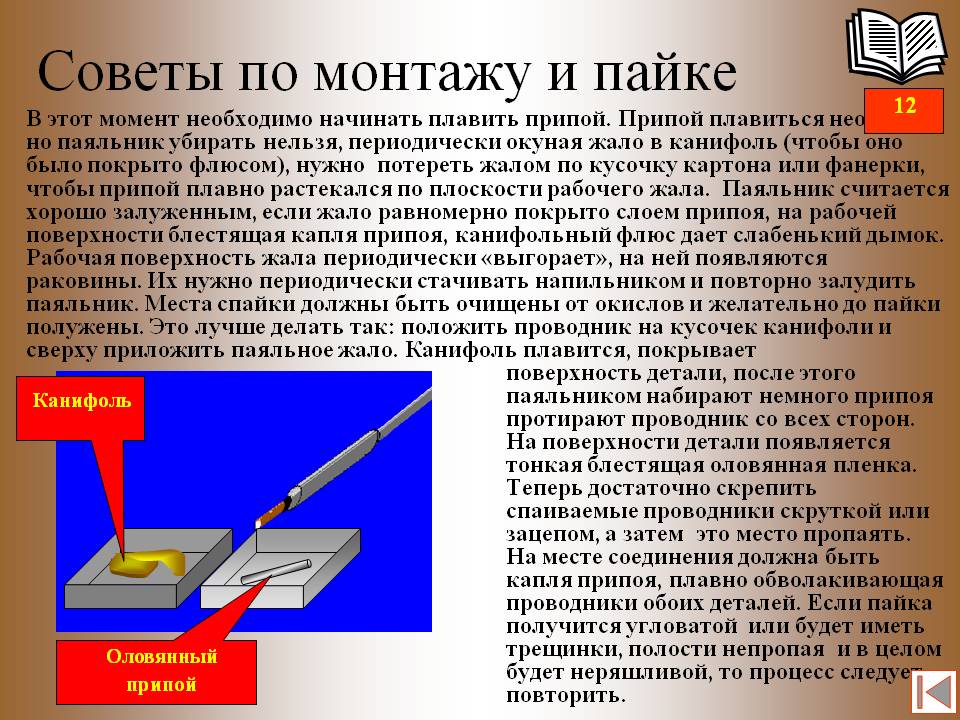
Как правильно паять паяльником
Самое главное в пайке — это залудить жало паяльника. Если этого не сделать, то припой не будет держаться на поверхности жала.
Лужение жала паяльника процесс достаточно простой. Для этого, перед тем, как начать паять, нужно очистить жало наждачкой или напильником. Затем нужно разогреть паяльник и нанести на его жало, сначала слой канифоли, а затем слой расплавленного припоя.
Если припой никак не хочет держаться на поверхности жала и всё время скатывается с него, то, помимо отсутствия лужения, причина может быть в перегреве паяльника. В таком случае нужно уменьшить нагрев электрического паяльника, чтобы припой и канифоль не смогли так быстро выгореть.
Процесс пайки осуществляется только после полного прогревания паяльника. Для этого, в зависимости от мощности, паяльник оставляется включённым в сеть, на 5-7 минут. Только после этого можно приступать к пайке.
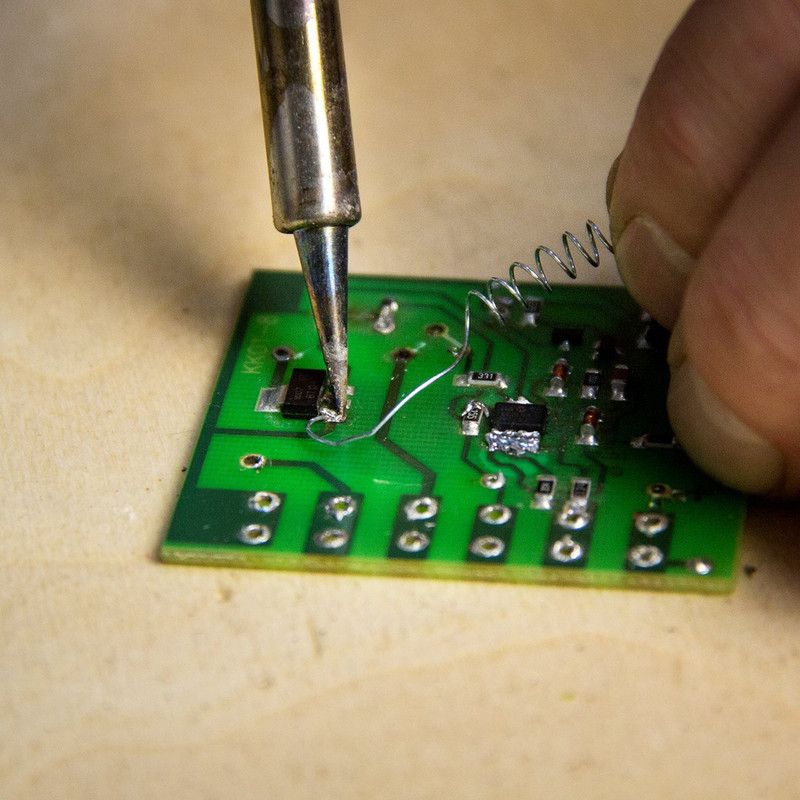
Сначала поднесите жало паяльника к детали, а затем слегка коснитесь её кончиком. Не задерживайте паяльник слишком долго, ведь в таком случае могут расплавиться и соседние элементы на плате. На всё про всё должно уходить не более 3 секунд.
Не задерживайте паяльник слишком долго, ведь в таком случае могут расплавиться и соседние элементы на плате. На всё про всё должно уходить не более 3 секунд.
Если припоя много, то очистите жало паяльника о губку или кусок деревяшки. После этого окуните жало в канифоль и соберите лишний припой. Затем повторите процедуру очистки паяльника.
Также для удаления большого количества припоя можно использовать и другие средства, например, оплётку с экранированного кабеля.
Что нужно для пайки паяльником
Пайка представляет процесс соединения деталей из металлов (в основном цветных), посредством использования присадочного материала, обладающего высокой адгезией к поверхностям скрепляемых между собой элементов. Для проведения данной процедуры требуется использовать соответствующий инструмент и расходные материалы.
Инструмент используемый при пайке
В качестве основного орудия для пайки металлических деталей выступает паяльник. Данный прибор состоит из нагревательного элемента и так называемого жала. Ранее единственными вариантом были нихромовые нагреватели и медные рабочие элементы. Современные паяльники оснащены керамическим греющим компонентом и жалом из никелированного металла.
Ранее единственными вариантом были нихромовые нагреватели и медные рабочие элементы. Современные паяльники оснащены керамическим греющим компонентом и жалом из никелированного металла.
Благодаря этому, устройство выделяется такими достоинствами как сравнительно быстрый нагрев рабочей поверхности до необходимой температуры, а также возможность установки необходимых параметров, посредством специального регулируемого блока питания, который в некоторых моделях встроен непосредственно в корпус прибора. Для удовлетворения бытовых потребностей и работ в радиоэлектронике вполне достаточным будет паяльник мощностью до 75 ватт. В случае если предстоит работа с припоем, имеющим высокую температуру плавления, потребуется более мощное устройство.
Важной характеристикой паяльников является и форма рабочего конца жала. Устройства с плоскими наконечниками наиболее подходят для работы с крупными деталями, а с конусными удобно применять в процессе пайки элементов среднего размера. Чтобы работать с миниатюрными микросхемами и транзисторами, лучшим вариантом будет паяльник с иглообразным жалом.
Расходные материалы
Для проведения работ по пайке металлических деталей, включая и элементы электронного оборудования, потребуются такие расходники как припой, флюс, канифоль, а также возможно паяльная кислота.
Припой представляет собой сплав металлов, позволяющий осуществлять прочное соединение между спаиваемыми деталями. Данная продукция производится на основе олова, свинца и некоторых других химических веществ. Важно, чтобы температура плавления припоя была ниже чем у соединяемых элементов. Такие расходные материалы продаются в виде проволоки, пластин или прутков. Существуют трубчатые варианты, в полость которых уже загружен флюс.
Флюс — это специальный состав служащий для очищения мест пайки от загрязнений и жировых пятен. Кроме того, материал в виде канифоли используется в качество дополнительного компонента, позволяющего улучшить качество паяного соединения. На рынке продукция может быть представлена в гелеобразном виде, в твердом состоянии или в жидкой форме. Для очистки сильно окисленных мест используется специальная паяльная кислота.
Для очистки сильно окисленных мест используется специальная паяльная кислота.
Подготовительные работы
Новейшие модели паяльников, оснащенные никелированным жалом, перед началом работ ни какой подготовки не требуют. В процессе использования будет достаточным через определенное время очищать их наконечник от расходников, воспользовавшись влажной губкой. Если же паяльник имеет медное жало, потребуется провести ряд подготовительных операций:
- Рабочее острие очищается от оксидной пленки напильником или наждачкой;
- Разогреть устройство до рабочей температуры;
- Расплавить кусочек припоя и растереть его по поверхности жала;
Данную процедуру потребуется периодически выполнять в течении всей работы.
Паяльники и паяльники — специалисты по схемотехнике
Паяльники и паяльники — специалисты по схемотехнике перейти к содержанию Если вы раньше не занимались пайкой, вам может быть интересно, что мне купить: паяльник или паяльник? Удобно управляемый одной рукой спусковой крючок, паяльник имеет форму пистолета и используется для соединения металлических поверхностей.
Паяльники
Паяльники обычно имеют большую мощность, чем паяльники (от ста до двухсот сорока ватт). Паяльный пистолет также обеспечивает большую гибкость при работе. Способный работать в ограниченном пространстве, что гораздо сложнее с утюгом, паяльник имеет наконечник в форме петли из медной проволоки. Паяльники полезны как для тяжелых электрических соединений, так и для металлических работ, требующих более легкого прикосновения.
Поскольку паяльники имеют специальный понижающий трансформатор, который преобразует мощность из сети в низкое напряжение с большой силой тока, паяльник нагревается значительно быстрее, чем утюг: жало достаточно теплое, чтобы припаивать через несколько секунд после подключения паяльника. пистолет.
Одним из недостатков использования паяльного пистолета является то, что петля из медной проволоки, образующая наконечник пистолета, постепенно растворяется и ее необходимо часто заменять, что увеличивает время, необходимое для завершения проекта пайки. Еще одним недостатком паяльных пистолетов является то, что они тяжелее утюгов, что может вызвать напряжение и ограничить вашу способность паять чисто. Кроме того, из-за своего размера паяльные пистолеты могут привести к неуклюжести при работе с небольшими работами. Поскольку паяльные пистолеты лучше всего использовать для прерывистой работы из-за того, как работает трансформатор, они могут нарушить ваш поток во время пайки.
Паяльники
Паяльники намного легче ружья, что упрощает работу с ними, особенно в течение длительного времени. Паяльник обеспечивает гибкость в том смысле, что на выбор предлагается широкий выбор размеров; маленькие утюги лучше всего подходят для проектов легкой электроники, а большие утюги лучше подходят для тяжелых работ. Большинство паяльников имеют множество различных жал, которые позволяют использовать их для множества типов проектов, и такое разнообразие жал позволяет более эффективно работать с утюгом. В отличие от пистолета, паяльник не нужно постоянно включать, потому что он дольше остается горячим, что способствует более плавному рабочему процессу.
Паяльник обеспечивает гибкость в том смысле, что на выбор предлагается широкий выбор размеров; маленькие утюги лучше всего подходят для проектов легкой электроники, а большие утюги лучше подходят для тяжелых работ. Большинство паяльников имеют множество различных жал, которые позволяют использовать их для множества типов проектов, и такое разнообразие жал позволяет более эффективно работать с утюгом. В отличие от пистолета, паяльник не нужно постоянно включать, потому что он дольше остается горячим, что способствует более плавному рабочему процессу.
Однако паяльники менее эффективны при выполнении тяжелых работ; утюги имеют меньшее напряжение, чем паяльные пистолеты, что делает их более подходящими для легких работ с низким энергопотреблением. Поскольку паяльники нагреваются сравнительно медленно и, следовательно, потребляют больше энергии, они менее энергоэффективны, чем паяльные пистолеты.
Выберите первый элемент для сравнения
Выберите второй элемент для сравнения
Выберите третий элемент для сравнения
Сравнивать
Какое оборудование необходимо для оптимального результата пайки? – Блог igus
Кабели
Беке Нежитка | 4.
 ноябрь 2020 г.
ноябрь 2020 г.Пайка – важная часть работы с электронными компонентами. Чтобы компоненты были прочно соединены друг с другом и чтобы ток протекал без проблем, вам нужна правильная техника пайки, которую мы описали в нашем блоге « Советы и рекомендации, как качественно паять самостоятельно ». как правильное оборудование. Основываясь на нашей ежедневной работе по сборке кабелей, в этой статье мы покажем вам, какое оборудование облегчает вашу работу по пайке.
Необходима подготовкаОбеспечьте чистоту и отсутствие пыли на рабочем месте . Как припаиваемый компонент, так и паяльное жало должны быть без остатков и абсолютно чистыми. Если компоненты содержат излишки материала, их можно аккуратно удалить мелкой наждачной бумагой, а затем удалить с помощью сжатого воздуха.
Мы также рекомендуем термостойкую подложку для вашего стола или верстака. Кроме того, небольшие тиски, установленные в правильном положении, удерживают припаиваемый компонент на месте во время процесса пайки, чтобы компонент не мог соскользнуть и мог остыть после пайки.
Помимо подходящего рабочего места, выбор припоя и флюса является еще одним важным фактором:
Бессвинцовый припой имеет то преимущество, что помимо основного компонента олова (Sn – от 90 до 100%), часто добавляют другие металлы, а именно такие металлы, как серебро (Ag), медь (Cu) или золото (Au). Из-за этих металлов характеристики припоя меняются незначительно и предотвращают отложение паянных поверхностей. Наш совет: если вы хотите использовать бессвинцовый припой, вам следует использовать надежные промышленные продукты.
Флюс предназначен для растворения существующих оксидных слоев на поверхностях пайки, их удаления и предотвращения образования новых таких слоев в процессе пайки. Флюс находится внутри паяльной проволоки, которая направляется к припаиваемым компонентам в процессе пайки. Припой плавится, а флюс высвобождается и испаряется. Это вредные пары, которые нельзя вдыхать.
Системы удаления паров припоя со встроенным фильтром обеспечивают решение этой проблемы. Они доступны в разных размерах и ценовых сегментах.
Они доступны в разных размерах и ценовых сегментах.
Пайка – очень древняя техника, которая, вероятно, существовала еще до 5000 г. до н.э. Пайка электронных компонентов, которую мы знаем сегодня, была впервые представлена в 1921 году немецким инженером-электриком Эрнстом Заксом, который изобрел паяльник. В 1941 году Карл Э. Веллер произвел революцию в пайке, разработав метод мгновенной пайки на основе трансформатора и в 1919 году основав компанию Weller Manufacturing Company.45. _x000D_
В 1960 году Веллер запатентовал в США паяльник Magnastat, в котором для контроля температуры на кончике паяльника использовался магнитный компонент, а после открытия своего завода в Германии он обслуживал промышленные рынки по всей Европе. Weller Deutschland стала мировым лидером по разработке и производству изделий для ручной пайки.
Качество паяных соединений зависит от различных параметров. Следовательно, контактирование оцинкованного вручную сопровождается определенными колебаниями. Значительно удобнее, а также надежнее работать с
Встроенные нагревательные элементы направляют тепло непосредственно на жало паяльника. Припой вставляется автоматически и устанавливается точка пайки. Как и быстросъемные зажимы, паяльные инструменты сегодня можно быстро и без осложнений заменить на профессиональных станциях. При желании большинство производителей также предлагают утюги специальной формы для демонтажа припоя, которые используются для удаления припоя с компонентов.