правила и методы пайки алюминия паяльником
Алюминий – материал, плохо поддающийся пайке. Но, несмотря на это, ее вполне можно сделать и в домашних условиях. Конечно, для этого не подойдет обычный припой или флюс, рекомендуется использовать специализированн
Для чего может применяться пайка?
Пайка алюминия применяется, когда необходимо отремонтировать какую-то деталь, сделанную из этого материала или из сплавов, содержащих этот металл. Это могут быть и бытовые предметы, и запчасти автомобиля, и просто провода. Пайка во многих случаях проще и эффективнее сварки, особенно если дело касается мелких элементов. К тому же она не деформирует материал в результате его перегрева.
Чтобы успешно соединить все элементы паяльником, потребуется следующее:
Горелка для разогрева концов проводов.
Мощный паяльник.
Припой и флюс.
Стальная щетка для очистки верхнего слоя элементов.
Респиратор и защитная маска.
Перчатки.
С таким набором можно безопасно и быстро произвести спайку любых элементов из прочного материала.
Припой и флюс, необходимые для работы
Для пайки алюминиевых деталей можно использовать припои, состоящие из висмута и олова, можно использовать и олово с цинком. Хотя в некоторых случаях можно применить и ПОС-40 и 60. В последнем случае будет сложно добиться большой прочности.
Чтобы залудить деталь, можно применять самые разнообразные материалы, вплоть до аспирина. Но лучше всё делать правильно и использовать материалы, предназначенные для пайки, а именно — флюс. Лучше всего подходят такие марки, как Ф34, Ф64, ФИМ или ФТБф. Чем качественней флюс, тем проще пройдет весь процесс.
Паяльник для алюминиевых деталей
Чтобы соединить такой прочный материал, понадобится паяльник большой мощности, порядка 100-200 Вт. Для небольших проводов достаточно 60-100 Вт.
Стоит учитывать, что слишком мощный прибор может расплавить металл и нарушить его структуру.
В большинстве случаев мощность зависит от того, что именно необходимо паять. Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Теперь давайте рассмотрим, как паять алюминий, а главное, какие подготовительные меры могут потребоваться для этого.
Подготовительные меры
Перед началом пайки деталь или провод необходимо правильно подготовить, то есть зачистить место соединения. Для этого с поверхности провода удаляется окисная пленка. Такое обезжиривание можно произвести с помощью бензина или ацетона, подойдет и любой другой растворитель.
Поверхность можно обработать шкуркой. Окисная пленка восстановится практически сразу же — это особенность алюминия. Но новая пленка будет значительно тоньше первоначальной, и с ней можно уже работать паяльником.
Метод пайки
Элемент или провод, который необходимо соединить, обрабатывается флюсом. Затем он нагревается при помощи паяльника. Делать это следует осторожно, не перегревая металл, не допускается его плавление. Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
Поэтому рекомендуется применять нагревательный прибор с контролем температуры. Вообще такой метод мало чем отличается от обычной пайки.
В качестве припоя можно использовать олово. Особенно если под рукой нет специального. Припой плавится и равномерно распределяется на алюминиевой поверхности, после чего необходимые элементы соединяются. Кабеля или детали из алюминия, которые требуется соединить, должны крепко прижиматься друг к другу луженой поверхностью. Соединение, сделанное таким образом, будет очень прочным при условии, что всё проделано правильно.
Полезные советы
Чтобы упростить процесс соединения двух алюминиевых концов, можно воспользоваться паяльной лампой, нагревая с её помощью концы. Таким образом припой будет легче ложиться. Главное при этом не перегреть металл слишком сильно. Стоит учесть, что во время нагрева концов нагревается весь элемент или провод, поэтому его лучше не держать руками — можно использовать для этого плоскогубцы.
Важно работать в хорошо проветриваемом помещении, так как пары от флюса и припоя ядовиты и вредны для здоровья человека. Рекомендуется все работы проводить в респираторе и защитной маске, руки можно защитить с помощью плотных перчаток. Также крайне важно, чтобы поблизости на всякий случай располагался огнетушитель.
Похожие статьиЗнакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минут | Генератор идей
Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минутСегодня будет весьма полезный материал для каждого, кто хоть раз сталкивался с такой проблемой, как пайка алюминия.
Да простят меня сварщики-аргонщики, которые работают в автосервисах и оказывают услуги по пайке алюминиевых радиаторов. Сначала маленькое вступление, а потом, очень интересные фото и видео.
У моего знакомого, весьма дорогой автомобиль, но любой автомобиль ломается, не важно, сколько он стоит.
У него начал подтекать масляный радиатор охлаждения коробки передач. В небольшой алюминиевой трубке образовалась маленькая щель, ее даже не видно визуально, но если завести машину, то оттуда начинает капать масло.
Согласитесь, менять радиатор на новый, который стоит 17.000 руб, как-то не целесообразно. Ехать к аргонщикам, тоже весьма дорогое удовольствие.
Можно конечно запаять, но это будет очень сложно, из-за оксидной пленки. Еще, можно залепить холодной сваркой) кто-то так делает.
Но времена меняются и на рынках появился вот такой припой, под названием HTS-2000 или Castolin 192.
Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минутЭто цинковая трубка с наполнением из порошкового флюса. Как раз, данный флюс и растворяет оксидную пленку алюминия.
Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минутСам процесс пайки очень простой, для этого, нам понадобится обычная газовая горелка.
Но, нужно понимать, что обычная газовая горелка не в силах справится с большими заготовками.
Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минутИзделие, нужно прогревать до 400-500 градусов, иначе, ничего не получится.
Для примера, я возьму алюминиевую банку. Сделал два отверстия, сейчас, попробуем их запаять.
Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минутЗажимаем в тиски и начинаем нагревать с помощью газовой горелки.
Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минутНо, тут я перестарался и перегрел банку((( а как вы хотели, нужно будет немного научиться ей пользоваться. Да и сами понимаете, какая толщина стенок у банки)
Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минутНо мы не останавливаемся, давайте попробуем на другом примере.
Зачистил два провода.
Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минутНагреваем, буквально 30 секунд.
Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минутЛегким движением, припой начинает растекаться в необходимую для нас область.
Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минутВ итоге получаем даже не пайку, а наверное сварку, которую невозможно разорвать руками.
Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минутНайти такой припой можно на строительных рынках или на авито, только ценник там будет весьма внушительный. Лучше всего, брать на али, тут вы точно купите то, что будет работать и по хорошей цене. Ссылка тут. Внимание, там есть трубки дешевле, но они без припоя !
Оцените, пожалуйста, материал и подписывайтесь на наш канал) Еще, мы тут: YouTube; ВКонтакте; Одноклассники
Чем паять алюминий в домашних условиях
Флюс для пайки алюминия
Когда-то в давние времена я думал, что пайку алюминия производят на заводах и в домашних условиях ее не делают. Однако со временем это заблуждение развеялось. Эта статья о том как паять алюминий в домашних условиях и о том, чем паять алюминий.
Однако со временем это заблуждение развеялось. Эта статья о том как паять алюминий в домашних условиях и о том, чем паять алюминий.
В школе раньше затрагивалась тема алюминия на уроках химии и физики о его свойствах, он обладает прекрасными электропроводными свойствами, теплопроводностью, но очень плохо поддается пайке. Трудность его пайки связана с тем, что на зачищенной поверхности моментально образуется оксидная пленка, весьма стойкая к различным агрессивным средам.
Припой
Как-то раньше встречал такую информацию, что пайку производят припоем состоящим из олова и цинка или олова и висмута. Однако практика показывает, что он вполне нормально паяется обычными припоями ПОС 40 и ПОС 60. Чем паять, не важно, главное как.
Механическая прочность такой пайки небольшая, но в основном требуется не прочность, а электропроводность стыка. Чем еще можно паять алюминий кроме этих припоев не скажу, не пробовал. Можно паять и свинцом, главное, что бы хватило мощности паяльника и нагревался он до достаточной температуры.
Паяльник
Как уже было упомянуто выше алюминий обладает повышенной теплопроводностью, не зря из него делают радиаторы охлаждения. Поэтому для пайки больших элементов, мощность паяльника должна быть большой 100 — 200 Вт. Если конечно это два небольших провода, то возможно будет достаточно мощности в 60 — 100 Вт.
Флюсы
Сейчас с выбором средств нет проблем, а раньше чем только не приходилось пользоваться, что бы залудить алюминий — аспирином, техническим вазелином, солидолом. Я для пайки алюминия в домашних условиях остановил свой выбор на двух хороших флюсах Ф-64 и ФТБф — А , так же неплохие результаты у флюса ФИМ. Это самое главное пожалуй, чем лучше флюс, тем легче пайка.
Главное не нарваться на подделку, а такого сейчас хватает, купишь такой «Флюс для пайки алюминия», а он не куда не годиться. К стати, к вопросу, чем еще можно залудить алюминий, существует такой флюс Ф-34, это можно сказать как раз по составу и есть аспирин. Залудить алюминий можно и «паяльным жиром»
Залудить алюминий можно и «паяльным жиром»
Способы лужения
При хорошем флюсе процесс залуживания и пайки не составляет проблем. Другое дело если под рукой нет такового, здесь процесс становится более трудоемким.
Самое главное в процессе залуживания не допустить контакт зачищаемой поверхности с кислородом. Поэтому зачищаемую поверхность густо смазывают или заливают флюсом, а при необходимости можно и немного подогреть. Можно и просто если изделие небольшое, например провода, зачищать их прямо в растворе, налив его во что-нибудь.
К способу как паять алюминий паяльником с раствором канифоли, делал примерно так. Предварительно очищал поверхность, смазывал раствором и посыпал медными или железными опилками. Затем надавливая жалом паяльника (чем сильнее тем лучше) и сдирая окисел, залуживал обычным припоем.
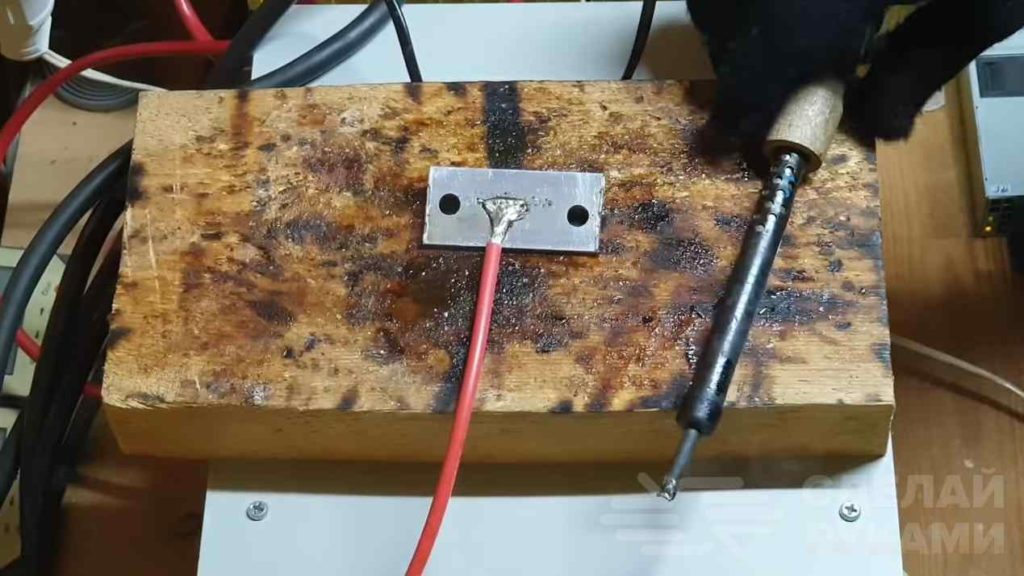
Иногда при необходимости спаять два провода алюминиевый к примеру и медный, пользовался таким способом. Скручивал два конца провода и сваривал их разрядом тока с помощью графитового сердечника от батарейки. Для такой «сварки» использовал трансформатор 6-12 вольт с током от 3 ампер. Один конец провода от трансформатора подсоединяем к скрутке, а ко второму прикручиваем стержень батарейки (можно использовать щетку от двигателя). При касании возникает дуга и концы спаиваются в шарик.
Для такой «сварки» использовал трансформатор 6-12 вольт с током от 3 ампер. Один конец провода от трансформатора подсоединяем к скрутке, а ко второму прикручиваем стержень батарейки (можно использовать щетку от двигателя). При касании возникает дуга и концы спаиваются в шарик.
Так что паять алюминий в домашних условиях вполне возможно и не такая это уж сложная задача. Немного практики и все.
admin 23.01.2014
Способы пайки алюминия своими руками (припои и флюсы)
Алюминий – довольно специфический материал, требующий специальных методов обработки. Если возникла необходимость соединить между собой детали из этого металла, использование технологий, хорошо зарекомендовавших себя при работе с медью или латунью неоправданно. И всё же, паять алюминий можно! Главное, правильно выбрать материалы и инструменты.
Точная информация
Сначала следует, если есть такая возможность, точно определиться, из какого сплава изготовлены соединяемые детали. Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
Ведь в чистом виде алюминий используется в электронике и технике крайне редко. От того, с какими химическими элементами и в каком количестве он смешан, будет зависеть многое.
- Критическая температура плавления. Некоторые добавки существенно увеличивают этот предел, который для чистого металла составляет 658 – 660 градусов Цельсия.
- Механические свойства. В зависимости от своего состава, некоторые сплавы становятся более пластичными, иные демонстрируют возросшую прочность.
- Взаимодействие с другими химическими элементами.
Заранее зная, с каким материалом предстоит работать, мастер сильно упрощает свою задачу.
Зачем нужен флюс
Основным препятствием при пайке алюминия является его оксидная плёнка. Утверждение о том, что её можно удалить механическим путём, несостоятельно, поскольку новая плёнка появляется практически мгновенно. Именно поэтому выполнение работы без использования активных флюсов, за редким исключением, невозможно. Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
Задача этих флюсов – разрушение барьера Al2O3, чтобы металл мог беспрепятственно соединиться с материалами, входящими в состав припоя.
При желании можно изготовить флюс для пайки алюминия своими руками. Но дело это – довольно сложное, а потому проще приобрести уже готовый состав. Тем более что промышленность выпускает их в достаточном количестве. Среди флюсов встречаются и широко распространённые, и узкоспециализированные. В аннотации к ним добросовестные производители указывают назначение и особенности предлагаемого товара. Среди наиболее часто встречающихся можно перечислить:
- Ф-64. Он способен разрушать прочную оксидную плёнку значительной толщины, а потому хорошо подходит для пайки даже деталей большой массы. При этом он подходит для работы не только с алюминием, но и с оцинкованным железом, медью, бериллиевой бронзой и т. п.
- Ф-34А. Такой состав успешно используется с тугоплавкими припоями, содержащими значительное количество химических добавок.
- Ф-61.
 Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов. - Castolin Alutin 51 L.Этот состав лучше всего оправдывает себя при использовании припоев того же производителя.
 Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.
Его можно рекомендовать для низкотемпературной пайки или лужения изделий из алюминиевых сплавов.Окончательный выбор марки флюса зависит от многих факторов. Прежде чем принимать решение о непригодности состава, стоит убедиться в том, что соблюдены все важные технологические требования.
Выбор припоя
После того как оксидная плёнка разрушена, вступает в дело припой. Как и в случае с флюсом, его составу следует уделить самое тщательное внимание. Работающие при разной температуре, эти материалы должны выполнять основную задачу – соединяться с обрабатываемыми металлами. Применение низкотемпературных составов себя не оправдывает, поскольку они могут разрушаться при нагреве в процессе эксплуатации. Наибольшее распространение получили смеси со средней и высокой температурой плавления. Но окончательный выбор будет зависеть от многих факторов.
Неплохо зарекомендовали отечественные припои ЦОП-40, содержащий олово и цинк в процентном соотношении 60 на 40, и 34А, применение которого оправданно при использовании газопламенного нагрева. Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие. Многие из них изготавливаются в смеси с флюсами, что упрощает их использование. Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000.
Тем не менее, при определённых условиях, конкуренцию им вполне способны составить припои Германиевый-1 и Германиевый-2, В-62, П550А, П575А и другие. Многие из них изготавливаются в смеси с флюсами, что упрощает их использование. Но существуют и безфлюсовые припои, такие как содержащий алюминий и цинк <HTS-2000.
Следует знать, что содержащие большое количество кремния составы после своего застывания существенно отличаются по цвету от самого алюминия. Там, где цветовое несовпадение недопустимо, их применение нежелательно.
Принято считать, что чем больше цинка входит в состав припоя, тем прочнее будет получившееся соединение.
Подготовка к работе
Прежде чем приступать к пайке, зону соединения придётся тщательно очистить, удалив с металла краску, если таковая имеется, и обычные загрязнения. Полностью избавиться от оксидной плёнки не удастся, но зато можно сделать её как можно тоньше, обработав детали металлической щёткой или специальной насадкой. В отдельных случаях можно использовать абразивные круги, наждачную бумагу или простой напильник. После этого обрабатываемую поверхность придётся хорошенько обезжирить. Лучше всего для этого подойдёт чистый спирт.
Если речь идёт о пайке алюминиевых проводов или деталей электросхем, достаточно будет вооружиться паяльником. Но с увеличением массы деталей этого будет уже недостаточно. Обладающий высокой теплопроводностью металл будет быстро остывать, не позволяя создать качественное соединение. Улучшить ситуацию позволит постоянный нагрев зоны, где производиться пайка. Для этого можно использовать газовую горелку или даже паяльную лампу. Тут важно соблюсти два важных условия.
- Пламя горелки и паяльной лампы должно быть тщательно отрегулировано. В противном случае образующиеся частицы копоти загрязнят металл и не позволять выполнить работу качественно.
- Коридор между критическим значением плавления алюминия и температурой плавления припоя узок. Тем не менее, его придётся выдерживать. Это умение приходит с опытом. До того как начинать работать с ответственными деталями, стоит потренироваться на чём-нибудь попроще.

Прежде, чем приступать к тренировкам, а тем более работе, рекомендуется посмотреть, как выполняется пайка алюминия на видео.
Пайка
Когда пламя горелки хорошо отрегулировано, а детали прогреты до оптимальной температуры, можно приступать к следующему этапу работ – собственно пайке.
- Прежде всего, следует нанести на поверхность деталей флюс. Проще всего это сделать кисточкой. Многие производители включают её в конструкцию флаконов с составом. Если нет, придётся приобрести её отдельно. Поскольку флюсы обладают высокой химической активностью, необходимо следить, чтобы они не попадали на посторонние предметы, а тем более на кожу, глаза или слизистую оболочку.
- Вооружившись паяльником, распределить по месту соединения припой. Хороший результат дают паяльники, жало которых имеет специальные зазубрины, разрушающие оксидную плёнку непосредственно в момент нанесения припоя. Однако использование подобного инструмента требует дополнительных навыков.
- Когда работа закончена и детали остыли, следует самым тщательным образом удалить остатки флюса. В противном случае они будут способствовать возникновению очага коррозии. Рекомендуется последовательная промывка изделия в воде различной температуры, затем – обработка слабым раствором каустической соды и снова промывка в воде.
Только когда все эти условия соблюдены, изделие готово к эксплуатации.
Подход к технологии выполнения работ может быть различен. Как правило, это связано с размерами соединяемых деталей. Если они относительно малы, то вполне может быть произведена пайка алюминия паяльником. Но когда размеры возрастают, более оправданной становится пайка алюминия газовой горелкой, разогревающей достаточное по размеру металлическое жало. Здесь уж, как говорится, дело техники.
Область применения
В различных источниках встречаются утверждения, что пайка алюминия получила широкое распространение в самых разных областях техники и производства. Особенно рекомендуют её при выполнении ремонта повреждённых автомобильных деталей, таких как лопнувшие блоки цилиндров и головки блоков, пробитые поддоны картеров или потёкшие радиаторы. Спору нет, изготовленные из лёгкого металла, эти элементы действительно можно восстановить с помощью пайки. Но насколько её применение оправдано?
Особенно рекомендуют её при выполнении ремонта повреждённых автомобильных деталей, таких как лопнувшие блоки цилиндров и головки блоков, пробитые поддоны картеров или потёкшие радиаторы. Спору нет, изготовленные из лёгкого металла, эти элементы действительно можно восстановить с помощью пайки. Но насколько её применение оправдано?
Предел прочности
Детали, подверженные высоким механическим или температурным нагрузкам, не прослужат долго, как бы хорошо они ни были они спаяны. Ведь прочностные характеристики припоев всё же ниже, чем у алюминия и его сплавов. Следует понимать, что качественное сварное соединение всё же предпочтительнее. Использовать технологию пайки имеет смысл в тех случаях, когда сварочное оборудование по каким-то причинам недоступно или хуже подходит для выполнения задачи. Как вариант – для пайки автомобильных радиаторов и алюминиевых трубок.
Нежелательный контакт
С большой осторожностью следует подходить к пайке или лужению ёмкостей, вступающих в контакт с пищевыми продуктами. Ведь в состав припоев и флюсов могут входить откровенно ядовитые химические добавки, избавиться от которых не помогут дополнительные промывки и обработка. Решить проблему удастся, если подходить к выбору материалов с особой тщательностью.
Подходящий выбор
По-настоящему высокую эффективность технология демонстрирует при изготовлении электрических и электронных приборов. Доля деталей из алюминия в их конструкции велика, а использование электросварки часто недопустимо. Ведь размер изделий бывает крайне мал, а скачки напряжения способны вывести из строя чувствительные электронные компоненты.
Одно из основных достоинств пайки алюминием – отсутствие в необходимости приобретения сложного и дорогостоящего оборудования. Благодаря этой особенности пайка алюминия в домашних условиях становится хорошей альтернативой технологически более сложным способам создания соединительных швов. Но окончательно определиться с выбором удастся, лишь чётко очертив круг задач и взвесив все за и против.
Поделись с друзьями
0
0
0
0
Пайка алюминиевых проводов с помощью флюса
Многие считают, что пайка алюминия производится только в условиях производственного цеха. Из-за этого ложного мнения даже не берутся делать это в домашних условиях. На самом деле это всего лишь заблуждение. Данная статья призвана помочь произвести пайку алюминиевых проводов с помощью флюса.
Материалы и инструменты, используемые при пайке алюминия
Перед тем как приступать к пайке, необходимо запастись инструментами и материалами, которые потребуются при работе:
- Паяльник. Так как алюминий обладает большой теплопроводностью, то для его пайки нужно использовать мощный паяльник. В случае с двумя проводами это может быть прибор мощностью от 60 до 100 Вт, а для больших элементов от 100 до 200 Вт;
- Припой. Высокотемпературный, если есть возможность нагреть материал детали до 600 °С или обычный, если такой возможности нет;
- Флюс. Применяется только в том случае, если его нет в составе припоя;
- Скребок для очищения алюминия от защитной плёнки. Также хорошо для очистки подходят щётка со стальными щетинками, наждачная бумага или абразивный круг. Полностью избавиться от оксидной плёнки невозможно, поэтому вышеперечисленные инструменты призваны уменьшить её толщину, что упростит работу флюса.
 Высокотемпературный, если есть возможность нагреть материал детали до 600 °С или обычный, если такой возможности нет;
Высокотемпературный, если есть возможность нагреть материал детали до 600 °С или обычный, если такой возможности нет;Припои и флюсы для пайки паяльником медных проводов
Выбор припоя
Для пайки алюминия лучше выбирать обычный мягкий оловянно-свинцовый припой – ПОС. Главное, чтобы он содержал больше 50% олова, дабы удостовериться в этом нужно посмотреть на число, идущее после названия, оно должно быть больше 50 (ПОС 50, ПОС 61, ПОС 90 и т.д.).
Помимо вышеперечисленных припоев, можно использовать те, которые изготовлены на основе кремния, меди, алюминия или серебра. К таким относятся 34А и ЦОП-40, содержащие цинк, увеличивающий их прочность вкупе с устойчивостью к коррозии.
К таким относятся 34А и ЦОП-40, содержащие цинк, увеличивающий их прочность вкупе с устойчивостью к коррозии.
Припой ПОС-61 0,8 мм
Выбор флюса
Для пайки алюминия дома лучше выбрать жидкий флюс, так как он более удобен в использовании, хорошо подходит для этих целей и его можно купить в любом магазине электроники. Для алюминия, металла, который покрывается защитной плёнкой, нужно выбрать особый флюс, потому что обычный не растворит окись. Среди них можно выделить такие вещества, как: Ф-61А, Ф-59А, Ф-64.
Также хорошим вариантом будет изготовление специального состава, подходящего именно для этого металла.
Флюс ФДА для пайки алюминия
Инструкция по пайке алюминия
Процесс пайки алюминиевых деталей, при наличии всех необходимых материалов, не сильно отличается от пайки меди или стали. Он состоит из:
- Подготовки поверхности, которая включает в себя обезжиривание материала с помощью растворителя, например, бензина, и снижение толщины оксидной плёнки;
- Расположения деталей в желаемом положении. На данном этапе желательно закрепить детали так, чтобы они были зафиксированы и после нанесения припоя не пришлось всё переделывать заново;
- Нагрева места соединения с помощью паяльника. Его мощность должна быть около 100 Вт. Также можно воспользоваться газовой горелкой. В таком случае очень важно не расплавить основной материал;
- Нанесение припоя на место соединения. Втирается он после нанесения флюса на стык двух деталей. Сам флюс наносится на стык кисточкой, которая обычно идёт в комплекте с баночкой. В случае если он уже содержится в припое, нужно всего лишь прикоснуться его стержнем к месту соединения заранее нагретых деталей.
 На данном этапе желательно закрепить детали так, чтобы они были зафиксированы и после нанесения припоя не пришлось всё переделывать заново;
На данном этапе желательно закрепить детали так, чтобы они были зафиксированы и после нанесения припоя не пришлось всё переделывать заново;Блиц-советы
- Оловянный припой легко покрывается ржавчиной, поэтому при его использовании нелишним будет нанести лакокрасочное покрытие.
- Помимо обычного припоя, температура плавления которого относительно невысока, можно использовать высокотемпературный, например, «Aluminium-13» который состоит из: алюминия – 87%, кремния – 13%. Чтобы его было возможно использовать, нужно иметь возможность нагреть скрепляемые детали до температуры 600 °С.
Статья была полезна?
0,00 (оценок: 0)
Как паять алюминий в домашних условиях паяльником
Алюминий отличается высокой прочностью, является хорошим проводником тепла и электричества. Он отличается небольшим удельным весом, удобен для обработки, безопасен с точки зрения экологии. Однако все эти положительные качества создают почти непреодолимые препятствия при решении задачи, как паять алюминий в домашних условиях паяльником. Традиционными способами это сделать нельзя, поэтому приходится пользоваться специальными методами сварки и оптимально подобранными материалами.
Технические трудности пайки изделий и деталей из алюминия
Паять алюминиевые конструкции и другие элементы всегда достаточно сложно, особенно, если это выполняется дома начинающими мастерами, не до конца изучившими процесс. В основном такая пайка выполняется промышленными способами на специальном оборудовании. Тем не менее, вполне возможно создать наиболее подходящие условия для сваривания деталей изготовленных из алюминия.
Для достижения этой цели необходимо обязательно разрешить несколько проблем технического характера:
- Больше всего неприятностей при пайке доставляет окисление в виде пленки, возникающей на поверхности в результате контакта алюминия и воздуха. Даже если металл подготовлен, налет на нем образуется практически сразу же после этого. Подобное пленочное покрытие создает препятствия соединительному процессу и добавляет множество проблем в процессе лужения и спаивания. В данной ситуации обычные типы припоев и флюсов совершенно не годятся, поскольку они не дают гарантии качественного соединения. Пленка удаляется или физико-механическим путем, или с помощью сильнодействующих химических веществ.
- Следует учесть и высокие показатели температуры, при которой алюминий начинает плавиться. Максимально она достигает 600С. Возникает разница температур между спаиваемым металлом и его пленкой, вызывающая сложности в процессе паек.
- Из-за температурного режима, алюминий в процессе разогрева начинает заметно терять свою прочность. Этот момент наступает уже при нагреве свариваемого материала до 250-300 градусов. Некоторые алюминиевые сплавы содержат компоненты, температура плавления которых имеет различия с основным металлом.
- Слабое взаимодействие алюминия с традиционными видами припоев, состоящих, преимущественно, из олова, кадмия и других элементов. Это приводит к недостаточным прочностным характеристикам и надежности создаваемых швов. Проблема как спаять, решается посредством специальных припоев, содержащих цинк, который, в свою очередь, отлично контактирует с алюминием и проникает в него. Происходит сцепление, выходящее на молекулярный уровень, обеспечивая необходимую прочность соединения.

Подготовка к пайке алюминиевых деталей
Большое значение придается подготовке алюминия к предстоящей пайке.
Для этого существует несколько способов, обеспечивающих надежность соединения:
- Участок соединения предварительно обезжиривается и обрабатывается канифолью. После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
- После этого поверхность затирается и шлифуется, а само место соединения одновременно подвергается лужению. На подготовленную поверхность устанавливается алюминиевая деталь, которую можно припаивать уже по обычной схеме. При необходимости, канифоль может быть заменена маслом, используемым в швейных машинах.
- Во втором варианте в канифоль добавляется металлическая стружка, после чего полученная смесь наносится на поверхность места будущего соединения. Жало паяльника нужно хорошо разогреть и залудить, а затем натирать им всю рабочую поверхность спаиваемых деталей до тех пор, пока не расплавится стружка. Одновременно сюда же добавляется припой. В этом случае происходит снятие окиси механическим путем, а припой тут же попадает на поверхность и защищает ее от повторного появления оксидной пленки.
- Третий способ заключается в предварительной очистке поверхности. Для этой цели используется медь, посредством которой удаляется оксидная пленка. Данный метод относится к наиболее сложным, поскольку омеднение поверхности должно выполняться в специальной ванночке.
 После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.
После того как вещество нанесено на поверхность, сюда же укладывается наждачная шкурка. Далее нужно включить мощный паяльник и плотно прижать им наждачку к поверхности.Выбор припоя и флюса для алюминия
Припои на основе олова и свинца могут использоваться для сваривания проводов, элементов и деталей из алюминия при условии их тщательной очистки. Такая пайка должна осуществляться с использованием специальных флюсовых растворов, состоящих из высокоактивных веществ. Однако, такие соединения обладают недостаточной прочностью по причине слабого взаимодействия алюминиевых изделий с оловом и свинцом, склонности к образованию коррозии. Поэтому в виде антикоррозийного покрытия поверхностей из этого металла применяются специальные составы.
К числу таких составов относятся припои с содержанием меди, цинка, алюминия и кремния. Они производятся как в нашей стране, так и за рубежом. Среди отечественных марок наибольшее распространение получил ЦОП-40, содержание которого составляет 40% цинка и 60% олова, а также соединение 34А с алюминием (66%), медью (28%) и кремнием (6%). Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Содержание цинка оказывает влияние не только на прочность алюминиевых контактов, но и на их устойчивость к коррозии.
Из всех известных припоев минимальной температурой, при которой они начинают плавиться, обладают составы на оловянно-свинцовой основе. Наивысшая температура плавления принадлежит соединениям с алюминиево-кремниевой структурой, а также с алюминием, медью и кремнием. Подобные виды припоев в первом случае расплавляются при достижении температуры 590-600 градусов, а во втором – при 530-550 градусов. Они выбираются для каждого конкретного случая, когда соединяются детали с крупными габаритами, с хорошим теплоотводом или тугоплавкие алюминиевые соединения.
Технологические процессы неразрывно связаны со специальными видами флюсов, применяемых для более качественного взаимодействия всех компонентов сварки.
Подбор наиболее подходящего материала считается довольно сложным мероприятием. Это особенно важно, когда в рабочем процессе используется припой на оловянно свинцовой основе. В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие.
В структуру таких флюсов включены элементы, формирующие его повышенную активность при взаимодействии с алюминием. Среди них можно отметить триэтаноламин, фторборат аммония, фторборат цинка и другие аналогичные составляющие.
Одним из наиболее популярных флюсовых веществ российского производства считается вещество марки Ф64, отличающееся высокой активностью. Качество данного соединения позволяет припаять металлические детали из алюминия, не снимая тугоплавкое оксидное покрытие, расположенное на поверхности.
Спаивание компонентов из алюминия
Порядок действий и технический процесс сваривания алюминия точно такой же, как и для других видов цветных металлов.
Среди домашних мастеров чаще всего используются следующие два варианта:
- Высокотемпературная пайка, используемая для сваривания элементов с крупными размерами. В эту категорию входят алюминиевые конструкции с толстыми стенками и увеличенной массой, для разогрева которых требуется температура 550-650С.
- Пайка при пониженных температурах, составляющих 250-300С, которой вполне хватает для монтажа проводов радиоэлектронной аппаратуры и сваривания мелких предметов, используемых в повседневной жизни. В таком же режиме соединяются и алюминиевые провода в любой электросети.

Соединения в режиме высоких температур происходит с использованием специальных нагревательных элементов. Одним из них является горелка, для работы которой требуется газ в виде пропана или бутана. Если же такая горелка отсутствует, домашние мастера пользуются различными типами паяльных ламп. Сваривание при высокой температуре требует постоянного контроля над степенью нагрева поверхностей соединяемых деталей. Для этого в небольшом количестве берется один из тугоплавких припоев, и после того как он начнет плавиться, можно говорить о достижении нужной температуры. В этом случае разогрев детали прекращается, иначе она просто расплавится и разрушится.
Спаивание при пониженной температуре осуществляется электропаяльником на 100-200 Вт. Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Мощность паяльника зависит от величины соединяемых компонентов: чем больше деталь, тем более производительный паяльник потребуется для того, чтобы ее разогреть. Проводники легко соединяются паяльником мощностью 50 Вт.
Независимо от температурного режима, соединения выполняются одинаково, а все действия выполняются в следующем порядке:
- Место будущего соединения деталей или кабелей обрабатывается механическим способом. Для этого используются любые чистящие средства, ослабляющие окислительный налет, обеспечивая более полное взаимодействие с флюсовым веществом.
- Место соединения требуется обезжирить ацетоном, бензином, спиртом и другими органическими растворителями.
- Перед тем как паять алюминий паяльником или горелкой в домашних условиях, детали прочно фиксируются в наиболее удобном положении.
- Нанесение флюса осуществляется на подготовленную плоскость. Если вещество применяется в жидком виде, то оно наносится кисточкой.
- Точка соединения разогревается с помощью электрического паяльника достаточной мощности или газовой горелкой. Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
- Металлические поверхности соединяются и фиксируются в нужном положении.
- После остывания припоя и схватывания деталей, место соединения промывается проточной водой. Остатки флюса вымываются и в дальнейшем не вызывают коррозию.
 Далее сюда же наносится расплавленный припой и распределяется ровным слоем.
Далее сюда же наносится расплавленный припой и распределяется ровным слоем.Пайка алюминия в домашних условиях возможна при соблюдении рекомендаций
Домашним мастерам довольно часто приходится сталкиваться с проблемой ремонта, а также изготовления изделий из алюминия. Если с механической обработкой проблем нет (металл легко пилится, обтачивается и гнется), то процесс соединения частей между собой вызывает трудности.
О сварке речь не идет, это вопросы масштабного ремонта. Чаще всего приходится паять детали традиционным способом.
Чаще всего приходится паять детали традиционным способом.
- Наиболее частая проблема — прохудившаяся посуда, или отвалившиеся части бытовой алюминиевой утвари. Склеивание подходит не всегда, из-за низкой термостойкости и плохой эстетики шва. Заклепки не могут обеспечить герметичность. Остается пайка алюминия оловом.
- Еще одна необходимость качественного соединения — электроприборы. Довольно часто приходится соединять алюминиевые проводники с клеммами, или просто поверхностью электрооборудования. Сращивание проводов также будет надежнее, если вместо скрутки будет прочная спайка.
Как и любой металл, алюминий можно и нужно паять. Он обладает хорошей пластичностью и теплопроводностью. А вот с адгезией есть проблема. На открытом воздухе металл моментально покрывается прочной пленкой окислов, которая мало того, что является теплоизолятором, на нее практически невозможно нанести припой.
Поэтому качественный флюс для пайки алюминия — первый помощник в работе. С его помощью, также можно припаять алюминий к другим металлам.
С его помощью, также можно припаять алюминий к другим металлам.
Общие принципы пайки алюминия в домашних условиях
- Поверхность должна быть тщательно зачищена от краски, грязи и жирных жидкостей
- Место пайки шлифуется, все неровности желательно выровнять до глубины самого большого дефекта
- Между очисткой и нанесением флюса должно пройти минимальное время
- Необходимо правильно выбрать нагревательное устройство, в соответствии с объемом металла
- Алюминий обладает отличной теплопроводностью, температура рассеивается по всей площади, и нагретый участок будет быстро остывать
- Перед пайкой алюминий обязательно надо залудить. Под слоем припоя окислы не образуются.
Маленькие секреты. Если у вас под рукой нет специального флюса, можно воспользоваться абразивной защитой от моментального окисления поверхности:
- Энергично потрите место пайки кусочком кирпича. Образовавшуюся пыль не нужно сдувать. Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.
Плоским срезом надо как бы втирать пыль в алюминий. Абразив сотрет тонкий слой окисла и обеспечит соединение с припоем. Можно использовать просеянный песок мелкой фракции.
- Еще один способ – использование железных опилок. Можно просто сточить толстый гвоздь среднезернистым напильником. Наливаем на место пайки жидкую канифоль и засыпаем опилками. Когда канифоль затвердеет – набираем припой на жало паяльника и интенсивно втираем его поверх опилок. Оловянное покрытие обеспечит моментальную защиту от окисления.
 Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.
Наберите на жало паяльника большое количество обычной канифоли, и залейте ей место пайки прямо поверх кирпичной пыли. Затем облудите поверхность, сильно нажимая жалом паяльника на металл.Использование трансформаторного масла
Пайка алюминия в домашних условиях, обычно выполняется паяльником.
Можно смешать паяльную пасту с трансформаторным маслом, и нанести ее на только что зачищенную поверхность. Затем также интенсивно потереть паяльником, пока не появится устойчивый слой припоя.
Важно! Подобные работы следует производить с вытяжкой, или в хорошо проветриваемом помещении. Перегретое масло выделяет едкий дым. А есть более простой способ. Обрабатываем будущее место пайки с помощью мелкой наждачной бумаги. Затем без промедления наливаем масло. Еще раз интенсивно трем поверхность наждачкой, после чего с усилием втираем разогретым паяльником припой. Поддеваем слой олова тонкой отверткой, чтобы проверить прочность соединения. Если края припоя отрываются от алюминия – повторяем процедуру еще раз. После получения стойкого лужения, к этому месту можно припаивать как медный, так и алюминиевый провод. На выбор припоя влияет способ соединения алюминиевых деталей. Эти сплавы легко плавятся, на них отводится мало тепла от паяльника (что немаловажно, учитывая высокую теплопроводность алюминия). К тому же, такой материал нетрудно купить по доступной цене. Однако соединения с помощью легкоплавкого припоя обладают малой прочностью. Такой способ годится лишь для электромонтажа. Если же вы припаяли носик к алюминиевому чайнику, или заделали прогоревшую дырку в кастрюле – под воздействием высоких температур соединение быстро разрушится. В крайнем случае, можно применить распространенный тугоплавкий припой ЦОП-40, состоящий из олова и цинка. Такое соединение достаточно хорошо держит температуру, но обладает невысокой прочностью на разрыв.Какой припой применяется для пайки алюминия
![]() Нам они более известны, как радиолюбительские припои серии ПОС.
Нам они более известны, как радиолюбительские припои серии ПОС.
Наиболее распространены такие сплавы: алюминий-медь-кремний.
Алюминий хорошо растворяется в остальных компонентах состава, и обеспечит соединение с заготовкой на молекулярном уровне. Медь добавит пластичности, а кремний сделает соединение прочным. Излюбленный припой домашних лудильщиков – отечественный состав 34А.
Более дорогой (это не означает прибавки в качестве) – импортный «Aluminium — 13». Преимущества таких припоев – ими можно качественно сваривать детали, которые затем работают под нагрузкой.
Конечно, до прочности дуговой сварки эти припои не дотягивают, но ремонт посуды с их помощью, дает хороший результат.
Однако припои на основе алюминия плавятся при температуре порядка 600° С. При помощи паяльника такого результата не достичь.
Для механически прочных и термостойких соединений применяется пайка алюминия газовой горелкой.
Обратите внимание
Несмотря на внешнюю схожесть и качество соединения, пайка с помощью горелки не имеет ничего общего со сваркой. Плавится только припой, базовый металл заготовки остается твердым во время всего процесса.
Преимущества пайки горелкой перед сваркой в среде аргона:
- Нет необходимости в приобретении дорогостоящего оборудования. Для пайки используется ручная газовая горелка. Такой инструмент можно приобрести в магазинах инструмента, или даже среди туристических товаров.
- Электросварка при любом способе подвергает материал термическому стрессу. Возникают очаги разной напряженности металла, вблизи шва алюминий меняет геометрию. При качественной пайке эстетика соединения остается на высоком уровне
- Для соединения компактных деталей, особенно выполненных из тонкого металла – альтернативы пайке просто нет
- Работы можно производить в домашних условиях – искры не летят, нет едкого запаха горящего алюминия, отсутствует ультрафиолетовое облучение кожи
- Вы можете легко контролировать температурные режимы прямо во время работы, просто меняя интенсивность пламени.
Как правильно паять с помощью горелки
Без подготовки места соединения не обойтись, как и при пайке паяльником. Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем надо закрепить детали с помощью любого кондуктора – будь то струбцины или тиски.
Металл следует очистить от грязи, отшлифовать до получения ровной поверхности. Затем надо закрепить детали с помощью любого кондуктора – будь то струбцины или тиски.
При работе с горелкой, алюминиевые заготовки разогреются по всей поверхности. А учитывая высокую теплопроводность металла – на деталях просто не будет места, за которое можно взяться рукой, даже в защитных перчатках.
Рабочая зона должна быть очищена от легковоспламеняющихся предметов и жидкостей. Обеспечьте интенсивное проветривание – даже без едких выделений, нагретые флюсы источают неприятный запах. Позаботьтесь о средствах пожаротушения.
Надо приготовить проволочный припой с запасом по длине. Вы не сможете использовать каждый прутик полностью, остается 10% длины на удержание припоя. А бросать нагрев, и идти за новой упаковкой – нерационально.
Важно! Более качественный шов получается при непрерывной пайке. Если вы прервали процесс (вынужденно), перед продолжением работ полностью прогрейте все место спайки, в том числе уже застывший припой. Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Тоже самое следует проделать при накладывании нескольких слоев. Сначала прогреваем застывший слой, затем кладем следующий.
Пламя горелки всегда направлено в сторону от вас. На его пути не должно быть никаких предметов.
Допускается изменение цвета алюминиевой заготовки до ярко-оранжевого. Металл не расплавится, а при нагреве до максимальной температуры припой будет ложиться более равномерно.
Обязательно использование флюса. Есть проверенные составы на основе хлоридов лития и калия, а также хлористого цинка. Это такие марки, как Ф-59А, Ф-61А, Ф-64А. Для более высокотемпературной пайки лучше использовать Ф-34А. В нем присутствует фторид натрия.
Флюс для пайки алюминия можно приготовить своими руками. Однако делать это не рекомендуется, поскольку в его состав обязательно входят едкие вещества. Лучше приобрести готовый состав в магазине.
Важно! Вдыхать пары флюса при пайке очень вредно. Воспользуйтесь респиратором или портативной вытяжкой.
About sposport
View all posts by sposport
| Советы для
Пайка алюминия А. Э. ГИКЛЕР И Ф. Х. ЛЕПРЕВОСТ, МЛАДШИЙ. Алюминий пайка может быть простой но имеет ряд критических областей, требующих жесткого контроля процесса. Прочный оксид алюминия делает большинство попыток паять, используя обычные средства сложно. Кроме того, следует позаботиться о выбор сплава из-за возможных последствий гальванической коррозии, поскольку несхожести алюминия со многими обычными припоями.В разновидности алюминиевых сплавов, калибров и температур часто широко представлены различные результаты пайки и то, как алюминий принимает или отводит тепло При пайке необходимо тщательно изучить каждую отдельную работу.  По определению, пайка – это
низкотемпературный процесс соединения. Следовательно, меньше искажений
алюминиевый компонент ожидается пайкой, чем пайкой, сваркой,
или другие процессы соединения сплавлением.Температура пайки от 225 до
490 ° C значительно ниже температуры плавления алюминия 661 ° C,
хотя 490 ° C выше точки отжига. Напряжения в
алюминий от резки, вытяжки и термообработки заменяются
локализованный нагрев во время пайки, и деформация может
результат. Предварительный нагрев, прерывистые стыки и тщательный выбор
геометрия сустава становится критической.
Различный
алюминиевые сплавы
имеют разную паяемость: 1ххх, 2ххх, 3ххх, 4ххх и 7ххх
легче паять, чем сплавы серии 6ххх.Благодаря своему магнию
содержание, сплавы серии 5ххх наиболее трудны для пайки. По определению, пайка – это
низкотемпературный процесс соединения. Следовательно, меньше искажений
алюминиевый компонент ожидается пайкой, чем пайкой, сваркой,
или другие процессы соединения сплавлением.Температура пайки от 225 до
490 ° C значительно ниже температуры плавления алюминия 661 ° C,
хотя 490 ° C выше точки отжига. Напряжения в
алюминий от резки, вытяжки и термообработки заменяются
локализованный нагрев во время пайки, и деформация может
результат. Предварительный нагрев, прерывистые стыки и тщательный выбор
геометрия сустава становится критической.
Различный
алюминиевые сплавы
имеют разную паяемость: 1ххх, 2ххх, 3ххх, 4ххх и 7ххх
легче паять, чем сплавы серии 6ххх.Благодаря своему магнию
содержание, сплавы серии 5ххх наиболее трудны для пайки.слева. Купоны сплава 6111,2 ¥ 4 ¥ 0,036 дюйма с 2-дюймовым перекрытие. Верхний купон имеет 0,125 дюйма отверстие по центру в области перекрытия для облегчения введения проволоки из твердого припоя Zn / 15Al. Припой течет к каждому краю, обеспечивая полное смачивание стыка.  Методы или процессы в пайка алюминия предполагает механическое трение алюминия припоем, пайка в ультразвуковой ванне, термическое напыление (эти три не используют флюсы), нагрев сборки индукцией, пламенем, инфракрасным излучением, горячей пластиной, печь, паяльник, лазер и дуговая лампа (обычно все предполагают использование флюсов).Пайка алюминия требует соответствующего объем тепла на компоненте, а не на припое. Из-за высокого теплопроводность и отражательная способность алюминия, источник тепла должен быть адаптированным к работе. Использование флюсаБыстрый формирование слой оксида алюминия и сложность удаления этого оксидного слоя, поэтому припой может намочить алюминий – вот причины для использования флюса. В «Нормальная» пайка меди, удаление оксида меди относительно легко с мягкими органическими и неорганические флюсы.Алюминий оксид не так легко удаляется и может потребоваться более сильный флюс, такой как органический флюсы на основе аминов (до 285 ° C), неорганические флюсы (хлорид или фторид до 400 ° C) и комплексные фторалюминатные соли (см. 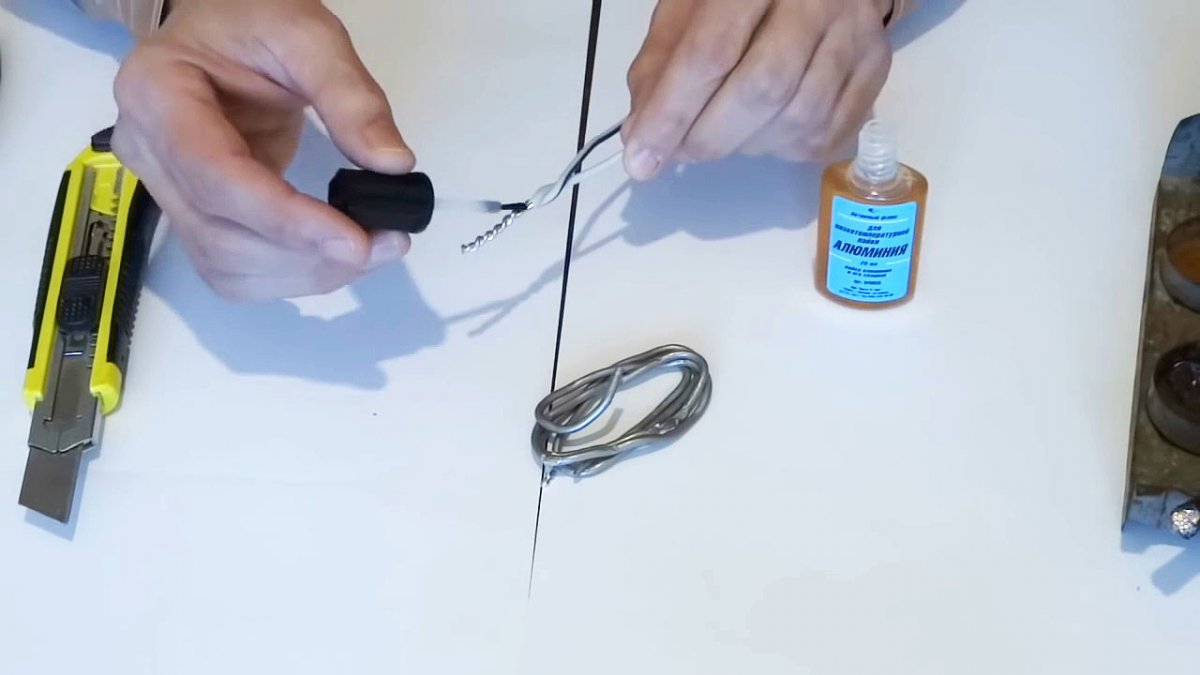 выше
550 ° С). Использование механического трения, ультразвука или термического
спрей зависит от использования расплавленного цинка для абразивной обработки или взрыва
слой оксида алюминия и позволяющий подповерхностное смачивание алюминия.
Флюс не используется. Мягкие припои на основе олова / цинка обычно используются с
первые два флюса, так как их температура плавления ниже 330 ° C и
цинковая часть помогает предотвратить гальваническую коррозию.На основе цинка твердый
В припоях для активации используются флюсы, обеспечивающие более высокую температуру плавления.
Остатки некоторых флюсов для мягкой пайки могут оставаться активными после
пайку и ее необходимо удалить. Припои, обычно используемые для алюминия
содержат цинк с некоторым количеством свинца, кадмия, олова, меди или алюминия.
Однако любой припой, содержащий олово, может вызвать электрохимическое
проблема коррозии из-за его гальванического потенциала. С ожидаемым
всемирный запрет на использование свинца в припое, большинство отраслей уже
переход на бессвинцовые припои. выше
550 ° С). Использование механического трения, ультразвука или термического
спрей зависит от использования расплавленного цинка для абразивной обработки или взрыва
слой оксида алюминия и позволяющий подповерхностное смачивание алюминия.
Флюс не используется. Мягкие припои на основе олова / цинка обычно используются с
первые два флюса, так как их температура плавления ниже 330 ° C и
цинковая часть помогает предотвратить гальваническую коррозию.На основе цинка твердый
В припоях для активации используются флюсы, обеспечивающие более высокую температуру плавления.
Остатки некоторых флюсов для мягкой пайки могут оставаться активными после
пайку и ее необходимо удалить. Припои, обычно используемые для алюминия
содержат цинк с некоторым количеством свинца, кадмия, олова, меди или алюминия.
Однако любой припой, содержащий олово, может вызвать электрохимическое
проблема коррозии из-за его гальванического потенциала. С ожидаемым
всемирный запрет на использование свинца в припое, большинство отраслей уже
переход на бессвинцовые припои. Это удаляет некоторые из более пластичных
и / или доступны высокотемпературные мягкие припои. Кадмиевый
припои были фактически запрещены из-за проблем со здоровьем рабочих. Это удаляет некоторые из более пластичных
и / или доступны высокотемпературные мягкие припои. Кадмиевый
припои были фактически запрещены из-за проблем со здоровьем рабочих.Прав. Крупный план подтверждает полное увлажнение. Внешний вид меняется, когда происходит реакция между флюсом и поверхностью. окисление, но остатки считаются некоррозионными. Стыки этого типа обычно прочнее, чем основной материал. Добавки Бессвинцовые и без кадмия Сплавы, которые обычно используются для пайки алюминия, включают 91Sn9Zn, 70Sn30Zn и 98Zn2Al.Другие сплавы семейства Zn / Al включают 85Zn / 15Al, 90Zn / 10Al и 97Zn / 3Al. Другие варианты 60Sn / 40Zn и 80Sn / 20Zn, которые относятся к семейству Sn / Zn. Алюминий часто есть другие добавлены элементы для повышения прочности, жесткости, коррозионной стойкости, обрабатываемость и формуемость. Некоторые добавки не вызывают проблем пайка, но магний – исключение. Магнийсодержащий алюминиевые сплавы (например, серии 5ххх и 6ххх) используются для увеличения отношение прочности к массе и для обеспечения лучшей коррозионной стойкости в некоторые приложения.  Однако авторам неизвестны припои или
флюс, который очень эффективен
с магнийсодержащими алюминиевыми сплавами.
Оксид магния очень быстро восстанавливается и не позволяет паять
увлажнение должно иметь место. Титан и некоторые экзотические добавки, такие как
ванадий и хром также могут вызывать проблемы. 1xxx (99% Al или
выше), 2ххх (добавление меди), 3ххх (добавление марганца), 4ххх (кремний
добавлен), и серии 7xxx (с добавлением цинка), как правило, паяются. 5xxx
(с добавлением магния) серия, вероятно, не подлежит пайке, и 6xxx
(с добавлением кремния и магния) может или не может быть припаяна
в зависимости от индивидуального сплава.Сплав 6061 определенно
паяемые, а серия 2xxx в листовой форме может иметь оболочку 6xxx
это могло изменить его паяемость. Однако авторам неизвестны припои или
флюс, который очень эффективен
с магнийсодержащими алюминиевыми сплавами.
Оксид магния очень быстро восстанавливается и не позволяет паять
увлажнение должно иметь место. Титан и некоторые экзотические добавки, такие как
ванадий и хром также могут вызывать проблемы. 1xxx (99% Al или
выше), 2ххх (добавление меди), 3ххх (добавление марганца), 4ххх (кремний
добавлен), и серии 7xxx (с добавлением цинка), как правило, паяются. 5xxx
(с добавлением магния) серия, вероятно, не подлежит пайке, и 6xxx
(с добавлением кремния и магния) может или не может быть припаяна
в зависимости от индивидуального сплава.Сплав 6061 определенно
паяемые, а серия 2xxx в листовой форме может иметь оболочку 6xxx
это могло изменить его паяемость. слева. Купоны из сплава 6111, спаянные с использованием Zn / 15Al и флюс на основе комплексных фторалюминатных солей. Для Для этого испытания использовалась одна длина припоя диаметром 0,093 дюйма. размещается на одной стороне сустава, затем протягивается к противоположной сторона с теплом.  Облицовка или покрытия В некоторых ящики алюминиевые могут быть плакированы более припаяемым сплавом, покрыты никелем или покрыты с цинком термическим напылением или другими методами.Тогда эта поверхность более паяется и облегчает указанную выше проблему, поскольку их легче припой, чем просто алюминий. Пайка алюминия с другими металлами (сталь, оцинкованная сталь, медь, латунь, нержавейка и др.) тоже делается, но с некоторыми трудностями, поскольку конструкция шарнира должна учитывать дифференциал тепловое расширение и многие флюсы не подходят для обоих металлов. В простая работа по нагреванию сборки в зоне стыка становится сложной поскольку алюминий очень быстро отводит тепло от стыка по сравнению ссклонность других металлов отводить тепло намного медленнее (нержавеющие на ум приходит сталь). Общее практическое правило пайки – «нагреть компонент, а не припой ». Это позволяет субстрату передавать тепло к припою и расплавьте припой, когда он дойдет до плавления температура.  Флюсы могут изолировать припой от подложки и
вызвать истечение реакционной способности флюса до того, как припой расплавится, или
возможно, останется твердый осадок, в который припой не сможет проникнуть.
чтобы смочить субстрат.Мягкие припои с сердечником могут использоваться для устранения
эта проблема, поскольку флюс не выделяется, пока припой не расплавится;
однако не все алюминиевые припои доступны с сердечниками из флюса. Опасностей
перегрева Флюсы могут изолировать припой от подложки и
вызвать истечение реакционной способности флюса до того, как припой расплавится, или
возможно, останется твердый осадок, в который припой не сможет проникнуть.
чтобы смочить субстрат.Мягкие припои с сердечником могут использоваться для устранения
эта проблема, поскольку флюс не выделяется, пока припой не расплавится;
однако не все алюминиевые припои доступны с сердечниками из флюса. Опасностей
перегрева из-за его низкая температура плавления температура, алюминий может быть отожжен или отпущен при температурах низкая до 325–350 ° C за относительно короткое время. Это говорит о том, что любой процесс присоединения к этим температурам более чем на короткое время интервал может начать изменять свойства основных металлов присоединился.Перегрев может привести к снятию напряжения, провисанию или деформации. панели, изменение твердости, состояния, состояния поверхности, повторное легирование основной металл в непосредственной близости от стыка, горячих трещин или даже ужасный крах.  слева. Крупный план подтверждает хорошее филе с обеих сторон. Твердые припои на основе цинка могут не быть такими красивыми, как мягкий припой, но они не подвержены гальваническая коррозия при пайке алюминия, а также сплавов на основе Sn. Обычно говорящий, мягкий припои не представляют большой опасности для основных материалов от нагрева, при условии, что детали не выдерживаются при температурах пайки в течение длительный период времени.Однако в некоторых случаях воздействие алюминия к расплавленному сплаву цинка даже в течение короткого периода времени может привести к повторное легирование основного металла в зоне термического влияния (ЗТВ). Эта может изменить свои свойства и вызвать появление тепловых трещин, которые исходят за пределы ЗТВ. Один финал совет: Работа в лаборатория может помочь в выборе процесса, сплава и флюса. Макет может быть полезно для определения типа, местоположения и объема тепла требуется для достижения желаемого результата. Как и в других процессах,
предварительный нагрев или гибридный нагрев могут быть полезны и могут изменить исходный
выбор процесса. Время восстановления и задержка перед обращением могут отличаться
существенно от лаборатории до производственного цеха. Алюминий
пайка не сложна, но и не прощает ошибок. Контроль
процесс плотно. Как и в других процессах,
предварительный нагрев или гибридный нагрев могут быть полезны и могут изменить исходный
выбор процесса. Время восстановления и задержка перед обращением могут отличаться
существенно от лаборатории до производственного цеха. Алюминий
пайка не сложна, но и не прощает ошибок. Контроль
процесс плотно.Работы Консультации Металлов
Справочник, 10-е
Ред., Т. 2. 1990. Свойства деформируемого алюминия и алюминиевых сплавов.
Парк материалов, Огайо: ASM International, стр. 102–103. A.  E. Gickler и F.ЧАС.
ЛеПревост-младший, , работает в Johnson Manufacturing Company, Princeton,
Айова. E. Gickler и F.ЧАС.
ЛеПревост-младший, , работает в Johnson Manufacturing Company, Princeton,
Айова. |
Как паять алюминий – Обсуждение ювелирных изделий
Что делает алюминий в продаже? Работает нормально? Уилл Сильвер Припой работать?
Лаура,
Алюминий – это металл, сильно отличающийся от серебра. Одно из ключевых отличий
заключается в том, что он обладает исключительным сродством к кислороду. Любая открытая поверхность алюминия
образует мгновенный непроницаемый оксидный слой, который затем предотвращает попадание кислорода
на поверхность, и поэтому металл
сохраняет свою металлическую природу.Но этот оксидный слой препятствует нормальной пайке
. Серебряные или золотые припои вообще не подойдут. Фактически,
, многие из них плавятся при более высокой температуре, чем сам алюминий, что не принесет вам много пользы.
, однако, есть припои, предназначенные для алюминия. Обычно они представляют собой комбинацию
Обычно они представляют собой комбинацию
, состоящую из довольно твердого припоя и специально разработанного флюса
. При использовании вы «протираете» припой на стыке
, который механически помогает флюсу вытеснить очень прочный оксидный слой
, достаточный для прилипания припоя.Припои гораздо больше похожи на припои на основе олова
, которые ювелиры называют «мягкими» или «свинцовыми» припоями. Но они
работают. Тем не менее, эти вещи обычно предназначены для ремонта перил крыльца
, а не для изготовления ювелирных изделий. Если вы думаете
о том, чтобы аккуратно разместить маленькие пайетки из алюминиевого припоя вокруг алюминиевой рамки
, пока вы припаяете ее к алюминиевому кольцу, вам не повезло. Вы, вероятно, не добьетесь того, чтобы это работало … Обратите внимание, что обычно эти припои
предназначены для соединения алюминия с алюминием.
Не алюминий по отношению к другим металлам.
Алюминий обычно крепится с использованием так называемого «холодного склеивания»
методов, таких как ривиты, винты, механически сформированные соединения или подобные
. Один из методов, который действительно обеспечивает плавление металлов, – это сварка плавлением
Один из методов, который действительно обеспечивает плавление металлов, – это сварка плавлением
, для которой требуется специальный аппарат. Обычно это используется для
вещей, таких как серьги или аналогичные детали, прикрепляемые к алюминию
. Они сделаны специально для этого использования, с крошечным «наконечником» металла
, выступающим вниз из области, предназначенной для соединения с алюминием
.Машина помещает электрический заряд между находкой
и деталью, к которой нужно прикрепить, и хлопает их вместе. Когда это маленькое перо
просто касается другого куска металла, оно вызывает искру.
Искра обращается с этим маленьким наконечником, как с предохранителем, пережигая его. По сути,
делает то же самое, что и отвертка, которой вы случайно
случайно коснулись провода под напряжением. Помнить? испарил половину наконечника отвертки
при образовании дуги? Будет, это контролируется, но
маленьких «перьев» металла испаряются так же, как
двух больших поверхностей соединяются вместе. Это создает очень горячую плазму на мгновение
Это создает очень горячую плазму на мгновение
между металлами, которая не только вытесняет весь атмосферный газ,
, включая кислород, но также достаточно плавит поверхности, чтобы они могли смешивать
и связываться друг с другом.
обычно используется для установки штифтов сережек и
других деталей. но его можно использовать как более универсальную технику склеивания
, если учесть, что хорошо скрепленный штырь серьги
также можно рассматривать как заклепку, готовую к вставке через отверстие в другом куске металла
и обточке … Получение любого идеи?
Аппараты, начиная с маленьких «игристых» сварочных аппаратов, проданных за
около 400 баксов…
И если у вас есть доступ к обычному оборудованию для электродуговой сварки,
есть также методы сварки, предназначенные для алюминия.Обычно они
требуют какой-либо газовой защиты зоны сварки, например, при сварке TIG
или MIG. Опять же, это обычно не ювелирная шкала, но кто знает
…
Надеюсь, это поможет.
Питер Роу
Узнайте, как припаять алюминиевый провод | by Ildiko
Припой – это плавкий металл, расплавленный с помощью паяльника или даже горелки для соединения металлических стыков друг с другом. Обычно это сплав олово-свинец, но он также может входить в состав других металлов, таких как серебро, сурьма или алюминий, специально для различных целей.Алюминиевые провода обычно припаяны для электронных целей, поэтому для сплавления металлов друг с другом требуется паяльник.
Очистите место пайки тряпкой, а также щеткой, чтобы удалить жир, грязь и мусор. Используйте спирт вместе с металлической щеткой, чтобы избавиться от стойких пятен.
Отрежьте алюминиевую ленточную проволоку 5052 необходимой длины с помощью ножниц или, возможно, кусачки. Используйте пинцет или плоскогубцы для обработки проволоки, чтобы предотвратить притягивание жира.
Нанесите флюс кистью на место пайки. Флюс избавит от окислов на металлических поверхностях. Вы найдете 3 вида флюсов, включая органическую кислоту или хлорид, органику и смолу. Смоляной флюс часто используется при пайке электроники; органические кислоты и хлориды притягивают влагу и обладают высокой коррозионной активностью.
Смоляной флюс часто используется при пайке электроники; органические кислоты и хлориды притягивают влагу и обладают высокой коррозионной активностью.
Очистите жало паяльника, протерев жало влажной тканью. Слегка покройте наконечник припоем. Этот метод известен как «лужение» и защищает паяльник от повреждений, вызванных окислением, а также способствует передаче тепла на протяжении всего процесса пайки.
Подожгите или нагрейте паяльник или горелку, чтобы убедиться, что они достигли температуры, необходимой для плавления алюминиевого провода катушки 3003. При использовании паяльника убедитесь, что он нагревается до температуры не менее 400 ° C для соответствующей пайки.
Оберните провод вокруг места пайки. Затем аккуратно проведите паяльником по проводу. Убедитесь, что паяльник касается как алюминиевой проволоки, так и стыка. Нагрейте припой так, чтобы он равномерно расплавился вдоль паяемого соединения.Также убедитесь, что флюс пузырится, но не горит. Не применяйте припой, так как он может заполнить другие зазоры и вызвать короткое замыкание.
Удалите припой, затем наконечник. Будьте осторожны, чтобы не сдвинуть паяное соединение.
Дайте стыку остыть. Не дуй на это. Обрежьте излишки свинца, выступающие на поверхности, но не проверяйте заранее прочность паяного соединения, так как это может ослабить соединение. После охлаждения паяное соединение будет выглядеть гладким и плотным.
Как паять алюминий: руководство для начинающих
Алюминий – плохой металл для пайки. Но иногда вам нужно использовать этот металл или его части для пайки своими руками. Вот почему я решил поделиться несколькими советами и рекомендациями по пайке алюминия .Обо всем по порядку – для пайки алюминия не подходит любой обычный припой или флюс, рекомендуется использовать специализированные марки. Также я хотел бы объяснить, что такое припой алюминия .
Пайка алюминия применяется, когда необходимо отремонтировать некоторые детали, сделанные из этой муки или сплавов, содержащих этот металл.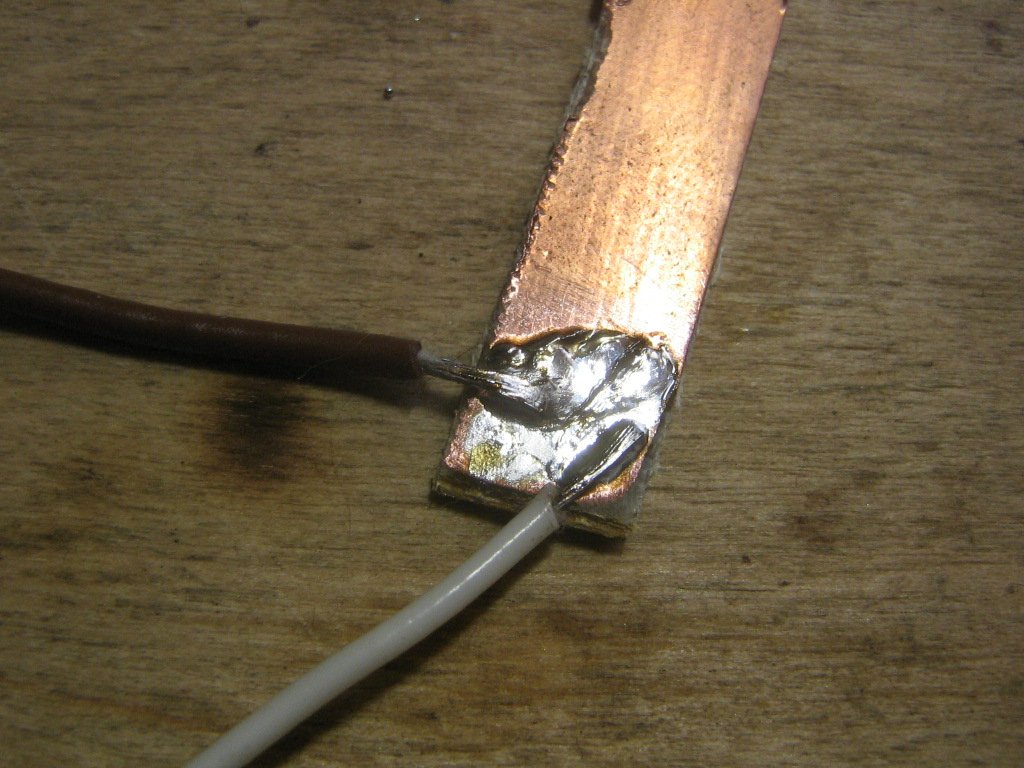 Чтобы назвать несколько случаев, многие предметы домашнего обихода, автомобильные детали или просто провода содержат алюминий. В большинстве случаев пайка проще и эффективнее сварки, особенно если речь идет о мелких деталях. Кроме того, пайка не деформирует материал из-за перегрева.
Чтобы назвать несколько случаев, многие предметы домашнего обихода, автомобильные детали или просто провода содержат алюминий. В большинстве случаев пайка проще и эффективнее сварки, особенно если речь идет о мелких деталях. Кроме того, пайка не деформирует материал из-за перегрева.
Вещи для припоя алюминия
- Горелка газовая для нагрева концов проводов;
- Мощный паяльник или станция;
- Припой и флюс специальный;
- Щетка стальная для очистки верхних слоев паяных деталей;
- Необходимо использовать маску, респиратор и защитные очки;
- Защитные перчатки;
Выбор паяльника для алюминия
Чтобы соединить такой прочный материал, как алюминий, понадобится паяльник большой мощности, порядка 100-200 Вт.Для небольших проводов – 60-100 Вт вполне достаточно. Более мощное устройство может расплавить металл и разрушить его структуру!
Припой и флюс, необходимые для пайки алюминия
Для пайки алюминиевых деталей можно использовать припои, состоящие из сплавов висмута и олова. Также можно использовать олово с цинком. Добиться хороших соединений с другими типами припоя будет сложно. Главное, как припаять алюминий .
Также можно использовать олово с цинком. Добиться хороших соединений с другими типами припоя будет сложно. Главное, как припаять алюминий .
Для лужения детали можно использовать самые разные материалы, вплоть до аспирина.Но лучше все сделать правильно и использовать материалы, предназначенные для пайки алюминия , а именно флюс. Чем лучше флюс, тем легче будет весь процесс.
При пайке алюминия оловянно-свинцовые припои выбираются вместе с высокоактивными флюсами. Однако такие припои не очень надежны, а также эти сплавы склонны к развитию коррозионных процессов. Чтобы такие составы были более устойчивыми к коррозии, их необходимо покрыть специальными составами.
Самые качественные, надежные и коррозионно-стойкие припои на основе припоев, содержащих цинк, медь, кремний и алюминий.
оловянно-свинцовые припои имеют самую низкую температуру плавления из всех вышеупомянутых типов припоев – около 9300 ° F. Такая температура плавления необходима для соединения крупногабаритных алюминиевых деталей.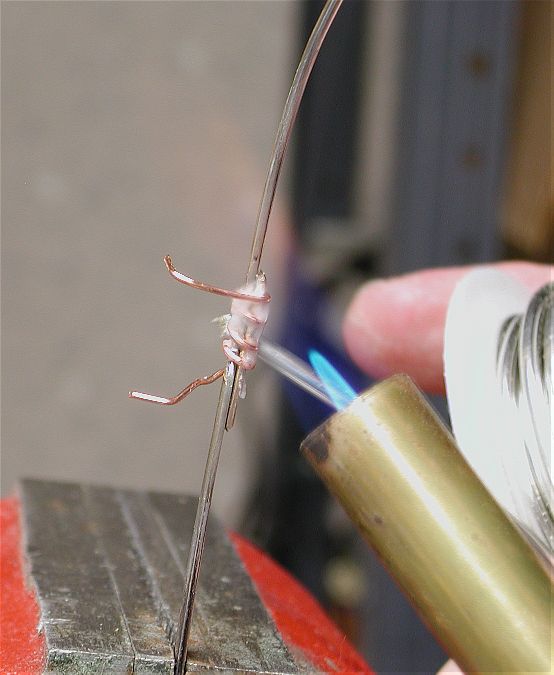
Отличные результаты можно получить после пайки алюминия такими сплавами:
- 2 части цинка и 8 частей олова;
- 1 часть меди и 99 частей олова;
- 1 часть висмута и 30 частей олова;
Важно! Перед пайкой и сплав, и деталь необходимо нагреть.
Как паять алюминий припоем?
Большинство припоев содержат химические элементы, которые практически не растворяются с алюминием. Поэтому для соединения алюминиевых деталей пайкой рекомендуется использовать припои на основе алюминия и легкоплавкого кадмия, олова или цинка.
Плавкие композиции более удобны в использовании, поскольку процесс пайки можно проводить при низких температурах, чтобы избежать резких изменений свойств алюминия.
Недостатками олова и кадмия являются их неустойчивость к коррозии, что приводит к быстрому разрушению материала.Учтите это при выборе припоя для пайки алюминия.
Самое интересное, что самые надежные припои – это алюминий. Также они могут включать:
Лучшим из них является сплав на основе алюминия с кремнием. Самый надежный результат можно получить после нанесения состава из алюминия, меди и цинка.
Важное замечание: при использовании этих типов припоя жало паяльника необходимо нагреть до температуры 6600F.В этом случае необходимо использовать флюс, состоящий из смеси олеиновой кислоты и йодида лития.
Самые простые типы припоев можно приготовить дома, если вы знаете, что делаете. Однако купить специальный припой и флюс для пайки алюминия не составит труда.
Как припаять алюминий: самый простой метод
Перед пайкой алюминия деталь или провод должны быть должным образом подготовлены для очистки соединения. Для этого с поверхности проволоки снимается оксидная пленка.Такое обезжиривание можно проводить бензином или ацетоном. Или подойдет любой другой растворитель.
Поверхность можно обработать наждачной бумагой. Оксидная пленка восстановится практически сразу – это неизбежная особенность пайки алюминия . Но новая пленка будет намного тоньше оригинала, и паяльником уже можно работать.
Но новая пленка будет намного тоньше оригинала, и паяльником уже можно работать.
Покрытые флюсом проволоки необходимо нагреть паяльником. Делать это нужно аккуратно, не перегревая металл.Рекомендуется использовать нагревательный прибор с контролем температуры. В общем, этот метод мало чем отличается от любого другого процесса пайки.
Припой плавится и при соединении необходимых элементов равномерно распределяется по поверхности алюминия. Кабели или алюминиевые детали должны быть плотно прижаты друг к другу луженой поверхностью. Стык получится очень прочным.
Канифольные припои для пайки алюминиевых деталей
Чтобы припаять две алюминиевые проволоки, их сначала необходимо покрыть лужением.Чтобы покрыть провод канифольным припоем, поместите его на наждачную бумагу (средней зернистости) и прижмите к ней горячим луженым паяльником. Также для пайки можно использовать раствор канифольного флюса, содержащий диэтиловый эфир. Паяльник не снимается с проволоки, а на луженый конец добавляется канифоль.
Алюминиевая проволока залужена идеально, но все действия нужно повторять несколько раз. После этого пайку алюминия можно будет легко производить в домашних условиях. Вы также можете получить хороший результат, если вместо канифольных припоев будете принимать минеральное / щелочное масло.
При пайке алюминия толщиной более 0,07 дюйма место соединения необходимо нагреть паяльником. После пайки необходимо выполнить следующие действия:
- Промыть специальными щетками в горячей воде (150 – 1800F) в течение 15–20 минут;
- Промыть в холодной проточной воде еще 20-30 минут;
- Обработать раствором хромового ангидрида;
- Прополоскать в холодной воде;
- Высушите соединение при температуре около 1750F в течение 30 минут;
Полезные советы по пайке алюминия
- Чтобы упростить процесс соединения 2-х алюминиевых деталей, можно использовать паяльную горелку, нагревая ею детали.После такого нагрева припой быстрее покроет детали. Главное, не допускать перегрева металлов. Нагревая любые алюминиевые детали, лучше держать их плоскогубцами, а не голыми руками;
- Важно работать в хорошо вентилируемом помещении, поскольку пары флюса и припоя токсичны и вредны для человеческого организма. Также в этом случае важно использовать находящийся поблизости огнетушитель;
 Главное, не допускать перегрева металлов. Нагревая любые алюминиевые детали, лучше держать их плоскогубцами, а не голыми руками;
Главное, не допускать перегрева металлов. Нагревая любые алюминиевые детали, лучше держать их плоскогубцами, а не голыми руками;Заключительные мысли
Для пайки этого металла необходимо купить специальное оборудование для пайки алюминия и выбрать один из методов пайки: с механическим разрушением оксида или химическим разрушением пленки.Оба метода пайки достаточно эффективны для соединения алюминиевых деталей.
Привет! Меня зовут Том и я автор блога. Мое хобби – электронные схемы и паяльники.
Пайка меди с алюминием | Kapp Alloy
Я пытаюсь спаять вместе провода из нержавеющей стали и меди. Имеющиеся у нас оловянно-свинцовые припои не обладают той прочностью, температурным диапазоном или пластичностью, которые нам нужны в финальной части. Какой припой использовать для пайки этих разнородных металлов?
обычно немагнитна и часто имеет матовую серебристую отделку.Сплавы из нержавеющей стали с высоким содержанием никеля или хрома могут быть очень блестящими и иметь зеркальную поверхность. Эти хорошо отполированные сплавы гораздо труднее паять из-за очень прочного оксидного слоя. Обычно они требуют, чтобы оксидный слой был физически разрушен щеткой или пескоструйной обработкой, И химическим удалением оксидного слоя кислотным флюсом.
Ваша потребность в более высоком температурном диапазоне, а также в более высокой прочности и пластичности приводит вас к припоям KappZapp ™ для олова / серебра. Какой сплав олова / серебра лучше всего подходит для соединений между нержавеющей сталью и медью, обычно определяется по четырем критериям:
- Прочность / устойчивость к вибрации
- Электропроводность
- Стоимость и
- Канифольная порошковая, кислотная порошковая или сплошная проволока
Как показано в таблице ниже, прочность, вибростойкость и электрическая проводимость возрастают с увеличением содержания серебра (Ag) в припое KappZapp ™. Цена также увеличивается с содержанием серебра. Таким образом, задача состоит в том, чтобы выбрать припой, отвечающий вашим потребностям, не покупая больше серебра, чем вам нужно.
| Состав | 96,5Sn – 3,5Ag | 96Sn – 4Ag | 93Sn – 7Ag |
|---|---|---|---|
| Солидус (° F) / (° C) | 430 ° F / 221 ° C | 430 ° F / 221 ° C | 430 ° F / 221 ° C |
| Ликвидус (° F) / (° C) | 430 ° F / 221 ° C | 246 ° C / 475 ° F | 570 ° F / 299 ° C |
| Предел прочности (медь) | 14000 фунтов на кв. Дюйм | 14000 фунтов на кв. Дюйм | 15 500 фунтов на кв. Дюйм |
| Прочность на разрыв (нержавеющая сталь) | 25000 фунтов на кв. Дюйм | 28000 фунтов на кв. Дюйм | 31000 фунтов на кв. Дюйм |
| Прочность на сдвиг | 11,600 фунтов на кв. Дюйм | 12000 фунтов на кв. Дюйм Дюйм | 14000 фунтов на кв. Дюйм |
| Удлинение | 48% | 49% | 49% |
| Электропроводность (% IACS) | 16.4 | 16,5 | 20,1 |
Наконец, вы должны выбрать между сплошной проволокой, кислотной или канифольной порошковой проволокой. Порошковые проволоки наиболее просты в использовании, поскольку флюс для удаления оксидного слоя с деталей находится в центре проволоки. Когда детали нагреваются до температуры плавления припоя, флюс вытекает и разрушает оксидный слой. Это обеспечивает прочную металлическую связь между припоем и деталями за один прием.При использовании твердой припойной проволоки оксидный слой на деталях должен быть разрушен физическим взбалтыванием щеткой из нержавеющей стали или наждачной бумагой, либо отдельным жидким или пастообразным флюсом.
Чтобы начать выбор припоя, выберите припои с твердой проволокой KappZapp ™, KappZappA ™ с кислотной сердцевиной или припои KappZappR ™ с канифолью:
Припои для сплошной проволоки KappZapp ™ – серебряные припои для электрических / электронных соединений нержавеющая сталь и / или медь
Припои KappZapp ™ Silver обеспечивают очень прочные и пластичные соединения на медных и нержавеющих проводах и соединителях. Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 15 500 фунтов на квадратный дюйм для меди и 31 000 фунтов на квадратный дюйм для нержавеющей стали. KappZapp7 ™ – 93% олова – 7% серебра – это промышленный стандарт для акустики и домашних кинотеатров с высокой проводимостью, прочностью и устойчивостью к вибрации. Сплошная проволока KappZapp ™ поставляется с содержанием серебра 3,5%, 4%, 5%, 6% и 7%.
Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 15 500 фунтов на квадратный дюйм для меди и 31 000 фунтов на квадратный дюйм для нержавеющей стали. KappZapp7 ™ – 93% олова – 7% серебра – это промышленный стандарт для акустики и домашних кинотеатров с высокой проводимостью, прочностью и устойчивостью к вибрации. Сплошная проволока KappZapp ™ поставляется с содержанием серебра 3,5%, 4%, 5%, 6% и 7%.
Припои с канифолью KappZappR ™ – самофлюсующиеся серебряные припои для медных электрических / электронных соединений
Припой KappZapp ™ с канифолью может создавать прочные и пластичные соединения на нержавеющей стали и меди, не требуя дополнительной жидкости или пастообразного флюса.Внутренний флюс из натуральной канифоли высвобождается при нагревании для удаления оксидного слоя на деталях. Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 31 000 фунтов на квадратный дюйм для нержавеющей стали. KappZappR ™ выпускается с содержанием серебра 3,5% и 7%.
KappZappR ™ выпускается с содержанием серебра 3,5% и 7%.
Кислотные припои KappZappA ™ – самофлюсующиеся серебряные припои для медных электрических / электронных соединений
Для некоторых нержавеющих сталей с высоким содержанием никеля и хрома требуется кислотный флюс, чтобы пробить прочный оксидный слой на деталях.Припой с кислотной сердцевиной KappZappA ™ может создавать прочные и пластичные соединения на нержавеющей стали и меди, не требуя дополнительной жидкости или пастообразного флюса. Внутренний кислотный поток высвобождается при нагревании для удаления оксидного слоя на деталях. Полученные соединения обладают высокой устойчивостью к вибрации и нагрузкам, с пределом прочности на разрыв до 31 000 фунтов на квадратный дюйм для нержавеющей стали. Кислотный флюс более агрессивен, чем естественный канифольный флюс, и его необходимо полностью удалить, протерев влажной тряпкой после пайки. KappZappA ™ входит только в 3.Формула 5% серебра.
Диаметр припоя и выбор упаковки
После того, как вы определились с правильным припоем, необходимо определить диаметр и количество припоя, необходимые для вашего проекта. Обычные диаметры проволоки составляют 1/18 дюйма (0,125 дюйма = 3,2 мм), 1/16 дюйма (0,062 дюйма = 1,6 мм) и 1/32 дюйма (0,031 дюйма = 0,8 мм). Диаметр проволоки обычно зависит от площади стыка. Чем меньше размер стыка, тем меньше будет необходимый диаметр припоя.
Обычные диаметры проволоки составляют 1/18 дюйма (0,125 дюйма = 3,2 мм), 1/16 дюйма (0,062 дюйма = 1,6 мм) и 1/32 дюйма (0,031 дюйма = 0,8 мм). Диаметр проволоки обычно зависит от площади стыка. Чем меньше размер стыка, тем меньше будет необходимый диаметр припоя.
Чтобы предоставить предложение, Kapp Alloy необходимо знать
- Всего Вам нужно,
- нужный вам сплав,
- , нужен ли вам канифольный флюсовый сердечник, кислотный флюсовый сердечник или сплошная проволока,
- диаметр нужной вам проволоки, а
- упаковка (например, катушки 1 фунт, катушки 5 фунтов или палки 18 дюймов.
Как паять олово и жестяные банки
Образование, Алоха и самое интересное
можно в отделке металлом
Добро пожаловать на самый популярный и авторитетный в мире веб-сайт по отделке металлов
тема 236522003
В. Как спаять олово из жестяных банок? Могу ли я использовать паяльник или мне нужен мини-фонарик?
Какой припой и флюс мне следует использовать? Я хочу спаять швы маленькой лодки (длиной 6 дюймов), которую вырезал из старой жестяной банки.
Спасибо за внимание.
С уважением,
Уолт Лизак– Виннипег, Манитоба, Канада
Q. Hi: Я хотел бы знать, как спаять жестяные банки вместе. Может кто-нибудь дайте мне знать! Спасибо! В. Я хотел бы узнать больше о пайке олова. Q.Я хочу спаять жестяные банки вместе. Какие материалы и источник тепла для этого лучше всего. Я новичок в работе с металлом. |
2006 г.
А. Искал какой припой можно использовать для олова и нашел вот это. Я просто хотел передать это всем присутствующим.
Возьмите 4 части олова, 1 олова и 1 висмута, расплавьте их и растопите тонкими пластинами. При использовании этого припоя также используется смола.
Надеюсь, это поможет.
Мэри Маккалоу, художник, Кутцтаун, Пенсильвания,
, 2006 г.
.jpg)
A. Хорошо, во-первых, в мире осталось не так много консервных банок. Большинство «жестяных» банок сегодня изготовлено из алюминия. Если вы выполните поиск в Интернете по запросу «Алюминиевый припой», то найдете множество сайтов. Алюминий довольно сложно паять, но есть новые продукты, которые делают это немного проще. Новые припои и флюсы, которые позволят новичку добиться хороших результатов.
Удачи
Пол Каро– Гилберт, Аризона
2007
А.Оловянную пластину паять проще всего, потому что металл уже “лужен”, просто используйте хлорид цинка или пасту из смолы для флюса и припой с припоем 50/50. Эти банки до сих пор широко используются для супов и овощей.
При пайке любого листового металла используйте паяльные котлы (утюг), а не горелку. Просто поищите в Интернете дополнительную информацию.
– Оттава, Онтарио, Канада
13 марта 2009 г.
A. Привет!
Я прошел недавний семинар по этому поводу и вот ответ: во-первых, как уже говорилось ранее, настоящих консервных банок уже не так много. большинство из алюминия или стали. Чтобы проверить, является ли металл, который вы хотите припаять, сталью или алюминием, используйте магнит.
большинство из алюминия или стали. Чтобы проверить, является ли металл, который вы хотите припаять, сталью или алюминием, используйте магнит.
Используйте эти инструкции только для пайки стали –
использование:
бессвинцовый припой (можно найти в разделе сантехники в хозяйственном магазине)
паяльный пистолет (также можно найти в строительном магазине)
флюс (используйте тот тип припоя, который вы покупаете; спросите, какой использовать)
эти расходные материалы могут также можно найти в магазинах витражей, и эти люди, вероятно, могут помочь вам больше, чем люди из хозяйственного магазина.
для пайки:
очистите всю краску от швов, которые вы хотите соединить, напильником или наждачной бумагой [affil. ссылка на информацию / продукт в Rockler].
убедитесь, что соединяемые кромки хорошо прилегают друг к другу … этот тип припоя ЗАПОЛНЯЕТ небольшие зазоры, но это не компенсирует плохое качество изготовления.
хорошо разглаживает суставы. попробуйте обработать флюсом как внешнюю, так и внутреннюю часть шва.
попробуйте обработать флюсом как внешнюю, так и внутреннюю часть шва.
отрежьте припой и расположите по швам
воспользуйтесь пистолетом для горячей пайки, чтобы направить тепло на обе части металла, так как припой будет течь навстречу теплу.
* Поскольку многие паяльные пистолеты не имеют индикаторов «ВКЛ», подключите лампу (и включите ее) к тому же удлинителю, что и паяльный пистолет. Используйте выключатель удлинителя только для подачи питания, чтобы вы и другие знали, что когда лампа горит, пистолет горячий.
Это основные инструкции … практика ведет к совершенству, и вот хорошая книга, к которой можно обратиться:
ИСКУССТВО КОНДИЦИОНЕРА Бобби Ханссона =>
получайте удовольствие!
Мэри Слотер
– Нагс Хед, Северная Каролина
6 февраля 2010 г.
А.Тщательно очистите оба края нагрева флюсом для паяльной лампы и добавьте припой и протрите тканью. Обе части теперь луженые; Теперь вы можете спаять две части вместе.
Мос Шоу– британец, Великобритания
15 февраля 2011 г.

A. В этой книге 1919 года содержится много информации о пайке, полностью представленной здесь в Интернете. Это делает современную пайку похожей на мечту: www.lostcrafts.com/Tin-Toys/Tin-Toys-Main.html
Кроме того, я считаю, что многие “жестяные” банки на самом деле являются лужеными легкими стальными банками.
Элейн ХардманКерамика из каменных цветов – Уэллсвилл, Нью-Йорк
, 24 апреля 2011 г. – эта запись добавлена к этой теме редактором вместо создания дублирующейся темы.
В. Недавно я купил паяльники большой мощности. Они имеют мощность 175 Вт или больше и пару фунтов за штуку. Хочу попробовать свои силы в пайке неоцинкованного листового металла. Я не хочу, чтобы паяные соединения корродировали, поэтому какой флюс и припой мне следует использовать?
Том
Tom MetalHobbyist – Бостон, Массачусетс
создание этого сайта стало возможным благодаря…
этот текст заменяется на bannerText
Заявление об ограничении ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасности операции. Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Вся представленная информация предназначена для общего ознакомления и не отражает профессионального мнения или политики работодателя автора. Интернет в основном анонимный и непроверенный; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, пожалуйста, посетите эти каталоги:
О нас / Контакты – Политика конфиденциальности – © 1995-2021 finish.com, Pine Beach, New Jersey, USA
Пайка алюминия мягким припоем электронных компонентов
Алюминий можно припаять обычным припоем на основе олова / свинца для электроники при условии, что алюминиевая поверхность отшлифована щеткой из стекловолокна, щеткой из нержавеющей стали или наждачной бумагой для удаления оксидного слоя.
Дело в том, что паять алюминий обычным припоем из олова и свинца практически невозможно, потому что очищенная щеткой поверхность окисляется, как только она вступает в контакт с воздухом. Поэтому поверхность следует чистить термостойким моторным маслом. Масло защищает очищенную поверхность от кислорода воздуха.
Поэтому поверхность следует чистить термостойким моторным маслом. Масло защищает очищенную поверхность от кислорода воздуха.
В отличие от фильма, шлифование под маслом даже лучше, так что свежеочищенная поверхность не контактирует с кислородом. Перед пайкой полностью не удаляйте масло.
Можно любое жаростойкое масло. Подойдет любое моторное масло и даже масло для автоматических коробок передач.Лучше всего отшлифовать алюминиевую поверхность каплей масла и карандашом из стекловолокна. Не вытирайте появившуюся серую грязь. Важно, чтобы поверхность всегда была защищена от окисления маслом. Затем поцарапайте горячим паяльником и припаяйте поверхность. Это не работает, вероятно, температура слишком низкая.
Крупный план пайки алюминия. Царапины от отвертки можно увидеть.
Мягкое паяное соединение на толстой алюминиевой фольге.
Уловка с моторным маслом была известна уже много десятилетий. В отличие от показанного в фильме, было бы еще лучше очистить поверхность в масле, так как алюминий быстро окисляется на воздухе. Но я не хотел загрязнять щетку из стекловолокна маслом. По другим данным, моторное масло можно заменить парафиновым маслом.
Этот метод открывает новые возможности. Экраны из толстой алюминиевой фольги и алюминиевой пластины радиатора можно припаять непосредственно к печатной плате.
.