Токарный станок ИЖ-250 – технические характеристики
Хорошо известный большинству специалистов станок ИЖ-250 долгое время выпускался в различных модификациях. Производством данного токарного агрегата, на котором можно выполнять обработку в цанге, патроне и центрах, занимался Ижевский машиностроительный завод. Использовался данный станок для оснащения как крупных, так и небольших производственных предприятий.

Внешний вид токарно-винторезного станка ИЖ-250ИТВ
Технические возможности станка модели ИЖ-250
Станок ИЖ-250 создавался специалистами «Ижмаш» для обработки деталей, отличающихся небольшими размерами. Именно поэтому им активно оснащались приборостроительные и инструментальные заводы.
Станок этой модели способен длительное время обеспечивать высокую точность обработки в том случае, если на нем выполняются получистовые и финишные токарные операции. Для осуществления более грубых технологических операций, при которых на узлы агрегата оказываются значительные нагрузки, лучше использовать модернизированную версию данной модели станка – 250ИТП.
В свое время станок модели ИЖ-250 выпускался в нескольких вариантах конструктивного исполнения:
- ИТВМ03 – агрегат с увеличенным расстоянием между центрами;
- ИТВМФ1 – станок, дополнительно оснащенный цифровой индикацией;
- ИТПМ – модель, используемая преимущественно для выполнения токарных операций, не требующих высокой точности.
Органы управления ИЖ-250
Стоит отдельно сказать о модернизированной модели станка ИЖ-250 – ИТВМФ1. Последний за счет цифровой индикации позволяет выполнять обработку с высокой производительностью. Оператору, работающему на таком агрегате, требуется намного меньше времени для того, чтобы проводить измерение геометрических параметров детали и выполнять пробные проходы.
Цифровая индикация обеспечивает этому устройству еще ряд весомых преимуществ: нет необходимости запоминать обороты лимба и рассчитывать определенные параметры; линейная компенсация неточностей взаимодействия узлов станка, а также износа режущего инструмента в процессе обработки осуществляется в автоматическом режиме, без участия человека.
Технические возможности станка модели ИЖ-250 позволяют с высокой точностью и производительностью выполнять с его помощью нарезание различных типов резьбы (метрической, дюймовой, модульной), поэтому такую технологическую операцию стараются выполнять именно на этом агрегате.
Технические характеристики модификаций токарного станка ИЖ-250
Все основные параметры трех модификаций токарно-винторезного станка ИЖ-250 представлены в таблице ниже.
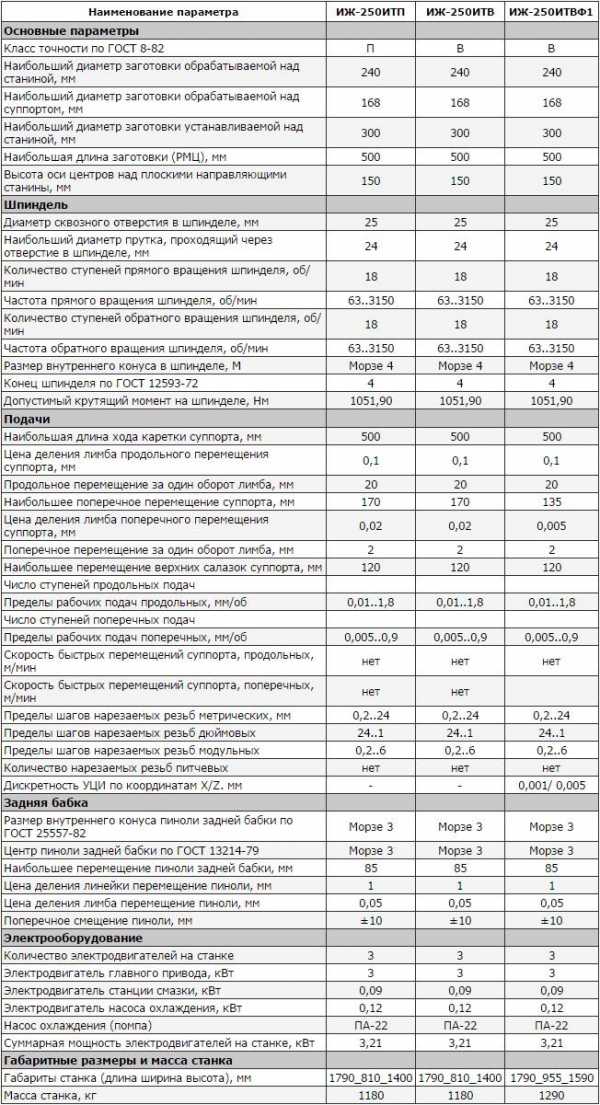
Технические характеристики модификаций станка ИЖ-250
Конструктивные особенности устройства
Токарно-винторезный станок данной модели благодаря некоторым особенностям конструкции обладает рядом особых характеристик. Перечислим эти конструктивные особенности.
- Ходовой винт смазывается автоматически при выполнении резьбонарезных операций.
- Параметры подач и скорости вращения шпинделя могут регулироваться в большом диапазоне.
- Фартук ИЖ-250 оснащен специальным механизмом останова, который позволяет выполнять точение на станке по жесткому упору и защищает коробку и механизмы подач от вероятных перегрузок.
- Фиксация резцовой головки агрегата осуществляется по беззазорной схеме, что обеспечивает высокую точность и жесткость ее установки и положения в процессе выполнения обработки.
- Для выбора скорости вращения шпинделя используется система преселективного управления, которая позволяет заранее при выполнении определенной технологической операции подготовить его последующее включение с заданными параметрами и осуществить его, когда это потребуется.
- Приводные ремни за счет специальной конструкции шпиндельного узла меняются очень быстро и просто, разбирать его для этого нет необходимости.
- Нарезание различных типов резьбы на ИЖ-250 (метрической, модульной, дюймовой) осуществляется не посредством смены шестерен в его гитаре, а за счет универсальности коробки подач.
- Станина ИЖ-250 выполнена из особой марки чугуна – хромоникелевого, а тщательно отшлифованные направляющие на ней закалены с использованием токов высокой частоты.
Управление подачами на станке данной модели реализовано по мнемоническому (облегчающему запоминание) принципу и осуществляется при помощи рукоятки. Согласно этому принципу, направление перемещения рукоятки совпадает с движением подачи, которую будет совершать суппорт агрегата с его резцовой головкой.
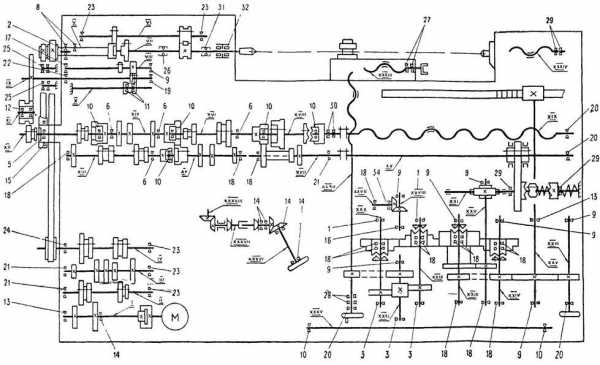
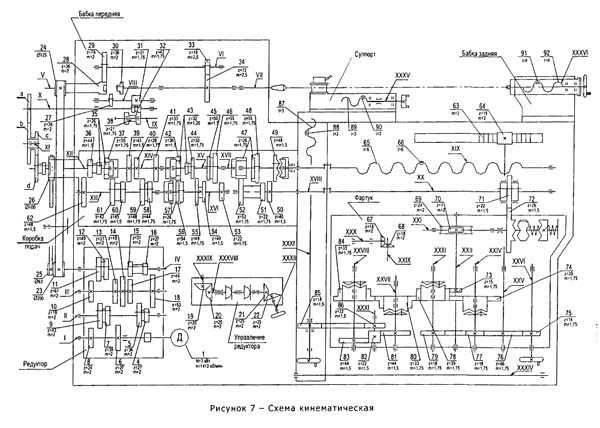
Кинематическая схема ИЖ-250 (нажмите, чтобы увеличить)
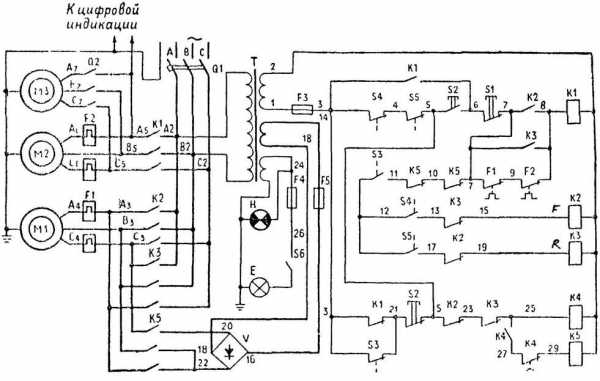
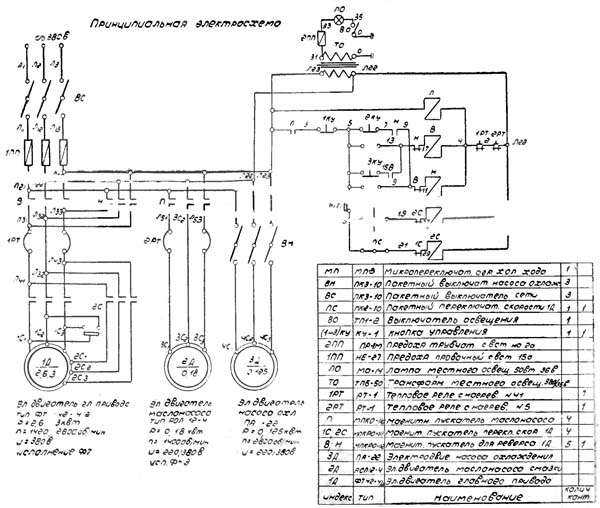
Принципиальная электрическая станка (нажмите, чтобы увеличить)
Правила эксплуатации
Приводной механизм ИЖ-250 оснащен электродвигателем мощностью 3 кВт, 12-скоростным редуктором, системой поликлиновых и клиновых ремней. Переключение скоростей на редукторе осуществляется при помощи специального маховика, который связан с двумя селекторными дисками с системой отверстий. Поворотом маховика создается требуемая комбинация отверстий, в которые входят фиксирующие пальцы рычагов, отвечающих за введение в зацепление блоков шестерен с различными параметрами. После выбора требуемой скорости управляющая рукоятка оттягивается, что необходимо для притормаживания вращающихся шестерен, и только затем в зацепление вводятся требуемые блоки.
На станке ИЖ-250 установлен фартук закрытого типа, механизм которого отвечает за продольные и поперечные подачи суппорта в ручном и механическом режимах, а также за нарезание резьбы, для чего задействуется ходовой винт. Во всех остальных случаях при выполнении различных токарных операций используется ходовой валик.

Станок ИЖ-250 ИТВМ
В фартуке станка ИЖ-250 установлено блокировочное устройство, которое исключает возможность одновременного включения ходового винта и валика, а также продольной и поперечной подач. На лицевой части фартука, что видно по фото или чертежу станка, расположена рукоятка, при помощи которой и осуществляется управление всеми подачами.
Существует еще ряд моментов, на которые следует обращать внимание при эксплуатации станка модели ИЖ-250. Рассмотрим их.
- Отдельные модификации станка данной модели не предполагают использование редуктора для изменения скорости вращения шпиндельного узла, в них настройка данного параметра реализуется за счет изменения частоты вращения вала приводного электродвигателя. На таком токарном оборудовании устанавливаются более мощные электродвигатели – 5,5 кВт.
- К электрической сети станок подключается при помощи пакетного выключателя.
- Для работы станка ИЖ-250 необходима трехфазная электрическая сеть с напряжением питания, равным 380В.
Какую бы модификацию станка данной модели вы ни решили приобрести для своего предприятия, вы получите в свое распоряжение надежное оборудование, позволяющее выполнять металлообработку с высокой точностью и производительностью. Об этом свидетельствуют многочисленные отзывы специалистов о данном агрегате.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
ИЖ-250 Станок токарно-винторезный универсальныйСхемы, описание, характеристики
Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 – Ижевский машиностроительный завод “Ижмаш”, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы “Леве” с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Токарно-винторезный станок ИЖ-250 – один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ.
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель – Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска – 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 125 мм
- Расстояние между центрами – 500 мм
- Высота центров – 150 мм
- Мощность электродвигателя – 2,6/3 кВт
- Вес станка полный – 1,5 т
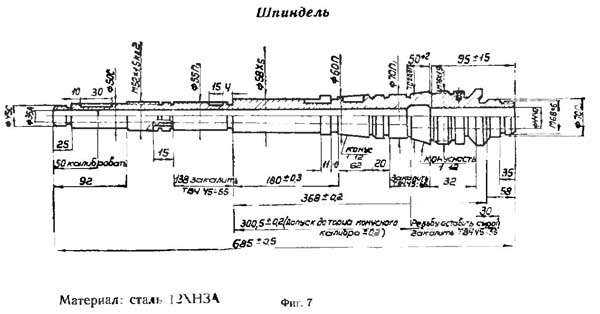
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя – резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Диаметр сквозного отверстия в шпинделе – Ø 33 мм
- Наибольший диаметр обрабатываемого прутка – Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) – 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач – 0,07..2,17 мм/об
- Пределы поперечных подач – 0,01..1,08 мм/об
- Пределы шагов резьб метрических – (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных – 0,2..6
- Пределы шагов резьб дюймовых – 24..3,5 ниток на дюйм
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной – 1420/2800 об/мин, мощностью – 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором – 1400 об/мин, мощностью – 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения – 2800 об/мин, мощностью – 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
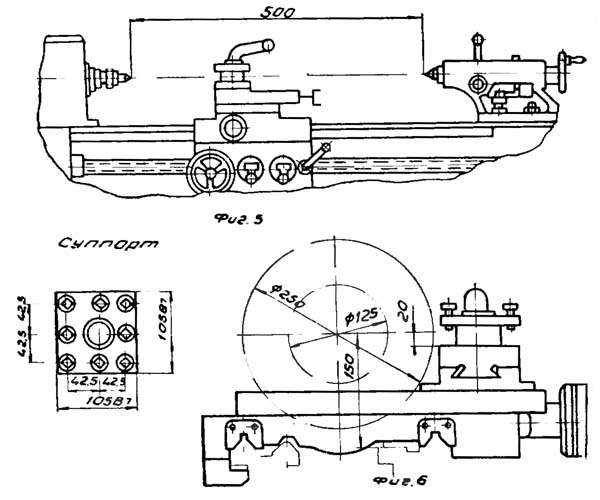
Габариты рабочего пространства токарного станка ИЖ-250
Габариты рабочего пространства токарного станка ИЖ-250
Шпиндель токарного станка ИЖ-250
Шпиндель токарного станка ИЖ-250. Смотреть в увеличенном масштабе
Станина токарного станка ИЖ-250
Станина токарного станка ИЖ-250. Смотреть в увеличенном масштабе
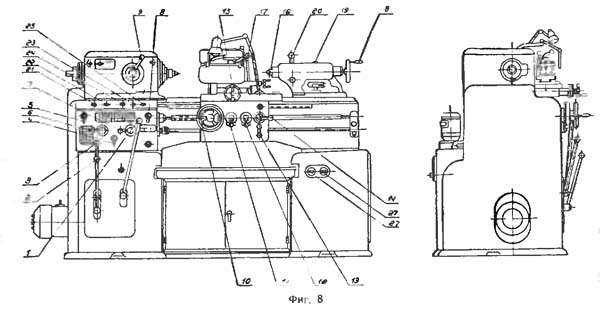
Общий вид токарно-винторезного станка ИЖ-250
Фото токарного станка ИЖ-250
Фото токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Фото токарного станка ИЖ-250
Фото токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Фото токарного станка ИЖ-250
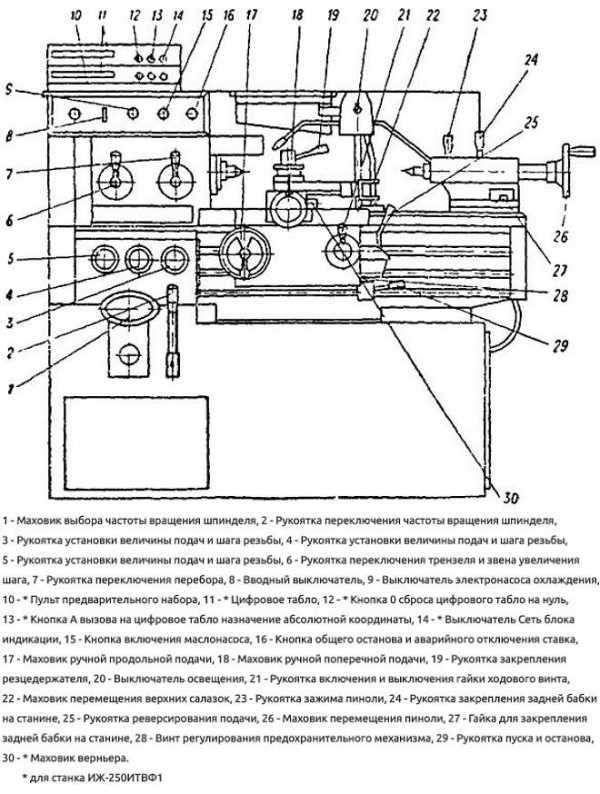
Расположение органов управления токарно-винторезным станком ИЖ-250
Расположение органов управления токарно-винторезным станком ИЖ-250
Органы управления токарно-винторезным станком ИЖ-250. Смотреть в увеличенном масштабе
Перечень органов управления станком ИЖ-250
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения – винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска “Назад”
- Кнопка пуска “Вперед”
- Кнопка “Стоп”
- Включение станка в сеть
- Включение охлаждения
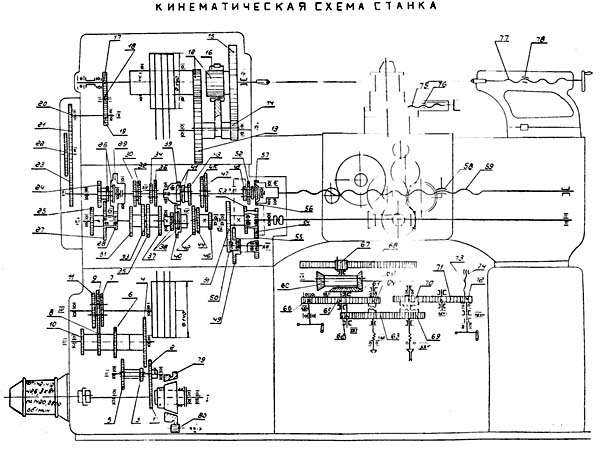
ИЖ-250 Схема кинематическая токарного станка
Кинематическая схема токарно-винторезного станка ИЖ-250
Схема кинематическая токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
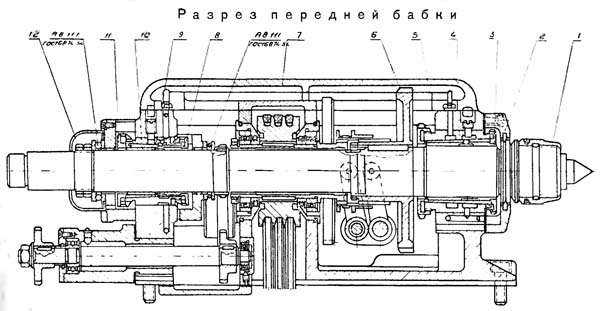
ИЖ-250 Передняя бабка токарного станка
Передняя бабка токарно-винторезного станка ИЖ-250
Передняя бабка токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
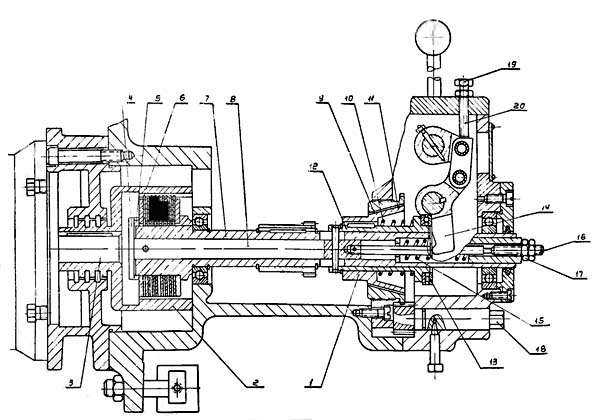
ИЖ-250 Фрикционная муфта и тормоз редуктора токарного станка
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250
Фрикционная муфта и тормоз редуктора токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
ИЖ-250 Коробка подач токарного станка
Коробка подач токарно-винторезного станка ИЖ-250
Коробка подач токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
ИЖ-250 Схема электрическая принципиальная станка
Электрическая схема токарно-винторезного станка ИЖ-250
Схема электрическая токарно-винторезного станка ИЖ-250. Смотреть в увеличенном масштабе
Токарно-винторезный универсальный станок ИЖ-250. Видеоролик.
Технические характеристики токарно-винторезного станка ИЖ-250
| Наименование параметра | иж-250 | 1и611п | 250итвм |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н,П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть |
| Выключающие поперечные упоры | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет |
| Резцовые салазки | |||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1180 | 1180 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Токарный станок ИЖ 250: технические характеристики, обзор
В конце первой половины прошлого столетия заводом ИЖМАШ начал выпускаться токарный станок ИЖ 250. Выпускавшийся в трех модификациях агрегат предназначен для осуществления различных токарных операций на индивидуальном и промышленном производстве. Конструкция устройства предусматривает установку обрабатываемых болванок в таких зажимах: центры, кулачковые патроны или цанга. Предназначается для работы с небольшими заготовками и используется на заводах, специализирующихся на производстве приборов и инструментов. Высокая точность работ, выполняемых агрегатом, будет обеспечиваться наиболее продолжительное время, если его применять при завершающих операциях. Иные работы лучше производить на станках других моделей.
Токарный станок ИЖ 250: технические характеристики
Согласно паспорту, устройство обладает следующими характеристиками:
- вес – 1180 кг;
- габариты – 179х81х140 см;
- точность по ГОСТ – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении – 30 см;
- длина болванки в максимальном значении – 50 см;
- диаметр обрабатываемого прутка в максимальном значении – 2,4 см;
- сечение резца в максимальном значении – 1,6х1,6 см;
- передвижение пиноли в максимальном значении – 8,5 см;
- количество оборотов главного вала – 25-2500 об/мин.
Какие задачи решает агрегат?
Устройство представлено в трех модификациях, имеющих некоторые различия:
- Модель ИТВМФ1 – имеет в комплектации индикаторы чисел, обеспечивающие большую точность и удобство проводимых операций.
- Модель ИТВМ03 – расстояние между центрами увеличено для обеспечения удобства работы с нестандартными заготовками.
- Модель ИТПМ – предназначена для работ при повышенных нагрузках на узлы и не обладает повышенной точностью.
Индикация цифрового типа, представленная в модели ИТВФ1, повышает производительность, поскольку при работе не требуется предварительное измерение заготовок и исключаются прочие расчеты, такие как фиксирование в памяти или на бумаге количество оборотов лимба. Кроме того, данная система позволяет компенсировать износ инструментов и неточности механизмов установки, что не требует человеческого контроля.

Нониус, предусмотренный конструкцией, позволяет производить точный отсчет поперечных передвижений до 0,005 мм/об. Осевая и перпендикулярная подачи, широкий спектр доступных для нарезки резьбы величин обеспечиваются коробкой подач. Нарезка резьбы повышенной точности осуществляется благодаря соединению гитары и винта, без задействования коробки подач.
Ручные и механические подачи резцедержателя, продольные и поперечные, нарезка резьб под воздействием ходового винта, обеспечивается закрытым фартуком установки. Все подачи управляются одним рычагом, чье положение соответствует направлению перемещения суппорта. Ходовой винт и валик одновременно запускаться не могут, благодаря встроенному устройству блокировки.
Технические характеристики модификаций
Согласно паспорту, модификации установки ИЖ 250 имеют следующие характеристики:
- вес: ИТПМ – 1180 кг; ИТВМ03 – 1040 кг; ИТВМФ1 – 1290 кг;
- габариты: ИТПМ – 179х81х140 см; ИТВМ03 – 200,5х81х140 см; ИТВМФ1 – 179х95,5х158 см;
- точность по ГОСТ: ИТПМ – П; ИТВМ03 – В; ИТВМФ1 – В;
- диаметр обрабатываемой болванки над станиной в максимальном значении: для всех моделей – 24 см;
- диаметр обрабатываемой болванки над резцедержателем в максимальном значении: для всех моделей – 16,8 см;
- диаметр устанавливаемой болванки над станиной в максимальном значении: для всех моделей – 30 см;
- длина болванки в максимальном значении: для всех моделей – 50 см;
- диаметр обрабатываемого прутка в максимальном значении: для всех моделей – 2,4 см;
- сечение резца в максимальном значении: для всех моделей – 1,6х1,6 см;
- передвижение пиноли в максимальном значении: для всех моделей – 8,5 см;
- количество оборотов главного вала: для всех моделей – 25-2500 об/мин.
Конструктивные особенности
Токарная установка обладает следующими особенностями конструкции:
- ходовой винт, при произведении токарных работ, смазывается автоматически;
- подачи и обороты вала имеют большой интервал, что обеспечивает операции лучшей производительностью, а обработанную поверхность большим качеством;
- особый механизм остановки агрегата, установленный в фартуке, обеспечивает жестким упором оборудование при работе и защищает коробку подач от перегрузок;
- беззазорная сцепка, которой зафиксирована резцовая головка, повышает точность установки и жесткость;
- роботизированный принцип, управляющий скоростями главного вала, обеспечивает предварительную подготовку следующего запуска нового вида работ в определенный момент. Такая подготовка осуществляется еще во время работы;
- особая конструкция механизмов главного вала позволяет легко производить замену приводных ремней;
- универсальность механизмов коробки подач позволяет производить нарезку любых резьб, не заменяя зубчатых колес гитары;
- рабочая поверхность основания станка изготовлена из хромоникелевого чугуна, направляющие закалены высокочастотными токами и отшлифованы;
- подачи управляются мнемоническим образом при помощи одной рукояти.
Нюансы эксплуатации
Неотъемлемой частью механизмов установки являются система ремней клиновых и поликлиновых, электрический двигатель 3 кВт и редуктор, имеющий 12 скоростей, которые переключаются маховиком, связанным с селекторными дисками.

Маховик поворачивается, создавая необходимую комбинацию отверстий, в которые устанавливаются рычажные фиксаторы, обеспечивающие сцепление блоков различных зубчатых колес и их своевременное переключение. Для приостановки зубчатых колес оттягивается рычаг управления, эта операция производится после выбора нужной скорости, а после необходимые блоки зацепляются.
Механизм закрытого фартука отвечает за осевые и перпендикулярные подачи резцедержателя, как при ручном, так и при механическом управлении, и за нарезку резьб, при задействовании ходового винта. За осуществление прочих токарных работ отвечает ходовой валик.
Блокировочный механизм, установленный в фартуке, предотвращает одновременный запуск подач, осевых и перпендикулярных, и ходовых валика и винта. На передней части фартука расположен рычаг управления подачами. При работе с устройством стоит обратить внимание на такие моменты:
- Некоторые модели не предусматривают использование редуктора. Настройка скорости главного вала в таких моделях производится переключением скорости вращения электрического двигателя, мощностью 5,5 кВт.
- Подключение к сети осуществляется пакетным переключателем.
- Для обеспечения работы устройства требуется напряжение в 380В и трехфазная сеть.
Электрической схемой установки предусмотрена защита от перегрева. Срабатывая во время работы, система отключает двигатели только после ее завершения. Вращения главного вала возобновляются не раньше возврата переключателя теплового реле в начальное положение.
Наличие плавких предохранителей защищает систему от коротких замыканий. Двигатели защищены от перегрузок тепловыми реле, а нулевая защита электросхемы осуществляется пускателем.
Видео: токарный станок ИЖ-250.
metmastanki.ru
Токарный станок ИЖ-250 по металлу
Ижевским машиностроительным заводом было выпущено множество агрегатов, инструментов и оборудования за всю свою историю деятельности. Токарный станок ИЖ 250 стал одним из самых популярных агрегатов, спрос на который сохраняется и сейчас. Было выпущено несколько модификаций этого оборудования, которые часто используют и на больших, и на маленьких предприятиях.
С помощью ИЖ 250 можно выполнять множество видов токарных задач в цанге, центрах или патроне. Токарный станок по металлу ИЖ может изготовить метрические, дюймовые и модульные резьбы.
Назначение ИЖ 250
Токарный станок по металлу ИЖ 250 обеспечивает высококачественное исполнение заключительных операций. Чтобы произвести точение, не требующее большой точности, и, оказывающее солидные нагрузки на станок, стоит выбрать другую модификацию оборудования – 250 ИТП. Для удовлетворения спроса Ижмаш выпустил несколько модернизированных вариантов ИЖ 250:
- ИЖ 250 ИТВМ.03 имеет большее расстояние между центрами, позволяющее легко обрабатывать детали нестандартной формы.
- ИЖ 250 ИТВМФ1 – агрегат, имеющий цифровой индикатор, что повышает удобство, точность и эффективность работы.
- ИЖ 250 ИТПМ используется для токарных операций невысокой точности.
Преимущества 250 ИТВМФ1
Наиболее востребован в современных условиях 250 ИТВМФ1 благодаря дополнительному цифровому индикатору. Она гарантирует высокую продуктивность без потери качества. Индикатор позволяет ускорить измерение геометрии обрабатываемой детали и выполнить примерный проход.
Точность размеров составляет от 0,1 до 100 мкм. А также оператору не нужно помнить количество оборотов лимба, самостоятельно, и порой вручную, определять характеристики и параметр. Станок автоматически компенсирует небольшие проблемы взаимодействия собственных деталей, износ режущих частей.
Чтобы считать поперечные передвижения с высокой точностью – до 0,005 мм/об – станок оснащён механизмом-верньером. Ходовой винт соединяется напрямую с гитарой без участия коробки передач.
Модификации ИТВ соответствуют по ГОСТ 8-82 классу точности В, станки ИТП – П.

Строение ИЖ 250ИТВМФ1
Специфика конструкции станка
Наибольший диаметр детали, которую может обработать агрегат над станиной – 240 мм. Заготовка, обрабатываемая над суппортом, может иметь диаметр до 168 мм. Самая большая длина заготовки составляет 0,5 м.
Частота прямого вращения шпинделя имеет широкий диапазон – от 63 до 3150 об/мин. Обратное вращение шпинделя может производиться с такой же скоростью. Шаг метрической резьбы составляет от 0,2 до 24 мм.
А также станок токарно-винторезный работает с такими нюансами:
- Автоматическое смазывание ходового винта при нарезании резьбы.
- Большой диапазон регулировки скорости оборотов шпинделя и подачи.
- Фартук станка оборудован остановом, способным защитить от перегрузок и, благодаря которому точение может производиться по жёсткому упору.
- Отсутствие зазоров при креплении резца, которое повышает жёсткость и точность её положения в процессе работы.
- Наличие преселективного управления, которое позволяет выбрать скорость работы шпинделя, подготовить станок к следующей операции.
- Удобное строение шпиндельного узла, позволяющее достаточно быстро и легко менять приводные ремни, без разбора самого узла.
- Универсальная коробка передач позволяет нарезать любые виды резьбы, не меняя при этом шестерни на гитаре.
- Станина изготовлена из чугуна с добавками хрома и никеля, направляющие очень гладкие и закалены токами высокой частоты.
- Мнемонический принцип подачи выполняется рычагом, перемещение которого совпадает с направлением движения резца.
Работа станка ИЖ 250
Особенности управления
Привод оборудования имеет электродвигатель, мощность которого 3 кВт, редуктор с 12 режимами скоростей, система клиновых и поликлиновых ремней. Для изменения режима работы токарь поворачивает маховик, при этом создаётся сочетание отверстий, в которые входят пальцы рычагов, чтобы зацепить блоки шестерёнок. Шестерни приостанавливают своё движение благодаря оттягиванию рычага, что и позволяет сменить скорость работы станка.
Токарно-винторезный станок ИЖ 250 оборудован закрытым фартуком, обеспечивающим поперечные и продольные подачи суппорта вручную и механически, нарезание резьбы с использованием ходового винта. Устройство блокировки не позволяет включать ходовой валик с ходовым винтом вместе.
Для агрегата требуется три фазы, напряжение 380 В с частотой тока 50 Гц и 36 В для местного освещения. Подключение к электрической сети выполняется с помощью пакетного выключателя.
В некоторых вариантах выполнения ИЖ 250 смена скорости вращения шпинделя происходит благодаря смене частоты вращения приводного вала двигателя без участия редуктора. Для таких моделей используются электродвигатели мощностью 5,5 кВт.

Электродвигатели мощностью 5,5 кВт. для токарного станка
Проблемы в эксплуатации и правила безопасности
Проблемы при эксплуатации токарного станка могут возникнуть в случае недостаточного ухода за оборудованием или неправильной работы с ним.
Факторами, которые влияют на качество точения, являются:
- некорректное затачивание режущих деталей станка;
- неправильный подбор режима эксплуатации;
- несоответствие осей центров в процессе работы в центрах в связи с отклонением задней бабки при поперечном перемещении;
- непрочная фиксация резца;
- плохое крепление шпинделя.
Токарным операциям с металлическими заготовками могут сопутствовать опасные явления и факторы:
- электричество;
- стружка и кусочки металла;
- нагревание обрабатываемых заготовок и оборудования;
- движущиеся детали и механизмы;
- недостаточное освещение рабочей зоны;
- возникновение отблесков.
Чтобы обеспечить безопасность на станке есть защитные кожухи и ограждения рабочей зоны, гитары, вращающихся частей. В момент выполнения токарных операций запрещено снимать защитные ограждения. Важно соблюдать чистоту рабочего места и оборудования. А также обязательно одевать спецодежду – костюм, закрывающий тело от возможного попадания металла, и защитные очки.
Перед началом работы обязательно нужно проверить чистоту рабочей зоны, надеть спецодежду и защитные аксессуары, проконтролировать наличие защитных устройств станка, смазку деталей и исправность оборудования. В том числе настроить освещение.
Заключение
Итак, токарно-винторезный станок ИЖ 250 является легендарной продукцией Ижевского машиностроительного завода. Несмотря на отсутствие значительных изменений в конструкции оборудования, он всё же обеспечивает высокую точность выполнения получистовых и финишных токарных операций.
Станок до сих пор востребован на приборостроительных предприятиях. Современные модели ИЖ 250 имеют качественную электрику и детали повышенной прочности, а для изготовления станин используется компьютерный метод.
Видео: Шабрение станины станка ИЖ-250
promzn.ru
Токарный станок ИЖ 250: конструкция, паспорт и характеристики
ИЖ 250 — популярное в России оборудование, которое несмотря на свой возраст до сих пор успешно используется. Дело в том, что станок дает возможность обработки массы различных предметов, он универсальный по свой сути. Модели, обладающие большими техническими характеристиками и большей сферой применения, имеют значительную стоимость. В то время как токарный станок ИЖ 250 относится к относительно бюджетному классу.
Сведения о производителе токарно-винторезного станка ИЖ-250
Токарное оборудование, известное не только в Российской Федерации, но и далеко за ее пределами, производилось на Ижевском машиностроительном заводе. При помощи устройства можно проводить обработку деталей большей части форматов в центре, цанге и патроне. Уникальный и многопрофильный станок производился в нескольких модификациях на заводе.
ИЖ 250 использовался практически повсеместно на крупных предприятиях. Но также, если позволяли производственные мощности, применяли в небольших компаниях.

Специалисты Ижмаша, работящие в то время, пытались создать профессиональный и многопрофильный агрегат, который имел бы относительно небольшие размер и был удобен в использовании. Выпускалось несколько вариаций.
Сейчас варианты ИТВМ03, ИТПМ и ИТВМФ1 с завода не встретить в продаже. Но на некоторых ресурсах продаются старые, отремонтированные агрегаты.
Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни. Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.

Основные технические характеристики
Высокие технические параметры и расширенная сфера применения определяются особыми особенностями сборки и детальными схемами станка.
Общий вид станка
При соответствующем качестве поверхности станок ИЖ производит обработку точно и эффективно. Отличительная особенность, которая сразу заметна по внешнему виду, есть специальное преселективное управление скоростями. В результате переключения шпинделя в предыдущем шаге при выполнении нового не потребуется переключать скорость. Это обеспечивает не только дополнительное удобство и увеличение скорости работы, но и безопасность мастера. Подачи регулируются при помощи рукоятки, при этом направление устройства идентичное тому, куда направлен суппорт.
Управление приводом ведется через редуктор с 12 потенциалами. Шестерни переключаются в результате поворота маховика — создается схема отверстий. Удобна система цифровой индикации. Специалист может производить замеры с точностью до 0,1 мкм.

Выделяют особенности конструкции ИЖ, которые обуславливают его технические характеристики. В частности, шпиндель устанавливается на подшипники с 22 скоростями, первая половина из которых осуществляется посредством редуктора, в вторая — посредством коробки передач. Также следует обратить внимание, что:
- конус Морзе равен 5,
- редуктор состоит из коробки 4 оси,
- коробка активна посредством гитары и передней бабки,
- регуляция шага и скорости происходит при помощи рукоятки,
- суппорт не вызывает вращение вала,
- фартук отвечает за превращение движения в поперечное.
Описание общего вида нельзя считать законченным, если не указать установленное электрическое оборудование. В стандартных вариациях есть электродвигатель привода с мощностью до 3 кВт, двигатель привода маслонасоса с мощностью до 0,18 кВт, двигатель привода охладителя с мощностью до 0,125 кВт. Также есть тепловое реле, которое используется для защиты электрических механизмов, магнитные реверсивные и нереверсивные пускатели.

Габариты рабочего пространства
Характеристики современных моделей, которые выпускаются частниками, а не Ижмашем, могут быт иными. Следует рассчитывать габариты рабочего пространства исходя из общих характеристик оборудования, учесть то, какие материалы будут обрабатываться и место для комфортного расположения сотрудника. В частности, габариты устройства:
длина — 1790 миллиметров,
высота — 1400 миллиметров,
ширина — 810 миллиметров.
Показатели веса колеблются даже у стандартных видов оборудования. Может весить от 1040 до 1290 килограмм.
Перечень и расположение органов управления
Устройство состоит из 27 узлов. В частности есть рукоятки таких типов:
- работы редуктора,
- скоростных изменений (две штуки),
- шестерен коробки передач (четыре штуки),
- вариаций винта и валика,
- управления включением и выключением полным,
- подачи суппорта (продольная и поперечная),
- реверса,
- ходового винта,
- резцовой головки,
- задней бабки,
- пиноли.
Есть несколько маховиков, которые отвечают за изменение положения суппорта продольное и поперечное, пиноли задней бабки. Установлены переключали скоростей, кнопки возврата и действия, остановки. Дополнительно есть кнопка для включения освещения и охлаждения, подтверждающая начало работы токарного станка от электрической сети.
Шпиндель токарно-винторезного станка ИЖ-250
Вариации функционала шпинделя в ИЖ различная, определяется параметр преселективным управлением. Это удобно для мастера — нет необходимости отрываться от работы. Он заранее выставляет последующее включение по необходимым для себя параметрам и просто продолжает дальше работу.
Шпиндельный узел имеет неординарную конструкцию. Это свойство позволяет заменять приводные ремни максимально быстро.
Подачи и резьбы
Управление ведется в огромном диапазоне — главная отличительная особенность ИЖ 250. Есть вариации поперечной и продольных передач. Особенность в том, что ходовых винт соединяет прямым способом с гитарой техники, при этом не влияя на функционал коробки передач. Это обуславливает возможность четкой нарезки.
Передняя бабка
Кроме основных особенностей конституция передней бабки в ИЖ позволяет выбирать рукоятки коробки передач и тем самым осуществлять движение через гитару оборудования. Включает 10 скоростей через коробку.
Фрикционная муфта
Консоль является стандартным устройством передачи вращательного движения узлам. В ИЖ рассматриваемой модели она состоит из восьми узлов, имеет квадратную форму.
Тормоз редуктора токарного станка
Тормоз редуктора соединен с фрикционной муфтой. Благодаря этому фактору удается быстро замедлить вращательное движение и остановить процесс полностью. Качественный тормоз — необходимость для устройства такого класса.
Коробка подач
Устройство коробки передач следует внимательно изучить перед тем, как приступить к эксплуатации оборудования. Рукояток 4 вида, при этом в инструкции указывают параметры резьбы и подачи. Есть таблицы метрической и модульной резьбы и подач.
Обратить внимание следует на то, что при нарезании модульного типа гитара изменяется на передаточное отношения 55 к 28.
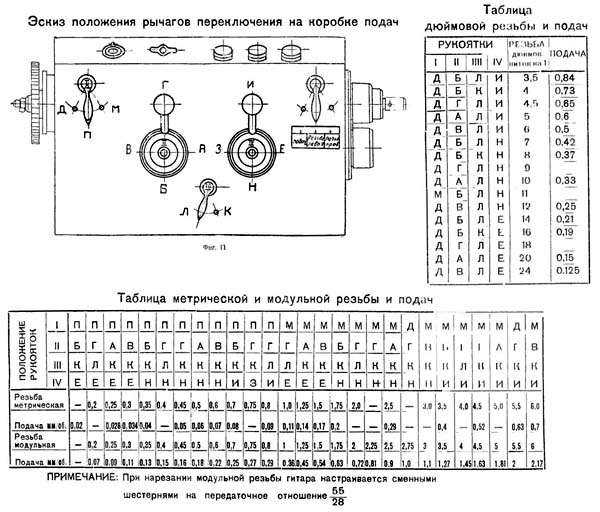
Схема кинематическая токарного станка
Паспорт изделия содержит информацию о кинематической схеме. Изучение движения занимает несколько дней, а то и месяцев.
Сотрудники без специальных знаний о кинематике техники не должны допускаться к управлению.
Электрическая принципиальная схема
Электрическая схема позволяет проследить, как расходуется энергия. В паспорте также указывается, как именно работают пакетные выключатели скорости, насоса охлаждения, тепловое реле, лампа местного освещения, магнитный пускатель и другие узлы.
Принципиальная электрическая схема важна для изучения. Грамотный специалист должен самостоятельно определять источник поломки и ремонтировать.
Модификации станка
ИЖ 250 выпускался вплоть до 1964 года. Но частные фирмы делают реплики. Выпущенные модификации предназначались для проработки тщательных одноплановых функций. В частности:
- ИЖ 250ИТВМ 01 и 03 имели большее расстояние осей,
- ИЖ 250 ИТВМФ1 имел современную индикацию,
- ИЖ 250 ИТПМ выполнял стандартные токарные работы.
Стандартный ИЖ 250 — универсален. Работает на патронах, в центрах, приводит нарезку модульных, метрических и дюймовых инструментов.

Правила эксплуатации станка ИЖ-250
В инструкции указывается, что включение одновременно винта и валика невозможно из-за установленной блокировки. Использовать редуктор для увеличения скорости нельзя. Подключение производится с помощью пакетного выключателя. Используется трехфазная сеть с напряжением 380 В.
Насколько используется модель сегодня
На заводе такой токарный станок выпускали до 1964 года. Далее начали производство модификаций, преимущества и особенности которых указаны в статье.
ИЖ 250 не теряет актуальности. Частные компании выпускают аналоги. Модели оснащены полезными функциями, собраны из надежного материала, имеют повышенный класс точности.

xn—-ntbhhmr6g.xn--p1ai
250ИТВМ Станок токарно-винторезный высокой точностиСхемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 250ИТВМ
Производитель токарного станка 250ИТВМ – Ижевский станкостроительный завод ИжмашСтанко, основанный в 1807 году.
История станкостроения на Ижевском машиностроительном заводе “Ижмаш” начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок фирмы “Леве” с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали “Удмурт”, “Удмурт-2” (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
250ИТВМ Станок токарно-винторезный высокой точности универсальный. Назначение и область применения
Станки токарно-винторезные моделей 250ИТВМ предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
С целью длительного сохранения точности обработки станки необходимо использовать только для финишных или получистовых операций. Станок модели 250ИТВМФ1 оснащен системой цифровой индикации (в дальнейшем УЦИ), позволяющей повысить производительность труда за счет сокращения вспомогательного времени на пробные проходы, на измерение деталей. Применение УЦИ облегчает работу токаря за счет исключения расчетов и необходимости запоминания оборотов лимба.
Особенности конструкции и принцип работы станка
Конструкция универсальных токарно-винторезных станков моделей 250ИТВМ выполнена на базе станка ИЖ1И611П – наиболее удачного по конструкции и техническим возможностям станка
Станок модели 250ИТВМ, 250ИТВМ.01 является базовой моделью для станков 250ИТВМ.03, 250ИТВМФ1, 250ИТПМ.
Станок модели 250ИТВМФ1 дополнительно оснащается устройством цифровой индикации (УЦИ).
Станок 250ИТПМ (класс точности П по ГОСТ 8-82) применяется для выполнения более грубых и менее точных работ и изготавливается по особому заказу.
Конструкция станка модели 250ИТВМ.03 отличается от базовой модели 250ИТВМ, 250ИТВМ.01 большим межцентровым расстоянием (500 мм и 750 мм)
Привод главного движения осуществляется от электродвигателя через двенадцати скоростной редуктор, клиновые и поликлиновые ремни. При повороте маховика в двух селекторных дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки шестерен. После этого оттягиванием рукоятки на себя сначала осуществляется притормаживание вращающихся шестерен, а затем их переключение. В передней бабке размещены приемный шкив, шпиндель, перебор 1:8, звено увеличения шага резьбы. Станок модели 250 ИТВМФ1 оснащен системой цифровой индикации (УЦИ).
Оснащение станка УЦИ позволяет:
- осуществлять индикацию размеров в мм или в дюймах с дискретностью от 0,1 до 100 мкм;
- проводить линейную компенсацию погрешностей механических элементов станка, например, износ направляющих;
- вводить компенсацию износа инструмента.
Для точного отсчета поперечных перемещений предусмотрен механизм-верньер, позволяющий осуществлять перемещения 0,005 мм/об. Коробка подач обеспечивает широкий диапазон величин нарезаемой резьбы, продольной и поперечной подач. Для нарезания точной резьбы предусмотрено прямое соединение ходового винта с гитарой, минуя механизм коробки подач.
Фартук закрытого типа обеспечивает продольные и поперечные подачи суппорта вручную и механически от ходового валика, а также нарезание резьбы при помощи ходового винта. Управление подачами осуществляется одной рукояткой. Направление включения рукоятки совпадает с направлением перемещения суппорта. Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового валика, а также продольной и поперечной подач. На станке устанавливаются электродвигатели и аппаратура, рассчитанные на напряжение 380 В трехфазного переменного тока частотой 50Гц, напряжении местного освещения 36 В. Подключение станка к электросети осуществляется пакетным включателем.
Класс точности станков 250ИТВМ В по ГОСТ 8-82
Станки предназначены для использования в условиях УХЛ4 ГОСТ 15150-69.
В станках использованы изобретения по авторским свидетельствам 173094, 312739, 249142, 28М05, 288496, 583912, 831503, 1199461.
Станки сертифицированы. Сертификат соответствия № РОСС RU.АЯ04.В10876, срок действия до 17.06.2006 года.
Особенности конструкции:
- Широкий диапазон оборотов шпинделя и подач, обеспечивают производительную обработку при хорошем качестве поверхности.
- Преселективное управление скоростями шпинделя позволяет подготовить последующее включение во время работы станка и быстро осуществить его в нужный момент.
- Универсальная коробка подач даёт возможность нарезать все метрические резьбы и распространённые дюймовые и модульные резьбы без смены шестерён на гитаре.
- Мнемоническое управление подачами обеспечивается одной рукояткой, направление включения которой совпадает с направлением выбранного перемещения суппорта с резцовой головкой.
- Беззазорная фиксация резцовой головки обеспечивает высокую жёсткость и точность установки.
- Ходовой винт смазывается автоматически при нарезании резьбы.
- Конструкция шпиндельного узла позволяет быстро сменить приводные ремни без разборки узла.
- Станина станка изготовлена из хромоникелевого чугуна, направляющие закалены токами высокой частоты и отшлифованы.
- Механизм останова, расположенный в фартуке, предохраняет механизмы подач от перегрузок, а также позволяет работать по жёсткому упору при точении.
- Возможно исполнение станка без редуктора с регулированием частоты вращения шпинделя.
Габариты рабочего пространства станка 250ИТВМ

Габариты рабочего пространства станка 250итвм
Общий вид токарно-винторезного станка 250ИТВМ

Фото токарно-винторезного станка 250итвм
Расположение составных частей станка 250ИТВМ

Расположение основных узлов токарного станка 250итвм
Перечень составных частей станка 250ИТВМ
- Станина 250ИТВМ.10.000 (250ИТВМ.03.10.000)
- Редуктор 250ИТВМ.17.000
- Коробка подач 250ИТВМ.30.000
- Гитара 250ИТВМ.25.000
- Бабка передняя 250ИТВМ.21.000
- Электрооборудование 250ИТВМ.90.000
- Разводка УЦИ 250ИТВМФ1.94.000
- Ограждение (патрона) 250ИТП.86.000
- Фартук 250ИТВМ.50.000
- Резцедержатель четырехпозиционный 250ИТП.61.000
- Ограждение (суппорта) 1И611П.89.000
- Суппорт 250ИТВМ.60.000
- Охлаждение 250ИТП.70.000
- Бабка задняя 250ИТП.40.000
- Ограждение 250ИТВМ.10.02.000
- Смазка 250ИТВМ.74.000
Расположение органов управления токарно-винторезным станком 250ИТВМ

Расположение органов управления токарным станком 250итвм
Перечень органов управления станком 250ИТВМ
- Маховик выбора частоты вращения шпинделя
- Рукоятка включения частоты вращения шпинделя
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятки выбора величины подач и шага резьбы
- Рукоятка переключения перебора
- Рукоятка переключения трензеля и звена увеличения шага
- Выключатель электронасоса охлаждения
- Вводной выключатель
- Замок запирания вводного выключателя
- Цифровое табло для станка 250ИТВМ Ф1
- Выключатель станции смазки
- Кнопка общего останова и аварийного отключения станка
- Маховик ручной продольной подачи
- Ручка ручной поперечной подачи
- Рукоятка закрепления резцедержателя
- Рукоятка включения и выключения гайки ходового винта
- Маховик перемещения верхних салазок
- Выключатель освещения
- Рукоятка зажима пиноли
- Рукоятка закрепления задней бабки на станке
- Маховик перемещения пиноли
- Гайка для закрепления задней бабки на станине
- Рукоятка реверсирования подачи
- Рукоятка пуска и останова
- Винт регулирования предохранительного механизма
Схема кинематическая станка 250ИТВМ
Кинематическая схема токарно-винторезного станка 250итвм
Схема кинематическая токарно-винторезного станка 250ИТВМ. Скачать в увеличенном масштабе
Краткое описание и особенности конструктивного оформления основных сборочных единиц и принадлежностей
Примечание. Иллюстрации сборочных единиц, описание которых приводится ниже, приведены в третьей части руководства по эксплуатации 250ИТВМ.00.000 РЭ2 Сведения по запасным частям.
Станина (250ИТВМ.10.000, 250ИТВМ.03.10.000)
Станина литая чугунная жесткой конструкции с дополнительными П-образными ребрами устанавливается на монолитной тумбе. Станина имеет две призматические и две плоские направляющие. Внутри тумбы станка смонтированы редуктор и электродвигатель главного привода, станция смазки и установка для охлаждения.
Редуктор (250ИТВМ.17.000)
Редуктор, установленный в левой части тумбы, представляет собой четырехосную коробку скоростей с приводом от фланцевого электродвигателя.
Редуктор крепится болтами к переходному кронштейну 51, кронштейн закреплен на основании тумбы.
Изменение частоты вращения осуществляется преселективным устройством, позволяющим производить ее выбор во время работы станка. Выбор частоты вращения производится маховиком 1 (рисунок 6), поворотом которого в двух дисках создается определенная комбинация отверстий под фиксирующие пальцы рычагов, переключающих блоки зубчатых колес. В нужный момент включение предварительно выбранной маховиком частоты вращения шпинделя осуществляется с помощью рукоятки 2 (рисунок 6) в два этапа: вначале рукоятку оттягивают на себя до появления заметного усилия, удерживая рукоятку в этом положении, выжидают, пока не снизится частота вращения шпинделя (не выше 100 об/мин), затем рукоятку оттягивают до отказа, произведя, таким образом, включение установленной частоты вращения.
При работе на низкой частоте вращения шпинделя (ниже 100 об/мин.) включение может быть произведено сразу движением рукоятки до отказа. Если по каким-либо причинам после первой попытки переключение не произошло, необходимо отпустить рукоятку и произвести переключение повторно.
Передняя бабка (250ИТВМ.21.000)
В передней бабке шкивная группа вынесена на левый торец корпуса, что позволяет производить замену приводного ремня без какой-либо разборки узла.
Корпус передней бабки базируется на штырь, расположенный под шпинделем, что дает возможность избежать увода шпинделя в сторону при тепловых деформациях и удобно произвести выверку оси шпинделя. Шпиндель станка получает вращение от шкива напрямую и через перебор 1:8. На передней стенке бабки (справа) находится рукоятка переключения шестерен перебора и зубчатой муфты. Управление перебором и зубчатой муфтой сблокировано так, что одновременное их включение невозможно. Чтобы не смять торцы шестерен, переключение на ходу не рекомендуется. В корпусе передней бабки имеется звено увеличения шага и трензель.
Коробка подач (250ИТВМ.30.000)
Коробка подач закрытого типа позволяет нарезать метрические, модульные, дюймовые резьбы и получать подачи от 0,01 до 1,8 мм/об.
Поперечные подачи равны половине продольных. Передача движения в коробку подач от редуктора идет клиновым ремнем на приемный вал коробки подач при точении и через сменные шестерни при нарезании резьбы.
Переключение рукояток коробки подач на частотах вращения шпинделя до 100 об/мин, допускается производить на ходу станка, на более высоких частотах на замедлении при кратковременном отключении станка рукояткой 2 (рисунок 6).
Гитара (250ИТВМ.25.000)
Гитара крепится на левом торце шпиндельной бабки. Включение ременной и зубчатой передачи сблокировано и не может быть произведено одновременно. Выбор передачи производится при помощи рукоятки 3 (рисунок 6) расположенной на передней крышке коробки подач.
Бабка задняя (250ИТП.40.000)
Прижим задней бабки осуществляется поворотом рукоятки 26 (рисунок 6), регулирование прижима производится гайками 21. Для более надежного зажима предусмотрен дополнительный винт 19.
Для обточки небольших конусов корпус задней бабки может смещаться с линии центров в пределах ±10 мм винтами.
Для выверки осей передней и задней бабки относительно направляющих станины в горизонтальной плоскости необходимо совместить платики на корпусе и поддоне. Положение пиноли фиксируется рукояткой 25 (рисунок 6).
Фартук (250ИТВМ.50.000)
Фартук обеспечивает получение продольных и поперечных подач суппорта вручную; механически от коробки подач через ходовой вал, а также нарезание резьб при помощи ходового винта.
Фартук имеет четыре муфты, позволяющие осуществить прямую и обратную подачу в продольном и поперечном направлениях. Управление подачей осуществляется одной рукояткой поз.29 (рисунок 6).
Перемещение рукоятки при включении того или иного движения совпадает с направлением перемещения суппорта при левом вращении ходового вала, независимо от вращения шпинделя.
Для автоматического отключения подач при работе по жестким упорам, а также при перегрузках фартук имеет механизм, который можно регулировать винтом 31 (рисунок 6). Для настройки на максимальное тяговое усилие равное 5000 Н (500 кг) необходимо винт 31 завернуть до отказа, затем вывернуть на пять оборотов и зафиксировать гайкой. При срабатывании механизма рукоятка 29 (рисунок 6) автоматически в нейтральное положение не возвращается, ее переключение необходимо произвести вручную. В некоторых случаях работа механизма сопровождается незначительным треском, что не является признаком его неисправности.
Наличие блокировочного устройства исключает возможность одновременного включения ходового винта и ходового вала, а также продольной и поперечной подачи.
Суппорт (250ИТВМ.60.000)
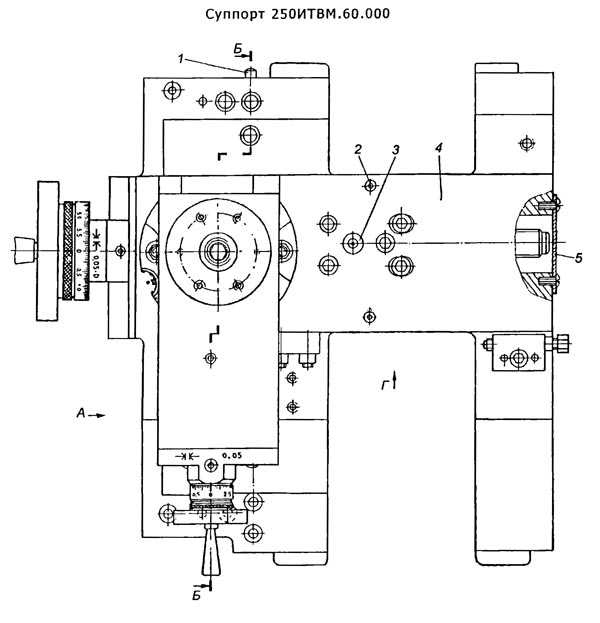
Чертеж суппорта токарно-винторезного станка 250итвм
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины и поперечное перемещение по направляющим каретки. Ручное поперечное перемещение осуществляется маховиком 19 (рисунок 6). Верхняя часть суппорта имеет независимое ручное перемещение по направляющим средней поворотной части и может поворачиваться на 60° в сторону рабочего и на 70° от рабочего. На суппорте установлен четырехпозиционный поворотный резцедержатель. На поперечной каретке предусмотрена установка заднего резцедержателя, поставляемого по особому заказу.
Зона резания защищена ограждением, имеющим смотровое окно из прозрачного материала. Ограждение крепится на стойке, что дает возможность регулировки по высоте. При обработке хрупких материалов имеется возможность установки дополнительного щитка с правой стороны ограждения.
УЦИ (250ИТВМФ1.94.000)
«УЦИ устанавливается на станок модели 250ИТВМФ1 и состоит из двух преобразователей линейных перемещений (ПЛП) и устройства цифровой индикации (УЦИ). УЦИ позволяет судить о месте положения резца в процессе обработки детали. Начало обработки совмещается с 0 на табло УЦИ.
Установка преобразователя координаты X (250ИТВМФ1.94.01.000) предназначена для преобразования перемещений поперечной каретки суппорта в электрический сигнал, который преобразуется в цифровую форму с вводом показаний на табло УЦИ координаты X.
Корпус ПЛП установлен на опорах 5 и 7, закрепленных в Т – образном пазу поперечной каретки и перемещается вместе с ней, а головка 2 преобразователя крепится к планке 8, закрепленной в пазу суппорта 3, и имеющей возможность перемещения для совмещения базовых поверхностей преобразователя и головки.
Установка преобразователя координаты Z (250ИТВМФ1.94.02.000) предназначена для преобразования продольных перемещений суппорта в электрический сигнал, который преобразуется в цифровую форму с выводом показаний на табло УЦИ координаты Z.
Корпус ПЛП установлен на задней стенке станины. Связь корпуса с кареткой осуществляется кронштейном 3, несущим головку.
Необходимо обратить внимание на то, чтобы зазор между преобразователями и головками был в пределах 1 ± 0,2 мм на всей длине хода, а непараллельность базовых поверхностей преобразователей и головок направлению перемещения не более 0,1 мм,
На станке должен применяться стандартный инструмент, предназначенный для универсальных токарно-винторезных станков.
Схема электрическая принципиальная станка 250ИТВМ
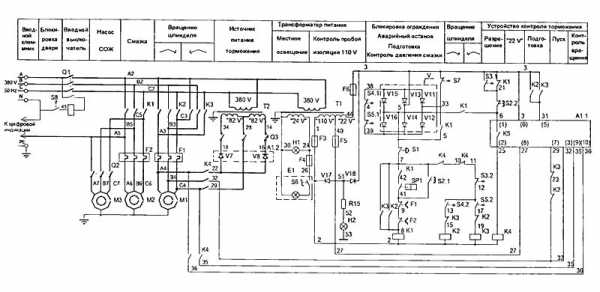
Электрическая схема токарно-винторезного станка 250итвм
Схема электрическая токарно-винторезного станка 250ИТВМ. Скачать в увеличенном масштабе
Питание станка осуществляется от сети трехфазного переменного тока напряжением 380 В, частотой 50 Гц. Качество электроэнергии должно соответствовать ГОСТ 13109-97
Питание цепей электрооборудования осуществляется следующими напряжениями:
- электродвигатели, трансформаторы – 380 В, 50 Гц;
- цепи управления переменного тока -110 В, 50 Гц;
- цепи электродинамического торможения -82 В постоянного тока;
- цепи освещения и сигнализации – 24 В, 50 Гц.
- цепи питания блоков цифровой индикации 220 В*.
Пуск двигателя M1 главного привода осуществляется переводом рукоятки управления в верхнее ИЛИ В нижнее положение. В верхнем положении рукоятки нажимается выключатель S4, который включит пускатель К2, при этом будет прямое вращение электродвигателя M1. При переключении рукоятки в нижнее положение нажимается выключатель S5, который включит пускатель КЗ, двигателю M1 будет обеспечено обратное вращение.
При установке рукоятки управления из верхнего или нижнего положения в нейтральное (среднее) отключится пускатель К2 или КЗ, включится реле К5 устройства контроля торможения А1, которое своим замыкающим контактом включит пускатель торможения К4, другим своим замыкающим контактом подключит вход электронного усилителя на транзисторах V5,V6 к измерительному мосту, образованному статорными обмотками электродвигателя M1 и резисторами R1…R3, а переключающим контактом запустит реле времени на транзисторе V9 а соответствии с рисунком 4 и таблицей 4.
Электродинамическое торможение происходит путем подачи постоянного тока от выпрямительных диодов V7 и V8, расположенных в устройстве контроля торможения А1 в обмотки статора двигателя.
В процессе электродинамического торможения измерительным мостом вырабатывается сигнал вращения в виде переменного напряжения, который и удерживает реле К5 во включенном состоянии. При останове ротора электродвигателя сигнал вращения исчезает, реле К5 отключается и отключает пускатель К4.
При отсутствии настройки устройства контроля торможения реле К5 отключается по сигналу реле времени через 5-8 секунд после его включения.
Переключение частоты вращения редуктора осуществляется его рукояткой, действующей на выключатель S3, который размыкает цепь вращения двигателя и соединяет цепь электродинамического торможения. После переключения скорости при отпускании рукоятки цепь вращения двигателя M1 восстанавливается.
При срабатывании тепловой защиты во время вращения шпинделя отключение двигателя происходит только после окончания обработки. После чего включение вращения шпинделя возможно только после восстановления кнопки возврата теплового реле в исходное состояние.
Включение и отключение электронасоса охлаждения производится выключателем Q2.
Токарно-винторезный универсальный станок 250ИТВМ. Видеоролик.
Технические характеристики станка 250ИТВМ
| Наименование параметра | 250ИТВМ.01 | 250ИТВМ.03 | 250ИТВМФ1 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | В | В | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 240 | 240 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 168 | 168 | 168 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 300 | 300 | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 750 | 500 |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 25 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 24 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Количество ступеней обратного вращения шпинделя, об/мин | 21 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 25..2500 | 25..2500 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 | 4 | 4 |
| Допустимый крутящий момент на шпинделе, Нм | 1051,90 | 1051,90 | 1051,90 |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 20 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 165 | 165 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 |
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 |
| Число ступеней продольных подач | |||
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 | 0,01..1,8 | 0,01..1,8 |
| Число ступеней поперечных подач | |||
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 | 0,2..48 | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..0,5 | 24..0,5 | 24..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,2..12 | 0,2..12 | 0,2..12 |
| Количество нарезаемых резьб питчевых | нет | нет | нет |
| Дискретность УЦИ по координатам X/Z. мм | – | – | 0,001/ 0,005 |
| Задняя бабка | |||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 85 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | 0,05 |
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт/ об/мин | 3/ 1410 | 3/ 1410 | 3/ 1410 |
| Электродвигатель станции смазки, кВт/ об/мин | 0,09/ 1350 | 0,09/ 1350 | 0,09/ 1350 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,18/ 2730 | 0,18/ 2730 | 0,18/ 2730 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Суммарная мощность электродвигателей на станке, кВт | 3,27 | 3,27 | 3,27 |
| Габаритные размеры и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1790_810_1400 | 2005_810_1400 | 1790_810_1400 |
| Масса станка, кг | 1180 | 1240 | 1190 |
Связанные ссылки. Дополнительная информация
Каталог-справочник токарных станков
Паспорта и руководства токарных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Токарный станок ИЖ 250 характеристики модификаций
Токарный станок ИЖ-250 – легендарное детище советского завода ИЖМАШ. Агрегат проектировался для выполнения широкого спектра токарных работ. Интересен тот факт, что машина выпускалась в нескольких модификациях, которые представлены ниже:
- ИТВМФ1 – агрегат, опционально укомплектованный числовыми индикаторами, повышающими удобство работы за станком и точность операций.
- ИТВМ.03 – модель, в которой увеличено межцентровое расстояние для более удобной обработки заготовок нестандартного формата.
- ИТПМ – техника, актуальная при выполнении тех операций, где точность не важна.
Специфика агрегата
Конструкцией станка ИЖ 250 предусмотрен обширный диапазон подач и оборотов, что позволяет подобрать наиболее подходящий режим обработки заготовки. Машина может похвастаться наличием преселективной системы управления передачами шпинделя. Эта особенность дает возможность мастеру заранее подготовить включение нужной скорости в процессе работы агрегата. Отдельного внимания заслуживает мнемоническое управление подачами, которое осуществляется перемещением рукояти.
Токарный станок ИЖ укомплектован системой фиксации головки резца, исключающей малейшие зазоры. Это делает работу за станком предельно точной и жесткой, что отражается на качестве работы в целом.
Занимательно то, что в токарном станке ИЖ 250 предусмотрена автоматическая смазка ходового винта в процессе создания резьбы. Особая схема шпиндельного узла в свою очередь обеспечивает оперативную смену ремней, не требующую тщательной разборки всей конструкции. Все это отражается на скорости и качестве выполнения операций.

Некоторые модификации токарного станка ИЖ имеют прочную станину из высокопрочного чугуна, обеспечивающую достойную жесткость при работе. В этих же модификациях предусмотрены закаленные направляющие, которые делают перемещение инструмента максимально удобным. Агрегаты также комплектуются особыми деталями, которые предотвращают чрезмерную нагрузку на основные механизмы подач.
Устройство
Токарный станок ИЖ 250 оснащен мощным электрическим двигателем, который передает движение посредством 12-скоростного редуктора. Встроенный мотор рассчитан на работу в режиме 380 В. Его номинальная мощность – 3 кВт.
Агрегат укомплектован закрытым фартуком. Подачи суппорта в обоих направления осуществляются мастером вручную или с помощью ходового валика. Закрытый фартук также обеспечивает эффективное и точное нарезание резьбы посредством ходового винта. При этом мастер управляет подачами с помощью рукояти. Направление включения рукояти и направление движения суппорта идентичны. Немалый плюс конструкции состоит в том, что ходовой валик и винт не могут быть запущены одновременно, что обеспечивает встроенное блокировочное устройство.

Если станок ИЖ 250 укомплектован системой цифровой индикации, то это в значительной мере расширяет его функциональность. Эта опция позволяет проводить контроль размеров в дюймах или миллиметрах с точностью 0.1-100 мкм. СЦИ повышает точность обработки деталей, так как дает возможность осуществлять линейную компенсацию погрешностей механических деталей агрегата. Таковой может выступать, к примеру, износ направляющих.
В модели токарного станка ИЖ 250 предусмотрена особая коробка подач, которая обеспечивает значительный диапазон вариаций резьбы. Если у мастера возникает необходимость предельно точного нарезания – ходовой винт может быть напрямую соединен с гитарой, что позволит достичь нужного результата.
Технические характеристики
Токарный станок ИЖ 250 – это многофункциональное оборудование, что подтверждается не только отзывами мастеров, но и цифрами. Предельный диаметр прутка в патроне составляет 24 миллиметра. При этом диаметр обработки над станиной и суппортом составляет 240 и 168 миллиметров соответственно. Предельное сечение резца – 16х16 миллиметров.
Конец шпинделя, предусмотренного конструкцией ИЖ 250, соответствует ГОСТ. ИЖ 250 демонстрирует интенсивность вращения шпинделя, измеряемую 2500 оборотами в минуту, благодаря мощному 3-киловаттному мотору главного движения.
Этот станок имеет серьезные габариты, равные 1790х810х1400 миллиметров. При этом его масса достигает 1180 кг, что заметно затрудняет его перемещение из цеха в цех.
Место модели в современном мире
Несмотря на то, что токарный станок ИЖ 250 был спроектирован еще в СССР, он выпускается и в наши дни без существенных изменений. Это – довольно бюджетное техническое решение, которое, тем не менее, активно вытесняется современными дорогими аналогами. Сегодня мастеру доступны более качественные и надежные агрегаты, укомплектованные системой компьютерного проектирования и рядом других полезных функций. По классу точности ИЖ 250 отстает от современных машин, равно как и по параметрам эргономичности, производительности и т.п.

Мастеру нужно понимать, что возможностей этого агрегата будет достаточно для выполнения ряда токарных работ, не требующих предельной точности. Но не стоит ожидать от ИЖ 250 высокой производительности из расчета на единицу времени. Если же вам нужен обыкновенный надежный агрегат, который стоит смешные деньги, то обратить внимание на ИЖ 250, все-таки, стоит.
Рекомендуем почитать
prostostanok.ru