Химия для пайки
Пайка – это соединение деталей между собой, для соединения этих деталей используется два основных компонента, это припой и флюс. Ни один процесс пайки не обходится без таких материалов как припой, флюс, канифоль, некоторые радиолюбители используют паяльные кислоты, различные смеси и прочее. В этой статье о них и поговорим.
Припой (олово)
Припой – это металл или сплав, применяется для соединения и пайки радиодеталей, имеет температуру плавления ниже, чем соединяемые металлы. Припой прочно соединяет радиодетали между собой, растекается по нему и заполняет зазоры или отверстия между соединяемыми деталями.
Припои бывают мягкие – температура плавления до 300°C и твёрдые – выше 300 °C. Мягкими припоями являются оловянно-свинцовые сплавы.
Продается они в катушках, тюбиках или же в виде прутков. Припои продаются даже с флюсом, такие легче плавятся и канифоль для пайки радиодеталей обычно не требуется. Радиолюбители часто применяют припой марки ПОС-61.
Радиолюбители часто применяют припой марки ПОС-61.
При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен.
У бессвинцовых припоев температура плавления либо выше, либо ниже чем у свинцовооловянных видов припоя. Оловянно-свинцовые припои смачиваются лучше чем бессвинцовые, паять ими удобнее. Швы при использовании бессвинцовых припоев, возникающие при длительной эксплуатации также хуже, чем у припоев, содержащих свинец.
Канифоль
Канифоль бывает еловая или сосновая, применяют для пайки радиодеталей совместно с припоем, канифоль ускоряет пайку и способствует быстрому лужению радиодеталей. Канифоль помогает припою прилипнуть к поверхности и растекается по ней блестящей пленкой. После этого деталь очень легко припаивается.
Перед началом пайки разогретый паяльник сначала “макают” в канифоль, затем жалом паяльника дотрагиваются до припоя, после чего уже прикасаются к месту спаивания деталей. Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.
Количество канифоли здесь играет немаловажную роль и жалеть ее не надо Есть и другие способы нанесения канифоли, например, поднося кусочек к месту пайки, так например лудят вывода радиоэлементов или залуживают провода, всё зависит от конкретного случая.
Флюс
Флюс предназначен для удаления окислов или жировых загрязнений с поверхности металла, улучшения растекания жидкого припоя и для смачивания места пайки.
С помощью флюса вывода радиодеталей залуживаются и паяются очень быстро. Флюсы бывают химически активными (кислотными) и пассивными (нейтральными). Активными флюсами называют те флюсы, в составе которых присутствуют вещества, способные вступать во взаимодействие с металлом, это кислоты, хлористый цинк. При использовании таких флюсов паяльные швы подвергаются коррозии, что конечно же является недостатком этих видов флюсов. Но это не означает что применять такие флюсы нельзя, можно, только после того как закончите работу, плату нужно очистить от этого флюса. Одним из таких флюсов является флюс ЛТИ-120.
Одним из таких флюсов является флюс ЛТИ-120.
Многие радиолюбители применяют нейтральный флюс СКФ, такой флюс состоит из: спирта ~ 60%, канифоли ~ 40% и абсолютно не вреден для печатных плат.
Такой флюс можно изготовить и самому в домашних условиях, для этого берется спирт (70-90%), можно приобрести например в аптеке, и канифоль, ее нужно измельчить. Затем наливаем спирт в небольшую емкость, например в тюбик, и туда насыпаем крошки канифоли, в процентном соотношении примерно 70% спирта и 30% канифоли, затем закрываем пробку и взбалтываем до тех пор, пока канифоль полностью не растворится.
Флюсы бывают для пайки алюминия, нержавеющей стали, латунных, медных и стальных изделий, в виде раствора или порошка. В обычных условиях алюминий с трудом поддается пайке, так как на его поверхности после очистки мгновенно снова образуется оксидная пленка. Поэтому после зачистки место будущего спая на алюминии или его сплавах немедленно заливают заранее расплавленной канифолью. Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Пайку ведут мощным (не менее 100 Вт) паяльником, используя припой, состоящий из 80% олова и 20% цинка или 95% олова и 5% висмута. Припой набирают на паяльник и переносят на защищенную канифолью поверхность спая. Залуженный таким образом алюминий сравнительно легко поддается спаиванию. К его луженой поверхности можно припаять, например, медные провода.
Паяльная паста
Паяльная паста представляет собой пастообразное вещество, состоит из мельчайших шариков припоя, флюса и различных добавок. Паяльные пасты бывают безотмывочные и водосмываемые, последние содержат активные вещества, частицы которых могут стать причиной коррозии, если не удалить их с поверхности печатной платы.
Паяльная паста в основном применяется для поверхностного монтажа, для чип (SMD) радиодеталей и особенно удобны для пайки в труднодоступных местах. Пайка радиодеталей такой пастой осуществляется с помощью паяльной (фен) или ИК станции. Если вкратце, то технология следующая, сначала наносят капли пасты на места будущего спая, располагают радиодетали и нагревают.
Последовательность действий при пайке следующая:
1. Сначала поверхность платы нужно очистить, обезжирить и высушить. Для ускорения сушки можно воспользоваться феном.
2. Печатную плату необходимо надежно зафиксировать в горизонтальном положении, чтобы компоненты не слетели.
3. Паяльную пасту нужно наносить на печатную плату в местах будущей спайки, добиться чтобы вся паяемая поверхность была смочена пастой.
4. На плату устанавливаются детали: чип резисторы, конденсаторы, микросхемы и пр…
Постарайтесь добиться точного совмещения ножек микросхем и компонентов на печатной плате.
5. В идеале плату нужно подогревать еще и снизу, через пару минут фен устанавливается на температуру 150*C и несильной струей воздуха чтобы не сдуть детали, прогревается паяемая верхняя сторона платы вместе с установленными деталями. Прогрев продолжается до тех пор, пока флюс из паяльной пасты не испарится. Далее фен устанавливается на температуру около 240*C (температура плавления оловянно-свинцовой паяльной пасты около 200*C), и поверхность платы снова прогревается, при этом частицы припоя в пасте должны оплавиться и сформировать аккуратную пайку.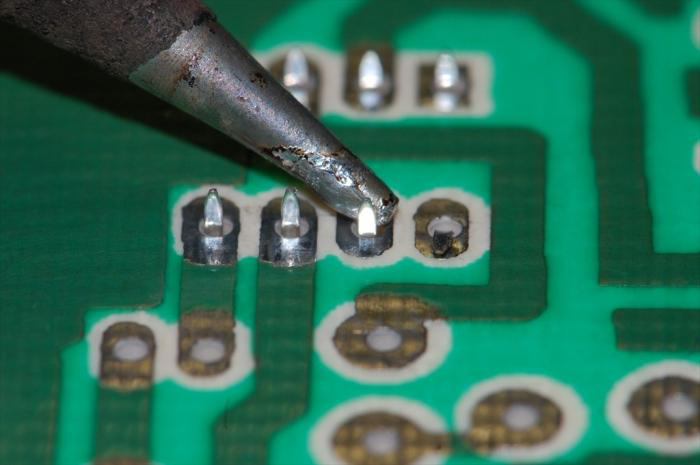
6. После окончания пайки плате нужно дать время остыть, затем можно ее промыть
Паяльный жир и паяльная кислота
Паяльный жир (бывает активным и нейтральным) нужен для тех же целей, что и канифоль, снимать невидимую оболочку-окисел с металла и улучшать пайку. Но если канифоль не справляется с этой задачей и эту оболочку со стали снять не может, то паяльный жир – пожалуйста!
Если металл не хочет лудиться, применяют паяльную кислоту. Преимущества кислоты в том, что она быстрее и качественнее обезжиривает детали для пайки, чем канифоль и жир паяльный.
Недостаток ее в том, что после пайки она еще долго реагирует с металлом, а также является очень неплохим проводником электрического тока, поэтому ее никогда уважающие себя электрики и электронщики не используют, им ни к чему посторонние пути прохождения тока.
Медь, бронзу, латунь можно паять канифолью или флюсом, свинец канифолью не будет паяться, нужно паять паяльным жиром. Если никель, сталь или железо то применяют паяльную кислоту, после пайки остатки кислоты нужно смыть водой. Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
Если есть вариант выбора, то стоит выбирать все таки паяльный жир, т.к. он совмещает в себе преимущества и кислоты и жидкой канифоли (флюса).
Бура
Это высокотемпературный флюс (700-900*С), буру используют как флюс для пайки сталей, чугуна, меди и её сплавов среднеплавкими медными, латунными, золотыми и серебряными припоями. Расплавленная бура растворяет окислы металлов и очищает поверхность спаиваемых деталей. После применения буры при пайке необходимо удалять оставшиеся соли, применяя механическую зачистку.
Бура с борной кислотой при смешивании по весу один к одному образует борный флюс. Нужно перемешать составляющие, тщательно растереть в фарфоровой ступке, нагревая растворить в дистиллированной воде и выпаривать до твёрдого остатка. Для повышения активности флюса в смесь добавляют фтористые и хлористые соли.
Оксидал
Применяется для очистки жал паяльников или для пайки окисленных выводов радиодеталей. Для лучшего действия оксидала паяльник должен быть не менее 40 ватт. Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается “инеем”. После пайки оксидалом остатки удаляются механическим путем.
Продается оксидал в виде порошка, при работе с ним он выделяет неприятный запах и место около пайки покрывается “инеем”. После пайки оксидалом остатки удаляются механическим путем.
Цапонлак
Цапонлак применяют для покрытия печатных дорожек с целью защиты их от внешних воздействий, например для защиты от влаги. Со временем на местах спайки радиодеталей могут появляться микротрещины, а проникновение в трещину паров воды со временем вызывает образование не проводящих тока оксидов. Цапонлак, нанесенный на точку пайки, образует прочную поверхностную упругую пленку и защищает это место от влаги.
Цапонлак бывает разных цветов: зеленого, красного, синего… Наносить его на плату лучше кисточкой или мягкой губкой. Покрывать цапонлаком (и вообще любыми ацетоносодержащими веществами) печатные платы целиком не рекомендую. Для этих целей продаются специальные бесцветные лаки.
Плата, покрытая цапонлаком:
Цапонлак удобно применять для фиксации резьбовых соединений, например чтобы не развинчивалась гайка.
Для чего нужна паяльная кислота? :: SYL.ru
Сварка и пайка являются двумя противоположными процессами, позволяющими соединить металлические детали вместе. При сварке благодаря высокой температуре и расплавлению металла происходит соединение поверхностей деталей. Паяльная кислота позволяет прочно соединить детали совсем другим способом. О том, что собой представляет данное вещество, должен знать каждый мастер, производящий ремонт разного оборудования в домашних условиях.
Сущность паяльной кислоты
При помощи паяльной кислоты можно соединить поверхности разных материалов путем введения между этими деталями расплавленного материала. Его называют припоем. Он имеет более низкую температуру плавления, чем металл.
Припой должен равномерно распределиться по поверхности элементов и обеспечить хорошую цепкость с основой. После остывания он твердеет и обеспечивает неразрывное соединение заготовок.
Эффективность представленного процесса зависит от чистоты оснований, на которые будет наноситься пайка.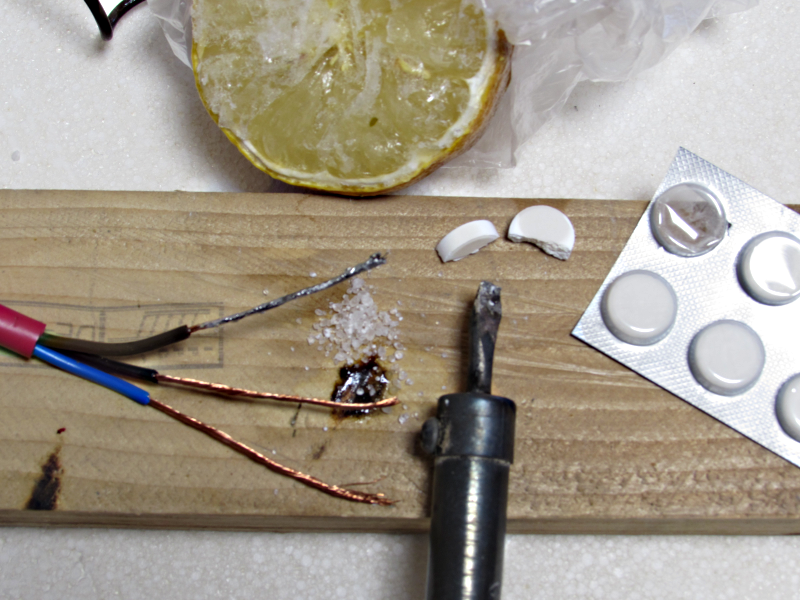 Для подготовки поверхности деталей и применяется паяльная кислота. Без нее процесс пройдет неудовлетворительно, и требуемый результат не будет достигнут.
Для подготовки поверхности деталей и применяется паяльная кислота. Без нее процесс пройдет неудовлетворительно, и требуемый результат не будет достигнут.
Для чего нужна паяльная кислота
Для выполнения своих прямых функций представленное вещество производит ряд действий. Оно первоначально очищает поверхность заготовок от загрязнений и окислов. Помимо своей основной функции, кислота предотвращает появление следов окисления в дальнейшем на деталях различного типа.
Уменьшая поверхностное натяжение припоя, паяльная кислота способствует более равномерному растеканию его по поверхности. Это приводит к надежному соединению деталей.
Для разных металлов применяют подходящие им виды паяльной кислоты. Следует также учитывать, что такое вещество является хорошим проводником. Поэтому, если нежелательно прохождение электрического тока данным путем, следует рассчитать схему протекания электроэнергии.
Разновидности паяльной кислоты
Чтобы понять, как паять кислотой паяльной, следует рассмотреть ее разновидности. Существуют жидкие, порошкообразные или пастообразные флюсы (как иногда называют паяльную кислоту).
Существуют жидкие, порошкообразные или пастообразные флюсы (как иногда называют паяльную кислоту).
В домашних условиях чаще всего применяется паяльная кислота для пайки меди, серебра, латуни, никеля и сплавов из них – канифоль. Это вещество получают из смолы хвойных видов деревьев. Это происходит путем выпаривания из нее скипидара.
Для пайки чугуна, стали и железа потребуется водный раствор хлорида цинка. Такая кислота паяльная имеет в своем составе ZnCl. Хлористый цинк получают путем расплавления металлического цинка в соляной кислоте.
Довольно распространена ортофосфорная паяльная кислота. Состав ее содержит на 1/3 этиловый спирт. Это вещество пожаробезопасно. Однако хранить его следует строго в соответствии с инструкцией производителя.
Ортофосфорная кислота
Еще одной разновидностью средства для пайки является ортофосфорная кислота. Она имеет формулу H3PO4. Она применяется для сплавки хрома и никеля. Однако ее используют не в чистом виде. В составе раствора кислота занимает всего 32%. Еще 6% отводится канифоли.
В составе раствора кислота занимает всего 32%. Еще 6% отводится канифоли.
Иногда ортофосфорная паяльная кислота, состав которой разводится с хлористым цинком, может иметь массовое содержание последнего от 50% до 0,005%. Массовая доля нерастворимого остатка составляет 0,001%, а аммиака – не более 0,5%. Максимальный уровень рН для такого раствора составляет 2,9%.
При обычных условиях вещество выглядит как бесцветные кристаллы, имеющие гигроскопические характеристики. Оно хорошо растворяется в воде. Поэтому при случайном попадании ее в глаза следует промывать слизистые в течение 10 минут проточной водой.
Изготовление в домашних условиях
В продаже представленное вещество находится в свободном доступе. Однако мастера все же задаются вопросом, как сделать в домашних условиях паяльную кислоту. Это сделать достаточно несложно при наличии соответствующих химикатов.
Для этого потребуется цинк, соляная кислота в пропорции 412г Zn и 1 л HCl. В емкость из стекла, фарфора или керамики кладут цинк. Затем в лабораторную посуду добавляют соляную кислоту. Это следует делать очень осторожно. Соляной кислоты в емкости не должно быть больше ¾ ее объема.
Затем в лабораторную посуду добавляют соляную кислоту. Это следует делать очень осторожно. Соляной кислоты в емкости не должно быть больше ¾ ее объема.
Чтобы понять, как сделать паяльную кислоту, следует ознакомиться с протеканием химической реакции. В ее результате будет образовываться водород (будут выходить пузырьки). Когда это прекратится, жидкость посветлеет и станет прозрачной. После этого ее переливают в другую посуду и плотно закрывают крышкой.
Чем заменить паяльную кислоту
Не найдя дома паяльной кислоты и даже ингредиентов для ее приготовления, можно заменить ее аспирином или ацетилсалициловой кислотой. Работать с таким флюсом необходимо в хорошо проветриваемом помещении. При нагревании аспирин выделяет едкие пары, поэтому технология применения подобного вещества отличается от обычной.
Для лужения детали ее посыпают порошком ацетилсалициловой кислоты. Иногда провода кладут на таблетку и прогревают их паяльником.
Решая, чем заменить паяльную кислоту, следует обратить внимание на флюс ВТС. Его изготавливают на основе салициловой кислоты. ВТС надежно защищает детали от коррозии, поэтому его довольно часто применяют в ремонтном деле.
Его изготавливают на основе салициловой кислоты. ВТС надежно защищает детали от коррозии, поэтому его довольно часто применяют в ремонтном деле.
Как пользоваться паяльной кислотой
Чтобы понять, как пользоваться паяльной кислотой, следует обратиться к технологии ее нанесения. В зависимости от производителя различаются вещества по способу нанесения. Это может быть горлышко в форме капельницы или банка с кисточкой.
Если продукт не укомплектован особыми средствами его нанесения на деталь, можно воспользоваться даже просто кусочком бумаги, свернутым в трубочку.
Перед нанесением кислоты деталь необходимо зачистить. Это лучше сделать при помощи напильника или наждачной бумаги. Серьезного отношения требует нанесение такого вещества, как паяльная кислота. Как пользоваться ею, обязательно указано производителем в инструкции.
Вещество должно равномерно распределиться по детали. По окончании работы любой флюс убирают с поверхности детали. Это необходимо для предотвращения ускоренного процесса окисления поверхности заготовки и самого припоя.
Это необходимо для предотвращения ускоренного процесса окисления поверхности заготовки и самого припоя.
Удалить кислоту можно при помощи воды или содового раствора. Остатки ВТС смываются ацетоном или этиловым спиртом. Жалом паяльника расплавляют немного припоя и переносят его на поверхность.
Меры предосторожности
Чтобы избежать неприятных происшествий, следует тщательно придерживаться правил хранения представленного вещества. Оно должно храниться в плотно закрытой емкости, вне досягаемости солнечных лучей, тепловых воздействий и детей. Хранится вещество при температуре от -25°С до +35°С.
Пайка кислотой паяльной проводится в хорошо проветриваемом помещении. Перед началом работы необходимо открыть все его окна настежь. Даже после окончания проведения работ помещение должно проветриваться не менее 30 минут.
В процессе пайки необходимо воспользоваться средствами защиты дыхательных путей, глаз и кожи рук. В случае случайного попадания вещества на кожу рук или в глаза следует тщательно промывать этот участок проточной водой достаточно длительное время.
При попадании кислоты для пайки на различные поверхности их следует очищать содовым раствором, который после обработки смывается водой.
Ознакомившись с сущностью такого вещества, как паяльная кислота, можно смело применять ее в процессе ремонта различного оборудования. Зная ее состав, а также способы заменить кислоту в домашних условиях, обрабатывать детали перед пайкой будет совсем не тяжело. Такая технология поможет продлить долговечность функционирования техники и механизмов различной сложности. Выполняя работы в соответствии с правилами техники безопасности, можно не бояться нежелательных происшествий, способных навредить здоровью.
Флюс для припоя – базовое введение здесь
Если вы работаете с электрическими цепями, вы должны знать о процессе пайки. Этот процесс помогает соединить два материала после расплавления наполнителя между ними. Это сложная задача, требующая плавности, прежде чем вы сможете начать работать.
Давайте посмотрим, что такое флюс для припоя. Эта статья расскажет вам о флюсе для пайки, его типах и мерах безопасности при использовании флюса для пайки.
Эта статья расскажет вам о флюсе для пайки, его типах и мерах безопасности при использовании флюса для пайки.
Флюс для пайки — это вещество, используемое в процессе пайки для удаления оксидов и других загрязнений с поверхности металлических деталей. Помогает предотвратить повторное окисление металла во время пайки, обеспечивая прочное и надежное соединение. Флюс для припоя — это вещество, используемое при пайке для удаления окисления с металлических поверхностей и улучшения смачивания припоя, способствуя более прочному соединению между свариваемыми металлическими частями. Он помогает создать прочную и проводящую связь между двумя спаянными поверхностями.
Активатор и основные материалы составляют флюс для припоя. Активаторы удаляют оксиды с металлических поверхностей, улучшая смачивание. Помимо добавок, ускоряющих пайку, флюс также препятствует коррозии. Флюсовая ручка или проволока с флюсовым сердечником – это два способа нанесения флюса.
Канифольный флюс
Это один из старейших типов флюса, используемых в производстве печатных плат. Канифольный флюс извлекается из сосны, и на современном рынке современная канифоль смешивается с различными флюсами для повышения ее эффективности. Удаляет как оксиды металлов, так и внешние материалы.
Флюс на основе смолы кислый, но после затвердевания он становится инертным, и его можно оставлять на поверхности пайки, не повреждая схему. Рекомендуется удалять флюс после пайки, так как цепь может нагреться и флюс расплавится. Канифольный флюс широко используется в электронике и при сварке металлов из-за его неагрессивных и очищающих свойств.
Флюс с органической кислотой
Флюс с органической кислотой — это тип флюса, используемый при пайке и сварке металлов. В отличие от канифольного флюса, флюс на основе органических кислот содержит органические кислоты, которые очищают и подготавливают поверхность металла перед пайкой. Он известен своей высокой активностью и способностью к быстрой очистке, что делает его пригодным для высокоскоростных автоматизированных процессов пайки.
Он известен своей высокой активностью и способностью к быстрой очистке, что делает его пригодным для высокоскоростных автоматизированных процессов пайки.
Они прочнее во флюсе и быстрее удаляют оксиды.
Однако он также может оставить осадок, который может вызвать коррозию металла, если его не очистить должным образом, поэтому необходимо следовать инструкциям производителя по очистке. Он в основном используется для процесса мягкой пайки.
Преимущества органического флюса
- Отличное смачивание
- Термическая стабильность
- Подходит для всех электронных приложений
- Водорастворимый
- Экологичность
Неорганический кислотный флюс
Неорганический флюс — это тип флюса, который используется при пайке и сварке и содержит неорганические соли и минералы. Он известен своей стойкостью к высоким температурам и высокой очищающей способностью, что делает его пригодным для суровых условий и высокотемпературной пайки. В отличие от флюса на основе органической кислоты, неорганический флюс обычно не оставляет следов, которые могут вызвать коррозию металла после пайки. Некоторые примеры неорганических флюсов включают буру, хлорид цинка и хлорид аммония. Следование инструкциям производителя по использованию и очистке необходимо для достижения наилучших результатов.
В отличие от флюса на основе органической кислоты, неорганический флюс обычно не оставляет следов, которые могут вызвать коррозию металла после пайки. Некоторые примеры неорганических флюсов включают буру, хлорид цинка и хлорид аммония. Следование инструкциям производителя по использованию и очистке необходимо для достижения наилучших результатов.
Преимущества использования неорганического флюса для припоя
Устойчивость к высоким температурам: Неорганический флюс может выдерживать высокие температуры и подходит для суровых условий.
Сильная очищающая способность: Неорганический флюс известен своей сильной очищающей способностью, которая помогает удалять загрязнения и способствует прочному соединению припоя.
Без остатка: В отличие от флюса на основе органической кислоты, неорганический флюс обычно не оставляет следов, которые могут вызвать коррозию металла после пайки.
Экономичность: Неорганический флюс часто более рентабелен, чем другие виды флюса.
Универсальность: Неорганический флюс можно использовать в различных процессах пайки и сварки, что делает его универсальным вариантом для многих производителей.
Важно следовать инструкциям производителя по использованию и очистке, чтобы обеспечить наилучшие результаты с неорганическим флюсом.
Методы нанесения флюсаПайка волной припоя
Пайка волной припоя представляет собой процесс пайки методом поверхностного монтажа (SMT), используемый при сборке электроники. Это метод соединения металлических компонентов с печатными платами (ПП) путем пропускания их через волну расплавленного припоя. Пайка волной припоя — это быстрый и эффективный метод пайки, позволяющий получать высококачественные соединения с минимальным вмешательством оператора. Он широко используется в больших объемах электронных сборок, таких как бытовая электроника и компьютерные системы.
Оплавление припоя
Экранированная паяльная паста предназначена только для металлических контактных площадок, предназначенных для соединения компонентов на печатной плате.
Оплавление припоя — это высокоавтоматизированный процесс, позволяющий производить высококачественные соединения с высокой воспроизводимостью и точностью. Он широко используется в больших объемах электронных сборок, таких как бытовая электроника и компьютерные системы.
Селективная пайка
Это процесс, используемый при сборке электроники для выборочного соединения определенных компонентов с печатной платой (PCB). В отличие от пайки волной припоя или пайки оплавлением, при которой пайка всей печатной платы, селективная пайка фокусируется на конкретных соединениях и компонентах.
Это ручной или полуавтоматический процесс, обычно используемый для компонентов со сквозными отверстиями, специализированных компонентов или когда другие методы пайки невозможны. Это позволяет лучше контролировать процесс пайки и при необходимости ремонтировать определенные соединения.
Как использовать флюс для достижения наилучших результатов? Определите тип припаиваемого металла: Для разных металлов подходят разные флюсы (например, бессвинцовый флюс для бессвинцового припоя, флюс на основе канифоли для оловянно-свинцового припоя).
Рассмотрим процесс пайки: Флюсы имеют разные свойства для различных методов пайки (например, активная и пассивная, SMT или сквозная).
Оценка условий эксплуатации: Для разных сред (например, высокая влажность, агрессивные газы) могут потребоваться флюсы с различным химическим составом.
Проверьте наличие нормативов и сертификатов: в некоторых отраслях промышленности действуют нормативы для типа используемого флюса (например, IPC J-STD-004 для электроники).
Ознакомьтесь с рекомендациями производителя: Обратитесь к производителю паяльного оборудования или материала за конкретным советом.
Чтобы выбрать подходящий флюс для пайки, учитывайте следующие факторы:
Материал для пайки: Выбирайте флюс, совместимый с металлами, подлежащими пайке.
Процесс: Рассмотрите процесс пайки, такой как пайка волной или ручная пайка, и выберите флюс, подходящий для этого процесса.
Температура пайки: Выберите флюс, способный выдерживать температуру пайки, необходимую для вашего процесса.
Чистота: Выберите флюс, оставляющий минимальный остаток, чтобы обеспечить чистоту паяного соединения.
Соответствие нормам: Убедитесь, что выбранный вами флюс соответствует действующим нормам или отраслевым стандартам.
Стоимость и доступность: Убедитесь, что вы учитываете стоимость флюса в вашем регионе.
Как паять компоненты на плате?Надлежащие способы пайки флюсом включают:
Шаг 1: Установка компонентов:
Всегда начинайте процесс пайки, вставляя выводы светодиода в отверстие схемы.
На обратной стороне платы отогните выводы под углом 45° наружу. Пайка поможет сделать соединение между компонентом и медной площадкой более прочным.
Шаг 2: Нагрев соединения
С помощью регулятора температуры паяльника установите температуру 400°C. Убедитесь, что наконечник утюга касается медной площадки и выводов резистора одновременно. Нагрейте контактную площадку и вывод, удерживая паяльник в течение трех-четырех секунд.
Нагрейте контактную площадку и вывод, удерживая паяльник в течение трех-четырех секунд.
Шаг 3: Нанесите припой на соединение
Коснитесь свинцово-медной площадки паяльником и продолжайте удерживать ее.
Убедитесь, что вы не касаетесь жала паяльника. Припой начнет плавиться, если соединения горячие. Более холодные соединения образуют плохие соединения.
Шаг 4: Обрежьте выводы
После естественного остывания припоя снимите паяльник. Продувание паяных соединений может привести к его повреждению. После того, как провода остынут, отрежьте лишний провод.
Правильные паяные соединения должны быть гладкими, блестящими и иметь форму вулкана. Если вы нальете слишком много припоя на место соединения, оно может образовать шарик или попасть на соседний вывод или место соединения.
Меры безопасности при использовании флюса Во время пайки необходимо соблюдать правильный процесс пайки.
- Сначала убедитесь, что поверхности платы чистые.
- Во-вторых, удалите изоляционные материалы, чтобы обнажить токопроводящий провод.
- Смешайте эти провода, чтобы создать правильные соединения.
- Нагревая паяльник, прижмите его сбоку к поверхности провода.
- Наконец, дайте ему остыть, чтобы он застыл.
Кроме того, есть несколько дополнительных советов и способов нанесения флюса для пайки на печатную плату, а именно:
- Носите защитное снаряжение и защитные очки.
- Используйте в хорошо проветриваемом помещении.
- Избегайте контакта с глазами и кожей.
- Храните флюс в надежном маркированном контейнере.
- Утилизируйте флюс надлежащим образом в соответствии с правилами.
- Следуйте инструкциям производителя.
- Избегайте нагревания до высоких температур.
- Держите флюс вдали от источников тепла и искр.
В большинстве случаев необходимо очистить флюс с электронных компонентов после установки. Это особенно верно, если вы используете коррозионный флюс. Чтобы эффективно очищать изделия, необходимо знать, какой тип флюса вы используете. Для очистки электроники от остатков флюса можно использовать следующее:
Это особенно верно, если вы используете коррозионный флюс. Чтобы эффективно очищать изделия, необходимо знать, какой тип флюса вы используете. Для очистки электроники от остатков флюса можно использовать следующее:
- Изопропиловый спирт (IPA) – эффективно растворяет остатки флюса
- Ацетон – растворяет остатки флюса некоторых типов
- Горячая вода и мыло – Удаляет остатки светового флюса.
Важно использовать безопасные методы очистки и растворители для определенного типа электронных компонентов и окружающих их материалов.
При выборе подходящего флюса для ваших конкретных задач пайки обязательно учитывайте следующие факторы:
- Сначала определите компоненты для пайки (например, поверхностный монтаж, сквозное отверстие).
- Учитывайте процесс пайки (например, бессвинцовая, высокотемпературная).
- Ознакомьтесь с рекомендациями производителя для конкретных компонентов.

- Учитывайте требования к очистке после пайки.
- Учитывайте среду, в которой происходит пайка (например, высокая влажность).
- Ознакомьтесь со спецификациями продукта и техническими данными, чтобы узнать о доступных вариантах флюса.
- Учитывайте личные предпочтения и опыт паяльщика.

Кроме того, освинцованный припой с канифольными сердечниками – лучший вариант для электронных устройств. Этот припой лучше всего подходит для тонкой проводки, так как он плавится при низких температурах и покрывает тонкие слои канифоли.
Когда жарко, канифольный флюс идеален и легко удаляет оксиды быстрее и быстрее. Единственным недостатком этого припоя является то, что он быстро затвердевает и требует очистки флюса спиртом. Таким образом, прежде чем использовать этот вид флюса, узнайте о применении и требованиях.
Кроме того, водорастворимый припой — мощная форма припоя. Их легче чистить, а также они обладают лучшими показателями производительности. Кроме того, бессвинцовый припой не может обеспечить прочные соединения, и всегда старайтесь избегать флюсов неорганических кислот.
Кроме того, бессвинцовый припой не может обеспечить прочные соединения, и всегда старайтесь избегать флюсов неорганических кислот.
Таким образом, водорастворимый флюс может быть чрезмерно реактивным, и ни один остаточный флюс не может быть неактивным. Таким образом, при поиске подходящего флюса для пайки для ваших электрических применений вы можете выбрать флюс на основе канифоли. Хотя канифольный флюс может иметь некоторый осадок, это очень эффективный флюс.
Но для некоторых слесарных работ или там, где компоненты контактируют с водой, вы можете выбрать водорастворимый или кислотный флюс. Таким образом, перед выбором типа флюса убедитесь в назначении пайки.
NextPCB предоставляет вам лучшие услуги по пайке в соответствии с вашими требованиями. Пожалуйста, не стесняйтесь обращаться к нам. Мы готовы помочь вам.
| ФЛЮС В
мой DVDS, я клянусь потоком олеиновой кислоты. Все пайка должна происходить в хорошо проветриваемом помещении. Олеиновая кислота может дымит больше, чем другие флюсы, но достаточная вентиляция для других флюсов должно хватить и на этот поток. Название флюса было и, вероятно, остается Солеиновой кислотой. Вы должны быть можно найти в Интернете, выполнив поиск «флюс солеиновой кислоты» или «олеиновая кислота». кислотный флюс.” Я купил его галлоном несколько десятков лет назад и до сих пор храню большую часть это (я использую его ОЧЕНЬ экономно). ПОКУПКА ПАЯЛЬНИК Я не могу полностью проконсультировать вас по
размер
паяльник ты
должен купить. Однако вы всегда можете
начните с меньшего утюга и постепенно переходите к большему. Последнее, что я купил –
для очень
большой проект – был один, который я нашел в Интернете, предназначенный для листа
изделия из металла и считались слишком большими, чтобы их можно было продавать за витражи.
поставщики. Это American Beauty, и он стоит около 250 долларов плюс 30 долларов.
за каждый из двух купленных мною наконечников (наконечник, который я чаще всего использую с этим
железо имеет
четырехгранная точка на нем). Я ОБОЖАЮ ЭТОТ ЖЕЛЕЗ! Становится так жарко, что
расплавить цинк, чего не сделает никакой 100-ваттный утюг. я использую этот
всякий раз, когда я использую очень широкий свинец или цинк – 1/2 дюйма или больше, или
когда я делаю проект, который либо полностью состоит из цинка, либо имеет много мест из цинка
быть спаянным. Если
вы покупаете один из них, проверяете его на остатках свинца и цинка и
сделать отметки на вашем реостате (регулятор температуры), которые четко
указать, где его установить для свинца и для цинка. КОНТРОЛЬ ТЕМПЕРАТУРЫ Я предпочитаю свой самодельный реостат любому из
те, которые продаются поставщиками витражей. Эти кажутся хлипкими и
направляясь к выгоранию, для меня. тот, который я использую сейчас, я сделал около двух или более
десятилетия назад, и даже когда он перестал работать, нужна только одна часть
заменить, а не покупать совершенно новый. Тот, который я сделал, является
двусторонняя электрическая коробка (металлическая коробка, продаваемая в хозяйственных магазинах,
предназначен для боковых выключателей света или параллельных электрических
магазины). С одной стороны установлен диммер, выключатель света с
круглая вращающаяся ручка, предназначенная для регулировки яркости лампочки или
абажур, а с другой стороны двойная электрическая розетка. ВЫВОД ДЛЯ ПАЯЛА ПРИШЕЛ Быстрая теория о свинце для пайки 1] флюс олеиновой кислоты. 2] флюс олеиновой кислоты. 3] олеиновая кислота… ну вы поняли. 4] Используйте больший железо, чем необходимо, и контролируйте температуру с помощью реостата. Большой жало паяльника тоже годится даже для самой тонкой медной фольги свинцовые или очень тонкие свинцовые. Это ваша техника с железо, производящее отличные результаты, а не размер железа или размер пайки железный наконечник. Лучший способ сказать, что это – железо и/или пайка чаевые могут быть слишком маленькими для конкретного проекта, но обычно они не может быть слишком большим.   |

 Я не покупал витражи у поставщика витражей в
годы. Чаще всего я использую Hexacon. Я даже не могу сказать тебе
мощность, потому что он такой старый, что на нем нет надписей. Все
Я могу сказать вам, что больше
в целом
лучше, так как вы сожжете меньший утюг, как только вы его используете
это способность сохранять
вверх. Покупка утюга большего размера и использование реостата для контроля
температура
является
путь, на мой взгляд. Если самый большой из ваших местных окрашен
поставщик стекла
продает утюг на 100 Вт, тогда я бы поискал в Интернете более крупный.
Не обращайте внимания на информацию о температуре наконечника; как только вы станете владельцем
хорошее железо, поэкспериментируй с ним и сделай маркировку на своем реостате
для цинка (“Zn”), свинца (“Pb”) и медной фольги (“Cu”) последняя
это самая низкая настройка, потому что слишком много тепла попадет в стекло.
заставить его сломаться.
Я не покупал витражи у поставщика витражей в
годы. Чаще всего я использую Hexacon. Я даже не могу сказать тебе
мощность, потому что он такой старый, что на нем нет надписей. Все
Я могу сказать вам, что больше
в целом
лучше, так как вы сожжете меньший утюг, как только вы его используете
это способность сохранять
вверх. Покупка утюга большего размера и использование реостата для контроля
температура
является
путь, на мой взгляд. Если самый большой из ваших местных окрашен
поставщик стекла
продает утюг на 100 Вт, тогда я бы поискал в Интернете более крупный.
Не обращайте внимания на информацию о температуре наконечника; как только вы станете владельцем
хорошее железо, поэкспериментируй с ним и сделай маркировку на своем реостате
для цинка (“Zn”), свинца (“Pb”) и медной фольги (“Cu”) последняя
это самая низкая настройка, потому что слишком много тепла попадет в стекло.
заставить его сломаться.  Если
ты
продолжайте заниматься витражами, вам несомненно понадобится еще один
некоторые
пункт, хотя лучшие должны длиться в течение десятилетий.
Если
ты
продолжайте заниматься витражами, вам несомненно понадобится еще один
некоторые
пункт, хотя лучшие должны длиться в течение десятилетий.  Неспособность сделать это БУДЕТ
причина расплавленных приходит, поверьте мне. Это может показаться опасным или сложным в использовании
(он тяжелый), но с ним легко выполнять большие паяльные работы, и я рад,
покупал его каждый раз, когда я решаю его использовать, что составляет менее 10% от
время в целом.
Неспособность сделать это БУДЕТ
причина расплавленных приходит, поверьте мне. Это может показаться опасным или сложным в использовании
(он тяжелый), но с ним легко выполнять большие паяльные работы, и я рад,
покупал его каждый раз, когда я решаю его использовать, что составляет менее 10% от
время в целом.  Эти
соединены последовательно (не параллельно) пятифутовым шнуром лампы
ведет к электрической розетке.
Эти
соединены последовательно (не параллельно) пятифутовым шнуром лампы
ведет к электрической розетке.