Подготовка паяльника к работе, регулятор мощности паяльника
Перед началом монтажа радио-устройства необходимо тщательно подготовить паяльник. Обычно это делают с помощью напильника или точила, но опыт показывает, что лучше произвести его отковку.
Подготовка
Получающийся на поверхности наклеп позволяет дольше сохранить форму жала, т.к. меньше выгорает металл, из которого оно сделано. После необходимо залудить рабочую часть жала (рис. 1).
Нагрев паяльник, опускают рабочую часть жала в канифоль для предохранения поверхности меди от окисления. Как только жало нагреется до температуры плавления припоя, конец жала полностью покрывают припоем.
Рис. 1. Залуживание жала паяльника.
Для распайки деталей на печатных платах, как правило, пользуются паяльником мощностью не более 40 Вт и припоями с температурой плавления 130… 180°С.
Радиолюбительская практика показывает, что если производить распайку печатных плат паяльником мощностью 40 Вт и рассчитанным на 220 В, то лучше его питать напряжением 160.
В этом случае, при использовании обычных припоев (типа ПОС-61), жало паяльника меньше покрывается окалиной, не так быстро выгорает, температура нагрева соответствует температуре плавления припоя и, как результат, получается хорошая пайка.
Регулятором мощности паяльника
Установку оптимальной температуры жала для получения высокого качества пайки деталей к дорожкам печатной платы проще обеспечить, если воспользоваться регулятором мощности паяльника (рис. 2).
Регулятор хорошо работает с паяльником мощностью до 40 Вт. Требуемая температура жала устанавливается положением движка переменного резистора R4, чем он находится ближе к левому по схеме концу резистора, тем температура жала больше.
При использовании паяльников мощностью больше 40Вт, в регуляторе следует установить большие по мощности тринистор VD1 и диод VD2, чем указаны на схеме.
Рис. 2. Принципиальная схема регулятора мощности паяльника мощностью до 40 Вт.
Литература: В.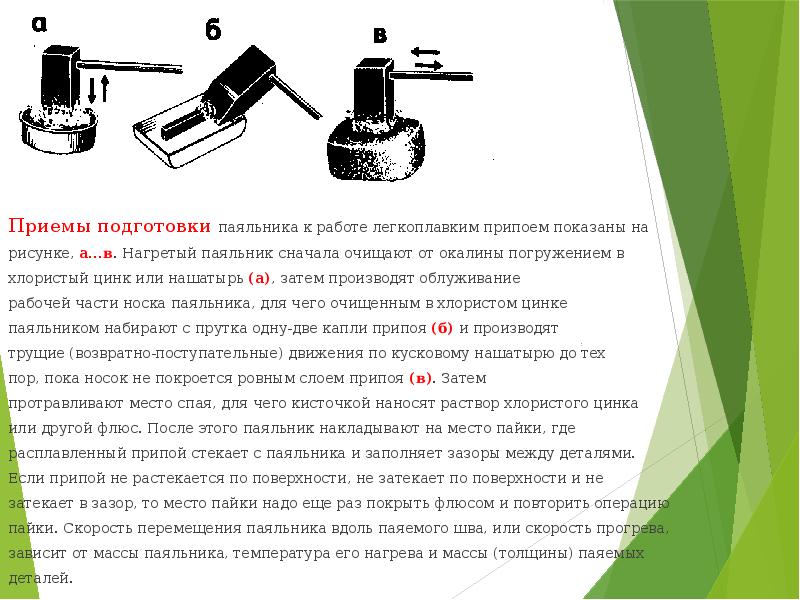 М. Пестриков. Энциклопедия радиолюбителя.
М. Пестриков. Энциклопедия радиолюбителя.
Как подготовить новый паяльник. Инструкция, как залудить жало паяльника – как правильно проводится лужение разных видов паяльников
Многие отечественные паяльники производятся с медным жалом. Например, ЭПСН. Медное жало необходимо обработать соответствующим образом, прежде чем можно будет этим паяльником работать. Жалу нужно придать удобную для пайки форму.
Некоторые обрабатывают его простым напильником, а особенно творческие личности предпочитают отковывать его. В результате жало паяльника становится более долговечным и гораздо меньше происходит его растворение в припое в процессе пайки. Но все рано или поздно задаются вопросом о том, как залудить паяльник с медным жалом.
Особенности паяльников
Лучше всего покупать паяльники, у которых жало крепится при помощи специального винта. Такое жало всегда можно легко вынуть и обработать его снова. Конечно, если оно прикипит в процессе использования, то этот процесс станет не таким уж легким. Поэтому, пользуясь паяльниками со съемными жалами, необходимо время от времени вынимать их и очищать место крепления, чтобы оно не прикипало.
Поэтому, пользуясь паяльниками со съемными жалами, необходимо время от времени вынимать их и очищать место крепления, чтобы оно не прикипало.
После того как жалу придана нужная форма, его необходимо залудить. Под фразой “как залудить жало паяльника” следует понимать, что придется покрыть рабочую область жала тонким слоем припоя. Сделать это не слишком сложно. Достаточно включить паяльник в сеть, дождаться, пока он нагреется до температуры, при которой начнет плавиться канифоль, а затем обмакнуть в нее жало.
После того как паяльник будет разогрет до своей рабочей температуры, нужно ту его часть, которой производится пайка, со всех сторон покрыть припоем. Лучше для этого брать маленькие кусочки или припой, выполненый в виде проволоки. Большой кусок припоя паяльник с мощностью 25 Ватт не сможет расплавить.
Форма жала паяльника
Форма жала может быть разной. Выбор зависит от привычек того, кто пользуется паяльником, и, конечно, от вида производимых с его помощью работ. Некоторым больше нравится жало паяльника в форме конуса, другим – обрезанное под 45 градусов.
Некоторым больше нравится жало паяльника в форме конуса, другим – обрезанное под 45 градусов.
Дело в том, что остро заточенным жалом паяльника можно будет паять даже транзисторы, скрытые в корпусах SOT-23, детали SMD или конденсаторы с резисторами размером 1206. Для выпаивания таких деталей из плат в больших количествах обычно применяют строительный или При его отсутствии пригодится обычный паяльник с мощностью около 25 Ватт, у которого жало обработано в виде буквы П. Необходимо помнить о том, что делается это до того, как залудить жало паяльника.
Делается это для того, чтобы не перегревать выводы детали, что происходит при выпаивании паяльником с обычным жалом. А при помощи такого П-образного жала выводы выпаиваются сразу вместе, и деталь легко высвобождается из места пайки.
Лучше при выполнении работ по массовой выпайке радиодеталей использовать паяльник мощней, применяя при этом регулятор мощности. Его не так сложно изготовить самостоятельно. В таком случае подойдет паяльник с мощностью до 65 Ватт.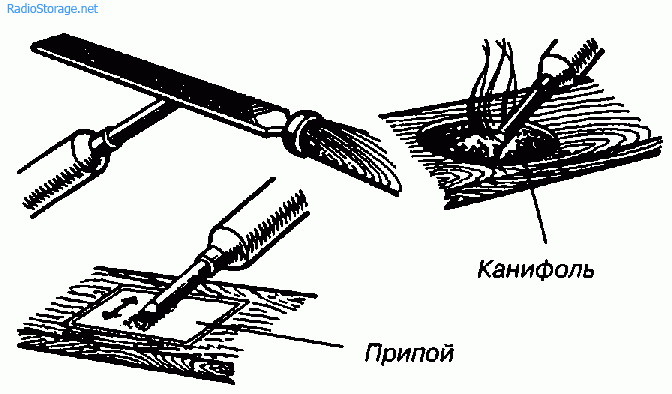
Довольно часты случаи, когда во время пайки вдруг начинает дымить канифоль. Это означает, что паяльник перегрет. Приходится выключать его из сети и ждать, пока он остынет. В то же время, если паяльник остывает ниже нормы, он начинает плохо паять. Используя регулятор мощности, таких проблем удается с легкостью избежать, и работать становится намного проще, а из необходимых предварительных работ не останется ничего, кроме как залудить жало паяльника.
Заточка паяльника
- Заточка жала паяльника производится напильником под углом 30-40 градусов.
- Край оставляют шириной 1 мм и слегка тупым.
- На новом паяльнике нужно только обработать мелкой наждачкой жало, чтобы удалить патину. Патина – это окись меди зеленоватого цвета.
- Если магазинная заточка не устраивает, то нужно вынуть жало и самостоятельно отковать его, придав форму вогнутой лопатки. У этого метода есть и еще один плюс – металл станет менее подвержен коррозии.
- Чтобы придать жалу законченный вид, остается обработать его напильником с мелкой насечкой.


Как залудить жало
Залудить жало – означает покрыть его тонким слоем припоя. Для этого необходимо:
- Включить паяльник и дождаться, пока медный стержень станет красновато-оранжевого оттенка. Дольше ждать не стоит, поскольку стержень может обгореть.
- Погрузить все жало в канифоль и расплавить небольшой кусок припоя.
- Покрыть припоем всю поверхность жала. Оно покроется лучше, если предварительно потереть его о деревянную поверхность.
Как залудить необгораемое жало?
В продаже можно встретить паяльники, у которых рабочая часть покрыта специальным необгораемым составом. Этот слой очень тонкий и зачищать его, как в случае с обычным паяльником, ни в коем случае нельзя. Возникает вопрос: “Как залудить жало паяльника, если его нельзя зачищать обычным способом?” Необходимо использовать специальную губку. Подойдет и та, которой хозяйки обычно моют посуду, или кусок ткани, предварительно намоченный в воде. Пользуясь такими паяльниками, следует помнить, что любые механические воздействия существенно сокращают срок их службы.
Чтобы облудить жало такого паяльника, нужно в расплавленную канифоль опустить кусок припоя, потереть жалом по влажной ткани, удалив с него окислы, а затем поводить разогретым паяльником по припою. После лужения остается протереть тряпкой жало, и паяльник готов к работе.
При работе с любым типом паяльников следует стараться не перегревать их выше 300 градусов С, иначе придется снова заниматься лужением жала. И конечно, любой, кто пользуется паяльником, должен знать, как правильно залудить жало паяльника.
Работа с радиоэлектроникой предполагает пайку материалов. Научиться этому легко, а если есть непонятные нюансы, то с опытом они исчезнут. Инструмент требует обслуживания для своей качественной работы. Мастеру нужно уметь правильно залудить жало паяльника, чтобы держался припой. Инструмент при этом не должен быть повреждён. Качество пайки зависит от правильных действий при обработке основания.
Особенности покрытий
Паяльники простого типа традиционно имеют медное жало. Материал до сих используется с момента изобретения инструмента из-за своих высоких теплопроводящих свойств. Но есть недостаток – способность к высокому износу. Медь выгорает или растворяется в припое. Недостаток требовалось устранить, и производители стали наносить дополнительное покрытие из никеля или серебра.
Материал до сих используется с момента изобретения инструмента из-за своих высоких теплопроводящих свойств. Но есть недостаток – способность к высокому износу. Медь выгорает или растворяется в припое. Недостаток требовалось устранить, и производители стали наносить дополнительное покрытие из никеля или серебра.
Никель обладает высокой прочностью и не изнашивается. Долгий срок службы – это преимущество никелевого покрытия. Недостаток – слабая адгезия. Такой наконечник плохо удерживает припой. Пайку можно выполнить только при подаче припоя непосредственно в зону работы. Рабочую область нагревают жалом, потом ложат небольшую часть припоя или паяльной пасты. Схватывание происходит от нагрева.
Серебро имеет хорошую адгезию, но слабо проводит тепло. К тому же материал дорогой. Со временем серебро изнашивается и обнажает медную основу. Это происходит из-за того, что покрытие из серебра растворяется в припое.
Особенности напыления усложняют работу и обслуживание. Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток – горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации –
Поэтому радиолюбители, особенно старшего поколения, предпочитают медные паяльники. Но у медного жала есть недостаток – горячая медь мгновенно окисляется. Взаимодействие с воздухом происходит лишь на тонком слое, но этого достаточно для нулевой адгезии. Тепло тоже передаётся хуже. Выход из ситуации –
Олово нельзя наносить перед пайкой, поскольку под его слоем начинает выгорать медь. На месте выгорания появляются шлаки, из-за которых отсутствует адгезия. Мастер начинает отвлекаться от работы.
Абразивные материалы стачивают покрытие. Никель или керамика нанесены тонким слоем на жало – вот почему нельзя их стачивать. Дорогостоящий наконечник превратится в медный пруток.
Процесс подготовки медного жала
Процесс покрытия не вызывает трудностей. Расплавленный припой хорошо ложиться на горячую медь, но с одним условием – она должна быть чистой. Добиться этого можно только при низкой температуре. Окисление при повышении температуры ускоряется и адгезия пропадает.
Шлаки, остатки канифоли и пластика, окалину и прочий мусор можно удалить на холодном инструменте. Стержень перед этой операцией вытаскивают, чтобы не повредить нагреватель. Жало внутри нагревателя тоже окисляется, что ухудшает теплопередачу. Электричество из-за окалины преодолевает лишнее сопротивление и расходуется впустую.
Перед тем как залудить паяльник с медным жалом его нужно очистить от грязи. Делают это напильником или наждачкой. Материал следует заточить до чистого слоя, чтобы внешний вид был как новый. Проще это сделать наждачкой. Поверхность полируют до гладкого состояния – так окисление проходит медленнее.
Скорость окисления можно снизить, если оковать жало. Делают это молотком на наковальне. Аккуратными ударами укрепляют поверхность и придают форму медному прутку. Далее переходят к процессу лужения, пока оно не покрылось шлаками.
Способы лужения медного жала:
Правильная подготовка позволит не нервничать на начальном этапе работы.
 Спустя время процесс нужно переделывать из-за того, что медь начинает окисляться.
Спустя время процесс нужно переделывать из-за того, что медь начинает окисляться.Лужение современного покрытия
Наконечники из керамики и никеля не нужно лудить. Так читают производители, но это не более чем реклама. Современные покрытия тоже склонны к окислению, только процесс происходит медленнее. Залудить жало паяльника паяльной станции современного типа обычным способом не получится – покрытие будет стёрто.
Очистку выполняют мокрой тряпочкой их х/б ткани. Берут твёрдую канифоль, куда ложат немного припоя. Наконечник следует натереть тряпочкой и моментально окунуть в канифоль. Кусок припоя утапливают вертикально вниз. Припой плавится и обволакивает конус жала.
Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию. Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Губка из металла
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом – паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Использование канифоли
Способ для традиционного инструмента с простым жалом из меди. Металл быстро окисляется и через 10−15 минут припой уже не подцепить. Если почистить отдельно от флюса, то мастер не успеет донести паяльник – так быстро проходит окисление.
Чистят инструмент из-за этого в канифоли. Под паяльник ложат надфиль, можно воспользоваться стальной проволокой. Затем жалом трут до того момента, пока флюс не расплавится. Припоя не должно быть.
Классический метод и профилактика
Предыдущие способы придумали мастера относительно недавно. Наши предки, даже ещё отцы, делали лужение несколько иначе. Для этого требовался напильник с мелкой насечкой , верстак для работы (можно заменить доской), канифоль и максимально тугоплавкий припой.
Порядок действий:
Процедура отнимет минут 10, не меньше. Большое количество времени на подготовку окупается тем, что с инструментом можно работать несколько дней без особой подготовки.
Работа продолжительное время спровоцирует перегрев.
Профилактические меры от окисления:
Инструмент всегда нужно держать наготове. После продолжительного простоя жало паяльника не лудится из-за сильного окисления. Восстановление адгезии покрытия, особенно из меди, проводят канифолью. После погружения в неё жало натирают тканью х/б. Во время работы паяльник тоже периодически нужно очищать.
Пайка материалов при работе с радиоэлектроникой – обычное дело. Научиться паять легко, к тому же с опытом мастерство будет только расти. Но инструмент требует качественного обслуживания, чтобы он безотказно работал. Мастеру нужно уметь правильно залудить жало паяльника, чтобы на нём держался припой, при этом нельзя повредить наконечник.
Существующие покрытия и их особенности
Традиционный материал – это медь. У нее хорошая теплопроводность, поэтому медь применяют в производстве с момента изобретения паяльника.
Никель отличается устойчивостью к износу и высокой прочностью. В результате потребитель получает наконечник с долгим сроком службы. Но есть недостаток – слабая адгезия , из-за которой никелевый наконечник не способен хорошо удерживать припой. Пайку можно выполнить, только подав материал непосредственно к месту, которое предварительно греют жалом.
Серебро отличается хорошей адгезией, но низкой теплопроводностью. Материал способен растворяться в припое и имеет высокую стоимость. При работе очень быстро обнажается медная основа, и дорогое жало приходится вскоре выбрасывать.
Радиолюбители всё ещё активно используют медные наконечники, избегая усовершенствованных покрытий. Приходится мириться с особенностью меди – быстрым окислением при высокой температуре. В результате адгезия падает, а мастерам необходимо быстро чистить наконечник, стирая тонкий слой металла и очищая его от шлаков.
В результате адгезия падает, а мастерам необходимо быстро чистить наконечник, стирая тонкий слой металла и очищая его от шлаков.
Современные жала с напылением тоже требуется готовить к работе, только методика несколько иная. На их поверхности скапливается припой, который периодически следует удалять. Это делают таким образом, чтобы не повредить дорогостоящее покрытие, иначе вместо жала с напылением можно получить обычный медный пруток.
Подготовка медного жала
Припой хорошо ложится на слегка нагретый наконечник, но с одним условием – он должен быть чистым. Это возможно только при низкой температуре, поскольку с расколённые жалом сложно проводить манипуляции. Задача в начале работы – очистить инструмент. После нагрева следует периодически стачивать окислившийся слой, чтобы улучшить адгезию.
С холодного паяльника можно снять стержень и провести его качественную очистку. При этом случайно повредить нагреватель не получится. Обрабатывают полностью весь наконечник, поскольку внутри нагревателя медь тоже окисляется от высокой температуры. Это ухудшает теплопередачу, и электроэнергия расходуется впустую.
Это ухудшает теплопередачу, и электроэнергия расходуется впустую.
Перед тем как залудить паяльник с медным жалом, его следует очистить от грязи. Работу выполняют напильником и наждачной бумагой. Материал затачивают до чистого слоя, чтобы медь имела вид новой. Вначале проводят грубую очистку напильником, а потом наждачкой полируют поверхность до гладкого состояния.
Мастера с опытом оковывают наконечник, что несколько снижает скорость окисления. Процесс заключается в том, чтобы равномерно укрепить поверхность медного прутка аккуратными ударами молотка на наковальне.
Лужение медного жала выполняют 2 способами – канифолью и натирая оловом. Первый вариант отличается высоким дымообразованием, поэтому не рекомендуется для жилых помещений из-за опасности для здоровья. Процедуру рекомендуют проводить на балконе. Очищенное жало помещают в ёмкость с канифолью, куда предварительно кладут немного припоя, который моментально покрывает наконечник и не даёт ему окисляться. После жало протирают натуральным сукном. Делают это аккуратно, чтобы не обжечься. Припой стараются втереть в медь.
После жало протирают натуральным сукном. Делают это аккуратно, чтобы не обжечься. Припой стараются втереть в медь.
Натирание оловом – это практически бездымный метод. Очищенное жало разогревают и макают в канифоль. После тёплую поверхность натирают оловом. Процедуру повторяют несколько раз, защитный слой натирают сукном.
Начальная обработка основания с напылением
Жало с напылением из керамики или никеля лудить не нужно, – так советуют производители, однако это не более чем рекламный ход. Такие покрытия тоже склонны к окислению, но процесс проходит медленнее. Залудить жало паяльника паяльной станции современного типа проверенным методом не получится – это уничтожит покрытие.
Чистку таких наконечников выполняют небольшим кусочком хлопчатобумажной ткани. Для этого в канифоль добавляют припой и окунают в смесь разогретое жало, которое предварительно натирают ветошью. Расплавленный припой обволакивает наконечник и формирует защитный слой.
Лужение в процессе пайки
Подготовку к работе проводят в спокойной обстановке. Через некоторое время адгезия жала снижается, поскольку медь начинает обгорать. Обычно это начинается через 5−10 минут. Есть несколько способов, как правильно залудить паяльник во время работы.
Деревянный брусок
Доска из хвойных пород всегда должна находиться под рукой у мастера. Такая древесина содержит природную канифоль. На брусок наливают флюс и укладывают немного припоя. Как только жало теряет адгезию, его натирают о дерево. Таким образом, можно не только очистить, но и облудить паяльник.
Металлическая губка
Способ отличается высокой скоростью. Заводские паяльные станции имеют контейнер с губкой из металла. В быту пользуются обычной металлической мочалкой.
Опытные мастера смазывают нижнюю часть губки флюсом. Неглубокое погружение жала позволит провести его простую очистку. А вот если макнуть основание в припой, а потом глубоко погрузить в губку, достав до слоя флюса, то очистка будет совмещена с лужением.
Инструменту сложно нанести повреждения даже при сильном нажатии. Способ годится для любого типа устройств.
Проверенный способ и профилактика
Предыдущие методы были придуманы относительно недавно. Наши предки проводили лужение несколько иначе, используя напильник с мелкой насечкой. Понадобится верстак для выполнения работы, который иногда заменяют доской, а также канифоль и тугоплавкий припой.
Порядок действий:
Процедура займет не меньше 10 минут. Это время окупается тем, что с инструментом можно будет работать дольше, не проводя дополнительной очистки.
Профилактические меры от окисления:
Сознательные мастера всегда держат инструмент наготове. Облудить жало паяльника желательно после работы и дополнительно перед ней, после длительного хранения. Профилактические меры во время пайки помогут избавиться от слабой адгезии припоя к наконечнику из любого материала.
Порой домашние умельцы недоумевают, почему электропаяльник работает плохо, даже недавно купленный. Нередко это объясняется тем, что его жало в ходе эксплуатации обгорает, покрываясь слоем нагара, и припой никак не хочет к нему прилипать. Многие, конечно, знают, что надо удалить нагар и облудить жало паяльника, но не соблюдают все правила работы. При этом не всегда учитывают особенности паяльников различных конструкций.
Нередко это объясняется тем, что его жало в ходе эксплуатации обгорает, покрываясь слоем нагара, и припой никак не хочет к нему прилипать. Многие, конечно, знают, что надо удалить нагар и облудить жало паяльника, но не соблюдают все правила работы. При этом не всегда учитывают особенности паяльников различных конструкций.
Паяльной станцией работать безопасно и удобно, благодаря точной настройке рабочей температуры.
Для качественной работы необходимы следующие приборы, инструменты и вспомогательные средства:
- электропаяльник с подставкой;
- напильник, наждачная бумага;
- канцелярский нож;
- плоскогубцы;
- тиски;
- припой;
- флюс;
- куски старого махрового полотенца;
- поролоновая губка;
- глицерин.
Читайте также:
– особенности и зернистость.
Как выбрать масло для бензопилы – .
Специфика отечественных электроприборов
Фото 1. Конструкция паяльника.
Выбираемый паяльник должен соответствовать характеру предстоящих работ. Неслучайно они отличаются своей мощностью. Слабый прибор не сможет достаточно прогревать большие области пайки, а чересчур мощный будет перегревать и сжигать металл.
Принцип выбора подходящего электропаяльника таков: чем объемнее детали, которые предстоит брать в работу, тем более мощный нужен прибор.
Так, монтаж маленьких электронных микросхем осуществляют паяльниками от 4 до 18 Вт. Для работы с печатными платами их мощность варьируется от 25 до 60 Вт. А крупные детали, корпуса или шасси нужно паять только электроприборами от 50 до 120 Вт.
В обычных отечественных паяльниках (см. фото 1) температура, до которой раскаляется жало, не регулируется и может достигать +450˚С. Такая высокая температура зачастую не только не нужна, но и вредна. Прикосновение к канифоли напоминает извержение вулкана. Пайка получается низкого качества, а действующий орган электроприбора, быстро изнашиваясь, выходит из строя.
Для обычных бытовых нужд, конечно, вполне годится простой дешевый паяльник. И приобретать первые навыки пайки лучше, начиная с такого прибора. Но если предстоит выполнять тонкие работы, то имеет смысл приобрести так называемую паяльную станцию.
Вернуться к оглавлению
Преимущества паяльной станции
Ее конструкцией предусмотрен терморегулятор, благодаря которому можно задавать нужную температуру жала. Питается она от компактного мини-трансформатора, дающего низкое напряжение от 12 до 36 В, поэтому работать паяльной станцией гораздо более безопасно. К тому же благодаря гальванической развязке никакие сетевые электромагнитные наводки не проникают в паяемые электронные детали, например, в особо чувствительные к ним виды диодов.
Схемы регуляторов температуры жала паяльника.
Кроме того, в отечественных паяльниках используется медное жало красновато-рыжего цвета. Медь обладает прекрасной теплопроводностью, но у нее есть существенный недостаток: от соприкосновения с воздухом она чрезвычайно быстро окисляется.
Проблема и в том, что флюсы – средства для удаления пленок на поверхностях паяемых деталей – разъедают не только окислы, но и саму медь жала. Вдобавок ее понемногу растворяют припои. И со временем рабочий орган паяльника не узнать: он сплошь в выемках, неровностях. Из-за них жало то и дело приходится затачивать. При использовании канифоли – порой еженедельно, а применяя флюс без канифоли – едва ли не через час.
В Японии, Китае, США, других странах давно устранили этот недостаток, выпуская долговечные, необгораемые жала. Их сразу можно отличить от отечественных по блестящему белому цвету. Такой цвет придает им тонкий защитный слой никеля, но основа жала – все та же медь.
При работе таким жалом припой не катается на нем, а поступает точно к месту пайки. Обращаться с паяльной станцией следует очень бережно, не прилагая грубых физических усилий. Иначе можно легко повредить никелевую защиту жала, и из-за обнажившихся участков меди оно вскоре придет в негодность.
Паяльные станции мировых фирм Hakko, Pace, Ersa, Weller, Antex, Adcola, Ungar отличаются более толстым покрытием и служат намного дольше, но и стоят гораздо дороже, чем китайская продукция. Особой прочностью обладает жало серии Goot (Япония), медный стержень которого покрыт двойным толстым слоем: сначала стали, а потом алюминия. Но даже такое «вечное» жало тоже нельзя оставлять без защиты – оно должно быть под тонким слоем припоя.
Вернуться к оглавлению
Правила лужения медного сердечника
Итак, чтобы можно было паять детали качественно и быстро, следует облудить жало паяльника (см. видео). Предварительно наконечник нового или уже побывавшего в работе прибора нужно до блеска зачистить напильником и наждачной бумагой. Причем полностью – и открытую его часть, и находящуюся в теле паяльника. Кстати, внутреннюю часть жала желательно смазывать термопастой – она улучшает теплопроводность и облегчает последующее извлечение наконечника.
Затем паяльник нагревают, периодически проверяя наконечником состояние канифоли.
При этом жидкая канифоль очищает сердечник от окисла меди, а плавящийся припой сразу же залуживает его. Не надо экономить канифоль – если ее мало, припой распределится по поверхности наконечника неровно, бугорками. А нужно добиваться, чтобы его слой был равномерным.
Потом остается только быстро удалить излишки покрытия, протерев жало мокрым полотенцем.
И впредь надо следить, чтобы оно не нагревалось свыше +300˚С, иначе сердечник снова окислится и все труды окажутся бесполезными.
Некоторые умельцы варьируют температуру, подключая к паяльнику диммер – регулятор мощности освещения помещений.
Чтобы облудить жало прибора, опытные мастера пользуются припоем марки «ПОС-40» (с 40% олова) в виде толстых прутьев, которые обычно расплющивают перед работой. Менее желателен припой «ПОС-61» – он легче плавится, поэтому его слой на сердечнике выгорает гораздо быстрее.


 И достаточно тончайшей пленки окиси меди на жале, чтобы она отторгала олово или его сплавы.
И достаточно тончайшей пленки окиси меди на жале, чтобы она отторгала олово или его сплавы.
 Наносить припой на жало удобнее всего вторым, более мощным паяльником.
Наносить припой на жало удобнее всего вторым, более мощным паяльником.В современном доме, наполненном техникой, часто встречаются простые поломки, которые при должном умении легко устранить самостоятельно. Чаще всего встречается такая поломка, как разъединение контактов и разрыв проводов. В домашних условиях с такой проблемой можно справиться при помощи обыкновенного паяльника.
На множестве сайтов есть инструкции, как правильно выбрать паяльник и самостоятельно паять, как подобрать припой и флюс. Но в большинстве своем в инструкциях опускается такой важный вопрос как правильно залудить паяльник.
Если неправильно подготовить инструмент к работе, то результаты стараний будут совершенно некачественными, а контакты в приборе – ненадежными.
На метод лужения в основном влияет материал, из которого изготавливается непосредственно жало паяльника.
Медь
Самыми популярными и доступными по цене являются жала, изготовленные из меди и ее сплавов. Данный металл обладает хорошей теплопроводностью, однако имеет большой минус- медное жало очень мягкое и по этой причине очень быстро изнашивается. Также медные жала не подходят для работы над мелкими радиодеталями.
Данный металл обладает хорошей теплопроводностью, однако имеет большой минус- медное жало очень мягкое и по этой причине очень быстро изнашивается. Также медные жала не подходят для работы над мелкими радиодеталями.
Не обгораемые наконечники
Гораздо лучшие характеристики имеют необгораемые жала. Они тоже выполнены из медных сплавов, но имеют специальное защитное покрытие из никеля или серебра.
Найти инструкцию, как залудить жало такого паяльника не получится – данный процесс выполняется еще на этапе изготовления жала, и благодаря специальному покрытию повторять данную операцию больше не придется.
Сталь
В редких случаях можно встретить паяльники с жалом, выполненным из стали. Этот материал гораздо более долговечный и прочный по сравнению с медью, но обладает очень плохой теплопроводностью. Это обуславливает весьма малую популярность паяльников со стальными наконечниками.
Керамика
В последнее время все больше набирают популярность паяльники с жалами, изготовленными из керамики. Они обладают завидной теплопроводностью, не покрываются окислами и как следствие, не требуют лужения.
Они обладают завидной теплопроводностью, не покрываются окислами и как следствие, не требуют лужения.
Также благодаря своей плотности, керамический наконечник может быть весьма тонким, что как нельзя лучше подходит для работы с мелкими радиодеталями и создания авторской бижутерии.
Составные наконечники
В продаже можно встретить жала, сделанные сразу из нескольких металлов. При создании таких деталей учитываются все плюсы и минусы каждого из используемых металлов, чтобы полностью отразить его достоинства и нивелировать недостатки.
Самым популярным является такое сочетание металлов, как соединение стали, меди и никеля. Твердая сталь служит осью жесткости, мягкая медь служит хорошим проводником, а никелевое покрытие защищает медное жало от окисления.
Начало работы
Начинать работу с новым и уже использовавшимся ранее инструментом необходимо совершенно по-разному.
Как же залудить новый паяльник?
Стоит вспомнить, что в лужении нуждаются только медные и стальные жала. Для других данная процедура не требуется.
Для других данная процедура не требуется.
Начинать работу с новым паяльником следует с удаления с его поверхности патины – зеленоватого налета, который создают продукты окисления. Удаляется патина при помощи мелкозернистой наждачной бумаги. Далее можно приступать непосредственно к лужению.
Чтобы знать, как залудить медный паяльник, надо знать, что такое лужение. Под этим термином понимается покрытие поверхности жала тонким слоем разогретого припоя. Данная операция поможет не допустить окисления металла во время работы, что благотворно повлияет на качество шва.
После снятия окислов с нового паяльника и придания нужной формы старому жалу, можно приступать к лужению. Для этого паяльник разогревается до температуры плавления канифоли, после чего ей обрабатывается жало.
Чтобы выполнить этот процесс было легче, можно посмотреть фото как залудить паяльник. Это поможет подобрать оптимальное количество припоя и канифоли для выполнения данной работы.
Фото инструкция как залудить жало паяльника
Правила работы с паяльником
В зависимости от качества и характера выполняемых работ можно выбрать различный инструмент для паяния изделий, а также использовать разнообразные приспособления. Наиболее распространёнными в этой категории инструментами являются:
- паяльники;
- паяльные фены;
- термовоздушные станции.
Электрический паяльник является самым распространённым среди паяльных инструментов и используется в бытовых нуждах наиболее часто. Самые простые операционные работы с этим инструментом можно успешно освоить за считанные минуты.
Устройство электрического паяльника
С помощью паяльника детали соединяются между собой с использованием специального припоя, который расплавляется под воздействием высокой температуры. Паяльник – это электрический инструмент со специальным жалом на конце, которое нагревается до определённой температуры, достаточной для того, чтобы расплавился припой. Прочное и качественное соединение деталей получается, если соблюдать все тонкости и особенности работы с паяльником.
Прочное и качественное соединение деталей получается, если соблюдать все тонкости и особенности работы с паяльником.
Электропаяльник состоит из следующих простых деталей:
- Нагревательный элемент.
- Жало.
- Шнур электрического питания.
Нагревательный элемент паяльника заключён в корпус из специального негорючего материала, который ещё и не плавится. Жало паяльника изготавливают из меди с покрытием специальными сплавами из никеля или стали.
Отдельные модели паяльников оснащены регулятором температуры. В конструкции электрического паяльника нагревательный элемент преобразовывает энергию электричества в тепловую и передаёт её жалу для расплавления припоя. Для отдельных моделей паяльников существуют сменные жала.
Корпус нагревательного элемента представляет собой металлическую трубку с расположенными вдоль сквозными отверстиями, которые отводят избыточное тепло. Для шнура питания чаще всего берут двужильный провод, сечение которого позволит без опасений использовать инструмент различной мощности.
Регулятор температуры может быть встроенным и располагаться в корпусе паяльника, а может находиться на блоке питания. Последний вариант является предпочтительным, используется при работе по монтажу электрических плат, конструируется чаще и встречается у инструментов, предназначенных для работы в низком диапазоне напряжений от 12В до 36В.
Материалы, используемые для пайки
В работе используются такие расходные материалы, как припой и флюс. Технология соединения деталей при пайке и сварке несколько отличается. При паянии соединение происходит благодаря образованию шва, который появляется между соединяемыми деталями и материалом припоя за счёт возникновения прочных связей.
По своему составу припои бывают разными в зависимости от применяемых материалов и их количественного соотношения. Для работы нужно брать припой такого состава, который будет отвечать температурным требованиям режима пайки и зависеть от разновидности материалов для соединения.
Флюсы применяют в работе в зависимости от типов материалов и условий пайки. Виды используемых при пайке флюсов:
Виды используемых при пайке флюсов:
- Твёрдые.
- Жидкие.
- Кислотные.
- Бескислотные.
Как подготовить к работе жало
Перед работой необходимо проверить параметры настройки паяльника и его общее состояние, которое можно установить, внимательно осмотрев инструмент со всех сторон. Обратите внимание, что жало паяльника нужно держать в чистоте и не нагретым. Питающий провод должен находиться в целостном изоляционном материале.
Изучите инструкцию к паяльному инструменту, там содержится информация о рабочих параметрах паяльника – мощности и напряжении. Значение рабочего напряжения указывается на корпусе самого паяльника и является его маркировочной характеристикой.
Работу с совершенно новым инструментом нужно начинать с его хорошего прогрева. Необходимо, чтобы сначала обгорела внутри корпуса заводская смазка инструмента, при этом процессе обязательно хорошо проветривайте рабочее помещение.
Лёгкими аккуратными ударами молоточка сформируйте и заточите жало нового паяльника.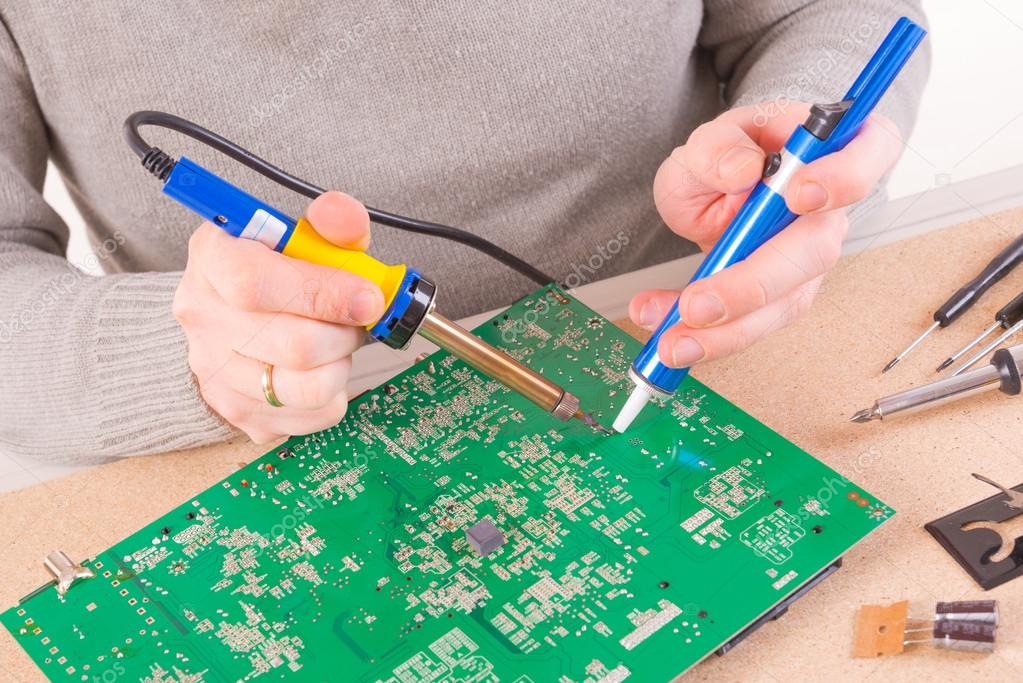 Таким образом, конец жала станет более плотным и будет меньше сгорать при работе.
Таким образом, конец жала станет более плотным и будет меньше сгорать при работе.
Следующим подготовительным этапом будет облуживание жала паяльника для того, чтобы рабочий припой не скатывался с него, а хорошо приставал. Сначала нагрейте жало паяльника, потом смажьте его флюсом и немедленно прикоснитесь к уже приготовленному оловянному припою, чтобы он расплавился и покрыл всё жало, деревянной палочкой распределите аккуратно припой по всей поверхности. Эта подготовка будет препятствовать окислению материала, из которого сделано жало, а само жало будет покрыто тонкой плёночкой из олова.
После тщательного выполнения подготовительных мероприятий паяльником можно пользоваться для выполнения паяльных работ.
Подготовка деталей и их спайка
Перед процессом паяния все детали для аккуратного и прочного соединения нужно сначала зачистить, потом облудить. Если паяние проходит с использованием канифоли, то деталь сначала нагревают, потом покрывают флюсом или расплавленной канифолью и припоем.
При паянии жидким флюсом им сначала покрывают холодные поверхности деталей, затем нагревают паяльник и им покрывают слоем припоя.
Чтобы держать при работе паяльником мелкие спаиваемые детали, удобно использовать небольшой пинцет. Также для фиксирования деталей можно использовать специальные паяльные столы, щипцы или различные зажимы.
Детали, которые были уже облужены, соединяют между собой и фиксируют в нужном положении. Затем нагревают до температуры, при которой будет плавиться припой и подают припой на жале паяльника или при помощи проволоки. Расплавляющийся припой распределяют равномерным слоем по всему соединительному шву.
Далее при полнейшей неподвижности стыка соединяемых деталей ожидают его полного остывания. Нельзя смачивать шов водой или обдувать его струёй воздуха, чтобы он быстрее остыл. Далее нужно смыть остатки флюса, кроме нейтрального, который смывать не надо.
Различные примеры паяния
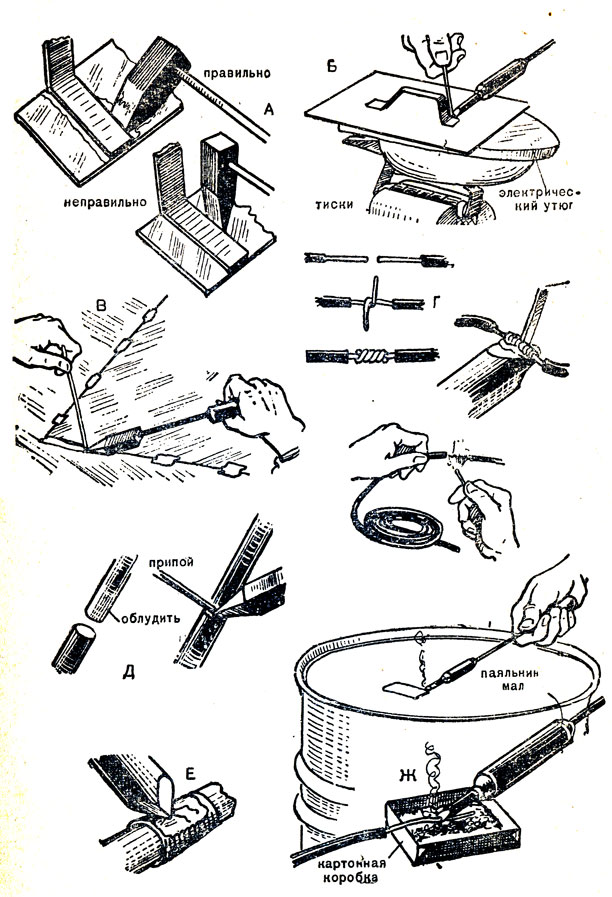
Самая простая пайка – это пайка проводов при выполнении электромонтажных работ. Для этого провода скручивают между собой и пропаивают, чтобы они не нагревались в сети и не оказывали дополнительного сопротивления. Для выполнения этой работы лучше пользоваться жидким флюсом, который может равномерно покрывать всю скрученную поверхность проводов и проникнет внутрь скрутки.
Для этого провода скручивают между собой и пропаивают, чтобы они не нагревались в сети и не оказывали дополнительного сопротивления. Для выполнения этой работы лучше пользоваться жидким флюсом, который может равномерно покрывать всю скрученную поверхность проводов и проникнет внутрь скрутки.
При необходимости запаять какое-либо небольшое отверстие нужно сделать работу немного иначе. Под отверстие необходимо подложить такой туго плавящийся материал, как асбест или текстолит, предварительно смазанный техническим жиром, затем покрыть жидким флюсом края отверстия и разместить припой на подкладке внутри дырки. Потом расплавить его паяльником, распределив по всей площади отверстия и захватить его края, прогревая их паяльником. После того, как припой остынет, можно убирать подкладочный материал.
В заключение нужно напомнить о необходимости соблюдать основные правила безопасности работы, пользоваться подставкой и ковриком для паяльника, а работу проводить в помещении с хорошим проветриванием. Если освоить этот несложный инструмент, то можно самостоятельно ремонтировать различные бытовые устройства.
Если освоить этот несложный инструмент, то можно самостоятельно ремонтировать различные бытовые устройства.
Как правильно работать паяльником? – flagman-ug.ru
Как правильно паять?
Советы и рекомендации по правильной пайке
Прежде чем начать рассматривать вопрос: ”Как правильно паять?” Нужно обозначить одно но…
Пайка бывает разная. Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
Как видим, разница существенная.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа. Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки.
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником.
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений – раковин.
Выгоревшее жало паяльника
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем.
Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой. При работе таким паяльником припой к месту пайки доставляется с помощью тонкого проволочного припоя.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно. Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом. Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении (проволочном, стержневом, кусковом и т.п), возможность изменения формы медного жала.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки.
Чистота спаиваемых поверхностей.
Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке.
Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и ровным слоем припоя. Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Лужение провода и выводов радиоэлементов легко проводить обычным электрическим паяльником с медным жалом. Как известно, при подготовке паяльника к работе также производят лужение медного жала.
Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя.
Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.
Лужение медного провода
Расплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае – канифоли) обеспечивается равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников во время прогрева их паяльником.
Прогрев жала паяльника до рабочей температуры.
Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения 180 – 240 0 C.
Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Для проверки нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если канифоль плохо плавиться и медленно растекается по жалу паяльника, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе.
В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком. Такая пайка является некачественной и быстро разрушается.
Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы.
Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком случае нужно либо дольше нагревать спаиваемые поверхности (что не всегда возможно или не приводит к желаемому результату), либо применять более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт. Обычно в радиолюбительской практике используются паяльники мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт. При эксплуатации электрического паяльника стоит регулярно проверять целостность изоляции сетевого шнура, так как в процессе работы нередки случаи её повреждения и случайного оплавления разогретыми частями паяльника.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 280 0 C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 240-280 0 C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень важно жёстко их зафиксировать. Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть.
Для того чтобы качественно производить пайку деталей “на весу” и избежать смещения или вибрации во время остывания паяного контакта можно использовать приспособление, которое в быту радиолюбителей называется “третья рука”.
Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой.
«Третья рука» в работе
Меры безопасности при пайке.
В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как правило, является спешка и плохая организация рабочего места.
Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой. В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони. Поверьте, ожоговые раны очень долго заживают !
Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой. В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони. Поверьте, ожоговые раны очень долго заживают !
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой.
Как научиться паять ручным паяльником + пошаговый инструктаж
Главная страница » Как научиться паять ручным паяльником + пошаговый инструктаж
Учение – мать творения! И даже если творением рассматривается всего лишь обычная работа электропаяльником, без учёбы такую работу качественно не сделать. Держать в руках паяльник и паять оловом необходимо уметь каждому, в том числе девушкам. Поэтому рассмотрим простой и одновременно сложный технический момент — как научиться паять ручным паяльником и применять науку в случае необходимости. А необходимость пайки оловом допускается самая разная, будь то бытовые утюги, радио-розетки, электро-чайники, электронные платы и прочее.
Держать в руках паяльник и паять оловом необходимо уметь каждому, в том числе девушкам. Поэтому рассмотрим простой и одновременно сложный технический момент — как научиться паять ручным паяльником и применять науку в случае необходимости. А необходимость пайки оловом допускается самая разная, будь то бытовые утюги, радио-розетки, электро-чайники, электронные платы и прочее.
Какой нужно видеть пайку ручным паяльником?
Потребность разборки электронных устройств с целью ремонта – явление достаточно частое. Между тем, любая электроника, как правило, содержит печатную плату, где электронные компоненты соединяются в схему методом пайки.
Пайка электропаяльником – действия, направленные на создание прочного соединения электронных деталей путём плавления припоя с последующим нанесением расплава в точке сопряжения деталей.
Технология пайки при помощи ручного электропаяльника широко применяется для ремонта электроники. Поэтому желательно уметь пользоваться этой технологией
Припой — сплав мягких металлов, способный при нагреве до некоторой температуры (
250ºC для припоя ПОС60) приобретать полужидкое состояние. Когда же нагрев прекращается, припой в точке нанесения охлаждается, за счёт чего создаётся прочная электрическая связь. Особенность такой пайки характерна тем, что спаянный узел также легко распаять, используя тот же инструмент – электрический паяльник.
Когда же нагрев прекращается, припой в точке нанесения охлаждается, за счёт чего создаётся прочная электрическая связь. Особенность такой пайки характерна тем, что спаянный узел также легко распаять, используя тот же инструмент – электрический паяльник.
Какие используются инструменты и аксессуары при пайке?
Основой для производства паяльных работ выступает относительно небольшое число инструментов и компонентов:
- Электрический (или другой) паяльник.
- Подставка для паяльника.
- Припой.
- Флюс (самый простой и популярный – канифоль).
Таким выглядит упрощённый вариант «железа» и аксессуаров для производства ручной пайки. Однако с повышением навыков электромонтажника и увеличением потребностей в паяльной работе, не исключается расширение ассортимента, когда дополнительно потребуется:
- Паяльная станция.
- Приспособление «Третья рука».
- Набор припоя, флюсов, паяльных паст.
Какой он — электрический паяльник?
Ручной инструмент — паяльник, питается от стандартной розетки переменного тока (220В). Есть инструмент прямого питания и питания через адаптер. Существуют паяльники ручного применения под разную мощность (10 – 100 Вт). Однако для большинства случаев пайки обычно достаточно прибора мощностью 25-40 Вт.
Есть инструмент прямого питания и питания через адаптер. Существуют паяльники ручного применения под разную мощность (10 – 100 Вт). Однако для большинства случаев пайки обычно достаточно прибора мощностью 25-40 Вт.
Ручные конструкции паяльных инструментов производятся разных форм и конфигураций. Есть инструменты, дополненные разными формами наконечников и вспомогательными аксессуарами
Главный инструмент паяльного процесса выпускается разными вариантами исполнения. Например, простой с рукояткой или в виде пистолета. Конструкция большей части паяльников поддерживает взаимозаменяемость паяльных наконечников. Благодаря взаимной замене наконечников, реализуются разные способы пайки.
Работа с ручным паяльником требует осторожности и соблюдения правил эксплуатации, поскольку используется высокая температура нагрева 450-500ºC и высокое напряжение питания 220 В.
Какая лучше подставка под электропаяльник?
Этот аксессуар носит опционный характер, но рекомендуется в любом случае. В принципе, пайку допустимо проводить и без наличия подставки под паяльник, но такой вариант сопровождается массой неудобств. Тем более, не рекомендуется работать без подставки начинающим электро-монтажникам.
В принципе, пайку допустимо проводить и без наличия подставки под паяльник, но такой вариант сопровождается массой неудобств. Тем более, не рекомендуется работать без подставки начинающим электро-монтажникам.
Подставка под парковку паяльного инструмента – аксессуар, которым обеспечивается не просто удобство пользования и пайки, но также безопасность для электромеханика
Удобная работа с подставкой видятся не только в парковке паяльника при производстве работ. Обычно подставка оснащается ванночками для припоя и флюса, что также дополняет комфорта при производстве пайки. Поэтому, намереваясь заняться паяльными работами, следует обзавестись не только паяльником, но также удобной практичной подставкой.
Какие применяются припои и флюсы?
Существует масса разновидностей припоя применительно к условиям пайки. Этот аксессуар для пайки поставляется:
- свинцовым сплавом,
- бессвинцовым сплавом,
- с добавлением флюса,
- без добавления флюса.

Традиционно припой выпускается проволочной формой диаметром 0,8-15 мм, а также прутками. Проволочный вариант считается наиболее распространенным.
Для пайки электроники чаще всего используют бессвинцовый припой с добавлением канифоли или без добавления таковой. Бессвинцовый тип припоя основан на сплаве олова и меди. Применяется (значительно реже) также свинцовый припой (60% олова, 40% свинца), но этот вариант считается вредным для здоровья и не рекомендуется к применению.
Применяя свинцовый припой для пайки паяльником, необходимо обеспечить более активную вентиляцию. После завершения паяльных работ обязательно мыть руки хозяйственным мылом.
Неотъемлемые аксессуары пайки с помощью ручного паяльника – паяльная канифоль и припой в проволочном исполнении. Также существуют паяльные пасты и припои прутковой формы
Работа с припоем сопровождается разными видами флюса. Среди применяемых вариантов есть вариант пайки, где в качестве флюса выступает кислота (пайка стали, нержавейки). В этом случае рекомендуется отдельный «кислотный» сердечник паяльника, так как кислота быстро «съедает» цветной металл. «Кислотный» сердечник можно найти в специализированных магазинах.
В этом случае рекомендуется отдельный «кислотный» сердечник паяльника, так как кислота быстро «съедает» цветной металл. «Кислотный» сердечник можно найти в специализированных магазинах.
Какой видится техника чистки жала сердечника?
Производство пайки требует периодической очистки жала сердечника паяльника. На практике часто используется стандартная влажная губка, благодаря которой жало сердечника паяльника удаётся сохранять очищенным, оптимальным для работы. Также губка достаточно эффективно снимает окисление, которое неизбежно образуется.
Наличием плёнки окисления на жале сердечника паяльника закрывается рабочий слой припоя. Образуется плёнка чёрного цвета, блокирующая активное прилипание припоя и равномерное распределение по жалу.
Использование обычной влажной губки видится эффективным, но такой способ приводит к сокращению срока службы наконечника по причине расширения и сжатия меди. Кроме того, мокрая губка на время снижает температуру наконечника. Поэтому лучшей альтернативой для очистки видится применение латунной «губки».
Удобное средств для выполнения чистки жала паяльника от окислов и остатков расплавленного припоя – латунная сетка. Более совершенная альтернатива традиционной мокрой губки
Такой аксессуар, как латунная «губка», представляет собой металлическую мелкую сетку из латуни, подобную той, что применяется для мойки посуды. Разница только в том, что моечная сетка делается из стали или нержавейки.
Зачем нужны паяльная станция и «третья рука»?
Более продвинутым инструментом в технологическом плане является паяльная станция. Инструмент такого вида практично использовать, когда существует необходимость постоянной работы, связанной с пайкой. Паяльная станция обеспечивают большую гибкость в работе, плюс контроль работы (автоматическая регулировка температуры нагрева).
Преимущественной стороной паяльной станции является способность устройства держать заданную температуру паяльника. Такой подход способствует высокому качеству исполнения паяльных работ по целому ряду проектов. Паяльные станции способствуют созданию безопасного рабочего места, поскольку включают в конструкцию температурные датчики, настройки предупреждений и даже защиту паролем.
Паяльные станции способствуют созданию безопасного рабочего места, поскольку включают в конструкцию температурные датчики, настройки предупреждений и даже защиту паролем.
Паяльная станция и «третья рука» — инструменты для профессионального использования, когда дело касается объёмного выполнения работ, а также проведения пайки мелких электронных деталей
Дополнительно к паяльной станции, профессиональными электромонтажниками используется ещё один инструмент – так называемая «третья рука». Речь идёт о специальном держателе, оснащённом увеличительным стеклом. При помощи такого держателя удобно паять миниатюрные детали и работать с электронными платами мелкой разводки.
Пошаговый процесс пайки
Прежде чем начинать пайку, следует подготовить паяльник и все необходимые аксессуары.
- Подготовить припой и флюс.
- Если паяльник новый, зачистить мелкой шкуркой жало до медного блеска.
- Нагреть жало сердечника паяльника до рабочей температуры (не выше 400ºC).
- Обмакнуть жало в канифоль и приложить к припою.
- Захватить небольшое количество припоя на жало.
- Тщательно облудить рабочие поверхности жала припоем.
Процедуру лужения жала рекомендуется выполнять на медной поверхности малой массы. Удачно подходят для лужения места широких дорожек любой бракованной печатной платы. Завершив лужение, можно приступать непосредственно к пайке.
Процедура пайки установленных электронных деталей сама по себе не представляет особых сложностей. Качество создания соединений зависит от правильной последовательности действий и от навыка
Если пайка проводится на чистых (не разу не паяных) дорожках электронной платы, все точки пайки требуется также подготовить – зачистить наждачной бумагой «нулёвкой» до характерного блеска. Далее выполняются следующие действия:
- Вставить электронный компонент в соответствующие отверстия платы.
- Установить компонент по уровням вертикали/горизонтали.
- С обратной стороны платы (точки пайки) отогнуть выводы компонента под 45º.
- Обмакнуть жало наконечника паяльника в канифоль.
- Захватить небольшую часть припоя.
- Коснуться жалом поверхности платы в точке пайки.

Результатом касания, как правило, становится равномерное растекание расплавленного припоя вокруг вывода электронного компонента. Как только припой заполнил точку пайки, жало паяльника следует отстранить, чтобы дать застыть нанесённому припою. Повторить операцию на следующей точке. Таким способом осуществляется пайка любых других точек на электронной плате.
Как паять провода с помощью паяльника?
Паяльная процедура, направленная на соединение проводов, несколько отличается от пайки на дорожках электронных плат. Следует отметить: пайке оловянным припоем с применением канифоли и подобных флюсов подлежат только медные проводники или построенные на сплавах с большим содержанием меди.
Особенности пайки провода – правильное лужение и корректная выдержка по времени контакта. Качество во многом зависит от состава спаиваемых жил проводника
Изначально требуется подготовить концы проводников под пайку – зачистить до характерного блеска и плотно скрутить (многожильные). Затем:
Затем:
- Подготовленный конец проводника заводится вместе с жалом паяльника кратковременно в канифоль.
- Далее захватить жалом припой и нанести на зачищенный конец проводника, покрытый тонким слоем канифоли.
- Равномерно распределять жалом припой до полного захвата всей области конца проводника.
Выполняя последний пункт, следует контролировать процесс, чтобы не перегреть изоляцию провода. Если изоляция начинает плавиться, следует отстранить паяльник на время и повторить лужение чуть позже. Проделать аналогичную процедуру с другим проводом. Затем наложить концы один на другой и залить припоем.
Также можно применить другой вариант:
- Зачистить концы проводников до блеска.
- Скрутить концы друг с другом.
- Обмакнуть коротко в расплавленную канифоль.
- Облудить и залить припоем.
Завершающий штрих
На этом практику начинающего электро-монтажника можно считать завершённой. Каждому, кто усвоил технологию пайки ручным паяльником, открываются широкие горизонты для творчества и работы.
Как правильно паять паяльником: инструкция для чайников
Искусство пайки нужно постигать постепенно. Начиная от спаивания проводов и переходя к печатным платам — каждый из способов имеет свои тонкости как в подборе расходников для пайки, так и в технике. Сегодня мы поделимся с читателями азами паяльного дела и базовыми навыками работы.
В чём суть пайки
В паяльном деле используется способность одних металлов в расплавленном состоянии эффективно растекаться по поверхности других под действием гравитации и умеренного поверхностного натяжения. Соединение пайкой неразъёмное: две соединяемые детали как бы обволакиваются слоем припоя и остаются неподвижными после его застывания.
Поскольку мы будем рассматривать пайку именно в контексте пайки металлов, то наиболее важными параметрами будут прочность механического и проводимость электрического соединения. В большинстве случаев это прямо пропорциональные величины и если две детали плотно схвачены, то и проводимость между ними тоже будет высокой. Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Однако припой имеет удельное сопротивление выше, чем даже у алюминия, поэтому его слой должен быть как можно более тонким, а укрывистость — максимально высокой.
Для того чтобы пайка была возможна в принципе, существует два условия. Первое и важнейшее — чистота деталей в месте спайки. Припой присоединяется к поверхности металла на атомном уровне и наличие даже малейшей оксидной плёнки или загрязнений сделает надёжное прилипание невозможным.
Второе условие — температура плавления припоя должна быть значительно ниже температуры спаиваемых деталей. Это кажется очевидным, но существуют припои с температурой плавления выше, чем у алюминия, к примеру. Кроме того, если реальная разница в температурах плавления недостаточно высока, при застывании припоя температурная усадка деталей может помешать нормальному формированию кристаллической решётки припоя.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.
Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.
Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.
Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.
Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.
Сплав Розе
Мощность и виды паяльников
Главным отличием паяльного инструмента является тип источника его питания. Для обывателей наиболее знакомы сетевые паяльники, питающиеся от 220 В. Их используют главным образом для пайки проводов и более массивных деталей, ибо перегреть медный провод практически невозможно за исключением, разве что, оплавления изоляции.
Плюс сетевых паяльников в их высокой мощности. За счёт неё обеспечивается качественный и глубокий прогрев детали, плюс не требуется громоздкого блока питания для работы. Из недостатков можно выделить невысокое удобство работы: паяльник довольно тяжёлый, жало расположено далеко от ручки и для тонкой работы такой инструмент не годится.
Паяльные станции используют термоконтроль для поддержания стабильного уровня температуры. Такие паяльники не обладают значительной мощностью, обычно 40 Вт — это уже потолок. Однако для чувствительной к перегреву электроники и пайки мелких деталей этот инструмент подходит наилучшим образом.
Выбор жала и уход за ним
Жала для паяльников различают по форме и материалу. С формой всё просто: самым примитивным и в то же время универсальным является шиловидное жало. Возможны вариации в форме лопаточки, конуса с затуплённым концом, со скосом и прочие. Главная задача при выборе формы — добиться максимальной площади соприкосновения с конкретным типом спаиваемых деталей, чтобы нагрев был мощным и при этом непродолжительным.
Медные жала для паяльника
По материалу почти все жала медные, однако бывают с покрытием и без него. Покрывают медные жала хромом и никелем для увеличения жаростойкости и устранения окисления поверхности меди. Жала с покрытием очень долговечные, но несколько хуже смачиваются припоем и требуют бережного отношения. Для их чистки используют латунную стружку и вискозные губки.
Жала с никелевым покрытием
Жала без покрытия можно по праву отнести к расходникам для пайки. Такое жало при работе периодически покрывается слоем окислов и припой перестаёт к нему прилипать. Рабочую кромку нужно заново зачистить и залудить, поэтому при интенсивном использовании жало стачивается достаточно быстро. Для замедления обгорания жала его рекомендуется предварительно отковать, а затем обточить для придания нужной формы.
Пайка проводов
Провода паять наиболее просто. Концы жил окунаем в раствор флюса и проводим по ним паяльником, жало которого обильно смочено во флюсе. В процессе лужения излишки расплавленного припоя желательно стряхивать. После нанесения полуды из проводов формируют скрутку, а затем тщательно прогревают её с небольшим количеством припоя, заполняя свободное пространство между жилами.
В процессе лужения излишки расплавленного припоя желательно стряхивать. После нанесения полуды из проводов формируют скрутку, а затем тщательно прогревают её с небольшим количеством припоя, заполняя свободное пространство между жилами.
Возможен и иной способ, когда перед скручиванием провода просто тщательно смачивают флюсом и паяют без предварительного лужения. Особенно такой метод популярен при пайке многопроволочных жил и проводков небольшого диаметра. Если флюс качественный, а паяльник обеспечивает достаточно сильный прогрев, даже скрутка из 3–4 «пушистых» жил по 1,5 мм 2 хорошо пропитается оловом и будет надёжно спаяна.
Обратите внимание, что в электромонтаже, то есть внутри распределительных коробок, паять проводку не принято. В первую очередь по причине неразъёмности соединения, плюс ко всему спайка обладает значительным переходным сопротивлением и всегда есть высокий риск её корродирования. Провода паяют исключительно при соединениях внутри электроприборов или для лужения концов многопроволочных жил перед их затяжкой винтовыми клеммами.
Работа с электронными компонентами
Пайка электроники — наиболее обширная и сложная тема, требующая опыта, навыков и специального оборудования. Однако заменить неисправный элемент на печатной плате сможет и дилетант даже при наличии одного лишь сетевого паяльника.
Выводные элементы (которые с ножками) паять проще всего. Они предварительно неподвижно фиксируются (пластилином, воском) выводами в отверстиях платы. Затем с обратной стороны паяльник плотно прижимается к хвосту для его прогрева, после чего в место спайки вводится проволочка припоя, содержащего флюс. Слишком много олова не нужно, достаточно чтобы оно затекло в лунку со всех сторон и образовало некое подобие вытянутого колпака.
Если выводной элемент болтается и его нужно придерживать руками, то место спайки сперва смачивается флюсом. Его нужно очень небольшое количество, здесь оптимально использовать флаконы от лака для ногтей, предварительно промытые ацетоном. Олово при такой технике пайки набирается на паяльник в небольшом количестве и его капелька аккуратно подносится к выводу элемента в 1–2 мм от поверхности платы. По ножке припой стекает, равномерно заполняя лунку, после чего паяльник можно убирать.
По ножке припой стекает, равномерно заполняя лунку, после чего паяльник можно убирать.
Очень важно, чтобы соединяемые детали оставались неподвижными до полного остывания припоя. Даже малейшее нарушение формы олова при кристаллизации приводит к так называемой холодной спайке — дроблению всей массы припоя на множество мелких кристаллов. Характерный признак такого явления — резкое помутнение припоя. Его нужно разогреть заново и дождаться равномерного остывания в полной неподвижности.
Некачественная, холодная пайка
Для поддержания олова в жидком состоянии, достаточно чтобы паяльник контактировал залуженной поверхностью жала с любой точкой увлажнённого участка. Если паяльник буквально прилипает к спаиваемым деталям, это свидетельствует о недостатке мощности для нагрева. Для пайки чувствительных к нагреву полупроводниковых элементов и микросхем обычный припой можно смешивать с легкоплавким.
Пайка массивных деталей
Наконец, кратко расскажем о пайке деталей с высокой теплоёмкостью, таких как кабельные муфты, баки или посуда. Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы.
Требование к неподвижности соединения здесь наиболее важно, крупные детали предварительно соединяют струбцинами, мелкие — комками пластилина, перед пропайкой соединения его прихватывают точечно в нескольких местах и снимают скрепы.
Паяют массивные детали как обычно — сперва полуда на месте соединения, затем заполнение шва жидким припоем. Однако припой в этих целях используют специальный, обычно тугоплавкий и способный сохранять высокую герметичность, а также хорошо выдерживающий частичный нагрев.
При такой пайке крайне важно поддерживать детали хорошо прогретыми. Для этих целей паяльный шов непосредственно перед местом спаивания подогревают газовой горелкой, а вместо обычного электрического паяльника используют массивный медный топорик. Его также постоянно подогревают в пламени горелки, попутно смачивая припоем, а затем заполняют соединение, частично расплавляя предыдущий шов на несколько миллиметров.
Подобная техника пайки с подогревом может использоваться и при работе обычным паяльником, например, при спайке толстых жил кабеля. Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
Жало в этом случае выступает лишь оперативным инструментом для тщательного распределения олова, а основным источником нагрева служит газовая горелка.
КАК ПРАВИЛЬНО ПАЯТЬ? ПАЙКА ДЛЯ НАЧИНАЮЩИХ
ТЕОРЕТИЧЕСКАЯ СУТЬ ПРОЦЕССА ПАЙКИ
Чтобы научиться, что-либо чинить или ремонтировать, очень полезно понимать базовую (физическую) основу той или иной работы. В чем состоит суть пайки, как процесса? Если обратиться к физике, то можно сказать, что во время пайки мы используем способность одного металла, который находится в расплавленном виде, растекаться по поверхности другого металла. Соединенные пайкой детали обволакиваются слоем припоя и остаются неподвижно соединенными после его застывания.
При пайке для нас наиболее важны два параметра: прочность спаянного соединения и проводимость спаянного соединения. Как правило, эти два параметра пропорциональны – чем прочнее и плотнее схвачены детали, тем больше между ними проводимость. Но следует помнить, что используемый припой имеет высокое удельное сопротивление, поэтому его слой должен быть, как можно тоньше, а вот укрывистость наоборот, как можно больше.
Возможность пайки определяется двумя основными условиями:
- Чистота деталей в месте спаивания. Соединение припоя происходит на атомном уровне, а присутствие даже самой малейшей оксидной пленки или загрязнения сделает надежное соединение невозможным.
- Температура плавления припоя должна быть ниже температуры плавления спаиваемых деталей. Вроде бы это само собой разумеется, но существуют и припои температура плавления, которых выше чем у алюминия.
ИНСТРУМЕНТ И РАСХОДНИКИ ДЛЯ ПАЙКИ
ФЛЮСЫ. Опытные мастера говорят, что правильный выбор припоя и флюса – это уже половина успеха при пайке. Сфера применения флюсов, как правило, подробно описывается на упаковке. Имеются и универсальные флюсы, которые подойдут для большинства случаев.
Флюс применяется для протравливания деталей, для снятия оксидной пленки и защиты металла от коррозии. Покрывая поверхность флюсом, вы очищаете ее и даете возможность олову растекаться по ней и смачивать ее.
Условно флюсы принято делить на два типа.
- Активные флюсы, сделанные на основе кислот, как правило, хлорной или соляной, могут паять почти что угодно. Основным их недостатком является необходимость смывки флюса сразу же после пайки. Это необходимо делать, потому что остатки кислоты вызывают сильную коррозию, а кроме того кислоты сами по себе являются проводниками и могут вызвать замыкание.
- Второй тип флюса – это флюсы, созданные на базе канифоли, которую используют и в чистом виде. Канифоль менее эффективна при пайке стальных деталей, но хороша для пайки цветных металлов и сплавов. Канифоль также требует смывки, так как со временем тоже способствует коррозии, а кроме того со временем же становится проводимой, вбирая в себя влагу из окружающей среды.
ПРИПОЙ. Чаще всего используют свинцово-оловянные припои под маркой ПОС. В маркировке припоя цифра после букв означает содержание в припое олова. Чем больше олова, тем выше механическая прочность соединения, а также его электропроводность. Кроме того, при большом содержании олова температура плавления припоя ниже. Зачем же в припое свинец? Свинец способствует нормализации застывания, без свинца олово может растрескаться или покрываться иглами.
Кроме того, при большом содержании олова температура плавления припоя ниже. Зачем же в припое свинец? Свинец способствует нормализации застывания, без свинца олово может растрескаться или покрываться иглами.
Выделяют и специальные типы припоев. Например, бессвинцовые (марка БП). В таких припоях свинец заменен на индий или цинк. Эти припои не токсичны за счет отсутствия свинца, но имеют более высокую температуру плавления. Кроме того, такие припои дают более прочное более устойчивое к коррозии соединение. Также можно выделить специальные легкоплавкие припои, которые растекаются уже при температуру 90-100 градусов C. Эти припои используются при пайке деталей чувствительных к высоким температурам, например, в радиоаппаратуре. К таким специальным легкоплавким припоям относят сплавы Вуда и Розе.
ПАЯЛЬНИК. Паяльники различают по типу питания: сетевые и паяльные станции. Сетевые паяльники питаются от сети 220В. Они хороши для пайки проводов и массивных деталей за счет своей большой мощности. Большая мощность обеспечивает качественный и глубокий прогрев детали. Главным недостатком сетевого паяльника является неудобство работы с ним: он тяжеловат, жало располагается далеко от рукоятки. Выполнять тонкие работы таким паяльником неудобно и затруднительно.
Большая мощность обеспечивает качественный и глубокий прогрев детали. Главным недостатком сетевого паяльника является неудобство работы с ним: он тяжеловат, жало располагается далеко от рукоятки. Выполнять тонкие работы таким паяльником неудобно и затруднительно.
В паяльных станциях используется термоконтроль для поддержки стабильного уровня температуры. Это маломощные паяльники, как правило, не более 40 Вт. Таким паяльником можно работать с мелкими деталями и деталями чувствительными к перегреву.
ЖАЛА ПАЯЛЬНИКА. Жала различают по форме: шиловидное (универсальное), лопаточка, тупой конус, скос и др. Выбирая форму жала важно добиться максимальной площади соприкосновения со спаиваемыми деталями. Это даст мощный, но непродолжительный нагрев.
Практически все жала изготавливаются из меди. Но жала могут быть с покрытием или без него. Жала с покрытием из хрома или никеля очень долговечные, но хуже смачиваются припоем, а также требуют бережного к ним отношения. Чистят такие жала с помощью латунной стружки или вискозной губки. Жала без покрытия – это по сути расходный материал. Жало со временем покрывается окислами, припой перестает к нему прилипать, и рабочая кромка нуждается в зачистке и лужении. В результате использования такое жало очень быстро стачивается.
Жала без покрытия – это по сути расходный материал. Жало со временем покрывается окислами, припой перестает к нему прилипать, и рабочая кромка нуждается в зачистке и лужении. В результате использования такое жало очень быстро стачивается.
Это наиболее простой вид пайки и выполнить его достаточно просто. Залуживаем провода. Концы проводов опускаем в раствор флюса. Затем смачиваем жало паяльника во флюсе и проводим эти жалом по концам проводов. Излишки расплавленного припоя стряхиваем. После лужения формируем скрутку и тщательно прогреваем, наносим припой в небольшом количестве, заполнением им пространство между жилами проводов.
Можно использовать и другой способ. Перед скручиванием провода смачивают флюсом, а пайку производят без предварительного лужения. Этот способ особенно часто используется при пайке многопроволочных жил.
Это касается электромонтажных работ. Соединять проводку с помощью пайки в распределительных коробках не принято. Потому что, во-первых, это будет неразъемным соединением, а во-вторых пайка со своим высоким переходным сопротивлением вызовет риск коррозии соединения. Провода, как правило, паяют при соединениях внутри самого электрического прибора или залуживают концы многопроволочных жил перед их затяжкой с помощью винтовых клемм.
Провода, как правило, паяют при соединениях внутри самого электрического прибора или залуживают концы многопроволочных жил перед их затяжкой с помощью винтовых клемм.
ПРОИЗВОДИМ ПАЙКУ ПРОВОДОВ
ПАЙКА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ
Для пайки электроники уже нужен определенный опыт. Хотя простая работа по замене неисправного электронного компонента на плате по силу и дилетанту.
Проще всего паять выводные элементы. Это элементы с ножками. Для начала фиксируем выводы этих элементов в отверстиях платы. Теперь с обратной стороны платы плотно прижимаем паяльник к хвосту, чтобы его прогреть. Затем в место пайки вводим проволочку припоя с флюсом. Обратите внимание, что достаточно небольшого количества олова. Нужно чтобы оно равномерно затекло в лунку и образовало подобие небольшой выпуклой «шляпки».
Во время пайки важно сохранять соединяемые элементы неподвижными до момента полного остывания припоя. Ведь любое даже самое малое нарушение формы олова во время кристаллизации приведет к дроблению всего припоя на мельчайшие кристаллики. Признаком такого явления будет резкое помутнение припоя. Если такое произошло, то нужно еще раз разогреть припой и дать ему остыть в полной неподвижности.
Признаком такого явления будет резкое помутнение припоя. Если такое произошло, то нужно еще раз разогреть припой и дать ему остыть в полной неподвижности.
В нашей статье мы кратко рассказали лишь о самых первых основах пайки. Но даже эти минимальные знания будут полезны нашим домашним мастерам, которые впервые сталкиваются с проблемой пайки.
ОБЯЗАТЕЛЬНО СТАВЬТЕ ЛАЙКИ И ПОДПИСЫВАЙТЕСЬ НА КАНАЛ.
Как правильно паять?
Советы и рекомендации по правильной пайке
Прежде чем начать рассматривать вопрос: ”Как правильно паять?” Нужно обозначить одно но…
Пайка бывает разная. Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
Как видим, разница существенная.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа. Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки.
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником.
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений – раковин.
Выгоревшее жало паяльника
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем.
Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой. При работе таким паяльником припой к месту пайки доставляется с помощью тонкого проволочного припоя.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно. Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом. Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении (проволочном, стержневом, кусковом и т.п), возможность изменения формы медного жала.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки.
Чистота спаиваемых поверхностей.
Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке.
Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и ровным слоем припоя. Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Лужение провода и выводов радиоэлементов легко проводить обычным электрическим паяльником с медным жалом. Как известно, при подготовке паяльника к работе также производят лужение медного жала.
Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя.
Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.
Лужение медного провода
Расплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае – канифоли) обеспечивается равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников во время прогрева их паяльником.
Прогрев жала паяльника до рабочей температуры.
Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения 180 – 240 0 C.
Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Для проверки нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если канифоль плохо плавиться и медленно растекается по жалу паяльника, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе.
В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком. Такая пайка является некачественной и быстро разрушается.
Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы.
Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком случае нужно либо дольше нагревать спаиваемые поверхности (что не всегда возможно или не приводит к желаемому результату), либо применять более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт. Обычно в радиолюбительской практике используются паяльники мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт. При эксплуатации электрического паяльника стоит регулярно проверять целостность изоляции сетевого шнура, так как в процессе работы нередки случаи её повреждения и случайного оплавления разогретыми частями паяльника.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 280 0 C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 240-280 0 C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень важно жёстко их зафиксировать. Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть.
Для того чтобы качественно производить пайку деталей “на весу” и избежать смещения или вибрации во время остывания паяного контакта можно использовать приспособление, которое в быту радиолюбителей называется “третья рука”.
Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой.
«Третья рука» в работе
Меры безопасности при пайке.
В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как правило, является спешка и плохая организация рабочего места.
Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой. В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони. Поверьте, ожоговые раны очень долго заживают !
Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой. В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони. Поверьте, ожоговые раны очень долго заживают !
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой.
Как залудить жало пальника и подготовить к работе: заточка новой детали, средства для очистки и лужения
Особенности жала
Жало представляет собой главный (и единственный) рабочий орган прибора. Он нагревается от электронагревателя и нагревает припой, канифоль( или другой флюс) и спаиваемые детали. В ходе работы на нем образуется невидимая глазу оксидная пленка, снижающая смачиваемость материала. Визуально это выглядит так: олово или канифоль не растекается равномерно по всей по площади, а собирается в каплю и стекает вниз.
Он нагревается от электронагревателя и нагревает припой, канифоль( или другой флюс) и спаиваемые детали. В ходе работы на нем образуется невидимая глазу оксидная пленка, снижающая смачиваемость материала. Визуально это выглядит так: олово или канифоль не растекается равномерно по всей по площади, а собирается в каплю и стекает вниз.
Размер и геометрию рабочего органа выбирают так, чтобы они соответствовали выполняемым операциям. Так, при спаивании деталей больших размеров и толщины выбирают мощный паяльник с толстым жалом. Для монтажа ножек микросхем, наоборот требуется прибор особо малой мощности, с тонким жалом и хорошим заземлением, чтобы не повредить чувствительные компоненты статически зарядом или перегревом.
Пайка микросхем
Универсальный паяльник затачивают лопаткой. Тонкие детали паяют узкой боковой стороной, а более массивные — плоскостью лопатки.
Залуживаем жало паяльника
Перед каждой пайкой необходимо заново залудить паяльник. Прибор надо включить и дождаться его полного прогрева. При этом медь рабочего органа приобретет красно-оранжевый оттенок. Перегревать тоже не надо, во избежание обгорания. Прогретый паяльник следует прижать к кусочку канифоли. Канифоль начнет плавиться и выделять сильно пахнущий дым. Расплавом следует равномерно покрыть жало. Потом нужно расплавить маленький кусок олова и дать ему растечься по поверхности ровным слоем.
При этом медь рабочего органа приобретет красно-оранжевый оттенок. Перегревать тоже не надо, во избежание обгорания. Прогретый паяльник следует прижать к кусочку канифоли. Канифоль начнет плавиться и выделять сильно пахнущий дым. Расплавом следует равномерно покрыть жало. Потом нужно расплавить маленький кусок олова и дать ему растечься по поверхности ровным слоем.
Начало работы
Начинать работу с новым и уже использовавшимся ранее инструментом необходимо совершенно по-разному.
Шаг 3: Лудим жало
Лужением называют покрытие металла тонким слоем припоя. В одну руку возьмите паяльник, а в другую – припой. Аккуратно прикоснитесь припоем к обеим сторонам жала.
Советы по лужению
Чтобы облегчить процесс пайки металлических деталей, надо придерживаться некоторых правил и следовать советам мастеров. Главное – рабочее место: оно должно быть обеспечено безопасной розеткой. Необходимые материалы надо расположить таким образом, чтобы удобно было выполнять все действия. Также следует позаботиться о нормальном освещении. Половина успеха пайки зависит от того, как залудить жало, поэтому данному действию следует уделять достаточно внимания. В качестве припоя для пайки в основном используется олово.
Также следует позаботиться о нормальном освещении. Половина успеха пайки зависит от того, как залудить жало, поэтому данному действию следует уделять достаточно внимания. В качестве припоя для пайки в основном используется олово.
Но значительно ускорить и облегчить данный процесс можно при помощи паяльной пасты или другого химического состава (флюса), приобрести которые можно в специализированных или строительных магазинах. Используя данные средства, можно работать не только с мягкими металлами, но и с железом, сталью или цинком. Если паяльник используется регулярно, то, для того чтобы жало всегда было в рабочем состоянии, можно, предварительно его сняв, аккуратно постучать по нему молотком.
Для этого надо, чтобы жало было съемным. Это позволяет сделать процесс пайки более удобным и аккуратным.
Как залудить необгораемое жало?
Наконечник легко лудится, если его горячим тщательно протереть влажной тряпочкой без синтетики и моментально опустить во флюс. Затем палочкой сплава натирать рабочую поверхность до полуды, протереть стержень тряпкой и приступать к работе.
Затем палочкой сплава натирать рабочую поверхность до полуды, протереть стержень тряпкой и приступать к работе.
Основные сведения о процессе лужения
Лужение разделяют на первоначальное, проводимое на новом или длительное время хранившемся паяльнике, и рабочее, выполняемое непосредственно перед пайкой. Как залудить жало паяльника? Сначала выполняется механическая очистка жала от окалины, оксидной пленки, шлаков и других загрязнений, далее на подготовленную поверхность наносится тонкий слой расплавленного припоя, чаще всего на оловянной основе.
Для механической очистки применяются:
- абразивный камень;
- наждачка;
- другой паяльник.
Для малоопытных паяльщиков мастера рекомендуют начинать с напильника. По мере укрепления навыков паяльщик подбирает наиболее удобные для себя способы зачистки.
Жало паяльника.
Требуемые инструменты
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
- хорошо заточенный нож;
- медицинский или технический пинцет;
- обычные плоскогубцы;
- паяльник или станция для паяния;
- расходные материалы (флюс, припой).
Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Напильником и наждачкой
Классический способ подготовки и лужения жала паяльника перед началом работы с ним – это обработка напильником (наждачной бумагой) совместно с использованием качественной канифоли.
При подготовке жала по этому способу сначала напильником с мелкой насечкой надо наточить одну из граней наконечника, после чего она погружается в канифоль и протирается по деревянной доске с расплавленным припоем.
Заметьте, что такая процедура должна повториться несколько раз. По завершении лужения одной гранить, точно так же надо затачивать и лудить вторую грань.
Для лужения медного жала, заточенного «под конус», оно сначала зачищается наждачной бумагой по всей рабочей окружности, после чего вращательным движением лудится о деревянную подкладку с расплавленным припоем.
Заточка паяльника
- Заточка жала паяльника производится напильником под углом 30-40 градусов.
- Край оставляют шириной 1 мм и слегка тупым.
- На новом паяльнике нужно только обработать мелкой наждачкой жало, чтобы удалить патину. Патина — это окись меди зеленоватого цвета.
- Если магазинная заточка не устраивает, то нужно вынуть жало и самостоятельно отковать его, придав форму вогнутой лопатки. У этого метода есть и еще один плюс — металл станет менее подвержен коррозии.
- Чтобы придать жалу законченный вид, остается обработать его напильником с мелкой насечкой.
Интересное по теме: Как устроен предохранитель
Как залудить жало в канифоли?
Слабо окисленная поверхность легко залудится в банке с канифолью с положенным туда кусочком ПОС.
 Протертым наконечником растопить сплав в емкости с канифолью. Такая работа сопровождается выделением большого количества смолистого дыма и должна выполняться на свежем воздухе или в хорошо проветриваемом помещении.
Протертым наконечником растопить сплав в емкости с канифолью. Такая работа сопровождается выделением большого количества смолистого дыма и должна выполняться на свежем воздухе или в хорошо проветриваемом помещении.Долговечность покрытия или полуды жала определяется температурным режимом. Вредно работать паяльником на максимальной мощности без необходимости. Там, где нельзя штатно изменять температуру нагрева, используйте приспособленные регуляторы мощности, самодельные ограничители напряжения в паузах паяния.
Лужение жала перед пайкой существенно упрощает все операции с паяльником, состоящие в переносе расплавленного припоя в зону контакта. Без этой процедуры удаётся обходиться лишь в том случае, когда купленное паяльное устройство имеет жало, покрытое защитной плёнкой из серебра. Покрытие на основе серебра хорошо удерживает припой, не ухудшая показателя теплопроводности основы из меди.
Однако изделия с таким покрытием стоят немалых денег; к тому же серебряная плёнка со временем сходит и обнажает медное основание (говорят, что она растворяется в припое). Так что и в этом случае по истечении некоторого времени облудить жало, так или иначе, придётся. Точить остриё напильником приходится не только перед лужением, но и в тех случаях, когда необходимо придать жалу удобную для работы форму. Некоторые из пользователей предпочитают, чтобы жало было заточено «под конус». Другие же стараются так заточить его боковые части, чтобы получить плоскую заострённую форму.
Как правильно работать паяльником
Есть мнение, что скоро весь мир перейдет исключительно на товары китайского производства: они не отличаются долговечностью, зато в случае поломки выбрасывать их не жалко, так как стоимость может быть на порядок ниже европейского аналога. Для настоящего мужчины даже такие доводы не могут быть аргументом: любую неисправность нужно попробовать устранить. О неисправностях в электрических схемах есть смысл поговорить отдельно.
Электрический паяльник поможет прочно соединить детали с учетом всех тонкостей технологии.
Дело в том, что в 60% случаев неисправности электроприборов виноваты контакты в схемах. Обычное умение читать электрические схемы и наличие навыков работы с паяльником позволят вернуть в рабочее состояние огромное количество электроприборов.
В настоящее время привычный ранее паяльник немного подзабыт и в быту используется все реже. Рассмотрим правила пользования паяльником и основные приемы работы с ним.
Из чего состоит конструкция
Устройство электрического паяльника.
Паяльник относится к категории нагревательных приборов. Он состоит из нагревательного элемента (нихромовая спираль), помещенного в металлический корпус, жала, ручки и электрического шнура со штепсельной вилкой.
Жало паяльника изготавливается из меди, так как этот металл обладает отличной теплопроводностью и очень высокой температурой плавления. Для разных видов пайки используются сменные жала различной формы и диаметра.
Вернуться к оглавлению
Как подготовить инструмент к работе и зачем нужен флюс
Подготовка паяльника к работе является едва ли не главной частью всего процесса. Дело в том, что на металле под воздействием воздуха и молекул воды, растворенных в воздухе, образуется слой оксидов, которые мешают успешной пайке. Перед началом работы жало паяльника тщательным образом зачищается с помощью напильника или наждачной бумаги.
Приспособление к паяльнику для пайки мелких деталей.
Паяльник включается в сеть и ему некоторое время дают прогреться. При достижении температуры около 70° (на наконечнике) жало необходимо залудить. Его просто погружают в любой имеющийся флюс. В качестве флюса (присадки для пайки) чаще всего используется канифоль. В настоящее время многие радиолюбители используют и иные флюсы, предназначенные для определенных типов припоя. Не секрет, что часто приходится паять не только медные детали.
Обычный припой и обычные флюсы здесь точно не подойдут. Поэтому используют иные расходные материалы. Особая роль здесь отводится именно флюсам с различными добавками. Но такие присадки для начинающего мастера скорее вредны, так как их использование предполагает наличие серьезного опыта в вопросах пайки. Флюс растекается по наконечнику паяльника и создает на нем защитный слой.
Перегревать паяльник тоже не рекомендуется. Если канифоль начала сильно дымить и на наконечнике жала появился синеватый оттенок, то паяльник отключаем, даем ему остыть и повторяем все действия, начиная с зачистки.
Вернуться к оглавлению
Что такое припой и как подготовить место для пайки
Залуживание жала паяльника.
В качестве припоя используется сплав из свинца и олова. Это оптимальное сочетание металлов: невысокая температура плавления и высокий уровень теплоотдачи. Это значит, что и плавится припой легко, и застывает в месте пайки очень быстро. Отсюда и исходит первое правило пайщика: все делается быстро и точно.
Пайка никогда не производится спонтанно. Места пайки тоже нужно зачистить от оксидов и нанести на них тонкий слой канифоли. Причины необходимости этой процедуры такие же, как и для самого паяльника.
Дальше подносим небольшой кусочек припоя к месту пайки и прижимаем его горячим паяльником. Припой должен образовать шарик расплавленного металла. Паяльник убираем, через несколько секунд шарик застынет. Контакт получится прочным и надежным. Чтобы не обжечь руку при подаче припоя, используют для этого действия любой держатель с жаростойкими ручками. Можно воспользоваться и обычным медицинским пинцетом с длинным держателем. Но лучше использовать припой, который изготовлен в виде проволоки.
Край такого провода подносится к месту пайки, туда же направляем и паяльник. При этом необходимо следить за углом наклона жала к припою: важно, чтобы при пайке не образовывалось избыточного количества расплавленного металла. Во-первых, это выглядит очень неаккуратно, а во-вторых, есть вероятность, что вы заденете дорожку в электрической схеме, что станет причиной короткого замыкания.
Вернуться к оглавлению
Как научиться хорошо паять
Учиться производить пайку следует на соединении многожильных проводов. Причин тому несколько:
Подставка для паяльника служит для того, чтобы нагретый паяльник не касался стола или других предметов.
- это не несет особых затрат на расходные материалы;
- не совсем простая задача;
- места некачественного соединения становятся частой причиной короткого замыкания.
Насчет последнего: ток движется по поверхности металла (провода). При небольшой нагрузке достаточно даже тонкого провода (одной жилы), чтобы поступающего тока хватило для работы определенного электроприбора. Проще говоря, даже одна тонкая жила в проводе может работать исправно долгое время и не создавать для пользователя проблем.
При увеличении нагрузки количество переносимых зарядов резко увеличится и ток будет искать пути перемещения, соответственно, заряды будут проскакивать в местах некачественного контакта. Такие минимальные короткие замыкания очень сильно нагревают проводку и ее изоляцию – так и до пожара недалеко. Поэтому стоит тренироваться производить пайку на местах соединения проводов.
Вернуться к оглавлению
Как спаять провод и более сложные элементы
Виды соединения проводов под пайку.
Для этого концы проводов зачищаются, на них незамедлительно наносится тонкий слой канифоли. Теперь паяльником захватываем небольшое количество припоя и наносим его на место соединения проводов. Возвратно-поступательные движения паяльника вдоль соединения создадут в отмеченном месте тонкий слой из припоя. Дальше все будет проще: добавляем в место пайки припой до необходимого количества.
Потренировавшись на проводах, можно начинать паять и более сложные части электрических схем. Обычно для этого требуется паяльник с тонким жалом. К месту пайки кусочек припоя тоже будет подносить очень проблематично. Небольшой шарик расплавленного припоя легко переносится непосредственно на жале паяльника. Способствуют тому силы поверхностного натяжения, которые усиливаются за счет канифоли.
Вернуться к оглавлению
Техника безопасности
Как и любой другой инструмент, паяльник предъявляет к пользователю ряд требований. Первое касается температурного режима использования (отмечалось ранее). Дальше все касается исключительно техники безопасности:
Пайка с помощью фольги.
- Следите за тем, чтобы нагретая часть паяльника не прикасалась в ходе пайки к электрическому проводу. Жало обладает очень высокой температурой, поэтому изоляция будет повреждена в считанные мгновения. Дальше последует короткое замыкание.
- Перед началом работы проверьте целостность проводки и штепсельной вилки. Повреждения могут привести к тому, что ток замкнет непосредственно на вас.
- При работе с горячим паяльником необходимо использовать подставку. Ее обычно изготавливают из деревянного бруска и металлических держателей. Так вы сможете безопасно расположить инструмент и не бояться, что он упадет на горючие материалы.
- Как канифоль, так и сам припой при плавлении выделяют большое количество вредных веществ. Работать в респираторе вас никто не принуждает, но проветривать помещение после каждой пайки просто жизненно необходимо. Через каждые 30 минут делайте небольшие перерывы со сквозным проветриванием помещения и не забудьте при этом отключать паяльник.
- Держите паяльник только за ручку.
Вернуться к оглавлению
Как подобрать паяльник и обустроить рабочее место
В продаже можно найти паяльники, которые подключаются в сеть через трансформатор. Принципиально они ничем не отличаются от обычных паяльников, за исключением того, что работать с ними значительно удобнее. Регулируя подачу тока на нагревательный элемент, вы сможете добиться поддержания температуры жала в оптимальном рабочем режиме. Перегреть его не получится. Об этом будут свидетельствовать кипящие капельки канифоли на наконечнике. Это явный признак того, что температура идеальна для пайки. За обычным же паяльником приходится постоянно следить, чтобы уберечь его от перегрева.
Чтобы работать паяльником было максимально удобно, рекомендуется правильно организовать рабочее место. На месте пайки не должно находиться посторонних предметов. Рабочее место должно быть ярко освещено. Рекомендуется для этого использовать регулируемую по высоте настольную лампу. Хорошо для флюса и припоя иметь специальные емкости.
Возможно, что в ходе пайки вам потребуется кислота. Обычно ее используют для подготовки стальных поверхностей, подлежащих пайке. За обычную сталь припой не берется. Поверхность нужно зачистить и обработать ее концентрированной кислотой. В ходе реакции кислоты с металлом на поверхности образуется слой с менее жесткой структурой, что позволяет припою получить более надежный контакт с материалом.
Кислота не всегда должна быть под рукой, но место для такой емкости должно быть предусмотрено. Все должно находиться на своих местах. Так и работать будет удобнее, и расходные материалы у вас будут более экономично расходоваться.
Место хранения паяльника и расходных материалов должно быть изолировано от детей.
Их любознательность не знает границ, поэтому паяльник не должен быть в зоне доступа. Лучше этот прибор спрятать вместе со всеми расходными материалами. Для таких целей рекомендуется использовать специальный кейс, где будет храниться все необходимое для пайки. Доукомплектуем кейс ножиком, пассатижами, кусками проводки разного сечения, и набор для настоящего мастера практически готов.
Запускаем паяльник | RadioStudy – сайт кружка радиоэлектроники ЦТТ “Охта”
В предыдущей главе мы выбирали паяльник. Теперь надо его подготовить к работе.
Обточка жала.
Купили мы на рынке паяльник, принесли его с мороза домой,
отпоили, отогрели, под гитару песни спели. А дальше чего? Включать???
А вот ни фига! Посмотрите на его жало. Разве это жало? Гм… Да, конечно,
жало. Но оно совершенно не готово к продуктивной работе на благо человечества.
Надо бы его под эту работу заточить. И в прямом и в переносном смысле.
Для этого нужно:
напильник плоский – 1шт.
тиски – 1шт.
руки – 2шт.
Ещё, правда, понадобится стол, к которому прикручиваются тиски,
но, надеюсь, он у Вас есть.
Берём паяльник и зажимаем его жало в тисках. Заметьте, ТОЛЬКО ЖАЛО! Не
надо зажимать корпус – это может плохо кончиться. В идеале, жало вынимается
из корпуса и зажимается отдельно от паяльника. Но если конструкция последнего
такой метод не поддерживает, придётся крутиться. Значит, зажимаем, берём
напильник, и придаём кончику жала ту форму, которая, с вашей позиции представления
о прекрасном, наиболее эстетична. Тут я могу предложить несколько вариантов.
Вариант 1 – “отвёртка”
Этот вариант выбираю я и Вам того же желаю. Впрочем, на вкус и цвет товарищей нет.
Вариант 2 – “пирамида”
То же самое, но все 4 грани одинаковы.
Вариант 3 – “карандаш”
Модификация пирамиды для продвинутых эстетов. Очень запарно обтачивать под конус. Обычно так заточены жала у паяльников, приехавших из дружественного Китая. Но если упрямство – черта вашего характера, то этот метод – для Вас.
Примечание: то что на рисунках выделено оранжевым, мы будем называть рабочей поверхностью жала.
Облуживание жала.
Для непосвещённых, слово “облуживание” вызывает в мозгу ассоциативный ряд: лужа-дождь-мокро-противно-да на фиг мне всё это надо!!! На самом же деле, всё сухо и приятно, прямо как в рекламе. Облуживаниеэто от слова “лудить”. Лудить – значит покрывать поверхность металла тонким слоем припоя.
Для чего это нужно. Дело в том,
что медь, из которой сделано жало паяльника, имеет свойство очень быстро
окисляться при нагревании. То есть, на поверхности металла образуется
окисная плёнка, которая проводит тепло намного хуже, чем металл. Вследствие
этого паять становится чрезвычайно трудно. Кроме того, в процессе пайки,
нам необходимо на кончике жала доставлять к месту пайки припой. Припой
– это сплав металлов (обычно – свинца с оловом), медь – тоже металл. Поэтому
они могут легко “прилипать” друг к другу. Оксид меди (окисная
плёнка) – это неметалл, и прилепить к нему припой нельзя. Поэтому нужно
всегда содержать рабочую поверхность жала в таком состоянии, чтобы к нему
можно было “прилепить” припой. Самый рациональный метод – покрыть
поверхность жала самим же припоем, то есть – залудить.
Искушенный в физике читатель возразит, мол, припой-то, поди, тож окисляется?
Правильно, окисляется. Но убрать слой окисла с поверхности припоя гораздо
легче, чем с меди. Достаточно обработать жало флюсом (попросту – тыкнуться
в канифоль).
Итак, Вы прониклись глубоким смыслом лужения, и рвётесь
лудить всё и вся. Начнём-с.
1. Берём припой и флюс (канифоль), и включаем
паяльник.
2. Греем паяльник, периодически тыкаясь в канифоль.
Как только канифоль станет плавиться, густо обрабатываем ей всю рабочую
поверхность жала: это защитит медь от окисления. Если у Вас жидкий флюс,
то ещё легче: не надо ждать пока нагреется.
3. Греем дальше. Как только становится возможным
плавить припой – обмазываем им всю рабочую поверхность жала. По окончании
данной процедуры, припоя на жале будет явно больше, чем надо. Посему,
излишки беспощадно стряхиваем на стол. Аккуратно, чтобы оно не срекошетило
Вам в глаза.
С этого момента, жало можно считать залуженным, а паяльник
– готовым к работе. Ура!
Как работают паяльники
Основное назначение паяльника – создать соединение между двумя деталями с помощью мягкого металла с электронным нагревом (например, припоя). Паяльник подает тепло на жало паяльника, которое используется для плавления припоя. Расплавленный припой образует соединение между двумя деталями. Пайка полезна для многих целей, включая изготовление ювелирных изделий, электронику, домашние проекты, ремонт автомобилей и многое другое. Лучший способ понять, как работает пайка, – это разбить различные компоненты паяльника и то, что они делают.
Основные компоненты
Важнейшим компонентом любой пайки, конечно же, является припой. Припой состоит из мягких металлических сплавов, обычно состоящих из комбинации различных материалов. Как правило, это включает низкий процент сплава мягкого металла (такого как цинк или медь) и высокий процент олова. Олово также является относительно мягким металлом, но помогает укрепить связь между деталями. Другой важный компонент припоя – это флюс. Флюс – это химический агент в форме геля, который используется в качестве катализатора для пайки.Он использовался для передачи тепла от паяльника к металлу, чтобы припой мог образовывать химическую связь с металлом. Многие припои уже содержат флюс в основе паяльного металла. Это так называемые «припои сердечника». Вы также можете купить флюс отдельно и добавить его самостоятельно при пайке. Сам припой имеет форму катушки.
Другой важный компонент паяльника – это сам утюг. Утюг состоит из ручки и наконечника. Паяльники бывают разных стилей, но основное назначение одинаково.Паяльники используют электричество для производства тепла. Когда электричество течет свободно, оно не выделяет много тепла. Но когда электричество встречает высокое сопротивление, накопление электричества и быстрое движение электронов создают тепло. Основная функция утюга – создание электрического потока с высоким сопротивлением. Это сопротивление вызывает нагревание электрического тока. Это тепло поступает к наконечнику, который нагревается и может затем использоваться для расплавления припоя.
Типы
Доступны пять основных типов паяльников.Это станции, регулируемые утюги, утюги для карандашей, беспроводные утюги и фонарики. Первые четыре работают по той же базовой системе, которая описана выше. Паяльник содержит электрический ток с высоким сопротивлением, который нагревает жало, и тепло, которое он использовал для плавления припоя, который склеивает детали. Разница между первыми четырьмя основными типами паяльников больше связана с взаимодействием с пользователем, чем с функциональностью. Подробнее об этих различиях можно прочитать здесь. Паяльные горелки немного отличаются и технически не являются утюгами.Они неэффективны для большинства простых паяльных работ, потому что выделяют слишком много тепла. Но они полезны для пайки более твердых металлов или для пайки твердым припоем. Вы можете узнать больше о факелах здесь.
Какие типы паяльников самые лучшие?
Обычно это зависит от того, как вы собираетесь его использовать. Но если вам нужна дополнительная информация по этой теме, обязательно ознакомьтесь с нашим руководством по лучшим паяльникам для любого бюджета. Здесь мы рассмотрим эту тему более подробно и предоставим всю необходимую информацию, чтобы определить, какой из них вам подходит.
Привет читателям ShedHeads! Меня зовут Джеймс Кеннеди, и мне определенно понравилось писать о моем любимом снаряжении для активного отдыха на протяжении многих лет. Хотя я веду этот блог только с 2017 года, я всю жизнь увлекался отдыхом. И хотя мне, безусловно, нравится делиться своим мнением со всеми вами, мне еще больше нравится, когда я слышу ваши отзывы! Если вы хотите связаться со мной по поводу того, что я написал, свяжитесь со мной на Facebook или на нашей странице контактов вверху!
Последние сообщения Джеймса Кеннеди (посмотреть все)5 лучших паяльников для изготовления ювелирных изделий: полное руководство
Заключение сделки с утюгом
Паяльник – лучший друг ювелира.Они удобны в использовании и с ними легко работать, но они дают профессиональные результаты. Однако вам не нужен просто паяльник. Утюги, используемые компьютерными техниками и другими любителями, могут быть слишком агрессивными для тонких металлов и небольших размеров, используемых при изготовлении ювелирных изделий. Кроме того, поскольку производители ювелирных изделий работают с таким разнообразием материалов, пайка должна выдерживать испытания на верстаке мастера. Если вы не знаете, какой паяльник лучше всего подходит для изготовления ювелирных изделий, мы поможем вам.Ознакомьтесь с пятью лучшими паяльниками от Amazon, которые пользуются успехом среди таких мастеров ювелирного дела, как вы.
Комплект паяльника HandsKit + сумка
| Паяльник Vastar с комплектом 16-в-1 и ящиком для инструментов
| Паяльная станция Toauto с цифровым дисплеем
|
Паяльники издавна использовались ювелирными мастерами для усиления своей работы.Лучший паяльник для изготовления ювелирных изделий – это тот, который универсален для работы с множеством материалов, но при этом имеет компактные размеры. Прежде всего, безопасность – это самое главное. Когда вы работаете при высоких температурах, вы хотите принять дополнительные меры предосторожности, чтобы защитить себя и свою рабочую поверхность. Пайка отлично подходит для закрепления застежек, прикрепления драгоценных камней и даже для сгибания металла для создания колец и оправ. Многие наборы для пайки поставляются с дополнительными инструментами, которые улучшают ваши впечатления от изготовления ювелирных изделий. Если вас это интересует, узнайте, что делает этот инструмент самым продаваемым паяльником на Amazon.
5 лучших паяльников для изготовления ювелирных изделий
1. Паяльная станция и утюг JIAHCN Краткий обзорJIAHCN – популярный бренд на Amazon, специализирующийся на микроэлектронике и ремонте. Их паяльная станция с утюгом, насадками и встроенными механизмами безопасности делает ее отличным выбором как для профессионалов, так и для любителей. Самая большая особенность дизайна JIAHCN – это станция, которая идет в комплекте с утюгом. Он позаботится обо всем, что вам может понадобиться при работе с паяльником, от губки и встроенного очистителя для латуни, контроля температуры, валика с нитью и, конечно же, подставки! Панель управления на станции позволяет легко и быстро регулировать температуру.
Плюсы- Простая регулировка температуры
- Встроенные стойки для нити и очистителя
- Автоматический спящий режим для безопасности
- Более продвинутый, чем некоторые другие модели
О паяльной станции JIAHCN нельзя сказать ничего плохого. Рецензенты в восторге от точного контроля температуры, который имеет решающее значение для обеспечения плавного соединения между двумя предметами.Другой пользователь рассказал, насколько он хорошо сделан и долговечен. Художники-ювелиры работают с паяльниками довольно часто, поэтому важно подобрать надежный и безопасный инструмент. JIAHCN, похоже, решила этот аспект, предоставив все инструменты, которые могут вам понадобиться, чтобы завершить процесс пайки. Он также поставляется с несколькими дополнительными наконечниками, а также некоторыми дополнительными изящными инструментами, такими как инструмент для зачистки проводов и пинцет. Если вы новичок в пайке, этот набор поставляется с рулоном бессвинцовой припойной проволоки для начала.
Окончательный приговорХотя этот комплект имеет более высокую цену, чем некоторые другие утюги в этом списке, это определенно фантастическая сделка. В нем есть все необходимое, чтобы сразу приступить к работе, и множество полезных инструментов для тех, у кого в коллекции уже есть несколько паяльников. Если безопасность является для вас важным фактором, вы оцените функцию автоматического отключения и жаростойкий материал. JIAHCN стал популярным выбором не только для ювелиров, но и для электриков, художников по витражу и даже мастеров по ремонту гитар и инструментов.Это также самый продаваемый паяльник на Amazon как для ювелиров, так и для электриков. JIAHCN предлагает в своем магазине довольно много различных паяльников и инструментов для металлообработки, поэтому, если вам понравится этот, вы оцените и другие их предложения.
2. Комплект паяльника HandsKit + сумка Краткий обзор
Если и есть что-то, что нравится художникам-ювелирным мастерам, так это инструменты, и в этом наборе от Handskit их множество. В дополнение к термостойкой подставке и паяльнику с регулируемой температурой, в этот набор в общей сложности входит 21 инструмент.Сюда входят паяльная проволока, увеличительное стекло, три вида пинцета, отвертка, точный нож… список можно продолжить. Один из наиболее уникальных инструментов этого набора – это демонтажный насос, который можно использовать для удаления металла с уже припаянных участков. В противном случае пайка – это постоянный процесс, и точность имеет решающее значение, особенно при работе с тонкими материалами в ювелирных изделиях. Насос для удаления припоя обеспечивает дополнительную защиту для новичков в пайке.
Плюсы- 21 инструмент, включая два типа паяльной проволоки
- Кейс с ремнями и карманами для всего, что входит в комплект поставки
- Прочный держатель для паяльника
- Дополнительные инструменты не самого высокого качества, но достойные
Большие вещи приходят в маленьких упаковках, и это то, что обозреватели говорят об этом наборе паяльника от Handskit.Если вы ищете лучшую отдачу от вложенных средств, вы действительно не сможете найти более выгодную сделку. Начинающие художники-ювелиры оценят количество инструментов, таких как пинцет и отвертка. Увеличительное стекло оснащено светодиодной подсветкой, помогающей работать с крохотными участками. Наконец, само утюг отличного качества. Помимо подставки (со встроенной губкой) утюг поставляется с пятью различными наконечниками. Если вы более опытный художник-ювелир, вы можете отказаться от дополнительных инструментов, которые у вас уже есть, и вложить больше денег в сам утюг.
Окончательный приговорСогласитесь, что видеть количество изящных инструментов и устройств в этом наборе – все равно что оказаться ребенком в кондитерской. Одна из распространенных ошибок, которую часто совершают художники-ювелиры, – это вкладывать деньги в дорогой паяльник, а затем возвращаться и покупать еще больше советов и инструментов, которые они не осознавали, что им нужно. С паяльником жала и насадки так же важны, как и сам инструмент. Это особенно актуально для художников, которые работают с разными (и зачастую тонкими) металлами.Этот комплект – отличная отправная точка для изучения использования утюга в вашей работе, а также универсальное устройство для продвинутых производителей, которые хотят максимально использовать свои покупки.
3. Регулируемый паяльник Klarytyma 60 Вт Краткий обзор
Вы можете подумать, что этот набор Кларитима выглядит голым, но это совсем не так. Klarytyma предлагает комплект паяльника высокого качества за небольшую плату. Если вы ищете надежный и точный утюг для изготовления украшений, вам обязательно понравится этот набор от Klarytyma.В комплект входит довольно много инструментов, в том числе подставка для железа, которая вам понадобится, а также проволока для припоя, наконечники и пинцет. Этот набор – отличный вариант для мастеров-ювелиров, которые привыкли пользоваться паяльниками и хотят приобрести высококачественный инструмент. Он также поставляется с мини-верстаком, на который вы можете положить свой инструмент, а также разместить губку для чистки наконечников.
Плюсы- Высококачественный паяльник
- Быстрый отвод тепла
- Выключатель
- Не включает столько инструментов и дополнительных приспособлений
У этого утюга более 120 5-звездочных отзывов.Пользователи ценят то, насколько быстро он нагревается, и полезность переключателя включения / выключения на проводе (что на самом деле довольно необычно – большинство утюгов просто подключается к стене). Регулируемый циферблат температуры довольно точен, и сам комплект идет со всем необходимым, чтобы сразу приступить к пайке. Этот набор популярен среди мастеров по ремонту электроники, домашних мастеров и даже среди родителей, ремонтирующих сломанные электронные игрушки своих детей. Этот утюг немного компактнее – размером с большую ручку. Однако положительным моментом является то, что легче работать с небольшими материалами, такими как звенья цепи или застежки.
Окончательный приговорВ этом комплекте нет никаких уловок. Это потому, что Klarytyma приложила все усилия, чтобы сделать компактный и простой в использовании паяльник даже для самых сложных работ. Но, как ювелир, вы по достоинству оцените меньший размер наконечника и способность работать в труднодоступных местах. Наличие под рукой паяльника идеально подходит для закрепления застежек и крепления брелоков. Хорошо выполненное соединение добавит вашим украшениям дополнительный уровень безопасности, а также повысит профессионализм.Этот инструмент – отличный вариант для продвинутых художников, желающих включить тяжелый инструмент в свой ассортимент. Тот факт, что он находится на меньшей стороне, означает улучшенную видимость и простоту использования.
4. Паяльная станция Toauto с цифровым дисплеем Краткий обзор
Toauto предлагает конкурентоспособную паяльную станцию, которая имеет функции, аналогичные функциям JIAHCN. Утюг Toauto представляет собой керамический утюг мощностью 80 Вт с функцией автоматического отключения.Он также поставляется с дополнительными наконечниками для пайки и насосом для пайки. Станция Toauto имеет как переключатель включения / выключения, так и регулируемую шкалу температуры. Он также оснащен цифровым дисплеем, который отлично подходит для получения точных значений температуры. Одна из бонусных функций заключается в том, что вы можете выбирать между настройками температуры по Фаренгейту и Цельсию, поэтому никаких расчетов не требуется. Он поставляется со встроенной подставкой, а также катушкой для паяльной проволоки.
Плюсы- Переключение между градусами Цельсия и Фаренгейта
- Легко читаемый цифровой дисплей
- Включение / выключение + автоматическое отключение
- Имеет очиститель для латуни, но не имеет встроенной губки или зоны очистки
Toauto немного менее эргономичен, чем дизайн JIAHCN, но это не значит, что рецензенты не в восторге от него.Цифровой дисплей – огромный плюс, как и быстрое время нагрева. Уже сами по себе эти особенности делают его отличной покупкой для нетерпеливого художника-ювелирного мастера. Еще одна вещь, которую следует сказать о комплекте Toauto, – это то, что он долговечный и долговечный. Переключатель включения / выключения – достойное дополнение, потому что он поможет продлить срок службы вашего инструмента, когда он не используется. Это отличное место для работы на верстаке.
Окончательный приговорПаяльная станция, подобная этой, очень удобна для изготовления украшений.Многие художники пытаются обойтись без него, но утюг отлично подходит для многих целей. Во-первых, это дает спокойствие, когда дело доходит до соединений и крепления камней. Плоскогубцы могут ослабить металл и вызвать его треск, чего вы не хотите, чтобы ваш покупатель испытал. Вскоре вы будете использовать свой паяльник для самых разных задач! Toauto позаботился о создании продукта, который выдержит это. Установите его, оставьте на скамейке и используйте его без необходимости вытаскивать громоздкий комплект.
5. Паяльник Vastar с комплектом 16-в-1 и ящиком для инструментов Краткий обзор
Этот комплект олицетворяет удобство. Во-первых, в нем есть настоящий набор инструментов для хранения всех ваших предметов. Как и другие наборы, в нем есть несколько инструментов, которые помогут вам в процессе создания. В частности, он поставляется с паяльной проволокой и паяльным фитилем, которые вам нужно будет использовать для удаления припоя. Изогнутая шея и микропинцет были созданы для художников-ювелиров.Утюг Vastar может нагреваться от 200-400 ° C, что составляет около 400-900 ° C; Фаренгейт. Этот широкий диапазон регулирования температуры идеально подходит для любых металлов, с которыми работает ювелир.
Плюсы- Изготовлен из нержавеющей стали, железа и керамики
- Поставляется с двухпозиционным переключателем
- Устойчивый к высоким температурам наконечник и резьба
- Подставка не слишком устойчива, может развалиться
Этот набор пользуется популярностью среди домашних мастеров и гуру по благоустройству дома.У некоторых профессиональных электриков и более продвинутых любителей были некоторые проблемы, в частности, связанные с тем, что фитили для распайки не подвергались предварительной обработке, и некоторые проблемы с термостойкостью других частей утюга. Но для повседневных проектов и для среднего ювелирного мастера этот утюг отлично подойдет. Ящик для инструментов стал большим хитом, тем более, что в нем более чем достаточно места для хранения других ваших инструментов и принадлежностей. Если вы все же получите этот комплект, некоторые обозреватели рекомендуют приобрести более прочную подставку из соображений безопасности.
Окончательный приговорВ целом набор для пайки Vastar стоит очень дорого.Он поставляется с полезным набором инструментов и является отличным стартовым набором для тех, кто только начинает заниматься ювелирным делом. Некоторые пользователи упоминали проблемы с термостойкостью, например, с резьбой инструмента. Но Vastar может похвастаться тем, что его термостойкость – одна из самых сильных сторон его инструмента. Тем не менее, его 4,5-звездочный рейтинг с почти 400 отзывами достаточно, чтобы гарантировать достойное качество. Как сообщает Vastar на странице своего продукта, комплект для пайки готов к подключению и запуску. А как ювелир, вы получите массу удовольствия от изучения новых возможностей, доступных вам теперь, когда у вас есть паяльник.
Cool Tools, горячие предложения
Независимо от того, где вы находитесь в своем ювелирном путешествии, паяльник – незаменимый инструмент. Он больше не предназначен для электриков или компьютерных специалистов, но теперь широко используется любителями самых разных видов. Некоторые люди даже используют их для выжигания дров, поскольку эти инструменты похожи. Для чего бы вы ни использовали паяльник, будьте осторожны до, во время и после использования. Это включает в себя исследование материалов, с которыми вы будете работать, и их температур плавления.Слишком высокая или низкая температура плавления вашего инструмента может вызвать нестабильное соединение. Быстрое охлаждение также может привести к появлению пузырей или деформации.
Безопасность прежде всегоКакой бы инструмент вы ни выбрали, убедитесь, что он идет с держателем (или возьмите его). Держатели должны быть изготовлены из жаропрочного инструмента, желательно из железа. Многие держатели поставляются со встроенными стойками для размещения губок или чистящих средств для латуни. Убедитесь, что держатель поднят над столом и ни с чем не соприкасается.Некоторые люди, плохо знакомые с пайкой, не осознают, насколько сильно нагреваются эти инструменты, поэтому важно проявлять больше осторожности, чем вы думаете. Еще одна хорошая идея, которую стоит рассмотреть, – это работа на рабочей поверхности из нержавеющей стали или керамики, на которой не должно быть беспорядка. Всегда выключайте утюг, когда он не используется, чтобы свести к минимуму тепловые повреждения. Вы можете приобрести термостойкий коврик, который можно разместить над рабочим столом, где вы можете напрямую работать с металлом и паяльной проволокой, не беспокоясь.
Вывод ваших украшений на новый уровеньПоначалу может показаться, что это не так, но паяльником приятно пользоваться. Они идеально подходят для изготовления ювелирных изделий, хотя вам может не терпится отремонтировать всю сломанную бытовую технику в вашем доме. Еще один совет? Купите термостойкие перчатки, если боитесь обжечься. И, прежде всего, не забудьте выключить утюг (хотя большинство инструментов имеют функции, предотвращающие это). Обязательно дайте инструменту полностью остыть, прежде чем пытаться сменить резьбу или наконечник.Вы оцените, насколько легко соединить и закрепить детали вместе, не прибегая к помощи плоскогубцев. Какой паяльник из этого списка, по вашему мнению, является лучшим для ювелиров? Дайте нам знать в комментариях ниже. Ознакомьтесь с некоторыми наборами для изготовления украшений.
Я остаюсь дома, мама с двумя детьми. Мне очень нравится делать поделки с моей малышкой, однако это обычно является проблемой из-за ее ограниченного внимания, беспорядка и желания всегда иметь чистые руки.Итак, я всегда ищу способы сделать создание приятного опыта и приятные воспоминания для нас обоих.
СОВЕТЫ ПО ПАЙКЕ
СОВЕТЫ ПО ПАЙКЕ НЕКОТОРЫЕ СОВЕТЫ ПО ПАЙКЕАвтор Алекс Мендельсон
АМЕРИКАНСКИЙ РЕМОНТ FLYER® КЛИНИКА
From Port Lines Хобби
Секрет пайки в том, чтобы в точке контакта было достаточно тепла для как раз в нужное время – и к скрупулезной подготовке.
Последнее означает, что вы должны соскоблить, отшлифовать или обработать стальной ватой поверхность. припаял, а затем очистил от всех масел, остатков и загрязняющие вещества – включая отпечатки пальцев. Я использую для этого денатурированный спирт, после того, как я убеждаюсь, что соединяемые поверхности блестят.
Ни в коем случае не переносите припой на жало паяльника! Всегда тепло работу и добавить припой в работу одновременно. Использование хорошего Канифольный припой, такой как Ersin Multicore или Kester 60/40, необходим.
Флюс заставит припой «растекаться». Иногда добавляю совсем немного Припой к изделию или наконечнику утюга также вызовет эффект растекания. Только не переусердствуйте. И не используйте кислотные флюсы там, где вы не сможете удалите все следы позже. Они могут вызвать сильную коррозию. Однако я использую достаточно немного наклеить флюс на более крупные предметы. Счищаю денатурированным или 99 процентов изопропилового спирта.
Также используйте влажную губку, чтобы держать кончик утюга чистым. Я чищу кончик проведите ею по губке перед КАЖДЫМ стыком.Затем я добавляю крошечный немного припоя, чтобы флюс растекся и наконечник оставался «луженым». Я также использую стальные наконечники, а не медные. Если вы используете медь, вы можете «одеть» наконечник с помощью файл время от времени по мере необходимости. НЕ подпиливайте и не обрабатывайте наконечник из нержавеющей стали! Вы его испортите, а они дорогие.
Иногда с более крупными частями или предметами вы собираетесь «припаять потом» вместе, окупается предварительное покрытие поверхностей. Это называется «лужение». Просто подготовить детали и покрыть их тонким припоем перед соединяя их дополнительным припоем.Часто перед тем, как поставить его на место с другим соединяемым элементом.
Потеть две штуки приятно тем, что не видно паяного соединения или соединение. Две части предварительно луженые, а затем складываются вместе и затем нагревают до тех пор, пока припой на скрытых поверхностях не сойдет вместе.
Кроме того, как только припой присоединится к работе, не перемещайте детали. пока припой не остынет и не схватится. Если вы видите зернистый эффект, значит, припаянный соединение называется «холодным» паяным соединением.Сделай это заново! Не охлаждают стык с водой тоже. Дайте ему застыть или остыть естественным образом.
Вы можете использовать “присоску для припоя” для удаления излишков припоя или для распайки. что-нибудь, или попробуйте припаять фитиль. Фитиль для припоя – это медная оплетка, которая всасывает припой, но для его «запуска» требуется немного припоя на основе флюса. я предпочитают присоски для припоя, но они намного дороже. Присоска для припоя представляет собой подпружиненная штука со спусковым крючком и термостойким наконечником. Вы размещаете это на расплавленном припое и нажмите на спусковой крючок, и — бинго – припой засасывается в инструмент, оставляя чистую (и обычно луженую) поверхность!
Вот сайт с советами по пайке и распайке.http://www.morsex.com/building/atoz.htm#Soldering
Наш телефон-заказ и розничная торговля “S” только по адресу: 6 Storeybrooke Drive; Ньюберипорт, Массачусетс, 01950Обычные часы: со вторника по четверг и субботу с 14 до 17 часов по восточному стандартному времени.
См. Нашу домашнюю страницу КАЛЕНДАРЬ для уточнения доступности каждую неделю.
Звоните бесплатно: 888-708-0782 – Только заказы, пожалуйста!
или 978-465-8798 для всех остальных звонков.
ФАКС: 978-465-8798
Электронная почта: doug @ portlines.com
| Почему наконечники легко окисляются при использовании бессвинцового припоя? | |||||||||||||
| | |||||||||||||
| Пункт 1. Почему жала паяльника легко окисляются при использовании бессвинцового припоя? | |||||||||||||
| |||||||||||||
| Пункт 2. Как проводить техническое обслуживание | |||||||||||||
| |||||||||||||
| Точка 3.Используйте паяльники с эффективным термическим восстановлением, чтобы продлить срок службы жала. | |||||||||||||
| Установите как можно более низкую заданную температуру, чтобы замедлить окисление наконечников. (Никогда не повышайте температуру выше, чем требуется.) Температура плавления бессвинцового припоя выше, чем у эвтектического припоя. Установка заданной температуры без учета характеристик бессвинцового припоя может повысить температуру наконечника и ускорить окисление.Здесь мы предполагаем, что вам интересно, как можно надежно паять бессвинцовым припоем с высокой температурой плавления, не повышая температуру паяльника. На ваш вопрос отвечает показатель термического восстановления. | |||||||||||||
| |||||||||||||
| Найдем оптимальную температуру для паяльника, используя приведенные выше формулы, когда температура плавления припоя составляет 180ºC. | |||||||||||||
| 180ºC + 50ºC = 230ºC 230ºC + 100ºC = 330ºC | |||||||||||||
| Оптимальная температура для паяльника 330ºC. | |||||||||||||
| Температура плавления бессвинцового припоя примерно на 30ºC выше, чем у эвтектического припоя. Температура плавления бессвинцового припоя при использовании приведенных выше формул составляет около 360ºC. Использовать разные типы паяльников рискованно, так как при пайке одних и тех же элементов тип припоя меняется. Если оптимальная температура изменяется в диапазоне 30ºC так же часто, как и тип паяльника, изменения температуры отрицательно сказываются на термочувствительных деталях.Следовательно, и паяльники с эффективным рекуперацией тепла, и паяльники с термической управляемостью необходимы для поддержания оптимальной температуры паяльника для бессвинцового припоя на той же температуре, что и паяльник для эвтектического припоя. | |||||||||||||
| При использовании паяльников с эффективным термическим восстановлением формула (2) будет иметь следующий вид: Оптимальная температура для жала + примерно от 60 до 70 ° C = оптимальная температура для паяльника. Приведенная выше формула отменяет повышенную температуру плавления бессвинцового припоя.Таким образом, оптимальная температура при использовании бессвинцового припоя может быть снижена до температуры, почти такой же низкой, как температура, необходимая для эвтектического припоя. Один из паяльников для бессвинцового припоя, который мы хотели бы порекомендовать и который отвечает вышеперечисленным требованиям, – это HAKKO FX-951, серия FM. В частности, мы хотели бы рекомендовать HAKKO FX-951 и HAKKO FX-952, которые подходят для серии T12, которая имеет 84 варианта стандартных наконечников. Для получения подробной информации щелкните по приведенным ниже URL-адресам. | |||||||||||||
12 простых советов по улучшению процесса распайки печатных плат сегодня
Грант Прайс, менеджер по продукции Chemtronics
Реальность такова, что никакая пайка не дает всегда идеальные сборки. Даже самые качественные компоненты время от времени выходят из строя. Вот почему удаление припоя так важно для тех, кто производит, обслуживает или ремонтирует печатные платы (ПП).
Задача состоит в том, чтобы быстро удалить излишки припоя без повреждения печатной платы.Вот почему в этом посте мы представим вам наши передовые методы демонтажа, способы использования оплетки и основные советы, с которыми мы столкнулись за долгую историю работы в электронной промышленности.
Эти советы в основном посвящены удалению компонентов с помощью демонтажной оплетки (также известной как демонтажная проволока или фитиль) и ее преимуществам. Он портативный, простой в использовании, один из наиболее распространенных инструментов, используемых для ремонта печатных плат, и не требует постоянного обслуживания, как другие инструменты.
1.
Содержите паяльное жало в чистоте и лужении для эффективной теплопроводностиМожет показаться, что это несложная задача, но это часто упускается из виду и имеет решающее значение для эффективного демонтажа пайки. Жала паяльника покрытые пригоревшим и окисленным флюсом не смачиваются (принимают припой) и плохо проводят тепло. Чистое луженое паяльное жало лучше проводит тепло через распаяющую оплетку и быстрее запускает капиллярный процесс.
- Перед началом работы залудите жало паяльника, добавив к нему свежий припой.
- Если жало паяльника не реагирует на дополнительный припой, восстановите грязные жала с помощью средства для очистки жала, часто называемого «тонировщиком для жала». Твердая паста, не содержащая галогенидов, марки Plato (деталь # TT-95) обеспечивает быстрое и безопасное повторное лужение и очистку окисленных наконечников. Раскатайте горячий наконечник в смеси до тех пор, пока его конец не будет покрыт ярким лужением.
- Очистите наконечник от остатков компаунда, нанеся проволочный припой, а затем протерев влажной целлюлозной губкой или средством для чистки наконечников из латуни.
- Наконец, снова нанесите припой на наконечник, чтобы защитить его от окисления.
- Каждый раз, когда ваш паяльник простаивает какое-то время или после того, как вы закончили пайку, «залудите» паяльное жало свежим припоем, чтобы предотвратить окисление.
2. Минимизируйте время, в течение которого плата и компоненты остаются при высокой температуре
Применение высоких уровней нагрева к плате или ее компонентам в течение длительного периода времени может повредить вашу плату, компоненты, создать хрупкие паяные соединения и привести к неполадкам в обслуживании.
- Поддерживайте приемлемую температуру паяльника. Я знаю, что есть соблазн полностью перевернуть утюг, чтобы повысить эффективность, но вы можете шокировать компоненты. Даже при использовании бессвинцовых припоев при температуре выше 700 ° F (371 ° C) компоненты могут подвергаться термической нагрузке. Если вы считаете необходимым постоянно повышать температуру в течение дня, вернитесь к совету №1.
- В случае, когда необходимо заменить несколько компонентов в одной сборке или компоненты особенно чувствительны к нагреванию, вы можете использовать подогреватель печатной платы.Подогреватели позволяют увеличивать температуру доски и поддерживать ее во время работы. Хотя температура предварительного нагрева будет значительно ниже точки плавления припоя, тепловой удар компонентов сведен к минимуму, поскольку вы не получаете резких скачков температуры от окружающей среды.
3.
Согласование ширины фитиля припоя с паяным соединением или контактной площадкойФитиль для распайки обычно бывает разной ширины, поэтому вы можете подобрать оплетку, соответствующую тому, что вы распаиваете.Слишком тонкий фитиль не удалит достаточно припоя и потребует от вас обрезки и переплавки припоя снова и снова. Слишком широкий фитиль нагревается дольше и может мешать работе других компонентов на печатной плате.
Выберите ширину фитиля припоя, которая точно соответствует размеру контактной поверхности. Это обеспечит надлежащую теплопроводность и не удалит ненужные участки. Ширина демонтажной проволоки обозначается цифрами от 1 до 6 или цветовыми кодами, которые являются стандартом в отрасли.
- # 1 / белая оплетка – самая маленькая (ширина менее 1 мм) и предназначена в основном для SMD и микросхем.
- Большинство сочтет, что # 2 / желтый, # 3 / зеленый и # 4 / синий являются наиболее распространенными проводами для удаления припоя. №
- № 5 / коричневый идеально подходит для удаления больших пятен припоя, а № 6 / красный – для распайки контактных площадок или клемм BGA.
- Держите на рабочем месте три или четыре разных по ширине, чтобы охватить все ящики.
- Фитиль можно сложить или обрезать под углом, чтобы лучше соответствовать площади контакта.
4. Совместите жало паяльника с шириной оплетки для обеспечения точности
Используйте жало паяльника, примерно равное ширине оплетки и площади контакта. Слишком маленький наконечник потребует больше времени. Слишком большой наконечник может обнажить другие компоненты в плотной сборке. Подходящий наконечник позволяет быстрее расплавить нежелательный припой и сводит к минимуму время воздействия тепла. При распайке больших участков, например контактной площадки BGA, используйте лезвие или кончик ножа.
5. Осторожно: при распайке перетаскиванием перемещайте наконечник по оплетке, а не через оплетку через контактные площадки
Перетаскивание медной оплетки по контактным площадкам, например, при распайке контактных площадок BGA, может поцарапать покрытие OSP и даже сами контактные площадки, если приложить достаточное давление. Лучше всего наложить косу, а затем провести по ней жало паяльника.
6.
Клипса использованного фитиля для демонтажа после каждого использованияИскушение состоит в том, чтобы отпаять участок и продолжать продвигать катушку тесьмы.Однако лучше работать ближе к концу плетения, чтобы изолировать тепло. Как только фитиль для демонтажа нагревается до температуры пайки, флюс полностью активизируется, так что часть припоя больше не затягивается. Длинная прядь использованной тесьмы действует только как теплоотвод, замедляя процесс.
7.
Избегайте ошибки новичков №1: поднимайте железо и плетите одновременноЭто самая частая ошибка, которую совершают неопытные операторы. После удаления припоя не забудьте одновременно приподнять утюг и оплетку.В противном случае вы припаяете оплетку к контакту и рискуете приподнять площадку.
8.
Подберите тип флюса к вашему процессу очисткиОплетка для распайки доступна с различными типами флюса в зависимости от вашего процесса очистки и других требований.
- Канифоль – плетеная оплетка из канифоли имеет самое быстрое впитывание, но оставляет после себя остатки, которые необходимо тщательно очистить.
- No-Clean – Флюсовая оплетка без очистки идеальна, когда очистка нецелесообразна или невозможна.После распайки остается только чистый неионный осадок. Этот тип оплетки следует использовать для полевых работ, когда тщательная очистка является более сложной задачей.
- Unfluxed – В условиях производства или ремонта, где флюс указан и не может быть изменен, или когда флюс на водной основе необходим, вы можете добавить свой собственный флюс к этому типу оплетки. Неплавленый фитиль не удалит припой, если не будет добавлен флюс. Различные типы флюсов доступны в упаковке ручки, которая идеально подходит для флюсования оплетки.
9
. Для приложений, чувствительных к статическому электричеству, выберите упаковку, рассеивающую статическое электричествоПри работе со сборками, чувствительными к статическому электричеству, убедитесь, что катушка распайки оплетки является статической (или защищенной от электростатического разряда). Мы видели случаи, когда у оператора была дорогая рабочая станция с защитой от электростатического разряда, коврик и заземляющие ремни, но он был захвачен изолирующей шпулькой. Наиболее рассеивающую упаковку фитиля можно определить по синему цвету. Даже если катушка черная, не думайте, что это S20.20 соответствует требованиям.
10.
Добавление припоя в труднодоступные места на самом деле упрощает удалениеНебольшое количество припоя в узких щелях может быть трудно удалить, но большие однородные паяные соединения сходят вверх. Как бы нелогично это ни звучало, это помогает добавить больше припоя в подобные соединения, прежде чем он будет впитывать нежелательный припой.
11.
Защитите свою плату от коррозии с помощью качественного средства для удаления флюсаОстатки флюса могут вызвать рост дендритов и коррозию на сборках печатных плат, поэтому убедитесь, что вы используете передовые методы, и очистите плату.После того, как компоненты были заменены и излишки припоя удалены, выполните следующие действия:
- Тщательно очистите поверхность с помощью качественного средства для удаления флюса
- Наклоните доску, чтобы очиститель и остатки стекали.
- При необходимости используйте щетку из конского волоса или безворсовую салфетку, чтобы аккуратно протереть печатную плату, а затем
- промойте.
- При использовании салфетки убедитесь, что она не оставляет волокон на печатной плате, что может вызвать проблемы в дальнейшем.
Это необязательный шаг для оплетки без очистки, но все же хорошая идея для густонаселенных плат или плат с высоким напряжением. Это абсолютно необходимо, независимо от типа флюса, если после ремонта вы планируете нанести защитное покрытие.
12
. Для достижения наилучших результатов следуйте нашему рекомендованному процессу распайкиНаконец, мы хотели бы закончить этот пост, рассказав, как использовать фитиль для распайки.
- Поместите оплетку поверх нежелательного припоя, предпочтительно на большую часть припоя, чтобы обеспечить максимальный контакт оплетки с поверхностью припоя.
- Затем поместите наконечник утюга на фитиль под углом 45 градусов и позвольте теплу перейти к подушке. Расплавленный припой впитается в оплетку.
- Переместите наконечник припоя и оплетку по мере необходимости, чтобы удалить весь припой за один раз. Осторожно, не перетягивайте тесьму по подушечкам, так как они могут поцарапаться.
- Когда оплетка заполнится припоем, необходимо обрезать израсходованную часть и перейти к новой оплетке, чтобы вытянуть больше припоя. Снимите утюг и оплетку одновременно, чтобы не припаять провод к плате.
Вот и все. С помощью этих советов вы воспользуетесь проверенными в отрасли передовыми методами эффективного удаления припоя. А теперь мы хотели бы получить известие от вас. Что вы думаете о нашем списке? Мы пропустили важный совет? Обязательно размещайте свои вопросы и комментарии ниже. Если вам нужна помощь в выборе лучшей оплетки для распайки, просто свяжитесь с нами.
Технологическое оружие: паяльник
Бюро патентов и товарных знаков США
Внутренняя схема паяльного пистолета Карла Веллера из его заявки на патент.
Некоторым мужчинам нравится ждать, пока что-нибудь случится. Карл Э. Веллер не был одним из этих людей. Карл Веллер, родом из Истона и работавший слесарем по ремонту радиооборудования, должен был использовать паяльник в повседневной жизни, но он чувствовал, что паяльник недостаточно быстро нагревается. В 1941 году, используя свои знания в области электроники, он создал новый способ нагрева кончика паяльника, таким образом, изобрел паяльник.
Паяльный пистолет был настолько важным изобретением, что он заставил Хьюберта Лакетта из журнала Popular Science сказать, что «паяльный пистолет мгновенного нагрева – одна из редкостей – ручной инструмент, который был действительно новым и необходимым изобретением.”
Паяльник используется во многом так же, как и паяльник, в основном для пайки вещей. Пайка – это процесс, при котором два или более металла соединяются путем плавления на них припоя. Припой обычно состоит из олова или свинца, поэтому он плавится при более низкой температуре, чем два металла, соединяемых вместе. Паяльник – это инструмент, который нагревается при прохождении через него электрического тока. Он очень похож на отвертку, но когда наконечник горячий, тепло можно передать металлам, соприкоснув их друг с другом.
Сварка похожа на пайку, поскольку включает соединение двух или более металлов. Разница между этими двумя процессами заключается в том, что при сварке два основных металла плавятся и соединяются вместе. При пайке плавится только сам припой. Сварка также обычно выполняется при гораздо более высоких температурах, чем пайка. Пайка в основном используется при работе с электроникой и проводкой, когда сантехники собирают медные трубы или когда автомобили нуждаются в ремонте.
Научно-популярный журнал
Карл Э.Веллер, изобретатель паяльного пистолета.
Как и многие люди, занимавшиеся ремонтом радиоприемников, Веллера обычно не устраивал тот факт, что ему приходилось оставлять паяльник в мастерской на весь день, так как он слишком долго нагревался. Это также было серьезной проблемой, когда он был на дому, выполняя работу, требующую пайки. Слишком много времени было потрачено на то, чтобы его утюг нагрелся. Однако Карлу Веллеру удалось добиться успеха там, где его предшественники потерпели неудачу, благодаря разработке паяльного инструмента с быстрым нагревом – паяльного пистолета.Его коллега Эл Киттингер сказал: «[Веллер] был американским пионером. Для него не было слишком маленькой работы; не было ничего, что он не мог решить ». Казалось, что Веллеру почти суждено было создать паяльник.
Ключевыми особенностями паяльного пистолета, отличающими его от паяльника, являются использование трансформатора, прямого нагрева электрическим током и триггера. Карл Веллер любил пистолеты, что может объяснить его решение включить спусковой крючок и придать устройству форму пистолета. Отчасти причина того, что паяльник так долго нагревается, заключалась в том, что сначала нужно было нагреть провода в паяльнике, прежде чем энергия даже дойдет до кончика паяльника.Это привело к потере энергии и времени.
Добавление трансформатора позволяет паяльнику нагреться намного быстрее, чем обычный паяльник. Трансформатор – это устройство, которое позволяет увеличивать или уменьшать напряжение переменного тока в цепи. Напряжение и ток имеют обратную зависимость; если напряжение увеличивается, ток уменьшается, и наоборот. Трансформатор, который Карл Веллер использовал в своем паяльном пистолете, быстро понижает напряжение, что вызывает резкое повышение тока, проходящего через цепь.Когда ток проходит через что-то с резистивными свойствами, резистивный материал нагревается. Когда через него проходит большой ток, он очень быстро нагревается.
Паяльный пистолет – это не инструмент без недостатков. Главный недостаток паяльника заключается в том, что трансформатор работает за счет создания переменных магнитных полей. По мере увеличения изменения напряжения увеличивается и напряженность магнитных полей. Поскольку в паяльном пистолете происходит сильное падение напряжения, он создает магнитное поле, достаточно большое, чтобы нарушить или разрушить магниточувствительный материал, такой как жесткий диск компьютера.
Викискладе
Раннее объявление паяльного пистолета Карла Веллера.
Поскольку он видел большой потенциал в своем новом продукте, Веллер пытался продать свою идею крупным компаниям-производителям, но они избегали его идеи, считая ее непрактичной. Веллер, который так легко не сдавался, построил 274 паяльных пистолета вручную в своем подвале, израсходовав все свои ресурсы. Веллер продал пистолеты другим радиоремонтным мастерским. В 1945 году, благодаря отличным отзывам своих коллег, Веллер основал производственную компанию, названную не так удачно, The Weller Manufacturing Company, чтобы производить больше.Компания добилась мгновенного успеха и в конечном итоге превратилась в многомиллионный бизнес после того, как расширилась до продаж других инструментов вместе с паяльником. В 1970 году компания Weller Manufacturing Co. была продана компании Cooper Tools. Cooper решил сохранить торговую марку и сделать ее дочерней компанией, поскольку имя Weller всегда ассоциировалось с высококачественными инструментами.
Спустя несколько лет Веллер улучшил свой паяльный пистолет, уменьшив его вес и применив легко заменяемые наконечники, позволяющие использовать несколько температурных уровней для любых задач пайки.Жала – ключевой фактор в конструкции паяльного пистолета, поскольку жало обычно занимает гораздо меньшую площадь, чем остальная часть схемы. Чем меньше площадь поперечного сечения металла, тем выше сопротивление. Это очень важно, поскольку позволяет большей части тепловой энергии уйти на наконечник, а не на остальную часть инструмента.
В последнее время паяльники не уступают паяльникам по скорости нагрева. Однако паяльник по-прежнему уступает паяльнику, когда потребляемая мощность является основным фактором в процессе пайки для определенных задач.Тот факт, что паяльный пистолет так легко включается и выключается благодаря своей спусковой системе, гарантирует, что этот инструмент не будет заменен в ближайшее время. Единственный способ его замены в этом отношении – это изобретение умного паяльного инструмента, который каким-то образом точно знает, когда он должен включаться и выключаться, но он может оказаться слишком сложным для разработки для большинства распространенных приложений.
С изобретением паяльного пистолета технология пайки полностью изменилась. Это создало более конкурентный рынок и, что более важно, позволило пользователям иметь более широкий набор инструментов для выполнения более широкого круга задач.И вся благодарность небольшому мастеру по ремонту радио из Истона, штат Пенсильвания.
Источники:- «Прорыв в технологии пайки». Cooperhandtools.com . 2000. Интернет. 16 февраля 2010 г.
- Карл Е. Веллер и Эмили И. Веллер против комиссара внутренних доходов. Апелляционный суд США третьего округа. 9 июня 1959 г.,
- Феррара, Кэтрин. «Карл Веллер был изобретателем, промышленником и альтруистом.» Сарасота Геральд-Трибьюн 5 окт. 1994, сек. А: 4.
- Хобарт, Джеймс Ф. Пайка и пайка . Нью-Йорк: Norman W. Henley Publishing, 1908.
- Лакетт, Хуберт. «Новый паяльник Веллера: Выбери себе голову». Popular Science Сентябрь 1969 г .: 32
- Лакетт, Хуберт. «Есть пистолет – припой». Popular Science May 1963: 163+.
- Миллер против комиссара внутренних доходов. Апелляционный суд пятого округа США.4 апреля 1967 г.
- Роберт Э. Миллер против Wellermanufacturing Co. Апелляционный суд Соединенных Штатов, третий округ. 9 января 1961 г.
- «Подкованный паяльник». Popular Mechanics Сентябрь 1962: 202-04.
- Штаты., США. Электроэнергия базовая. Нью-Йорк: Dover Publications, 1969.
- Веллер, Карл Э. Электрические нагревательные аппараты. Карл Э. Веллер, правопреемник. Патент 2405866. 14 июля 1941. .
- Производственная компания Веллер. Рекламное объявление. Популярная наука Ноя.1948: 24.
- Веллер Мануфэкчуринг Компани против Вен Продактс Инкорпорейтед. Апелляционный суд США седьмого округа. 30 марта 1956 года.
- Комплект для пайки Weller. Рекламное объявление. Life Magazine , октябрь 1957: 94
Лучший паяльник для изготовления ювелирных изделий [март 2021 года]
Купить лучший паяльник для изготовления ювелирных изделий немного сложно, даже если вы прочитали все об оборудовании. Специально для людей, которые только начинают заниматься хобби или новичков.Но, учитывая разнообразие вариантов, выбрать один такой ключевой элемент, который может сделать ваши украшения идеальными, действительно не так-то просто.
На самом деле, выбор профессионального набора для пайки ювелирных изделий также стал решающим, потому что вы работаете с драгоценными металлами, такими как золото и решатель. Из-за этого выбора характеристик оборудования и размеров требуется больше внимания.
Итак, я взял на себя задачу найти лучший паяльник для изготовления украшений из них всех. Паяльники – это очень универсальное электронное оборудование, которое в основном используется для изготовления ювелирных изделий, сборки электронных плат, а также ремонта и переделки электронных устройств.
В настоящее время существуют сотни вариантов, и трудно составить список из 5 лучших паяльников для изготовления ювелирных изделий, если вы знакомы со всеми функциями, функциями и компоновкой. Вот почему мы решили разместить подробные обзоры лучших комплектов для пайки ювелирных изделий для начинающих, профессионалов, домохозяек и любителей, чтобы вы могли найти наиболее подходящие варианты.
Без промедления, сразу перейдем к обзорам лучшего паяльника для изготовления ювелирных изделий, а затем присоединяемся ко мне на прогулке
5 лучших паяльников для изготовления ювелирных изделий – краткий обзорЯ исследовал лучшие ювелирные изделия из набора для пайки и, основываясь на их точности и простоте использования, мы закончили несколько превосходных моделей, которые превосходно работают в обеих областях и рекомендуются как для начинающих, так и для любителей.
В этой статье я также объясню, «почему паяльник на 100 ватт для изготовления ювелирных изделий» рекомендуется для некоторых видов ювелирной деятельности.
Лучший паяльник для ювелирного делаОсновываясь на производительности, доступной цене и простых в использовании функциях, мы включили в список Лучший паяльник для ремонта ювелирных изделий –
- Лучший паяльник для изготовления ювелирных изделий – Паяльник Tabiger
- Лучший профессиональный комплект для пайки ювелирных изделий – Комплект паяльника Anbes
- Лучший паяльник для ювелирных изделий для начинающих – Комплект паяльника Plusivo
- Лучший паяльник мощностью 100 Вт для изготовления ювелирных изделий – Vastar Паяльник
- Лучший паяльник для золотых украшений – Паяльник Vastar
- Лучший паяльник для золотых украшений – Ручной набор
Если вы любите паяльные работы с просто хорошими инструментами, вам обязательно понравится комплект паяльника Tabiger. Это замечательный профессиональный комплект для пайки ювелирных изделий с текстурированными ручками для удобства и эргономики. Этот многофункциональный набор инструментов просто потрясающий с сумкой для переноски инструментов.
Поставляется мощностью 60 Вт при меньшей скорости нагрева (2 минуты). Наборы для пайки ювелирных изделий Tabiger – лучший выбор при небольшом бюджете. Он имеет мощность 60 Вт, скорость нагрева меньше (2 минуты), регулируемый диапазон термореактивности от 200 до 450 ℃, комплект для пайки ювелирных изделий Tabiger Professional с цельной стальной трубкой для лучшего отвода тепла и повышения эффективности.
Говоря о шпильках, комплект для пайки включает в себя насос для разупорядочения, пинцет, подставку для паяльника, 5 различных типов припоя для паяльников и губку. В расходных материалах для пайки ювелирных изделий пошлины упакованы в пластиковый футляр, который легко переносить со всеми принадлежностями, профессиональными наборами для пайки ювелирных изделий.
В комплект входит
- Паяльник
- Прочный корпус
- Жала паяльника
- Трубка для припоя
- Насос для распайки
- Антистатический пинцет
- Паяльная подставка
Tiger – лучшая идея для новичков и экспертов для всех видов ремонтных работ, таких как ДСП PCBA, ремонт мобильных устройств и компьютерного оборудования, сварка гитары, часов, ювелирных изделий, небольших электронных работ и т. Д.
Плюсы:
- Прочный корпус
- Включает пять наконечников
- Керамический печатный нагреватель
Минусы:
- Температура с отметкой Цельсия
- Электрические штыри через некоторое время могут расшататься
Anbes Soldering Iron Kit – это принадлежности для пайки ювелирных изделий, это полный набор инструментов, который включает набор 14-в-1, что означает отсутствие необходимости вкладывать средства в другие аксессуары.Это простой в использовании, прочный, гибкий и универсальный профессиональный набор для пайки ювелирных изделий.
Если вы ищете надежный и лучший паяльник для ювелирных изделий по доступной цене, паяльник Anbes для ювелиров – лучший выбор, простота использования функции, множество аксессуаров и множество функций. ВНИМАНИЕ !!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!! Комплект паяльника Anbes имеет эргономичный дизайн с текстурированными ручками и огромными аксессуарами.
Мы рекомендуем этот профессиональный набор для пайки ювелирных изделий, полный функций и может использоваться для широкого спектра работ, таких как изготовление ювелирных изделий, ремонт печатных плат, мобильных устройств и компьютерного оборудования.Самая большая и самая важная особенность этого паяльника для золотых украшений – он поставляется с 5 заменой нескольких наконечников для выполнения нескольких проектов.
Кроме этого, паяльная станция для ювелирных изделий мощностью 60 Вт, работающая в диапазоне температур от 200 ℃ до 450 ℃, является широко используемым и портативным оборудованием. Беспроводная связь была безупречной, и это один из лучших наборов для пайки золотых украшений.
В комплект входит
- Припой
- Прочный корпус
- Жала паяльника
- Трубка для припоя
- Насос для удаления припоя
- Антистатический пинцет
- Паяльная подставка
- Нож для зачистки проводов
- Сумка для переноски ПУ
Плюсы:
- Держатель утюга с двумя пружинами
- Набор 14-в-1
- Сумка для переноски из искусственной кожи
Минусы:
Набор «21 в 1» для пайки ювелирных изделий – это самая доступная цена, с его простыми в использовании функциями, идеальный выбор для ваших нужд пайки.Пайка Plusivo имеет эргономичный дизайн и удобна в использовании.
Лучший паяльникPlusivo для изготовления ювелирных изделий обладает удивительными функциями безопасности, включая термостойкий колпачок, термостойкую противоскользящую ручку и т. Д., Которые лучше всего подходят для любителей. Также хотелось бы сказать пару слов об этом паяльнике для золотых украшений. Он полон аксессуаров, и не нужно покупать дополнительные, чтобы начать деятельность.
Чистящая губка защищает и удерживает на жалах излишки припоя, оставшиеся во время работы, помогает поддерживать качество и срок службы жала паяльника.К каждой покупке лучшего паяльника для ювелирных украшений прилагается электронная пошаговая инструкция и лучшее для начинающих.
В комплект входит
- Припой
- Прочный корпус
- Жала паяльника
- Жала паяльника
- Насос для удаления припоя
- Трубка с оловянной проволокой
- Антистатический пинцет
- Подставка для пайки
- Нож для зачистки проводов
- Миниатюрные отвертки
- Миниатюрный ключ
- Термоусадочная трубка
- Фитиль для припоя
- Миниатюрная плата
Плюсы:
- Отличные функции безопасности
- Комплект 14-в-1
- 30-дневная политика возврата
Минусы:
4.Handskit – Лучший профессиональный комплект для пайки ювелирных изделийНабор для ручной пайки ювелирных изделий мощностью 60 Вт с полным набором функций и совершенным устройством, используемым при ремонте различной бытовой техники и ювелирных аксессуаров. Конструкция проста, регулируемая температура 60 Вт, это лучший паяльник для изготовления ювелирных изделий.
Если вы ищете простой тип, надежный по доступной цене лучший паяльник для ювелирных украшений Мы рекомендуем этот инструмент. Компактный и безопасный, разработанный с установкой температуры, лучший комплект для пайки ювелирных изделий для начинающих и любителей.
Некоторые из ключевых особенностей этого лучшего паяльника для изготовления ювелирных изделий включают в себя то, что паяльник этого ювелирного паяльника очень быстро нагревается (в течение 2 минут) и рассеивание тепла таким же образом, контролируемое переключателем ВКЛ / ВЫКЛ.
Теперь давайте посмотрим на основные характеристики этого набора паяльника Handskit. Диапазон нагрева паяльника для ювелирных изделий составляет 200-450 ℃ с регулировкой температуры. Это идеальный выбор и лучший паяльник для создания ювелирных изделий.
В комплект входит
- Паяльник
- Жала паяльника
- Насос для демонтажа
- Губка для очистки
- Антистатический пинцет
- Подставка для пайки
- Губка для очистки
- Сумка для переноски
- Нож для зачистки проводов
- Трубка для оловянной проволоки
- Инструмент для зачистки проводов,
Плюсы:
- Отличные функции безопасности
- Максимальная температура 842 градуса
- 2 минуты нагрева
Минусы:
- Флюс отсутствует в списке принадлежностей
Ювелирные изделия паяльника Vastar, производящие широко используемый паяльник с отличным паяльником. Комплект паяльника Vastar – это полный комплект паяльника 60 Вт 110 В. Эргономичный дизайн гладкий и приятный на ощупь. Нагревается быстрее и эффективнее при ремонте ювелирных изделий.
Пайка Vastar идеально подходит для тех из нас, кто предпочитает простоту эксплуатации. Этот лучший паяльник для изготовления ювелирных украшений на самом деле довольно хорошо собран с необходимыми аксессуарами.Одна из ключевых особенностей паяльных станций для ювелирных изделий – это паяльник с регулируемой температурой, который нагревается очень быстро и готов к работе в течение 15 секунд.
Паяльникдля лучшего отвода тепла имеет усовершенствованную конструкцию стальной трубы, которая помогает быстро и лучше отводить тепло. Профессиональный комплект для пайки ювелирных изделий является многофункциональным и использует множество передовых приложений, таких как печатная плата, ремонт бытовой техники, домашние любители. Это самый доступный и лучший паяльник для изготовления украшений.
В комплект входит
- Паяльник
- Жала паяльника
- Демонтажный насос
- Антистатический пинцет
- Паяльная подставка
- Трубка из оловянной проволоки
Плюсы:
- Комплект для силовой пайки 60 Вт
- Быстрый нагрев, нагрев 15 секунд
- Регулируемая температура
Минусы:
- Без футляра для переноски
- Меньше дополнительных аксессуаров
Есть много вещей, которые следует учитывать при поиске лучшего паяльника для изготовления ювелирных изделий в этой прилагаемой покупке. Я объясню факторы, которые более важны для принятия подходящего решения о покупке.
Если вы готовы приобрести профессиональный комплект для пайки ювелирных изделий, вот несколько моментов, которые следует учитывать, а также обзор лучшего паяльника для изготовления ювелирных изделий на рынке.
Новичкам особенно сложно найти лучший паяльник для изготовления ювелирных изделий, когда вы не знакомы со всеми функциями, функциями и компоновкой. Вы найдете много паяльников мощностью 100 Вт для ювелирных изделий, доступных с расширенными функциями. Итак, найти лучший продукт непросто.
Для паяльника ювелирных изделий требуется, чтобы комплект для пайки ювелирных изделий работал как можно быстрее, чтобы не было необходимости делать паузы между ними для эффективного изготовления ювелирных изделий. Для ювелирных изделий мы рекомендуем паяльник мощностью 100 Вт.
Мощность профессионального паяльного комплекта для ювелирных изделий
В идеале вы должны приобрести паяльник для ремонта ювелирных изделий мощностью 60 и более Вт. Ювелирный паяльник
, обладающий высокой мощностью, быстро нагревается и сохраняет температуру в течение длительного времени.Это также гарантирует, что паяльник адекватно восстановит тепло, потерянное во время пайки. Лучше всего рекомендовать паяльник на 100 Вт для ювелирных изделий.
Wattage – это эссе и важная фракция, которая имеет большое влияние на принятие окончательного решения о покупке лучшего паяльника для изготовления ювелирных изделий. Паяльник с более высокой мощностью будет быстро нагреваться и поддерживать температуру в течение длительного периода времени.
Контроль и регулировка температуры
Паяльник для ремонта ювелирных изделий требует большей точности и целеустремленности.Поэтому должна быть функция для контроля температуры в соответствии с потребностями. Большинство утюгов имеют настройки температуры от 200 до 842 градусов.
При работе с разными материалами необходимо соответствующим образом отрегулировать температуру паяльной станции для ювелирных изделий. Если паяльник вашего ювелира не может регулировать температуру, с ним будет тяжело работать и всегда есть риск повреждения.
Поэтому рекомендуется, чтобы выбранный лучший паяльник для изготовления ювелирных украшений имел функции регулировки температуры.
Жала и принадлежности для пайки
Приобретая паяльник для ювелирного дела США, всегда можно поискать что-то лишнее. Функции упрощают операции и не требуют дополнительных затрат.
Эргономика и безопасность
Профессиональный комплект для пайки ювелирных изделий имеет очень мощные нагревательные элементы, которые очень быстро нагреваются. Поэтому в целях безопасности очень важно, чтобы термостойкая ручка устройства с функцией Anti-slip работала точно.
Поэтому рекомендуется, чтобы ювелирный паяльник имел систему отвода тепла и литые ручки, которые легко и удобно держать, чтобы выполнять работу с идеальной точностью.
Жалюзи и универсальные аксессуары для паяльника для ювелировПрофессиональный комплект для пайки ювелирных изделий потребовал от ювелиров широкого выбора жала и аксессуаров для паяльника, чтобы начать работу и получить больше свободы для управления своими творениями.
Поэтому рекомендуется сделать покупку, у которой есть начальный комплект для запуска, чтобы придать ювелирной форме форму в соответствии с вашими требованиями к лучшему паяльнику для изготовления ювелирных изделий.
Цена и гарантияНесомненно, покупка паяльника для ювелиров влияет на цену, но лучше приобрести качественный паяльник по разумной цене и с хорошим гарантийным сроком, лучший паяльник для изготовления ювелирных изделий.
Типы электроники паяльник- Карандаш для пайки – Такие типы паяльников для электроники не рекомендуются для критических операций пайки, так как они не имеют контроля температуры.
- Карандашная пайка с регулируемыми настройками температуры : -Такие паяльники для электроники похожи на карандаш для пайки, но они были прикреплены к электростанции с регулируемой температурой.
- Горелочные паяльники – Лучший высокотемпературный паяльник для электроники, работающий на бутане, также известен своей портативностью и особенно рекомендуется для изготовления ювелирных изделий.
- Аккумуляторные утюги – Аккумуляторный паяльник для электроники полезен из-за его портативности и комфорта, но не лучший вариант паяльника для изготовления ювелирных изделий для начинающих из-за высокого потребления батарей и низкой производительности для ответственных работ.
- Паяльные станции . -jewellers паяльник быстро нагревается с регулируемым контролем температуры с губкой для очистки жала и лучший паяльник для изготовления ювелирных изделий.
Какой паяльник использовать для украшений?
Очень важно выбрать наиболее подходящий профессиональный комплект для пайки ювелирных изделий для изготовления ювелирных изделий. В целом, паяльник с более высокой мощностью быстро нагревается в течение длительного времени, удерживает свою температуру и быстро набирает тепло,
Кроме того, для ремонта ювелирных изделий вам потребуется паяльник мощностью 60 и более Вт.В идеале паяльник для ювелирных изделий мощностью 100 Вт – лучший выбор. Для аккуратной и точной работы следует учитывать наконечник очень острой формы.
Можно ли паять серебро паяльником?
Может быть, но непросто. Нужен подходящий инструмент. Обычный паяльник не выдерживает высоких температур в процессе пайки. Пайка при более низкой температуре может испортить драгоценные металлы. Паяльник с правильным контролем температуры и отсутствием отклонений между заданной и реальной, может паять серебро.
Как вариант, можно припаять серебро купить паяльником.
Последние мысли
Выбор подходящего паяльника для изготовления ювелирных изделий – довольно сложное решение, потому что существуют сотни вариантов, и множество факторов определяют, какие украшения из латуни для пайки больше всего подходят для требований вашего проекта.
И на этом мы искренне надеемся, что этот подробный обзор, который вам понравился, поможет найти лучший паяльник для изготовления ювелирных украшений для ваших нужд.
Мы надеемся дать вам представление о типах и мощности расходных материалов для пайки ювелирных изделий, а также о факторах, которые необходимо учитывать при выборе, о том, как время работы влияет на выбор и т. Д.
До следующего раза! и если у вас есть какие-либо вопросы, пожалуйста, оставьте свои комментарии ниже.
Оставайтесь в безопасности. Береги себя
Видеоурок: Как паять ювелирные изделия с помощью паяльника. .