как паять платы,контакты и светодиоды с проводами
Пайка является одним из самых действенных и простых способов соединения металлических материалов, проводов и деталей. Хоть и паяльные работы считаются несложными, понадобятся определенные знания и навыки. Самым распространенным видом пайки является работа, произведенная паяльником. Чтобы знать, как правильно паять паяльником с канифолью или другими видами флюсов, нужно немного углубиться в тему.
- Виды паяльников
- Припои и Флюсы
- Меры безопасности
- Залуживание жала
- Пайка проводников
- Работа с платой
- Индукционная пайка
- Частые ошибки
- Правильный уход
Виды паяльников
Существуют различные виды паяльников, которые отличаются по мощности.
- Электрические паяльники — самые распространенные, работают от электричества.
- Газовые — работают с помощью газовой горелки.
- Термовоздушные — прибегают к помощи воздушного потока.

- Индукционные паяльники — их работа основана на нагреве наконечника магнитным полем.

Одним из разновидностей этого инструмента также является паяльник для страз. Он считается одним из самых распространенных элементов при работе с термостразами. Технология использования этого средства очень проста — кладем страз на ткань и прикладываем паяльник сверху, клей проникает в ткань и надежно скрепляет их.
В повседневной жизни чаще всего применяются электрические паяльники, имеющие разную мощность для различных типов работ. Для пайки электронных элементов применяются паяльники мощность до 40 Вт, если у деталей толщина стенки не превышает 1 миллиметра, то у прибора мощность от 80 до 100 Вт. Для более толстостенных деталей используют паяльники мощностью свыше 100 Вт.
Припои и Флюсы
Прежде чем приступить к паяльным работам, нужно выбрать припои и флюсы. Для паяния электрическим элементом существуют различные виды припоя, которые бывают мягкими или твердыми. К мягким относятся оловянно-свинцовые сплавы, которые имеют низкую температуру плавления и не отличаются особой прочностью. Не рекомендуется их использовать, если температура при пайке будет превышать 100 градусов по Цельсию. К тугоплавким относят серебряные и медные сплавы. Они отлично подойдут для тех соединений, где будет только статическая нагрузка на материал, так как такие сплавы очень хрупки.
Для паяния электрическим элементом существуют различные виды припоя, которые бывают мягкими или твердыми. К мягким относятся оловянно-свинцовые сплавы, которые имеют низкую температуру плавления и не отличаются особой прочностью. Не рекомендуется их использовать, если температура при пайке будет превышать 100 градусов по Цельсию. К тугоплавким относят серебряные и медные сплавы. Они отлично подойдут для тех соединений, где будет только статическая нагрузка на материал, так как такие сплавы очень хрупки.
Флюсы отвечают за то, как будет паяться металл, и настолько прочным будет соединение. Его задача состоит в том, чтобы снять окисную пленку металла. В качестве флюсов используются: различные смеси канифоли, кислота. Смеси из канифоли обычно используются при пайке электроники, в то время как кислота применяется для соединения мелких проводов и небольших контактов.
Меры безопасности
Организуйте рабочее место, оно должно быть светлое и обязательно проветриваемое, так как в процессе пайки выделяются вредные для здоровья газы. Еще рекомендуется надевать очки, чтобы защитить глаза от брызг расплавляемого металла или флюса.
Еще рекомендуется надевать очки, чтобы защитить глаза от брызг расплавляемого металла или флюса.
Залуживание жала
Жало — это цилиндрический стержень, сделанный из меди. Его форму можно изменять в зависимости от типа работ. Например, его можно сплющить в виде наконечника отвертки. Такой вид заточки используется при пайке массивных деталей. Еще можно сточить жало в виде пирамиды, его следует применять при пайке мелких деталей.
Залуживание применяется на подготовительном этапе и подразумевает покрытие жала тонким слоем припоя для лучшего контакта с соединяемой поверхностью. Эта операция защитит жало от быстрого износа и коррозии.
Пайка проводников
Чтобы знать как припаять провод к контакту, нужно лишь немного попрактиковаться. Перед тем как непосредственно перейти к пайке, следует тщательно разогреть паяльный инструмент, при первом применении паяльник начинает дымить — это выжигается смазка, применяемая при его производстве. Ему нужно дать остыть, затем снова включить.
Ему нужно дать остыть, затем снова включить.
Далее, первым делом надо зачистить изоляцию, она легко снимается кусачками в одно движение. Изоляцию в виде эмали, краски или тканевой обертки нужно сначала сжечь. Затем пройтись по проводам наждачной бумагой или прибегнуть к химическому способу — положить провод на таблетку аспирина и прогреть паяльником.
Следующим этапом нужно нанести немного флюса на провод, который вы собираетесь припаять, затем с помощью паяльника начать лужение. Сразу после этого необходимо соединить два конца провода, аккуратно нагреть место контакта до расплавления припоя и резко убрать паяльник, чтобы не перегреть детали.
В современных радиоэлектронных устройствах не предусмотрено проводов. Соединение осуществляется за счет припаивания поверхности контактов. Для таких видов работ используют маломощный паяльник, мощностью 10−12 Вт. Перед применением для него можно изготовить несколько медных жал с разветвлениями. Они позволят использовать инструмент при работе со светодиодами и различными радиоэлементами.
Они позволят использовать инструмент при работе со светодиодами и различными радиоэлементами.
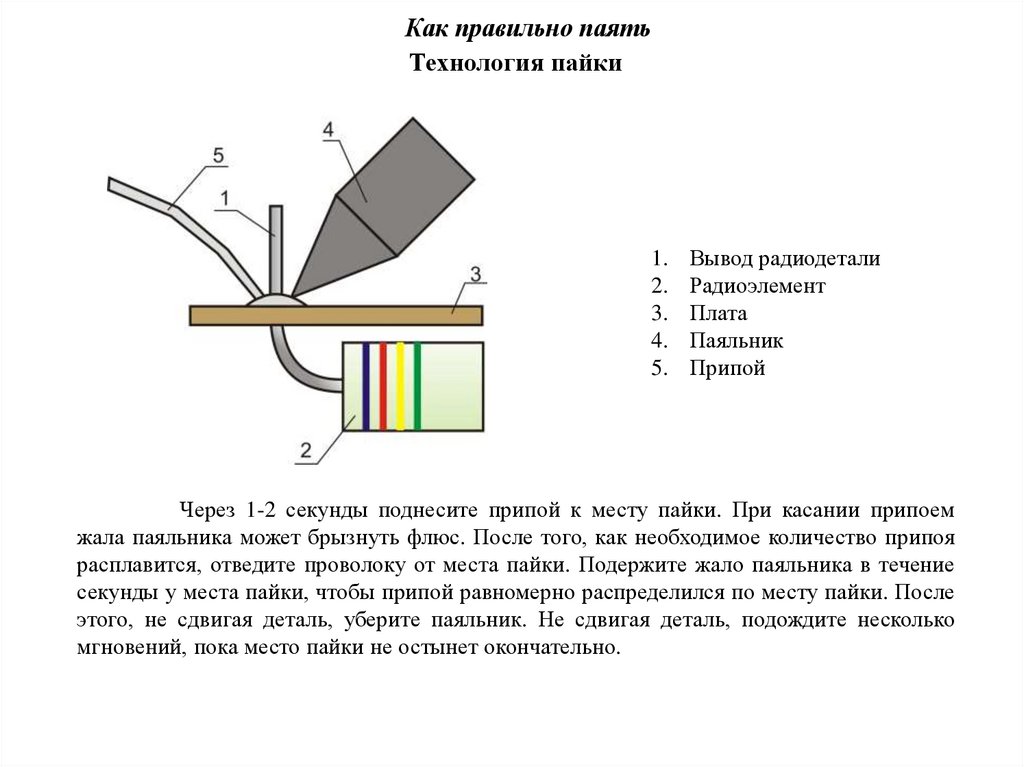
Работа с платой
Перед тем как припаять провод к плате
, нужно совершить определенные действия:- Вставить деталь в заранее приготовленное место.
- Разогретый паяльник поднести вместе с припоем к месту пайки.
- Тонким слоем нанести припой на контакты платы и выводы детали.
- Быстро убрать паяльный инструмент.
Разогретое жало паяльника должно соприкасаться с платой и контактами одновременно. Отводим его только тогда, когда место пайки покроется тонким слоем припоя. Лишний припой можно удалить медным проводом, нужно лишь поднести его к месту пайки.
Индукционная пайка
Такой вид пайки широко применяется в промышленности и позволяет соединять различные токопроводящие металлы, такие как медь, сталь, алюминий, твердые сплавы и др. Во время операции происходит бесконтактный нагрев, за счет образования вихревых токов. Для защиты деталей от окисления индукционную пайку проводят с применением флюсов или в вакууме.
Для защиты деталей от окисления индукционную пайку проводят с применением флюсов или в вакууме.
Частые ошибки
Типичные ошибки, совершаемые новичками:
- Непропай
- Перегрев
- Химическое разрушение
- Скатывание припоя
Непропай происходит из-за того, что паяльник был недостаточно прогрет, или спаиваемые материалы были слишком тугоплавкими, а паяльник имел слишком маленькую мощность.
Перегрев — прямая противоположность непропая. Основные причины перегрева: использование слишком мощного паяльного инструмента, слишком долгое его воздействие на место пайки.
Скатывание припоя происходит по той причине, что была плохо очищена поверхность соединяемых материалов. Окислительный слой на их поверхности не дает припою хорошо растечься, что приводит к плохому контакту спаиваемых компонентов.
Химическое разрушение появляется на месте пайки из-за неправильно подобранного флюса, и если не проведена промывка после пайки.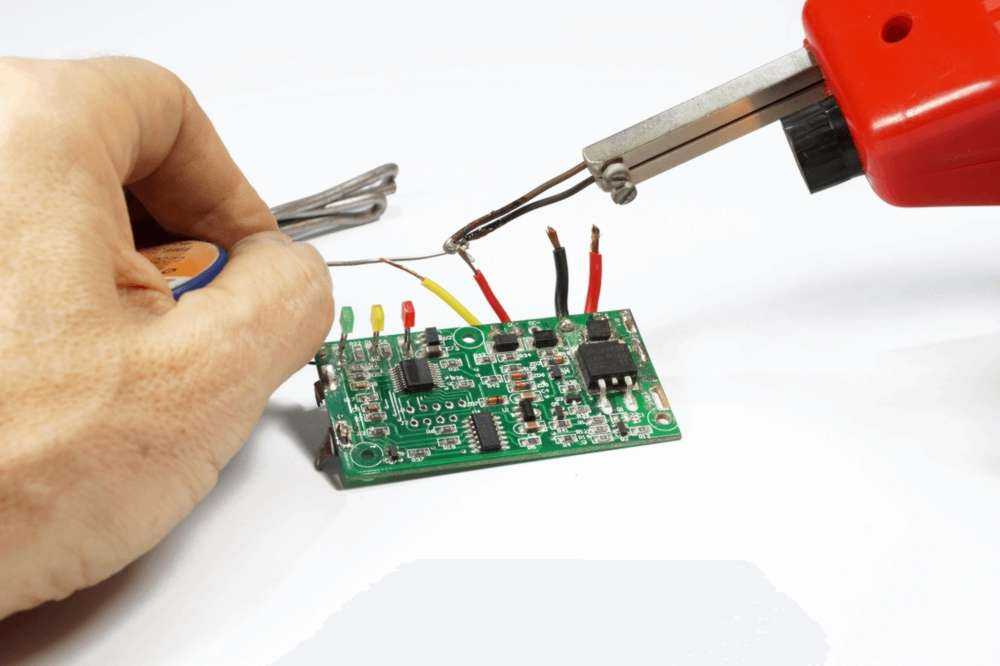 Это приводит к коррозии и постепенному разрушению места пайки.
Это приводит к коррозии и постепенному разрушению места пайки.
Правильный уход
Качественный паяльник — инструмент недешевый, и он, как и любой другой инструмент, требует тщательного ухода. Основные правила ухода за ним:
- Не рекомендуется включать паяльник со снятым жалом, так как это приводит к перегреву элемента и значительно сокращает срок службы инструмента
- Перед первым использованием нужно покрыть жало качественным флюсом и облудить его.
- После завершения работ необходимо тщательно чистить наконечник и облудить его, это поможет быстро разогреть инструмент при следующем использовании.
- На жало паяльного средства во время пайки нужно периодически наносить припой, так его наконечник прослужит вам дольше.
Как правильно паять паяльником провода, радиоэлементы и детали
Содержание:
Физика процесса
Перед тем, как выполнять соединение проводов пайкой, неплохо было бы разобраться в самой сути этого процесса.
С помощью паек получают неразъёмные соединения. Например, если нужно соединить какие-то два элемента (кабель либо провод), то между ними вводится припой в виде расплавленного металла. Необходимо чтобы температура плавления у этого металла была ниже, чем у материалов соединяемых элементов. Паяемый элемент, флюс и припой вводят в соприкосновение путём нагрева. Припой становится жидким и смачивает поверхность проводника. Когда нагрев прекращают, сплав припоя твердеет, тем самым образуется прочное контактное соединение.
Прочность контакта зависит от того, насколько хорошо припой смочил поверхности соединяемых элементов. А тут уже прямая зависимость от того, насколько чистыми были эти элементы на момент пайки. Поэтому перед тем, как паять провода, они обязательно должны быть очищены от органических веществ (масло, жир) и от окисной плёнки. Для этой цели и надо использовать флюс, к тому же он понижает поверхностное натяжение и улучшает качество растекания.
Наименьшие требования к флюсу, припойному сплаву и температуре предъявляет пайка медных проводов.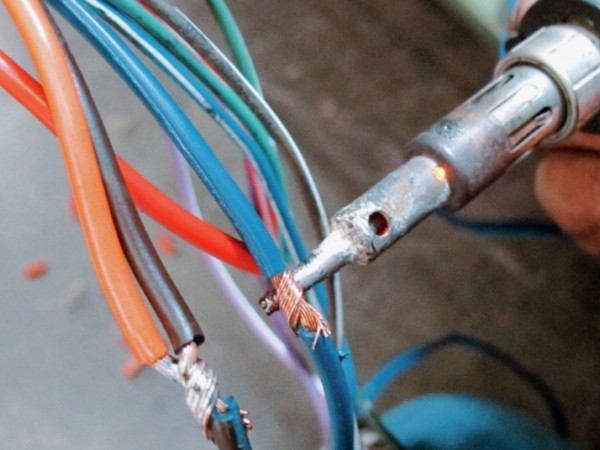 Поэтому если хотите обучиться такому делу, лучше сначала паять паяльником провода медного исполнения, а со временем, когда наберётесь мастерства и опыта, поработаете и с другими материалами.
Поэтому если хотите обучиться такому делу, лучше сначала паять паяльником провода медного исполнения, а со временем, когда наберётесь мастерства и опыта, поработаете и с другими материалами.
Суть пайки
Собственно, что такое пайка? Это соединение проводников (например, проводов или провода и дорожки на плате) с помощью легкоплавкого припоя. Звучит просто, на самом деле принципиально важно обеспечить два момента:
- надежное соединение, чтобы хороший контакт был постоянно,
- достаточную площадь соединения, чтобы место пайки не перегревалось (актуально для силовых цепей).
Эксплуатация
Однако стоит отметить, что сам припой имеет высокое удельное сопротивление. Поэтому необходимо, чтобы толщина покрываемого слоя была небольшой, а площадь покрытия наоборот больше. Также отметим, что чем толще проводник (например, провод), тем большую площадь нужно покрывать.
Тонкости хорошей пайки
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки;
2) Залудить их припоем;
3) Снова нанести флюс на контакты;
4) Запаять зазор между контактами.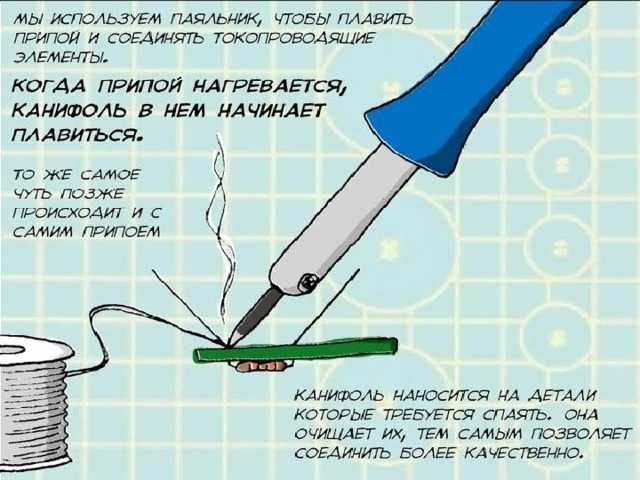
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат.
Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Что нужно для надежного контакта
Основные критерии:
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
 Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
Паяльники плохого качества могут нестабильно держать температуру, перегреваться.Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки..jpg) Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Вспомогательные материалы
Для того чтобы нормально паять паяльником провода нужны еще:
- Подставка. Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Паять паяльником удобнее с подставкой самодельной и фабричной — не очень важно - Напильник. Перед работой затачивают дало паяльника. Оно должно быть ровным и чистым без следов нагара. Тогда паяется легко.
Так надо затачивать жало паяльника - Пассатижи. Удерживать провода пальцами во время пайки сложно — медь и алюминий имеют высокую теплопроводность, что приводит к быстрому нагреву близлежащих участков. Потому паять паяльником провода удобнее, если их удерживать пассатижами. Только должны инструмент должен быть миниатюрным, с тонкими ручками и губками. В принципе, можно использовать пинцет, но на его верхушку (где держатся пальцами) желательно надеть термоусадочную трубку — сталь тоже быстро нагревается.
Пассатижи — для того чтобы придерживать провода
 Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли.
Может быть она из металла полностью или на деревянной/пластиковой подставке закрепленные металлические держатели для паяльника. Также удобно, если есть небольшая металлическая коробочка для канифоли. Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Ход выполнения спайки от начала, и до конца
В данной главе, мы подробно опишем весь процесс, учитывая как значимые моменты, так и кажущиеся простыми, но от того не менее важными, тонкости.
Инструменты электромонтажника
Набор инструментов и материалов для работы не очень большой, все это можно легко приобрести в специализированных магазинах. Цена на все это небольшая.
Нам будут нужны:
- Паяльник с подставкой, причем, не выбирайте мощную модель с толстым жалом, достаточно 15-40 Вт с жалом, диаметром около 5 мм;
- Для припоя, тоже не стоит брать толстые прутки, удобно работать с проволокой толщиной 2-3 мм;
- Канифоль — кроме нее желательно дополнительно иметь и жидкий флюс, и кисточку для его нанесения;
- Пинцет;
- Монтажные кусачки;
- Плоскогубцы;
- Нож;
- Напильник для заточки и правки жала паяльника;
- Наждачная бумага, напильник или надфиль с мелкой насечкой для удаления окислов и эмалей.
Совет! Очень удобен трубчатый припой с канифолью внутри.
Это достаточный набор — иногда можно обойтись без некоторых инструментов, например без наждачной бумаги или пинцета, но желательно, чтобы все было под рукой. Дополнительно могут понадобиться тестер или пробник (если нужно соединить кабель из нескольких проводов, не помеченных разным цветом).
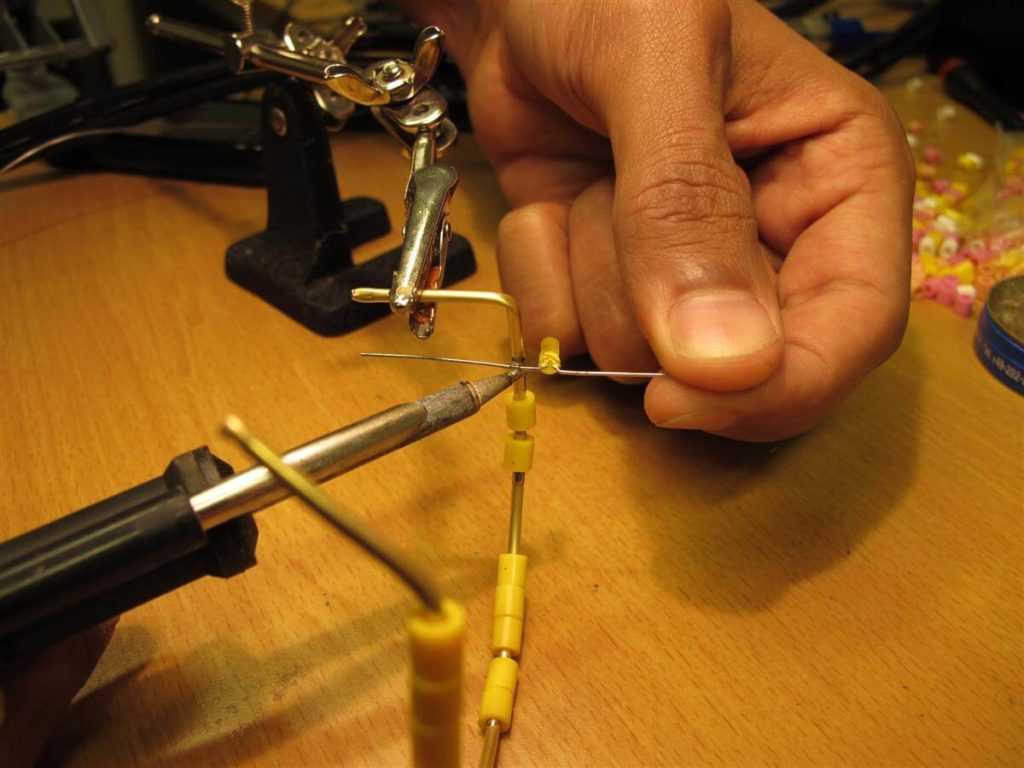
Также может возникнуть проблема «третьей руки», когда нужно держать два провода или провод и разъем, но рука занята паяльником. Для ее решения можно воспользоваться струбциной или любым подходящим зажимом.
Если нужно соединять загрязненные провода, то нужно дополнительно применить спиртобензосмесь, бензин или какое ни будь другое средство для обезжиривания.
Заточенное жало паяльника
Жало у паяльника должно быть заточено под углом 45о, и не иметь дефектов на поверхности. Затачиваем его, если нужно удаляем лишний металл до получения ровной поверхности.
У нового паяльника и после заточки жало лудится. Для этого нагреваем его опускаем в канифоль а затем касаемся припоя чтобы он покрыл всю поверхность скошенного рабочего участка.
Для этого нагреваем его опускаем в канифоль а затем касаемся припоя чтобы он покрыл всю поверхность скошенного рабочего участка.
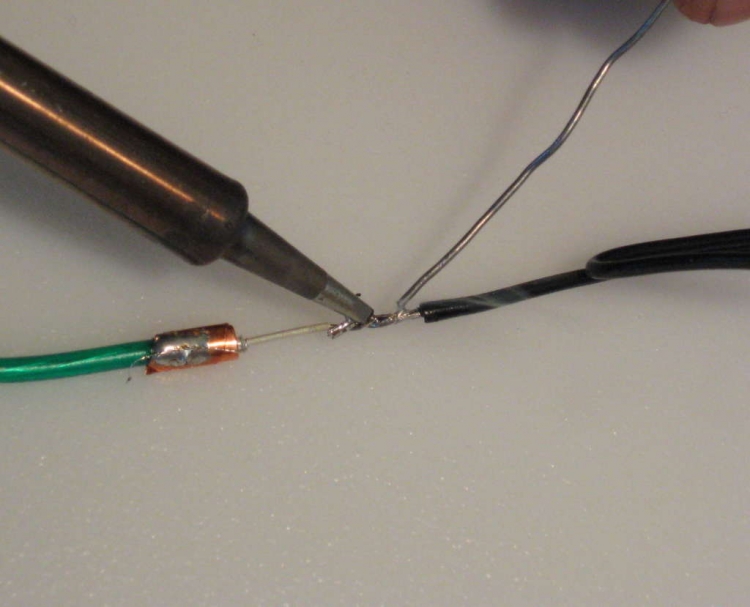
соединение проводов пайкой: пример качественной работы
Спайка проводов проводится за несколько операций, причем они зависят от их типа и изоляции. Кроме того мы говорим только о медных или латунных проводниках, если же они алюминиевые, то паяльник нам не поможет (хотя со специальными флюсами это сделать можно) — их соединяют скрутками или специальными зажимами (см. Клеммники для соединения проводов).
Толщина не влияет на последовательность операций, пайка толстого провода не отличается ничем, разве что, при чрезмерно большом диаметре, он не будет прогреваться. В таком случае, надо взять просто более мощный паяльник.
Внимание! Согласно действующим правилам эксплуатации электроустановок (ПЭУ) и ГОСТ, пайка медных проводов на силовых, заземляющих и зануляющих линиях электрооборудования запрещена. При аварийной ситуации они могут сильно нагреться и припой стечет.
 Для соединения используются специальные зажимы.
Для соединения используются специальные зажимы.Если мы паяем одножильные провода без изоляции нам необходимо:
- Удалить окислы с поверхности — делаем это наждачной бумагой, мелким напильником или просто ножом. Можно также протянуть провод между губками кусачек несколько раз, поворачивая, чтобы очистить всю поверхность но, не сильно сжимая ручки, чтобы не перекусить. Очищаем не весь провод, а только тот участок, который будем соединять.
- Покрыть поверхность флюсом — нагреваем провод, прижав его к канифоли, он должен полностью покрыться ей. Можно также нанести жидкий флюс кисточкой.
- Залудить — берем немного (не надо жадничать) припоя на жало (это должна быть не капля, а небольшой купол, до 1 мм высотой, на рабочей поверхности жала). Затем, прикасаемся паяльником к проводу, и нагреваем его. Припой должен сам обволакивать поверхность, не надо делать мажущих движений, просто греем. Если нужно залудить провод на большой длине, то касаемся в нескольких местах.
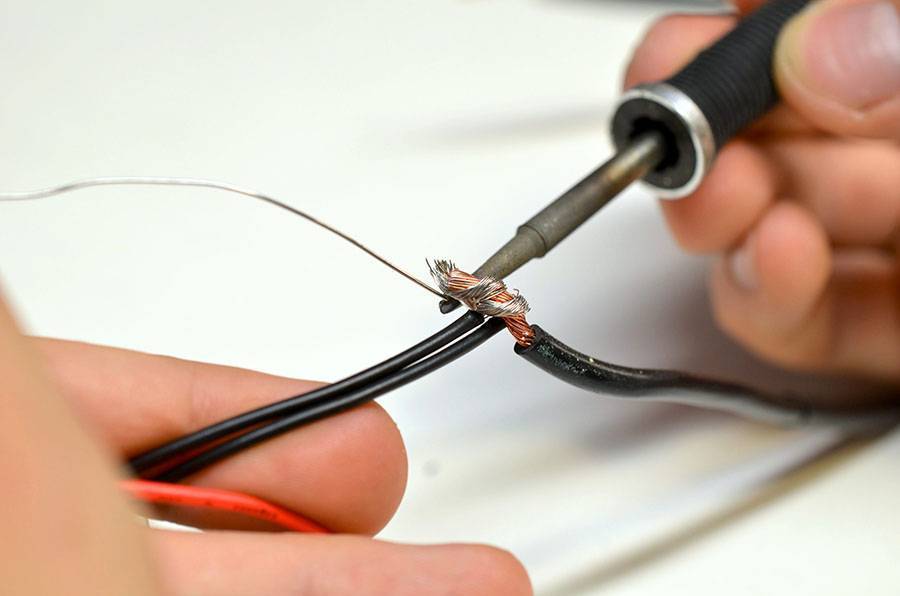
- Соединяем провода вместе, не встык, а кладем их параллельно друг другу на длину не менее 15-20 диаметров (это обеспечит механическую прочность соединения). Еще лучше скрутить провода.
- Снова покрываем поверхность флюсом.
- Паяем, точно также, как и при лужении берем немного припоя и просто прогреваем соединенные провода. При этом важно, чтобы во время процесса и некоторое время после того, как убрали паяльник (пока припой не остынет), они не смещались друг относительно друга.

На видео можно наглядно увидеть, как выполняется работа:
Все операции проводятся точно в той же последовательности. В случае если нельзя контакт погрузить в канифоль, пользуемся жидким флюсом.
Все точно также с многожильными проводами. Но если мы хотим повысить надежность, то не лудим весь пучок, а распушиваем его так, чтобы каждый проводник залудился отдельно. Затем переплетаем между собой, скручиваем и пропаиваем.
Затем переплетаем между собой, скручиваем и пропаиваем.
Для того чтобы удалить изоляцию обычно пользуются кусачками или ножом. Но удобнее проплавить ее по кругу паяльником, и просто стянуть (не действует с термостойкой изоляцией). Такой способ исключает возможность нечаянно повредить проводник.
Совет! Если жилы очень тонкие, то можно сжечь изоляцию открытым огнем (зажигалкой).
Такой провод обычно используют для намотки катушек трансформаторов и т. п., но иногда их можно встретить и под слоем другой изоляции. С виду они кажутся чистыми, но на самом деле покрыты слоем бесцветной эмали. Удаляем ее точно так же как и окислы.
При соединении данных проводов, не стоит спаивать все сразу, так как потом, их будет сложно обмотать изолентой. Соединяем все жилы по очереди, после завершения изоляции предыдущего проводника.
Совет! Вместо изоленты удобно использовать термоусаживающиеся трубки (в обиходе «кембрики»). Отрезаем кусок и надеваем его на провод, после того как пропаяли, быстро, чтобы стык был еще теплым натягиваем их на него.

Изоляция термоусаживающейся трубкой
Мы разобрали технологию пайки, но часто возникают еще один вопрос — как соединить провода в кабелях, подключенных к разъемам наиболее распространенных типов. Постараемся раскрыть и его.
Внимание! Встречаются провода в экранирующей оплетке. Работаем с ней точно также как и с многожильным проводом. Расплести ее участок поможет шило или булавка.
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
Использование газового паяльника
Подключение проводов скруткой и пайкой – что говорит ПУЭ?
Начнем с того, что соединение проводов скруткой в электромонтаже запрещено.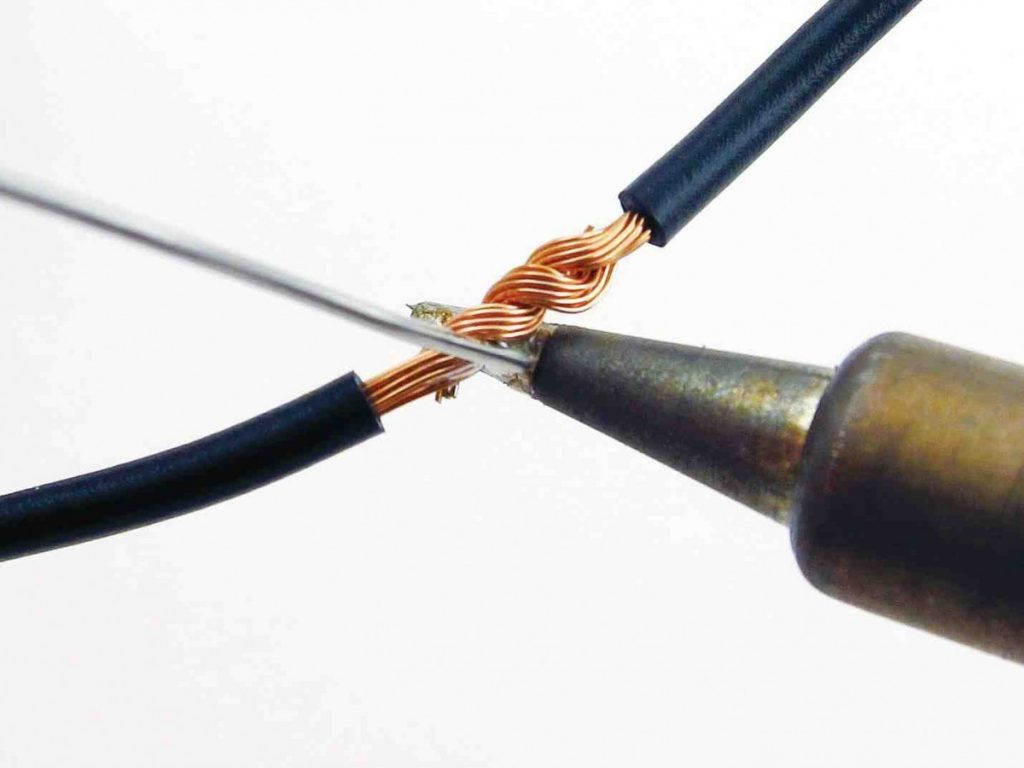 По крайней мере, в ПУЭ скрутка не допускается (ПУЭ, гл.2.1). Это можно объяснить тем, что качество скрутки очень зависит от опыта, инструмента, и даже настроения электрика. И проверить это качество никак нельзя, только оценить “на глаз” или испытать повышенным током.
По крайней мере, в ПУЭ скрутка не допускается (ПУЭ, гл.2.1). Это можно объяснить тем, что качество скрутки очень зависит от опыта, инструмента, и даже настроения электрика. И проверить это качество никак нельзя, только оценить “на глаз” или испытать повышенным током.
Пайка в ПУЭ допускается, но рекомендуется в ГОСТ Р 50571.15-97. Мотивируется это тем, что в некоторых аварийных режимах температура соединения может достигать 300°С, припой расплавится и стечёт. Честно, я не представляю, как это может произойти, если защитные автоматы установлены нужного номинала. Но даже если это и произойдёт – по моему мнению, такую проводку нужно будет целиком менять! И уже будет не важно, расплавился припой, или нет.
По опрессовке – да, способ хороший, но он требует дополнительного оборудования (пресс-плещи) и расходных материалов (гильзы). То же самое по сварке – нужен трансформатор (инвертор) и графитовые стержни. И опыт – сколько раз видел, что от превышения тока шарик на конце скрутки отваливался, или схватывал не все проводки в скрутке из-за малого тока.
Поэтому, я считаю, что скрутка с последующей пропайкой – лучший способ соединения проводов в распределительных коробках. Паяльник лёгкий, цена небольшая, припой и канифоль – копеечные.
Далее – подробнее об этом горячем пахнущем процессе)
Пайка скрутки медных проводов
Начнём с того места, когда провода скручены в распределительной коробке.
1. Скрутка проводов в коробке
В левой коробке провода скручены в соответствии с электрической схемой электропроводки. В принципе, многие электрики на этом и останавливаются. И они на 90% правы, можно изолировать, такая проводка простоит 100 лет, больше нам не надо. Но это при условии, что в этой распред. коробке всегда будет сухо, и защитный автомат выбран правильно. Про выбор защитного автомата рекомендую мою статью – Как выбрать защитный автомат.
Встречал, когда в старых коробках было соединение скруткой алюминия и меди. Это были скрутки 50-летней давности! И всё прекрасно работало! Тут очень рискованно, и такие соединения будут жить долго при соблюдении нескольких благоприятных условий.
 Такие скрутки обычно подвергается жесткой критике в среде электриков, и это считается крайне непрофессиональным. Но простим, тем более, что те, кто сделал такие скрутки, уже в ином мире, где не надо соединять провода…
Такие скрутки обычно подвергается жесткой критике в среде электриков, и это считается крайне непрофессиональным. Но простим, тем более, что те, кто сделал такие скрутки, уже в ином мире, где не надо соединять провода…Пайка проводов в распределительной коробке
Достаем паяльник мощностью 65 или 100 Ватт. Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов – более 10 кв.мм, то паяльник должен быть 100 Ватт.
Итак, берём канифоль в куске или в пластиковой баночке. Провода должны торчать кончиками вверх. Прогреваем место скрутки, и касаем канифолью так, чтобы она плавилась и немного стекла вниз по скрутке.
2. Нанесение канифоли
Особенно хорошо это видно на центральном и правом проводах. Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.
Припой лучше использовать с канифолью, сейчас такого много в продаже.
 Канифоль находится внутри прутка припоя. Если канифоли внутри нет, её необходимо больше предварительно наносить на скрутку, и тщательней контролировать время и температуру пайки. иначе канифоль может просто испариться.
Канифоль находится внутри прутка припоя. Если канифоли внутри нет, её необходимо больше предварительно наносить на скрутку, и тщательней контролировать время и температуру пайки. иначе канифоль может просто испариться.3. Пайка скруток в распределительной коробке
Проводим спайку проводов. Залуживаем скрутку, чтобы припой проник во все места. При этом медь должна быть покрыта припоем на длине 40…80% длины скрутки.
4. Провода спаяны
Нужно стараться не перегреть место пайки, чтобы не попортить изоляцию. Да и вообще стараться всё делать быстро, на автомате.
Некрасивые торчащие кончики пропаянных скруток обрезаем бокорезами (3-5 мм).
Спаяли, изолируем места пайки изолентой (обычно использую ПВХ разных цветов). И в принципе всё. Можно муровать коробки.
5. Изолируем места пайки
6. Укладываем провода в распределительных коробках
Не правда ли, в слове “заподлицо” слышится что-то подлое?))
7. Закрытые коробки. Заподлицо
Закрытые коробки. Заподлицо
За контакт в таких коробках можно точно не беспокоиться, можно полностью их хоронить под слоем штукатурки. Хотя, лучше конечно иметь доступ к коробкам, мало ли чего – проверить, дополнительно подключить, и т.п.
Как высказался на эту тему сs-cs.net: Если вам в 2 часа ночи захотелось посмотреть, как там поживает ваша скрутка меди с алюминием, вы должны без проблем иметь доступ в распред.коробку.
Возможные проблемы при пайке
Частые ошибки, которых следует избегать:
- Работа под напряжением. Вся электроника должна быть отключена от электропитания. Высокая температура влияет на физические процессы в элементах, что приводит к их выходу из строя.
- Высокий уровень загрязнения. Нужно чистить жало и места обработки, прежде чем начинать и обеспечивать продвижение процесса.
- Механические повреждения паяльника. Из-за них может не достигаться требуемая температура для эффективной работы.
- Использование уже непригодных расходников. Повторное использование одного и того же материала ведёт к понижению качества получаемого результата.
 Повторное использование одного и того же материала ведёт к понижению качества получаемого результата.
Повторное использование одного и того же материала ведёт к понижению качества получаемого результата.Запаять элементы и схемы качественно новичкам сложно, даже если используются самые лучшие инструменты. Достичь вершин мастерства выйдет только после приобретения солидного опыта. И хотя первые попытки будут весьма скромными, в последующем можно рассчитывать и на успешное выполнение более сложных задач, таких как ремонт автопроводки.
Важные советы
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Главная ошибка многих заключается в плохом прогреве паяльника. Если такое случается, детали плохо соединяются. Поэтому перед тем как начать пользоваться инструментом, его нужно хорошенько нагреть.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
 После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.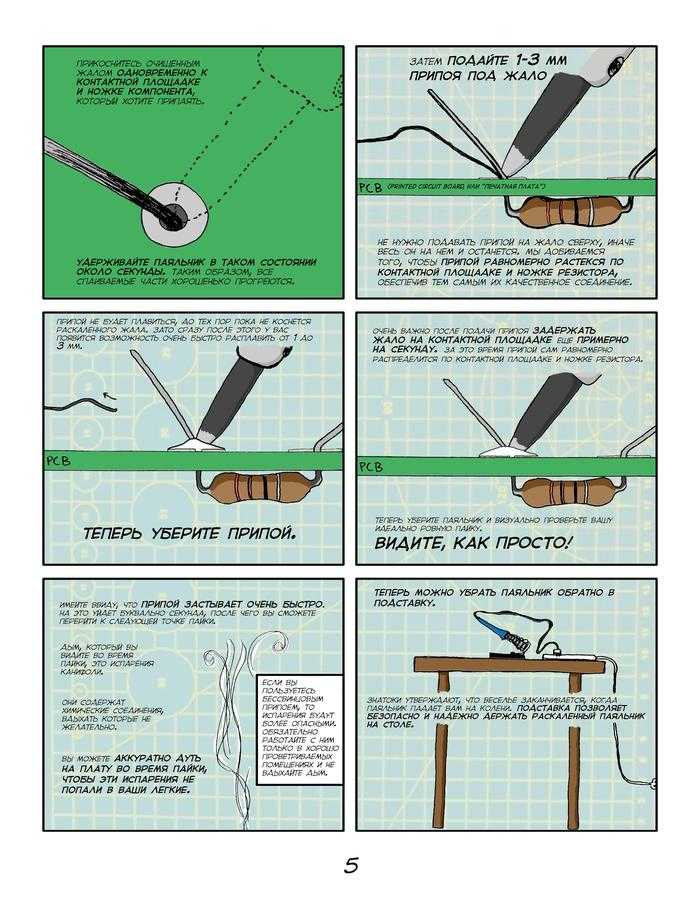
 Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
4 признака качественной пайки
Надежность соединения оценивают по:
- яркому блеску созданного поверхностного слоя;
- отсутствию излишков припоя на деталях;
- прочности на разрыв контрольного механического усилия;
- целостности слоя изоляции, отсутствию следов оплавления.
5 советов по созданию надежной пайки
К ним относят:
- Прогрев соединяемых деталей следует выполнять не острием наконечника, а его боковой поверхностью. Это обеспечивает больший контакт и лучшую передачу температуры. Однако, работая жалом с тупым наконечником или трансформаторным паяльником этот совет практически не поможет.
- Для придания повышенной прочности создаваемому соединению создается дополнительная скрутка проводов.
- Механическое приспособление третья рука облегчает фиксацию неподвижного положения соединяемых деталей.
- Новые электронные компоненты изготавливают с залуженными контактными поверхностями. Если они ничем не загрязнены, то на них можно сразу наносить флюс и припой без предварительного лужения. Это ускоряет процесс пайки.
- Продажа предлагает мастерам трубчатый припой, внутри которого расположен флюс. Обычно это канифоль. Такой комбинацией проще работать: сокращается количество промежуточных операций за счет одновременной подачи обоих компонентов.
Итог
Несмотря на обилие теоретических советов, научиться правильно паять поможет только практика. Возьмите неисправную монтажную плату от любой электроники, несколько раз демонтируйте и припаяйте компоненты. То же самое относится к сращиванию проводов. Достаточно пары метров использованной проводки, чтобы получить практический навык. После чего приступайте к реальной работе.
После чего приступайте к реальной работе.
Предыдущая
РазноеЧто такое коэффициент трансформации — от чего зависит и что показывает
Следующая
РазноеАналоговый сигнал — определение и особенности. Чем отличаются аналоговый сигнал от цифрового — примеры использования
Безопасность при пайке | Отдел инженерного здравоохранения и безопасности
Прежде чем приступить к работе, прочтите оценки рисков и информацию о химической безопасности. Они должны быть легко доступны с паяльной станции.
Убедитесь, что вы знаете состав припоя, это не всегда видно на этикетке катушки . Если сомневаетесь, спросите.
Паяльник
- Никогда не прикасайтесь к элементу паяльника….400°C!
- Держите нагреваемые провода пинцетом или зажимами.
- Держите чистящую губку влажной во время использования.
- Всегда возвращайте паяльник на подставку, когда он не используется. Никогда не кладите его на рабочий стол.
- Выключайте устройство и отключайте его от сети, когда оно не используется.
 Никогда не кладите его на рабочий стол.
Никогда не кладите его на рабочий стол.Припой, флюс и очистители
- Использовать защитные очки. Припой может «плеваться».
- По возможности используйте припои, не содержащие смолы и свинца.
- Храните чистящие растворители в бутылях-дозаторах.
- Всегда мойте руки водой с мылом после пайки.
Воздействие свинца
- Свинец может привести к серьезным хроническим последствиям для здоровья. Воздействие в первую очередь будет происходить при случайном проглатывании через кожу, надевайте перчатки при непосредственном контакте с припоем. При пайке может образовываться ограниченное количество дыма.
Канифоль экспозиция
- Канифоль (кифаль, эрсин) представляет собой смолу, содержащуюся в флюсе для припоя. Флюс образует видимые пары, видимые во время пайки. Воздействие канифоли может вызвать раздражение глаз, горла и легких, кровотечение из носа и головные боли. Повторяющееся воздействие может вызвать респираторную и кожную сенсибилизацию, вызывая и усугубляя астму. Канифоль представляет собой серьезную опасность для здоровья на рабочем месте .
 Повторяющееся воздействие может вызвать респираторную и кожную сенсибилизацию, вызывая и усугубляя астму. Канифоль представляет собой серьезную опасность для здоровья на рабочем месте .
Повторяющееся воздействие может вызвать респираторную и кожную сенсибилизацию, вызывая и усугубляя астму. Канифоль представляет собой серьезную опасность для здоровья на рабочем месте .Защита от дыма
- Пайка с использованием канифоли разрешается только в строго контролируемых условиях после обсуждения с отделом безопасности при отсутствии эффективной альтернативы . Вытяжка дыма должна осуществляться через закрытый колпак (предпочтительно) или через наконечник. В идеале они должны выходить наружу. Устройства для вытяжки наконечников, в которых используются коробки с фильтрами, должны включать как фильтры с активированным углем, так и фильтры HEPA.
- Настольные вытяжные системы с фильтрами можно использовать для пайки без канифоли в хорошо проветриваемых помещениях (например, в больших рабочих помещениях или с механическим воздухообменом). Их размещение важно для производительности, если есть сомнения, спросите.
- Все вытяжные системы следует проверять не реже одного раза в год и обслуживать (т. е. регулярно менять фильтры). Ведите журнал изменений фильтра или отмечайте дату на фильтре/системе.
- Не припаивайте, если экстракт не работает должным образом, и немедленно сообщите об этом.
 е. регулярно менять фильтры). Ведите журнал изменений фильтра или отмечайте дату на фильтре/системе.
е. регулярно менять фильтры). Ведите журнал изменений фильтра или отмечайте дату на фильтре/системе.Обучение и контроль
- Начальники/линейные руководители должны информировать пользователей о рисках, связанных с пайкой.
- Руководители/линейные руководители должны обеспечить наличие и работу средств контроля и их правильное использование.
- Все паяльщики должны пройти обучение и должным образом контролироваться.
Медицинский надзор
- Все, кто паяет часто (т.е. чаще одного раза в неделю) и любой с использованием припоев, содержащих канифоль, следует направлять в отдел безопасности для наблюдения за состоянием здоровья.
Электрическая безопасность
- Не используйте паяльники с очевидными повреждениями корпуса, кабеля или вилки.
- Все паяльники должны пройти испытания на электробезопасность (PAT) в течение последних двенадцати месяцев. Если нет, свяжитесь с местным представителем BOC.
- Держите паяльную станцию подальше от электрических кабелей, чтобы не повредить нагретое жало.
- Используйте заземленную розетку и штырь заземления, если возможно короткое замыкание.
 Если нет, свяжитесь с местным представителем BOC.
Если нет, свяжитесь с местным представителем BOC.Противопожарная защита
- Работа на огнеупорной или огнеупорной поверхности.
- Носите огнеупорную одежду (например, из 100% хлопка), закрывающую руки и ноги, чтобы предотвратить случайные ожоги.
- Знайте, где находится ближайший к вам огнетушитель и как им пользоваться (служба безопасности может организовать обучение).
Первая помощь
- Немедленно поместите ожоги под холодную воду на 15 минут.
- Если рана глубокая или обширная, обратитесь к врачу, в противном случае наложите пластырь (лейкопластырь).
Отходы
- Соберите отходы припоя в контейнер с крышкой. Замените крышку, когда она не используется.
- Надлежащим образом маркируйте и утилизируйте как опасные отходы (обратитесь в отдел безопасности).
- Использованные губки для пайки и загрязненные тряпки следует помещать в герметичный пакет для утилизации как опасные отходы.
Пошаговое руководство по использованию паяльника
Этот сайт содержит партнерские ссылки на продукты. Мы можем получать комиссию за покупки, совершенные по этим ссылкам.
0 акции
- Поделиться
- Твит
Пайка — это процесс соединения металлических деталей, при котором используется металл, называемый припоем, для плавления в пространстве между двумя металлическими компонентами. Когда припой остывает и затвердевает, он создает постоянное соединение между этими частями. Этот процесс относительно прост, но если вы не умеете пользоваться паяльником, у вас, несомненно, возникнут проблемы.
Содержание:
- Этапы использования паяльника
- Шаг 1: Подготовьтесь к пайке
- Шаг 2: Подключите паяльник к источнику питания
- Шаг 3: Закрепите элементы, которые вы паяете 4: Очистка жала паяльника
- Шаг 5: Нанесение флюса
- Шаг 6: Лужение паяльника
- Шаг 7: Соедините детали
- Шаг 8: Оценка соединения
- Шаг 9: Исправление ошибок и отпайка
- Заключение
Если у вас тоже возникла такая проблема, эта статья поможет вам. Вот краткое описание шагов, которым вы должны следовать при использовании паяльника. Следовательно, вы сможете соединить две металлические детали вместе с припоем, выступающим в роли металлического клея.
Вот краткое описание шагов, которым вы должны следовать при использовании паяльника. Следовательно, вы сможете соединить две металлические детали вместе с припоем, выступающим в роли металлического клея.
Шаги по использованию паяльника
Шаг 1. Подготовьтесь к пайке
Прежде чем приступить к пайке двух деталей, первое, что нужно сделать, это убедиться, что вы собрали все необходимые инструменты. В том числе:
- паяль
- A Speringering Iron
- Выхлопной вентилятор
- Попаяющий железо провода
- Два элемента, которые вы хотите соединить вместе
Собрав все эти инструменты в одном месте, подготовьте свое рабочее место, чтобы убедиться, что оно чистое и аккуратное, прежде чем вы сможете начать процесс пайки.
Шаг 2. Подключите паяльник к источнику питания
После того, как вы собрали и подготовили рабочую станцию, подключите паяльник к источнику питания и дайте ему время нагреться. Это не должно занять так много времени, и не прикасайтесь к нему после того, как он станет очень горячим.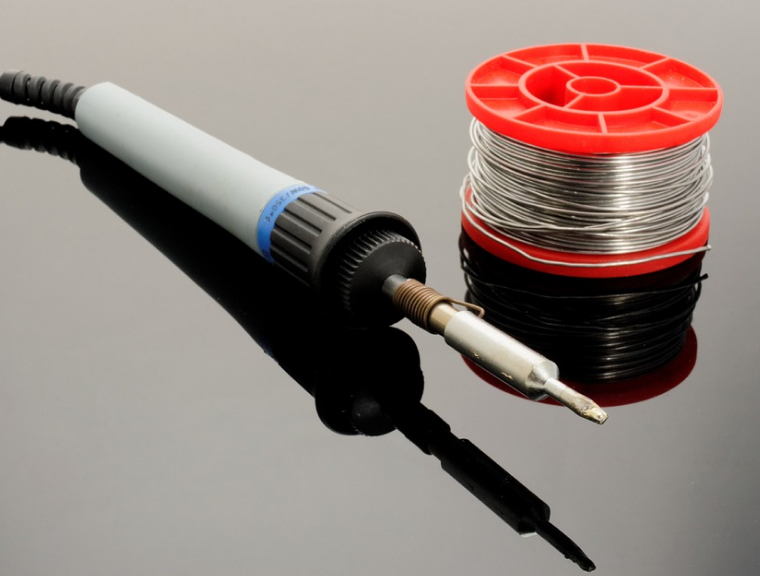
Хотя это звучит несколько очевидно, многие люди до сих пор обжигаются при использовании паяльника. Если ваш паяльник новый, добавьте припой на горячее жало, прежде чем вы сможете начать работать.
Шаг 3. Закрепите элементы, которые вы паяете
При пайке важно обеспечить надежный захват. Вы должны сделать это с помощью рамы или тисков, чтобы убедиться, что все правильно удерживается в подходящем положении.
Шаг 4. Очистка жала паяльника
После того, как жало паяльника нагреется до нужной температуры, вам нужно очистить его влажной губкой. Сделать это можно либо с помощью отдельной губки, либо с помощью той, что находится на паяльной основе.
Независимо от того, какую губку вы выберете, аккуратно прикоснитесь мокрой губкой к кончику паяльника. При этом вы услышите шипящий звук, но он счистит все старые частицы, присутствующие на наконечнике, пока он не начнет светиться:
Шаг 5: Нанесите флюс
При пайке необходимо использовать флюс, который помогает удалить любые оксиды во время пайки. Вы должны убедиться, что температура плавления флюса ниже, чем у припоя.
Вы должны убедиться, что температура плавления флюса ниже, чем у припоя.
Это крайне важно, чтобы убедиться, что он выполняет свои функции, прежде чем вы начнете паять. Существует множество способов нанесения флюса, и идеальный метод будет зависеть от припаиваемых элементов.
Шаг 6. Лужение паяльника
Лужение паяльника также необходимо изучить при изучении действий, которые необходимо выполнять при использовании паяльника. Этот процесс включает покрытие жала паяльника тонким слоем припоя.
Начать следует с расплавления тонкого слоя припоя на жало паяльника, что способствует передаче тепла между жалом и припаиваемым компонентом. Более того, это дает припою основу, откуда он может начать течь.
Этот процесс необходимо повторить при пайке. Все, что требуется с вашей стороны, это прикасаться жалом паяльника к припою во время лужения. При этом следите за тем, чтобы жало паяльника не касалось припоя во время пайки.
Шаг 7: Соедините детали
Вы должны получить два компонента, которые необходимо спаять вместе с помощью припоя. При этом вам нужно держать паяльник доминирующей рукой, в то время как припой находится в другой руке. Задержитесь в этом положении на несколько секунд, а затем начните вводить припой под жало паяльника, помещая его между печатной платой.
При этом вам нужно держать паяльник доминирующей рукой, в то время как припой находится в другой руке. Задержитесь в этом положении на несколько секунд, а затем начните вводить припой под жало паяльника, помещая его между печатной платой.
Удерживайте его в этом положении еще несколько секунд, добавляя необходимое количество припоя. Идеальное качество припоя зависит от диаметра припоя, области применения и выполняемого проекта.
Следовательно, вы должны начать с удаления припоя и удерживать паяльник в точном положении еще несколько секунд. Это дает припою еще несколько секунд, чтобы расплавиться и сформировать прочное соединение.
Как только это будет сделано, теперь вы можете вынуть паяльник, и весь этот процесс не должен занимать более пяти секунд. Дайте припою несколько секунд, чтобы остыть, и это произойдет относительно быстро, без продувки или перемещения соединения, поскольку это приведет к его порче. Вы можете определить плохое соединение припоя, так как оно выглядит очень тусклым, зернистым и сильно окисленным.
Шаг 8: Оценка соединения
В идеале паяное соединение должно выглядеть ровным и гладким, а также с вогнутыми сторонами. Он также должен выглядеть плоским, а не похожим на поднятый мяч. Если паяное соединение не выглядит так, вам нужно повторно нагреть, а затем добавить больше припоя.
Шаг 9: Исправление любой ошибки и распайка
В случае какой-либо ошибки не стоит слишком критично относиться к себе, так как ошибиться может любой. Наиболее распространенные ошибки включают размещение чего-либо в неправильном положении или использование избыточного припоя.
Если это все-таки произошло, необходимо повторно нагреть место пайки и расплавить припой, что позволит расположить его в идеальном положении. Эта ошибка простительна просто потому, что вы можете многократно нагревать и охлаждать припой, поэтому не позволяйте этому так сильно вас демотивировать.
Заключение
Паяльник — жизненно важный инструмент, которым вы должны владеть, если вы любитель или профессионал, который часто выполняет паяльные работы.