Метрическая Резьба | Таблица Размеров и Параметров
Метрическая резьба наиболее широко используется сегодня. Она доступна как в грубой (крупной), так и в тонкой (мелкой) резьбе в широком диапазоне материалов и размеров. Есть, конечно, положительные и отрицательные стороны тонкой метрической нити и грубой метрической нити.
Что такое метрическая резьбаТонкие метрические резьбы более восприимчивы к истиранию. Они нуждаются в длинных зацеплениях и менее подходят для высокоскоростной сборки. Тонкие нити могут легче проникать в твердые материалы, требуют меньшего крутящего момента и имеют небольшую тенденцию к ослаблению. Они также прочнее, чем грубая нить, и допускают более тонкие регулировки из-за их меньшего шага. Грубые резьбы имеют больший шаг и проще в использовании, чем мелкорезьбовые крепежные детали, и они предназначены для большинства применений.
Метрические резьбы состоят из симметричной V-образной резьбы. В плоскости оси резьбы фланцы V имеют угол 60° друг к другу. Глубина резьбы составляет 0,614 × шаг.
Глубина резьбы составляет 0,614 × шаг.
Угол резьбы — это угол, образованный пересечением двух сторон резьбового паза. Глубина — это расстояние между гребнем и корнем нити, измеренное перпендикулярно оси. Угол опережения — это угол спирали нити, основанный на расстоянии опережения. Одиночная начальная нить имеет расстояние вывода, равное ее шагу, и в свою очередь имеет относительно небольшой угол вывода. Многозаходные резьбы имеют большее расстояние вывода и, следовательно, больший угол вывода.
Особенности метрической резьбыВинтовые резьбы выполняют три основные функции в механических системах:
- обеспечивают зажимное усилие;
- ограничивают или контролируют движение;
- передают мощность.
Геометрически винтовая резьба представляет собой спиральную наклонную плоскость. Спираль — это кривая, определяемая перемещением точки с равномерной угловой и линейной скоростью вокруг оси.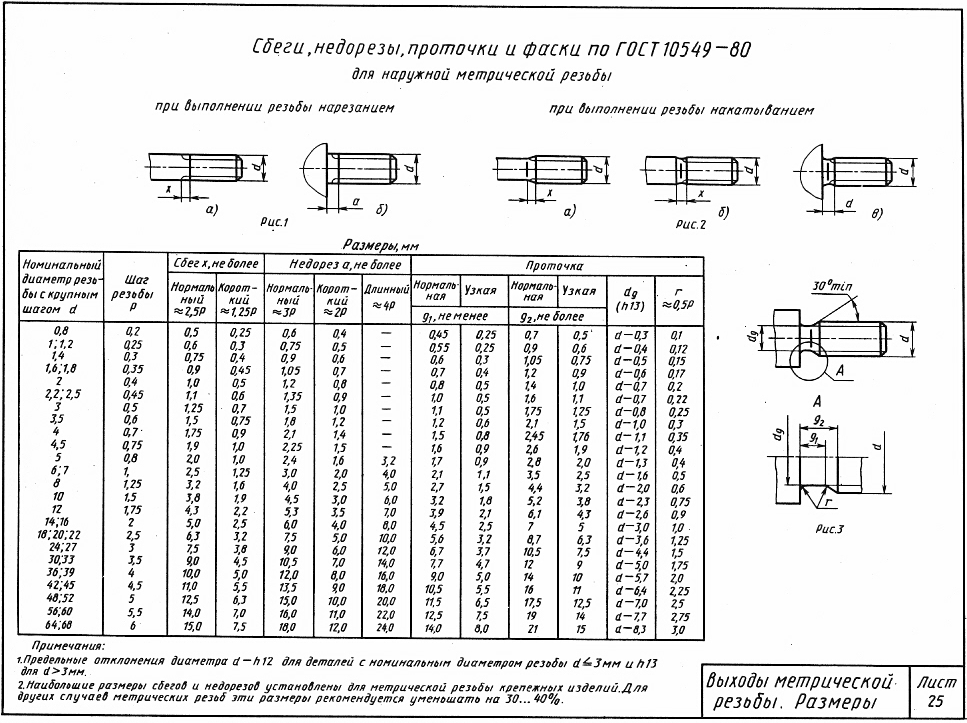 Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом.
Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом.
Термин «внутренняя резьба» относится к резьбе, вырезанной в боковой стенке существующего отверстия. Наружная резьба свернута в наружную цилиндрическую поверхность крепежа или шпильки. Размер, наиболее часто ассоциируемый с резьбой винта, — это номинальный диаметр. Например, болт и гайка могут быть описаны как имеющие диаметр М12 х 1.75. Первое значение — это и есть диаметр, а второе — резьбовой шаг. Но ни наружная резьба болта, ни внутренняя резьба гайки не имеют точно 500 мм в диаметре. На самом деле диаметр болта немного меньше, а диаметр гайки немного больше. Но проще указать компоненты по единому обозначению размера, так как болт и гайка трубная низкая являются сопрягаемыми компонентами.
Технические характеристики метрической резьбы всегда начинаются с обозначения серии резьбы (например, M или MJ), за которым следуют номинальный диаметр крепежного элемента и шаг резьбы в миллиметрах, разделенные символом «x». Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей.
Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей.
Метрическая крепежная резьба серии М — это общий профиль резьбы. Серия MJ обозначает внешнюю резьбу, имеющую увеличенный радиус корня, тем самым обладающую более высокой усталостной прочностью (за счет снижения концентрации напряжений), но требующую усеченной высоты гребня внутренней резьбы MJ для предотвращения помех на внешнем корне резьбы MJ. Внешние резьбы M совместимы как с внутренними резьбами M, так и с внутренними резьбами MJ.
Если не указано иное, винтовые резьбы считаются правосторонними. Это означает, что направление вращения спирали нити по часовой стрелке заставит ее двигаться вдоль своей оси. Левосторонние нити продвигаются вперед при вращении против часовой стрелки.
Левосторонние резьбы часто используются в ситуациях, когда вращательные нагрузки могут привести к ослаблению правосторонних резьб во время эксплуатации.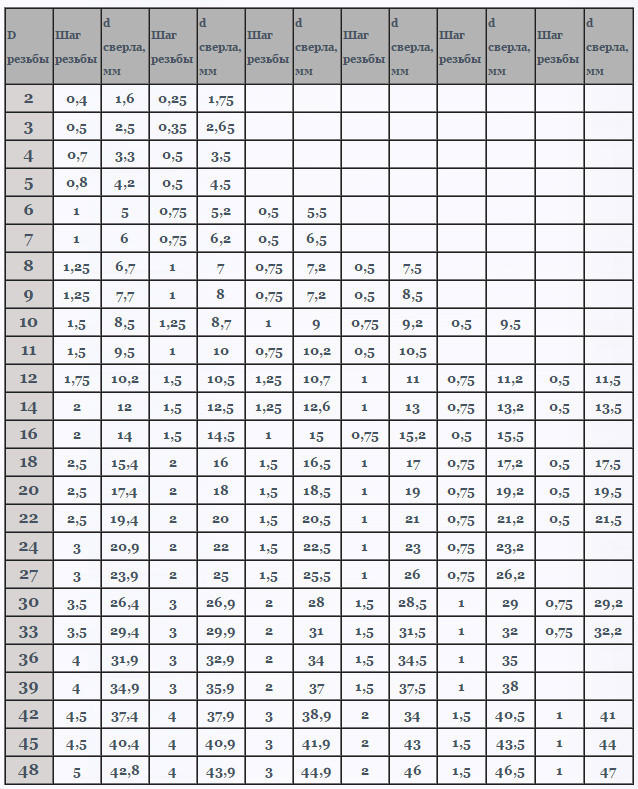 Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.
Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.
Все метизы и крепежные детали, имеющие винтовую резьбу по метрической системе измерения, изготавливаются в соответствии с государственными и международными стандартами и нормативными документами. Поэтому они могут различаться по классу, размерам и некоторым другим параметрам, но в обязательном порядке должны соответствовать разрешенным требованиям и допустимым значениям. Сертифицированные винты купить в нашем магазине “Первый крепеж” очень просто. В ином случае продукция не может быть сертифицирована и использована в производственной сфере. К тому же официальные продажи таких изделий запрещены.
К тому же официальные продажи таких изделий запрещены.
Крепежные изделия с винтовой метрической резьбой регламентируются несколькими нормативными документами:
- ГОСТ 8724, где прописаны допустимые значения диаметра и шага;
- ГОСТ 24705 2004 содержит информацию об основных размерах метрической резьбы;
- ГОСТ 9150 включает необходимые сведения о профиле метрической резьбы;
- ГОСТ 16093 прописывает допуски и обозначения для изделий.
Метрические резьбы регламентируются также международным стандартом ISO 261-98. Российский ГОСТ 8724-2002 полностью повторяет его текст на русском языке. Правда, в нем есть дополнения, характерные для потребностей российской экономики.
Таблица размеров метрической резьбыТаблица метрической резьбы ISO:
Метрический профиль ISO | Наружная резьба | |||||
Нити | Основной диаметр | Диаметр шага | Малый диаметр | |||
Размер шага | Максимум | Минимум | Максимум | Минимум | Максимум | Минимум |
М 2 х 0,4 | 1. | 1.886 | 1.721 | 1.654 | 1.548 | 1.408 |
М 2,2 х 0,45 | 2.18 | 2.08 | 1.888 | 1.817 | 1.693 | 1.54 |
М 3 х 0,5 | 2.98 | 2.874 | 2.655 | 2.58 | 2.439 | 2.272 |
М 8 х 1,25 | 7.972 | 7.76 | 7.16 | 7.042 | 6.619 | 6.272 |
М 12 х 1,75 | 11.97 | 11.7 | 10.83 | 10.68 | 10.072 | 9.601 |
М 16 х 2 | 15.96 | 15.68 | 14.66 | 14.5 | 13.797 | 13. |
М 20 х 2,5 | 19.96 | 19.62 | 18.33 | 18.16 | 17.252 | 16.624 |
М 24 х 3 | 23.95 | 23.58 | 22 | 21.8 | 20.704 | 19.955 |
М 30 х 3,5 | 29.95 | 29.52 | 27.67 | 27.46 | 26.158 | 25.306 |
М 36 х 4 | 35.94 | 35.47 | 33.34 | 33.12 | 31.61 | 30.654 |
М 48 х 5 | 47.93 | 47.4 | 44.68 | 44.43 | 42.516 | 41.351 |
М 60 х 5,5 | 59.93 | 59.37 | 56. | 56.09 | 53.971 | 52.7 |
М 80 х 6 | 79.92 | 79.32 | 76.02 | 75.74 | 73.425 | 72.047 |
М 100 х 6 | 99.92 | 99.32 | 96.02 | 95.72 | 93.425 | 92.027 |
 981
981 271
271 35
35Таблица 2 метрической резьбы ISO:
Метрический профиль ISO | Внутренняя резьба | |||||
Нити | Малый диаметр | Диаметр шага | Основной диаметр | |||
Размер шага | Максимум | Минимум | Максимум | Минимум | Максимум | Минимум |
М 2 х 0,4 | 1. | 1.567 | 1.83 | 1.74 | 2.148 | 2 |
М 2,2 х 0,45 | 1.838 | 1.713 | 2.003 | 1.908 | 2.36 | 2.2 |
М 3 х 0,5 | 2.599 | 2.459 | 2.775 | 2.308 | 3.172 | 3 |
М 8 х 1,25 | 6.912 | 6.647 | 7.348 | 7.188 | 8.34 | 8 |
М 12 х 1,75 | 10.441 | 10.106 | 11.063 | 10.863 | 12.453 | 12 |
М 20 х 2,5 | 17.744 | 17.294 | 18.6 | 18.376 | 20.585 | 20 |
М 30 х 3,5 | 26. | 26.211 | 28.007 | 27.727 | 30.785 | 30 |
М 60 х 5,5 | 54.796 | 54.046 | 56.783 | 56.428 | 61.149 | 60 |
М 80 х 6 | 74.305 | 73.505 | 76.478 | 76.103 | 81.241 | 80 |
М 100 х 6 | 94.305 | 93.505 | 96.503 | 96.103 | 101.27 | 100 |
 679
679 771
771И метрические, и стандартные болты измеряют размер головки в соответствии с расстоянием между плоскими частями. Для стандартных «имперских» болтов размер головки измеряется в дюймах или долях дюйма. Метрические размеры головки шурупа измеряются в миллиметрах, что может вызвать путаницу, если инженеры попытаются применить метрические болты к американским системам, и наоборот.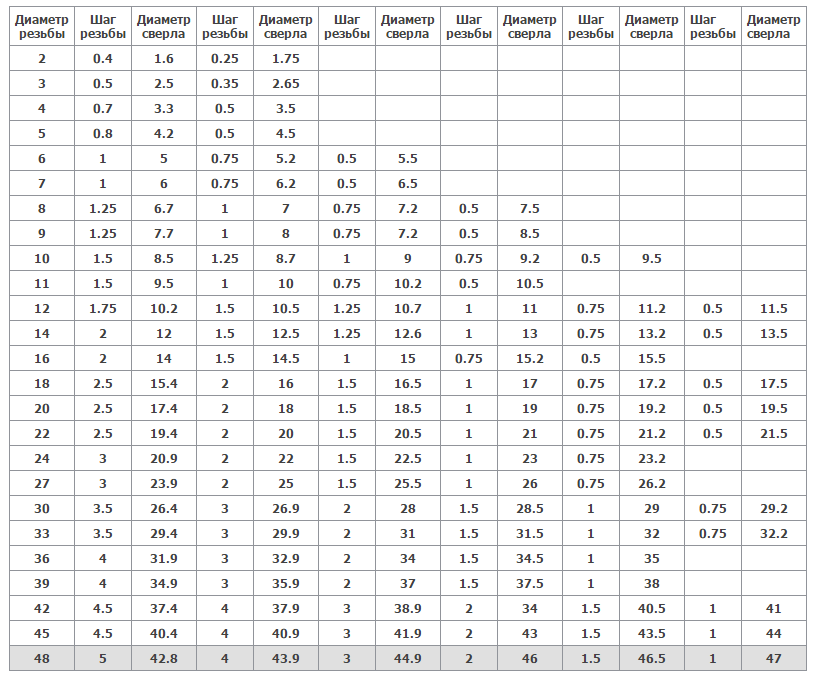
Дюймовые болты в основном происходят из Соединенных Штатов, и они работают на основе имперской измерительной системы. Это означает, что и болт, и инструменты, используемые с ним, измеряются в дюймах или долях дюймов. Для них шаг резьбы выражается в количестве нитей на дюйм, или TPI. Такой болт с тонкой резьбой лишь немного тоньше, чем стандартный метрический болт с грубой резьбой. Если вы хотите купить болты оптом от производителя с доставкой, тогда вы можете это сделать в нашем магазине “Первый крепеж”.
Метрические болты разработаны в соответствии с метрической системой измерений. Даже когда они разработаны в США, крепежные детали, такие как винты, болты и гайки, могут использовать метрическую систему, потому что ее легче масштабировать вверх и вниз, чем имперскую систему. Кроме того, международные производители гораздо чаще используют метрические болты, поэтому американские производители должны проектировать свои системы с учетом метрической системы, если они хотят продавать свою продукцию за рубежом.
Если метрический болт имеет диаметр более 6 мм, международная организация по стандартизации (ISO) маркирует головку болта термином «ISO M» или «M», чтобы подтвердить, что болт соответствует стандартам ISO. Производители также иногда маркируют метрические болты однозначными цифрами, чтобы указать их прочность. Некоторые производители также выбивают «М» и класс прочности на плоских шестигранных болтах.
В магазине «Первый крепеж» (One Krep) вы можете приобрести крепеж оптом независимо от того, какой тип, размер или материал вас интересует. Так же мы предлагаем купить болты мебельные оптом, цена вам понравится. В нашем каталоге представлен огромный выбор производителей, моделей и т. д., а специалисты магазина всегда помогут найти оптимальный вариант. Консультанты ответят на все интересующие вопросы, сориентируют по цене и скорости доставки.
Звоните по телефону 8-800-201-81-96, чтобы бесплатно проконсультироваться со специалистом и оформить предварительный заказ.
Як визначити крок різьби.
 Метрична і дюймова різьба. Статті компанії «Крепсила»
Метрична і дюймова різьба. Статті компанії «Крепсила»Існують різні типи різьб: від художньої до машинобудівної. Остання являє собою гвинтову нарізку, нанесену по спіралі на стрижень з круглим перетином або на поверхню отвори. У сучасному будівництві, машинобудуванні і навіть побуті найбільш поширеними вважаються дві різьбові системи – метричну і дюймову.
Насправді в міжнародній системі існує величезна кількість різних стандартів. Але в російськомовних країнах прийнято використовувати стандарт метричної різьби ISO DIN 13:1988 з кутом нахилу вершини профілю. Вітчизняні стандарти, що визначають даний тип різьби, – ГОСТ 24705-2004 та ДСТУ ГОСТ 16093:2019.
Метрична різьба
Головна відмінність різьблення даного типу від подібних їй у тому, що тільки в метричній різьбі кут профілю дорівнює 60° (існує ще різьблення з кутом 55° і 47°).
Метрична різьба використовується повсюдно, в тому числі в метричному кріпленні. З-за її найширшого застосування знадобилося створити значну кількість різновидів, щоб пристосувати цю універсальну різьблення під різні ситуації.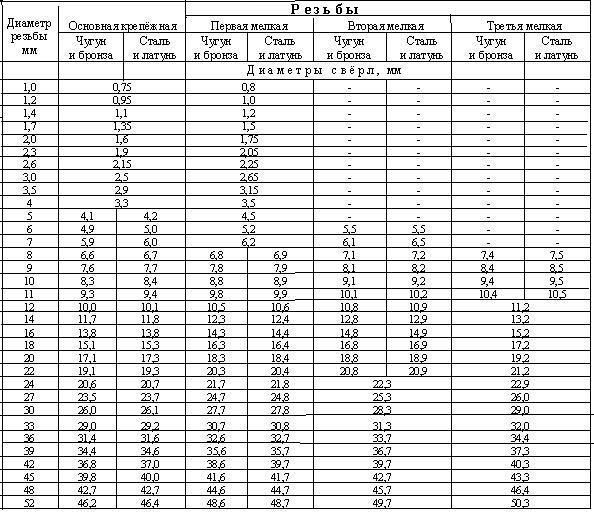
Види метричної різьби
- Ліва, права.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (класична і наполеглива), прямокутна, трикутна, овальна, циліндрична (трубна, конічна).
- Стрічкова, модульна, питчевая та ін.
Ліва і права метрична різьба
Види метричної різьби
Дюймова різьба
Дюймова різьба має кут профілю 55°. Головною одиницею вимірювання дюймової (імперської) системи, як не важко здогадатися, є дюйм. На листі він позначається верхній лапкою, стоїть без пробілу відразу після числа: 2″.
Найбільш відомими стандартами дюймової різьби називають UNC і UNF.
Як визначити крок різьби
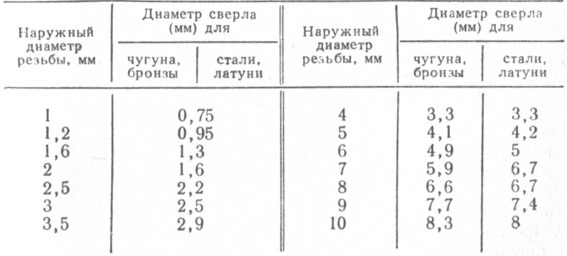
Визначити крок різьби потрібно при виборі резьбонадрезного інструменту або свердла для пробуривания отвори під елемент в якій-небудь поверхні. Також необхідно ретельно підбирати один до одного сполучаються елементи при організації болтового, гвинтового, шпилечного чи іншого розбірного різьбового сайту.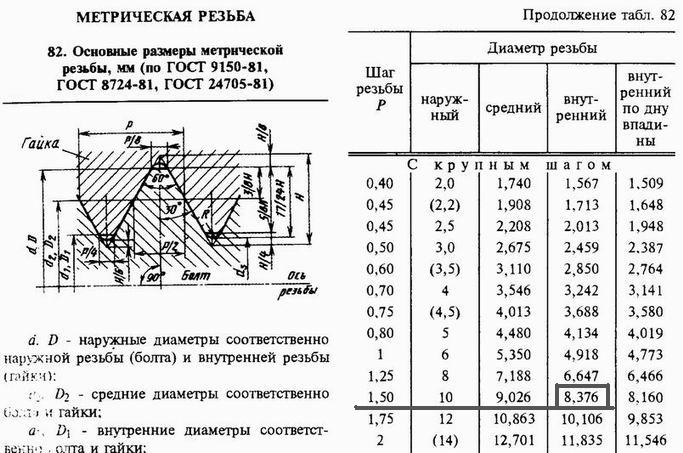 Визначити крок різьблення можна різними способами.
Визначити крок різьблення можна різними способами.
- Визначення кроку різьби з допомогою резьбомера (шаблону)
Таку назву носить спеціальний інструмент, що складається із спеціальних пластин (гребінок), на одній із сторін якої розташовуються виступи, що допомагають визначити крок різьби. Пластини закріплені на одному або двох осях, об’єднаних у спільному корпусі. Існують окремі шаблони для метричної та дюймової різьби. Легко відрізнити їх один від одного допомагає маркування: на перших стоїть знак 60°, на друге – 55°.
Перевага такого методу в тому, що він є найбільш точним (при вмілому поводженні з інструментом). При виробництві шаблонів використовуються спеціальні сталі, що не піддаються стиску і розширення під впливом різних температур. Це дозволяє використовувати резьбомеры практично в будь-яких погодних умовах.
- Визначення кроку різьби за допомогою лінійки
Цей спосіб не може дати стовідсоткового результату, але він чудово підходить для тих випадків, коли немає іншого варіанту вирішення поставленого завдання. Щоб дізнатися число витків за допомогою лінійки, слід визначити загальну довжину різьбового ділянки і порахувати кількість витків на цій відстані. Далі потрібно просто розділити довжину на число підрахованих ниток – відповідь і буде отриманим значенням кроку різьби.
Щоб дізнатися число витків за допомогою лінійки, слід визначити загальну довжину різьбового ділянки і порахувати кількість витків на цій відстані. Далі потрібно просто розділити довжину на число підрахованих ниток – відповідь і буде отриманим значенням кроку різьби.
Цей спосіб може мати іншу модифікацію. Якщо у вас є шматок паперу, то слід прикласти його до резьбовому ділянці і сильно притиснути. На цьому відбитку роблять замір (з допомогою лінійки чи іншого вимірювального інструменту) відразу декількох ділянок: двох, трьох чи більше, – а після розділити довжину вибраної ділянки на кількість витків у ній. Процес аналогічний описаному в попередньому абзаці.
- Визначення кроку різьби за допомогою штангенциркуля
Для цього слід провести вимірювання так, як показано на рисунку. Отримане значення співвіднести з тим, що наводиться в таблиці, і дізнатися правильне значення кроку для метричної або дюймової системи відповідно.
Таблиця відповідності діаметром і кроків метричної різьби
Зовнішній діаметр, мм | Внутрішній діаметр, мм | Крок різьби, витків на дюйм | Крок різьби | BSP | Метрика | Дюйм UNF | Дюйм NPT |
9,3-9,7 | 8,5-8,9 | 28 | – | 1/8″ | – | – | – |
9,3-9,7 | 8,5-8,9 | 27 | – | – | – | – | 1/8″ |
9,7-9,9 | 8,2-8,6 | – | 1,5 | – | M10x1,5 | – | – |
10,9-11,1 | 9,7-10,0 | 20 | – | – | – | 7/16″-20 | – |
| 11,6-11,9 | 10,2-10,6 | – | 1,5 | – | M12x1,5 | – | – |
12,4-12,7 | 11,3-11,6 | – | – | – | – | 1/2″-20 | – |
12,9-13,1 | 11,4-11,9 | 19 | – | 1/4″ | – | – | – |
12,9-13,1 | 11,4-11,9 | 18 | – | – | – | – | 1/4″ |
13,6-13,9 | 12,2-12,6 | – | 1,5 | – | M14x1,5 | – | – |
14,0-14,3 | 12,7-13,0 | 18 | – | – | – | 9/16″-18 | – |
15,6-15,9 | 14,2-14,6 | – | 1,5 | – | M16x1,5 | – | – |
16,3-16,6 | 14,9-15,4 | 19 | – | 3/8″ | – | – | – |
16,3-16,6 | 14,9-15,4 | 18 | – | – | – | – | 3/8″ |
17,6-17,9 | 16,2-16,6 | – | 1,5 | – | M18x1,5 | – | – |
18,7-19,0 | 17,3-17,6 | 16 | – | – | – | 3/4″-16 | – |
19,6-19,9 | 18,2-18,6 | – | 1,5 | – | M20x1,5 | – | – |
20,5-20,9 | 18,6-19,0 | 14 | – | 1/2″ | – | – | – |
20,7-21,1 | 18,3-18,7 | 14 | – | – | – | – | 1/2″ |
21,6-21,9 | 20,2-20,6 | – | 1,5 | – | M22x1,5 | – | – |
22,0-22,2 | 20,2-20,5 | 14 | – | – | – | 7/8″-14 | – |
22,6-22,9 | 20,6-21,0 | 14 | – | 5/8″ | – | – | – |
23,6-23,9 | 22,2-22,6 | – | 1,5 | – | M24x1,5 | – | – |
25,6-25,9 | 24,2-24,6 | – | 1,5 | – | M26x1,5 | – | – |
26,1-26,4 | 24,1-24,5 | 14 | – | 3/4″ | – | – | – |
26,3-26,7 | 23,7-24,1 | 14 | – | – | – | – | 3/4″ |
26;6-26,9 | 24,3-24,7 | 12 | – | – | – | 1,1/16″-12 | – |
29,6-29,9 | 27,4-27,8 | – | 2 | – | M30x2 | – | – |
29,8-30,1 | 27,6-27,9 | 12 | – | – | – | 1,3/16″-12 | – |
29,6-29,9 | 28,2-28,6 | – | 1,5 | – | M30x1,5 | – | – |
32,6-32,9 | 30,5-30,9 | – | 2 | – | M33x2 | – | – |
33,0-33,2 | 11 | – | 1″ | – | – | – | |
33,0-33,3 | 30,8-31,2 | 12 | – | – | – | 1,5/16″-12 | – |
32,9-33,4 | 30,3-30,8 | 11,5 | – | – | – | – | 1″ |
35,6-35,9 | 33,4-33,8 | – | 2 | – | M36x2 | – | – |
37,6-37,9 | 36,2-36,6 | – | 1,5 | – | M38x1,5 | – | – |
40,9-41,2 | 38,7-39,1 | 12 | – | – | – | 1,5/8″-12 | – |
41,6-41,9 | 39,4-39,8 | – | 2 | – | M42x2 | – | – |
41,5-41,9 | 39,0-39,5 | 11 | – | 1,1/4″ | – | – | – |
41,4-42,0 | 39,2-39,6 | 11,5 | – | – | – | – | 1,1/4″ |
44,6-44,9 | 42,4-42,8 | – | 2 | – | M45x2 | – | – |
44,6-44,9 | 43,2-43,6 | – | 1,5 | – | – | – | |
47,3-47,6 | 45,1-45,5 | 12 | – | – | – | 1,7/8″-12 | – |
47,4-47,8 | 44,8-45,3 | 11 | – | 1,1/2″ | – | – | – |
47,3-47,9 | 45,1-45,5 | 11,5 | – | – | – | – | 1,1/2″ |
51,6-51,9 | 49,4-49,6 | – | 2 | – | M52x2 | – | – |
51,6-51,9 | 50,2-50,6 | – | 1,5 | – | M52x1,5 | – | – |
59,4-59,8 | 56,5-56,8 | 11 | – | 2″ | – | – | – |
59,9-60,2 | 56,4-56,7 | 11,5 | – | – | – | – | 2″ |
63,3-63,6 | 61,3-61,8 | 12 | – | – | – | 2,1/2″-12 | – |
Метрическая таблица отверстий и отверстий с зазорами
перейти к содержанию| Метрическая таблица сверления | NightShade Electronics nightshade.  net net | |||||||||
| Размер крепежного винта | Нажмите Сверла | Диаметры отверстий с зазором | ||||||||
| Алюминий Латунь и пластик Резьба 75 % | нержавеющая сталь
Сталь Сталь и железо 50% резьба | Все Материалы | ||||||||
| Узкая посадка | Свободная посадка | |||||||||
| Имя | Основной диам. (мм) | Шаг резьбы (мм) | Размер сверла (мм) | Ближайший американский размер сверла | Размер сверла (мм) | Ближайший американский размер сверла | Размер сверла (мм) | Ближайший американский размер сверла | Размер сверла (мм) | Ближайший американский размер сверла |
| М1,5 | 1,5 | 0,35 | 1,15 | 56 | 1,25 | 55 | 1,60 | 1/16 | 1,65 | 52 |
M1. 6 6 | 1,6 | 0,35 | 1,25 | 55 | 1,35 | 54 | 1,70 | 51 | 1,75 | 50 |
| М1,8 | 1,8 | 0,35 | 1,45 | 53 | 1,55 | 1/16 | 1,90 | 49 | 2,00 | 5/64 |
| М2 | 2 | 0,45 | 1,55 | 1/16 | 1,70 | 51 | 2.10 | 45 | 2,2 | 44 |
| 0,40 | 1,60 | 52 | 1,75 | 50 | ||||||
| M2.2 | 2,2 | 0,45 | 1,75 | 50 | 1,90 | 48 | 2,30 | 3/32 | 2,4 | 41 |
| М2,5 | 2,5 | 0,45 | 2,05 | 46 | 2,20 | 44 | 2,65 | 37 | 2,75 | 7/64 |
| М3 | 3 | 0,60 | 2,40 | 41 | 2,60 | 37 | 3,15 | 1/8 | 3,30 | 30 |
| 0,50 | 2,50 | 39 | 2,70 | 36 | ||||||
| М3,5 | 3,5 | 0,6 | 2,9 | 32 | 3. 1 1 | 31 | 3,7 | 27 | 3,85 | 24 |
| М4 | 4 | 0,75 | 3,25 | 30 | 3,5 | 28 | 4,2 | 19 | 4,4 | 17 |
| 0,7 | 3,3 | 30 | 3,5 | 28 | ||||||
| M4,5 | 4,5 | 0,75 | 3,75 | 25 | 4 | 22 | 4,75 | 13 | 5 | 9 |
| М5 | 5 | 1,00 | 4,00 | 21 | 4,40 | 11/64 | 5,25 | 5 | 5,50 | 7/32 |
| 0,90 | 4.10 | 20 | 4,40 | 17 | ||||||
| 0,80 | 4,20 | 19 | 4,50 | 16 | ||||||
M5.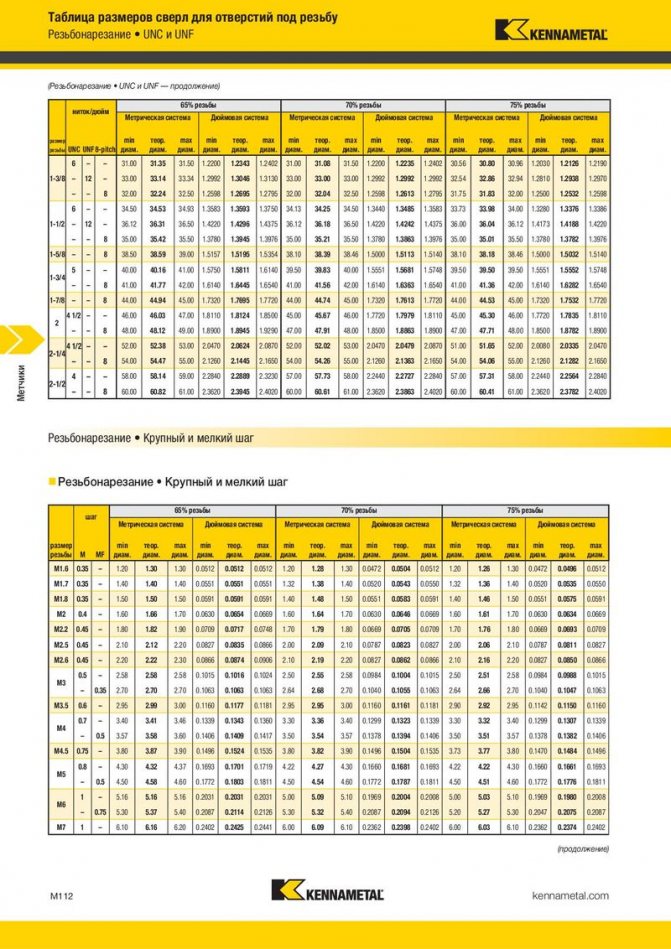 5 5 | 5,5 | 0,90 | 4,60 | 14 | 4,90 | 10 | 5,80 | 1 | 6.10 | Б |
| М6 | 6 | 1,00 | 5,00 | 8 | 5,40 | 4 | 6,30 | Е | 6,60 | Г |
| 0,75 | 5,25 | 4 | 5,50 | 7/32 | ||||||
| М7 | 7 | 1,00 | 6,00 | Б | 6,40 | Е | 7,40 | л | 7,70 | Н |
| 0,75 | 6,25 | Д | 6,50 | Ф | ||||||
| М8 | 8 | 1,25 | 6,80 | Х | 7,20 | Дж | 8,40 | В | 8,80 | С |
| 1,00 | 7,00 | Дж | 7,40 | л | ||||||
| М9 | 9 | 1,25 | 7,80 | № | 8,20 | Р | 9,50 | 3/8 | 9,90 | 25/64 |
| 1,00 | 8,00 | О | 8,40 | 21/64 | ||||||
| М10 | 10 | 1,50 | 8,50 | Р | 9,00 | Т | 10,50 | З | 11. 00 00 | 7/16 |
| 1,25 | 8,80 | 32.11 | 9,20 | 23/64 | ||||||
| 1,00 | 9,00 | Т | 9,40 | У | ||||||
| М11 | 11 | 1,50 | 9,50 | 3/8 | 10.00 | х | 11,60 | 29/64 | 12.10 | 15/32 |
| М12 | 12 | 1,75 | 10.30 | 13/32 | 10,90 | 27/64 | 12,60 | 1/2 | 13.20 | 33/64 |
| 1,50 | 10,50 | З | 11.00 | 7/16 | ||||||
| 1,25 | 10,80 | 27/64 | 11.20 | 7/16 | ||||||
| М14 | 14 | 2,00 | 12. 10 10 | 15/32 | 12,70 | 1/2 | 14,75 | 37/64 | 15,50 | 39/64 |
| 1,50 | 12,50 | 1/2 | 13.00 | 33/64 | ||||||
| 1,25 | 12,80 | 1/2 | 13.20 | 33/64 | ||||||
| М15 | 15 | 1,50 | 13,50 | 17/32 | 14.00 | 35/64 | 15,75 | 5/8 | 16,50 | 21/32 |
| М16 | 16 | 2,00 | 14.00 | 35/64 | 14,75 | 37/64 | 16,75 | 21/32 | 17,50 | 16.11 |
| 1,50 | 14,50 | 37/64 | 15.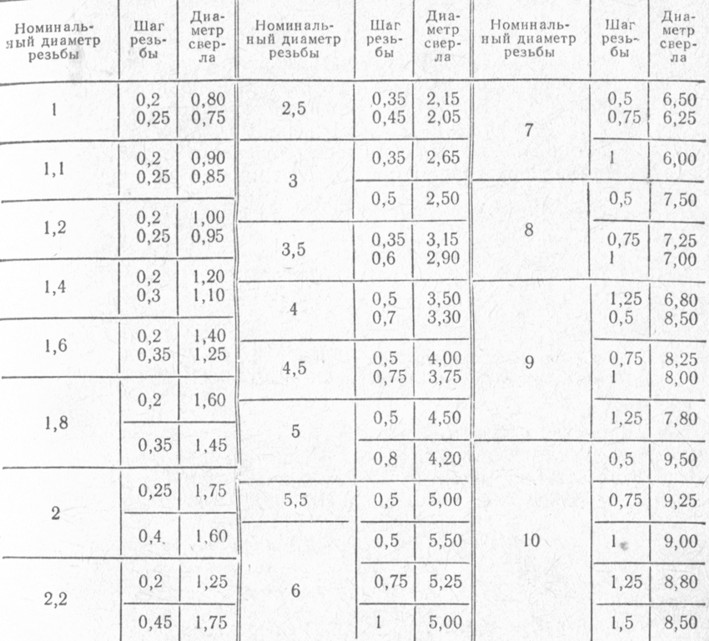 00 00 | 19/32 | ||||||
| М17 | 17 | 1,50 | 15,50 | 39/64 | 16.00 | 5/8 | 18.00 | 45/64 | 18,50 | 47/64 |
| М18 | 18 | 2,50 | 15,50 | 39/64 | 16,50 | 41/64 | 19.00 | 3/4 | 20.00 | 25/32 |
| 2,00 | 16.00 | 5/8 | 16,75 | 21/32 | ||||||
| 1,50 | 16,50 | 21/32 | 17.00 | 43/64 | ||||||
| М19 | 19 | 2,50 | 16,50 | 21/32 | 17,50 | 16.11 | 20.00 | 25/32 | 21.00 | 53/64 |
| М20 | 20 | 2,50 | 17,50 | 16. 11 11 | 18,50 | 23/32 | 21.00 | 53/64 | 22.00 | 55/64 |
| 2,00 | 18.00 | 45/64 | 18,50 | 47/64 | ||||||
| 1,50 | 18,50 | 47/64 | 19.00 | 3/4 | ||||||
Таблица резьб BSF | Таблица резьб British Metrics
BSF | Британские метрикиРезьба 55 градусов
РАЗМЕР | Число шагов на дюйм | ВНЕШНИЙ | ВНУТРЕННИЙ | РАЗМЕР СВЕРЛА | РАЗМЕР СВЕРЛА | ||||
ЧФ 55 | ОСНОВНЫЕ | НЕСОВЕРШЕННОЛЕТНИЕ | ЗАЗОРНОЕ ОТВЕРСТИЕ | РЕЗЬБОВОЕ ОТВЕРСТИЕ | |||||
| ДЮЙМ | мм | ДЮЙМ | мм | ДЮЙМ | мм | ДЮЙМ | мм | ||
| 3/16 | 32 | 0,1875 | 4,76 | 0,1475 | 3,75 | 4,90 | # 22 | 4,00 | |
| 7/32 | 28 | 0,2188 | 5,56 | 0,1730 | 4,39 | 5,70 | # 15 | 4,60 | |
| 1/4 | 26 | 0,2500 | 6,35 | 0,2000 | 5. 08 08 | 17/64 | 6,75 | № 3 | 5,50 |
| 32 сентября | 26 | 0,2800 | 7.14 | 0,2300 | 5,89 | 6.10 | |||
| 5/16 | 22 | 0,3125 | 7,94 | 0,2540 | 6,45 | 21/64 | 8,33 | 17/64 | 6,75 |
| 3/8 | 20 | 0,3750 | 9,53 | 0,3110 | 7,90 | 25/64 | 9,92 | 21/64 | 8,33 |
| 7/16 | 18 | 0,4375 | 11. 11 11 | 0,3660 | 9.30 | 29/64 | 11,51 | 3/8 | 9,53 |
| 1/2 | 16 | 0,5000 | 12,70 | 0,4200 | 10,67 | 17/32 | 13,49 | 7/16 | 11.11 |
| 9/16 | 16 | 0,5625 | 14,29 | 0,4820 | 12.24 | 19/32 | 15.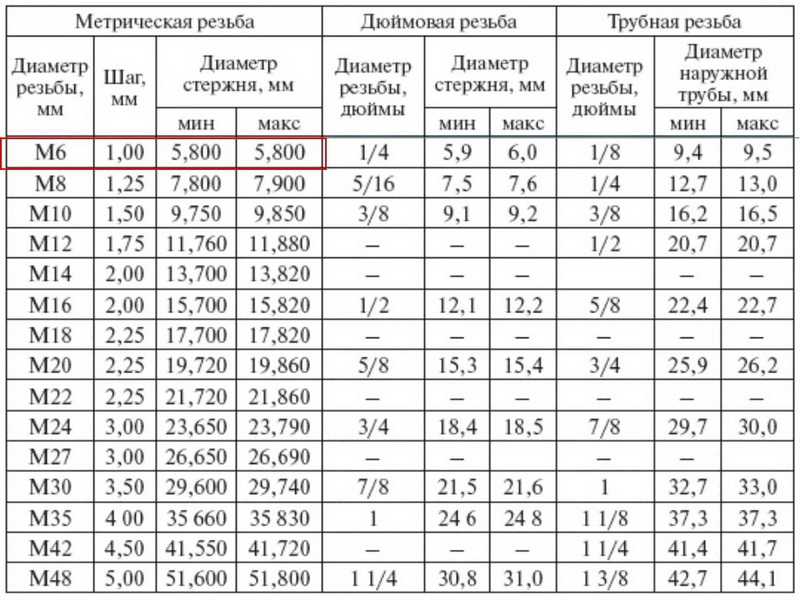 08 08 | 1/2 | 12,70 |
| 5/8 | 14 | 0,6250 | 15,88 | 0,5330 | 13,54 | 21/32 | 16,67 | 16 сентября | 14,29 |
| 16.11 | 14 | 0,6875 | 17,46 | 0,5960 | 15.14 | 17,75 | 15,50 | ||
| 3/4 | 12 | 0,7500 | 19.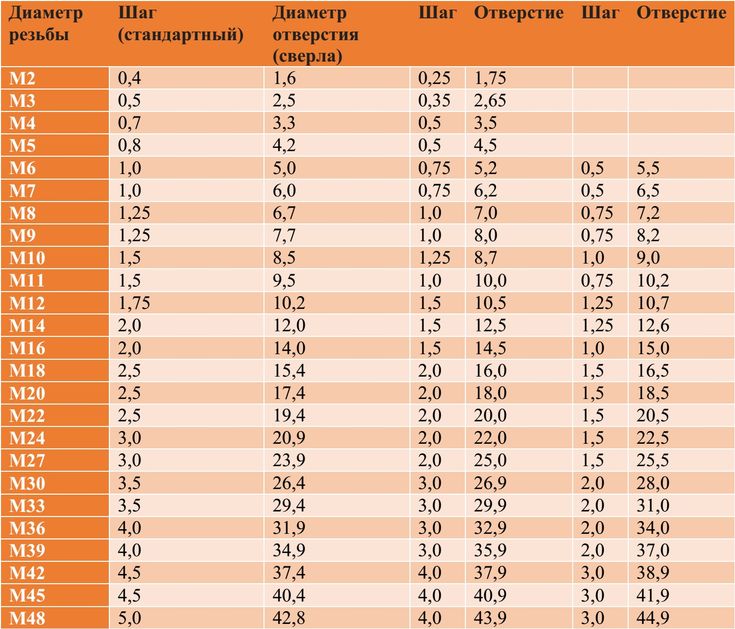 05 05 | 0,6430 | 16,33 | 25/32 | 19,84 | 43/64 | 17.07 |
| 13/16 | 12 | 0,8100 | 20,64 | 0,7100 | 17,92 | 18,25 | |||
| 7/8 | 11 | 0,8750 | 22.23 | 0,7590 | 19,28 | 29/32 | 23. 02 02 | 25/32 | 19,84 |
| 1 | 10 | 1.0000 | 25.40 | 0,8750 | 22.15 | 1 1/16 | 26,99 | 29/32 | 23.02 |
| 1 1/8 | 9 | 1.1250 | 28,58 | 0,9830 | 24,97 | 1 3/16 | 30.16 | 1 1/64 | 25,80 |
| 1 1/4 | 9 | 1. 2500 2500 | 31,75 | 1.1080 | 28.14 | 1 5/16 | 33,34 | 1 9/64 | 28,97 |
| 1 3/8 | 8 | 1.3750 | 34,93 | 1.2150 | 30,86 | 1 7/16 | 36,51 | 1 1/4 | 31,75 |
| 1 1/2 | 8 | 1,5000 | 38.10 | 1.3400 | 34.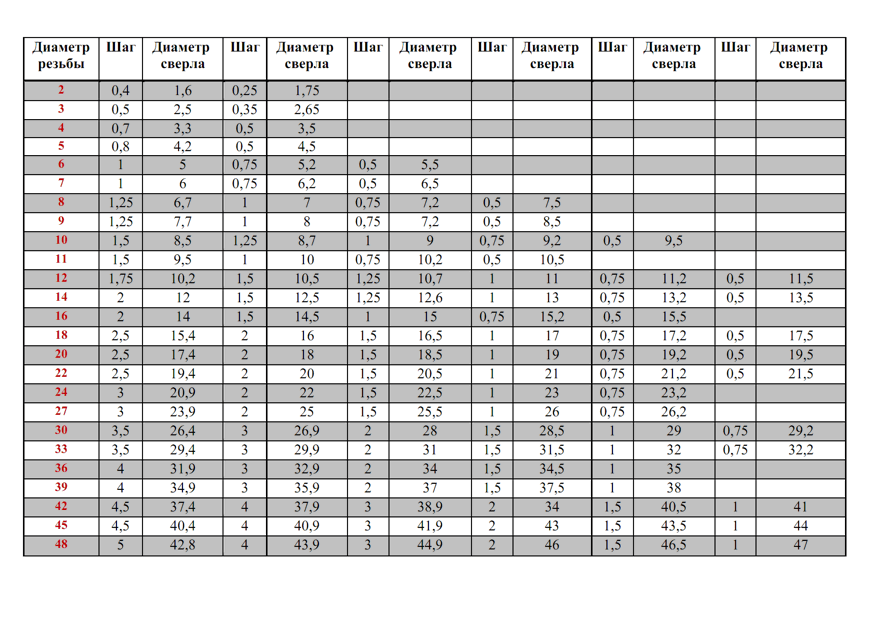 04 04 | 1 9/16 | 39,69 | 1 3/8 | 34,93 |
| 1 5/8 | 8 | 1.6300 | 41.30 | 1.4600 | 37,21 | 37,50 | |||
| 1 3/4 | 7 | 1.7500 | 44,45 | 1,5670 | 39,80 | 45.00 | 41. 00 00 | ||
| 2 | 7 | 2.0000 | 50,80 | 1.8170 | 46,15 | 52,00 | 47.00 | ||
| 2 1/4 | 6 | 2.2500 | 57,15 | 2,0366 | 51,73 | 58.00 | 53,00 | ||
| 2 1/2 | 6 | 2,5000 | 63,50 | 2,2866 | 58. | ||||