видео инструкция, как работает паяльник, пайка проводов
Для эффективного соединения металлических поверхностей лучше всего прибегать к помощи температурных воздействий. Наиболее простым и распространенным способом является пайка паяльником. В этом случае материалы из металла соединяются под воздействием местного повышения температур и наплавки с более низкой температурой.
Для того чтобы правильно соединить металлические детали при помощи паяльника, необходимо узнать основные моменты, которые характеризуют процесс пайки. Для этого достаточно будет прочитать статью, посмотреть видео урок и попробовать освоить технологию на практике.
Содержание
1 Как работает паяльник
2 Подготовка к процессу пайки
2.1 Подготовка паяльника
2.2 Подготовка флюса
2.3 Припои для пайки
3 Как правильно паять паяльником – советы, видео
3.1 Как паять провода
Как работает паяльник
Излучающие тепло приспособления для пайки называют паяльниками. В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
В зависимости от способа нагрева они бывают электрическими, газовыми, термовоздушными, индукционными. Чаще всего используются электрические приборы, мощность которых выбирается для пайки определенных материалов:
- для соединения электронных компонентов мощность паяльника должна быть до 40 В;
- для деталей с тонкими стенками до 1 мм необходима мощность в 80-100 Вт;
- заготовки с толщиной стенок от 2 мм и более требуют мощность приспособления выше 100 Вт.
К самым энергоемким паяльникам относятся молотковые устройства, мощность которых может достигать до 550 Вт. Они могут разогреваться до температуры в 600С. Применяются молотковые паяльники для соединения массивных деталей.
Акустический паяльник небольших размеров пригодится для электротехника. Приспособление отличается низкой теплоемкостью, поэтому его используют для тонкой паечной работы.
Кроме массивности металлических изделий, на требуемую мощность паяльника влияет теплопроводность самого обрабатываемого материала. Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Так, например, для медных изделий прибор следует нагревать намного сильнее, чем для работы с деталями из стали.
Оптимально необходимая температура жала приспособления для пайки может поддерживаться как вручную, так и автоматически. Используются для этого тиристорные регуляторы.
Подготовка к процессу пайки
Перед началом работ необходимо подготовить паяльник, материалы, инструменты и рабочее место.
Рабочий участок рекомендуется снабдить:
Подставкой , на которой будет располагаться разогретый прибор. На ней же нужно будет расположить флюс, «крокодил» и кусочки поролона, которые нужны для чистки жала.
Штативом, на котором будут размещены: держатель для паяльника, ванночка с канифолью, зажимы.
В набор необходимых инструментов входит:
- напильники;
- круглогубцы;
- кусачки;
- пассатижи;
- пинцеты;
- наждачная бумага;
- нож.
Подготовка паяльника
Перед работой с паяльником, его жалу придают определенную форму. Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
Делается это с помощью напильника. Наиболее используемые формы – на срез и угловая. Ножевидная применяется для выпаивания выводов разъема или нескольких контактов микросхем.
Жало рабочего инструмента должно быть равномерно покрыто припоем. С «грязным» жалом паять будет затруднительно. Поэтому холодный паяльник с помощью напильника нужно почистить до меди, из которой изготовлено жало.
После этого прибор следует нагреть и последовательно касаться им то канифоли, то припоя. Делать так следует несколько раз, добиваясь равномерного покрытия жала припоем. После этого можно начинать пайкой соединять металлические детали.
Подготовка флюса
Выбор нужного флюса является решением одной из важных задач пайки. Необходим он для того, чтобы спаиваемые поверхности во время нагрева не окислялись. В противном случае спайка получится неустойчивой и рыхлой. Ее можно будет очень легко повредить. Поэтому качество флюса определяет трудность или легкость процесса пайки, и то, как прочно будет соединяться обрабатываемый материал.
Флюсы должны быть подобраны под подготовленный для пайки материал:
Для соединения проводов и микросхем применяется широко известная канифоль. Внешне это кристаллическое прозрачное вещество красно-коричневого, красного, желтого или оранжевого оттенка похоже на янтарь.
Для пайки труднодоступных или неудобно расположенных деталей используется канифольно-спиртовый флюс. Для его получения канифоль нужно раздробить до состояния песка и растворить в денатурате или техническом спирте. Наносится он на заготовки кистью, а хранится в плотно закрытой емкости.
Для оцинкованного железа применяется флюс ЛК-2, который состоит из хлористого аммония, хлористого цинка, этилового спирта и канифоли.
Для нержавейки используется ортофосфорная кислота.
Хорошо подготавливают поверхность стойких металлов активные кислые флюсы на основе хлорида цинка.

Для пайки стали эффективными флюсами считаются паяльные кислоты и водные растворы на основе хлористого цинка.

Следует знать, что для пайки нержавеющих сталей необходимы более активные флюсы, чем для обработки низколегированных и углеродистых материалов. Чугун нужно паять высокотемпературной пайкой, поэтому электрический паяльник с ним не справится.
Припои для пайки
Для электротехнических паек и радиомонтажных работ применяются легкоплавкие оловянно-свинцовые сплавы. Наиболее популярны припои — ПОС-61, ПОС-50, ПОС-40, ПСр-2, ПСр-2,5.
С помощью чистого олова соединять детали очень дорого, так как это ценный материал, поэтому используют его довольно редко.
Самое лучшее качество пайки получается после применения припоев, которые содержат свинец. Однако этот материал является вредным.
Чтобы во время работы не держать в руке горячий припой, его удерживают плоскогубцами или размещают на специальном приспособлении.
Как правильно паять паяльником – советы, видео
Поверхности обрабатываемых деталей перед пайкой очищают наждачной бумагой и обезжиривают бензином или ацетоном. Затем их нужно установить и закрепить в исходном положении. После этого можно разогреть паяльник и приступать к пайке одним из двух основных способов.
При подаче припоя на детали с паяльника , на приборе сначала нужно расплавить некоторое количество припоя, а затем поднести жало к соединяющим заготовкам и прижать его. В это время флюс должен начать вскипать и испаряться. В это время наконечником прибора следует распределить припой по стыку.
При подаче припоя на соединяемые детали, сначала с помощью паяльника разогреваются сами заготовки. После того как они достигнут необходимой температуры, нужно будет подать припой в стык между деталью и паяльником или на деталь. Расплавляющийся припой начнет заполнять стык.
Выбор способа соединения зависит от характера выполняемой работы. Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Первый способ подойдет для пайки мелких деталей, а второй для соединения крупных изделий.
Во время работы с паяльником необходимо соблюдать некоторые требования:
- Хорошо прогревать прибор и соединяемые детали. Если припой размазывается, а не течет, значит нужно увеличить температуру нагрева паяльника.
- Остатки кислотных флюсов следует обязательно смывать после пайки. Иначе через некоторое время соединение может быть разрушено коррозией. В качестве моющего средства можно применить щелочные вещества.
- Нельзя во время процесса пайки вносить много припоя. Шов должен получиться слегка вогнутым. Лишний припой удаляется оплеткой или отсосом. Если жало прибора приобрело металлический блеск, значит припоя достаточно. О том, что припоя много, говорит измененная форма жала.
Качественный спай должен ярко блестеть. Пережженный припой выглядит матовым, однако в некоторых случаях он допустим. Губчатая зернистая структура спая говорит о недостаточной температуре и о явном браке.
Как паять провода
На подготовительном этапе провода следует зачистить, скрутить и залудить:
- провод опускается в ванночку с канифолью;
- капля припоя с помощью паяльника распределяется по медным жилам;
- чтобы покрытие было со всех сторон, в процессе лужения провод необходимо поворачивать и прогревать;
- залуженный конец провода окунается в разогретый припой, излишки которого удаляются.
Одножильные провода перед спайкой очищаются до блеска. После этого их нужно окунуть в канифоль, соединить, несколько секунд прогреть и нанести припой. Для обеспечения надежной изоляции на оголенный провод надевается термоусадочная трубка, которая должна быть большего диаметра. Под воздействием высокой температуры она уменьшится и образует изоляцию проводов.
Если из-за наличия эмали или лака проводник не хочет лудиться, то можно применить обычный аспирин. Для этого таблетку нужно положить на дощечку и, прижав к ней проводник, прогреть его несколько секунд. Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Таблетка должна начать плавиться, а выделяемая кислота разрушать лак.
Препятствовать лужению на старых проводах могут окислы, которыми они бывают покрыты. Справиться с ними поможет та же таблетка аспирина.
Для лужения провода из алюминия необходим «Флюс для пайки алюминия». Он является универсальным, поэтому использовать его можно для соединения металлов с химически стойкой окисной пленкой. При этом во избежание коррозии не нужно забывать после пайки очищать изделия от остатков флюса.
Следует знать, что недопустимо скручивать вместе алюминиевый и медный провода. Фиксировать их можно только через промежуточный элемент, в качестве которого можно применить другой металл, клеммный зажим, разделение шайбами.
Для правильной пайки с помощью паяльника требуется тщательная подготовка деталей и инструментов. Во время самого процесса слой припоя всегда должен быть защищен флюсом. Для различных материалов подбирается соответствующей мощности прибор и необходимой формы жало. При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.
При выдерживании оптимального температурного режима и правильном соединении деталей пайка получится надежной и будет долго служить.
- Автор: Александр Романович Чернышов
- Распечатать
Оцените статью:
(5 голосов, среднее: 5 из 5)
Поделитесь с друзьями!
Как залудить паяльник – Новости на сегодня
Полезные советы
На чтение 4 мин Опубликовано Обновлено
Самый обычный паяльник с медным жалом есть практически у каждого. Этот несложный и полезный инструмент необходим далеко не только специалистам, занимающимся радиоэлектроникой. В хозяйстве он тоже часто нужен, например, чтобы спаять два провода или починить какой-либо простейший бытовой прибор своими руками.
Этот несложный и полезный инструмент необходим далеко не только специалистам, занимающимся радиоэлектроникой. В хозяйстве он тоже часто нужен, например, чтобы спаять два провода или починить какой-либо простейший бытовой прибор своими руками.
Однако не у всех начинающих пользователей получается даже самая простейшая операция – лужение паяльника.
Содержание
- Зачем лудить паяльник?
- Материалы для лужения паяльника
- Процесс лужения паяльника с медным жалом
Зачем лудить паяльник?
Ответ на этот вопрос заключается в том, что в процессе пайки возникает необходимость брать разогретым жалом припой (сплав свинца и олова), который затем переносится на место соединения. Но если его не залудить, то эта процедура становится невыполнимой. Припой не прилипает к паяльнику, соответственно, взять нужное количество сплава и перенести на место пайки – невозможно.
Почему так происходит? При контакте разогретого жала с припоем последний расплавляется и прилипает к поверхности. Но только тогда, когда на ней есть слой олова, что и называется – «паяльник луженный». Соответственно, если он испачкан канифолью, флюсом или пластмассой, указанного взаимодействия не получается. Припой просто плавится, образуются капли металла, но к жалу это все дело не пристает.
Но только тогда, когда на ней есть слой олова, что и называется – «паяльник луженный». Соответственно, если он испачкан канифолью, флюсом или пластмассой, указанного взаимодействия не получается. Припой просто плавится, образуются капли металла, но к жалу это все дело не пристает.
Правильно луженый паяльник – это инструмент, у которого рабочая часть покрыта тончайшим слоем припоя. К такой поверхности олово охотно прилипает, и его беспрепятственно можно переносить на проводник, плату, радиодеталь и так далее.
Материалы для лужения паяльника
Чтобы правильно залудить паяльник с медным жалом, потребуется минимальный набор материалов:
- канифоль сосновая;
- припой;
- наждачная бумага;
- губка для мыться посуды.
Результат будет намного лучшим, если прислушаться к рекомендациям, изложенным далее.
Не стоит использовать канифоль, у которой вышел срок годности. Потемневшую и загрязненную посторонними веществами тоже лучше не брать. Как правило, стандартная канифоль пригодна к использованию в течение двух лет с момента изготовления.
Как правило, стандартная канифоль пригодна к использованию в течение двух лет с момента изготовления.
Припой рекомендуется покупать тот, который имеет максимально светлый оттенок. Это означает, что в сплаве больше олова, а свинца, соответственно, меньше. Такой припой лучше плавится и начинающему пользователю с ним проще обращаться.
Губка для мыться посуды обязательно должна иметь жесткую накладку, так как именно эта сторона используется в работе. Заменить ее можно практически любыми войлочными материалами. Также есть специальные губки для очистки паяльника.
Процесс лужения паяльника с медным жалом
Сразу же стоит отметить, что нижеописанным способом можно лудить паяльники только с медным жалом. Если обработать наждачной бумагой керамическое острие, то оно безвозвратно утратит свои свойства, а дорогостоящую насадку останется только выбросить.
Если на рабочей поверхности жала осталось застывшее олово, то его можно удалить следующим образом. Паяльник нужно сперва разогреть. Затем жало опускается в канифоль и чистится о многожильный медный провод, смоченный во флюсе.
Особое внимание уделяется той части жала, которым осуществляется пайка.
Сразу же после очистки паяльник включается в сеть и разогревается до рабочей температуры. Поскольку медь очень быстро окисляется, рекомендуется уже в процессе нагрева опустить жало в канифоль. Так ограничивается доступ кислорода, и поверхность не покроется оксидом в считанные секунды. При высоких температурах этот процесс ускоряется в разы.
Когда паяльник как следует разогреется, он вынимается из канифоли и подводится к припою. Набрав достаточное количество сплава (олово должно отлично прилипать к очищенной поверхности), жало нужно опять погрузить в канифоль несколько раз.
Улучшить результат можно с помощью картона, предварительно покрытого канифолью. Если поводить жалом с припоем по такой поверхности, олово лучше распределится и ляжет более тонким слоем.
Далее необходимо очистить паяльник от лишнего расплавленного металла. Для этого нужно несколько раз провести луженным жалом по влажно губке. На этом этапе следует быть осторожным, чтобы заново не испачкать инструмент. Сразу же после очистки жало опускается в канифоль, чтобы защитить нанесенное покрытие.
Результатом вышеописанной процедуры должен быть идеально залуженный паяльник с тончайшим слоем олова на рабочей поверхности. Если все сделать правильно, то последующий за этим процесс пайки будет простым даже для начинающего пользователя.
Паяльник плавит олово на медленном… | Стоковое видео
Сэкономьте до 20% на первом заказе •
Apply HELLO20
Похожие категории
- техника,
- микросхема,
- печатная плата,
- производство,
- микро,
- фурнитура,
- компьютер,
- цифровой,
- электричество,
- медленно,
- наука,
- руки,
- замедленная съемка,
- технология
Введение в пайку
Эта статья предназначена для ознакомления с основами пайки.
после прочтения этого материала вы пройдете онлайн-викторину
после прохождения онлайн-викторины вы запланируете практическое обучение
как только вы освоитесь, вы сдадите практический экзамен
после успешной сдачи экзамена вы сможете использовать основное оборудование и материалы для пайки
С учетом времени Студенты EE и CS, скорее всего, потратят на пайку, потратив 5 минут на чтение этого, вы сможете сэкономить бесчисленные часы разочарования на верстаке.
Что такое пайка?
Для наших целей пайка — это процесс соединения электрических компонентов путем плавления припоя для получения электрика соединение. На пайку НЕ следует полагаться как на надежное механическое соединение.
Как работает пайка?
Электронные детали изготавливаются с металлическими покрытиями на определенных поверхностях. Поместив две или более таких поверхностей рядом друг с другом и добавив тепла, мы можем сплавить поверхностные покрытия вместе, чтобы сформировать новый, непрерывный, проводящий металлический путь для цепи. Поскольку металлические покрытия не очень толстые, нам также нужно добавить больше металла (называемого припоем), чтобы помочь сформировать прочное электрическое соединение. Это соединение называется «паяным соединением» и представляет собой сплав металлов с поверхности 1, поверхности 2 и припоя.
что такое припой?
Сам по себе припой также представляет собой смесь (сплав) различных металлических элементов, выбранных из-за их проводимости и низкотемпературных свойств плавления. Припой бывает разных форм, размеров и типов.
Наиболее распространенные типы припов
Без свинца припоя
под названием SAC305, он состоит из:
Пелье при 220 ° C (428 ° F)
.0041 Называется Sn63-Pb37, состоит из:
Плавится при 183°C (361°F)
Что такое оксиды и почему они ДЕЙСТВИТЕЛЬНО важны для пайки?
Как вы, возможно, знаете, металлы могут вступать в реакцию с кислородом воздуха с образованием ОКСИДОВ (например, ржавчины). Оксиды обычно обладают тепло- и электроизоляционными свойствами, а это означает, что нам будет практически невозможно расплавить все металлы вместе для пайки, если у нас нет способа избавиться от оксидов на каждой из металлических поверхностей.
Флюс для припоя используется для решения проблемы оксида во время пайки. Флюс — это химическое вещество, которое при нагревании выше определенной температуры разрушает оксиды металлов, образовавшиеся на поверхностях, которые мы хотим спаять. Однако, как только оксиды разрушаются, начинается гонка со временем, прежде чем они снова образуются (секунды), которые также ускоряются при более высоких температурах.
Одним из секретов хорошей пайки является правильное обращение с оксидами.
Если вы когда-либо паяли раньше, вы, вероятно, уже использовали флюс. У большинства припоя есть полая «сердцевина», заполненная им. Поскольку флюс представляет собой жидкость, он также помогает передавать тепло между жесткими металлическими поверхностями. прохладный!
Какие инструменты вам нужны для пайки?
Существует множество различных инструментов для пайки, позволяющих добиться аналогичных результатов.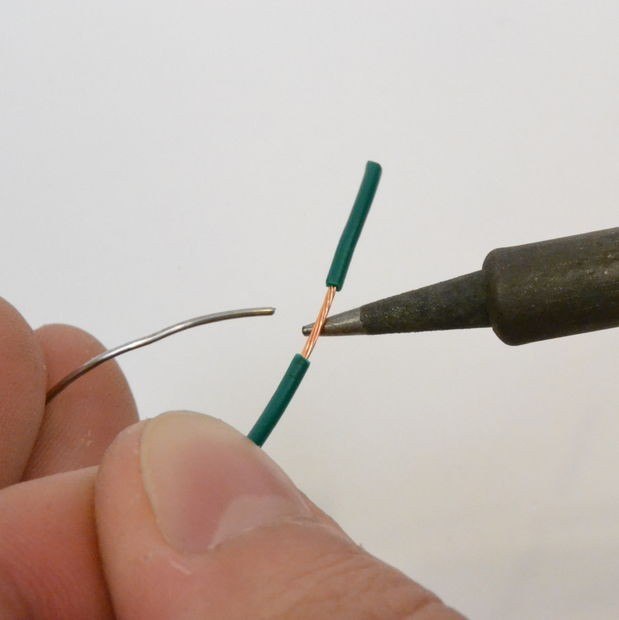 Как минимум, для пайки требуется:
Как минимум, для пайки требуется:
Паяльная станция и утюг
2. Жало паяльника
3. Губка для чистки жала
4. Проволока для припоя (с флюсом)
Паяльник 6. Защитные очки
7. Вытяжка дыма
8. Держатель
КАКИЕ ТИПЫ ЭЛЕКТРИЧЕСКИХ КОМПОНЕНТОВ ВЫ МОЖЕТЕ ПАЯТЬ?
Электронные детали бывают бесчисленных форм и размеров, но их можно разделить на две категории в зависимости от того, как они крепятся к печатной плате:
отверстия, которые полностью проходят через печатную плату.
Плюсы: сильное механическое соединение с печатной платой
Минусы: занимает место с обеих сторон печатной платы и более сложна для автоматических паяльных машин
2. Компоненты для поверхностного монтажа
Компоненты для поверхностного монтажа
, предназначенные для припайки к контактным площадкам в верхней или нижней части печатной платы.
Плюсы: упакуйте больше контактов/компонентов на меньшую площадь
Минусы: менее надежны механически, когда единственным методом крепления является поверхностная пайка
как паять? – КОМПОНЕНТЫ ДЛЯ СКВОЗНЫХ ОТВЕРСТИЙ
Подобно кулинарии или химии, хорошая подготовка ведет к успешной пайке. Соберите все инструменты для пайки, перечисленные выше, и положите их перед собой на верстак.
Не забудьте надеть защитные очки!
Вы всегда должны быть в защитных очках во время пайки (или смотреть в микроскоп)!
Мы хотим, чтобы паяльник предварительно нагревался, пока мы переходим к следующим шагам.
Перед включением утюга выньте наконечник из держателя и убедитесь, что насадка установлена (подробнее о типах насадок позже), затем верните ее в держатель.
Затем включите вытяжку дыма и убедитесь, что вы слышите работу вентилятора (ПРИМЕЧАНИЕ: он может быть встроен в ваш паяльный стол).
Наконец, включите паяльник и убедитесь, что температура установлена на 340°C (650°F) (проконсультируйтесь с лаборантом, если это не так).

Паяльники ГОРЯЧИЕ. 🔥 Вода кипит при 100°C, железо в три раза больше – будьте осторожны!
Для пайки требуются обе руки, поэтому вашу печатную плату необходимо надежно удерживать на месте, прежде чем приступать к работе — поверьте мне!
Для начала убедитесь, что у вас есть за что держать доску. Это может быть «рука помощи», как показано выше, тиски или другие средства предотвращения движения платы во время пайки.
Потратьте время, необходимое для того, чтобы поставить доску в прочное, но удобное рабочее положение.
Это окупится в конце концов.
 Это окупится в конце концов.
Это окупится в конце концов.Далее вам нужно разместить компонент, который вы собираетесь припаивать. Поместите только один компонент, прежде чем продолжить. Вы можете размещать больше за один раз, когда будете знать, что ваша установка (как вы держите доску и т. д.) будет работать.
Для компонентов со сквозными отверстиями это означает вставление штифтов компонента в соответствующие отверстия.
Возможно, вам придется заранее согнуть штифты для правильного выравнивания
Вы также можете согнуть штифты после того, как они пройдут через отверстия, чтобы удерживать его на месте (как показано).
Если штыри длинные, то обрезаем их ПОСЛЕ пайки (не до).
Если вы правша…
Размотайте около 6 дюймов припоя с катушки и держите провод в левой руке 👈 примерно в дюйме или двух от конца.
Правой рукой 👉 возьмите паяльник за поролон (или пластиковую ручку) и держите его, как карандаш (другими словами, НЕ так, как вы держите дверную ручку).
Затем осторожно сотрите старый припой с наконечника латунной губкой. Это просто для того, чтобы снять окисление, образовавшееся на наконечнике, пока он находился в держателе.
Взяв в левую руку проволоку для припоя, расплавьте небольшое количество припоя на кончике, чтобы припой «смочил» (т. е. прилипал) к наконечнику утюга.

Следующие несколько шагов следует выполнять не позднее, чем через несколько секунд после протирки наконечника. Если есть сомнения, просто протрите наконечник еще раз.
Теперь поместите жало паяльника на контактную площадку, которую вы собираетесь припаивать, соприкасаясь ОБА с контактной площадкой и контактом. (Помните.
.. вам нужно, чтобы обе поверхности были горячими, чтобы все три металла расплавились вместе)После небольшой паузы левой рукой введите проволоку припоя в соединение, как показано справа. Вы хотите добавить достаточно припоя, чтобы он выглядел как на видео.
 .. вам нужно, чтобы обе поверхности были горячими, чтобы все три металла расплавились вместе)
.. вам нужно, чтобы обе поверхности были горячими, чтобы все три металла расплавились вместе)Обратите внимание, как…
(Подробнее о том, что делает паяное соединение хорошим/плохим, см. в разделе ниже.)
Повторите шаги 4 и 5 столько раз, сколько необходимо. Не забывайте ЧАСТО перемещать плату, обеспечивая максимально удобный доступ к паяльнику.
При длительных перерывах между пайкой (например, при изменении положения платы) и даже после окончания пайки необходимо подготовить паяльник перед выключением. Это называется «лужением кончика».
Когда закончите паять…
Лужение жала паяльника
Верните паяльник в держатель
Выключите паяльник
- 8 Обычно остатки флюса собираются вокруг основания паяных соединений.
Остатки флюса, оставшиеся на плате в течение длительного времени, могут разъедать металлические контакты и разъединять электрические соединения
Чтобы удалить флюс с соединения, нанесите изопропиловый спирт (IPA) на бумажное полотенце.
Поместите полотенце на места пайки и используйте щетку, чтобы очистить полотенце от до (как показано).
Вы не хотите проглатывать припой. Период.
Всегда мойте руки после пайки, чтобы остатки припоя не попали на еду, стол и т. д.
утилизация отходов припоя
Из-за того, что в сплавах для припоя используются тяжелые металлы, важно утилизировать все, что содержит припой иначе, чем обычный мусор.
Stanford EH&S Soldering
В Стэнфорде мы помещаем ANYTHING с припоем в специально отмеченный контейнер для отходов припоя.
Затем TA помечает и утилизирует мусорные баки по мере необходимости.ПОПРОБУЙТЕ и не забывайте о ненужных тратах. Если длинный отрезок провода имеет припой только на одном конце, отрежьте припаянный конец и утилизируйте его должным образом, а затем уберите провод в место утилизации незакрепленных проводов.
Чтобы получить полное описание EH&S, нажмите кнопку выше.
как паять – устройства для поверхностного монтажа
Пайка устройств для поверхностного монтажа (SMD) очень похожа на устройства для сквозного монтажа. Но имейте в виду:
SMD намного меньше. Это означает, что их труднее позиционировать и легче перемещать на вас.
SMD имеют гораздо большее количество контактов на площадь поверхности на печатной плате.
Поверхностные оксиды становятся еще более сложной задачей, когда все уменьшается до меньших размеров.
Некоторые отличия от сквозной пайки…
Устройства SMD редко остаются на месте во время пайки. В результате компонент обычно выравнивается и «закрепляется» на месте.
Для пайки резисторов SMD, конденсаторов, диодов и всего, что имеет менее 5 контактов, полезно использовать технику, показанную в видео. Подводя итог:
Расплавьте МАЛЕНЬКИЙ кусочек припоя на одной из контактных площадок
Левой рукой возьмите компонент пинцетом
Аккуратно “вставьте” компонент в расплавленный припой
Снимите утюг, ЗАТЕМ отпустите пинцет (постарайтесь быть устойчивым!) затем добавьте припой)
Корпуса с большим количеством выводов сложнее выровнять и их гораздо легче повредить методом поверхностного монтажа резисторов/конденсаторов.
Найдите на плате подходящие контактные площадки для устройства и нанесите небольшое количество флюса-пасты на противоположные углы (как показано).
Поместите устройство и тщательно совместите контакты, чтобы они совпадали с контактными площадками на печатной плате. Пастообразный флюс поможет (в некоторой степени) удерживать его на месте, пока вы его двигаете. Не беспокойтесь о том, что флюс-паста попадет на близлежащие колодки.
Теперь расплавьте небольшое количество припоя на кончике утюга.
Использование пинцета ОСТОРОЖНО держите упаковку на месте, пока вы ненадолго коснетесь выбранных контактов утюгом. Это зафиксирует пакет на месте.
Штифты на колышках могут быть повреждены, если вы ударите пакет прямо сейчас!
Много припоя не нужно!
На этих корпусах легко случайно получить припой для «перемычки» между несколькими контактами. Если это произойдет, прочтите раздел ниже об установке мостов.
советы и рекомендации
Тепло от паяльника не будет волшебным образом направляться туда, куда вам нужно.
Если у вас возникли проблемы с пайкой определенной области, подумайте о том, как соприкасается жало паяльника.Есть ли путь для отвода тепла? (называется теплопроводностью)
Тепло уходит куда-то еще?
При правильном использовании расплавленный припой и пастообразный флюс также могут помочь в передаче тепла в нужные места.
Если припой плавится, но не прилипает, возможно, ваш наконечник имеет тонкий оксидный слой.
Как мы узнали ранее, флюс чаще всего используется в виде припоя с флюсовым сердечником. Однако иногда нам нужно добавить дополнительный флюс, чтобы разрушить оксиды в паяном соединении, которое мы хотим исправить.
В видео показан пример плохого паяного соединения (не могли бы мы обеспечить надежное электрическое соединение), которое устраняется нанесением флюса-пасты и повторным нагревом соединения утюгом.
Как по волшебству, флюс удаляет оксиды и позволяет припою смачиваться.
Как показано, флюс-паста наносится на группу из трех перемычек.
При использовании флюса, жала соответствующего размера и правильной температуры припой расплавляется, а поверхностное натяжение втягивает большую часть излишков припоя на жало
Поверхностное натяжение автоматически оставляет только необходимое количество припоя штифты
Это очень распространенное действие, связанное с большинством покупок макетных плат. Из-за производственных затрат заказчику обычно приходится припаивать контакты разъема к плате.
Та-да! Хорошие, прямые, надежные штифты!
пример пайки (хорошая и плохая)
Плохая пайка может выйти из строя, когда вы меньше всего этого хотите! Вот некоторые вещи, которые делают паяное соединение «хорошим».
Для сквозных и поверхностных компонентов угол смачивания припоя (на фото) никогда не должен превышать 90°.
2. Для выводов со сквозными отверстиями припой должен покрывать не менее 270° круглой контактной площадки. Другими словами, 3/4 вывода должны иметь припой, соединяющий его с контактной площадкой печатной платы.
Правильное количество припоя, хорошее смачивание
Слишком много припоя. Контакт с корпусом компонента
Поверхностное натяжение может поднять небольшие резисторы/конденсаторы
Длина припоя (D) равна длине (L)
Длина припоя (D) больше ширины контакта (W), но меньше (L) )
Длина припоя (D) меньше ширины контакта (W)
Удаление припоя
Ошибки случаются! Неизбежно, вы сделаете паяное соединение со слишком большим количеством припоя или обнаружите, что компонент размещен неправильно, и вам нужно удалить припой.
Существует множество инструментов и методов «переделки» паяного соединения:Надежный и очень точный способ удаления припоя. Фитиль для припоя изготавливается путем сплетения тонких медных проволок.
Общая концепция фитиля припоя заключается в том, чтобы убедить нежелательный припой прилипать к фитилю больше, чем он хочет оставаться в соединении. Этого легко добиться, если учесть…
Где могут образовываться оксиды. Вся площадь поверхности медных проводов создает множество металлических поверхностей, которые будут окисляться. Поэтому нам нужно убедиться, что используется дополнительный флюс.
Как передается тепло. Медь довольно хорошо проводит тепло, и вся катушка фитиля припоя будет отводить тепло от нашего железа, если мы будем использовать его как есть. Для достижения наилучших результатов нам нужно отрезать кусок фитиля припоя и удерживать его пинцетом.
Часто задаваемые вопросы
В: Разве свинец не ядовит?
О: Да, но только при приеме внутрь! Вот почему проглатывание свинцовой краски или загрязнение питьевой воды свинцом имеет такое большое значение, поскольку он попадает непосредственно в желудочно-кишечный тракт.
ТАК МОЙТЕ РУКИ когда закончите паять и НЕ ЕШЬТЕ В ЛАБОРАТОРИИ!
Q: Что насчет этих паров?
A: Пара вещей –
Пары от флюса и НЕ содержат свинец. Нет необходимости беспокоиться о «токсичных свинцовых газах», так как в этих газах НЕТ свинца.
Испарения могут быть неприятными или раздражающими, особенно для людей, чувствительных к частицам в воздухе.
So ИСПОЛЬЗУЙТЕ ВЫТЯЖНИКИ и/или НОСИТЕ МАСКУ, чтобы уменьшить воздействие!
Вопрос: Мне действительно нужно носить защитные очки?
О: ДА!
Если вы не работаете под микроскопом или не носите рецептурные очки, которые служат в качестве защитных очков, ВСЕГДА носите защитные очки для защиты глаз.

 Затем TA помечает и утилизирует мусорные баки по мере необходимости.
Затем TA помечает и утилизирует мусорные баки по мере необходимости.
 Если у вас возникли проблемы с пайкой определенной области, подумайте о том, как соприкасается жало паяльника.
Если у вас возникли проблемы с пайкой определенной области, подумайте о том, как соприкасается жало паяльника.

 Существует множество инструментов и методов «переделки» паяного соединения:
Существует множество инструментов и методов «переделки» паяного соединения:
